-
81 periodic inventory method
метод периодического учета товарно-материальных запасов; система учета запасов, при которой не ведется непрерывного аналитического учета движения каждой единицы товара (материала), а периодически и в конце учетного периода проводится инвентаризация остатков, и на основе этих данных с учетом информации о начальных запасах и чистых закупках за период определяется себестоимость проданных (использованных) товаров (материалов); эта система используется компаниями, которые продают большое количество различных видов продукции относительно низкой стоимости за единицу, так как учет каждой единицы в таких условиях слишком трудоемок и требует больших затрат.English-Russian dictionary of accounting and financial terms > periodic inventory method
-
82 at this rate ...
• в таком случае/ при таких условиях...English-Russian dictionary of phrases and cliches for a specialist researcher > at this rate ...
-
83 in this condition we cannot receive ...
• при таких условиях мы не можем получить...English-Russian dictionary of phrases and cliches for a specialist researcher > in this condition we cannot receive ...
-
84 transformation hardening
закалка стали с полиморфным превращением
Термообработка сталей, включающая аустенитизацию с последующим охлаждением при таких условиях, что аустенит превращается в мартенсит и, возможно, в бейнит.
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
Англо-русский словарь нормативно-технической терминологии > transformation hardening
-
85 directional neutral current relay
направленная токовая защита нулевой последовательности
—
[В.А.Семенов. Англо-русский словарь по релейной защите]Нулевая последовательность фаз.
Согласно теории симметричных составляющих любую несимметричную систему трех токов или напряжений - обозначим их А, В, С - можно представить в виде трех систем прямой, обратной и нулевой последовательностей фаз (рис. 7.9, а-в). Первые две системы симметричны и уравновешены, последняя симметрична, но не уравновешена.
Система прямой последовательности (рис. 7.9, а) состоит из трех вращающихся векторов A 1, B 1, C 1, равных по значению и повернутых на 120° относительно друг друга, причем вектор B1 следует за вектором А 1.
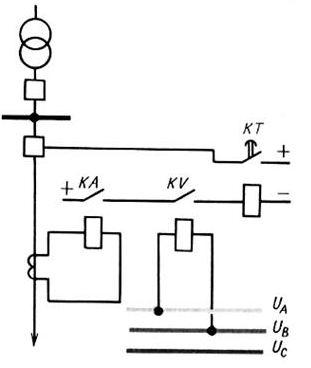
Рис. 7.8. Принципиальная схема максимальной токовой защиты с пуском от реле минимального напряжения:
КА - реле тока (токовый пусковой орган); КV - реле минимального напряжения (пусковой орган по напряжению); КТ - реле времени
Система обратной последовательности (рис. 7.9, б) состоит также из трех векторов A 2, B 2, C 2, равных по значению и повернутых на 120° относительно друг друга, но при вращении в ту же сторону, что и векторы прямой последовательности, вектор B 2 опережает вектор A 2 на 120°.
Система нулевой последовательности (рис. 7.9, в) состоит из трех векторов A 0, B 0, C 0, совпадающих по фазе.
Очевидно, что сложение одноименных векторов этих трех систем дает ту несимметричную систему, которая была разложена на, ее составляющие:

В качестве примера сложение векторов фазы С выполнено на рис. 7.9, г.
Существует и метод расчета симметричных составляющих, согласно которому составляющая нулевой последовательности
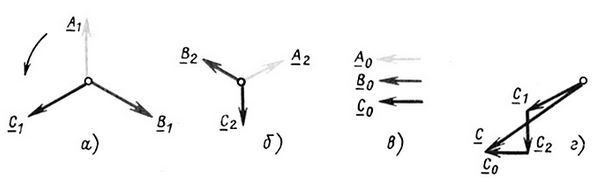
Рис. 7.9. Симметричные составляющие:
а, б, в - прямой, обратной и нулевой последовательности соответственно; г - сложение векторов трех последовательностей фазы С
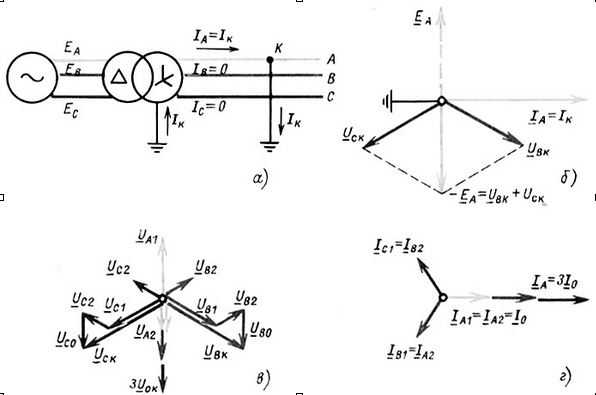
Рис. 7.10. Однофазное КЗ на землю на ненагруженной линии с односторонним питанием:
а - схема линии; б - векторная диаграмма напряжения и тока для точки К ; в, г - векторные диаграммы напряжения и токов, построенные с помощью симметричных составляющихТаким образом, для нахождения A 0 надо геометрически сложить три составляющие вектора и взять одну треть от суммы.
Целесообразность представления несимметричных систем тремя симметричными составляющими состоит в том, что анализ и расчеты напряжений и токов для системы нулевой последовательности могут выполняться независимо от систем прямой и обратной последовательностей, что во многих случаях упрощает расчеты.
Включение же защит на составляющие нулевой последовательности дает ряд преимуществ по сравнению с включением их на полные токи и напряжения фаз для действия при КЗ на землю.
Практическое использование составляющих нулевой последовательности. Рассмотрим металлическое замыкание фазы А на землю в сети с эффективно заземленной нейтралью (рис. 7.10, а). Этот вид повреждения относится к несимметричным КЗ и характеризуется тем, что в замкнутом контуре действует ЭДС E A, под действием которой в поврежденной фазе А проходит ток IA=Ik отстающий от E A на 90°; напряжение фазы А относительно земли в месте повреждения (точка К) UAк =0, так как эта точка непосредственно соединена с землей; токи в неповрежденных фазах IB и IC отсутствуют. С учетом сказанного на рис. 7.10, б построена векторная диаграмма для точки К.
На рис. 7.10, в и г приведены векторные диаграммы напряжений и токов, построенные с помощью симметричных составляющих для того же случая однофазного КЗ.
Сравнение диаграммы, представленной на рис. 7.10, б, с диаграммами рис. 7.10, в и г показывает, что вектор I к равен вектору 3I0, а –ЕА =U B к + U C к = 3U0к. Значит, полный ток фазы в месте повреждения может быть представлен утроенным значением тока нулевой последовательности, а ЭДС - ЕА - утроенным значением напряжения нулевой последовательности.
Практически ток нулевой последовательности получают соединением вторичных обмоток трансформаторов тока в фильтр токов нулевой последовательности (рис. 7.11). Из схемы видно, что ток в реле КА равен геометрической сумме токов трех фаз:

Ток в реле появляется только при однофазном или двухфазном КЗ на землю. Короткие замыкания между фазами являются симметричными системами, и соответственно этому ток в реле Iр=0.
Для получения напряжения нулевой последовательности вторичные обмотки трансформатора напряжения соединяют в разомкнутый треугольник (рис. 7.12) и обязательно заземляют нейтраль его первичной обмотки. В этом случае

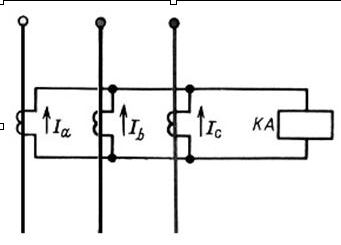
Рис. 7.11. Соединение трансформаторов тока в фильтр токов нулевой последовательности
В нормальном режиме работы и КЗ между фазами (без земли) геометрическая сумма напряжений вторичных обмоток, соединенных в разомкнутый треугольник, равна нулю, и поэтому Up также равно нулю (рис. 7.12, б). И только при однофазных (или двухфазных) КЗ на землю на зажимах разомкнутого треугольника появляется напряжение Up=3U0 (рис. 7.12, в).
Фазные напряжения систем прямой и обратной последовательностей образуют симметричные звезды, и поэтому суммы их векторов в схеме разомкнутого треугольника всегда равны нулю.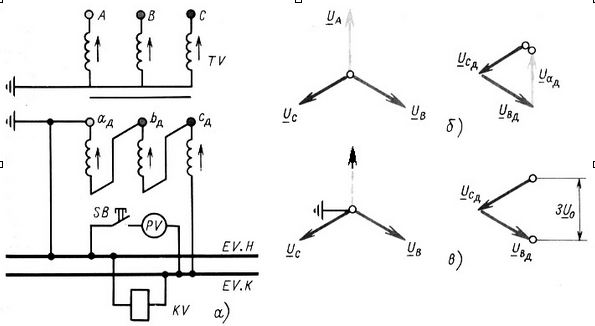
Рис. 7.12. Соединение однофазных трансформаторов напряжении в фильтр напряжения нулевой последовательности:
а - общая схема трансформатора напряжения; б - векторные диаграммы в нормальном режиме работы; с - то же при замыкании фазы А на землю в сети с заземленной нейтралью; PV - вольтметр контроля исправности цепей вторичной обмоткиВ сетях с эффективным заземлением нейтрали около 80% повреждений связано с замыканиями на землю. Для защиты оборудования применяют устройства, реагирующие на составляющие нулевой последовательности.
Схема и некоторые вопросы эксплуатации токовой направленной защиты нулевой последовательности. Принципиальная схема защиты показана на рис. 7.13. Пусковое токовое реле КА, включенное на фильтр токов нулевой последовательности, реагирует на появление КЗ на землю, когда в нулевом проводе проходит ток 3I0.
Реле мощности KW фиксирует направление мощности КЗ, обеспечивая селективность действия: защита работает при направлении мощности КЗ от шин подстанции в защищаемую линию. Напряжение 3U0 подводится к реле мощности от обмотки разомкнутого треугольника трансформатора напряжения (шинки EV, H, KV, K).
Реле времени КТ создает выдержку времени, необходимую по условию селективности.
На рис. 7.14 показано размещение токовых направленных защит нулевой последовательности в сети, работающей с заземленными нейтралями с обеих сторон рассматриваемого участка. График характеристик выдержек времени построен по встречно-ступенчатому принципу. Из графика видно, что каждая защита отстраивается от защиты смежного участка ступенью времени Δt =t1-t3.
Значение тока срабатывания пускового токового реле выбирается по условию надежного действия реле при КЗ в конце следующего (второго) участка сети, а также по условию отстройки от тока небаланса.
Появление тока небаланса в реле связано с погрешностью трансформаторов тока, неидентичностью трансформаторов тока, неидентичностью их характеристик намагничивания и имеет решающее значение. Чтобы не допустить действия пускового токового реле от тока небаланса, ток срабатывания реле принимают больше тока небаланса. Ток небаланса определяется для нормального рабочего режима или для режима трехфазного КЗ в зависимости от выдержки времени защиты.
При наличии в защищаемой сети автотрансформаторов, электрически связывающих сети двух напряжений, однофазное или двухфазное замыкание на землю к сети среднего напряжения приводит к появлению тока I0 в линиях высшего напряжения. Чтобы избежать ложных срабатываний защит линий высшего напряжения, уставки их защит по току срабатывания и выдержкам времени согласуют с уставками защит в сети среднего напряжения. По указанной причине избегают, как правило, заземления нейтралей обмоток звезд высшего и среднего напряжений у одного трансформатора. Заметим также, что у трансформатора со схемой соединения звезда-треугольник замыкание на землю на стороне треугольника не вызывает появления тока I0 на стороне звезды.
Ток I0 появляется в линиях при неполнофазных режимах работы участков сетей. Такие режимы могут быть кратковременными и длительными. От кратковременных неполнофазных режимов, возникающих, например, в цикле ОАПВ линии, а также АПВ при неодновременном включении трех фаз выключателя защиты отстраиваются по току срабатывания или выдержки времени защит принимаются больше, чем время t ОАПВ. При возможных неполнофазных режимах работы линий (например, при пофазном ремонте под напряжением) токовые направленные защиты нулевой последовательности ремонтируемой линии и смежных участков должны проверяться и отстраиваться от несимметрии или выводиться из работы, так как они мало приспособлены для работы в таких условиях.
В процессе эксплуатации токовых защит нулевой последовательности должны строго учитываться все заземленные нейтрали автотрансформаторов и трансформаторов, являющиеся как бы источниками токов нулевой последовательности. Распределение тока I0 в сети определяется исключительно расположением заземленных нейтралей, а не генераторов электростанций.
Контроль исправности цепей напряжения разомкнутого треугольника осуществляется с помощью вольтметра, периодически подключаемого с помощью кнопки SB (см. рис. 7.12). Вольтметр измеряет напряжение небаланса, имеющего значение 1-3 В. При нарушении цепей показание вольтметра пропадает.
Наряду с рассмотренной токовой направленной защитой нулевой последовательности широкое распространение в сетях 110 кВ и выше получили направленные отсечки и ступенчатые защиты пулевой последовательности. Наиболее совершенными являются четырехступенчатые защиты, первая ступень которых обычно выполняется без выдержки времени. Первая и вторая ступени защиты предназначены для действий при замыканиях на землю в пределах защищаемой линии и на шинах противоположной подстанции. Последние ступени выполняют в основном роль резервирования.
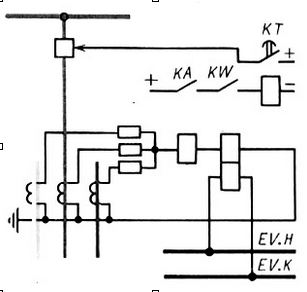
Рис. 7.13. Схема токовой направленной защиты нулевой последовательности
[ http://leg.co.ua/knigi/raznoe/obsluzhivanie-ustroystv-releynoy-zaschity-i-avtomatiki-3.html]Тематики
EN
Англо-русский словарь нормативно-технической терминологии > directional neutral current relay
-
86 direct contact
непосредственный контакт
—
[А.С.Гольдберг. Англо-русский энергетический словарь. 2006 г.]Тематики
EN
прямое прикосновение
Электрический контакт людей или животных с токоведущими частями.
[ ГОСТ Р МЭК 60050-195-2005]
[ ГОСТ Р МЭК 60050-826-2009]
прямое прикосновение
Контакт людей илидомашнихживотныхи скотас токоведущими частями.
[ ГОСТ Р МЭК 60204-1-2007]
прямой контактпрямое прикосновение
Контакт людей, домашних животных или скота с токоведущими частямиоборудования, находящимися под напряжением.
[ГОСТ ЕН 1070-2003]
прямое прикосновение
Прикосновение человека или животного к токоведущим частям, находящимся под напряжением.
Под прямым прикосновением в нормативной и правовой документации понимают факт появления электрического контакта между человеком или животным и токоведущими частями электроустановки здания, которые в момент прикосновения находятся под напряжением. В таких условиях и человек, и животное, прикоснувшиеся к токоведущим частям, могут быть поражены электрическим током.
Для защиты человека и животных от прямого прикосновения в электроустановках зданий широко применяют такую меру предосторожности, как изоляция токоведущих частей, а также используют другие электрозащитные меры.
[ http://www.volt-m.ru/glossary/letter/%CF/view/54/]
прямой контакт
—
[Я.Н.Лугинский, М.С.Фези-Жилинская, Ю.С.Кабиров. Англо-русский словарь по электротехнике и электроэнергетике, Москва, 1999 г.]EN
direct contact
electric contact of persons or animals with live parts
Source: 826-03-05 MOD
[IEV number 195-06-03]
direct contact
contact of persons or livestock with live parts
[IEV 826-12-03]
[IEC 60204-1-2006]FR
contact direct
contact électrique de personnes ou d'animaux avec des parties actives
Source: 826-03-05 MOD
[IEV number 195-06-03]Параллельные тексты EN-RU
All live parts, that are likely to be touched when resetting or adjusting devices intended for such operations while the equipment is still connected, shall be protected against direct contact to at least IP2X or IPXXB.
[IEC 60204-1-2006]Все токоведущие части, к которым при выполнении операций возврата аппаратов в исходное состояние или их настройки возможно прикосновение и эти операции должны выполняться, когда оборудование остается подключенным к источнику питания, должны иметь степень защиты от прямого прикосновения не менее IP2X или IPXXB.
[Перевод Интент]Недопустимые, нерекомендуемые
Примечание(1)- Мнение автора карточкиТематики
EN
DE
FR
3.11 непосредственный контакт (direct contact):Контакт человека с токопроводящими деталями.
Источник: ГОСТ Р 54111.3-2011: Дорожные транспортные средства на топливных элементах. Требования техники безопасности. Часть 3. Защита людей от поражения электрическим током оригинал документа
3.2.20. прямое прикосновение (direct contact):
Электрический контакт персонала или животных с частями, находящимися под напряжением.
(МЭС 195-06-03).
Источник: ГОСТ Р МЭК 60519-1-2005: Безопасность электротермического оборудования. Часть 1. Общие требования оригинал документа
Англо-русский словарь нормативно-технической терминологии > direct contact
-
87 lower heating value
низшая теплота сгорания
—
[А.С.Гольдберг. Англо-русский энергетический словарь. 2006 г.]Тематики
EN
4.2.59 низшая теплота сгорания (net calorific value, lower heating value): Величина энергии сгорания единицы массы топлива, сожженного в атмосфере кислорода в калориметрической бомбе при таких условиях, когда вся вода остается в виде водяного пара при давлении 0,1 МПа.
Источник: ГОСТ Р 54235-2010: Топливо твердое из бытовых отходов. Термины и определения оригинал документа
Англо-русский словарь нормативно-технической терминологии > lower heating value
-
88 net calorific value
низшая теплотворная способность
—
[А.С.Гольдберг. Англо-русский энергетический словарь. 2006 г.]Тематики
EN
4.2.59 низшая теплота сгорания (net calorific value, lower heating value): Величина энергии сгорания единицы массы топлива, сожженного в атмосфере кислорода в калориметрической бомбе при таких условиях, когда вся вода остается в виде водяного пара при давлении 0,1 МПа.
Источник: ГОСТ Р 54235-2010: Топливо твердое из бытовых отходов. Термины и определения оригинал документа
Англо-русский словарь нормативно-технической терминологии > net calorific value
-
89 money-supply rules
принципы регулирования денежной массы в обращении
Политика, заключающаяся в том, что правительство заранее объявляет масштабы, в пределах которых оно предполагает расширить количество денег в обращении/ денежное предложение (топеу supply). Данная политика основывается на предположении, что бюджетная фискальная (fiscal) и денежно-кредитная/монетарная (monetary) политики не могут воздействовать на реальные переменные в экономической ситуации, в то же время неопределенность в отношении намерений правительства может повести к дестабилизации рынков. В таких условиях самое лучшее, чего может добиться правительство, - это следовать принципу стабильной политики.
[ http://www.vocable.ru/dictionary/533/symbol/97]Тематики
EN
Англо-русский словарь нормативно-технической терминологии > money-supply rules
-
90 power supply area
цепь питания
—
[Я.Н.Лугинский, М.С.Фези-Жилинская, Ю.С.Кабиров. Англо-русский словарь по электротехнике и электроэнергетике, Москва, 1999 г.]
цепь питания
-
[Интент]Параллельные тексты EN-RU
Electrolytic capacitors are installed in the power supply area because of dimensioning requirements.
The useful life of these capacitors is significant from a maintenance standpoint.
When the equipment is operated continuously at the upper limit of the recommended temperature range (+55°C or 131°F), the useful life of these components is 80,000 hours, or more than 9 years.
Under these conditions, replacement of the electrolytic capacitors is recommended after a period of 8 to 10 years.
When the operating temperatures are approx. +45°C inside the devices, the required maintenance interval can be increased by about 1 year.
[Schneider Electric]Для уменьшения габаритных размеров устройства защиты в цепи питания используются электролитические конденсаторы.
Данные конденсаторы имеют значительный срок службы.
В случае непрерывной эксплуатации устройства защиты при верхней предельной температуре +55 °C срок службы данных конденсаторов составляет 80 000 часов, что составляет более 9 лет.
При таких условиях эксплуатации рекомендуется заменять электролитические конденсаторы через каждые 8-10 лет.
Если температура воздуха внутри устройства защиты равна приблизительно +45 °C, то срок службы увеличивается приблизительно на 1 год.
[Перевод Интент]Тематики
- электротехника, основные понятия
EN
Англо-русский словарь нормативно-технической терминологии > power supply area
-
91 feed circuit
цепь возбуждения
—
[Я.Н.Лугинский, М.С.Фези-Жилинская, Ю.С.Кабиров. Англо-русский словарь по электротехнике и электроэнергетике, Москва, 1999 г.]Тематики
- электротехника, основные понятия
EN
цепь питания
—
[Я.Н.Лугинский, М.С.Фези-Жилинская, Ю.С.Кабиров. Англо-русский словарь по электротехнике и электроэнергетике, Москва, 1999 г.]
цепь питания
-
[Интент]Параллельные тексты EN-RU
Electrolytic capacitors are installed in the power supply area because of dimensioning requirements.
The useful life of these capacitors is significant from a maintenance standpoint.
When the equipment is operated continuously at the upper limit of the recommended temperature range (+55°C or 131°F), the useful life of these components is 80,000 hours, or more than 9 years.
Under these conditions, replacement of the electrolytic capacitors is recommended after a period of 8 to 10 years.
When the operating temperatures are approx. +45°C inside the devices, the required maintenance interval can be increased by about 1 year.
[Schneider Electric]Для уменьшения габаритных размеров устройства защиты в цепи питания используются электролитические конденсаторы.
Данные конденсаторы имеют значительный срок службы.
В случае непрерывной эксплуатации устройства защиты при верхней предельной температуре +55 °C срок службы данных конденсаторов составляет 80 000 часов, что составляет более 9 лет.
При таких условиях эксплуатации рекомендуется заменять электролитические конденсаторы через каждые 8-10 лет.
Если температура воздуха внутри устройства защиты равна приблизительно +45 °C, то срок службы увеличивается приблизительно на 1 год.
[Перевод Интент]Тематики
- электротехника, основные понятия
EN
Англо-русский словарь нормативно-технической терминологии > feed circuit
-
92 circuit-breaker
автоматический выключатель
Механический коммутационный аппарат1), способный включать, проводить и отключать токи при нормальном состоянии электрической цепи, а также включать, проводить в течение заданного времени и автоматически отключать токи в указанном аномальном состоянии электрической цепи, например, при коротком замыкании.
(МЭС 441-14-20)
[ ГОСТ Р 50030. 2-99 ( МЭК 60947-2-98)]
автоматический выключатель
-
[IEV number 442-05-01]EN
circuit breaker
a mechanical switching device, capable of making, carrying and breaking currents under normal circuit conditions and also making, carrying for a specified time and breaking currents under specified abnormal circuit conditions such as those of short circuit.
[IEC 62271-100, ed. 2.0 (2008-04)]
[IEV number 442-05-01]
circuit breaker
A device designed to open and close a circuit by nonautomatic means and to open the circuit automatically on a predetermined overcurrent without damage to itself when properly applied within its rating.
NOTE The automatic opening means can be integral, direct acting with the circuit breaker, or remote from the circuit breaker.
Adjustable (as applied to circuit breakers). A qualifying term indicating that the circuit breaker can be set to trip at various values of current, time, or both within a predetermined range. Instantaneous-trip (as applied to circuit breakers). A qualifying term indicating that no delay is purposely introduced in the tripping action of the circuit breaker.
Inverse-time (as applied to circuit breakers). A qualifying term indicating a delay is purposely introduced in the tripping action of the circuit breaker, which delay decreases as the magnitude of the current increases.
Nonadjustable (as applied to circuit breakers). A qualifying term indicating that the circuit breaker does not have any adjustment to alter the value of current at which it will trip or the time required for its operation.
Setting (of a circuit breaker). The value of current, time, or both at which an adjustable circuit breaker is set to trip.
[National Electrical Cod]FR
disjoncteur
1) Должно быть контактный коммутационный аппарат
appareil mécanique de connexion capable d’établir, de supporter et d’interrompre des courants dans les conditions normales du circuit, ainsi que d’établir, de supporter pendant une durée spécifiée et d’in- terrompre des courants dans des conditions anormales spécifiées du circuit telles que celles du court-circuit.
[IEC 62271-100, ed. 2.0 (2008-04)]
[IEV number 442-05-01]
[Интент]КЛАССИФИКАЦИЯ
- По роду тока
- По напряжению
- По числу полюсов
- По виду корпуса
- По месту установки
- По изолирующей среде
- По установленным расцепителям
- По дополнительным защитам
- По назначению
- По категории применения
- По виду привода взвода пружины
- По выполняемой функции
-
По влиянию монтажного положения
 Автоматические выключатели ABB
Автоматические выключатели ABB
 Модульные автоматические выключатели
Модульные автоматические выключатели
1. НЕКОТОРЫЕ СВЕДЕНИЯ ОБ АВТОМАТИЧЕСКИХ ВЫКЛЮЧАТЕЛЯХ Автоматический выключатель — это электрический аппарат, который автоматически отключает (и тем самым защищает) электрическую цепь при возникновении в ней аномального режима. Режим становится аномальным, когда в цепи начинает недопустимо изменяться (т. е. увеличиваться или уменьшаться относительно номинального значения) ток или напряжение.
Другими словами (более "инженерно") можно сказать, что автоматический выключатель защищает от токов короткого замыкания и токов перегрузки отходящую от него питающую линию, например, кабель и приемник(и) электрической энергии (осветительную сеть, розетки, электродвигатель и т. п.).
Как правило, автоматический выключатель может применятся также для нечастого (несколько раз в сутки) включения и отключения защищаемых электроприемников (защищаемой нагрузки).
[Интент]Выключатель предназначен для проведения тока в нормальном режиме и отключения тока при коротких замыканиях, перегрузках, недопустимых снижениях напряжения, а также до 30 оперативных включений и отключений электрических цепей в сутки и рассчитан для эксплуатации в электроустановках с номинальным рабочим напряжением до 660 В переменного тока частоты 50 и 60 Гц и до 440 В постоянного тока.
[Типовая фраза из российской технической документации] 2. ПРИНЦИП ДЕЙСТВИЯ Для защиты цепи от короткого замыкания применяется автоматический выключатель с электромагнитным расцепителем.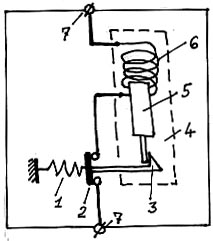
1 - Пружина (в данном случае во взведенном положении растянута)
Автоматический выключатель устроен таким образом, что сначала необходимо взвести пружину и только после этого его можно включить. У многих автоматических выключателей для взвода пружины необходимо перевести ручку вниз. После этого ручку переводят вверх. При этом замыкаются главные контакты.
2 - Главный контакт автоматического выключателя
3 - Удерживающее устройство
4 - Электромагнитный расцепитель;
5 - Сердечник
6 - Катушка
7 - Контактные зажимы автоматического выключателя
На рисунке показан один полюс автоматического выключателя во включенном положении: пружина 1 взведена, а главный контакт 2 замкнут.
Как только в защищаемой цепи возникнет короткое замыкание, ток, протекающий через соответствующий полюс автоматического выключателя, многократно возрастет. В катушке 6 сразу же возникнет сильное магнитное поле. Сердечник 5 втянется в катушку и освободит удерживающее устройство. Под действием пружины 1 главный контакт 2 разомкнется, в результате чего автоматический выключатель отключит и тем самым защитит цепь, в которой возникло короткое замыкание. Такое срабатывание автоматического выключателя происходит практически мгновенно (за сотые доли секунды).
Для защиты цепи от тока перегрузки применяют автоматические выключатели с тепловым расцепителем.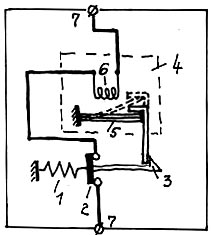
1 - Пружина (в данном случае во взведенном положении растянута)
Принцип действия такой же как и в первом случае, с той лишь разницей, что удерживающее устройство 3 освобождается под действием биметаллической пластины 5, которая изгибается от тепла, выделяемого нагревательным элементом 6. Количество тепла определяется током, протекающим через защищаемую цепь.
2 - Главный контакт автоматического выключателя
3 - Удерживающее устройство
4 - Тепловой расцепитель
5 - Биметаллическая пластина
6 - Нагревательный элемент
7 - Контактные зажимы автоматического выключателя
[Интент]Недопустимые, нерекомендуемые
Тематики
Классификация
>>>Обобщающие термины
Действия
- включение автоматического выключателя
- оперирование автоматического выключателя
- отключение автоматического выключателя
- срабатывание автоматического выключателя
EN
- auto-cutout
- automatic circuit breaker
- automatic cutout
- automatic switch
- breaker
- CB
- circuit breaker
- circuit-breaker
- cutout
DE
FR
Смотри также
силовой выключатель
-
[Интент]EN
circuit-breaker
a mechanical switching device, capable of making, carrying and breaking currents under normal circuit conditions and also making, carrying for a specified time and breaking currents under specified abnormal circuit conditions such as those of short circuit
[IEV ref 441-14-20]FR
disjoncteur
appareil mécanique de connexion capable d'établir, de supporter et d'interrompre des courants dans les conditions normales du circuit, ainsi que d'établir, de supporter pendant une durée spécifiée et d'interrompre des courants dans des conditions anormales spécifiées du circuit telles que celles du court-circuit
[IEV ref 441-14-20]
Рис. Siemens
Силовой ( баковый элегазовый) выключатель 3AP1 DT
Рис. Siemens
Силовой (колонковый элегазовый) выключательТематики
- высоковольтный аппарат, оборудование...
- комплектное распред. устройство (КРУ)
EN
DE
FR
2.1 выключатель (circuit-breaker): Контактный коммутационный аппарат, способный включать, проводить и отключать токи при нормальных условиях цепи, а также включать, проводить в течение нормированного времени и отключать токи при нормированных ненормальных условиях в цепи, таких, как короткое замыкание.
[МЭС 441-14-20] [1]
Источник: ГОСТ Р 50030.2-2010: Аппаратура распределения и управления низковольтная. Часть 2. Автоматические выключатели оригинал документа
3.3.4 автоматический выключатель (circuit-breaker): Контактный коммутационный аппарат, способный включать, проводить и отключать токи при нормальных условиях в цепи, а также включать, проводить в течение установленного времени и отключать (автоматически) при указанных аномальных условиях в цепи, таких, как короткое замыкание.
[МЭС 441-14-20] [1]
Источник: ГОСТ Р 51327.1-2010: Выключатели автоматические, управляемые дифференциальным током, бытового и аналогичного назначения со встроенной защитой от сверхтоков. Часть 1. Общие требования и методы испытаний оригинал документа
3.2.5 автоматический выключатель (circuit-breaker): Контактный коммутационный аппарат, способный включать, проводить и отключать токи при нормальных условиях в цепи, а также включать, проводить в течение установленного нормированного времени и отключать токи при указанных ненормальных условиях в цепи, таких как короткое замыкание.
[МЭК 60050(441-14-20)]
Источник: ГОСТ Р 51731-2010: Контакторы электромеханические бытового и аналогичного назначения оригинал документа
Англо-русский словарь нормативно-технической терминологии > circuit-breaker
93 precision
прецизионность
Степень близости друг к другу независимых результатов измерений, полученных в конкретных регламентированных условиях.
Примечания
1. Прецизионность зависит только от случайных погрешностей и не имеет отношения к истинному или установленному значению измеряемой величины.
2. Меру прецизионности обычно выражают в терминах неточности и вычисляют как стандартное отклонение результатов измерений. Меньшая прецизионность соответствует большему стандартному отклонению.
3. «Независимые результаты измерений (или испытаний)» - результаты, полученные способом, на который не оказывает влияния никакой предшествующий результат, полученный при испытаниях того же самого или подобного объекта. Количественные значения мер прецизионности существенно зависят от регламентированных условий. Крайними случаями совокупностей таких условий являются условия повторяемости и условия воспроизводимости (ИСО 3534-1 [1]).
[ ГОСТ Р ИСО 5725-1-2002]Тематики
- метрология, основные понятия
EN
точность
Степень близости результата измерений к принятому опорному значению.
Примечание. Термин «точность», когда он относится к серии результатов измерений (испытаний), включает сочетание случайных составляющих и общей систематической погрешности (ИСО 3534-1 [1]).
[ ГОСТ Р ИСО 5725-1-2002]
[ ГОСТ Р 8.563-96]
точность
Степень приближения регистрируемых результатов наблюдений, измерений или вычислений к их истинным значениям.
[ ГОСТ Р 52438-2005]
точность
accuracy
Степень соответствия между измеренным и расчетным параметром в данный момент времени. См. free-running frequency-, repeatable -.
[Л.М. Невдяев. Телекоммуникационные технологии. Англо-русский толковый словарь-справочник. Под редакцией Ю.М. Горностаева. Москва, 2002]
точность
precision
1. Степень идентичности результатов измерений параметров одного и того же объекта или события. Заданное отклонение истинного значения от измеренного определяет допустимую погрешность измерений.
2. Показатель, позволяющий различать между собой достаточно близкие по значению величины. См. accuracy.
[Л.М. Невдяев. Телекоммуникационные технологии. Англо-русский толковый словарь-справочник. Под редакцией Ю.М. Горностаева. Москва, 2002]Тематики
- географические информационные системы
- метрология, основные понятия
- электросвязь, основные понятия
EN
3.6 косвенное измерение (indirect measurement): Измерение, посредством которого отдельные компоненты и/или группы компонентов, которые не присутствуют в рабочей эталонной газовой смеси, определяются, используя относительные коэффициенты чувствительности по отношению к компоненту в ГСО.
3.7 воспроизводимость результатов измерений (reproducibility of measurement): Близость результатов измерений одной и той же величины, полученных в разных местах, разными методами, разными средствами, разными операторами, в разное время, но приведенные к одним и тем же условиям измерений (температуре, давлению, влажности и др.)
3.8 прецизионность (precision): Степень близости друг к другу независимых результатов измерений, полученных в конкретных регламентированных условиях.
Источник: ГОСТ 31371.2-2008: Газ природный. Определение состава методом газовой хроматографии с оценкой неопределенности. Часть 2. Характеристики измерительной системы и статистические оценки данных оригинал документа
3.7 прецизионность (precision): Степень близости друг к другу независимых результатов измерений, полученных в конкретных регламентированных условиях.
[ЕН 482]
3.12 прецизионность (precision): Степень близости друг к другу независимых результатов измерений, полученных в конкретных регламентированных условиях.
[ ГОСТ Р ИСО 5725-1-2002, пункт 3.12]
3.12 прецизионность (precision): Степень близости друг к другу независимых результатов измерений, полученных в конкретных регламентированных условиях.
Примечания
9 Прецизионность зависит только от случайных погрешностей и не имеет отношения к истинному или установленному значению измеряемой величины.
10 Меру прецизионности обычно выражают в терминах неточности и вычисляют как стандартное отклонение результатов измерений. Меньшая прецизионность соответствует большему стандартному отклонению.
11 «Независимые результаты измерений (или испытаний)» - результаты, полученные способом, на который не оказывает влияния никакой предшествующий результат, полученный при испытаниях того же самого или подобного объекта. Количественные значения мер прецизионности существенно зависят от регламентированных условий. Крайними случаями совокупностей таких условий являются условия повторяемости и условия воспроизводимости (ИСО 3534-1 [1]).
Источник: ГОСТ Р ИСО 5725-1-2002: Точность (правильность и прецизионность) методов и результатов измерений. Часть 1. Основные положения и определения оригинал документа
3.29 прецизионность (precision): Степень близости друг к другу результатов независимых испытаний, полученных в конкретных стандартных условиях определения.
Примечание - Часто степень близости определяют, используя такой показатель, как удвоенное стандартное отклонение.
Источник: ГОСТ Р ИСО 13909-1-2010: Уголь каменный и кокс. Механический отбор проб. Часть 1. Общее введение оригинал документа
3.4.3 прецизионность (precision): Степень близости друг к другу независимых результатов измерений, полученных в конкретных регламентированных условиях.
[ИСО 6879]
Источник: ГОСТ Р ИСО 15202-1-2007: Воздух рабочей зоны. Определение содержания металлов и металлоидов в твердых частицах аэрозоля методом атомной эмиссионной спектрометрии с индуктивно связанной плазмой. Часть 1. Отбор проб оригинал документа
3.19 прецизионность (precision): Степень близости друг к другу результатов независимых испытаний, полученных в стандартных условиях определения.
Примечания
1 Часто степень близости определяют, используя такой показатель, как удвоенное стандартное отклонение.
2 Определения могут быть проведены с высокой прецизионностью, и потому стандартное отклонение результатов анализа, проведенных для одной и той же подпартии, может быть небольшим, но результаты могут считаться точными только, если в них не внесена систематическая погрешность.
Источник: ГОСТ Р ИСО 18283-2010: Уголь каменный и кокс. Ручной отбор проб оригинал документа
3.3.3 прецизионность (precision): Степень близости друг к другу независимых результатов измерений, полученных в конкретных регламентированных условиях.
3.3.4
Источник: ГОСТ Р ИСО 20552-2011: Воздух рабочей зоны. Определение паров ртути. Отбор проб с получением амальгамы золота и анализ методом атомной абсорбционной или атомной флуоресцентной спектрометрии оригинал документа
3.1 смещение (bias), предельное значение (limit value), процедура измерения (measuring procedure), расширенная неопределенность (overall uncertainty), прецизионность (precision), истинное значение (true value), валидация (validation): По ЕН 482.
3.4.4 прецизионность (precision): Степень близости друг к другу результатов измерений, полученных в конкретных регламентированных условиях.
Примечание - На основе ИСО 6879 [5].
Источник: ГОСТ Р ИСО 15202-3-2008: Воздух рабочей зоны. Определение металлов и металлоидов в твердых частицах аэрозоля методом атомной эмиссионной спектрометрии с индуктивно связанной плазмой. Часть 3. Анализ оригинал документа
3.1.10 прецизионность (precision): Степень близости независимых результатов наблюдений, полученных в конкретных условиях.
Примечание 1 - Прецизионность зависит только от распределения случайных ошибок и погрешностей и не имеет отношения к истинному или установленному значению контролируемой величины.
Примечание 2 - В качестве прецизионности обычно используют стандартное отклонение результатов наблюдений. Чем больше стандартное отклонение, тем меньше прецизионность.
Примечание 3 - Количественные значения прецизионности зависят от установленных условий. Условия повторяемости и воспроизводимости представляют собой два крайних случая установленных условий.
Источник: ГОСТ Р ИСО 11648-1-2009: Статистические методы. Выборочный контроль нештучной продукции. Часть 1. Общие принципы оригинал документа
3.1.10 прецизионность (precision): Степень близости независимых результатов наблюдений, полученных в конкретных условиях.
Примечание 1 - Прецизионность зависит только от распределения случайных ошибок и погрешностей и не имеет отношения к истинному или установленному значению контролируемой величины.
Примечание 2 - В качестве прецизионности обычно используют стандартное отклонение результатов наблюдений. Чем больше стандартное отклонение, тем меньше прецизионность.
Примечание 3 - Количественные значения прецизионности зависят от установленных условий. Условия повторяемости и воспроизводимости представляют собой два крайних случая установленных условий.
Источник: ГОСТ Р ИСО 11648-2-2009: Статистические методы. Выборочный контроль нештучной продукции. Часть 2. Отбор выборки сыпучих материалов оригинал документа
5.2.16 прецизионность (precision): Степень близости друг к другу независимых результатов измерений, полученных в конкретных регламентированных условиях.
[ИСО 3534-1].
Источник: ГОСТ Р ИСО 6879-2005: Качество воздуха. Характеристики и соответствующие им понятия, относящиеся к методам измерений качества воздуха оригинал документа
3.5.6 прецизионность (precision): Степень близости друг к другу независимых результатов измерений, полученных в конкретных регламентированных условиях.
Источник: ГОСТ Р ИСО 21438-1-2011: Воздух рабочей зоны. Определение неорганических кислот методом ионной хроматографии. Часть 1. Нелетучие кислоты (серная и фосфорная) оригинал документа
Англо-русский словарь нормативно-технической терминологии > precision
94 situated
ˈsɪtjueɪtɪd прил.
1) расположенный situated in the neighbourhood ≈ расположенный по соседству
2) находящийся в определенных обстоятельствах, условиях thus situated ≈ в таких обстоятельствах расположенный, помещенный каким-либо образом - badly * village неудачно расположенная деревня - centrally * с центральным местоположением находящийся в каких-либо обстоятельствах, условиях - * in a critical position находящийся в критическом положении - thus * he was sure to win при данных обстоятельствах он наверняка должен победить - life is not worth living, * as I am в моем положении не стоит жить находящийся в каком-либо материальном положении - comfortably * хорошо обеспеченный - having six children and no income the widow was badly * при шестерых детях и без всякого дохода вдова сильно нуждалась занимающий какое-либо место или положение - how is he *? каково его положение в обществе? situated расположенный;
находящийся в определенных обстоятельствах, условиях;
thus situated в таких обстоятельствах situated расположенный;
находящийся в определенных обстоятельствах, условиях;
thus situated в таких обстоятельствахБольшой англо-русский и русско-английский словарь > situated
95 process
- Процессы обработки данных
- процесс обработки данных
- процесс (в теории управления)
- процесс (в спорте)
- процесс (в системе менеджмента качества)
- процесс (в кибернетике)
- процесс
- процедура
- перерабатывать
- обрабатывать
процедура
Упорядоченная совокупность взаимосвязанных определенными отношениями действий, направленных на решение задачи.
[МУ 64-01-001-2002]
процедура
Установленный способ осуществления деятельности или процесса.
Примечания
1. Процедуры могут быть документированными или недокументированными.
2. Если процедура документирована, часто используется термин "письменная процедура" или "документированная процедура". Документ, содержащий процедуру, может называться "процедурный документ".
[ ГОСТ Р ИСО 9000-2008]
процедура
Документ, содержащий шаги, которые предписывают способ выполнения деятельности. Процедуры определяются как части процессов. См. тж. рабочая инструкция.
[Словарь терминов ITIL версия 1.0, 29 июля 2011 г.]EN
procedure
A document containing steps that specify how to achieve an activity. Procedures are defined as part of processes. See also work instruction.
[Словарь терминов ITIL версия 1.0, 29 июля 2011 г.]Тематики
EN
процесс
Совокупность взаимосвязанных ресурсов и деятельности, которая преобразует входящие элементы в выходящие.
[МУ 64-01-001-2002]
процесс
Структурированная совокупность действий, спроектированная для достижения конкретной цели. Процесс преобразует один или несколько определенных входов в определенные выходы. Процесс может включать в себя любые роли, ответственности, инструменты и контроли управления, необходимые для надежного получения выходов. Процесс, при необходимости, может определять политики, стандарты, рекомендации, виды деятельности и рабочие инструкции.
[Словарь терминов ITIL версия 1.0, 29 июля 2011 г.]EN
process
A structured set of activities designed to accomplish a specific objective. A process takes one or more defined inputs and turns them into defined outputs. It may include any of the roles, responsibilities, tools and management controls required to reliably deliver the outputs. A process may define policies, standards, guidelines, activities and work instructions if they are needed.
[Словарь терминов ITIL версия 1.0, 29 июля 2011 г.]Тематики
EN
процесс (в кибернетике)
Последовательная смена состояний, стадий изменения (развития) системы или иного объекта (См. также Преобразование). Различают процессы: вещественные (например, преобразование сырья в готовый продукт в производстве) и информационные (например, преобразование бухгалтерской информации в связи с указанным производственным П.); управляемые (регулируемые) и неуправляемые; детерминированные и случайные (стохастические) — см. Случайный процесс; дискретные и непрерывные — см. Дискретность, непрерывность. Дискретные П. в экономико-математических моделях описываются разностными уравнениями, непрерывные — дифференциальными уравнениями. Для экономико-математического моделирования большое значение имеют также различия в степени инерционности экономических П., т.е. в скорости изменения их параметров (характеристик) под влиянием тех или иных воздействий. См. Инерционные показатели, Нестационарный экономический процесс, Стационарный экономический процесс.
[ http://slovar-lopatnikov.ru/]Тематики
EN
процесс
Совокупность взаимосвязанных или взаимодействующих видов деятельности, преобразующая входы в выходы.
Примечания
1. Входами к процессу обычно являются выходы других процессов.
2. Процессы в организации, как правило, планируются и осуществляются в управляемых условиях с целью добавления ценности.
3. Процесс, в котором подтверждение соответствия конечной продукции затруднено или экономически нецелесообразно, часто относят к "специальному процессу".
[ ГОСТ Р ИСО 9000-2008]
процесс
Совокупность взаимосвязанных ресурсов и деятельности, которая преобразует входящие элементы в выходящие.
Примечание
К ресурсам могут относиться: персонал, средства обслуживания, оборудование, технология и методология.
[ИСО 8402-94]Тематики
- системы менеджмента качества
- управл. качеством и обеспеч. качества
EN
процесс
Связанный и регламентированный набор работ по получению повторяющихся результатов.
[Департамент лингвистических услуг Оргкомитета «Сочи 2014». Глоссарий терминов]EN
process
Coherent and regulated set of works aimed at recurrent results achievement.
[Департамент лингвистических услуг Оргкомитета «Сочи 2014». Глоссарий терминов]Тематики
EN
процесс
Последовательность изменений во времени вещества, энергии, информации в объекте.
Примечание
Процесс можно рассматривать как объект.
[Сборник рекомендуемых терминов. Выпуск 107. Теория управления.
Академия наук СССР. Комитет научно-технической терминологии. 1984 г.]Тематики
- автоматизация, основные понятия
EN
процесс обработки данных
процесс
Система действий, реализующая определенную функцию в системе обработки информации и оформленния так, что управляющая программа данной системы может перераспределять ресурсы этой системы в целях обеспечения мультипрограммирования.
Примечания
1. Процесс характеризуется состояниями, которые определяются наличием тех или иных ресурсов в распоряжении процесса и, следовательно, возможностью фактически выполнять действия, относящиеся к процессу.
2. Перераспределение ресурсов, выполняемое управляющей программой, влияет на продолжительность процесса обработки данных, но не на его конечный результат.
3. Процесс оформляют с помощью специальных структур управляющих данных, которыми манипулирует управляющий механизм.
4. В конкретных системах обработки информации встречаются разновидности процессов, которые различаются способом оформления и составом ресурсов, назначаемых процессу и отнимаемых от него, и допускается вводить специальные названия для таких разновидностей, например, задача в операционной системе ОС ЕС ЭВМ.
[ ГОСТ 19781-90]Тематики
- обеспеч. систем обраб. информ. программное
Синонимы
EN
4.25 процесс (process): Совокупность взаимосвязанных или взаимодействующих видов деятельности, преобразующих входы в выходы.
[ИСО 9000:2005]
Источник: ГОСТ Р ИСО/МЭК 12207-2010: Информационная технология. Системная и программная инженерия. Процессы жизненного цикла программных средств оригинал документа
4.11 процесс (process): Совокупность взаимосвязанных и взаимодействующих видов деятельности, преобразующих входы в выходы [3].
Источник: ГОСТ Р ИСО/МЭК 15288-2005: Информационная технология. Системная инженерия. Процессы жизненного цикла систем оригинал документа
4.37 процесс (process): Набор преобразующий исходные данные в выходные результаты (3.17 ГОСТ Р ИСО/МЭК 12207).
Источник: ГОСТ Р ИСО/МЭК 15910-2002: Информационная технология. Процесс создания документации пользователя программного средства оригинал документа
2.56 процесс (process): Компонент информационной системы, реализующий конкретный алгоритм обработки данных.
Источник: ГОСТ Р ИСО/МЭК ТО 10032-2007: Эталонная модель управления данными
3.17 процесс (process): Набор взаимосвязанных работ, которые преобразуют исходные данные в выходные результаты.
Примечание - Термин «работы» подразумевает использование ресурсов (См. 1.2 title="Управление качеством и обеспечение качества - Словарь").
Источник: ГОСТ Р ИСО/МЭК 12207-99: Информационная технология. Процессы жизненного цикла программных средств оригинал документа
3.3 процесс (process): Совокупность взаимосвязанных или взаимодействующих видов деятельности, преобразующая входы в выходы.
Примечание - Определение заимствовано из стандарта ИСО 9000:2005.
Источник: ГОСТ Р ИСО/МЭК 17020-2012: Оценка соответствия. Требования к работе различных типов органов инспекции оригинал документа
3.28 процесс (process): Совокупность взаимосвязанных или взаимодействующих видов деятельности, преобразующих входы в выходы.
Источник: ГОСТ Р ИСО/МЭК 15504-1-2009: Информационные технологии. Оценка процессов. Часть 1. Концепция и словарь оригинал документа
3.9 процесс (process): Совокупность взаимосвязанных и взаимодействующих видов деятельности, преобразующая входные потоки в выходные.
3.2 процесс (process): Множество взаимосвязанных действий, преобразующих исходные данные в выходной результат в виде продукции.
Примечание - Процесс может быть основным и вспомогательным (дополнительным) и декомпозирован на подпроцессы, операции.
Источник: ГОСТ Р 52655-2006: Информационно-коммуникационные технологии в образовании. Интегрированная автоматизированная система управления учреждением высшего профессионального образования. Общие требования оригинал документа
2.10 процесс (process): Совокупность взаимосвязанных видов деятельности и ресурсов, преобразующая входы в выходы ([4], подпункт 3.4.1).
Источник: ГОСТ Р ИСО 14971-2006: Изделия медицинские. Применение менеджмента риска к медицинским изделиям оригинал документа
3.3 процесс (process): Совокупность взаимосвязанных и взаимодействующих видов деятельности, преобразующей входы в выходы.
Примечания
1 Входами процесса обычно являются выходы других процессов.
2 Процессы в организации, как правило, планируются и осуществляются в управляемых условиях с целью добавления ценности (ИСО 9000, пункт 3.4.1, исключая примечание 3).
Источник: ГОСТ Р ИСО 10006-2005: Системы менеджмента качества. Руководство по менеджменту качества при проектировании оригинал документа
3.3 процесс (process): Набор находящихся во взаимосвязи ресурсов и действий, которые преобразовывают входы в выходы.
Источник: ГОСТ Р 51901.4-2005: Менеджмент риска. Руководство по применению при проектировании оригинал документа
3.10 процесс (process): Совокупность взаимосвязанных или взаимодействующих видов деятельности, преобразующая входы в выходы.
Примечание - Термин приведен в 3.4.1 ИСО 9000. Примечания удалены.
Источник: ГОСТ Р ИСО 10002-2007: Менеджмент организации. Удовлетворенность потребителя. Руководство по управлению претензиями в организациях оригинал документа
3.3 процесс (process): Совокупность взаимосвязанных или взаимодействующих видов деятельности, преобразующая входы в выходы.
Примечание - Приведено в 3.4.1 ИСО 9000. Примечания не приведены.
Источник: ГОСТ Р ИСО 10005-2007: Менеджмент организации. Руководящие указания по планированию качества оригинал документа
3.11 процесс (process): Совокупность взаимосвязанных и взаимодействующих видов деятельности, преобразующая входные потоки в выходные потоки.
[ ГОСТ Р ИСО 9000: 2005, определение 3.4.1 (без примечаний)]
Источник: ГОСТ Р ИСО 14040-2010: Экологический менеджмент. Оценка жизненного цикла. Принципы и структура оригинал документа
3.11 процесс (process): Совокупность взаимосвязанных и взаимодействующих видов деятельности, преобразующая входные потоки в выходные.
[ИСО 9000:2005]
Источник: ГОСТ Р ИСО 14044-2007: Экологический менеджмент. Оценка жизненного цикла. Требования и рекомендации оригинал документа
3.10 процесс (process): Последовательность связанных действий или задач, необходимых для достижения определенного результата.
Источник: ГОСТ Р 53633.1-2009: Информационная технология. Сеть управления электросвязью. Расширенная схема деятельности организации связи (eТОМ). Декомпозиция и описания процессов. Процессы уровня 2 eTOM. Основная деятельность. Управление взаимоотношениями с поставщиками и партнерами оригинал документа
2.31 процесс (process): Набор взаимосвязанных или взаимодействующих мероприятий, с помощью которых вложения на входе трансформируются в результаты на выходе.
[ИСО 9000:2005]
Источник: ГОСТ Р ИСО 24511-2009: Деятельность, связанная с услугами питьевого водоснабжения и удаления сточных вод. Руководящие указания для менеджмента коммунальных предприятий и оценке услуг удаления сточных вод оригинал документа
3.10 процесс (process): Последовательность связанных действий или задач, необходимых для достижения определенного результата.
Источник: ГОСТ Р 53633.2-2009: Информационные технологии. Сеть управления электросвязью. Расширенная схема деятельности организации связи (eТОМ). Декомпозиция и описания процессов. Процессы уровня 2 eTOM. Основная деятельность. Управление и эксплуатация ресурсов оригинал документа
2.12 процесс (process): Последовательность связанных действий или задач, необходимых для достижения определенного результата.
Источник: ГОСТ Р 53633.0-2009: Информационные технологии. Сеть управления электросвязью. Расширенная схема деятельности организации связи (eТОМ). Общая структура бизнес-процессов оригинал документа
3.10 процесс (process): Последовательность связанных действий или задач, необходимых для достижения определенного результата.
Источник: ГОСТ Р 53633.3-2009: Информационная технология. Сеть управления электросвязью. Расширенная схема деятельности организации связи (eТОМ). Декомпозиция и описания процессов. Процессы уровня 2 eTOM. Основная деятельность. Управление взаимоотношениями с клиентами оригинал документа
2.30 процесс (process): Совокупность взаимосвязанных или взаимодействующих видов деятельности, преобразующая входы в выходы
Источник: ГОСТ Р 53647.2-2009: Менеджмент непрерывности бизнеса. Часть 2. Требования оригинал документа
3.10 процесс (process): Последовательность связанных действий или задач, необходимых для достижения определенного результата.
Источник: ГОСТ Р 53633.6-2012: Информационные технологии. Сеть управления электросвязью. Расширенная схема деятельности организации связи (eTOM). Декомпозиция и описания процессов. Процессы уровня 2 eTOM. Стратегия, инфраструктура и продукт Разработка и управление услугами оригинал документа
3.6.29 процесс (process): Структурированный ряд видов деятельности, включающий различные сущности предприятия, предназначенный и организованный для достижения данной цели.
Примечание - Настоящее определение очень близко определению, приведенному в ИСО 10303-49. Однако для настоящего стандарта необходимо понятие структурированного ряда видов деятельности без какой-либо предопределенной ссылки на время или этапы. Кроме того, с точки зрения управления потоком может возникнуть необходимость в холостых процессах, необходимых для синхронизации, хотя они фактически не делают ничего (выполнение мнимой задачи).
Источник: ГОСТ Р ИСО 15531-1-2008: Промышленные автоматизированные системы и интеграция. Данные по управлению промышленным производством. Часть 1. Общий обзор оригинал документа
3.58 процесс (process): Частично упорядоченный набор видов деятельности, который может быть выполнен для достижения определенного желаемого конечного результата для достижения установленной цели.
Источник: ГОСТ Р ИСО 19439-2008: Интеграция предприятия. Основа моделирования предприятия оригинал документа
2.31 процесс (process): Набор взаимосвязанных или взаимодействующих мероприятий, с помощью которых вложения на входе трансформируются в результаты на выходе.
[ИСО 9000:2005]
Источник: ГОСТ Р ИСО 24510-2009: Деятельность, связанная с услугами питьевого водоснабжения и удаления сточных вод. Руководящие указания по оценке и улучшению услуги, оказываемой потребителям оригинал документа
2.5 процесс (process): Совокупность взаимосвязанных и взаимодействующих видов деятельности, преобразующая входы в выходы.
Примечание - Для функционирования процесса на него подаются входы, управляющие воздействия и ресурсы.
Источник: ГОСТ Р 52380.1-2005: Руководство по экономике качества. Часть 1. Модель затрат на процесс оригинал документа
3.4.1 процесс (process): Совокупность взаимосвязанных или взаимодействующих видов деятельности, преобразующая входы в выходы.
Примечания
1 Входами к процессу обычно являются выходы других процессов.
2 Процессы, в организации (3.3.1), как правило, планируются и осуществляются в управляемых условиях с целью добавления ценности.
3 Процесс, в котором подтверждение соответствия (3.6.1) конечной продукции (3.4.2) затруднено или экономически нецелесообразно, часто относят к «специальному процессу».
Источник: ГОСТ ISO 9000-2011: Системы менеджмента качества. Основные положения и словарь
Процесс
Computational process
Process
Система действий, реализующая определенную функцию в системе обработки информации и оформленная так, что управляющая программа данной системы может перераспределять ресурсы этой системы в целях обеспечения мультипрограммирования.
Примечания:
1. Процесс характеризуется состояниями, которые определяются наличием тех или иных ресурсов в распоряжении процесса и, следовательно, возможностью фактически выполнять действия, относящиеся к процессу.
2. Перераспределение ресурсов, выполняемое управляющей программой, влияет на продолжительность процесса обработки данных, но не на его конечный результат.
3. Процесс оформляют с помощью специальных структур управляющих данных, которыми манипулирует управляющий механизм.
4. В конкретных системах обработки информации встречаются разновидности процессов, которые различаются способом оформления и составом ресурсов, назначаемых процессу и отнимаемых от него, и допускается вводить специальные названия для таких разновидностей, например задача в операционной системе ОС ЕС ЭВМ.
Источник: ГОСТ 19781-90: Обеспечение систем обработки информации программное. Термины и определения оригинал документа
2.25 процесс (process): Упорядоченная совокупность действий, использующая ресурсы для преобразования входных данных в выходные.
Источник: ГОСТ Р 54581-2011: Информационная технология. Методы и средства обеспечения безопасности. Основы доверия к безопасности ИТ. Часть 1. Обзор и основы оригинал документа
3.10 процесс (process): Последовательность связанных действий или задач, необходимых для достижения определенного результата.
Источник: ГОСТ Р 53633.8-2012: Информационные технологии. Сеть управления электросвязью. Расширенная схема деятельности организации связи (eTOM). Декомпозиция и описания процессов. Процессы уровня 2 eTOM. Стратегия, инфраструктура и продукт. Разработка и управление цепочками поставок оригинал документа
3.10 процесс (process): Последовательность связанных действий или задач, необходимых для достижения определенного результата.
Источник: ГОСТ Р 53633.5-2012: Информационные технологии. Сеть управления электросвязью. Расширенная схема деятельности организации связи (eTOM). Декомпозиция и описания процессов. Процессы уровня 2 eTOM. Стратегия, инфраструктура и продукт. Управление маркетингом и предложением продукта оригинал документа
3.7.52 процесс (process): Набор взаимосвязанных или взаимодействующих видов деятельности, преобразующих входные данные в выходные.
Примечание 1 - Входами процесса обычно являются выходы других процессов.
Примечание 2 - Процессы в организации, как правило, планируются и осуществляются в управляемых условиях с целью добавления ценности (ГОСТ Р ИСО 9000, пункт 3.4.1, исключая примечание 3).
Источник: ГОСТ Р 54147-2010: Стратегический и инновационный менеджмент. Термины и определения оригинал документа
6.4 процесс (process): Совокупность взаимосвязанных или взаимодействующих видов деятельности, трансформирующая входные потоки (6.17)в выходные потоки (6.18).
[ИСО 9000:2005, статья 3.4.1 без примечаний];
[ИСО 14040:2006]
Источник: ГОСТ Р ИСО 14050-2009: Менеджмент окружающей среды. Словарь оригинал документа
3.3 процесс (process): Совокупность взаимосвязанных и взаимодействующих видов деятельности, преобразующая входы в выходы.
Примечания
1 Входами к процессу обычно являются выходы других процессов.
2 Процессы в организации, как правило, планируются и осуществляются в управляемых условиях с целью добавления ценности.
3 Процесс, в котором подтверждение соответствия конечной продукции затруднено или экономически нецелесообразно, часто относят к «специальному процессу».
[ ГОСТ Р ИСО 9000-2008, ст. 3.4.1]
3.124 процесс (process): Частично упорядоченный набор видов деятельности, который может быть выполнен для достижения определенного желаемого конечного результата для достижения установленной цели.
Источник: ГОСТ Р 54136-2010: Системы промышленной автоматизации и интеграция. Руководство по применению стандартов, структура и словарь оригинал документа
Процесс
Computational process
Process
Источник: ГОСТ 19781-90: Обеспечение систем обработки информации программное. Термины и определения оригинал документа
Англо-русский словарь нормативно-технической терминологии > process
96 condition
kənˈdɪʃən
1. сущ.
1) условие( в разных значениях, см. ниже) а) условие (в логической связке, может переводиться непрямо) ;
лог. условие, антецедент The conditions were that at a given signal the parties were to advance. ≈ Условились, что по сигналу отряды выступят. The condition of a successful school is the concentration of authority and responsibility on one head. ≈ Чтобы школа выпускала по-настоящему образованных людей, необходимо, чтобы власть и ответственность за нее были бы в руках одного человека. to impose, set;
state, stipulate a condition ≈ ставить условие to accept a condition ≈ принимать условие to fulfill, meet, satisfy a condition ≈ удовлетворять условию, соответствовать an essential condition ≈ важное условие, необходимое условие satisfactory condition ≈ удовлетворительные условия (такие, которые возможно принять) on condition upon condition Syn: convention, stipulation, proviso, prerequisite б) условия (как совокупность факторов на данный момент), положение, состояние( может переводиться непрямо) Environment, or the sum total of the external conditions of life. ≈ Окружающая среда или, иными словами, совокупность внешних условий существования. His arrest had brought a new condition into her life. ≈ Его арест осветил ее жизнь новым светом. living conditions ≈ жилищные условия bad, poor, terrible, critical condition ≈ плохие условия (о ситуации, жилье и т.п.) pitiful, squalid, repressive conditions ≈ угнетающие условия, жалкие условия (существования) weather conditions ≈ погодные условия working conditions ≈ условия труда in a certain condition in a delicate condition in a interesting condition operating condition running condition in good condition в) мн. условия (как совокупность факторов, определяющая возможности для будущих действий), обстоятельства, обстановка, положение under such conditions ≈ при таких обстоятельствах excellent, favorable, good conditions ≈ хорошие условия, благоприятные обстоятельства unfavorable conditions ≈ неблагоприятные обстоятельства difficult conditions ≈ сложные обстоятельства, затруднительное положение international conditions in condition
2) по отношению к социуму а) общественное положение I am, in my condition, a prince. ≈ Я по положению своему принц. men of all conditions man of condition person of condition б) гражданское состояние( и ряд иных правовых статусов) We speak of the condition of a trustee as we speak of the condition of a husband or a father. ≈ Мы говорим о статусе доверенного лица точно так же, как о статусе или положении мужа или отца. change one's condition
3) амер. в высших учебных заведениях: курсы, предварительная сдача которых не обязательна для зачисления на данный предметный курс на момент этого зачисления, однако которые все же должны быть после этого сданы в течение определенного срока, обычно в течение семестра
2. гл.
1) а) ставить условия, обусловливать;
торговаться, договариваться;
принимать условия, соглашаться с условиями If they exceeded the time they conditioned for. ≈ Если они не уложатся в условленное время. Syn: stipulate, bargain б) обуславливать(ся), управлять(ся), определять(ся) He knew how this law limited and conditioned progress. ≈ Он знал, в какой мере этот закон ограничивал прогресс и определял его путь. Syn: govern, qualify, limit, restrict
2) коммерч. производить проверку качества особенно текстильных товаров;
также специально определять степень увлажненности шелка Syn: assay
3) а) приводить в желаемое, нужное (хорошее) состояние;
суж. проветривать помещение (в частности, с помощью кондиционера) Our friends across the water do not appear to know how to condition a dog. ≈ Кажется, наши собратья за океаном не знают, как надо воспитывать собак. condition the team б) обучать технике, стилю, поведению (человека или животное;
возможны общеязыковые и научные употребления) ;
биол. вырабатывать( у кого-л.) условный рефлекс( особенно о работах Павлова) We may study the individual and observe how successive actions of his group-mates condition him to the social habits. ≈ Мы можем изучать индивида и наблюдать, как последовательные действия его собратьев обучают его жизни в обществе. The students rose automatically to the tips of their toes. They were Alphas, of course;
but even Alphas have been well conditioned. ≈ Студенты невольно пошли на цыпочках. Все они, конечно, были альфы;
но и у альф рефлексы выработаны неплохо(О.Хаксли, "О дивный новый мир", II,
29).
4) амер. принимать в университет, зачислять на курс без сдачи курсов класса condition
1.
3) ;
условно принимать в университет с неудовлетворительными оценками по ряду предметов, обязывая в то же время студента пересдать эти предметы на удовлетворительный балл, при невыполнении какового условия студент будет отчислен ∙ condition to состояние, положение;
- * of the track( спортивное) состояние дорожки;
- in good * годный к употреблению (о пище) - to be in * быть в хорошем состоянии;
- the house is in a terrible * дом в ужасном состоянии;
- the goods arrived in good * товары доставлены в хорошем состоянии;
- the patient is in a critical * сщстояние больного критическое;
- he is in no * to travel он не в состоянии путешествовать преим. (сельскохозяйственное) кондиция - to lose * терять кондицию pl обстоятельства, условия;
- climatic *s климатические условия;
- *s of flight (метеорология) условия полета;
- *s of life, living *s условия жизни;
- under existing *s при существующих обстоятельствах;
- to better *s улучшить условия труда и т. п. обыкн. pl (техническое) режим (работы) условие, оговорка;
- to meet the *s выполнять условия;
- to lay down *s формулировать условия - *s of sales условия продажи;
- on * (that)... при условии, что... - on what * will you agree? при каких условиях вы согласитесь?;
- to make it a * that... ставить условием, что... (юридическое) условие, клаузула, оговорка в документе;
- estate upon * условное владение общественное положение;
- to live beyond one's * жить не по средствам;
- men of all *s, people of every * of life люди всякого звания состояние здоровья;
- to impove one's * укрепить свое здоровье часто( спортивное) форма, натренированность;
- in * в форме;
- to get into * восстановить форму;
- I can't go climbing, I'm out of * я не пойду в горы, я потерял форму болезненное состояние;
- heart * болезнь сердца (грамматика) часть условного предложения, содержащая условие;
- real * реальное условие (логика) антецедент, основание условного предложения (американизм) (школьное) отставание по предмету, "хвост" (американизм) (школьное) предмет, по которому учащийся отстает( американизм) (школьное) условная неудовлетворительная оценка, допускающая возможность пересдачи экзамена - on no * ни в коем случае, ни при каких условиях;
- you must on no * tell him what happened вы ни в коем случае не должны говорить ему, что случилось;
- to change one's * (устаревшее) выйти замуж;
жениться обусловливать, определять;
регулировать;
- the size is *ed by the requirements размер зависит от потребностей;
- the amount of money I spend is *ed by the amount I earn сумма моих расходов зависит от суммы заработка (сельскохозяйственное) откармливать;
доводить до кондиции( спортивное) тренировать команду, животное;
- you must * yourself вы должны тренироваться приводить в надлежащее состояние (текстильное) определять степень влажности шелка, шерсти кондиционировать воздух устанавливать кондиционеры;
кондиционировать помощение (психологическое) приучать( особ. путем использования условных рефлексов) (психологическое) формировать сознание;
- society *s us all общество всех нас формирует;
- his early life *ed him детство сделало его тем, что он есть( американизм) (школьное) принимать или переводить условно, с переэкзаменовкой;
- he was *ed in Latin ему дали переэкзаменовку по латыни (американизм) (школьное) сдавать переэкзаменовку (редкое) ставить условия, уславливаться acceptable ~ приемлемое условие additional ~ дополнительная оговорка additional ~ дополнительное условие admission ~ условие приема alarm ~ вчт. тревожная ситуация alert ~ вчт. аварийная ситуация arduous workng ~s изнуряющие условия труда;
тяжелые условия труда arrangement ~ условие соглашения boundary ~ вчт. граничное условие boundary ~ вчт. ограничивающее условие busy ~ вчт. состояние занятости ~ общественное положение;
humble condition of life скромное положение;
men of all conditions люди всякого звания;
to change one's condition выйти замуж, жениться ~ ставить условия, обусловливать;
choice is conditioned by supply выбор обусловлен предложением commercial ~ коммерческое условие compound ~ вчт. объединенное условие compound ~ объединенное условие condition испытывать (напр., степень влажности шелка, шерсти и т. п.) ~ клаузула ~ кондиционировать (воздух) ~ кондиционировать ~ кондиция ~ pl обстоятельства;
обстановка;
under such conditions при таких обстоятельствах;
international conditions международная обстановка ~ обусловливать ~ общественное положение;
humble condition of life скромное положение;
men of all conditions люди всякого звания;
to change one's condition выйти замуж, жениться ~ общественное положение ~ юр. оговорка ~ определять ~ амер. переэкзаменовка;
зачет или экзамен, не сданный в срок, "хвост" ~ улучшать состояние;
to condition the team спорт. подготавливать, тренировать команду ~ положение, состояние, статус ~ положение ~ приводить в надлежащее состояние ~ амер. принимать или переводить с переэкзаменовкой ~ принимать меры к сохранению (чего-л.) в свежем состоянии ~ регулировать ~ амер. сдавать переэкзаменовку ~ состояние, положение;
in (out of) condition в хорошем (плохом) состоянии (тж. о здоровье) ;
in good condition годный к употреблению (о пище) ~ состояние ~ ставить условие, обусловливать ~ ставить условия, обусловливать;
choice is conditioned by supply выбор обусловлен предложением ~ существенное условие (нарушение которого дает право на расторжение договора) ~ существенное условие с правом расторжения договора ~ улучшать (породу скота) ~ условие;
on (или upon) condition при условии ~ условие ~ of marriage семейное положение ~ usually implied обычно налагаемое условие context ~ вчт. контекстное условие continuity ~ вчт. условие непрерывности conversion ~ условие конверсии deadlock ~ вчт. тупиковая ситуация defective ~ неисправное состояние device status ~ вчт. состояние устройства dissolving ~ резолютивное, отменительное условие don't care ~ вчт. безразличное состояние entrance ~ сист.обр. условия приема equilibrium ~ состояние равновесия error ~ вчт. исключительная ситуация error ~ вчт. сбойная ситуация error ~ сбойная ситуация error ~ вчт. состояние ошибки exception ~ вчт. исключительная ситуация exception ~ вчт. особая ситуация exigent ~ вчт. аварийная ситуация feasibility ~ вчт. условие осуществимости feasibility ~ вчт. условие реализуемости financial ~ финансовые условия fulfil a ~ удовлетворять условию ~ общественное положение;
humble condition of life скромное положение;
men of all conditions люди всякого звания;
to change one's condition выйти замуж, жениться implied ~ подразумеваемое условие ~ состояние, положение;
in (out of) condition в хорошем (плохом) состоянии (тж. о здоровье) ;
in good condition годный к употреблению (о пище) ~ состояние, положение;
in (out of) condition в хорошем (плохом) состоянии (тж. о здоровье) ;
in good condition годный к употреблению (о пище) in good ~ торг. в хорошем состоянии in good ~ неповрежденный in undamaged ~ в неповрежденном состоянии indispensable ~ необходимое условие indispensable ~ обязательное условие intermediate ~ промежуточное состояние ~ pl обстоятельства;
обстановка;
under such conditions при таких обстоятельствах;
international conditions международная обстановка legal ~ законное условие life endowment ~ условие пожизненного материального обеспечения limiting ~ вчт. ограничивающее условие living ~s жизненные условия conditions: living ~ условия жизни logical ~ вчт. логическое условие mandatory ~ обязательное условие match ~ вчт. условие совпадения ~ общественное положение;
humble condition of life скромное положение;
men of all conditions люди всякого звания;
to change one's condition выйти замуж, жениться minimum ~ вчт. условие минимума mismatch ~ вчт. условие несовпадения normal ~s вчт. нормальный режим off ~ вчт. закрытое состояние ~ условие;
on (или upon) condition при условии on ~ вчт. открытое состояние on ~ that при условии, что one ~ вчт. единичное состояние operation ~ вчт. рабочее состояние operational ~ вчт. работоспособное состояние optimality ~ вчт. условие оптимальности overload ~ вчт. режим перегрузки precedent ~ предварительное условие purchase ~ условие покупки queue ~ вчт. состояние системы массового обслуживания ready ~ состояние готовности ready ~ вчт. состояние готовности restart ~ вчт. условие рестарта sales ~ условие продажи special ~ особое состояние stable ~ устойчивое состояние starting ~ начальное условие suspensive ~ отлагательное условие, суспенсивное условие suspensive ~ отлагательное условие suspensive ~ суспенсивное условие tenancy ~ условие членства test ~ условие испытания trainings ~s условия подготовки (методы обучения и практики, число обучающихся, используемые учебные средства, продолжительность обучения и т. д.) ~ pl обстоятельства;
обстановка;
under such conditions при таких обстоятельствах;
international conditions международная обстановка wait ~ вчт. состояние ожиданияБольшой англо-русский и русско-английский словарь > condition
97 machinery
машинное оборудование
термин " машинное оборудование" означает:
- сборочную единицу, состоящую из соединенных частей или компонентов, по крайней мере, одна из которых находится в движении, имеет соответствующие приводы, схему управления, цепь питания, и т.д., соединенные вместе с целью специального применения, в частности, для производства, обработки, перемещения или упаковки материала;
- группу машин, которые для достижения той же цели организованы и управляется таким образом, что они функционируют как единое целое;
- взаимозаменяемое оборудование, модифицирующее функции машины, которое отдельно поставляется на рынок и предназначено для установки на машине или на серии различных машин или на приводном устройстве самим оператором, при условии, что данное оборудование не является запасной частью или инструментом.
[Директива 98/37/ЕЭС по машинному оборудованию]EN
machinery
‘machinery’ means:
— an assembly of linked parts or components, at least one of which moves, with the appropriate
actuators, control and power circuits, etc., joined together for a specific application, in particular
for the processing, treatment, moving or packaging of a material,
— an assembly of machines which, in order to achieve the same end, are arranged and controlled so that they function as an integral whole,
— interchangeable equipment modifying the function of a machine, which is placed on the market for the purpose of being assembled with a machine or a series of different machines or with a tractor by the operator himself in so far as this equipment is not a spare part or a tool
[DIRECTIVE 98/37/EC OF THE EUROPEAN PARLIAMENT AND OF THE COUNCIL]Параллельные тексты EN-RU
3. The following are excluded from the scope of this Directive:
3. Из области применения данной Директивы исключаются:
— machinery whose only power source is directly applied manual effort, unless it is a machine used for lifting or lowering loads,
- машинное оборудование, для которых источником энергии является исключительно непосредственное применение ручной силы, за исключением механизмов для подъема и опускания грузов;
— machinery for medical use used in direct contact with patients,
- медицинские приборы;
— special equipment for use in fairgrounds and/or amusement parks,
- специальное оборудование для использования в аттракционах и/или парках для развлечений;
— steam boilers, tanks and pressure vessels,
- паровые котлы, резервуары и сосуды под давлением;
— machinery specially designed or put into service for nuclear purposes which, in the event of failure, may result in an emission of radioactivity,
- машинное оборудование, специально сконструированное или используемое в атомной отрасли, которые в случае аварии могут привести к выделению радиоактивных веществ;
— radioactive sources forming part of a machine,
- радиоактивные источники, составляющие часть машин;
— firearms,
- стрелковое оружие;
— storage tanks and pipelines for petrol, diesel fuel, inflammable liquids and dangerous substances,
- емкости для хранения или трубопроводы для бензина, дизельного топлива, огнеопасных жидкостей и опасных веществ;
— means of transport, i.e. vehicles and their trailers intended solely for transporting passengers by air or on road, rail or water networks, as well as means of transport in so far as such means are designed for transporting goods by air, on public road or rail networks or on water. Vehicles used in the mineral extraction industry shall not be excluded,
- транспортные средства, т.е. средства перевозки и их прицепы, предназначенные исключительно для перевозки пассажиров по воздуху, автодороге, железной дороге, или водными путями, а также транспортные средства, сконструированные для транспортировки грузов по воздуху, по общедоступным дорогам, железным дорогам или водным путям. Средства транспортировки, используемые в горнодобывающей промышленности, не исключаются из области применения настоящей Директивы;
— seagoing vessels and mobile offshore units together with equipment on board such vessels or units,
- морские суда и мобильные береговые агрегаты вместе с оборудованием на борту, такие как танки или установки;
— cableways, including funicular railways, for the public or private transportation of persons,
- канатные дороги, включая фуникулерные железные дороги для общественного или частного пользования, предназначенные для транспортировки людей;
— agricultural and forestry tractors, as defined in Article 1(1) of Directive 74/150/EEC (1),
(1) Council Directive 74/150/EEC of 4 March 1974 on the approximation of the laws of the Member States relating to the type-approval of wheeled agricultural or forestry tractors (OJ L 84, 28.3.1974, p. 10). Directive as last amended by Decision 95/1/EC, Euratom, ECSC (OJ L 1.1.1995, p. 1).-сельскохозяйственные и лесные тракторы, подпадающие под определение статьи 1 (1) Директивы Совета 74/150/ЕЭС(1);
(1) Директива Совета 74/150/ЕЭС от 4 марта 1974 г. по сближению законодательных актов Государств-членов, относящихся к одобрению типов колесных сельскохозяйственных или лесных тракторов (Официальный журнал Европейских сообществ № L 84, 28.3.1974 г., стр.10). Директива, измененная последний раз Решением 95/1/ЕЭС, Евроатом, ECSC (Официальный журнал Европейских сообществ № L 1/1/1995 г., стр 1)— machines specially designed and constructed for military or police purposes,
- машины, специально сконструированные и созданные для военных и полицейских целей;
— lifts which permanently serve specific levels of buildings and constructions, having a car moving between guides which are rigid and inclined at an angle of more than 15 degrees to the horizontal and designed for the transport of:
(i) persons;
(ii) persons and goods;
(iii) goods alone if the car is accessible, that is to say, a person may enter it without difficulty, and fitted with controls situated inside the car or within reach of a person inside,- лифты и подъемные устройства, постоянно обслуживающие определенные уровни зданий и конструкций, имеющие транспортную тележку, движущуюся между жесткими направляющими, которые имеют угол наклона более 15 градусов к горизонтальной поверхности и сконструированы для транспортировки:
(i) людей;
(ii) людей и имущества;
(iii) только имущества, в том случае, если кабина лифта открыта, т.е. человек может легко войти в такое транспортное средство и манипулировать средствами управления, находящимися внутри кабины или в пределах досягаемости для человека;— means of transport of persons using rack and pinion rail mounted vehicles,
- транспортные средства для перевозки людей, с использованием зубчатых или реечных рельс, по которым перемещается транспортные средства;
— mine winding gear,
- шахтные канатные подъемные устройства;
— theatre elevators,
- театральные подъемники;
— construction site hoists intended for lifting persons or persons and goods.
- строительные подъемники, предназначенные для подъема людей или людей и грузов.
4. Where, for machinery or safety components, the risks referred to in this Directive are wholly or partly covered by specific Community Directives, this Directive shall not apply, or shall cease to apply, in the case of such machinery or safety components and of such risks on the implementation of these specific Directives.
4. Когда для машинного оборудования и компонентов безопасности риски, определенные в настоящей Директиве, полностью или частично покрываются специальными Директивами Сообщества, настоящая Директива не применяется или прекращает свое действие, такое машинное оборудование и компоненты безопасности и такие риски подпадают под действие этих специальных Директив.
5. Where, for machinery, the risks are mainly of electrical origin, such machinery shall be covered exclusively by Directive 73/23/EEC (2).
(2) Council Directive 73/23/EEC of 19 February 1973 on the harmonisation of the laws of Member States relating to electrical equipment designed for use within certain voltage limits (OJ L 77, 26.3.1973, p. 29). Directive as last amended by Directive 93/68/EEC (OJ L 220, 30.8.1993, p. 1).5. Когда риски применения машинного оборудования связаны с электрическими источниками, то такое оборудование охватываются исключительно Директивой 73/23/ЕЭС(2).
(2) Директива Совета 73/23/ЕЭС/ от 19 февраля 1973 года о гармонизации законов Государств-Участников в отношении электрооборудования, предназначенного для использования в условиях определенных пределов напряжения (Официальный журнал Европейских сообществ № L 77, 26.03.1973, стр. 29). Директива с последней поправкой Директивой 93/68/ЕЭС (Официальный журнал Европейских сообществ № L 220, 30.08.1993, стр.1).Article 2
1. Member States shall take all appropriate measures to ensure that machinery or safety components covered by this Directive may be placed on the market and put into service only if they do not endanger the health or safety of persons and, where appropriate, domestic animals or property, when properly installed and maintained and used for their intended purpose.Статья 2
1. Государства - члены должны предпринимать все необходимые меры для обеспечения того, чтобы машинное оборудование или компоненты безопасности, попадающие под действие настоящей Директивы, поставлялись на рынок и вводились в эксплуатацию, только если они не составляют угрозу для здоровья и безопасности людей и домашних животных, или имуществу при условии надлежащей установки и обслуживания, а также использования по прямому назначению.2. This Directive shall not affect Member States’ entitlement to lay down, in due observance of the Treaty, such requirements as they may deem necessary to ensure that persons and in particular workers are protected when using the machinery or safety components in question, provided that this does not mean that the machinery or safety components are modified in a way not specified in the Directive.
2. Настоящая Директива не ограничивает права Государств - членов устанавливать при должном соблюдении Договора такие требования, которые они посчитают необходимыми для обеспечения защиты людей, особенно работников, при использовании машинного оборудования или компонентов безопасности, при условии, что модификация такого машинного оборудования и компонентов безопасности была произведена в соответствии с положениями настоящей Директивы.
3. At trade fairs, exhibitions, demonstrations, etc., Member States shall not prevent the showing of machinery or safety components which do not conform to the provisions of this Directive, provided that a visible sign clearly indicates that such machinery or safety components do not conform and that they are not for sale until they have been brought into conformity by the manufacturer or his authorised representative established in the Community. During demonstrations, adequate safety measures shall be taken to ensure the protection of persons.
3. На торговых ярмарках, выставках, демонстрациях и т.п. Государства - члены не должны препятствовать демонстрации машинного оборудования или компонентов безопасности, которые не соответствуют положениям настоящей Директивы, при условии, что видимый знак четко указывает, что такое машинное оборудование или компоненты безопасности не соответствуют данной Директиве, и что они не предназначаются для продажи до тех пор, пока изготовитель или его уполномоченный представитель в Сообществе не приведет их в полное соответствие с Директивой. Во время демонстраций должны приниматься адекватные меры для обеспечения безопасности граждан.
Article 3
Machinery and safety components covered by this Directive shall satisfy the essential health and safety requirements set out in Annex I.Статья 3
Машинное оборудование, а также компоненты безопасности, относящиеся к области действия настоящей Директивы, должны полностью удовлетворять основным требованиям по обеспечению здоровья и безопасности, изложенным в Приложении 1.Article 4
1. Member States shall not prohibit, restrict or impede the placing on the market and putting into service in their territory of machinery and safety components which comply with this Directive.Статья 4
1. Государства - члены не должны запрещать, ограничивать или препятствовать поставке на рынок машинного оборудования, а также компонентов безопасности, которые соответствуют
требованиям настоящей Директивы.2. Member States shall not prohibit, restrict or impede the placing on the market of machinery where the manufacturer or his authorised representative established in the Community declares in accordance with point B of Annex II that it is intended to be incorporated into machinery or assembled with other machinery to constitute machinery covered by this Directive, except where it can function independently.
‘Interchangeable equipment’, as referred to in the third indent of Article 1(2)(a), must in all cases bear the CE marking and be accompanied by the EC declaration of conformity referred to in Annex II, point A.2. Государства - члены не должны запрещать, ограничивать или препятствовать поставке на рынок машинного оборудования, если изготовитель или его уполномоченный представитель в Сообществе заявляет в соответствии с Приложением II B, что они предназначены для включения в машинное оборудование или компоноваться с другим оборудованием, так, что в соединении они составят машинное оборудование, отвечающее требованиям настоящей Директивы, за исключением тех случаев, когда они могут функционировать независимо.
"Взаимозаменяемое оборудование" в смысле третьего абзаца с черточкой в Статье 1 (2) (a) должно во всех случаях иметь маркировку "СЕ" и сопровождаться декларацией соответствия, определенной в Приложении II, пункте А.3. Member States may not prohibit, restrict or impede the placing on the market of safety components as defined in Article 1(2) where they are accompanied by an EC declaration of conformity by the manufacturer or his authorised representative established in the Community as referred to in Annex II, point C.
3. Государства - члены не имеют права запрещать, ограничивать или препятствовать распространению на рынке компонентов безопасности, определенных Статьей 1 (2), если эти компоненты сопровождаются декларацией соответствия ЕС, заявленной изготовителем или его уполномоченным представителем в Сообществе, как определено в Приложении II, пункте С.
Article 5
1. Member States shall regard the following as conforming to all the provisions of this Directive, including the procedures for checking the conformity provided for in Chapter II:
— machinery bearing the CE marking and accompanied by the EC declaration of conformity referred to in Annex II, point A,
— safety components accompanied by the EC declaration of conformity referred to in Annex II, point C.Статья 5
1. Государства - члены должны считать нижеследующее соответствующим всем положениям настоящей Директивы, включая процедуры проверки соответствия, предусмотренной в Главе II:
- машинное оборудование, имеющее маркировку "СЕ" и сопровождаемое декларацией соответствия ЕС, как указано в Приложении II, пункте A;
- компоненты безопасности, сопровождаемые декларацией соответствия ЕС, как указано в Приложении II, пункте C.
При отсутствии гармонизированных стандартов Государства - члены должны предпринимать любые меры, которые они сочтут необходимыми, для привлечения внимания заинтересованных сторон к существующим национальным техническим стандартам и спецификациям, которые считаются важными или относятся к выполнению основных требований по обеспечению здоровья и безопасности в соответствии с Приложением 1.2. Where a national standard transposing a harmonised standard, the reference for which has been published in the Official Journal of the European Communities, covers one or more of the essential safety requirements, machinery or safety components constructed in accordance with this standard shall be presumed to comply with the relevant essential requirements.
Member States shall publish the references of national standards transposing harmonised standards.2. В тех случаях, когда национальный стандарт, заменяющий гармонизированный стандарт, ссылка на который была опубликована в Официальном журнале Европейских сообществ, покрывает одно или несколько основных требований безопасности, машинное оборудование или компоненты безопасности, сконструированные в соответствии с таким стандартом, должны считаться соответствующими основным требованиям.
Государства - члены должны публиковать ссылки на национальные стандарты, заменяющие гармонизированные стандарты.3. Member States shall ensure that appropriate measures are taken to enable the social partners to have an influence at national level on the process of preparing and monitoring the harmonised standards.
3. Государства - члены должны обеспечивать принятие необходимых мер для того, чтобы их социальные партнеры получали возможность влиять на национальном уровне на процессы подготовки и отслеживания гармонизированных стандартов.
Article 6
1. Where a Member State or the Commission considers that the harmonised standards referred to in Article 5(2) do not entirely satisfy the essential requirements referred to in Article 3, the Commission or the Member State concerned shall bring the matter before the committee set up under Directive 83/189/EEC, giving the reasons therefor. The committee shall deliver an opinion without delay.
Upon receipt of the committee’s opinion, the Commission shall inform the Member States whether or not it is necessary to withdraw those standards from the published information referred to in Article 5(2).Статья 6
1. В случае, если Государство - член или Комиссия считают, что гармонизированные стандарты, рассмотренные в Статье 5 (2), не полностью соответствуют основным требованиям, определенным в Статье 3, Комиссия или заинтересованное Государство - член должны поставить этот вопрос на рассмотрение комитета, созданного в соответствии с Директивой 83/189/ЕЭС, обосновав причины такого обращения. Комитет должен безотлагательно вынести решение.
После получения такого решения комитета Комиссия должна информировать Государства – члены, необходимо или нет отозвать эти стандарты из опубликованной информации, определенной в Статье 5 (2).2. A standing committee shall be set up, consisting of representatives appointed by the Member States and chaired by a representative of the Commission.
The standing committee shall draw up its own rules of procedure.
Any matter relating to the implementation and practical application of this Directive may be brought before the standing committee, in accordance with the following procedure:
The representative of the Commission shall submit to the committee a draft of the measures to be taken. The committee shall deliver its opinion on the draft, within a time limit which the chairman may lay down according to the urgency of the matter, if necessary by taking a vote.
The opinion shall be recorded in the minutes; in addition, each Member State shall have the right to ask to have its position recorded in the minutes.
The Commission shall take the utmost account of the opinion delivered by the committee.
It shall inform the committee of the manner in which its opinion has been taken into account.2. Должен быть создан постоянно действующий комитет, состоящий из представителей, назначенных Государствами – членами, и возглавляемый представителем Комиссии.
Постоянно действующий комитет будет сам устанавливать порядок действий и процедуры.
Любой вопрос, относящийся к выполнению и практическому применению настоящей Директивы, может быть поставлен на рассмотрение постоянно действующего комитета, в соответствии со следующими правилами:
Представитель Комиссии должен представить комитету проект предполагаемых к принятию мер. Комитет должен выразить свое мнение по проекту за время, установленное председателем в соответствии со срочностью вопроса, при необходимости определяемого путем голосования.
Это мнение должно быть зафиксировано в протоколе; кроме того, каждое Государство - член имеет право потребовать отразить свою позицию в протоколе. Комиссия должна максимально учитывать мнение, вынесенное комитетом.
Она должна проинформировать комитет, каким образом было учтено его мнение.Article 7
1. Where a Member State ascertains that:
— machinery bearing the CE marking, or
— safety components accompanied by the EC declaration of conformity, used in accordance with their intended purpose are liable to endanger the safety of persons, and, where appropriate, domestic animals or property, it shall take all appropriate measures to withdraw such machinery or safety components from the market, to prohibit the placing on the market, putting into service or use thereof, or to restrict free movement thereof.
Member States shall immediately inform the Commission of any such measure, indicating the reason for its decision and, in particular, whether non-conformity is due to:
(a) failure to satisfy the essential requirements referred to in Article 3;
(b) incorrect application of the standards referred to in Article 5(2);
(c) shortcomings in the standards themselves referred to in Article 5(2).Статья 7
1. Если Государство - член устанавливает, что:
- машинное оборудование, имеющее маркировку "СЕ", либо
- компоненты безопасности, сопровождаемые декларацией соответствия ЕС, используемые в соответствии с их назначением, могут нести угрозу безопасности людям, и, если это имеет место, домашним животным или собственности, оно должно принять все необходимые меры для изъятия такого машинного оборудования, либо компонентов безопасности с рынка, запретить их поставку на рынок, ввод в эксплуатацию или использование, либо ограничить их свободное обращение.
Государства - члены должны немедленно информировать Комиссию о любых подобных мерах, указать причины такого решения и, в особенности, информировать о том, явилось ли это несоответствие результатом:
a) неспособности удовлетворить основным требованиям, определенным в Статье 3;
b) неправильного применения стандартов, определенных в Статье 5 (п.2);
c) недостатков самих стандартов, определенных в Статье 5 (п. 2).2. The Commission shall enter into consultation with the parties concerned without delay. Where the Commission considers, after this consultation, that the measure is justified, it shall immediately so inform the Member State which took the initiative and the other Member States. Where the Commission considers, after this consultation, that the action is unjustified, it shall immediately so inform the Member State which took the initiative and the manufacturer or his authorised representative established within the Community.
Where the decision referred to in paragraph 1 is based on a shortcoming in the standards, and where the Member State at the origin of the decision maintains its position, the Commission shall immediately inform the committee in order to initiate the procedures referred to in Article 6(1).2. Комиссия должна безотлагательно провести консультацию с заинтересованными сторонами. В случае, если после проведения такой консультации, Комиссия полагает, что такая мера обоснована, она должна немедленно информировать об этом Государство - член, которое выдвинуло эту инициативу, а также остальные Государства - члены. Если Комиссия после проведения такой консультации полагает, что действия не были обоснованными, она немедленно извещает об этом Государство - член, проявившее инициативу, и изготовителя, либо его уполномоченного представителя в Сообществе.
Если решение, указанное в параграфе 1, основано на недостатках в стандартах, и если Государство - член на основании такого решения сохраняет свои позиции, то Комиссия должна немедленно информировать комитет для того, чтобы начать процедуры, описанные в Статье 6 (п. 1).3. Where:
— machinery which does not comply bears the CE marking,
— a safety component which does not comply is accompanied by an EC declaration of conformity,
the competent Member State shall take appropriate action against whom so ever has affixed the marking or drawn up the declaration and shall so inform the Commission and other Member States.3. Если:
- машинное оборудование, не соответствующие требованиям, имеют маркировку "СЕ",
- компоненты безопасности, не соответствующие требованиям, имеют декларацию соответствия ЕС,
компетентное Государство - член должно начать соответствующие действия против любого, кто поставил маркировку, или составил декларацию, и должно проинформировать об этом Комиссию и другие Государства - члены.4. The Commission shall ensure that Member States are kept informed of the progress and outcome of this procedure.
4. Комиссия должна обеспечить, чтобы Государства – члены были постоянно информированы о ходе и результатах данной процедуры.
CHAPTER II
CONFORMITY ASSESSMENT PROCEDURES
Article 8
1. The manufacturer or his authorised representative established in the Community must, in order to certify that machinery and safety components are in conformity with this Directive, draw up for all machinery or safety components manufactured an EC declaration of conformity based on the model given in Annex II, point A or C as appropriate.
In addition, for machinery alone, the manufacturer or his authorised representatives established in the Community must affix to the machine the CE marking.Глава II
Процедуры оценки соответствия
Статья 8
1. Для подтверждения того, что машинное оборудование, а также компоненты безопасности соответствуют положениям настоящей Директивы, изготовитель или его уполномоченный представитель в Сообществе должен составить декларацию ЕС о соответствии на произведенное машинное оборудование и компоненты безопасности по образцу, приведенному в Приложении II, соответственно пунктам A или C.
Корме того, на машинное оборудование изготовитель или его уполномоченный представитель в Сообществе должен нанести маркировку "СЕ" в соответствии со Статьей 10.2. Before placing on the market, the manufacturer, or his authorised representative established in the Community, shall:
(a) if the machinery is not referred to in Annex IV, draw up the file provided for in Annex V;
(b) if the machinery is referred to in Annex IV and its manufacturer does not comply, or only partly complies, with the standards referred to in Article 5(2) or if there are no such standards, submit an example of the machinery for the EC type-examination referred to in Annex VI;
(c) if the machinery is referred to in Annex IV and is manufactured in accordance with the standards referred to in Article 5(2):
— either draw up the file referred to in Annex VI and forward it to a notified body, which will acknowledge receipt of the file as soon as possible and keep it,
— submit the file referred to in Annex VI to the notified body, which will simply verify that the standards referred to in Article 5(2) have been correctly applied and will draw up a certificate of adequacy for the file,
— or submit the example of the machinery for the EC type-examination referred to in Annex VI.2. Перед поставкой на рынок изготовитель или его уполномоченный представитель в Сообществе должен:
(a) в случае, если машинное оборудование не указано в Приложении IV, составить документацию, предусмотренную Приложением V;
(b) если машинное оборудование указано в Приложении IV, и их изготовитель не выполняет, либо выполняет лишь частично требования стандартов, упомянутых в Статье 5 (2), либо, если таких стандартов не существует, то представить образец машинного оборудования для его испытания ЕС, определенного в Приложении VI;
(c) если машинное оборудование указано в Приложении IV и изготовлено в соответствии со стандартами, определенными в Статье 5 (п. 2):
- либо составить документацию, указанную в Приложении VI, и передать ее нотифицированному органу, который подтверждает получение документации в возможно короткие сроки, а также сохраняет ее;
- представить документацию, указанную в Приложении VI, нотифицированному органу, который просто проверит, что стандарты, упомянутые в Статье 5 (2), были применены правильно и составит сертификат соответствия по этой документации;
- либо представить образец машинного оборудования для испытания ЕС типового образца, определенного в Приложении VI.3. Where the first indent of paragraph 2(c) of this Article applies, the provisions of the first sentence of paragraphs 5 and 7 of Annex VI shall also apply.
Where the second indent of paragraph 2(c) of this Article applies, the provisions of paragraphs 5, 6 and 7 of Annex VI shall also apply.3. В тех случаях, когда может быть применен первый абзац параграфа 2 (с) этой Статьи должны также применяться положения первого предложения параграфов 5 и 7 Приложения VI.
В тех случаях, когда может быть применен второй абзац пункта 2 (с), должны также применяться положения параграфов 5, 6 и 7 Приложения VI.4. Where paragraph 2(a) and the first and second indents of paragraph 2(c) apply, the EC declaration of conformity shall solely state conformity with the essential requirements of the Directive.
Where paragraph 2(b) and the third indent of paragraph 2(c) apply, the EC declaration of conformity shall state conformity with the example that underwent EC type-examination.4. В тех случаях, когда применяется параграф 2 (а) и первый и второй абзацы параграфа 2 (c), декларация ЕС о соответствии должна удостоверить соответствие основным требованиям настоящей Директивы.
В случае, когда применяется параграф 2 (b) и третий абзац параграфа 2 (c), декларация ЕС о соответствии должна удостоверить соответствие образцу, прошедшему испытание ЕС типового образца.5. Safety components shall be subject to the certification procedures applicable to machinery pursuant to paragraphs 2, 3 and 4. Furthermore, during EC type-examination, the notified body shall verify the suitability of the safety component for fulfilling the safety functions declared by the manufacturer.
5.Компоненты безопасности должны подвергаться процедурам сертификации, применимым к машинному оборудованию в соответствии с параграфами 2, 3, 4. Более того, во время испытания ЕС типового образца нотифицированный орган должен проверить пригодность компонентов безопасности для выполнения тех функций безопасности, которые заявлены изготовителем.
6. (a) Where the machinery is subject to other Directives concerning other aspects and which also provide for the affixing of the CE marking, the latter shall indicate that the machinery is also presumed to conform to the provisions of those other Directives.
(b) However, where one or more of those Directives allow the manufacturer, during a transitional period, to choose which arrangements to apply, the CE marking shall indicate conformity only to the Directives applied by the manufacturer. In this case, particulars of the Directives applied, as published in the Official Journal of the European Communities, must be given in the documents, notices or instructions required by the directives and accompanying such machinery.6. (a) В тех случаях, когда машинное оборудование подпадает под действие Директив по другим аспектам, которые также предусматривают нанесение маркировки "СЕ", последняя указывает, что такое машинное оборудование соответствуют положениям этих прочих директив.
(b) Тем не менее, когда одна или несколько таких Директив позволяют изготовителям в течение переходного периода выбирать, какие из положений применить, маркировка "СЕ" будет указывать на соответствие только тем Директивам, которые применялись изготовителем. В этом случае подробная информация о примененных Директивах, опубликованных в Официальном журнале Европейских сообществ, должен приводиться в документах, аннотациях или инструкциях, требуемых в соответствии с Директивами, и сопровождать такое машинное оборудование.7. Where neither the manufacturer nor his authorised representative established in the Community fulfils the obligations of paragraphs 1 to 6, these obligations shall fall to any person placing the machinery or safety component on the market in the Community. The same obligations shall apply to any person assembling machinery or parts thereof or safety components of various origins or constructing machinery or safety components for his own use.
7. Если ни изготовитель, ни его уполномоченный представитель в Сообществе не выполнят своих обязательств по предыдущим параграфам, то эти обязательства должны быть выполнены любыми лицами, поставляющими машинное оборудование или компоненты безопасности на рынок Сообщества. Такие же обязательства возлагаются на любые лица, осуществляющие сборку машинного оборудования, либо его частей или компонентов безопасности различного происхождения, либо создающие машинное оборудование или компоненты безопасности для собственного пользования.
8. The obligations referred to in paragraph 7 shall not apply to persons who assemble with a machine or tractor interchangeable equipment as provided for in Article 1, provided that the parts are compatible and each of the constituent parts of the assembled machine bears the CE marking and is accompanied by the EC declaration of conformity.
8. Обязательства, изложенные в параграфе 7, не применяются к лицам, которые собирают с машиной, механизмом или транспортным средством взаимозаменяемое оборудование, указанное в Статье 1, при условии, что эти части совместимы, и каждая из частей машины в сборе имеет маркировку "СЕ" и Декларацию ЕС о соответствии.
Article 9
1. Member States shall notify the Commission and the other Member States of the approved bodies which they have appointed to carry out the procedures referred to in Article 8 together with the specific tasks which these bodies have been appointed to carry out and the identification numbers assigned to them beforehand by the Commission.
The Commission shall publish in the Official Journal of the European Communities a list of the notified bodies and their identification numbers and the tasks for which they have been notified. The Commission shall ensure that this list is kept up to date.Статья 9
1. Государства - члены должны уведомить Комиссию и другие Государства - члены об утвержденных органах, которые назначаются для выполнения процедур, описанных в Статье 8, также как и для различных особых задач, которые этим органам предназначено выполнять, и об идентификационных номерах, предварительно присвоенных им Комиссией.В Официальном журнале Европейских сообществ Комиссия должна публиковать список таких нотифицированных органов и их идентификационные номера, а также задачи, для решения которых они предназначены. Комиссия должна обеспечить своевременность обновления списка.
2. Member States shall apply the criteria laid down in Annex VII in assessing the bodies to be indicated in such notification. Bodies meeting the assessment criteria laid down in the relevant harmonised standards shall be presumed to fulfil those criteria.
2. Государства - члены должны применять критерии, изложенные в Приложении VII, для определения органов, которые будут указаны в таких назначениях. Органы, удовлетворяющие критериям, изложенным в соответствующих гармонизированных стандартах, считаются соответствующими критериям.
3. A Member State which has approved a body must withdraw its notification if it finds that the body no longer meets the criteria referred to in Annex VII. It shall immediately inform the Commission and the other Member States accordingly.
3. Государство - член, утвердившее такой орган, должно отменить его назначение, если оно обнаружит, что он больше не соответствует критериям, изложенным в Приложении VII. Государство - член должно немедленно известить об этом Комиссию и другие Государства - члены.
CHAPTER III
CE MARKING
Article 10
1. The CE conformity marking shall consist of the initials ‘CE’. The form of the marking to be used is shown in Annex III.ГЛАВА III
МАРКИРОВКА "СЕ"
Статья 10
1. Маркировка "СЕ" состоит из заглавных букв "СЕ". Форма маркировки, которая будет использоваться, указана в Приложении III.2. The CE marking shall be affixed to machinery distinctly and visibly in accordance with point 1.7.3 of Annex I.
2. Маркировка "СЕ" должна наноситься на машинное оборудование четко, на видном месте в соответствии с пунктом 1.7.3. Приложения I.
3. The affixing of markings on the machinery which are likely to deceive third parties as to the meaning and form of the CE marking shall be prohibited. Any other marking may be affixed to the machinery provided that the visibility and legibility of the CE marking is not thereby reduced.
3. Нанесение маркировок на машинное оборудование таким образом, что это может ввести в заблуждение относительно значения и формы маркировки "СЕ", запрещено. Любые другие маркировки могут быть нанесены на машинное оборудование таким образом, чтобы не мешать видимости и различимости маркировки "СЕ".
4. Without prejudice to Article 7:
(a) where a Member State establishes that the CE marking has been affixed unduly, the manufacturer or his authorised representative established within the Community shall be obliged to make the product conform as regards the provisions concerning the CE marking and to end the infringement under the conditions imposed by the Member State;
(b) where non-conformity continues, the Member State must take all appropriate measures to restrict or prohibit the placing on the market of the product in question or to ensure that it is withdrawn from the market in accordance with the procedure laid down in Article 7.4. Без ограничения применения Статьи 7:
(a) если Государство - член устанавливает, что маркировка "СЕ" была нанесена неправильно, изготовитель или его уполномоченный представитель в Сообществе будет обязан привести продукцию в соответствии с положениями, касающимися маркировки "СЕ" и положить конец нарушениям на условиях, установленных Государством - членом;
(b) если такое несоответствие будет продолжаться, то Государство - член должно принять все соответствующие меры для ограничения или запрещения поставки на рынок такой продукции, либо обеспечить изъятие ее с рынка в соответствии с процедурами, изложенными в Статье 7.CHAPTER IV
FINAL PROVISIONS
Article 11
Any decision taken pursuant to this Directive which restricts the placing on the market and putting into service of machinery or a safety component shall state the exact grounds on which it is based. Such a decision shall be notified as soon as possible to the party concerned, who shall at the same time be informed of the legal remedies available to him under the laws in force in the Member State concerned and of the time limits to which such remedies are subject.ГЛАВА IV
ЗАКЛЮЧИТЕЛЬНЫЕ ПОЛОЖЕНИЯ
Статья 11
Любое решение, принятое в исполнение настоящей Директивы, ограничивающее поставку на рынок и ввод в эксплуатацию машинного оборудования или компонентов безопасности, должно указывать точные причины, на которых оно основано. Такое решение должно быть по возможности быстро доведено до сведения заинтересованных сторон, их также следует проинформировать о законных мерах, которые могут быть предприняты по действующему законодательству в соответствующем Государстве - члене и о сроках, в которые данные меры применяются.Article 12
The Commission will take the necessary steps to have information on all the relevant decisions relating to the management of this Directive made available.Статья 12
Комиссия предпримет все необходимые шаги для получения информации по всем соответствующим решениям, касающимся применения и распространения настоящей Директивы.Article 13
1. Member States shall communicate to the Commission the texts of the provisions of national law which they adopt in the field governed by this Directive.
2. The Commission shall, before 1 January 1994, examine the progress made in the standardisation work relating to this Directive and propose any appropriate measures.Статья 13
1. Государства - члены должны передать Комиссии тексты положений национальных законодательных актов, принимаемых в сфере, определяемой настоящей Директивой.
2. Комиссия должна до 1 января 1994 г. изучить развитие работ по стандартизации, относящиеся к области действия настоящей Директивы и предложить любые целесообразные меры.Тематики
EN
машины
оборудование
—
[Я.Н.Лугинский, М.С.Фези-Жилинская, Ю.С.Кабиров. Англо-русский словарь по электротехнике и электроэнергетике, Москва]
машины
Машина представляет собой аппарат, использующий или применяющий механическую энергию, состоящий из нескольких частей — каждая со своими определенными функциями, которые вместе выполняют некоторые виды работ. Для целей анализа это понятие включает отдельные машины или наборы машин. См. Машины и оборудование (МСО)
[ http://slovar-lopatnikov.ru/]Тематики
- экономика
- электротехника, основные понятия
Синонимы
EN
машины и оборудование
—
[ http://www.eionet.europa.eu/gemet/alphabetic?langcode=en]
машины и оборудование
МСО
Часть основных фондов компании (предприятия), которая включает устройства, преобразующие энергию, материалы и информацию. В аналитической и оценочной практике в общее понятие М. и о. включаются отдельно оцениваемые установки, машины, оборудование и транспортные средства, подразделяемые на виды, а каждый вид – на марки (последним термином для краткости можно обозначать разные модели и модификации машины). Разные марки машин одного вида используются для одних и тех же целей: они способны производить одну и ту же продукцию, выполнять одни и те же работы или оказывать одни и те же услуги ( в противном случае их надо относить в другому виду машин), а следовательно, «взаимозаменяемы» и являются товарами, конкурирующими между собой на рынке Рынок машин каждого вида делится на первичный (новые М..) и вторичный (бывшие в эксплуатации), для которых применяются разные оценочные приемы и инструменты.. М.и о. являются главным объектом инвестирования при разработке и реализации инвестиционного проекта, и, соответственно, одним из основных элементов оценки инвестиционных проектов. Важно, что в отличие от ценных бумаг, акций, М.и о. являются объектами реальных инвестиций, а не финансовых инвестиций.
[ http://slovar-lopatnikov.ru/]EN
machinery
A group of parts or machines arranged to perform a useful function. (Source: MGH)
[http://www.eionet.europa.eu/gemet/alphabetic?langcode=en]Тематики
Синонимы
EN
DE
FR
механизм
Совокупность подвижно соединённых звеньев, совершающих под действием приложенных сил заранее определённые целесообразные движения
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]
машины, механизмы
Совокупность связанных между собой частей и устройств, как минимум одно из которых движется, имеет соответствующий привод, органы управления и энергетические узлы, соединенные вместе для определенного применения, например для обработки, переработки, производства, транспортирования или упаковки материалов.
Термины «машина» и «механизм» также распространяются на совокупность машин, которые размещаются и управляются таким образом, чтобы функционировать как единое целое.
Примечание
В приложении А приведено общее схематическое изображение машины.
[ ГОСТ Р ИСО 12100-1:2007]EN
DE
FR
оборудование
оборудование
Совокупность связанных между собой частей или устройств, из которых по крайней мере одно движется, а также элементы привода, управления и энергетические узлы, которые предназначены для определенного применения, в частности для обработки, производства, перемещения или упаковки материала. К термину «оборудование» относят также машину и совокупность машин, которые так устроены и управляемы, что они функционируют как единое целое для достижения одной и той же цели.
[ГОСТ ЕН 1070-2003]
-
[IEV number 151-11-25 ]
оборудование
Оснащение, материалы, приспособления, устройства, механизмы, приборы, инструменты и другие принадлежности, используемые в качестве частей электрической установки или в соединении с ней.
[ ГОСТ Р МЭК 60204-1-2007]EN
equipment
single apparatus or set of devices or apparatuses, or the set of main devices of an installation, or all devices necessary to perform a specific task
NOTE – Examples of equipment are a power transformer, the equipment of a substation, measuring equipment.
[IEV number 151-11-25 ]
equipment
material, fittings, devices, components, appliances, fixtures, apparatus, and the like used as part of, or in connection with, the electrical equipment of machines
[IEC 60204-1-2006]FR
équipement, m
matériel, m
appareil unique ou ensemble de dispositifs ou appareils, ou ensemble des dispositifs principaux d'une installation, ou ensemble des dispositifs nécessaires à l'accomplissement d'une tâche particulière
NOTE – Des exemples d’équipement ou de matériel sont un transformateur de puissance, l’équipement d’une sous-station, un équipement de mesure.
[IEV number 151-11-25]Тематики
EN
- accessories
- apparatus
- appliance
- assets
- environment
- equipment
- facility
- fitment
- fixing
- gear
- H/W
- hardware
- hardware environment
- HW
- installation
- instrument
- instrumentation
- layout
- machinery
- outfit
- paraphernalia
- plant
- plant stock
- product
- provisions
- rig
- rigging
- set-up
- stock-in-trade
- tackle
- technical equipment
- technique
DE
FR
- machine
- matériel, m
- équipement, m
организационный аппарат
—
[ http://www.iks-media.ru/glossary/index.html?glossid=2400324]Тематики
- электросвязь, основные понятия
EN
3.26 машины (machinery): Устройство, состоящее из соединенных между собой частей или компонентов, по крайней мере, один из которых движется, с соответствующими исполнительными механизмами, силовыми цепями и цепями управления и т.д., объединенных вместе в целях конкретного применения, в частности, для обработки, переработки, перемещения или упаковки материала (материал означает эквивалент вещества или изделия).
Термин «машины» одновременно означает совокупность машин и механизмов, которые для достижения одной и той же цели установлены и управляются таким образом, что они функционируют как единое целое.
Англо-русский словарь нормативно-технической терминологии > machinery
98 counter ceiling
потолок подвесной
Потолок, прикрепляемый к перекрытию на подвесках
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]
подвесной потолок
фальшпотолок
навесной потолок
Потолок, состоящий из съемных и взаимозаменяемых панелей, который создает область между декоративной поверхностью и структурой над ней.
(ISO/IEC 11801)
[ http://www.iks-media.ru/glossary/index.html?glossid=2400324]
Устройство подвесного потолка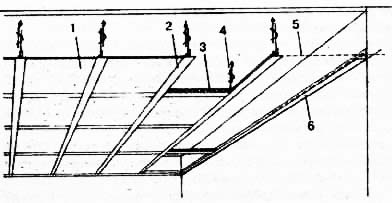
Устройство подвесных потолков: 1 — гипсоволоконные плиты; 2 — направляющие Т-профили; 3 — промежуточные Т-профили; 4 — подвески с регулируемыми пластинами; 5 — уровень чистого потолка; 6 — пристенный уголокМонтируя подвесной потолок, сначала производят сборку направляющих профилей. В комплект подвесного потолка входит два вида профилей ( пристенный уголок и Т-образный профиль), а также вертикальные подвески и регулировочные пружинные пластины.
Сначала потолок очищают от грязи, пыли и проводят разметку. С помощью гибкого уровня провешивают и отмечают линию горизонта чистого потолка. Отмечают на всех стенах по периметру потолка точки уровня, а затем соединяют все точки сплошной линией.
Далее проводят разбивку потолка. Так как стандартный размер гипсовых и гипсоволоконных плит 60x60 см, то разметку крепления направляющих профилей проводят на расстоянии 60 см друг от друга. Сначала на полу комнаты проводят черновую раскладку плит, чтобы определять количество плит, помещающихся по длине и ширине комнаты. Если количество плит оказывается целое, то разметку на потолке начинают, отступив от стены на расстояние 60 см. Если же количество плит — дробное, то для симметричного их размещения на потолке первые разметки от стен делают на расстоянии, равном половине остатка длины или ширины комнаты. Например: длина комнаты 500 см, делим на размер плитки 60 см и получаем 8 целых плиток (480 см) и 20 см остатка. Делим остаток пополам, полученные 10 см и есть расстояние, на которое необходимо отступить от стены (по длине комнаты) для разметки первого направляющего профиля. Отметив эту точку (вверху стен1>1 у потолка), отмечают такое же расстояние на противоположной стене. Между этими точками натягивают шнур и вдоль шнура на расстоянии 100 см друг от друга в поверхности потолка просверливают отверстия для креплений профиля. Отступив от первого ряда на 60 см, снова натягивают шнур и вдоль него просверливают отверстия под крепежные аксессуары. Таким образом, передвигая шнур на 60 см от предыдущего размеченного ряда, размечают и высверливают отверстия на всей поверхности потолка. Для крепления пристенных уголков также высверливают в намеченных местах над линией уровня чистого потолка.
Следующим шагом в устройстве потолка будет закрепление пристенного уголка. Длина уголка 360 см, он имеет два ребра, одно из которых содержит многочисленные отверстия для крепления, а второе ребро с наружной стороны покрыто (декорировано) эмалью или винилом. Уголок крепят к стене декорированной стороной вниз. Если длина стены больше длины уголка, то уголок наращивают путем стыковки с отрезком уголка необходимой длины. В углах комнаты профили сопрягают, обрезав декоративное ребро под углом 45°. Раскрой профилей производят ножовкой по металлу. Прикручивают уголок к стенам с помощью шурупов, строго следя за совпадением лицевой стороны уголка с линией уровня чистого потолка.
Далее необходимо подвесить направляющие Т-образные профили. В высверленные отверстия в потолке забивают пластмассовые или деревянные пробки и вкручивают в них крюкообразные дюбеля. Собирают вертикальные подвески, вставляя их по двое в пружинную (Н-образную) пластину, причем с одной стороны вставляют прут-подвеску с петлей, а с другой стороны — подвеску с крюком. Подвеску в сборе петлей набрасывают на крюк дюбеля. Сначала цепляют крайние в ряду подвески, на крюки подвесок цепляют Т-образный профиль лицевой стороной вниз и регулируют с помощью пружинной пластины, поднимая или опуская ее, уровень профиля совмещая с уровнем пристенных уголков — лицевые плоскости уголка и профиля должны совпадать. Если расстояние от стены до стены в направляющих радах больше длины профиля, то второй конец профиля регулируют по высоте с помощью гибкого уровня. Недостающий кусок профиля наращивают, соединив в торец имеющимися на концах профилей замками-защелками.
Отрегулировав уровень профиля на концах, на дюбеля в этом ряду цепляют остальные промежуточные подвески и на их крюки подвешивают весь направляющий профиль. При помощи гибкого уровня проверяют уровень профиля по всей длине, и провисшие места поднимают с помощью регулировки вертикальных подвесок. Таким же способом подвешивают остальные направляющие профили. После подвешивания всех рядов направляющих профилей и окончательной проверки уровня потолка можно приступать к самой облицовке потолка.
В комплект подвесного потолка входят, кроме направляющих, еще промежуточные вставки Т-образного профиля. Длина их 60 см, и предназначены они для поперечного прокладывания между облицовочными плитками в каждом ряду. Поэтому, приступая к облицовке, необходимо приготовить для двух пристенных рядов не только неполномерные плитки, но и в соответствии с шириной этих рядов нарезать прокладочные профили. Для раскроя профилей используют ножовку по металлу, а для нарезки плиток из гипсоволокна — острый нож. Если в длину ряда также не помещается целое количество плиток, то крайние плитки в рядах нарезают, рассчитав остаток в ряду и поделив пополам. Например: длина ряда 350 см делится на 60 см и остаток, равный 50 см, делится на два — 25 см, это ширина всех краевых плиток в каждом ряду.
Укладку плиток начинают с угла комнаты. Берут краевую плитку первого ряда (если краевые ряды и краевые плитки неполномерные, она должна быть по расчетам взятого для примера помещения 10x25 см) и укладывают в углу комнаты, опирая двумя сторонами на уголок и третьей стороной — на направляющий профиль. К четвертой стороне плитки приставляют промежуточный профиль, оперев на пристенный уголок и направляющий профиль.
Следующую плитку укладывают впритык к промежуточному профилю, оперев тремя сторонами на уголок, на промежуточный профиль и на направляющий. Таким образом заполняют весь ряд неполномерными плитками и прокладывают промежуточными неполномерными профилями.
Последняя плитка в ряду должна быть, как и первая, самая маленькая по размеру. Следующие ряды заполняются полномерными плитками и прокладочными профилями и только краевые плитки в рядах неполномерные. Первые плитки последующих рядов опираются одной стороной на пристенный уголок, двумя сторонами — на направляющие профили, а четвертой — на приставленный к плитке промежуточный профиль. Остальные плитки опираются противоположными сторонами на направляющие и промежуточные профили.
Последний ряд, как и первый, собирается из неполномерных плиток и укороченных по ширине ряда промежуточных профилей. Некоторую трудность составляет укладка последней плитки в последнем ряду. Потолочный массив в конце сборки имеет определенное напряжение, и плитки последнего ряда устанавливаются на место впритирку. Поэтому имеет смысл уменьшить их в размере на 2-3 мм по длине и ширине.
Для устройства в подвесном потолке системы электрического освещения используют осветительные щиты с вмонтированными в них приборами освещения. Размеры щитов 60x60 см. Устанавливаются они в подвесном потолке в намеченном месте вместо облицовочных плит таким же способом, как и сами плиты.
[ http://www.helpmaste.ru/artcl-ustrvo_podvesnuh_potolkov.html]
Пожалуй, самыми популярными сегодня считаются подвесные потолки. Они позволяют:
– скрыть коммуникации, смонтированные на потолке, оставив при этом доступ к электрической проводке, вентиляционному и тепловому оборудованию и пр.;
– встраивать разнообразные осветительные приборы;
– устанавливать системы пожаротушения и вентиляционные решетки;
– выравнивать разноуровневый потолок;
– создавать разноуровневый потолок при изначально плоском базовом потолке;
– улучшать акустику помещений.
В современном строительстве широко используются потолки из минераловатных или минераловолокнистых плит.
Плиточные подвесные потолки состоят из каркаса и плит из мягкого или твердого минерального волокна толщиной 1,5 см и размерами 600 х 600 или 610 х 610 мм. В каталоге фирмы «Armstrong» имеются также плиты 600 х 1200 и 625 х 1250 мм. Однако в наличии они бывают не всегда, и чаще всего их приходится заказывать.
Каркас представляет собой набор металлических реек, соединенных между собой в модульную решетку.
Конструкция подвесного потолка состоит из следующих компонентов:
– несущий каркас из металлических труб, уголков, швеллеров и пр.;
– заполнение (плиты, рейки, листы и пр.).
В качестве несомых элементов подвесного потолка или его заполнения используют гипсовые плиты или ДСП, плиты «Акмигран» и «Акминит», плиты из металлических листов, асбестоцементные листы и др. Для устройства акустических подвесных потолков применяют минераловатные плиты, перфорированные гипсовые и металлические плиты, двуслойные плиты с лицевым перфорированным слоем из минераловатной плиты и ДВП.
Подвесные потолки бывают двух видов:
– плиточные;
– реечные.
Плиточные, в свою очередь, подразделяются на влагостойкие и невлагостойкие. Первые чаще всего используются в ванных комнатах, туалетах и на кухнях. Невлагостойкие потолки в этих помещениях устраивать не рекомендуется, так как спустя какое-то время установленные плитки покоробятся и попросту выйдут из строя.
В этом отношении самыми удобными являются реечные потолки: дело в том, что подвесные реечные потолки изготовлены из алюминия, который не боится влаги.Плиточные подвесные потолки
На российском рынке имеется богатый выбор потолков данного типа. Они различаются не только по цене, но и по качеству и назначению, каждый подвесной потолок имеет свои особенности и отличия.
При покупке подвесного потолка особое внимание следует обратить на стыковку плит с каркасом. Дело в том, что продавцы довольно часто продают каркас одной фирмы-производителя, а плиты – другой. Смонтировать такой потолок очень трудно.
Если удастся это сделать, нет гарантии, что он прослужит долго: такой потолок очень быстро начнет деформироваться. Необходимо следить за тем, чтобы форма кромок плит соответствовала типу каркаса.
Самостоятельно смонтировать подвесной потолок можно только в помещениях небольшой площади. В другом случае, особенно если нет опыта подобной работы, лучше всего воспользоваться услугами профессиональных монтажников.
Подвесные каркасы делятся на 3 вида:
– видимый каркас;
– полускрытый каркас;
– скрытый каркас.
В России наибольшее распространение получили видимые и полускрытые каркасы, что обусловлено низкими ценами и простотой монтажа.
Сами подвесные потолки бывают плоскостные и криволинейные.
Последние удобно монтировать при составлении разноуровневых потолков.
В зависимости от материалов, из которых изготовлены потолочные системы, подвесные потолки делятся на следующие виды:
– потолки из минераловатных плит;
– потолки из минераловолокнистых плит;
– потолки из гипсовых плит;
– зеркальные потолки;
– металлические потолки;
– потолки с искусственным освещением.Общая характеристика потолков из минераловолокнистых плит
Минеральное волокно – экологически чистый материал, обеспечивающий отличную звукоизоляцию и тепло. Однако в помещениях с повышенной влажностью (например, кухнях и ванных комнатах) этот материал использовать не рекомендуется.
После покупки, в том случае, если потолок монтируется не сразу, плиты хранят в помещении с температурой 18–30 °C при относительной влажности 70 %. Однако плиты некоторых фирм-производителей можно устанавливать в помещениях с температурой до 40 °C и влажностью до 95 %.
Плиты чаще всего имеют белый цвет, но некоторые производители выпускают панели, окрашенные в различные цвета. Также плиты можно окрашивать латексными красками, однако при этом огнестойкость данного материала понижается.
Потолки из минераловолокнистых плит имеют различную структуру поверхности: гладкая обладает хорошим светоотражением в помещениях с непрямым освещением, фактурная обеспечивает хорошую звукоизоляцию благодаря незаметным микроотверстиям.Общая характеристика потолков из минераловатных плит
Минераловатные плиты представляют собой панели с высокими шумопоглощающими свойствами. Чаще всего эти плиты называют акустическими. Они обладают следующими свойствами:
– снижают общий уровень шума; коэффициент звукопоглощения варьируется от 75 до 90 %;
– отвечают российским стандартам пожарной безопасности;
– могут использоваться в помещениях с повышенной влажностью воздуха (до 95 %).
Существует около 1000 различных оттенков минераловатных плит. При правильной эксплуатации можно надолго сохранить первоначальный цвет таких потолков.Плиточные потолки из пенополистирола
Самым недорогим и практичным материалом для отделки потолка считается декоративная потолочная плитка из полистирола. С помощью обычных инструментов можно довольно быстро оклеить потолок. При работе с полистирольными плитами необходимо знать некоторые правила. Первое – выбор плиток при покупке. Полистирольные плитки подразделяются на 3 основные группы:
– прессованные (штампованные);
– инжекционные;
– экструдированные.
Прессованные плитки производятся из полос толщиной 6–7 мм, нарезанных из блоков пенополистирола строительного назначения.
Инжекционные получают в пресс-формах формовочно-литьевого автомата путем спекания пенополистирольного сырья. Толщина готовых плит 9–14 мм.
Экструдированные получают из экструдированной полистирольной полосы, окрашенной или покрытой пленкой способом прессования.
Второе правило – геометрически выверенные размеры плитки. Большие погрешности в плитке становятся заметными при отделке потолка.
Правильные размеры чаще всего имеет только инжекционная плитка благодаря технологии производства, в то время как прессованная и экструдированная плитка довольно часто характеризуются некоторыми неточностями в размерах.
Производители экструдированной и прессованной плитки продолжают совершенствовать геометрические размеры изделий и добиваются положительных результатов. Тем не менее при покупке обязательно следует проверять плитки.
Третье правило – просушивание пенополистирольных плиток до монтажа в сухом и теплом помещении в течение 3 дней в распакованном виде, иначе вследствие усадки на потолке между плитками могут появиться щели. В особенности это касается инжекционных плиток.
Четвертое правило – сажать плитки следует только на клей, который после сушки становится прозрачным.Инструменты и материалы для устройства подвесного потолка
Для монтажа подвесного потолка фирмы потребуются следующие инструменты:
– рулетка;
– ножницы по металлу;
– отбивной шнур;
– дрель;
– нож со сменными лезвиями для резки плиток;
– ножовка по металлу.
Инструменты для приклейки пенополистирольных плиток:
– гвозди 70–80 мм для монтажа деревянного каркаса под плиты;
– рулетка;
– отбивной шнур;
– молоток;
– нож со сменными лезвиями для резки плиток;
– ножовка по дереву;
– шпатель для нанесения клеевого состава на плитки.
Для наклеивания декоративных пенополистирольных плиток на любые впитывающие минеральные поверхности используют клей на основе ПВА с наполнителями. При высыхании такой клей имеет серо-белый или кремовый цвет. Поэтому в некоторых случаях необходимо брать другой клей – на основе ПВА, но без наполнителей: такой клей после сушки становится прозрачным. Предварительно деревянный каркас огрунтовывают водным раствором ПВА.
Пенополистирольные плитки отечественного производства «Акмигран» и «Акминит» в основном используют в жилых помещениях. Выпускаются такие плитки в виде квадратов размерами 300 х 300, 600 х 600 и 900 х 900 мм, толщиной 20 мм. Облегченная конструкция, правильная прямоугольная форма, ровная лицевая поверхность делают плитки «Акмигран» и «Акминит» очень удобными для облицовки потолков в домашних условиях.
Лицевая сторона плиток матовая, равномерно окрашенная, может быть гладкой, пористой и с различной фактурой (под пробку, джутовое плетение, рифленой, трещиноватой и т. д.).
Крепят данные плитки на черновой каркас. Для более удобного крепления на боковых гранях плиток имеются пазы и выступы.Облицовка потолка минеральными плитками «Акмигран» и «Акминит» и гипсовыми декоративными плитками
В облицовочных работах по отделке потолка различают два способа: устройство плиточных потолков каркасной конструкции и облицовка плитками потолков бескаркасной конструкции. Устройство плиточных потолков каркасной конструкции предполагает наличие горизонтальных направляющих с подвесками (выполняющими несущую функцию подвесного потолка), заделанными в перекрытия. Монтаж таких направляющих возможен лишь при возведении несущих конструкций здания. Поэтому самостоятельно в домашних условиях такой подвесной потолок устроить технически невозможно.
Произвести облицовку потолка бескаркасной конструкции сможет практически каждый. Облицовочные работы принято вести двумя способами: с устройством чернового каркаса и без него.Устройство плиточного потолка на черновом каркасе
Монтаж конструкции, как и в других случаях, подразделяется на несколько этапов:
– подготовка, разбивка и провешивание поверхности;
– подготовка материала;
– установка плиток.
Подготовка поверхности заключается лишь в ее очистке от пыли, это вызвано больше гигиеническими требованиями, а не технологическими. При подготовке плиток сортируют их по наличию пазов и выступов на боковых гранях, в прорези вставляют закладные крюки, соединенные крепежной скобкой (рис. 21).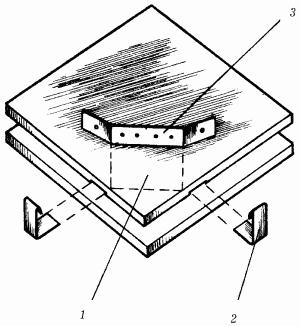
Рис. 21. Подготовка плиток для устройства потолка: 1 – облицовочная плитка; 2 – закладные крюки; 3 – крепежная скоба.Разбивку и провешивание поверхности начинают с определения чистого уровня потолка. Для этого гибким уровнем определяют и отмечают линии низа потолка (по ним будут установлены пристенные опорные уголки). Затем с помощью рулетки и угольника на полу помещения определяют продольную и поперечную оси и закрепляют их причальными шнурами; по одну сторону от оси раскладывают плитки, определяя таким образом количество плиток в ряду. Ряды, примыкающие к стенам, заполняют неполномерными плитками.
После этого приступают к сооружению и установке чернового каркаса: для этого в потолке по каждому предполагаемому ряду (с шагом в ряду 1 м) закрепляют стальные штыри так, как это показано на рисунке 22.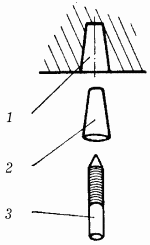
Рис. 22. Крепление чернового каркаса к потолку: 1 – отверстие в потолке; 2 – пластмассовая пробка; 3 – стальной штырь с резьбой.В потолке просверливают отверстия и забивают туда пластмассовые пробки от дюбелей или деревянные шпонки, в которые ввинчивают стальные штыри.
На стальных штырях закрепляют стальной пруток, выполняющий роль горизонтальной направляющей для крепления облицовочных плиток. По периметру стен по линиям низа потолка устанавливают опорные уголки. Черновой каркас для облицовки плитками потолка бескаркасной конструкции готов.
Следующий этап – непосредственно облицовка. Закрепив за опорные уголки на противоположных стенах причальный шнур для первого ряда (фиксирующий нижнюю плоскость потолка), от угла помещения начинают установку плит (рис. 23).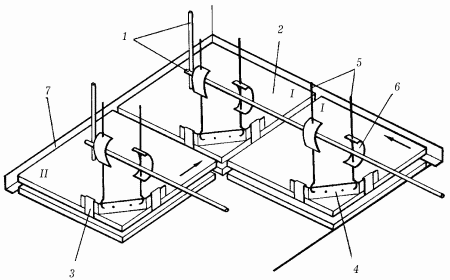
Рис. 23 Устройство плиточного потолка с использованием чернового каркаса: 1 – элементы чернового каркаса; 2 – облицовочные плитки; 3 – закладные крюки; 4 – крепежная скоба; 5 – вертикальная подвеска; 6 – согнутая (пружинная) пластина; 7 – пристенный опорный уголок.Первую плитку опирают двумя сторонами на уголки, а угол с установленными крепежными скобами с помощью вертикальной подвески и согнутой (пружинной) пластины крепят к горизонтальной направляющей чернового каркаса. Следующую плитку одной стороной опирают на пристенный опорный уголок, а выступ на ребре другой стороны совмещают с пазом уже установленной плитки. Свободный угол закрепляют (как и в первом случае) на горизонтальной направляющей чернового каркаса. И так далее до окончания ряда.
По ходу работы нужно следить за горизонтальностью плоскости подвесного потолка (для этого и нужен причальный шнур). Положение плиток, имеющих отклонение от горизонтали, регулируют смещением пружинной пластины по вертикальной подвеске.
Установка средних (не пристенных) плиток 2-го и последующих рядов отличается от установки плиток 1-го ряда тем, что 2 их стороны будут опираться не на пристенные уголки, а на пазы на ребрах ранее уложенных плиток.
По окончании облицовочных работ пристенные опорные уголки можно будет закрыть деревянным потолочным плинтусом.Устройство плиточного потолка без чернового каркаса
Подготовка поверхности потолка к укладке плиток и подготовка материала в данном случае полностью аналогичны предварительным работам при устройстве подвесного потолка с использованием чернового каркаса. Непосредственно облицовочные работы отличаются от способа облицовки с применением чернового каркаса весьма значительно.
Для начала по периметру помещения на стенах на уровне чистого потолка закрепляют опорные уголки. В потолке с шагом, равным длине плиток, просверливают отверстия, в которые забивают пластмассовые пробки от дюбелей либо деревянные шпонки. Затем с помощью дюбелей или шурупов ввинчивают в эти пробки или шпонки подвески для установки облицовочных плиток.
Работу начинают от угла помещения. Первую облицовочную плитку устанавливают следующим образом: 2 сторонами опирают на пристенные уголки, а свободный угол плитки надевают крепежной скобой на подвеску. Вторую плитку устанавливают одной стороной на опорный уголок, выступ другой стороны вставляют в паз уже установленной плитки, а свободный угол закрепляют на подвеску аналогично 1-й плитке. Дальнейшую облицовку производят по уже отработанной технологии (рис. 24).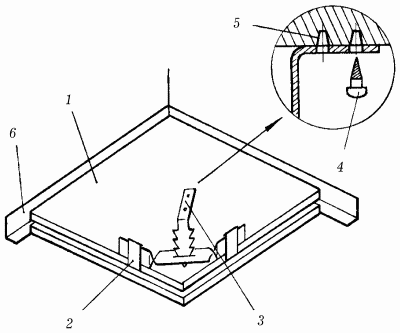
Рис. 24. Устройство плиточного потолка без применения чернового каркаса: 1 – облицовочные плитки; 2 – закладные крюки с крепежной скобой; 3 – подвеска; 4 – шуруп либо дюбель; 5 – пластмассовая пробка или деревянная шпонка; 6 – опорные уголки.Уход за плиточными потолками
Поскольку гипсовые материалы в достаточной степени обладают гигроскопичностью, то их не рекомендуется мыть. Пыль с таких поверхностей удаляют мягкой влажной ветошью, укрепленной на щетке с жесткой щетиной или на венике.
Облицовку в местах отслоения плиток ремонтируют, а треснувшие и сильно загрязненные плитки заменяют новыми (для этого следует оставлять запас материалов). В том случае, если при облицовке потолка были использованы минеральные плитки «Акмигран» и «Акминит», то уход за ними не допускает никакого контакта с водой, приемлема только сухая уборка с помощью пылесоса.Устройство реечных потолков
Реечный подвесной потолок (рис. 25) состоит из алюминиевых реек, загнутых по бокам. В основном в продаже бывают рейки длиной 3 и 4 м. В некоторых фирмах имеются специальные режущие станки, с помощью которых можно отрезать рейку любой длины. Ширина реек – 9, 10, 15, 20 см. Следует сказать, что чаще всего приобретают 10-сантиметровые рейки.
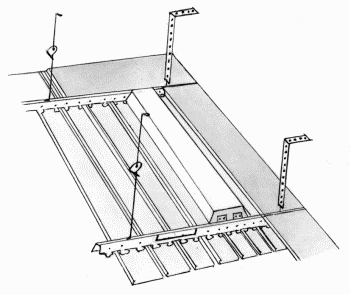
Рис. 25. Устройство реечного подвесного потолка.Другим важным параметром реек для подвесного потолка является их толщина. Чем толще рейка, тем надежнее будет потолок. Самая подходящая толщина для реек – 0,5 мм: этого будет достаточно для того, чтобы потолок не деформировался. Если рейки более тонкие, потолок может погнуться и на нем будут заметны вмятины.
Рейки для подвесных потолков бывают 3 типов:
– открытые;
– закрытые;
– со вставками.
Закрытые рейки (рис. 26) крепят встык, заводя друг за друга, в то время как между открытыми рейками остается небольшой зазор, который, однако, не заметен, если потолок высокий – около 5 м.
Рис. 26. Типы закрытых реек для подвесного потолка.Рейки со вставками (рис. 27) немного напоминают открытые, только расстояние между ними прикрывают узкие алюминиевые полоски.

Рис. 27. Рейки со вставками: а – изнаночная сторона; б – лицевая сторона.Рейки бывают самых разнообразных цветов, однако до сих пор самым популярным цветом остается белый.
При покупке потолка обращают внимание на то, чтобы рейки были упакованы в полиэтиленовую пленку, защищающую материал от царапин и повреждений во время транспортировки. Качественный товар продается именно так. Если потолок не упакован, имеет смысл отказаться от покупки. Все уважающие себя фирмы выпускают потолки на продажу только в полиэтиленовой упаковке.
Реечные потолки бывают открытыми и закрытыми. Основная особенность реечного потолка открытого типа состоит в наличии открытого пространства между декоративными панелями. Такие потолки, как правило, применяют в помещениях с высокими потолками. В обычных жилых помещениях такие потолки устанавливают очень редко, в основном из-за желания создать особое освещение: светильники на потолке должны быть развернуты таким образом, чтобы световой поток не попадал в межпотолочное пространство.
Существует 2 модификации реечных потолков открытого типа (рис. 28): 84 О и 84 О". В основном обе модели отличаются друг от друга шириной зазора между панелями: 6–16 см. Для моделирования таких элементов интерьера, как арки и переходы между разноуровневыми потолками в реечном потолке открытого типа используется стрингер AR.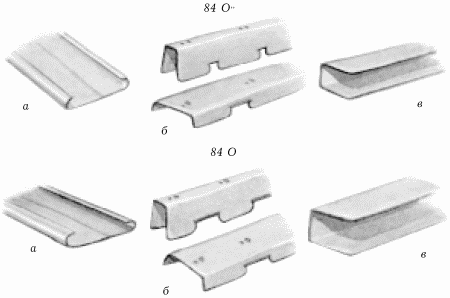
Рис. 28. Модели потолков открытого типа: а – потолочная панель; б – стрингер; в – закрывающий профиль.Основное отличие потолка закрытого типа от открытого заключается в отсутствии открытого пространства между декоративными панелями. Потолок закрытого типа полностью скрывает внешние коммуникации – противопожарные, электрическую проводку. Реечные закрытые потолки выпускаются следующих типов (рис. 29): 84R, 15 °C и 84R (V).
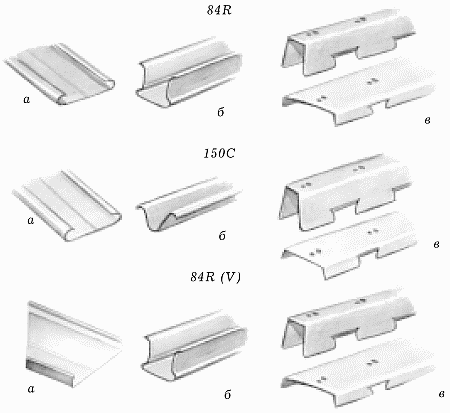
Рис. 29. Модели потолков закрытого типа: а – потолочная панель; б – стрингер; в – закрывающий профиль.
К модели 84R относится профиль шириной 84 мм, с промежуточным профилем п-образной формы, шириной 16 мм.
К модели потолка 84R (V) относят широкий профиль шириной 84 мм, промежуточный профиль v-образной формы, шириной 16 мм. Указанные выше типы подвесных реечных потолков различаются по дизайну, но совмещаются с помощью стрингера R (подвесной системы), одинакового для всех типов. Для моделирования арок, волн и переходов между различными по высоте уровнями в реечном потолке закрытого типа применяется радиусный стрингер AR. Комплект подвесного потолка закрытого типа 150C включает в себя профили шириной 150 мм, крепление которых на стрингер производится стык в стык.Монтаж подвесных реечных потолков
В комплект подвесного потолка входят:
– собственно рейки;
– шина (каркас);
– плинтус.
Также к комплекту прилагается и инструкция по монтажу.
Кроме реек, важной составной частью конструкции является шина, представляющая собой стальную или алюминиевую планку с зубчиками, за которые цепляют рейки. Для каждого типа реек требуется особая шина, чтобы на готовом покрытии не было перекосов, щелей и изгибов. Кроме того, рейки одной фирмы нельзя крепить на шину другой.
Шину с прикрепленными к ней рейками цепляют за подвес, который можно регулировать по высоте. Это очень важная деталь всей конструкции: потолок получил свое название потому, что висит на подвесе. Следует помнить о том, что подвесные реечные потолки занимают достаточно много места (5–11 см высоты), и применение их в квартире с низкими потолками нецелесообразно.
Плинтус – это декоративная деталь, закрывающая стык между стеной и потолком.
Установку реечного подвесного потолка можно осуществить самостоятельно. Особых умений не потребуется. Главное – действовать очень осторожно, придерживаясь инструкции.
В том случае, если требуется объединить потолком два помещения, находящихся на разных уровнях, приобретают изогнутый подвесной реечный потолок (рис. 30).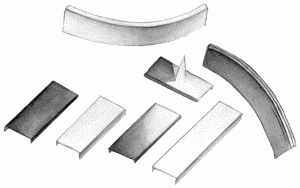
Рис. 30. Рейки для изогнутого подвесного потолка.Весь ассортимент реечных потолков условно можно разделить на 5 групп:
– металлик;
– матовый;
– глянцевый;
– зеркальный;
– фактурный.
Цветовая гамма реечных потолков представлена 27 оттенками, причем для каждого вида поверхности есть определенное количество оттенков. Так, например, для матового – 9, для глянцевого – 2, для металлика – 10, для зеркального – 4, для фактурного – 2.
Существуют следующие варианты сборки реечных потолков (рис. 31):
– геометрический узор;
– разноуровневый потолок;
– зеркальный;
– комбинированный (совмещение реечного потолка с другими видами отделки, например, гипсокартоном);
– зональное разделение комнат;
– оформление арок;
– моделирование волн.
[ http://stroy-zametki.narod.ru/2_31.html#1]Тематики
EN
DE
FR
Англо-русский словарь нормативно-технической терминологии > counter ceiling
99 drop ceiling
потолок подвесной
Потолок, прикрепляемый к перекрытию на подвесках
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]
подвесной потолок
фальшпотолок
навесной потолок
Потолок, состоящий из съемных и взаимозаменяемых панелей, который создает область между декоративной поверхностью и структурой над ней.
(ISO/IEC 11801)
[ http://www.iks-media.ru/glossary/index.html?glossid=2400324]
Устройство подвесного потолка
Устройство подвесных потолков: 1 — гипсоволоконные плиты; 2 — направляющие Т-профили; 3 — промежуточные Т-профили; 4 — подвески с регулируемыми пластинами; 5 — уровень чистого потолка; 6 — пристенный уголокМонтируя подвесной потолок, сначала производят сборку направляющих профилей. В комплект подвесного потолка входит два вида профилей ( пристенный уголок и Т-образный профиль), а также вертикальные подвески и регулировочные пружинные пластины.
Сначала потолок очищают от грязи, пыли и проводят разметку. С помощью гибкого уровня провешивают и отмечают линию горизонта чистого потолка. Отмечают на всех стенах по периметру потолка точки уровня, а затем соединяют все точки сплошной линией.
Далее проводят разбивку потолка. Так как стандартный размер гипсовых и гипсоволоконных плит 60x60 см, то разметку крепления направляющих профилей проводят на расстоянии 60 см друг от друга. Сначала на полу комнаты проводят черновую раскладку плит, чтобы определять количество плит, помещающихся по длине и ширине комнаты. Если количество плит оказывается целое, то разметку на потолке начинают, отступив от стены на расстояние 60 см. Если же количество плит — дробное, то для симметричного их размещения на потолке первые разметки от стен делают на расстоянии, равном половине остатка длины или ширины комнаты. Например: длина комнаты 500 см, делим на размер плитки 60 см и получаем 8 целых плиток (480 см) и 20 см остатка. Делим остаток пополам, полученные 10 см и есть расстояние, на которое необходимо отступить от стены (по длине комнаты) для разметки первого направляющего профиля. Отметив эту точку (вверху стен1>1 у потолка), отмечают такое же расстояние на противоположной стене. Между этими точками натягивают шнур и вдоль шнура на расстоянии 100 см друг от друга в поверхности потолка просверливают отверстия для креплений профиля. Отступив от первого ряда на 60 см, снова натягивают шнур и вдоль него просверливают отверстия под крепежные аксессуары. Таким образом, передвигая шнур на 60 см от предыдущего размеченного ряда, размечают и высверливают отверстия на всей поверхности потолка. Для крепления пристенных уголков также высверливают в намеченных местах над линией уровня чистого потолка.
Следующим шагом в устройстве потолка будет закрепление пристенного уголка. Длина уголка 360 см, он имеет два ребра, одно из которых содержит многочисленные отверстия для крепления, а второе ребро с наружной стороны покрыто (декорировано) эмалью или винилом. Уголок крепят к стене декорированной стороной вниз. Если длина стены больше длины уголка, то уголок наращивают путем стыковки с отрезком уголка необходимой длины. В углах комнаты профили сопрягают, обрезав декоративное ребро под углом 45°. Раскрой профилей производят ножовкой по металлу. Прикручивают уголок к стенам с помощью шурупов, строго следя за совпадением лицевой стороны уголка с линией уровня чистого потолка.
Далее необходимо подвесить направляющие Т-образные профили. В высверленные отверстия в потолке забивают пластмассовые или деревянные пробки и вкручивают в них крюкообразные дюбеля. Собирают вертикальные подвески, вставляя их по двое в пружинную (Н-образную) пластину, причем с одной стороны вставляют прут-подвеску с петлей, а с другой стороны — подвеску с крюком. Подвеску в сборе петлей набрасывают на крюк дюбеля. Сначала цепляют крайние в ряду подвески, на крюки подвесок цепляют Т-образный профиль лицевой стороной вниз и регулируют с помощью пружинной пластины, поднимая или опуская ее, уровень профиля совмещая с уровнем пристенных уголков — лицевые плоскости уголка и профиля должны совпадать. Если расстояние от стены до стены в направляющих радах больше длины профиля, то второй конец профиля регулируют по высоте с помощью гибкого уровня. Недостающий кусок профиля наращивают, соединив в торец имеющимися на концах профилей замками-защелками.
Отрегулировав уровень профиля на концах, на дюбеля в этом ряду цепляют остальные промежуточные подвески и на их крюки подвешивают весь направляющий профиль. При помощи гибкого уровня проверяют уровень профиля по всей длине, и провисшие места поднимают с помощью регулировки вертикальных подвесок. Таким же способом подвешивают остальные направляющие профили. После подвешивания всех рядов направляющих профилей и окончательной проверки уровня потолка можно приступать к самой облицовке потолка.
В комплект подвесного потолка входят, кроме направляющих, еще промежуточные вставки Т-образного профиля. Длина их 60 см, и предназначены они для поперечного прокладывания между облицовочными плитками в каждом ряду. Поэтому, приступая к облицовке, необходимо приготовить для двух пристенных рядов не только неполномерные плитки, но и в соответствии с шириной этих рядов нарезать прокладочные профили. Для раскроя профилей используют ножовку по металлу, а для нарезки плиток из гипсоволокна — острый нож. Если в длину ряда также не помещается целое количество плиток, то крайние плитки в рядах нарезают, рассчитав остаток в ряду и поделив пополам. Например: длина ряда 350 см делится на 60 см и остаток, равный 50 см, делится на два — 25 см, это ширина всех краевых плиток в каждом ряду.
Укладку плиток начинают с угла комнаты. Берут краевую плитку первого ряда (если краевые ряды и краевые плитки неполномерные, она должна быть по расчетам взятого для примера помещения 10x25 см) и укладывают в углу комнаты, опирая двумя сторонами на уголок и третьей стороной — на направляющий профиль. К четвертой стороне плитки приставляют промежуточный профиль, оперев на пристенный уголок и направляющий профиль.
Следующую плитку укладывают впритык к промежуточному профилю, оперев тремя сторонами на уголок, на промежуточный профиль и на направляющий. Таким образом заполняют весь ряд неполномерными плитками и прокладывают промежуточными неполномерными профилями.
Последняя плитка в ряду должна быть, как и первая, самая маленькая по размеру. Следующие ряды заполняются полномерными плитками и прокладочными профилями и только краевые плитки в рядах неполномерные. Первые плитки последующих рядов опираются одной стороной на пристенный уголок, двумя сторонами — на направляющие профили, а четвертой — на приставленный к плитке промежуточный профиль. Остальные плитки опираются противоположными сторонами на направляющие и промежуточные профили.
Последний ряд, как и первый, собирается из неполномерных плиток и укороченных по ширине ряда промежуточных профилей. Некоторую трудность составляет укладка последней плитки в последнем ряду. Потолочный массив в конце сборки имеет определенное напряжение, и плитки последнего ряда устанавливаются на место впритирку. Поэтому имеет смысл уменьшить их в размере на 2-3 мм по длине и ширине.
Для устройства в подвесном потолке системы электрического освещения используют осветительные щиты с вмонтированными в них приборами освещения. Размеры щитов 60x60 см. Устанавливаются они в подвесном потолке в намеченном месте вместо облицовочных плит таким же способом, как и сами плиты.
[ http://www.helpmaste.ru/artcl-ustrvo_podvesnuh_potolkov.html]
Пожалуй, самыми популярными сегодня считаются подвесные потолки. Они позволяют:
– скрыть коммуникации, смонтированные на потолке, оставив при этом доступ к электрической проводке, вентиляционному и тепловому оборудованию и пр.;
– встраивать разнообразные осветительные приборы;
– устанавливать системы пожаротушения и вентиляционные решетки;
– выравнивать разноуровневый потолок;
– создавать разноуровневый потолок при изначально плоском базовом потолке;
– улучшать акустику помещений.
В современном строительстве широко используются потолки из минераловатных или минераловолокнистых плит.
Плиточные подвесные потолки состоят из каркаса и плит из мягкого или твердого минерального волокна толщиной 1,5 см и размерами 600 х 600 или 610 х 610 мм. В каталоге фирмы «Armstrong» имеются также плиты 600 х 1200 и 625 х 1250 мм. Однако в наличии они бывают не всегда, и чаще всего их приходится заказывать.
Каркас представляет собой набор металлических реек, соединенных между собой в модульную решетку.
Конструкция подвесного потолка состоит из следующих компонентов:
– несущий каркас из металлических труб, уголков, швеллеров и пр.;
– заполнение (плиты, рейки, листы и пр.).
В качестве несомых элементов подвесного потолка или его заполнения используют гипсовые плиты или ДСП, плиты «Акмигран» и «Акминит», плиты из металлических листов, асбестоцементные листы и др. Для устройства акустических подвесных потолков применяют минераловатные плиты, перфорированные гипсовые и металлические плиты, двуслойные плиты с лицевым перфорированным слоем из минераловатной плиты и ДВП.
Подвесные потолки бывают двух видов:
– плиточные;
– реечные.
Плиточные, в свою очередь, подразделяются на влагостойкие и невлагостойкие. Первые чаще всего используются в ванных комнатах, туалетах и на кухнях. Невлагостойкие потолки в этих помещениях устраивать не рекомендуется, так как спустя какое-то время установленные плитки покоробятся и попросту выйдут из строя.
В этом отношении самыми удобными являются реечные потолки: дело в том, что подвесные реечные потолки изготовлены из алюминия, который не боится влаги.Плиточные подвесные потолки
На российском рынке имеется богатый выбор потолков данного типа. Они различаются не только по цене, но и по качеству и назначению, каждый подвесной потолок имеет свои особенности и отличия.
При покупке подвесного потолка особое внимание следует обратить на стыковку плит с каркасом. Дело в том, что продавцы довольно часто продают каркас одной фирмы-производителя, а плиты – другой. Смонтировать такой потолок очень трудно.
Если удастся это сделать, нет гарантии, что он прослужит долго: такой потолок очень быстро начнет деформироваться. Необходимо следить за тем, чтобы форма кромок плит соответствовала типу каркаса.
Самостоятельно смонтировать подвесной потолок можно только в помещениях небольшой площади. В другом случае, особенно если нет опыта подобной работы, лучше всего воспользоваться услугами профессиональных монтажников.
Подвесные каркасы делятся на 3 вида:
– видимый каркас;
– полускрытый каркас;
– скрытый каркас.
В России наибольшее распространение получили видимые и полускрытые каркасы, что обусловлено низкими ценами и простотой монтажа.
Сами подвесные потолки бывают плоскостные и криволинейные.
Последние удобно монтировать при составлении разноуровневых потолков.
В зависимости от материалов, из которых изготовлены потолочные системы, подвесные потолки делятся на следующие виды:
– потолки из минераловатных плит;
– потолки из минераловолокнистых плит;
– потолки из гипсовых плит;
– зеркальные потолки;
– металлические потолки;
– потолки с искусственным освещением.Общая характеристика потолков из минераловолокнистых плит
Минеральное волокно – экологически чистый материал, обеспечивающий отличную звукоизоляцию и тепло. Однако в помещениях с повышенной влажностью (например, кухнях и ванных комнатах) этот материал использовать не рекомендуется.
После покупки, в том случае, если потолок монтируется не сразу, плиты хранят в помещении с температурой 18–30 °C при относительной влажности 70 %. Однако плиты некоторых фирм-производителей можно устанавливать в помещениях с температурой до 40 °C и влажностью до 95 %.
Плиты чаще всего имеют белый цвет, но некоторые производители выпускают панели, окрашенные в различные цвета. Также плиты можно окрашивать латексными красками, однако при этом огнестойкость данного материала понижается.
Потолки из минераловолокнистых плит имеют различную структуру поверхности: гладкая обладает хорошим светоотражением в помещениях с непрямым освещением, фактурная обеспечивает хорошую звукоизоляцию благодаря незаметным микроотверстиям.Общая характеристика потолков из минераловатных плит
Минераловатные плиты представляют собой панели с высокими шумопоглощающими свойствами. Чаще всего эти плиты называют акустическими. Они обладают следующими свойствами:
– снижают общий уровень шума; коэффициент звукопоглощения варьируется от 75 до 90 %;
– отвечают российским стандартам пожарной безопасности;
– могут использоваться в помещениях с повышенной влажностью воздуха (до 95 %).
Существует около 1000 различных оттенков минераловатных плит. При правильной эксплуатации можно надолго сохранить первоначальный цвет таких потолков.Плиточные потолки из пенополистирола
Самым недорогим и практичным материалом для отделки потолка считается декоративная потолочная плитка из полистирола. С помощью обычных инструментов можно довольно быстро оклеить потолок. При работе с полистирольными плитами необходимо знать некоторые правила. Первое – выбор плиток при покупке. Полистирольные плитки подразделяются на 3 основные группы:
– прессованные (штампованные);
– инжекционные;
– экструдированные.
Прессованные плитки производятся из полос толщиной 6–7 мм, нарезанных из блоков пенополистирола строительного назначения.
Инжекционные получают в пресс-формах формовочно-литьевого автомата путем спекания пенополистирольного сырья. Толщина готовых плит 9–14 мм.
Экструдированные получают из экструдированной полистирольной полосы, окрашенной или покрытой пленкой способом прессования.
Второе правило – геометрически выверенные размеры плитки. Большие погрешности в плитке становятся заметными при отделке потолка.
Правильные размеры чаще всего имеет только инжекционная плитка благодаря технологии производства, в то время как прессованная и экструдированная плитка довольно часто характеризуются некоторыми неточностями в размерах.
Производители экструдированной и прессованной плитки продолжают совершенствовать геометрические размеры изделий и добиваются положительных результатов. Тем не менее при покупке обязательно следует проверять плитки.
Третье правило – просушивание пенополистирольных плиток до монтажа в сухом и теплом помещении в течение 3 дней в распакованном виде, иначе вследствие усадки на потолке между плитками могут появиться щели. В особенности это касается инжекционных плиток.
Четвертое правило – сажать плитки следует только на клей, который после сушки становится прозрачным.Инструменты и материалы для устройства подвесного потолка
Для монтажа подвесного потолка фирмы потребуются следующие инструменты:
– рулетка;
– ножницы по металлу;
– отбивной шнур;
– дрель;
– нож со сменными лезвиями для резки плиток;
– ножовка по металлу.
Инструменты для приклейки пенополистирольных плиток:
– гвозди 70–80 мм для монтажа деревянного каркаса под плиты;
– рулетка;
– отбивной шнур;
– молоток;
– нож со сменными лезвиями для резки плиток;
– ножовка по дереву;
– шпатель для нанесения клеевого состава на плитки.
Для наклеивания декоративных пенополистирольных плиток на любые впитывающие минеральные поверхности используют клей на основе ПВА с наполнителями. При высыхании такой клей имеет серо-белый или кремовый цвет. Поэтому в некоторых случаях необходимо брать другой клей – на основе ПВА, но без наполнителей: такой клей после сушки становится прозрачным. Предварительно деревянный каркас огрунтовывают водным раствором ПВА.
Пенополистирольные плитки отечественного производства «Акмигран» и «Акминит» в основном используют в жилых помещениях. Выпускаются такие плитки в виде квадратов размерами 300 х 300, 600 х 600 и 900 х 900 мм, толщиной 20 мм. Облегченная конструкция, правильная прямоугольная форма, ровная лицевая поверхность делают плитки «Акмигран» и «Акминит» очень удобными для облицовки потолков в домашних условиях.
Лицевая сторона плиток матовая, равномерно окрашенная, может быть гладкой, пористой и с различной фактурой (под пробку, джутовое плетение, рифленой, трещиноватой и т. д.).
Крепят данные плитки на черновой каркас. Для более удобного крепления на боковых гранях плиток имеются пазы и выступы.Облицовка потолка минеральными плитками «Акмигран» и «Акминит» и гипсовыми декоративными плитками
В облицовочных работах по отделке потолка различают два способа: устройство плиточных потолков каркасной конструкции и облицовка плитками потолков бескаркасной конструкции. Устройство плиточных потолков каркасной конструкции предполагает наличие горизонтальных направляющих с подвесками (выполняющими несущую функцию подвесного потолка), заделанными в перекрытия. Монтаж таких направляющих возможен лишь при возведении несущих конструкций здания. Поэтому самостоятельно в домашних условиях такой подвесной потолок устроить технически невозможно.
Произвести облицовку потолка бескаркасной конструкции сможет практически каждый. Облицовочные работы принято вести двумя способами: с устройством чернового каркаса и без него.Устройство плиточного потолка на черновом каркасе
Монтаж конструкции, как и в других случаях, подразделяется на несколько этапов:
– подготовка, разбивка и провешивание поверхности;
– подготовка материала;
– установка плиток.
Подготовка поверхности заключается лишь в ее очистке от пыли, это вызвано больше гигиеническими требованиями, а не технологическими. При подготовке плиток сортируют их по наличию пазов и выступов на боковых гранях, в прорези вставляют закладные крюки, соединенные крепежной скобкой (рис. 21).
Рис. 21. Подготовка плиток для устройства потолка: 1 – облицовочная плитка; 2 – закладные крюки; 3 – крепежная скоба.Разбивку и провешивание поверхности начинают с определения чистого уровня потолка. Для этого гибким уровнем определяют и отмечают линии низа потолка (по ним будут установлены пристенные опорные уголки). Затем с помощью рулетки и угольника на полу помещения определяют продольную и поперечную оси и закрепляют их причальными шнурами; по одну сторону от оси раскладывают плитки, определяя таким образом количество плиток в ряду. Ряды, примыкающие к стенам, заполняют неполномерными плитками.
После этого приступают к сооружению и установке чернового каркаса: для этого в потолке по каждому предполагаемому ряду (с шагом в ряду 1 м) закрепляют стальные штыри так, как это показано на рисунке 22.
Рис. 22. Крепление чернового каркаса к потолку: 1 – отверстие в потолке; 2 – пластмассовая пробка; 3 – стальной штырь с резьбой.В потолке просверливают отверстия и забивают туда пластмассовые пробки от дюбелей или деревянные шпонки, в которые ввинчивают стальные штыри.
На стальных штырях закрепляют стальной пруток, выполняющий роль горизонтальной направляющей для крепления облицовочных плиток. По периметру стен по линиям низа потолка устанавливают опорные уголки. Черновой каркас для облицовки плитками потолка бескаркасной конструкции готов.
Следующий этап – непосредственно облицовка. Закрепив за опорные уголки на противоположных стенах причальный шнур для первого ряда (фиксирующий нижнюю плоскость потолка), от угла помещения начинают установку плит (рис. 23).
Рис. 23 Устройство плиточного потолка с использованием чернового каркаса: 1 – элементы чернового каркаса; 2 – облицовочные плитки; 3 – закладные крюки; 4 – крепежная скоба; 5 – вертикальная подвеска; 6 – согнутая (пружинная) пластина; 7 – пристенный опорный уголок.Первую плитку опирают двумя сторонами на уголки, а угол с установленными крепежными скобами с помощью вертикальной подвески и согнутой (пружинной) пластины крепят к горизонтальной направляющей чернового каркаса. Следующую плитку одной стороной опирают на пристенный опорный уголок, а выступ на ребре другой стороны совмещают с пазом уже установленной плитки. Свободный угол закрепляют (как и в первом случае) на горизонтальной направляющей чернового каркаса. И так далее до окончания ряда.
По ходу работы нужно следить за горизонтальностью плоскости подвесного потолка (для этого и нужен причальный шнур). Положение плиток, имеющих отклонение от горизонтали, регулируют смещением пружинной пластины по вертикальной подвеске.
Установка средних (не пристенных) плиток 2-го и последующих рядов отличается от установки плиток 1-го ряда тем, что 2 их стороны будут опираться не на пристенные уголки, а на пазы на ребрах ранее уложенных плиток.
По окончании облицовочных работ пристенные опорные уголки можно будет закрыть деревянным потолочным плинтусом.Устройство плиточного потолка без чернового каркаса
Подготовка поверхности потолка к укладке плиток и подготовка материала в данном случае полностью аналогичны предварительным работам при устройстве подвесного потолка с использованием чернового каркаса. Непосредственно облицовочные работы отличаются от способа облицовки с применением чернового каркаса весьма значительно.
Для начала по периметру помещения на стенах на уровне чистого потолка закрепляют опорные уголки. В потолке с шагом, равным длине плиток, просверливают отверстия, в которые забивают пластмассовые пробки от дюбелей либо деревянные шпонки. Затем с помощью дюбелей или шурупов ввинчивают в эти пробки или шпонки подвески для установки облицовочных плиток.
Работу начинают от угла помещения. Первую облицовочную плитку устанавливают следующим образом: 2 сторонами опирают на пристенные уголки, а свободный угол плитки надевают крепежной скобой на подвеску. Вторую плитку устанавливают одной стороной на опорный уголок, выступ другой стороны вставляют в паз уже установленной плитки, а свободный угол закрепляют на подвеску аналогично 1-й плитке. Дальнейшую облицовку производят по уже отработанной технологии (рис. 24).
Рис. 24. Устройство плиточного потолка без применения чернового каркаса: 1 – облицовочные плитки; 2 – закладные крюки с крепежной скобой; 3 – подвеска; 4 – шуруп либо дюбель; 5 – пластмассовая пробка или деревянная шпонка; 6 – опорные уголки.Уход за плиточными потолками
Поскольку гипсовые материалы в достаточной степени обладают гигроскопичностью, то их не рекомендуется мыть. Пыль с таких поверхностей удаляют мягкой влажной ветошью, укрепленной на щетке с жесткой щетиной или на венике.
Облицовку в местах отслоения плиток ремонтируют, а треснувшие и сильно загрязненные плитки заменяют новыми (для этого следует оставлять запас материалов). В том случае, если при облицовке потолка были использованы минеральные плитки «Акмигран» и «Акминит», то уход за ними не допускает никакого контакта с водой, приемлема только сухая уборка с помощью пылесоса.Устройство реечных потолков
Реечный подвесной потолок (рис. 25) состоит из алюминиевых реек, загнутых по бокам. В основном в продаже бывают рейки длиной 3 и 4 м. В некоторых фирмах имеются специальные режущие станки, с помощью которых можно отрезать рейку любой длины. Ширина реек – 9, 10, 15, 20 см. Следует сказать, что чаще всего приобретают 10-сантиметровые рейки.
Рис. 25. Устройство реечного подвесного потолка.Другим важным параметром реек для подвесного потолка является их толщина. Чем толще рейка, тем надежнее будет потолок. Самая подходящая толщина для реек – 0,5 мм: этого будет достаточно для того, чтобы потолок не деформировался. Если рейки более тонкие, потолок может погнуться и на нем будут заметны вмятины.
Рейки для подвесных потолков бывают 3 типов:
– открытые;
– закрытые;
– со вставками.
Закрытые рейки (рис. 26) крепят встык, заводя друг за друга, в то время как между открытыми рейками остается небольшой зазор, который, однако, не заметен, если потолок высокий – около 5 м.
Рис. 26. Типы закрытых реек для подвесного потолка.Рейки со вставками (рис. 27) немного напоминают открытые, только расстояние между ними прикрывают узкие алюминиевые полоски.
Рис. 27. Рейки со вставками: а – изнаночная сторона; б – лицевая сторона.Рейки бывают самых разнообразных цветов, однако до сих пор самым популярным цветом остается белый.
При покупке потолка обращают внимание на то, чтобы рейки были упакованы в полиэтиленовую пленку, защищающую материал от царапин и повреждений во время транспортировки. Качественный товар продается именно так. Если потолок не упакован, имеет смысл отказаться от покупки. Все уважающие себя фирмы выпускают потолки на продажу только в полиэтиленовой упаковке.
Реечные потолки бывают открытыми и закрытыми. Основная особенность реечного потолка открытого типа состоит в наличии открытого пространства между декоративными панелями. Такие потолки, как правило, применяют в помещениях с высокими потолками. В обычных жилых помещениях такие потолки устанавливают очень редко, в основном из-за желания создать особое освещение: светильники на потолке должны быть развернуты таким образом, чтобы световой поток не попадал в межпотолочное пространство.
Существует 2 модификации реечных потолков открытого типа (рис. 28): 84 О и 84 О". В основном обе модели отличаются друг от друга шириной зазора между панелями: 6–16 см. Для моделирования таких элементов интерьера, как арки и переходы между разноуровневыми потолками в реечном потолке открытого типа используется стрингер AR.
Рис. 28. Модели потолков открытого типа: а – потолочная панель; б – стрингер; в – закрывающий профиль.Основное отличие потолка закрытого типа от открытого заключается в отсутствии открытого пространства между декоративными панелями. Потолок закрытого типа полностью скрывает внешние коммуникации – противопожарные, электрическую проводку. Реечные закрытые потолки выпускаются следующих типов (рис. 29): 84R, 15 °C и 84R (V).
Рис. 29. Модели потолков закрытого типа: а – потолочная панель; б – стрингер; в – закрывающий профиль.
К модели 84R относится профиль шириной 84 мм, с промежуточным профилем п-образной формы, шириной 16 мм.
К модели потолка 84R (V) относят широкий профиль шириной 84 мм, промежуточный профиль v-образной формы, шириной 16 мм. Указанные выше типы подвесных реечных потолков различаются по дизайну, но совмещаются с помощью стрингера R (подвесной системы), одинакового для всех типов. Для моделирования арок, волн и переходов между различными по высоте уровнями в реечном потолке закрытого типа применяется радиусный стрингер AR. Комплект подвесного потолка закрытого типа 150C включает в себя профили шириной 150 мм, крепление которых на стрингер производится стык в стык.Монтаж подвесных реечных потолков
В комплект подвесного потолка входят:
– собственно рейки;
– шина (каркас);
– плинтус.
Также к комплекту прилагается и инструкция по монтажу.
Кроме реек, важной составной частью конструкции является шина, представляющая собой стальную или алюминиевую планку с зубчиками, за которые цепляют рейки. Для каждого типа реек требуется особая шина, чтобы на готовом покрытии не было перекосов, щелей и изгибов. Кроме того, рейки одной фирмы нельзя крепить на шину другой.
Шину с прикрепленными к ней рейками цепляют за подвес, который можно регулировать по высоте. Это очень важная деталь всей конструкции: потолок получил свое название потому, что висит на подвесе. Следует помнить о том, что подвесные реечные потолки занимают достаточно много места (5–11 см высоты), и применение их в квартире с низкими потолками нецелесообразно.
Плинтус – это декоративная деталь, закрывающая стык между стеной и потолком.
Установку реечного подвесного потолка можно осуществить самостоятельно. Особых умений не потребуется. Главное – действовать очень осторожно, придерживаясь инструкции.
В том случае, если требуется объединить потолком два помещения, находящихся на разных уровнях, приобретают изогнутый подвесной реечный потолок (рис. 30).
Рис. 30. Рейки для изогнутого подвесного потолка.Весь ассортимент реечных потолков условно можно разделить на 5 групп:
– металлик;
– матовый;
– глянцевый;
– зеркальный;
– фактурный.
Цветовая гамма реечных потолков представлена 27 оттенками, причем для каждого вида поверхности есть определенное количество оттенков. Так, например, для матового – 9, для глянцевого – 2, для металлика – 10, для зеркального – 4, для фактурного – 2.
Существуют следующие варианты сборки реечных потолков (рис. 31):
– геометрический узор;
– разноуровневый потолок;
– зеркальный;
– комбинированный (совмещение реечного потолка с другими видами отделки, например, гипсокартоном);
– зональное разделение комнат;
– оформление арок;
– моделирование волн.
[ http://stroy-zametki.narod.ru/2_31.html#1]Тематики
EN
DE
FR
Англо-русский словарь нормативно-технической терминологии > drop ceiling
100 dropped ceiling
потолок подвесной
Потолок, прикрепляемый к перекрытию на подвесках
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]
подвесной потолок
фальшпотолок
навесной потолок
Потолок, состоящий из съемных и взаимозаменяемых панелей, который создает область между декоративной поверхностью и структурой над ней.
(ISO/IEC 11801)
[ http://www.iks-media.ru/glossary/index.html?glossid=2400324]
Устройство подвесного потолка
Устройство подвесных потолков: 1 — гипсоволоконные плиты; 2 — направляющие Т-профили; 3 — промежуточные Т-профили; 4 — подвески с регулируемыми пластинами; 5 — уровень чистого потолка; 6 — пристенный уголокМонтируя подвесной потолок, сначала производят сборку направляющих профилей. В комплект подвесного потолка входит два вида профилей ( пристенный уголок и Т-образный профиль), а также вертикальные подвески и регулировочные пружинные пластины.
Сначала потолок очищают от грязи, пыли и проводят разметку. С помощью гибкого уровня провешивают и отмечают линию горизонта чистого потолка. Отмечают на всех стенах по периметру потолка точки уровня, а затем соединяют все точки сплошной линией.
Далее проводят разбивку потолка. Так как стандартный размер гипсовых и гипсоволоконных плит 60x60 см, то разметку крепления направляющих профилей проводят на расстоянии 60 см друг от друга. Сначала на полу комнаты проводят черновую раскладку плит, чтобы определять количество плит, помещающихся по длине и ширине комнаты. Если количество плит оказывается целое, то разметку на потолке начинают, отступив от стены на расстояние 60 см. Если же количество плит — дробное, то для симметричного их размещения на потолке первые разметки от стен делают на расстоянии, равном половине остатка длины или ширины комнаты. Например: длина комнаты 500 см, делим на размер плитки 60 см и получаем 8 целых плиток (480 см) и 20 см остатка. Делим остаток пополам, полученные 10 см и есть расстояние, на которое необходимо отступить от стены (по длине комнаты) для разметки первого направляющего профиля. Отметив эту точку (вверху стен1>1 у потолка), отмечают такое же расстояние на противоположной стене. Между этими точками натягивают шнур и вдоль шнура на расстоянии 100 см друг от друга в поверхности потолка просверливают отверстия для креплений профиля. Отступив от первого ряда на 60 см, снова натягивают шнур и вдоль него просверливают отверстия под крепежные аксессуары. Таким образом, передвигая шнур на 60 см от предыдущего размеченного ряда, размечают и высверливают отверстия на всей поверхности потолка. Для крепления пристенных уголков также высверливают в намеченных местах над линией уровня чистого потолка.
Следующим шагом в устройстве потолка будет закрепление пристенного уголка. Длина уголка 360 см, он имеет два ребра, одно из которых содержит многочисленные отверстия для крепления, а второе ребро с наружной стороны покрыто (декорировано) эмалью или винилом. Уголок крепят к стене декорированной стороной вниз. Если длина стены больше длины уголка, то уголок наращивают путем стыковки с отрезком уголка необходимой длины. В углах комнаты профили сопрягают, обрезав декоративное ребро под углом 45°. Раскрой профилей производят ножовкой по металлу. Прикручивают уголок к стенам с помощью шурупов, строго следя за совпадением лицевой стороны уголка с линией уровня чистого потолка.
Далее необходимо подвесить направляющие Т-образные профили. В высверленные отверстия в потолке забивают пластмассовые или деревянные пробки и вкручивают в них крюкообразные дюбеля. Собирают вертикальные подвески, вставляя их по двое в пружинную (Н-образную) пластину, причем с одной стороны вставляют прут-подвеску с петлей, а с другой стороны — подвеску с крюком. Подвеску в сборе петлей набрасывают на крюк дюбеля. Сначала цепляют крайние в ряду подвески, на крюки подвесок цепляют Т-образный профиль лицевой стороной вниз и регулируют с помощью пружинной пластины, поднимая или опуская ее, уровень профиля совмещая с уровнем пристенных уголков — лицевые плоскости уголка и профиля должны совпадать. Если расстояние от стены до стены в направляющих радах больше длины профиля, то второй конец профиля регулируют по высоте с помощью гибкого уровня. Недостающий кусок профиля наращивают, соединив в торец имеющимися на концах профилей замками-защелками.
Отрегулировав уровень профиля на концах, на дюбеля в этом ряду цепляют остальные промежуточные подвески и на их крюки подвешивают весь направляющий профиль. При помощи гибкого уровня проверяют уровень профиля по всей длине, и провисшие места поднимают с помощью регулировки вертикальных подвесок. Таким же способом подвешивают остальные направляющие профили. После подвешивания всех рядов направляющих профилей и окончательной проверки уровня потолка можно приступать к самой облицовке потолка.
В комплект подвесного потолка входят, кроме направляющих, еще промежуточные вставки Т-образного профиля. Длина их 60 см, и предназначены они для поперечного прокладывания между облицовочными плитками в каждом ряду. Поэтому, приступая к облицовке, необходимо приготовить для двух пристенных рядов не только неполномерные плитки, но и в соответствии с шириной этих рядов нарезать прокладочные профили. Для раскроя профилей используют ножовку по металлу, а для нарезки плиток из гипсоволокна — острый нож. Если в длину ряда также не помещается целое количество плиток, то крайние плитки в рядах нарезают, рассчитав остаток в ряду и поделив пополам. Например: длина ряда 350 см делится на 60 см и остаток, равный 50 см, делится на два — 25 см, это ширина всех краевых плиток в каждом ряду.
Укладку плиток начинают с угла комнаты. Берут краевую плитку первого ряда (если краевые ряды и краевые плитки неполномерные, она должна быть по расчетам взятого для примера помещения 10x25 см) и укладывают в углу комнаты, опирая двумя сторонами на уголок и третьей стороной — на направляющий профиль. К четвертой стороне плитки приставляют промежуточный профиль, оперев на пристенный уголок и направляющий профиль.
Следующую плитку укладывают впритык к промежуточному профилю, оперев тремя сторонами на уголок, на промежуточный профиль и на направляющий. Таким образом заполняют весь ряд неполномерными плитками и прокладывают промежуточными неполномерными профилями.
Последняя плитка в ряду должна быть, как и первая, самая маленькая по размеру. Следующие ряды заполняются полномерными плитками и прокладочными профилями и только краевые плитки в рядах неполномерные. Первые плитки последующих рядов опираются одной стороной на пристенный уголок, двумя сторонами — на направляющие профили, а четвертой — на приставленный к плитке промежуточный профиль. Остальные плитки опираются противоположными сторонами на направляющие и промежуточные профили.
Последний ряд, как и первый, собирается из неполномерных плиток и укороченных по ширине ряда промежуточных профилей. Некоторую трудность составляет укладка последней плитки в последнем ряду. Потолочный массив в конце сборки имеет определенное напряжение, и плитки последнего ряда устанавливаются на место впритирку. Поэтому имеет смысл уменьшить их в размере на 2-3 мм по длине и ширине.
Для устройства в подвесном потолке системы электрического освещения используют осветительные щиты с вмонтированными в них приборами освещения. Размеры щитов 60x60 см. Устанавливаются они в подвесном потолке в намеченном месте вместо облицовочных плит таким же способом, как и сами плиты.
[ http://www.helpmaste.ru/artcl-ustrvo_podvesnuh_potolkov.html]
Пожалуй, самыми популярными сегодня считаются подвесные потолки. Они позволяют:
– скрыть коммуникации, смонтированные на потолке, оставив при этом доступ к электрической проводке, вентиляционному и тепловому оборудованию и пр.;
– встраивать разнообразные осветительные приборы;
– устанавливать системы пожаротушения и вентиляционные решетки;
– выравнивать разноуровневый потолок;
– создавать разноуровневый потолок при изначально плоском базовом потолке;
– улучшать акустику помещений.
В современном строительстве широко используются потолки из минераловатных или минераловолокнистых плит.
Плиточные подвесные потолки состоят из каркаса и плит из мягкого или твердого минерального волокна толщиной 1,5 см и размерами 600 х 600 или 610 х 610 мм. В каталоге фирмы «Armstrong» имеются также плиты 600 х 1200 и 625 х 1250 мм. Однако в наличии они бывают не всегда, и чаще всего их приходится заказывать.
Каркас представляет собой набор металлических реек, соединенных между собой в модульную решетку.
Конструкция подвесного потолка состоит из следующих компонентов:
– несущий каркас из металлических труб, уголков, швеллеров и пр.;
– заполнение (плиты, рейки, листы и пр.).
В качестве несомых элементов подвесного потолка или его заполнения используют гипсовые плиты или ДСП, плиты «Акмигран» и «Акминит», плиты из металлических листов, асбестоцементные листы и др. Для устройства акустических подвесных потолков применяют минераловатные плиты, перфорированные гипсовые и металлические плиты, двуслойные плиты с лицевым перфорированным слоем из минераловатной плиты и ДВП.
Подвесные потолки бывают двух видов:
– плиточные;
– реечные.
Плиточные, в свою очередь, подразделяются на влагостойкие и невлагостойкие. Первые чаще всего используются в ванных комнатах, туалетах и на кухнях. Невлагостойкие потолки в этих помещениях устраивать не рекомендуется, так как спустя какое-то время установленные плитки покоробятся и попросту выйдут из строя.
В этом отношении самыми удобными являются реечные потолки: дело в том, что подвесные реечные потолки изготовлены из алюминия, который не боится влаги.Плиточные подвесные потолки
На российском рынке имеется богатый выбор потолков данного типа. Они различаются не только по цене, но и по качеству и назначению, каждый подвесной потолок имеет свои особенности и отличия.
При покупке подвесного потолка особое внимание следует обратить на стыковку плит с каркасом. Дело в том, что продавцы довольно часто продают каркас одной фирмы-производителя, а плиты – другой. Смонтировать такой потолок очень трудно.
Если удастся это сделать, нет гарантии, что он прослужит долго: такой потолок очень быстро начнет деформироваться. Необходимо следить за тем, чтобы форма кромок плит соответствовала типу каркаса.
Самостоятельно смонтировать подвесной потолок можно только в помещениях небольшой площади. В другом случае, особенно если нет опыта подобной работы, лучше всего воспользоваться услугами профессиональных монтажников.
Подвесные каркасы делятся на 3 вида:
– видимый каркас;
– полускрытый каркас;
– скрытый каркас.
В России наибольшее распространение получили видимые и полускрытые каркасы, что обусловлено низкими ценами и простотой монтажа.
Сами подвесные потолки бывают плоскостные и криволинейные.
Последние удобно монтировать при составлении разноуровневых потолков.
В зависимости от материалов, из которых изготовлены потолочные системы, подвесные потолки делятся на следующие виды:
– потолки из минераловатных плит;
– потолки из минераловолокнистых плит;
– потолки из гипсовых плит;
– зеркальные потолки;
– металлические потолки;
– потолки с искусственным освещением.Общая характеристика потолков из минераловолокнистых плит
Минеральное волокно – экологически чистый материал, обеспечивающий отличную звукоизоляцию и тепло. Однако в помещениях с повышенной влажностью (например, кухнях и ванных комнатах) этот материал использовать не рекомендуется.
После покупки, в том случае, если потолок монтируется не сразу, плиты хранят в помещении с температурой 18–30 °C при относительной влажности 70 %. Однако плиты некоторых фирм-производителей можно устанавливать в помещениях с температурой до 40 °C и влажностью до 95 %.
Плиты чаще всего имеют белый цвет, но некоторые производители выпускают панели, окрашенные в различные цвета. Также плиты можно окрашивать латексными красками, однако при этом огнестойкость данного материала понижается.
Потолки из минераловолокнистых плит имеют различную структуру поверхности: гладкая обладает хорошим светоотражением в помещениях с непрямым освещением, фактурная обеспечивает хорошую звукоизоляцию благодаря незаметным микроотверстиям.Общая характеристика потолков из минераловатных плит
Минераловатные плиты представляют собой панели с высокими шумопоглощающими свойствами. Чаще всего эти плиты называют акустическими. Они обладают следующими свойствами:
– снижают общий уровень шума; коэффициент звукопоглощения варьируется от 75 до 90 %;
– отвечают российским стандартам пожарной безопасности;
– могут использоваться в помещениях с повышенной влажностью воздуха (до 95 %).
Существует около 1000 различных оттенков минераловатных плит. При правильной эксплуатации можно надолго сохранить первоначальный цвет таких потолков.Плиточные потолки из пенополистирола
Самым недорогим и практичным материалом для отделки потолка считается декоративная потолочная плитка из полистирола. С помощью обычных инструментов можно довольно быстро оклеить потолок. При работе с полистирольными плитами необходимо знать некоторые правила. Первое – выбор плиток при покупке. Полистирольные плитки подразделяются на 3 основные группы:
– прессованные (штампованные);
– инжекционные;
– экструдированные.
Прессованные плитки производятся из полос толщиной 6–7 мм, нарезанных из блоков пенополистирола строительного назначения.
Инжекционные получают в пресс-формах формовочно-литьевого автомата путем спекания пенополистирольного сырья. Толщина готовых плит 9–14 мм.
Экструдированные получают из экструдированной полистирольной полосы, окрашенной или покрытой пленкой способом прессования.
Второе правило – геометрически выверенные размеры плитки. Большие погрешности в плитке становятся заметными при отделке потолка.
Правильные размеры чаще всего имеет только инжекционная плитка благодаря технологии производства, в то время как прессованная и экструдированная плитка довольно часто характеризуются некоторыми неточностями в размерах.
Производители экструдированной и прессованной плитки продолжают совершенствовать геометрические размеры изделий и добиваются положительных результатов. Тем не менее при покупке обязательно следует проверять плитки.
Третье правило – просушивание пенополистирольных плиток до монтажа в сухом и теплом помещении в течение 3 дней в распакованном виде, иначе вследствие усадки на потолке между плитками могут появиться щели. В особенности это касается инжекционных плиток.
Четвертое правило – сажать плитки следует только на клей, который после сушки становится прозрачным.Инструменты и материалы для устройства подвесного потолка
Для монтажа подвесного потолка фирмы потребуются следующие инструменты:
– рулетка;
– ножницы по металлу;
– отбивной шнур;
– дрель;
– нож со сменными лезвиями для резки плиток;
– ножовка по металлу.
Инструменты для приклейки пенополистирольных плиток:
– гвозди 70–80 мм для монтажа деревянного каркаса под плиты;
– рулетка;
– отбивной шнур;
– молоток;
– нож со сменными лезвиями для резки плиток;
– ножовка по дереву;
– шпатель для нанесения клеевого состава на плитки.
Для наклеивания декоративных пенополистирольных плиток на любые впитывающие минеральные поверхности используют клей на основе ПВА с наполнителями. При высыхании такой клей имеет серо-белый или кремовый цвет. Поэтому в некоторых случаях необходимо брать другой клей – на основе ПВА, но без наполнителей: такой клей после сушки становится прозрачным. Предварительно деревянный каркас огрунтовывают водным раствором ПВА.
Пенополистирольные плитки отечественного производства «Акмигран» и «Акминит» в основном используют в жилых помещениях. Выпускаются такие плитки в виде квадратов размерами 300 х 300, 600 х 600 и 900 х 900 мм, толщиной 20 мм. Облегченная конструкция, правильная прямоугольная форма, ровная лицевая поверхность делают плитки «Акмигран» и «Акминит» очень удобными для облицовки потолков в домашних условиях.
Лицевая сторона плиток матовая, равномерно окрашенная, может быть гладкой, пористой и с различной фактурой (под пробку, джутовое плетение, рифленой, трещиноватой и т. д.).
Крепят данные плитки на черновой каркас. Для более удобного крепления на боковых гранях плиток имеются пазы и выступы.Облицовка потолка минеральными плитками «Акмигран» и «Акминит» и гипсовыми декоративными плитками
В облицовочных работах по отделке потолка различают два способа: устройство плиточных потолков каркасной конструкции и облицовка плитками потолков бескаркасной конструкции. Устройство плиточных потолков каркасной конструкции предполагает наличие горизонтальных направляющих с подвесками (выполняющими несущую функцию подвесного потолка), заделанными в перекрытия. Монтаж таких направляющих возможен лишь при возведении несущих конструкций здания. Поэтому самостоятельно в домашних условиях такой подвесной потолок устроить технически невозможно.
Произвести облицовку потолка бескаркасной конструкции сможет практически каждый. Облицовочные работы принято вести двумя способами: с устройством чернового каркаса и без него.Устройство плиточного потолка на черновом каркасе
Монтаж конструкции, как и в других случаях, подразделяется на несколько этапов:
– подготовка, разбивка и провешивание поверхности;
– подготовка материала;
– установка плиток.
Подготовка поверхности заключается лишь в ее очистке от пыли, это вызвано больше гигиеническими требованиями, а не технологическими. При подготовке плиток сортируют их по наличию пазов и выступов на боковых гранях, в прорези вставляют закладные крюки, соединенные крепежной скобкой (рис. 21).
Рис. 21. Подготовка плиток для устройства потолка: 1 – облицовочная плитка; 2 – закладные крюки; 3 – крепежная скоба.Разбивку и провешивание поверхности начинают с определения чистого уровня потолка. Для этого гибким уровнем определяют и отмечают линии низа потолка (по ним будут установлены пристенные опорные уголки). Затем с помощью рулетки и угольника на полу помещения определяют продольную и поперечную оси и закрепляют их причальными шнурами; по одну сторону от оси раскладывают плитки, определяя таким образом количество плиток в ряду. Ряды, примыкающие к стенам, заполняют неполномерными плитками.
После этого приступают к сооружению и установке чернового каркаса: для этого в потолке по каждому предполагаемому ряду (с шагом в ряду 1 м) закрепляют стальные штыри так, как это показано на рисунке 22.
Рис. 22. Крепление чернового каркаса к потолку: 1 – отверстие в потолке; 2 – пластмассовая пробка; 3 – стальной штырь с резьбой.В потолке просверливают отверстия и забивают туда пластмассовые пробки от дюбелей или деревянные шпонки, в которые ввинчивают стальные штыри.
На стальных штырях закрепляют стальной пруток, выполняющий роль горизонтальной направляющей для крепления облицовочных плиток. По периметру стен по линиям низа потолка устанавливают опорные уголки. Черновой каркас для облицовки плитками потолка бескаркасной конструкции готов.
Следующий этап – непосредственно облицовка. Закрепив за опорные уголки на противоположных стенах причальный шнур для первого ряда (фиксирующий нижнюю плоскость потолка), от угла помещения начинают установку плит (рис. 23).
Рис. 23 Устройство плиточного потолка с использованием чернового каркаса: 1 – элементы чернового каркаса; 2 – облицовочные плитки; 3 – закладные крюки; 4 – крепежная скоба; 5 – вертикальная подвеска; 6 – согнутая (пружинная) пластина; 7 – пристенный опорный уголок.Первую плитку опирают двумя сторонами на уголки, а угол с установленными крепежными скобами с помощью вертикальной подвески и согнутой (пружинной) пластины крепят к горизонтальной направляющей чернового каркаса. Следующую плитку одной стороной опирают на пристенный опорный уголок, а выступ на ребре другой стороны совмещают с пазом уже установленной плитки. Свободный угол закрепляют (как и в первом случае) на горизонтальной направляющей чернового каркаса. И так далее до окончания ряда.
По ходу работы нужно следить за горизонтальностью плоскости подвесного потолка (для этого и нужен причальный шнур). Положение плиток, имеющих отклонение от горизонтали, регулируют смещением пружинной пластины по вертикальной подвеске.
Установка средних (не пристенных) плиток 2-го и последующих рядов отличается от установки плиток 1-го ряда тем, что 2 их стороны будут опираться не на пристенные уголки, а на пазы на ребрах ранее уложенных плиток.
По окончании облицовочных работ пристенные опорные уголки можно будет закрыть деревянным потолочным плинтусом.Устройство плиточного потолка без чернового каркаса
Подготовка поверхности потолка к укладке плиток и подготовка материала в данном случае полностью аналогичны предварительным работам при устройстве подвесного потолка с использованием чернового каркаса. Непосредственно облицовочные работы отличаются от способа облицовки с применением чернового каркаса весьма значительно.
Для начала по периметру помещения на стенах на уровне чистого потолка закрепляют опорные уголки. В потолке с шагом, равным длине плиток, просверливают отверстия, в которые забивают пластмассовые пробки от дюбелей либо деревянные шпонки. Затем с помощью дюбелей или шурупов ввинчивают в эти пробки или шпонки подвески для установки облицовочных плиток.
Работу начинают от угла помещения. Первую облицовочную плитку устанавливают следующим образом: 2 сторонами опирают на пристенные уголки, а свободный угол плитки надевают крепежной скобой на подвеску. Вторую плитку устанавливают одной стороной на опорный уголок, выступ другой стороны вставляют в паз уже установленной плитки, а свободный угол закрепляют на подвеску аналогично 1-й плитке. Дальнейшую облицовку производят по уже отработанной технологии (рис. 24).
Рис. 24. Устройство плиточного потолка без применения чернового каркаса: 1 – облицовочные плитки; 2 – закладные крюки с крепежной скобой; 3 – подвеска; 4 – шуруп либо дюбель; 5 – пластмассовая пробка или деревянная шпонка; 6 – опорные уголки.Уход за плиточными потолками
Поскольку гипсовые материалы в достаточной степени обладают гигроскопичностью, то их не рекомендуется мыть. Пыль с таких поверхностей удаляют мягкой влажной ветошью, укрепленной на щетке с жесткой щетиной или на венике.
Облицовку в местах отслоения плиток ремонтируют, а треснувшие и сильно загрязненные плитки заменяют новыми (для этого следует оставлять запас материалов). В том случае, если при облицовке потолка были использованы минеральные плитки «Акмигран» и «Акминит», то уход за ними не допускает никакого контакта с водой, приемлема только сухая уборка с помощью пылесоса.Устройство реечных потолков
Реечный подвесной потолок (рис. 25) состоит из алюминиевых реек, загнутых по бокам. В основном в продаже бывают рейки длиной 3 и 4 м. В некоторых фирмах имеются специальные режущие станки, с помощью которых можно отрезать рейку любой длины. Ширина реек – 9, 10, 15, 20 см. Следует сказать, что чаще всего приобретают 10-сантиметровые рейки.
Рис. 25. Устройство реечного подвесного потолка.Другим важным параметром реек для подвесного потолка является их толщина. Чем толще рейка, тем надежнее будет потолок. Самая подходящая толщина для реек – 0,5 мм: этого будет достаточно для того, чтобы потолок не деформировался. Если рейки более тонкие, потолок может погнуться и на нем будут заметны вмятины.
Рейки для подвесных потолков бывают 3 типов:
– открытые;
– закрытые;
– со вставками.
Закрытые рейки (рис. 26) крепят встык, заводя друг за друга, в то время как между открытыми рейками остается небольшой зазор, который, однако, не заметен, если потолок высокий – около 5 м.
Рис. 26. Типы закрытых реек для подвесного потолка.Рейки со вставками (рис. 27) немного напоминают открытые, только расстояние между ними прикрывают узкие алюминиевые полоски.
Рис. 27. Рейки со вставками: а – изнаночная сторона; б – лицевая сторона.Рейки бывают самых разнообразных цветов, однако до сих пор самым популярным цветом остается белый.
При покупке потолка обращают внимание на то, чтобы рейки были упакованы в полиэтиленовую пленку, защищающую материал от царапин и повреждений во время транспортировки. Качественный товар продается именно так. Если потолок не упакован, имеет смысл отказаться от покупки. Все уважающие себя фирмы выпускают потолки на продажу только в полиэтиленовой упаковке.
Реечные потолки бывают открытыми и закрытыми. Основная особенность реечного потолка открытого типа состоит в наличии открытого пространства между декоративными панелями. Такие потолки, как правило, применяют в помещениях с высокими потолками. В обычных жилых помещениях такие потолки устанавливают очень редко, в основном из-за желания создать особое освещение: светильники на потолке должны быть развернуты таким образом, чтобы световой поток не попадал в межпотолочное пространство.
Существует 2 модификации реечных потолков открытого типа (рис. 28): 84 О и 84 О". В основном обе модели отличаются друг от друга шириной зазора между панелями: 6–16 см. Для моделирования таких элементов интерьера, как арки и переходы между разноуровневыми потолками в реечном потолке открытого типа используется стрингер AR.
Рис. 28. Модели потолков открытого типа: а – потолочная панель; б – стрингер; в – закрывающий профиль.Основное отличие потолка закрытого типа от открытого заключается в отсутствии открытого пространства между декоративными панелями. Потолок закрытого типа полностью скрывает внешние коммуникации – противопожарные, электрическую проводку. Реечные закрытые потолки выпускаются следующих типов (рис. 29): 84R, 15 °C и 84R (V).
Рис. 29. Модели потолков закрытого типа: а – потолочная панель; б – стрингер; в – закрывающий профиль.
К модели 84R относится профиль шириной 84 мм, с промежуточным профилем п-образной формы, шириной 16 мм.
К модели потолка 84R (V) относят широкий профиль шириной 84 мм, промежуточный профиль v-образной формы, шириной 16 мм. Указанные выше типы подвесных реечных потолков различаются по дизайну, но совмещаются с помощью стрингера R (подвесной системы), одинакового для всех типов. Для моделирования арок, волн и переходов между различными по высоте уровнями в реечном потолке закрытого типа применяется радиусный стрингер AR. Комплект подвесного потолка закрытого типа 150C включает в себя профили шириной 150 мм, крепление которых на стрингер производится стык в стык.Монтаж подвесных реечных потолков
В комплект подвесного потолка входят:
– собственно рейки;
– шина (каркас);
– плинтус.
Также к комплекту прилагается и инструкция по монтажу.
Кроме реек, важной составной частью конструкции является шина, представляющая собой стальную или алюминиевую планку с зубчиками, за которые цепляют рейки. Для каждого типа реек требуется особая шина, чтобы на готовом покрытии не было перекосов, щелей и изгибов. Кроме того, рейки одной фирмы нельзя крепить на шину другой.
Шину с прикрепленными к ней рейками цепляют за подвес, который можно регулировать по высоте. Это очень важная деталь всей конструкции: потолок получил свое название потому, что висит на подвесе. Следует помнить о том, что подвесные реечные потолки занимают достаточно много места (5–11 см высоты), и применение их в квартире с низкими потолками нецелесообразно.
Плинтус – это декоративная деталь, закрывающая стык между стеной и потолком.
Установку реечного подвесного потолка можно осуществить самостоятельно. Особых умений не потребуется. Главное – действовать очень осторожно, придерживаясь инструкции.
В том случае, если требуется объединить потолком два помещения, находящихся на разных уровнях, приобретают изогнутый подвесной реечный потолок (рис. 30).
Рис. 30. Рейки для изогнутого подвесного потолка.Весь ассортимент реечных потолков условно можно разделить на 5 групп:
– металлик;
– матовый;
– глянцевый;
– зеркальный;
– фактурный.
Цветовая гамма реечных потолков представлена 27 оттенками, причем для каждого вида поверхности есть определенное количество оттенков. Так, например, для матового – 9, для глянцевого – 2, для металлика – 10, для зеркального – 4, для фактурного – 2.
Существуют следующие варианты сборки реечных потолков (рис. 31):
– геометрический узор;
– разноуровневый потолок;
– зеркальный;
– комбинированный (совмещение реечного потолка с другими видами отделки, например, гипсокартоном);
– зональное разделение комнат;
– оформление арок;
– моделирование волн.
[ http://stroy-zametki.narod.ru/2_31.html#1]Тематики
EN
DE
FR
Англо-русский словарь нормативно-технической терминологии > dropped ceiling
СтраницыСм. также в других словарях:
ДЕЯТЕЛЬНОСТЬ В ОСОБЫХ УСЛОВИЯХ — специфический вид деятельности человека, осуществляемый в усложненных, отличных от обычных, условиях. Эти условия (см. Особые условия деятельности) могут носить различный характер, однако работа в них характеризуется некоторыми общими… … Энциклопедический словарь по психологии и педагогике
Общение в условиях крупномасштабных критических инцидентов — Термин «крупномасштабный критический инцидент» (ККИ) обобщает психотравмирующий характер оказываемых на людей ситуациями бедствий и катастроф. ККИ является причиной нарушения нормативного коридора жизненного пути человека и его окружающих. Эти… … Психология общения. Энциклопедический словарь
Юридико-психологические знания в подготовке руководителей ПОО к работе в экстремальных условиях — Одним из важнейших условий успешной управленческой подготовки руководителей для действий в экстремальных условиях, особенно в ситуациях, приближенных к боевым, является использование принципа комплексности в применении таких отраслей знания как… … Энциклопедия современной юридической психологии
РАСТЕНИЯ, ОБРАЗУЮЩИЕ (ПРИ ОПРЕДЕЛЕННЫХ УСЛОВИЯХ) СИНИЛЬНУЮ КИСЛОТУ — 1. РАСТЕНИЯ, ОБРАЗУЮЩИЕ (ПРИ ОПРЕДЕЛЕННЫХ УСЛОВИЯХ) СИНИЛЬНУЮ КИСЛОТУ Общие сведения. В некоторых дикорастущих и культурных растениях при известных условиях может происходить образование синильной кислоты (HCN). Источником ее в растениях, главным … Токсикология ядовитых растений
ГОСТ Р 52718-2007: Аппаратура для измерения электрической энергии. Надежность. Часть 21. Сбор данных о надежности счетчиков в условиях эксплуатации — Терминология ГОСТ Р 52718 2007: Аппаратура для измерения электрической энергии. Надежность. Часть 21. Сбор данных о надежности счетчиков в условиях эксплуатации оригинал документа: 3.6 безотказность: Вероятность того, что изделие может выполнять… … Словарь-справочник терминов нормативно-технической документации
Опыт и традиции в новых условиях — Любому специалисту, чья профессиональная деятельность связана с танками и другими боевыми бронированными машинами известны такие широко распространенные в свое время танки, как БТ, Т 34, Т 54 и Т 64, а также их многочисленные модификации.… … Энциклопедия техники
светильники для работы в сложных условиях эксплуатации — Светильники, предназначенные для работы в сложных условиях эксплуатации в отношении механических нагрузок (группа условий эксплуатации не менее М2 по ГОСТ 17516. Примерами таких светильников являются светильники для ремонтных мастерских,… … Справочник технического переводчика
Светильники для работы в сложных условиях эксплуатации — Светильники, предназначенные для работы в сложных условиях эксплуатации в отношении механических нагрузок (группа условий эксплуатации не менее М2 по ГОСТ 17516. Примерами таких светильников являются светильники для ремонтных мастерских,… … Словарь-справочник терминов нормативно-технической документации
Тактики поведения в условиях угрозы криминального посягательства психология — Ориентирована на решение задач распознавания реальности криминальной угрозы и вида возможного противоправного посягательства. Поэтому важно владение человеком приемами оценки причастности другого человека к криминальной среде, выявления… … Энциклопедия современной юридической психологии
Дезадаптивные психологические реакции сотрудников ПОО в экстремальных условиях — Есть несколько видов дезадаптиного реагирования на экстремальные факторы и условия деятельности. Это дезадаптивные дистрессовые состояния, которые составляют у сотрудников, по имеющимся данным, около 20%. и сопровождаются повышенной эмоциональной … Энциклопедия современной юридической психологии
Условия сохранности органических остатков в условиях торфяников — стадии развития торфяника Благодаря способности торфа консервировать органические остатки, включая даже мягкие ткани животных и человека, которые не сохраняются длительное время в … Википедия
 18+© Академик, 2000-2024
18+© Академик, 2000-2024- Обратная связь: Техподдержка, Реклама на сайте
Экспорт словарей на сайты, сделанные на PHP, Joomla, Drupal, WordPress, MODx.
Перевод: с английского на все языки
со всех языков на английский- Со всех языков на:
- Английский
- С английского на:
- Русский