-
41 VISTA
1) Военный термин: very intelligent surveillance and target acquisition2) Техника: variable interface system for television applications, verbal information storage and text analysis, voice interactive system technology avionics3) Шутливое выражение: Very Intense Strategic Tickle Attack4) Бухгалтерия: Value Integrated Service Team Assistance5) Сокращение: Variable-stability In-flight Test Aircraft, Very Intelligent Surveillance & Target Acquisition, Visual Imagery Simulation Training Aid, Visualization of Intelligence Supporting Three-dimensional Analysis (USA), Volunteers in Service to America, Visualization and Imaging Space and Terrestrial Archive6) Театр: Vision Imagination Style Theme Artistry7) Фирменный знак: Volvo International Service Technical Association8) Образование: Virtual Interim Scholastic Training Assemblage9) Общественная организация: Volunteer In Service To America11) Программное обеспечение: Visual Interactive Simulation Tools And Applications -
42 VSE
1) Компьютерная техника: Virtual Systems Engineering2) Техника: vessel steam explosion3) Биржевой термин: Virtual Stock Exchange, Vladivostok Stock Exchange4) Телекоммуникации: Virtual Storage Extended (IBM)5) Банковское дело: Фондовая биржа Ванкувера (Канада; Vancouver Stock Exchange)6) Фирменный знак: Valley Services Electronics7) Инвестиции: Vancouver Stock Exchange8) Расширение файла: Virtual Storage Extended9) Программное обеспечение: Vintage Synth Explorer, Visual Simulation Environment10) Профсоюзы: Valley State Employees Credit Union -
43 vast
1) Компьютерная техника: Virtual Archive Storage Technology2) Медицина: ОПТС (very late angiographic stent thrombosis; очень поздний тромбоз стента, выявленный ангиографически)3) Спорт: Vermont Area Swim Team4) Техника: versatile automatic shop tester5) Сокращение: Versatile Avionics Shop Tester, Vibration Analysis Systems Technique, Video Animated Systems Trainer6) Электроника: Variable Architecture Synthesizer Technology7) Литература: Virginia Advanced Speakers Toastmasters Club8) Воздухоплавание: Versatile Avionics Shop Test9) СМИ: Visual Audio Sensory Theater10) Образование: Volunteer Assessment Skills Training11) Расширение файла: Variable Array Storage Technology12) Общественная организация: Volunteer Accounting Service Team -
44 vista
1) Военный термин: very intelligent surveillance and target acquisition2) Техника: variable interface system for television applications, verbal information storage and text analysis, voice interactive system technology avionics3) Шутливое выражение: Very Intense Strategic Tickle Attack4) Бухгалтерия: Value Integrated Service Team Assistance5) Сокращение: Variable-stability In-flight Test Aircraft, Very Intelligent Surveillance & Target Acquisition, Visual Imagery Simulation Training Aid, Visualization of Intelligence Supporting Three-dimensional Analysis (USA), Volunteers in Service to America, Visualization and Imaging Space and Terrestrial Archive6) Театр: Vision Imagination Style Theme Artistry7) Фирменный знак: Volvo International Service Technical Association8) Образование: Virtual Interim Scholastic Training Assemblage9) Общественная организация: Volunteer In Service To America11) Программное обеспечение: Visual Interactive Simulation Tools And Applications -
45 control
1) управление; регулирование || управлять; регулировать2) контроль || контролировать3) управляющее устройство; устройство управления; регулятор4) профессиональное мастерство, квалификация, техническая квалификация5) pl органы управления•"in control" — "в поле допуска" ( о результатах измерения)
to control closed loop — управлять в замкнутой системе; регулировать в замкнутой системе
- 2-handed controlsto control open loop — управлять в разомкнутой системе; регулировать в разомкнутой системе
- 32-bit CPU control
- acceptance control
- access control
- acknowledge control
- active process control
- adaptable control
- adaptive constraint control
- adaptive control for optimization
- adaptive control
- adaptive feed rate control
- adaptive quality control
- adjustable feed control
- adjustable rotary control
- adjustable speed control
- adjusting control
- adjustment control
- AI control
- air logic control
- analog data distribution and control
- analogical control
- analytical control
- application control
- arrows-on-curves control
- autodepth control
- autofeed control
- automated control of a document management system
- automated technical control
- automatic backlash control
- automatic control
- automatic editing control
- automatic gain control
- automatic gripper control
- automatic level control
- automatic process closed loop control
- automatic remote control
- automatic sensitivity control
- automatic sequence control
- automatic speed control
- automatic stability controls
- auxiliaries control
- balanced controls
- band width control
- bang-bang control
- bang-bang-off control
- basic CNC control
- batch control
- bibliographic control
- bin level control
- boost control
- built-in control
- button control
- cam control
- cam throttle control
- camshaft control
- carriage control
- Cartesian path control
- Cartesian space control
- cascade control
- C-axis spindle control
- cell control
- center control
- central control
- central supervisory control
- centralized control
- centralized electronic control
- central-station control
- changeover control
- chip control
- circumferential register control
- close control
- closed cycle control
- closed loop control
- closed loop machine control
- closed loop manual control
- closed loop numerical control
- closed loop position control
- clutch control
- CNC control
- CNC indexer control
- CNC programmable control
- CNC symbolic conversational control
- CNC/CRT control
- CNC/MDI control
- coarse control
- coded current control
- coded current remote control
- color control
- combination control
- command-line control
- compensatory control
- composition control
- compound control
- computed-current control
- computed-torque control
- computer control
- computer numerical control
- computer process control
- computer-aided measurement and control
- computer-integrated manufacturing control
- computerized control
- computerized numerical control
- computerized process control
- constant surface speed control
- constant value control
- contactless control
- contact-sensing control
- contamination control
- continuous control
- continuous path control
- continuous process control
- contour profile control
- contouring control
- conventional hardware control
- conventional numerical control
- conventional tape control
- convergent control
- conversational control
- conversational MDI control
- coordinate positioning control
- coordinate programmable control
- copymill control
- counter control
- crossed controls
- current control
- cycle control
- dash control
- data link control
- data storage control
- deadman's handle controls
- depth control
- derivative control
- dial-in control
- differential control
- differential gaging control
- differential gain control
- differential temperature control
- digital brushless servo control
- digital control
- digital position control
- digital readout controls
- dimensional control
- direct computer control
- direct control
- direct digital control
- direct numerical control
- direction control
- directional control
- dirt control
- discontinuous control
- discrete control
- discrete event control
- discrete logic controls
- dispatching control
- displacement control
- distance control
- distant control
- distributed control
- distributed numerical control
- distributed zone control
- distribution control
- dog control
- drum control
- dual control
- dual-mode control
- duplex control
- dust control
- dynamic control
- eccentric control
- edge position control
- EDP control
- electrical control
- electrofluidic control
- electromagnetic control
- electronic control
- electronic level control
- electronic speed control
- electronic swivel control
- elevating control
- emergency control
- end-point control
- engineering change control
- engineering control
- entity control
- environmental control
- error control
- error plus error-rate control
- error-free control
- external beam control
- factory-floor control
- false control
- feed control
- feed drive controls
- feedback control
- feed-forward control
- field control
- fine control
- finger-tip control
- firm-wired numerical control
- fixed control
- fixed-feature control
- fixture-and-tool control
- flexible-body control
- floating control
- flow control
- fluid flow control
- follow-up control
- foot pedal control
- force adaptive control
- forecasting compensatory control
- fork control
- four quadrant control
- freely programmable CNC control
- frequency control
- FROG control
- full computer control
- full order control
- full spindle control
- gage measurement control
- gain control
- ganged control
- gap control
- gear control
- generative numerical control
- generic path control
- geometric adaptive control
- graphic numerical control
- group control
- grouped control
- guidance control
- hairbreath control
- hand control
- hand feed control
- hand wheel control
- hand-held controls
- handle-type control
- hand-operated controls
- hardened computer control
- hardwared control
- hardwared numerical control
- heating control
- heterarchical control
- hierarchical control
- high-integrity control
- high-level robot control
- high-low control
- high-low level control
- high-technology control
- horizontal directional control
- humidity control
- hybrid control
- hydraulic control
- I/O control
- immediate postprocess control
- inching control
- in-cycle control
- independent control
- indexer control
- indirect control
- individual control
- industrial processing control
- industrial-style controls
- infinite control
- infinite speed control
- in-process control
- in-process size control
- in-process size diameters control
- input/output control
- integral CNC control
- integral control
- integrated control
- intelligent control
- interacting control
- interconnected controls
- interlinking control
- inventory control
- job control
- jogging control
- joint control
- joystick control
- just-in-time control
- language-based control
- laser health hazards control
- latching control
- lead control
- learning control
- lever control
- lever-operated control
- line motion control
- linear control
- linear path control
- linearity control
- load control
- load-frequency control
- local control
- local-area control
- logic control
- lubricating oil level control
- machine control
- machine programming control
- machine shop control
- macro control
- magnetic control
- magnetic tape control
- main computer control
- malfunction control
- management control
- manual control
- manual data input control
- manual stop control
- manually actuatable controls
- manufacturing change control
- manufacturing control
- master control
- material flow control
- MDI control
- measured response control
- mechanical control
- memory NC control
- memory-type control
- metering control
- metrological control of production field
- microbased control
- microcomputer CNC control
- microcomputer numerical control
- microcomputer-based sequence control
- microprocessor control
- microprocessor numerical control
- microprogrammed control
- microprogramming control
- milling control
- model reference adaptive control
- model-based control
- moisture control
- motion control
- motor control
- motor speed control
- mouse-driven control
- movable control
- multicircuit control
- multidiameter control
- multilevel control
- multimachine tool control
- multiple control
- multiple-processor control
- multiposition control
- multistep control
- multivariable control
- narrow-band proportional control
- navigation control
- NC control
- neural network adaptive control
- noise control
- noncorresponding control
- noninteracting control
- noninterfacing control
- nonreversable control
- nonsimultaneous control
- numerical contouring control
- numerical control
- numerical program control
- odd control
- off-line control
- oligarchical control
- on-board control
- one-axis point-to-point control
- one-dimensional point-to-point control
- on-line control
- on-off control
- open loop control
- open loop manual control
- open loop numerical control
- open-architecture control
- operating control
- operational control
- operator control
- optical pattern tracing control
- optimal control
- optimalizing control
- optimizing control
- oral numerical control
- organoleptic control
- overall control
- overheat control
- override control
- p. b. control
- palm control
- parameter adaptive control
- parameter adjustment control
- partial d.o.f. control
- path control
- pattern control
- pattern tracing control
- PC control
- PC-based control
- peg board control
- pendant control
- pendant-actuated control
- pendant-mounted control
- performance control
- photoelectric control
- physical alignment control
- PIC control
- PID control
- plugboard control
- plug-in control
- pneumatic control
- point-to-point control
- pose-to-pose control
- position/contouring numerical control
- position/force control
- positional control
- positioning control
- positive control
- postprocess quality control
- power adaptive control
- power control
- power feed control
- power-assisted control
- powered control
- power-operated control
- precision control
- predictor control
- preselective control
- preset control
- presetting control
- pressbutton control
- pressure control
- preview control
- process control
- process quality control
- production activity control
- production control
- production result control
- programmable adaptive control
- programmable cam control
- programmable control
- programmable logic adaptive control
- programmable logic control
- programmable machine control
- programmable microprocessor control
- programmable numerical control
- programmable sequence control
- proportional plus derivative control
- proportional plus floating control
- proportional plus integral control
- prototype control
- pulse control
- pulse duration control
- punched-tape control
- purpose-built control
- pushbutton control
- quality control
- radio remote control
- radium control
- rail-elevating control
- ram stroke control
- ram-positioning control
- rapid-traverse controls for the heads
- rate control
- ratio control
- reactive control
- real-time control
- reduced-order control
- register control
- registration control
- relay control
- relay-contactor control
- remote control
- remote program control
- remote switching control
- remote valve control
- remote-dispatch control
- resistance control
- resolved motion rate control
- retarded control
- reversal control
- revolution control
- rigid-body control
- robot control
- robot perimeter control
- robot teach control
- rod control
- safety control
- sampled-data control
- sampling control
- schedule control
- SCR's control
- second derivative control
- selective control
- selectivity control
- self-acting control
- self-adaptive control
- self-adjusting control
- self-aligning control
- self-operated control
- self-optimizing control
- self-programming microprocessor control
- semi-automatic control
- sensitivity control
- sensor-based control
- sequence control
- sequence-type control
- sequential control
- series-parallel control
- servo control
- servo speed control
- servomotor control
- servo-operated control
- set value control
- shaft speed control
- shape control
- shift control
- shop control
- shower and high-pressure oil temperature control
- shut off control
- sight control
- sign control
- single variable control
- single-flank control
- single-lever control
- size control
- slide control
- smooth control
- software-based NC control
- softwared numerical control
- solid-state logic control
- space-follow-up control
- speed control
- stabilizing control
- stable control
- standalone control
- start controls
- static control
- station control
- statistical quality control
- steering control
- step-by-step control
- stepless control
- stepped control
- stick control
- stock control
- stop controls
- stop-point control
- storage assignment control
- straight cut control
- straight line control
- stroke control
- stroke length control
- supervisor production control
- supervisory control
- swarf control
- switch control
- symbolic control
- synchronous data link control
- table control
- tap-depth controls
- tape control
- tape loop control
- teach controls
- temperature control
- temperature-humidity air control
- template control
- tension control
- test control
- thermal control
- thermostatic control
- three-axis contouring control
- three-axis point-to-point control
- three-axis tape control
- three-mode control
- three-position control
- throttle control
- thumbwheel control
- time control
- time cycle control
- time optimal control
- time variable control
- time-critical control
- time-proportional control
- timing control
- token-passing access control
- tool life control
- tool run-time control
- torque control
- total quality control
- touch-panel NC control
- touch-screen control
- tracer control
- tracer numerical control
- trajectory control
- triac control
- trip-dog control
- TRS/rate control
- tuning control
- turnstile control
- two-axis contouring control
- two-axis point-to-point control
- two-dimension control
- two-hand controls
- two-position control
- two-position differential gap control
- two-step control
- undamped control
- user-adjustable override controls
- user-programmable NC control
- variable flow control
- variable speed control
- variety control
- varying voltage control
- velocity-based look-ahead control
- vise control
- vision responsive control
- visual control
- vocabulary control
- vocal CNC control
- vocal numerical control
- voltage control
- warehouse control
- washdown control
- water-supply control
- welding control
- wheel control
- wide-band control
- zero set control
- zoned track controlEnglish-Russian dictionary of mechanical engineering and automation > control
-
46 station
1) станция; производственная установка2) позиция; положение4) ставить на место; помещать•- assembly station
- assembly/disassembly station
- attaching station
- automatic terminal station
- back-turning station
- back-working station
- bin-picking station
- boxing station
- buffer station
- burning station
- cabling station
- CAD/CAM design station
- call station
- carrier station
- cart-loading station
- centering station
- charge station
- charging station
- check station
- checking station
- chip removal station
- clamping station
- cleaning station
- component-to-fixture loading station
- consecutive working station
- control station
- controlling power station
- conveyor-fed station
- coolant pump station
- coordinate inspection station
- CRT control station
- cycle-independent station
- data-captured station
- dead station
- deburring station
- dedicated milling station
- delivery station
- deposit station
- detaching station
- die-forging station
- discharge station
- dispatch station
- display station
- docking station
- double flank inspection station
- downstream station
- drive station
- drop-off station
- dry station
- end-working station
- filling station
- fixed filling station
- fixed lubricating station
- fixed work station
- fixture setup station
- fixturing station
- flexible machining station
- floor-mounted pallet station
- forming station
- free-standing pallet station
- gaging station
- grind station
- grinding station
- helix spacing station
- hold station
- hone station
- hydraulic power station
- identification-reading station
- idle station
- independent floor-mounted work station
- in-machine station
- input station
- inspection station
- intermediate tool holding station
- intermittent manned station
- involute station
- issue/withdraw station
- kitting station
- laser station
- load station
- load/unload station
- lubricating station
- lubrication station
- machine tool station
- machine-manager station
- machine-queueing station
- machine-siding station
- machining station
- magazine station
- main supervisory control station
- management station
- manned station
- manual load-and-centering station
- manual part control station
- marking station
- MDI station
- measurement station
- measuring and presetting station
- mobile lubrication station
- multiaxis station
- multiout filling station
- multitool station
- NC station
- off-line station
- off-loading station
- operating station
- operational station
- orientation station
- pallet delivery station
- pallet discharge station
- pallet loading/unloading station
- pallet number check station
- pallet storage station
- pallet transfer station
- palletized postprocess gaging station
- pallet-loading station
- pallet-park station
- park station
- part load station
- part/pallet load-and-unload station
- parts-carrier loading station
- part-washing station
- PC-based desk-top design station
- PC-controlled station
- pendant control station
- pickup station
- pickup-and-drop-off station
- platen charge station
- postprocess measuring station
- power station
- power-drive station
- powered tool station
- presetting station
- presolder inspection station
- printing station
- probing station
- processing station
- pump-and-accumulator station
- pumping station
- pushbutton station
- QA station
- qualifier/load station
- queue station
- read station
- reading station
- ready station
- receiving station
- recharging station
- refixturing station
- release station
- reload station
- remote computer-aided programming station
- remote control station
- remote station
- remote tool transfer station
- rest station
- reversing station
- rework station
- rotary transfer machining stations
- screwing station
- setting station
- setup station
- single-line lubricating station
- single-outlet filling station
- slave station
- SPC gaging station
- stop station
- storage station
- store station
- stress relief station
- subscriber station
- supervisory control station
- take-off station
- test station
- testing station
- tool adjustment station
- tool change station
- tool issue/withdraw station
- tool measuring-and-adjustment station
- tool station
- tool transfer station
- tool-presetting station
- tool-recovery station
- tool-setting station
- transfer station
- transfer-line machining station
- transfer-line station
- transportable laser ranging station
- turnaround station
- turnover station
- turntable load/unload station
- two-line lubricating station
- two-stand load station
- unload station
- upstream station
- varied work station
- videoinspection station
- visual inspection station
- waiting station
- walk-up measurement station
- washing station
- welding station
- work attaching-and-detaching station
- work changer station
- work exchanging station
- work station
- working station
- workpiece handling station
- workpiece load/unload station
- workpiece preparatory station
- worksetting stationEnglish-Russian dictionary of mechanical engineering and automation > station
-
47 unit
1) единица; единое целое2) единица измерения наборных элементов, равная 1/8 эма3) элемент; агрегат; аппарат; установка; секция; узел4) печатная секция; секция печатной машины- ink unit- set unitАнгло-русский словарь по полиграфии и издательскому делу > unit
-
48 unit
1. единица; единое целое2. единица измерения наборных элементов, равная 13. элемент; агрегат; аппарат; установка; секция; узел4. печатная секция; секция печатной машиныunits to the em — количество единиц в эме, величина эма
absolute unit — единица измерения в абсолютной системе, абсолютная единица
adding unit — счётное устройство, счётный аппарат
aerograph unit — аэрограф; краскораспылитель
alcohol damping unit — спиртовой увлажняющий аппарат, увлажняющий аппарат, работающий на водно-спиртовом растворе
5. устройство для предотвращения слипания6. устройство, предотвращающее оседание пылиarch-type unit — секция арочного типа, пятицилиндровая печатная секция
7. воздуходувное устройствоdisplay unit — устройство отображения; дисплей
8. секция нагнетания воздухаbuilt-in corner-cutting unit — встроенное устройство для обрубки углов, встроенная углорубилка
90° bump turn unit — поворотное устройство, устройство для поворота на 90°
casting unit — отливное устройство, отливной аппарат
9. двухкрасочная печатная секция10. секция для двусторонней печатиcolor matching unit — устройство для сравнения колористических характеристик краски со стандартом
color viewing unit — устройство для просмотра цветных оригиналов, многокрасочных и шкальных оттисков; анализатор цвета
11. устройство для контактного копированияsingle family unit — односемейный дом, дом для одной семьи
reader unit — считывающее устройство; устройство считывания
12. контактный узел; устройство, обеспечивающее контактcontrol unit — управляющее устройство; блок управления
convertible printing unit — печатная секция, перестраиваемая с одного способа печатания на другой
corner-cutting unit — устройство для обрубки углов, углорубилка
counting-and-collating unit — счётно-подборочное устройство; счётно-подборочная секция
interrogation unit — опрашивающее устройство; блок запросов
detached unit — отсоединенный блок; открепленное устройство
13. резальная секция14. высекальная секцияdampening unit — увлажняющий аппарат; узел увлажняющего аппарата
developing unit — проявочная установка; проявляющая секция
double-width printing unit — печатная секция двойной ширины, полноформатная печатная секция
dyeline copying unit — аппарат, изготавливающий окрашенные копии
endorser unit — впечатывающее устройство; устройство для впечатывания
15. экспонирующая установка16. копировальная установкаfeeder unit — подающее устройство, самонаклад
floor-fed unit — лентопитающее устройство, установленное на уровне печатной секции
flow turn unit — поворотный стол, поворотный транспортёр
fluid injector unit — набрызгивающая секция; устройство для распыления жидкости
folder unit — фальцсекция, фальцевальная секция
graphoscreen vacuum printing-down unit — вакуумная копировальная рама типа «графоскрин»
17. полусекция; секция односторонней печати18. полусекция для печатания дополнительной краской; впечатывающее устройствоheavy-duty nipping unit — зажимное приспособление, работающее с большим усилием
industrial color matching unit — устройство для сравнения колористических характеристик краски со стандартом
infeed unit — питающая секция, самонаклад
insertion unit — вставной блок; блок для вставки
19. накатная группа красочного аппарата20. краскоподающая группа красочного аппарата21. красочный аппарат22. встроенная секция23. агрегатированные секции, неавтономные узлыmagnetic brush unit — узел проявления «магнитной кистью»
output photo unit — выводная фотонаборная секция, блок экспонирования набора
paper jogging unit — устройство для сталкивания бумажных листов, сталкиватель
construction unit — блок; модуль; узел
dosing unit — дозирующий узел; дозатор
24. секция двусторонней печати25. секция, переключаемая на запечатывание с оборотаmixed bed unit — фильтр смешанного действия; ФСД
26. фотографирующее устройствоunit name — имя устройства; номер устройства
27. блок экспонирования, фотографическая секцияplaten unit — тигельное печатное устройство; тигельный печатный аппарат
portable text entry unit — переносной наборный аппарат, переносной терминал для ввода текста
pressing unit — прессующая секция, прессующее устройство
processing unit — технологическая секция; секция обработки
punched card control unit — управляющее устройство, работающее на перфокартах
remote text entry unit — дистанционный наборный аппарат, дистанционный терминал для ввода текста
roller-type anti-setoff unit — противоотмарочный аппарат цилиндрического типа, параллоид-аппарат
protocol unit — протокольный блок; блок реализации протокола
28. ротационная листоподборочная секция29. вращающийся подборочный стол30. вторая фальцсекция31. кассета второго параллельного сгибаsensing unit — датчик, чувствительный элемент
stacked units — печатные секции, установленные друг над другом
stacking unit — стопоприёмное устройство; листоприёмное устройство
three-roller unit — трёхлучевая рулонная установка; трёхлучевая рулонная звезда
three-up bound unit — блок-тройник, тройной блок
32. слово33. совокупность данных, передаваемых как единое целоеtransmission light unit — источник света для прозрачных оригиналов, источник света для диапозитивов
two-roller unit — двухлучевая рулонная установка; двухлучевая рулонная звезда
two-up bound unit — блок-двойник, двойной блок
underfeed unit — лентопитающее устройство, расположенное в нижнем ярусе машины
34. корректор контрастности35. установка переменной чувствительностиvisual display unit — дисплей, видеотерминальное устройство
wed infeed unit — лентопитающее устройство; рулонная установка
-
49 device
устройство; механизм; прибор; приспособление; аппарат; средствоinfrared target seeking device — тепловая головка самонаведения; теплопеленгатор, тепловой координатор цели
power failure detection device — прибор обнаружения отказа двигателя, сигнализатор потери мощности [тяги] двигателя
visual stall warning device — визуальный сигнализатор срыва [сваливания]
zero-gravity positive expulsion device — устройство для обеспечения топливоподачи (из баков) в условиях невесомости
-
50 unit
unit nпунктacceleration control unitавтомат приемистостиacross track display unitблок индикатора отклонения от линии путиaerodrome control unitаэродромный диспетчерский пунктaileron servo unitрулевая машинка элероновaircraft step unitбортовой трапair-flow metering unitзаслонка дозировки расхода воздухаair-mileage unitавтомат счисления путиairport rescue unitспасательная команда аэропортаair traffic control unitпункт управления воздушным движениемair traffic services unitпункт обслуживания воздушного движенияair unitавиационное подразделениеalong track display unitблок индикатора оставшегося путиaltitude control unitвысотный корректорaltitude sensing unitблок датчика высотного корректораantenna-electronics unitэлектронный антенный блокantenna turning unitповоротный механизм антенныйapproach control unitдиспетчерский пункт управления заходом на посадкуapron management unitорган управления движением на перронеartificial feel unitзагрузочный механизмAudio Visual Aids UnitСектор аудиовизуальных средствautomatic range unitблок автоматического определения дальностиautopilot disengage unitблок отключения автопилотаautopilot servo unitрулевая машинка автопилотаautostart control unitавтомат запускаauxiliary power unitвспомогательная силовая установкаazimuth guidance unitблок азимутального наведенияbank-and-climb gyro unitгироавтомат крена и тангажаbleed valve control unitблок управления клапанами перепускаbrake unitмеханизм торможенияCartographic UnitКартографический секторcold-air unitхолодильная установкаcompass system coupling unitблок связи с курсовой системойconstant-speed unitрегулятор постоянных оборотовcontrol unitкомандный приборData Processing UnitСектор обработки данныхdeceleration control unitдроссельный механизмdisplay unit1. блок индикации2. блок управления Distribution UnitСектор распространения документацииDocument Control UnitСектор контроля за документациейelevation setting of light unitsустановка углов возвышения глиссадных огнейengine-driven unitагрегат с приводом от двигателяengine-propeller unitвинтомоторный блокexhaust unitвыхлопное устройствоexpenses per traffic unitрасходы на единицу перевозкиfare construction unitбазовый тарифfeel unitзагрузочный механизмField Personal Administration UnitСектор учета кадров на местахField Procurement Services UnitСектор обеспечения снабжения на местахField Purchasing UnitСектор закупок на местахField Recruitment UnitСектор найма на местахfire-protection unitпротивопожарный блокflight data storage unitблок сбора полетной информацииflight information service unitаэродромный диспетчерский пункт полетной информацииflushing unitустановка для прокачкиfree wheel unitмуфта свободного ходаfuel control unitкомандно-топливный агрегатfueling nose unitпистолет заправки топливомfuel metering unitагрегат дозировки топливаGeneral Services UnitСектор общего обслуживанияground air starting unitаэродромная установка для запускаground power unitаэродромный пусковой агрегатground starting unitназемная установка для запускаgyro unitгидроагрегатhydraulic unitгидроагрегатignition unitблок зажиганияinertial navigation unitинерциально-навигационный блокinformation service unitинформационно-справочная службаjacking control unitпульт управления подъемникамиlimit bank warning unitблок сигнализации предельного кренаload feel unitзагрузочный механизмload per unit areaнагрузка на единицу площадиoutside power unitвнешний источник питанияpipeline to tail unitтрубопровод подвода воздуха к хвостовому оперениюplug-and-socket unitсоединитель со штыревым разъемомpower unitсиловой агрегатpressure control unitавтомат давленияpropeller control unitрегулятор числа оборотов воздушного винтаpropulsion unitсиловая установкаprotection-and-control unitблок защиты и управленияpumping unitнасосная станцияPurchasing UnitСектор закупокQ-feel unitмеханизм усилий по скоростному напоруquick release unitбыстросъемный блокradar coupling unitблок связи с радиолокационным оборудованиемrange-indicator unitблок указателя дальностиrate construction unitединица при построении грузовых тарифовrate gyro unitблок датчиков угловых скоростей гироскопаrate-of-flow metering unitдатчик мгновенного расходаreceiver-processor unitприемник - процессорreclaim unitкарусель для выдачиrefuelling unitкомплект оборудования для заправки и слива топливаRegistry and Achieves UnitСектор регистрации и архивовrevenue per traffic unitдоход на единицу воздушной перевозкиrudder pedal unitпульт ножного управления рулем направленияrudder servo unitрулевая машинка руля направленияrudder unitвертикальное оперениеrunway lighting unitкомплект светотехнического оборудования ВППservo unitрулевая машинкаShopping and Mail UnitЭкспедицияsingle-point unitпульт централизованного управленияslot-type unitагрегат щелевого типаstandby power unitзапасной агрегатstarter unitпусковой блокstarting fuel control unitавтомат подачи пускового топливаstart tracker unitдатчик курсовых углов астрокомпасаswivel coupling unitгидрошарнирное соединениеsynchronizer unitблок согласованияsystem of unitsсистема единиц(измерения) tail unitхвостовое оперениеthree-pointer engine gage unitтрехстрелочный указательtotal flow metering unitдатчик суммарного расходаtraffic unitединица воздушной перевозкиunit fittingарматура крепленияunit loadукомплектованный грузunit load deviceсредство пакетирования грузовunit load device rateтариф за перевозку грузов в специальном приспособлении для комплектованияunit noise durationпродолжительность единичного звукового сигналаunit of measurementединица измеренияunit operating costsстоимость контейнерных перевозокunit seat priceсредняя стоимость одного местаunit tollспециальный тариф за перевозку транспортируемой единицыunit toll transportationперевозка по специальному тарифуvisual display unitтабло информацииwarning system control unitблок управления аварийной сигнализацииwindshield heat control unitавтомат обогрева стекол -
51 plc
- связь по ЛЭП
- программируемый логический контроллер
- несущая в канале ВЧ-связи по ЛЭП
- маскирование потери пакета
- контроллер с программируемой логикой
- акционерная компания с ограниченной ответственностью
акционерная компания с ограниченной ответственностью
AG - аббревиатура для обозначения AKTIENGESELLSCHAFT (акционерное общество). Оно пишется после названия немецких, австрийских или швейцарских компаний и является эквивалентом английской аббревиатуры plc (public limited company-акционерная компания с ограниченной ответственностью). Сравни: GmbH.
[ http://www.vocable.ru/dictionary/533/symbol/97]Тематики
EN
DE
- AG
контроллер с программируемой логикой
—
[А.С.Гольдберг. Англо-русский энергетический словарь. 2006 г.]Тематики
EN
маскирование потери пакета
Метод сокрытия факта потери медиапакетов путем генерирования синтезируемых пакетов (МСЭ-T G.1050).
[ http://www.iks-media.ru/glossary/index.html?glossid=2400324]Тематики
- электросвязь, основные понятия
EN
несущая в канале ВЧ-связи по ЛЭП
—
[Я.Н.Лугинский, М.С.Фези-Жилинская, Ю.С.Кабиров. Англо-русский словарь по электротехнике и электроэнергетике, Москва, 1999]Тематики
- электротехника, основные понятия
EN
программируемый логический контроллер
ПЛК
-
[Интент]
контроллер
Управляющее устройство, осуществляющее автоматическое управление посредством программной реализации алгоритмов управления.
[Сборник рекомендуемых терминов. Выпуск 107. Теория управления.
Академия наук СССР. Комитет научно-технической терминологии. 1984 г.]EN
storage-programmable logic controller
computer-aided control equipment or system whose logic sequence can be varied via a directly or remote-control connected programming device, for example a control panel, a host computer or a portable terminal
[IEV ref 351-32-34]FR
automate programmable à mémoire
См. также:
équipement ou système de commande assisté par ordinateur dont la séquence logique peut être modifiée directement ou par l'intermédiaire d'un dispositif de programmation relié à une télécommande, par exemple un panneau de commande, un ordinateur hôte ou un terminal de données portatif
[IEV ref 351-32-34]
- архитектура контроллера;
- производительность контроллера;
- время реакции контроллера;
КЛАССИФИКАЦИЯ
Основным показателем ПЛК является количество каналов ввода-вывода. По этому признаку ПЛК делятся на следующие группы:- нано- ПЛК (менее 16 каналов);
- микро-ПЛК (более 16, до 100 каналов);
- средние (более 100, до 500 каналов);
- большие (более 500 каналов).
- моноблочными - в которых устройство ввода-вывода не может быть удалено из контроллера или заменено на другое. Конструктивно контроллер представляет собой единое целое с устройствами ввода-вывода (например, одноплатный контроллер). Моноблочный контроллер может иметь, например, 16 каналов дискретного ввода и 8 каналов релейного вывода;
- модульные - состоящие из общей корзины (шасси), в которой располагаются модуль центрального процессора и сменные модули ввода-вывода. Состав модулей выбирается пользователем в зависимости от решаемой задачи. Типовое количество слотов для сменных модулей - от 8 до 32;
- распределенные (с удаленными модулями ввода-вывода) - в которых модули ввода-вывода выполнены в отдельных корпусах, соединяются с модулем контроллера по сети (обычно на основе интерфейса RS-485) и могут быть расположены на расстоянии до 1,2 км от процессорного модуля.
Многие контроллеры имеют набор сменных процессорных плат разной производительности. Это позволяет расширить круг потенциальных пользователей системы без изменения ее конструктива.
По конструктивному исполнению и способу крепления контроллеры делятся на:- панельные (для монтажа на панель или дверцу шкафа);
- для монтажа на DIN-рейку внутри шкафа;
- для крепления на стене;
- стоечные - для монтажа в стойке;
- бескорпусные (обычно одноплатные) для применения в специализированных конструктивах производителей оборудования (OEM - "Original Equipment Manufact urer").
По области применения контроллеры делятся на следующие типы:- универсальные общепромышленные;
- для управления роботами;
- для управления позиционированием и перемещением;
- коммуникационные;
- ПИД-контроллеры;
- специализированные.
По способу программирования контроллеры бывают:- программируемые с лицевой панели контроллера;
- программируемые переносным программатором;
- программируемые с помощью дисплея, мыши и клавиатуры;
- программируемые с помощью персонального компьютера.
Контроллеры могут программироваться на следующих языках:- на классических алгоритмических языках (C, С#, Visual Basic);
- на языках МЭК 61131-3.
Контроллеры могут содержать в своем составе модули ввода-вывода или не содержать их. Примерами контроллеров без модулей ввода-вывода являются коммуникационные контроллеры, которые выполняют функцию межсетевого шлюза, или контроллеры, получающие данные от контроллеров нижнего уровня иерархии АСУ ТП. Контроллеры для систем автоматизации
Слово "контроллер" произошло от английского "control" (управление), а не от русского "контроль" (учет, проверка). Контроллером в системах автоматизации называют устройство, выполняющее управление физическими процессами по записанному в него алгоритму, с использованием информации, получаемой от датчиков и выводимой в исполнительные устройства.
Первые контроллеры появились на рубеже 60-х и 70-х годов в автомобильной промышленности, где использовались для автоматизации сборочных линий. В то время компьютеры стоили чрезвычайно дорого, поэтому контроллеры строились на жесткой логике (программировались аппаратно), что было гораздо дешевле. Однако перенастройка с одной технологической линии на другую требовала фактически изготовления нового контроллера. Поэтому появились контроллеры, алгоритм работы которых мог быть изменен несколько проще - с помощью схемы соединений реле. Такие контроллеры получили название программируемых логических контроллеров (ПЛК), и этот термин сохранился до настоящего времени. Везде ниже термины "контроллер" и "ПЛК" мы будем употреблять как синонимы.
Немного позже появились ПЛК, которые можно было программировать на машинно-ориентированном языке, что было проще конструктивно, но требовало участия специально обученного программиста для внесения даже незначительных изменений в алгоритм управления. С этого момента началась борьба за упрощение процесса программирования ПЛК, которая привела сначала к созданию языков высокого уровня, затем - специализированных языков визуального программирования, похожих на язык релейной логики. В настоящее время этот процесс завершился созданием международного стандарта IEC (МЭК) 1131-3, который позже был переименован в МЭК 61131-3. Стандарт МЭК 61131-3 поддерживает пять языков технологического программирования, что исключает необходимость привлечения профессиональных программистов при построении систем с контроллерами, оставляя для них решение нестандартных задач.
В связи с тем, что способ программирования является наиболее существенным классифицирующим признаком контроллера, понятие "ПЛК" все реже используется для обозначения управляющих контроллеров, которые не поддерживают технологические языки программирования. Жесткие ограничения на стоимость и огромное разнообразие целей автоматизации привели к невозможности создания универсального ПЛК, как это случилось с офисными компьютерами. Область автоматизации выдвигает множество задач, в соответствии с которыми развивается и рынок, содержащий сотни непохожих друг на друга контроллеров, различающихся десятками параметров.
Выбор оптимального для конкретной задачи контроллера основывается обычно на соответствии функциональных характеристик контроллера решаемой задаче при условии минимальной его стоимости. Учитываются также другие важные характеристики (температурный диапазон, надежность, бренд изготовителя, наличие разрешений Ростехнадзора, сертификатов и т. п.).
Несмотря на огромное разнообразие контроллеров, в их развитии заметны следующие общие тенденции:- уменьшение габаритов;
- расширение функциональных возможностей;
- увеличение количества поддерживаемых интерфейсов и сетей;
- использование идеологии "открытых систем";
- использование языков программирования стандарта МЭК 61131-3;
- снижение цены.
[ http://bookasutp.ru/Chapter6_1.aspx]
Программируемый логический контроллер (ПЛК, PLC) – микропроцессорное устройство, предназначенное для управления технологическим процессом и другими сложными технологическими объектами.
Принцип работы контроллера состоит в выполнение следующего цикла операций:
1. Сбор сигналов с датчиков;
2. Обработка сигналов согласно прикладному алгоритму управления;
3. Выдача управляющих воздействий на исполнительные устройства.
В нормальном режиме работы контроллер непрерывно выполняет этот цикл с частотой от 50 раз в секунду. Время, затрачиваемое контроллером на выполнение полного цикла, часто называют временем (или периодом) сканирования; в большинстве современных ПЛК сканирование может настраиваться пользователем в диапазоне от 20 до 30000 миллисекунд. Для быстрых технологических процессов, где критична скорость реакции системы и требуется оперативное регулирование, время сканирования может составлять 20 мс, однако для большинства непрерывных процессов период 100 мс считается вполне приемлемым.
Аппаратно контроллеры имеют модульную архитектуру и могут состоять из следующих компонентов:
1. Базовая панель ( Baseplate). Она служит для размещения на ней других модулей системы, устанавливаемых в специально отведенные позиции (слоты). Внутри базовой панели проходят две шины: одна - для подачи питания на электронные модули, другая – для пересылки данных и информационного обмена между модулями.
2. Модуль центрального вычислительного устройства ( СPU). Это мозг системы. Собственно в нем и происходит математическая обработка данных. Для связи с другими устройствами CPU часто оснащается сетевым интерфейсом, поддерживающим тот или иной коммуникационный стандарт.
3. Дополнительные коммуникационные модули. Необходимы для добавления сетевых интерфейсов, неподдерживаемых напрямую самим CPU. Коммуникационные модули существенно расширяют возможности ПЛК по сетевому взаимодействию. C их помощью к контроллеру подключают узлы распределенного ввода/вывода, интеллектуальные полевые приборы и станции операторского уровня.
4. Блок питания. Нужен для запитки системы от 220 V. Однако многие ПЛК не имеют стандартного блока питания и запитываются от внешнего. Рис.1. Контроллер РСУ с коммуникациями Profibus и Ethernet.
Рис.1. Контроллер РСУ с коммуникациями Profibus и Ethernet.
Иногда на базовую панель, помимо указанных выше, допускается устанавливать модули ввода/вывода полевых сигналов, которые образуют так называемый локальный ввод/вывод. Однако для большинства РСУ (DCS) характерно использование именно распределенного (удаленного) ввода/вывода.
Отличительной особенностью контроллеров, применяемых в DCS, является возможность их резервирования. Резервирование нужно для повышения отказоустойчивости системы и заключается, как правило, в дублировании аппаратных модулей системы. Рис. 2. Резервированный контроллер с коммуникациями Profibus и Ethernet.
Рис. 2. Резервированный контроллер с коммуникациями Profibus и Ethernet.
Резервируемые модули работают параллельно и выполняют одни и те же функции. При этом один модуль находится в активном состоянии, а другой, являясь резервом, – в режиме “standby”. В случае отказа активного модуля, система автоматически переключается на резерв (это называется “горячий резерв”).
Обратите внимание, контроллеры связаны шиной синхронизации, по которой они мониторят состояние друг друга. Это решение позволяет разнести резервированные модули на значительное расстояние друг от друга (например, расположить их в разных шкафах или даже аппаратных).
Допустим, в данный момент активен левый контроллер, правый – находится в резерве. При этом, даже находясь в резерве, правый контроллер располагает всеми процессными данными и выполняет те же самые математические операции, что и левый. Контроллеры синхронизированы. Предположим, случается отказ левого контроллера, а именно модуля CPU. Управление автоматически передается резервному контроллеру, и теперь он становится главным. Здесь очень большое значение имеют время, которое система тратит на переключение на резерв (обычно меньше 0.5 с) и отсутствие возмущений (удара). Теперь система работает на резерве. Как только инженер заменит отказавший модуль CPU на исправный, система автоматически передаст ему управление и возвратится в исходное состояние.
На рис. 3 изображен резервированный контроллер S7-400H производства Siemens. Данный контроллер входит в состав РСУ Simatic PCS7. Рис. 3. Резервированный контроллер S7-400H. Несколько другое техническое решение показано на примере резервированного контроллера FCP270 производства Foxboro (рис. 4). Данный контроллер входит в состав системы управления Foxboro IA Series.
Рис. 3. Резервированный контроллер S7-400H. Несколько другое техническое решение показано на примере резервированного контроллера FCP270 производства Foxboro (рис. 4). Данный контроллер входит в состав системы управления Foxboro IA Series. Рис. 4. Резервированный контроллер FCP270.
Рис. 4. Резервированный контроллер FCP270.
На базовой панели инсталлировано два процессорных модуля, работающих как резервированная пара, и коммуникационный модуль для сопряжения с оптическими сетями стандарта Ethernet. Взаимодействие между модулями происходит по внутренней шине (тоже резервированной), спрятанной непосредственно в базовую панель (ее не видно на рисунке).
На рисунке ниже показан контроллер AC800M производства ABB (часть РСУ Extended Automation System 800xA). Рис. 5. Контроллер AC800M.
Рис. 5. Контроллер AC800M.
Это не резервированный вариант. Контроллер состоит из двух коммуникационных модулей, одного СPU и одного локального модуля ввода/вывода. Кроме этого, к контроллеру можно подключить до 64 внешних модулей ввода/вывода.
При построении РСУ важно выбрать контроллер, удовлетворяющий всем техническим условиям и требованиям конкретного производства. Подбирая оптимальную конфигурацию, инженеры оперируют определенными техническими характеристиками промышленных контроллеров. Наиболее значимые перечислены ниже:
1. Возможность полного резервирования. Для задач, где отказоустойчивость критична (химия, нефтехимия, металлургия и т.д.), применение резервированных конфигураций вполне оправдано, тогда как для других менее ответственных производств резервирование зачастую оказывается избыточным решением.
2. Количество и тип поддерживаемых коммуникационных интерфейсов. Это определяет гибкость и масштабируемость системы управления в целом. Современные контроллеры способны поддерживать до 10 стандартов передачи данных одновременно, что во многом определяет их универсальность.
3. Быстродействие. Измеряется, как правило, в количестве выполняемых в секунду элементарных операций (до 200 млн.). Иногда быстродействие измеряется количеством обрабатываемых за секунду функциональных блоков (что такое функциональный блок – будет рассказано в следующей статье). Быстродействие зависит от типа центрального процессора (популярные производители - Intel, AMD, Motorola, Texas Instruments и т.д.)
4. Объем оперативной памяти. Во время работы контроллера в его оперативную память загружены запрограммированные пользователем алгоритмы автоматизированного управления, операционная система, библиотечные модули и т.д. Очевидно, чем больше оперативной памяти, тем сложнее и объемнее алгоритмы контроллер может выполнять, тем больше простора для творчества у программиста. Варьируется от 256 килобайт до 32 мегабайт.
5. Надежность. Наработка на отказ до 10-12 лет.
6. Наличие специализированных средств разработки и поддержка различных языков программирования. Очевидно, что существование специализированный среды разработки прикладных программ – это стандарт для современного контроллера АСУ ТП. Для удобства программиста реализуется поддержка сразу нескольких языков как визуального, так и текстового (процедурного) программирования (FBD, SFC, IL, LAD, ST; об этом в следующей статье).
7. Возможность изменения алгоритмов управления на “лету” (online changes), т.е. без остановки работы контроллера. Для большинства контроллеров, применяемых в РСУ, поддержка online changes жизненно необходима, так как позволяет тонко настраивать систему или расширять ее функционал прямо на работающем производстве.
8. Возможность локального ввода/вывода. Как видно из рис. 4 контроллер Foxboro FCP270 рассчитан на работу только с удаленной подсистемой ввода/вывода, подключаемой к нему по оптическим каналам. Simatic S7-400 может спокойно работать как с локальными модулями ввода/вывода (свободные слоты на базовой панели есть), так и удаленными узлами.
9. Вес, габаритные размеры, вид монтажа (на DIN-рейку, на монтажную панель или в стойку 19”). Важно учитывать при проектировании и сборке системных шкафов.
10. Условия эксплуатации (температура, влажность, механические нагрузки). Большинство промышленных контроллеров могут работать в нечеловеческих условиях от 0 до 65 °С и при влажности до 95-98%.
[ http://kazanets.narod.ru/PLC_PART1.htm]Тематики
Синонимы
EN
DE
- speicherprogrammierbare Steuerung, f
FR
связь по ЛЭП
—
[Я.Н.Лугинский, М.С.Фези-Жилинская, Ю.С.Кабиров. Англо-русский словарь по электротехнике и электроэнергетике, Москва, 1999 г.]Тематики
- электротехника, основные понятия
EN
Англо-русский словарь нормативно-технической терминологии > plc
52 MS
- хранилище сообщений
- система мобильной связи
- сигнал обслуживания
- сепаратор влаги
- секция мультиплексирования
- ручное переключение сигнала нормального трафика
- рукопись
- расплав соли
- послание
- подвижная станция
- нормально отключённый выключатель
- наибольшее напряжение
- молярное замещение
- многократное рассеяние
- многоадресный контроль выборочных значений (функциональная связь)
- миллисекунда
- микросекунда
- микроволновый спутник
- метрическая система
- масса пара
- масс-спектрометрия
- малоуглеродистая сталь
- максимальная надёжность
- максимальная безопасность
- магнитостатический
- магнитное запоминающее устройство
- магистр наук
- корпорация Microsoft
- диспетчерский пункт управления (в SCADA)
- выключатель электропитания
- американская корпорация, крупнейший в мире производитель программного обеспечения (Майкрософт)
американская корпорация, крупнейший в мире производитель программного обеспечения (Майкрософт)
MC
—
[[http://www.rfcmd.ru/glossword/1.8/index.php?a=index&d=23]]Тематики
Синонимы
- MC
EN
выключатель электропитания
выключатель питания
—
[Я.Н.Лугинский, М.С.Фези-Жилинская, Ю.С.Кабиров. Англо-русский словарь по электротехнике и электроэнергетике, Москва, 1999 г.]
выключатель электропитания
выключатель питания
-
[Интент]См. также аппарат отключения питания
АСУ электротехнических систем должна обеспечивать реализацию следующих функций:
- синхронизацию генераторов;
- управление выключателями главной электрической схемы электростанции, выключателями питания собственных нужд, в том числе аварийными дизель- генераторами;
[ВРД 39-1.10-071-2003 ]Тематики
- НКУ (шкафы, пульты,...)
- электробезопасность
Обобщающие термины
Синонимы
EN
диспетчерский пункт управления
диспетчерский пункт
ДП
главный терминал
-
[Интент]Master Terminal Unit (MTU), Master Station (MS) диспетчерский пункт управления (главный терминал); осуществляет обработку данных и управление высокого уровня, как правило, в режиме мягкого (квази-) реального времени; одна из основных функций обеспечение интерфейса между человеком-оператором и системой (HMI, MMI). В зависимости от конкретной системы MTU может быть реализован в самом разнообразном виде от одиночного компьютера с дополнительными устройствами подключения к каналам связи до больших вычислительных систем (мэйнфреймов) и/или объединенных в локальную сеть рабочих станций и серверов. Как правило, и при построении MTU используются различные методы повышения надежности и безопасности работы системы.
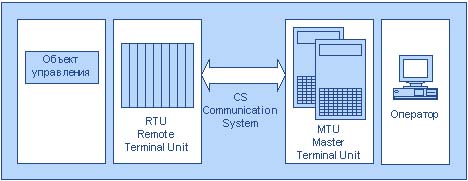
Рис. 2. Основные структурные компоненты SCADA-системыГлавной тенденцией развития MTU (диспетчерских пунктов управления) является переход большинства разработчиков SCADA-систем на архитектуру клиент-сервер, состоящую из 4-х функциональных компонентов.
1. User (Operator) Interface (интерфейс пользователя/оператора) исключительно важная составляющая систем SCADA. Для нее характерны
а) стандартизация интерфейса пользователя вокруг нескольких платформ;
б) все более возрастающее влияние Windows NT;
в) использование стандартного графического интерфейса пользователя (GUI);
г) технологии объектно-ориентированного программирования: DDE, OLE, Active X, OPC (OLE for Process Control), DCOM;
д) стандартные средства разработки приложений, наиболее популярные среди которых, Visual Basic for Applications (VBA), Visual C++;
е) появление коммерческих вариантов программного обеспечения класса SCADA/MMI для широкого спектра задач. Объектная независимость позволяет интерфейсу пользователя представлять виртуальные объекты, созданные другими системами. Результат расширение возможностей по оптимизации HMI-интерфейса.
2. Data Management (управление данными) - отход от узкоспециализированных баз данных в сторону поддержки большинства корпоративных реляционных баз данных (Microsoft SQL, Oracle). Функции управления данными и генерации отчетов осуществляются стандартными средствами SQL, 4GL; эта независимость данных изолирует функции доступа и управления данными от целевых задач SCADA, что позволяет легко разрабатывать дополнительные приложения по анализу и управлению данными.
3. Networking & Services (сети и службы) - переход к использованию стандартных сетевых технологий и протоколов. Службы сетевого управления, защиты и управления доступом, мониторинга транзакций, передачи почтовых сообщений, сканирования доступных ресурсов (процессов) могут выполняться независимо от кода целевой программы SCADA, разработанной другим вендором.
4. Real-Time Services (службы реального времени) - освобождение MTU от нагрузки перечисленных выше компонентов дает возможность сконцентрироваться на требованиях производительности для задач реального и квази-реального времени. Данные службы представляют собой быстродействующие процессоры, которые управляют обменом информацией с RTU и SCADA-процессами, осуществляют управление резидентной частью базы данных, оповещение о событиях, выполняют действия по управлению системой, передачу информации о событиях на интерфейс пользователя (оператора).
[ http://www.mka.ru/?p=41524]Тематики
Синонимы
EN
корпорация Microsoft
Основана 5 сентября 1975г. Биллом Гейтсом (Bill Gates) и Полом Аленом (Paul Allen).
[ http://www.morepc.ru/dict/]Тематики
EN
магнитное запоминающее устройство
—
[Е.С.Алексеев, А.А.Мячев. Англо-русский толковый словарь по системотехнике ЭВМ. Москва 1993]Тематики
EN
магнитостатический
—
[Я.Н.Лугинский, М.С.Фези-Жилинская, Ю.С.Кабиров. Англо-русский словарь по электротехнике и электроэнергетике, Москва, 1999 г.]Тематики
- электротехника, основные понятия
EN
максимальная безопасность
—
[А.С.Гольдберг. Англо-русский энергетический словарь. 2006 г.]Тематики
EN
максимальная надёжность
—
[А.С.Гольдберг. Англо-русский энергетический словарь. 2006 г.]Тематики
EN
масс-спектрометрия
(по распределению масс на фиксированном детекторе)
[А.С.Гольдберг. Англо-русский энергетический словарь. 2006 г.]Тематики
EN
микроволновый спутник
(J.116).
[ http://www.iks-media.ru/glossary/index.html?glossid=2400324]Тематики
- электросвязь, основные понятия
EN
микросекунда
мксек
10-6 секунд - 1 миллионная доля секунды.
[ http://www.lexikon.ru/dict/net/index.html]Тематики
Синонимы
EN
многоадресный контроль выборочных значений (функциональная связь)
—
[ ГОСТ Р 54325-2011 (IEC/TS 61850-2:2003)]]Тематики
EN
нормально отключённый выключатель
—
[Я.Н.Лугинский, М.С.Фези-Жилинская, Ю.С.Кабиров. Англо-русский словарь по электротехнике и электроэнергетике, Москва, 1999]Тематики
- электротехника, основные понятия
EN
подвижная станция
Станция подвижной службы, предназначенная для работы во время движения или во время остановок в неопределенных пунктах (Регламент радиосвязи Ст.1, п. 11.67).
[ http://www.iks-media.ru/glossary/index.html?glossid=2400324]Тематики
- электросвязь, основные понятия
EN
послание
(напр. бюджетное в США)
[А.С.Гольдберг. Англо-русский энергетический словарь. 2006 г.]Тематики
EN
расплав соли
(напр. для ядерного реактора)
[А.С.Гольдберг. Англо-русский энергетический словарь. 2006 г.]Тематики
EN
ручное переключение сигнала нормального трафика
(МСЭ-Т G.808.1).
[ http://www.iks-media.ru/glossary/index.html?glossid=2400324]Тематики
- электросвязь, основные понятия
EN
секция мультиплексирования
Трасса между двумя включенными функциями трассы окончания участка мультиплексирования (МСЭ-T G.803, МСЭ-Т G.798).
[ http://www.iks-media.ru/glossary/index.html?glossid=2400324]Тематики
- электросвязь, основные понятия
EN
сигнал обслуживания
(МСЭ-T G.709/ Y.1331).
[ http://www.iks-media.ru/glossary/index.html?glossid=2400324]Тематики
- электросвязь, основные понятия
EN
система мобильной связи
—
[Л.Г.Суменко. Англо-русский словарь по информационным технологиям. М.: ГП ЦНИИС, 2003.]Тематики
EN
хранилище сообщений
(МСЭ-Т Х.440, МСЭ-Т F.400/ Х.400).
[ http://www.iks-media.ru/glossary/index.html?glossid=2400324]Тематики
- электросвязь, основные понятия
EN
Англо-русский словарь нормативно-технической терминологии > MS
53 programmable logic controller
контроллер с программируемой логикой
—
[А.С.Гольдберг. Англо-русский энергетический словарь. 2006 г.]Тематики
EN
программируемый логический контроллер
ПЛК
-
[Интент]
контроллер
Управляющее устройство, осуществляющее автоматическое управление посредством программной реализации алгоритмов управления.
[Сборник рекомендуемых терминов. Выпуск 107. Теория управления.
Академия наук СССР. Комитет научно-технической терминологии. 1984 г.]EN
storage-programmable logic controller
computer-aided control equipment or system whose logic sequence can be varied via a directly or remote-control connected programming device, for example a control panel, a host computer or a portable terminal
[IEV ref 351-32-34]FR
automate programmable à mémoire
См. также:
équipement ou système de commande assisté par ordinateur dont la séquence logique peut être modifiée directement ou par l'intermédiaire d'un dispositif de programmation relié à une télécommande, par exemple un panneau de commande, un ordinateur hôte ou un terminal de données portatif
[IEV ref 351-32-34]
- архитектура контроллера;
- производительность контроллера;
- время реакции контроллера;
КЛАССИФИКАЦИЯ
Основным показателем ПЛК является количество каналов ввода-вывода. По этому признаку ПЛК делятся на следующие группы:- нано- ПЛК (менее 16 каналов);
- микро-ПЛК (более 16, до 100 каналов);
- средние (более 100, до 500 каналов);
- большие (более 500 каналов).
- моноблочными - в которых устройство ввода-вывода не может быть удалено из контроллера или заменено на другое. Конструктивно контроллер представляет собой единое целое с устройствами ввода-вывода (например, одноплатный контроллер). Моноблочный контроллер может иметь, например, 16 каналов дискретного ввода и 8 каналов релейного вывода;
- модульные - состоящие из общей корзины (шасси), в которой располагаются модуль центрального процессора и сменные модули ввода-вывода. Состав модулей выбирается пользователем в зависимости от решаемой задачи. Типовое количество слотов для сменных модулей - от 8 до 32;
- распределенные (с удаленными модулями ввода-вывода) - в которых модули ввода-вывода выполнены в отдельных корпусах, соединяются с модулем контроллера по сети (обычно на основе интерфейса RS-485) и могут быть расположены на расстоянии до 1,2 км от процессорного модуля.
Многие контроллеры имеют набор сменных процессорных плат разной производительности. Это позволяет расширить круг потенциальных пользователей системы без изменения ее конструктива.
По конструктивному исполнению и способу крепления контроллеры делятся на:- панельные (для монтажа на панель или дверцу шкафа);
- для монтажа на DIN-рейку внутри шкафа;
- для крепления на стене;
- стоечные - для монтажа в стойке;
- бескорпусные (обычно одноплатные) для применения в специализированных конструктивах производителей оборудования (OEM - "Original Equipment Manufact urer").
По области применения контроллеры делятся на следующие типы:- универсальные общепромышленные;
- для управления роботами;
- для управления позиционированием и перемещением;
- коммуникационные;
- ПИД-контроллеры;
- специализированные.
По способу программирования контроллеры бывают:- программируемые с лицевой панели контроллера;
- программируемые переносным программатором;
- программируемые с помощью дисплея, мыши и клавиатуры;
- программируемые с помощью персонального компьютера.
Контроллеры могут программироваться на следующих языках:- на классических алгоритмических языках (C, С#, Visual Basic);
- на языках МЭК 61131-3.
Контроллеры могут содержать в своем составе модули ввода-вывода или не содержать их. Примерами контроллеров без модулей ввода-вывода являются коммуникационные контроллеры, которые выполняют функцию межсетевого шлюза, или контроллеры, получающие данные от контроллеров нижнего уровня иерархии АСУ ТП. Контроллеры для систем автоматизации
Слово "контроллер" произошло от английского "control" (управление), а не от русского "контроль" (учет, проверка). Контроллером в системах автоматизации называют устройство, выполняющее управление физическими процессами по записанному в него алгоритму, с использованием информации, получаемой от датчиков и выводимой в исполнительные устройства.
Первые контроллеры появились на рубеже 60-х и 70-х годов в автомобильной промышленности, где использовались для автоматизации сборочных линий. В то время компьютеры стоили чрезвычайно дорого, поэтому контроллеры строились на жесткой логике (программировались аппаратно), что было гораздо дешевле. Однако перенастройка с одной технологической линии на другую требовала фактически изготовления нового контроллера. Поэтому появились контроллеры, алгоритм работы которых мог быть изменен несколько проще - с помощью схемы соединений реле. Такие контроллеры получили название программируемых логических контроллеров (ПЛК), и этот термин сохранился до настоящего времени. Везде ниже термины "контроллер" и "ПЛК" мы будем употреблять как синонимы.
Немного позже появились ПЛК, которые можно было программировать на машинно-ориентированном языке, что было проще конструктивно, но требовало участия специально обученного программиста для внесения даже незначительных изменений в алгоритм управления. С этого момента началась борьба за упрощение процесса программирования ПЛК, которая привела сначала к созданию языков высокого уровня, затем - специализированных языков визуального программирования, похожих на язык релейной логики. В настоящее время этот процесс завершился созданием международного стандарта IEC (МЭК) 1131-3, который позже был переименован в МЭК 61131-3. Стандарт МЭК 61131-3 поддерживает пять языков технологического программирования, что исключает необходимость привлечения профессиональных программистов при построении систем с контроллерами, оставляя для них решение нестандартных задач.
В связи с тем, что способ программирования является наиболее существенным классифицирующим признаком контроллера, понятие "ПЛК" все реже используется для обозначения управляющих контроллеров, которые не поддерживают технологические языки программирования. Жесткие ограничения на стоимость и огромное разнообразие целей автоматизации привели к невозможности создания универсального ПЛК, как это случилось с офисными компьютерами. Область автоматизации выдвигает множество задач, в соответствии с которыми развивается и рынок, содержащий сотни непохожих друг на друга контроллеров, различающихся десятками параметров.
Выбор оптимального для конкретной задачи контроллера основывается обычно на соответствии функциональных характеристик контроллера решаемой задаче при условии минимальной его стоимости. Учитываются также другие важные характеристики (температурный диапазон, надежность, бренд изготовителя, наличие разрешений Ростехнадзора, сертификатов и т. п.).
Несмотря на огромное разнообразие контроллеров, в их развитии заметны следующие общие тенденции:- уменьшение габаритов;
- расширение функциональных возможностей;
- увеличение количества поддерживаемых интерфейсов и сетей;
- использование идеологии "открытых систем";
- использование языков программирования стандарта МЭК 61131-3;
- снижение цены.
[ http://bookasutp.ru/Chapter6_1.aspx]
Программируемый логический контроллер (ПЛК, PLC) – микропроцессорное устройство, предназначенное для управления технологическим процессом и другими сложными технологическими объектами.
Принцип работы контроллера состоит в выполнение следующего цикла операций:
1. Сбор сигналов с датчиков;
2. Обработка сигналов согласно прикладному алгоритму управления;
3. Выдача управляющих воздействий на исполнительные устройства.
В нормальном режиме работы контроллер непрерывно выполняет этот цикл с частотой от 50 раз в секунду. Время, затрачиваемое контроллером на выполнение полного цикла, часто называют временем (или периодом) сканирования; в большинстве современных ПЛК сканирование может настраиваться пользователем в диапазоне от 20 до 30000 миллисекунд. Для быстрых технологических процессов, где критична скорость реакции системы и требуется оперативное регулирование, время сканирования может составлять 20 мс, однако для большинства непрерывных процессов период 100 мс считается вполне приемлемым.
Аппаратно контроллеры имеют модульную архитектуру и могут состоять из следующих компонентов:
1. Базовая панель ( Baseplate). Она служит для размещения на ней других модулей системы, устанавливаемых в специально отведенные позиции (слоты). Внутри базовой панели проходят две шины: одна - для подачи питания на электронные модули, другая – для пересылки данных и информационного обмена между модулями.
2. Модуль центрального вычислительного устройства ( СPU). Это мозг системы. Собственно в нем и происходит математическая обработка данных. Для связи с другими устройствами CPU часто оснащается сетевым интерфейсом, поддерживающим тот или иной коммуникационный стандарт.
3. Дополнительные коммуникационные модули. Необходимы для добавления сетевых интерфейсов, неподдерживаемых напрямую самим CPU. Коммуникационные модули существенно расширяют возможности ПЛК по сетевому взаимодействию. C их помощью к контроллеру подключают узлы распределенного ввода/вывода, интеллектуальные полевые приборы и станции операторского уровня.
4. Блок питания. Нужен для запитки системы от 220 V. Однако многие ПЛК не имеют стандартного блока питания и запитываются от внешнего.
Рис.1. Контроллер РСУ с коммуникациями Profibus и Ethernet.
Иногда на базовую панель, помимо указанных выше, допускается устанавливать модули ввода/вывода полевых сигналов, которые образуют так называемый локальный ввод/вывод. Однако для большинства РСУ (DCS) характерно использование именно распределенного (удаленного) ввода/вывода.
Отличительной особенностью контроллеров, применяемых в DCS, является возможность их резервирования. Резервирование нужно для повышения отказоустойчивости системы и заключается, как правило, в дублировании аппаратных модулей системы.
Рис. 2. Резервированный контроллер с коммуникациями Profibus и Ethernet.
Резервируемые модули работают параллельно и выполняют одни и те же функции. При этом один модуль находится в активном состоянии, а другой, являясь резервом, – в режиме “standby”. В случае отказа активного модуля, система автоматически переключается на резерв (это называется “горячий резерв”).
Обратите внимание, контроллеры связаны шиной синхронизации, по которой они мониторят состояние друг друга. Это решение позволяет разнести резервированные модули на значительное расстояние друг от друга (например, расположить их в разных шкафах или даже аппаратных).
Допустим, в данный момент активен левый контроллер, правый – находится в резерве. При этом, даже находясь в резерве, правый контроллер располагает всеми процессными данными и выполняет те же самые математические операции, что и левый. Контроллеры синхронизированы. Предположим, случается отказ левого контроллера, а именно модуля CPU. Управление автоматически передается резервному контроллеру, и теперь он становится главным. Здесь очень большое значение имеют время, которое система тратит на переключение на резерв (обычно меньше 0.5 с) и отсутствие возмущений (удара). Теперь система работает на резерве. Как только инженер заменит отказавший модуль CPU на исправный, система автоматически передаст ему управление и возвратится в исходное состояние.
На рис. 3 изображен резервированный контроллер S7-400H производства Siemens. Данный контроллер входит в состав РСУ Simatic PCS7.
Рис. 3. Резервированный контроллер S7-400H. Несколько другое техническое решение показано на примере резервированного контроллера FCP270 производства Foxboro (рис. 4). Данный контроллер входит в состав системы управления Foxboro IA Series.
Рис. 4. Резервированный контроллер FCP270.
На базовой панели инсталлировано два процессорных модуля, работающих как резервированная пара, и коммуникационный модуль для сопряжения с оптическими сетями стандарта Ethernet. Взаимодействие между модулями происходит по внутренней шине (тоже резервированной), спрятанной непосредственно в базовую панель (ее не видно на рисунке).
На рисунке ниже показан контроллер AC800M производства ABB (часть РСУ Extended Automation System 800xA).
Рис. 5. Контроллер AC800M.
Это не резервированный вариант. Контроллер состоит из двух коммуникационных модулей, одного СPU и одного локального модуля ввода/вывода. Кроме этого, к контроллеру можно подключить до 64 внешних модулей ввода/вывода.
При построении РСУ важно выбрать контроллер, удовлетворяющий всем техническим условиям и требованиям конкретного производства. Подбирая оптимальную конфигурацию, инженеры оперируют определенными техническими характеристиками промышленных контроллеров. Наиболее значимые перечислены ниже:
1. Возможность полного резервирования. Для задач, где отказоустойчивость критична (химия, нефтехимия, металлургия и т.д.), применение резервированных конфигураций вполне оправдано, тогда как для других менее ответственных производств резервирование зачастую оказывается избыточным решением.
2. Количество и тип поддерживаемых коммуникационных интерфейсов. Это определяет гибкость и масштабируемость системы управления в целом. Современные контроллеры способны поддерживать до 10 стандартов передачи данных одновременно, что во многом определяет их универсальность.
3. Быстродействие. Измеряется, как правило, в количестве выполняемых в секунду элементарных операций (до 200 млн.). Иногда быстродействие измеряется количеством обрабатываемых за секунду функциональных блоков (что такое функциональный блок – будет рассказано в следующей статье). Быстродействие зависит от типа центрального процессора (популярные производители - Intel, AMD, Motorola, Texas Instruments и т.д.)
4. Объем оперативной памяти. Во время работы контроллера в его оперативную память загружены запрограммированные пользователем алгоритмы автоматизированного управления, операционная система, библиотечные модули и т.д. Очевидно, чем больше оперативной памяти, тем сложнее и объемнее алгоритмы контроллер может выполнять, тем больше простора для творчества у программиста. Варьируется от 256 килобайт до 32 мегабайт.
5. Надежность. Наработка на отказ до 10-12 лет.
6. Наличие специализированных средств разработки и поддержка различных языков программирования. Очевидно, что существование специализированный среды разработки прикладных программ – это стандарт для современного контроллера АСУ ТП. Для удобства программиста реализуется поддержка сразу нескольких языков как визуального, так и текстового (процедурного) программирования (FBD, SFC, IL, LAD, ST; об этом в следующей статье).
7. Возможность изменения алгоритмов управления на “лету” (online changes), т.е. без остановки работы контроллера. Для большинства контроллеров, применяемых в РСУ, поддержка online changes жизненно необходима, так как позволяет тонко настраивать систему или расширять ее функционал прямо на работающем производстве.
8. Возможность локального ввода/вывода. Как видно из рис. 4 контроллер Foxboro FCP270 рассчитан на работу только с удаленной подсистемой ввода/вывода, подключаемой к нему по оптическим каналам. Simatic S7-400 может спокойно работать как с локальными модулями ввода/вывода (свободные слоты на базовой панели есть), так и удаленными узлами.
9. Вес, габаритные размеры, вид монтажа (на DIN-рейку, на монтажную панель или в стойку 19”). Важно учитывать при проектировании и сборке системных шкафов.
10. Условия эксплуатации (температура, влажность, механические нагрузки). Большинство промышленных контроллеров могут работать в нечеловеческих условиях от 0 до 65 °С и при влажности до 95-98%.
[ http://kazanets.narod.ru/PLC_PART1.htm]Тематики
Синонимы
EN
DE
- speicherprogrammierbare Steuerung, f
FR
Англо-русский словарь нормативно-технической терминологии > programmable logic controller
54 programmable controller
программируемый контроллер
—
[Я.Н.Лугинский, М.С.Фези-Жилинская, Ю.С.Кабиров. Англо-русский словарь по электротехнике и электроэнергетике, Москва, 1999 г.]Тематики
- электротехника, основные понятия
EN
программируемый логический контроллер
ПЛК
-
[Интент]
контроллер
Управляющее устройство, осуществляющее автоматическое управление посредством программной реализации алгоритмов управления.
[Сборник рекомендуемых терминов. Выпуск 107. Теория управления.
Академия наук СССР. Комитет научно-технической терминологии. 1984 г.]EN
storage-programmable logic controller
computer-aided control equipment or system whose logic sequence can be varied via a directly or remote-control connected programming device, for example a control panel, a host computer or a portable terminal
[IEV ref 351-32-34]FR
automate programmable à mémoire
См. также:
équipement ou système de commande assisté par ordinateur dont la séquence logique peut être modifiée directement ou par l'intermédiaire d'un dispositif de programmation relié à une télécommande, par exemple un panneau de commande, un ordinateur hôte ou un terminal de données portatif
[IEV ref 351-32-34]
- архитектура контроллера;
- производительность контроллера;
- время реакции контроллера;
КЛАССИФИКАЦИЯ
Основным показателем ПЛК является количество каналов ввода-вывода. По этому признаку ПЛК делятся на следующие группы:- нано- ПЛК (менее 16 каналов);
- микро-ПЛК (более 16, до 100 каналов);
- средние (более 100, до 500 каналов);
- большие (более 500 каналов).
- моноблочными - в которых устройство ввода-вывода не может быть удалено из контроллера или заменено на другое. Конструктивно контроллер представляет собой единое целое с устройствами ввода-вывода (например, одноплатный контроллер). Моноблочный контроллер может иметь, например, 16 каналов дискретного ввода и 8 каналов релейного вывода;
- модульные - состоящие из общей корзины (шасси), в которой располагаются модуль центрального процессора и сменные модули ввода-вывода. Состав модулей выбирается пользователем в зависимости от решаемой задачи. Типовое количество слотов для сменных модулей - от 8 до 32;
- распределенные (с удаленными модулями ввода-вывода) - в которых модули ввода-вывода выполнены в отдельных корпусах, соединяются с модулем контроллера по сети (обычно на основе интерфейса RS-485) и могут быть расположены на расстоянии до 1,2 км от процессорного модуля.
Многие контроллеры имеют набор сменных процессорных плат разной производительности. Это позволяет расширить круг потенциальных пользователей системы без изменения ее конструктива.
По конструктивному исполнению и способу крепления контроллеры делятся на:- панельные (для монтажа на панель или дверцу шкафа);
- для монтажа на DIN-рейку внутри шкафа;
- для крепления на стене;
- стоечные - для монтажа в стойке;
- бескорпусные (обычно одноплатные) для применения в специализированных конструктивах производителей оборудования (OEM - "Original Equipment Manufact urer").
По области применения контроллеры делятся на следующие типы:- универсальные общепромышленные;
- для управления роботами;
- для управления позиционированием и перемещением;
- коммуникационные;
- ПИД-контроллеры;
- специализированные.
По способу программирования контроллеры бывают:- программируемые с лицевой панели контроллера;
- программируемые переносным программатором;
- программируемые с помощью дисплея, мыши и клавиатуры;
- программируемые с помощью персонального компьютера.
Контроллеры могут программироваться на следующих языках:- на классических алгоритмических языках (C, С#, Visual Basic);
- на языках МЭК 61131-3.
Контроллеры могут содержать в своем составе модули ввода-вывода или не содержать их. Примерами контроллеров без модулей ввода-вывода являются коммуникационные контроллеры, которые выполняют функцию межсетевого шлюза, или контроллеры, получающие данные от контроллеров нижнего уровня иерархии АСУ ТП. Контроллеры для систем автоматизации
Слово "контроллер" произошло от английского "control" (управление), а не от русского "контроль" (учет, проверка). Контроллером в системах автоматизации называют устройство, выполняющее управление физическими процессами по записанному в него алгоритму, с использованием информации, получаемой от датчиков и выводимой в исполнительные устройства.
Первые контроллеры появились на рубеже 60-х и 70-х годов в автомобильной промышленности, где использовались для автоматизации сборочных линий. В то время компьютеры стоили чрезвычайно дорого, поэтому контроллеры строились на жесткой логике (программировались аппаратно), что было гораздо дешевле. Однако перенастройка с одной технологической линии на другую требовала фактически изготовления нового контроллера. Поэтому появились контроллеры, алгоритм работы которых мог быть изменен несколько проще - с помощью схемы соединений реле. Такие контроллеры получили название программируемых логических контроллеров (ПЛК), и этот термин сохранился до настоящего времени. Везде ниже термины "контроллер" и "ПЛК" мы будем употреблять как синонимы.
Немного позже появились ПЛК, которые можно было программировать на машинно-ориентированном языке, что было проще конструктивно, но требовало участия специально обученного программиста для внесения даже незначительных изменений в алгоритм управления. С этого момента началась борьба за упрощение процесса программирования ПЛК, которая привела сначала к созданию языков высокого уровня, затем - специализированных языков визуального программирования, похожих на язык релейной логики. В настоящее время этот процесс завершился созданием международного стандарта IEC (МЭК) 1131-3, который позже был переименован в МЭК 61131-3. Стандарт МЭК 61131-3 поддерживает пять языков технологического программирования, что исключает необходимость привлечения профессиональных программистов при построении систем с контроллерами, оставляя для них решение нестандартных задач.
В связи с тем, что способ программирования является наиболее существенным классифицирующим признаком контроллера, понятие "ПЛК" все реже используется для обозначения управляющих контроллеров, которые не поддерживают технологические языки программирования. Жесткие ограничения на стоимость и огромное разнообразие целей автоматизации привели к невозможности создания универсального ПЛК, как это случилось с офисными компьютерами. Область автоматизации выдвигает множество задач, в соответствии с которыми развивается и рынок, содержащий сотни непохожих друг на друга контроллеров, различающихся десятками параметров.
Выбор оптимального для конкретной задачи контроллера основывается обычно на соответствии функциональных характеристик контроллера решаемой задаче при условии минимальной его стоимости. Учитываются также другие важные характеристики (температурный диапазон, надежность, бренд изготовителя, наличие разрешений Ростехнадзора, сертификатов и т. п.).
Несмотря на огромное разнообразие контроллеров, в их развитии заметны следующие общие тенденции:- уменьшение габаритов;
- расширение функциональных возможностей;
- увеличение количества поддерживаемых интерфейсов и сетей;
- использование идеологии "открытых систем";
- использование языков программирования стандарта МЭК 61131-3;
- снижение цены.
[ http://bookasutp.ru/Chapter6_1.aspx]
Программируемый логический контроллер (ПЛК, PLC) – микропроцессорное устройство, предназначенное для управления технологическим процессом и другими сложными технологическими объектами.
Принцип работы контроллера состоит в выполнение следующего цикла операций:
1. Сбор сигналов с датчиков;
2. Обработка сигналов согласно прикладному алгоритму управления;
3. Выдача управляющих воздействий на исполнительные устройства.
В нормальном режиме работы контроллер непрерывно выполняет этот цикл с частотой от 50 раз в секунду. Время, затрачиваемое контроллером на выполнение полного цикла, часто называют временем (или периодом) сканирования; в большинстве современных ПЛК сканирование может настраиваться пользователем в диапазоне от 20 до 30000 миллисекунд. Для быстрых технологических процессов, где критична скорость реакции системы и требуется оперативное регулирование, время сканирования может составлять 20 мс, однако для большинства непрерывных процессов период 100 мс считается вполне приемлемым.
Аппаратно контроллеры имеют модульную архитектуру и могут состоять из следующих компонентов:
1. Базовая панель ( Baseplate). Она служит для размещения на ней других модулей системы, устанавливаемых в специально отведенные позиции (слоты). Внутри базовой панели проходят две шины: одна - для подачи питания на электронные модули, другая – для пересылки данных и информационного обмена между модулями.
2. Модуль центрального вычислительного устройства ( СPU). Это мозг системы. Собственно в нем и происходит математическая обработка данных. Для связи с другими устройствами CPU часто оснащается сетевым интерфейсом, поддерживающим тот или иной коммуникационный стандарт.
3. Дополнительные коммуникационные модули. Необходимы для добавления сетевых интерфейсов, неподдерживаемых напрямую самим CPU. Коммуникационные модули существенно расширяют возможности ПЛК по сетевому взаимодействию. C их помощью к контроллеру подключают узлы распределенного ввода/вывода, интеллектуальные полевые приборы и станции операторского уровня.
4. Блок питания. Нужен для запитки системы от 220 V. Однако многие ПЛК не имеют стандартного блока питания и запитываются от внешнего.
Рис.1. Контроллер РСУ с коммуникациями Profibus и Ethernet.
Иногда на базовую панель, помимо указанных выше, допускается устанавливать модули ввода/вывода полевых сигналов, которые образуют так называемый локальный ввод/вывод. Однако для большинства РСУ (DCS) характерно использование именно распределенного (удаленного) ввода/вывода.
Отличительной особенностью контроллеров, применяемых в DCS, является возможность их резервирования. Резервирование нужно для повышения отказоустойчивости системы и заключается, как правило, в дублировании аппаратных модулей системы.
Рис. 2. Резервированный контроллер с коммуникациями Profibus и Ethernet.
Резервируемые модули работают параллельно и выполняют одни и те же функции. При этом один модуль находится в активном состоянии, а другой, являясь резервом, – в режиме “standby”. В случае отказа активного модуля, система автоматически переключается на резерв (это называется “горячий резерв”).
Обратите внимание, контроллеры связаны шиной синхронизации, по которой они мониторят состояние друг друга. Это решение позволяет разнести резервированные модули на значительное расстояние друг от друга (например, расположить их в разных шкафах или даже аппаратных).
Допустим, в данный момент активен левый контроллер, правый – находится в резерве. При этом, даже находясь в резерве, правый контроллер располагает всеми процессными данными и выполняет те же самые математические операции, что и левый. Контроллеры синхронизированы. Предположим, случается отказ левого контроллера, а именно модуля CPU. Управление автоматически передается резервному контроллеру, и теперь он становится главным. Здесь очень большое значение имеют время, которое система тратит на переключение на резерв (обычно меньше 0.5 с) и отсутствие возмущений (удара). Теперь система работает на резерве. Как только инженер заменит отказавший модуль CPU на исправный, система автоматически передаст ему управление и возвратится в исходное состояние.
На рис. 3 изображен резервированный контроллер S7-400H производства Siemens. Данный контроллер входит в состав РСУ Simatic PCS7.
Рис. 3. Резервированный контроллер S7-400H. Несколько другое техническое решение показано на примере резервированного контроллера FCP270 производства Foxboro (рис. 4). Данный контроллер входит в состав системы управления Foxboro IA Series.
Рис. 4. Резервированный контроллер FCP270.
На базовой панели инсталлировано два процессорных модуля, работающих как резервированная пара, и коммуникационный модуль для сопряжения с оптическими сетями стандарта Ethernet. Взаимодействие между модулями происходит по внутренней шине (тоже резервированной), спрятанной непосредственно в базовую панель (ее не видно на рисунке).
На рисунке ниже показан контроллер AC800M производства ABB (часть РСУ Extended Automation System 800xA).
Рис. 5. Контроллер AC800M.
Это не резервированный вариант. Контроллер состоит из двух коммуникационных модулей, одного СPU и одного локального модуля ввода/вывода. Кроме этого, к контроллеру можно подключить до 64 внешних модулей ввода/вывода.
При построении РСУ важно выбрать контроллер, удовлетворяющий всем техническим условиям и требованиям конкретного производства. Подбирая оптимальную конфигурацию, инженеры оперируют определенными техническими характеристиками промышленных контроллеров. Наиболее значимые перечислены ниже:
1. Возможность полного резервирования. Для задач, где отказоустойчивость критична (химия, нефтехимия, металлургия и т.д.), применение резервированных конфигураций вполне оправдано, тогда как для других менее ответственных производств резервирование зачастую оказывается избыточным решением.
2. Количество и тип поддерживаемых коммуникационных интерфейсов. Это определяет гибкость и масштабируемость системы управления в целом. Современные контроллеры способны поддерживать до 10 стандартов передачи данных одновременно, что во многом определяет их универсальность.
3. Быстродействие. Измеряется, как правило, в количестве выполняемых в секунду элементарных операций (до 200 млн.). Иногда быстродействие измеряется количеством обрабатываемых за секунду функциональных блоков (что такое функциональный блок – будет рассказано в следующей статье). Быстродействие зависит от типа центрального процессора (популярные производители - Intel, AMD, Motorola, Texas Instruments и т.д.)
4. Объем оперативной памяти. Во время работы контроллера в его оперативную память загружены запрограммированные пользователем алгоритмы автоматизированного управления, операционная система, библиотечные модули и т.д. Очевидно, чем больше оперативной памяти, тем сложнее и объемнее алгоритмы контроллер может выполнять, тем больше простора для творчества у программиста. Варьируется от 256 килобайт до 32 мегабайт.
5. Надежность. Наработка на отказ до 10-12 лет.
6. Наличие специализированных средств разработки и поддержка различных языков программирования. Очевидно, что существование специализированный среды разработки прикладных программ – это стандарт для современного контроллера АСУ ТП. Для удобства программиста реализуется поддержка сразу нескольких языков как визуального, так и текстового (процедурного) программирования (FBD, SFC, IL, LAD, ST; об этом в следующей статье).
7. Возможность изменения алгоритмов управления на “лету” (online changes), т.е. без остановки работы контроллера. Для большинства контроллеров, применяемых в РСУ, поддержка online changes жизненно необходима, так как позволяет тонко настраивать систему или расширять ее функционал прямо на работающем производстве.
8. Возможность локального ввода/вывода. Как видно из рис. 4 контроллер Foxboro FCP270 рассчитан на работу только с удаленной подсистемой ввода/вывода, подключаемой к нему по оптическим каналам. Simatic S7-400 может спокойно работать как с локальными модулями ввода/вывода (свободные слоты на базовой панели есть), так и удаленными узлами.
9. Вес, габаритные размеры, вид монтажа (на DIN-рейку, на монтажную панель или в стойку 19”). Важно учитывать при проектировании и сборке системных шкафов.
10. Условия эксплуатации (температура, влажность, механические нагрузки). Большинство промышленных контроллеров могут работать в нечеловеческих условиях от 0 до 65 °С и при влажности до 95-98%.
[ http://kazanets.narod.ru/PLC_PART1.htm]Тематики
Синонимы
EN
DE
- speicherprogrammierbare Steuerung, f
FR
Англо-русский словарь нормативно-технической терминологии > programmable controller
55 память
жен.;
только ед.
1) memory хорошая память ≈ retentive memory, exact memory цепкая память ≈ tenacious memory свежо в памяти ≈ to fresh in one's mind/memory если память мне не изменяет ≈ if my memory doesn't fail me феноменальная память ≈ infallible memory зрительная память ≈ visual memory восстановление в памяти ≈ recollection зрительная память ≈ camera eye амер. дырявая память, короткая память, память девичья ≈ short memory, memory like a sieve запечатлеться в памяти воскресать в памяти всплывать в памяти приходить на память врезаться в память выветриваться из памяти изглаживать из памяти вычеркивать из памяти изощрять память рыться в памяти копаться в памяти потеря памяти провал памяти удерживать в памяти хранить в памяти держать в памяти выскочить из памяти
2) (воспоминание) remembrance;
recollection подарить на память ≈ to give smth. as a keepsake, to give smth. as a souvenir сохранять на память ≈ to keep as a souvenir
3) (запоминающее устройство) memory, store, storage ∙ кратковременная память ≈ short-term memory долговременная память ≈ long-term memory на память ≈ (наизусть) by heart по старой памяти ≈ for old times' sake;
by force of habit( по привычке) светлой памяти ≈ of blessed memory в память ≈ (кого-л.) in memory (of), in commemoration (of) на памяти ≈ (кого-л.) in/within smb.'s memory/recollection;
one can recall по памяти ≈ from memory без памяти выживать из памяти для увековечения памяти чтить память вечная памятьпамят|ь - ж. memory;
хорошая ~ good*/retentive memory;
плохая ~ bad* memory;
свежо в ~и fresh in one`s memory;
лишиться ~и lose* one ` s memory;
врезаться в ~ be* engraved on the memory, stick* in one`s memory;
в ~ кого-л. in memory of smb. ;
на чьей-л. ~и within the memory of smb. ;
прийти кому-л. на ~ сome* to smb`s mind;
играть на ~ play from memory;
выпадать из ~и escape/slip one `s memory;
подарить что-л. на ~ give* smth. as a keepsake/souvenir;
без ~и
1) (без сознания): быть без ~и be* unconscious;
2): любить кого-л. без ~и be* madly in love with smb. ;
3): быть без ~и от кого-л. adore smb., be* passionately fond of smb. ;
вечная ему ~ may his memory live forever;
на памяти нынешнего поколения within living memory;
у лгунов должна быть длинная ~ посл. е liars must have long memories.56 contents
сущ. содержимое Syn: furniture Содержание contents содержание ~ содержимое ~ состав decision ~ разнообразие выбора main ~ основное содержание storage ~ вчт. содержимое памяти surplus ~ избыточное содержание visual table of ~ вчт. наглядное оглавлениеБольшой англо-русский и русско-английский словарь > contents
57 center
1) центр, середина || помещать(ся) в центре2) машиностр. центровое отверстие3) центрировать5) мн. ч. строит. кружала6) сердцевина7) ядро8) мн. ч. межцентровое расстояние9) центр(альное учреждение); узел•out of center — вне центра;to mount off center — устанавливать со смещением от центра или с эксцентриситетом;to mount on center — устанавливать по центру;-
acceptor center
-
administrative support center
-
aerodynamic center
-
air communication center
-
air traffic control center
-
aircrew training center
-
all-digital center
-
arch centers
-
area communication center
-
area control center
-
array phase center
-
ATC machining center
-
auxiliary signal center
-
back center
-
band center
-
broadcast center
-
cage window center
-
card center
-
catalytic center
-
center of action
-
center of area
-
center of attack
-
center of beacon
-
center of buoyancy
-
center of curvature
-
center of displacement
-
center of equilibrium
-
center of figure
-
center of flotation
-
center of force
-
center of gravity
-
center of gyration
-
center of inertia center
-
center of oscillation
-
center of percussion
-
center of pressure
-
center of projection
-
center of rotation
-
center of similitude
-
center of symmetry
-
center of twist
-
center of vibration
-
center of vision
-
center of volume
-
central tracking center
-
channel switching center
-
charge center
-
civic center
-
collecting center
-
color center
-
color-triad center
-
communications center
-
communication center
-
computation center
-
computer center
-
computing center
-
control center
-
copy center
-
corrosion center
-
data processing center
-
dead center
-
defect center
-
deflection center
-
development center
-
dislocation center
-
distant space radio center
-
distribution center
-
donor center
-
dubbing center
-
electric center
-
exterior center
-
fan center
-
F-center
-
field fleet center
-
flexural center
-
flight information center
-
flood forecasting center
-
grain-handling center
-
grain center
-
grinding center
-
headstock center
-
ice forecasting center
-
impurity center
-
ingot center
-
inner dead center
-
inner race spherical center
-
instantaneous center of rotation
-
instantaneous center
-
intermediate switching center
-
junction center
-
laser machining center
-
latent-image center
-
liquid petroleum gas packaging center
-
load center
-
lower center
-
machining center
-
mechanical center
-
medical center
-
message-switching center
-
moment center
-
motion-picture service center
-
multipfatform space center
-
network production center
-
network center
-
nucleating center
-
operator-controlled machining center
-
outer dead center
-
outer race spherical center
-
phase center
-
plywood center
-
power center
-
precision turning center
-
preparation center
-
production television center
-
program production center
-
programming center
-
radiator center
-
recombination center
-
reduction center
-
reduction sensitization centers
-
regional production center
-
relay center
-
rescue center
-
rescue coordination center
-
rivet center
-
roll center
-
sanitation center
-
satellite information center
-
service center
-
shear center
-
sheet-metal machining center
-
signal center
-
single machining center
-
single-platform space center
-
small manufacturing center
-
solidification center
-
strain center
-
studio center
-
supporting communication center
-
surface development center
-
switching center
-
tailstock center
-
tail center
-
telescopic centers
-
television broadcasting center
-
television center
-
thermal center
-
tilt center
-
toll center
-
tool management center
-
tool storage center
-
top dead center
-
track center
-
traffic control center
-
transmission center
-
trapping center
-
truck centers
-
turning center
-
turning/milling center
-
underground center
-
unmanned machining center
-
versatile production center
-
video tape replay center
-
visual center
-
VTR center
-
wheel center
-
word processing center
-
work center58 condition
1) условие || обусловливать2) состояние || поддерживать (приводить в) определённое состояние3) положение; ситуация4) мн. ч. режим5) мн. ч. параметры7) выдерживать (напр. древесину)8) горн. подвергать обработке реагентами перед флотацией9) текст. испытывать степень влажности•conditions beyond the experience — условия ( полёта), выходящие за рамки опыта ( пилота);-
abnormal operating conditions
-
accident condition
-
actual operating conditions
-
added-value condition
-
adjoint boundary condition
-
adverse conditions
-
airworthy condition
-
alert condition
-
ambient conditions
-
anticipated operating conditions
-
application conditions
-
as-cast condition
-
as-deposited condition
-
as-drawn condition
-
as-extruded condition
-
as-forged condition
-
as-received condition
-
as-rolled condition
-
as-welded condition
-
asymmetrical conditions
-
asynchronous condition
-
atmospheric conditions
-
average operating conditions
-
balanced conditions
-
beet cutting conditions
-
boundary condition
-
breaking conditions
-
burning conditions
-
busy condition
-
characteristic condition
-
chemistry conditions
-
close conditions
-
cold furnace condition
-
compatibility condition
-
condition of indeterminacy
-
condition of static equilibrium
-
conjugating boundary condition
-
consistency condition
-
contact conditions
-
continuity condition
-
continuous conditions
-
controlled atmosphere conditions
-
controlled conditions
-
cost optimum condition
-
crack arrest conditions
-
crack extension conditions
-
crew physical condition
-
criticality conditions
-
current yield condition
-
cutting conditions
-
deadlock condition
-
debugging conditions
-
Derichlet's boundary condition
-
design conditions
-
dirt load condition
-
disabled condition
-
docking initial contact conditions
-
don't care condition
-
downstream stagnation conditions
-
dry-bulb conditions
-
dust condition
-
dyebath conditions
-
dynamic conditions
-
elliptic boundary condition
-
emergency condition
-
end fixity condition
-
energized condition
-
environmental conditions
-
equilibrium condition
-
equilibrium fuel burnup conditions
-
equilibrium xenon conditions
-
equipment-damaging condition
-
error condition
-
exception condition
-
existence condition
-
extreme conditions
-
fault conditions
-
faulty condition
-
field condition
-
firing conditions
-
flight conditions
-
flow conditions
-
fracture arrest conditions
-
fracture conditions
-
free surface conditions
-
freezing conditions
-
friction boundary conditions
-
frost buildup conditions
-
full power equilibrium xenon conditions
-
full-load conditions
-
fusing condition
-
gap condition
-
general yielding conditions
-
geological conditions
-
geometric boundary condition
-
geotechnical conditions
-
governing conditions
-
grinding conditions
-
grip conditions
-
hazardous weather conditions
-
high-resistance fault conditions
-
highresistance fault conditions
-
homogeneous boundary conditions
-
hostile conditions
-
humid condition
-
humidity conditions
-
hunting conditions
-
hygiene and sanitary conditions
-
hypobaric conditions
-
ice conditions
-
ice-bound conditions
-
icing conditions
-
impact conditions
-
induction condition
-
initial condition
-
in-lock condition
-
in-pile conditions
-
in-place conditions
-
in-plane boundary conditions
-
in-situ conditions
-
instrument meteorological conditions
-
jump conditions
-
karstic conditions
-
landing conditions
-
limiting condition
-
living conditions
-
load conditions
-
loading condition
-
local condition
-
local flow conditions
-
logical condition
-
lowest weather conditions
-
low-light-level conditions
-
machine conditions
-
machining conditions
-
making conditions
-
managed conditions
-
meteorological conditions
-
mill conditions
-
mining and geological conditions
-
mixed-boundary conditions
-
moding conditions
-
moisture conditions
-
motor load condition
-
mutual-testing conditions
-
natural boundary condition
-
natural conditions
-
near singing conditions
-
necessary condition
-
Newmann's boundary condition
-
Newton's boundary condition
-
no-load conditions
-
nominal conditions
-
normal conditions
-
off condition
-
off-design conditions
-
off-peak conditions
-
on condition
-
on-peak conditions
-
on-speed conditions
-
open-conductor operating conditions
-
operated condition
-
operating condition
-
operational conditions
-
operation conditions
-
out-of-balance condition
-
out-of-round condition
-
out-of-step conditions
-
out-of-tolerance conditions
-
overaged condition
-
overheating conditions
-
overload conditions
-
overpoled condition
-
overtempered condition
-
oxidizing conditions
-
peak load conditions
-
periodicity condition
-
permit conditions
-
petrophysical conditions
-
plane-strain condition
-
plant conditions
-
poor ground condition
-
postfault conditions
-
precipitation conditions
-
prefault conditions
-
process conditions
-
program stop condition
-
pulling condition
-
pulse conditions
-
pump-starving filter condition
-
quenched condition
-
quiescent condition
-
rated conditions
-
reaction conditions
-
ready condition
-
reductive conditions
-
reference friction conditions
-
refrigerating conditions
-
rigidity condition
-
roof conditions
-
room conditions
-
running conditions
-
runoff conditions
-
safety conditions
-
self-testing conditions
-
semistalled condition
-
service conditions
-
short-circuit conditions
-
side condition
-
simulated conditions
-
slipping condition
-
stability conditions
-
stabilized condition
-
stagnant conditions
-
standard condition
-
standby condition
-
starting conditions
-
start-oscillation condition
-
static conditions
-
static equilibrium conditions
-
steady-state condition
-
steady condition
-
storage conditions
-
stream conditions
-
strength condition
-
stress boundary conditions
-
stress condition
-
sufficient condition
-
surface condition
-
symmetrical conditions
-
takeoff conditions
-
technical conditions
-
temperature conditions
-
temper-brittle condition
-
terminal conditions
-
terrain undercarriage working condition
-
test conditions
-
test-bed conditions
-
thermal boundary conditions
-
thermal conditions
-
thermodynamic condition
-
traction-free boundary conditions
-
tractor underfoot condition
-
transient condition
-
trial conditions
-
turbulent conditions
-
turn-down conditions
-
unbalanced conditions
-
unballasted condition
-
under no-load conditions
-
unenergized condition
-
unmanned conditions
-
unpredictable conditions
-
unsteady-state condition
-
unsteady condition
-
upstream stagnation conditions
-
usage conditions
-
valve flow condition
-
viewing conditions
-
visibility reduced condition
-
visual meteorological conditions
-
wait condition
-
weather conditions
-
well production conditions
-
wet-bulb conditions
-
wind conditions
-
wing icing conditions
-
winter conditions
-
working condition
-
worst conditions
-
zero-wind condition59 display
1) визуальное воспроизведение, визуальное представление; отображение ( информации); индикация || воспроизводить; отображать2) изображение || изображать3) воспроизводящее устройство; видеотерминал; устройство отображения ( информации), дисплей; индикатор, индикаторное устройство; транспарант; табло4) показ, демонстрация || выставлять, показывать5) витрина; рекламная стойка6) выделение особым шрифтом || выделять особым шрифтом7) полигр. акцидентная продукция•control and display — 1. управление и индикация 2. пульт управления и индикации;to manipulate displays in real-time — манипулировать изображением в реальном (масштабе) времени-
active display
-
addressable display
-
airborne display
-
all-digital display
-
alphanumeric display
-
alphameric display
-
animated display
-
axis position display
-
beam-addressed display
-
bimodal display
-
bit-mapped display
-
bit-map display
-
black-and-white display
-
boxed display
-
call display
-
calligraphic display
-
cathode-luminescent display
-
cathode-ray tube display
-
channel display
-
character display
-
cockpit display
-
color display
-
command and control display
-
compensatory tracking display
-
composite display
-
computed display
-
computer display
-
control code display
-
CRT display
-
dark trance display
-
data display
-
deflection-modulated display
-
density altitude display
-
dial display
-
digital data display
-
digital display
-
direct display
-
direct driven display
-
directed-beam display
-
Doppler-range display
-
dot/bar display
-
dot-matrix display
-
dynamic display
-
electrochromic display
-
electroluminescent display
-
electronic display
-
electronic typewriter display
-
electrooptic display
-
electrophoretic image display
-
electrophoretic display
-
eye display
-
faceplate display
-
fault display
-
ferroelectric ceramic display
-
ferroelectric display
-
flat panel display
-
flicker-free display
-
flight information display
-
flight progress display
-
fluorescent display
-
full page display
-
gas discharge display
-
gas panel display
-
gas plasma display
-
graphical display
-
graphic display
-
great display
-
group display
-
half-page display
-
hard copy display
-
head-up projection display
-
head-up display
-
helmet-mounted display
-
helmet display
-
high-density display
-
holographic display
-
horizontal scroll display
-
image display
-
incremental display
-
index display
-
in-line display
-
in-picture display
-
integrated display
-
intelligent display
-
intensity-modulated display
-
interactive display
-
keyboard display
-
kinesthetic-tactual display
-
lamp display
-
landscape display
-
laser-beam display
-
laser display
-
legible display
-
light display
-
light valve display
-
light-emitting diode display
-
linearly deformed display
-
line-drawing display
-
liquid-crystal display
-
magnetic particles display
-
makeup display
-
matrix display
-
matrix-addressed display
-
mechanically refrigerated display
-
memory-mapped display
-
message display
-
meter display
-
mirror display
-
mixed display
-
monitor display
-
monochrome display
-
multicolor display
-
multipage display
-
navigation display
-
n-bit display
-
n-character display
-
nonflickering display
-
numeric display
-
on-screen display
-
oscilloscope display
-
overlay display
-
panel display
-
panoramic display
-
passive display
-
pictorial display
-
piezoelectric display
-
pip-matching display
-
plasma-discharge display
-
plasma display
-
plotting projection display
-
portrait display
-
process status display
-
projected display
-
projection display
-
radar display
-
radially deformed display
-
random-point display
-
random display
-
range-altitude display
-
range-azimuth display
-
range-height display
-
raster display
-
raster scan display
-
rectangular coordinate display
-
reflective-mode display
-
reflective display
-
refrigerated display
-
remote display
-
remote viewing display
-
scan-converted radar display
-
scanned display
-
scroll display
-
sector display
-
segment display
-
self-contained refrigerated display
-
self-cycling display
-
self-shift plasma display
-
side destination display
-
signal display
-
specular display
-
state display
-
stereo display
-
storage display
-
superimposed panoramic radar display
-
tabular display
-
television display
-
textual display
-
text display
-
thin window display
-
three-dimensional display
-
three-dimension display
-
time-height display
-
touch-sensitive display
-
touch display
-
two-dimensional display
-
two-dimension display
-
undeformed display
-
vacuum fluorescent display
-
variable-area display
-
variable-density display
-
vector display
-
velocity-azimuth display
-
vertical scroll display
-
video display
-
visible display
-
visual display
-
wall-board display
-
wall display
-
wiggle-line display
-
wiggle display
-
windshield display
-
X-Y matrix display60 length
1) длина; расстояние; протяжённость3) продолжительность, длительность4) прокатанная заготовка лесн. сортимент•length between perpendiculars — длина ( судна) между перпендикулярами;length over buffers — длина вагона по буферам;length over coupler pulling faces — длина вагона по осям сцепления автосцепок;length of bogie wheelbase — база тележкиlength of cut — 1. ширина среза 2. длина резания 3. мерная длина ( проката)length of easement curve — дорож. длина переходной кривойlength of heat — 1. продолжительность нагрева 2. продолжительность плавкиlength of lay — 1. шаг свивки (каната, кабеля) 2. шаг скрутки ( провода)length of life — время (длительность) жизниlength of prediction — метео срок действия прогнозаlength of reduced section — длина участка неравномерной деформации ( на образце)-
absorber collapsed length
-
active fuel length
-
actuation length
-
aeroplane reference field length
-
anchor chain length
-
anchorage length
-
antenna effective length
-
apparent arc length
-
approach block length
-
arc length
-
arm length
-
attenuation length
-
available runway length
-
axial length
-
backwater length
-
barrel length
-
base length
-
basic runway length
-
beam focal length
-
bearing length
-
block length
-
body length
-
boiling length
-
bolt length
-
bond length
-
boom length
-
braking length
-
breaking length or paper
-
burst length
-
cable's length
-
calming length
-
campaign length
-
carrier drift length
-
chord airfoil length
-
code length
-
coil length
-
collapsing length
-
constraint length
-
contact length
-
correlation length
-
coupled length
-
coupling length
-
crack length
-
crest length
-
critical buckling length
-
cushion length
-
cut length
-
Debye length
-
developed length
-
diffusion length
-
downstream length
-
drift length
-
effective focal length
-
effective length
-
electrical engagement length
-
electrical length
-
embedment length
-
entire tree length
-
entrance length
-
equivalent length of conductor
-
face length
-
factory length
-
field length
-
fin length
-
final gage length
-
fixed design flame length
-
flange focal length
-
floodable length
-
focal length
-
foil-base length
-
forecast length
-
fracture path length
-
free length
-
gage length
-
gap length
-
gate length
-
grid length
-
grip length
-
haul length
-
inklength
-
inside length
-
installed length
-
instruction length
-
interaction length
-
journey length
-
knit garment length
-
laid length
-
lap length
-
leg length
-
load-line length
-
log length
-
loop length
-
memory length
-
merchantable length
-
mesh length
-
mixing length
-
moderation length
-
molded length
-
nonboiling length
-
normal arc length
-
optical path length
-
overall length
-
overhanging length
-
panel length
-
part-program length
-
path length
-
ping length
-
pipe length
-
plasma length
-
plate run length
-
plateau length
-
propagation length
-
pulling length
-
pull length
-
pulse length
-
radiation length
-
rail length
-
raise length
-
record length
-
register length
-
registered length
-
repeat length
-
roll length
-
run length
-
runner length
-
runway visual length
-
scattering length
-
screening length
-
semifinished section length
-
shielding length
-
slowing-down length
-
span length
-
spray length
-
spring length
-
standardization length
-
standard length
-
stitch length
-
stope length
-
storage length
-
strained length
-
string length
-
stroke length
-
sweep length
-
switch rail length
-
test length
-
tonnage length
-
total heated length
-
track circuit length
-
transitional length
-
transmission length
-
transmission route length
-
tree length
-
unit length
-
unsupported length
-
upstream length
-
waterline length
-
wave length
-
word lengthСтраницыСм. также в других словарях:
Visual Basic for Applications — (VBA) Paradigm(s) Multi paradigm Appeared in 1993 Developer Microsoft … Wikipedia
Visual Studio Application Lifecycle Management — is a collection of integrated software development tools developed by Microsoft. These tools include IDEs, source control, work items, collaboration, metrics, and reporting tools. Contents 1 Platform 2 Visual Studio 2010 Rebranding 3 See also … Wikipedia
Visual Basic .NET — Paradigm(s) Structured, imperative, object oriented and declarative Appeared in 2001 Designed by Micro … Wikipedia
Visual Studio Team System — is a set of software development, collaboration, metrics, and reporting tools from Microsoft.PlatformVisual Studio Team System consists of 5 products, which can be categorized into server side and client side applications. Microsoft encourages… … Wikipedia
Visual merchandising — Visual merchandising, until recently called simply merchandising, is the activity of promoting the sale of goods, especially by their presentation in retail outlets .(New Oxford Dictionary of English, 1999, Oxford University Press). This includes … Wikipedia
Visual networking — refers to an emerging class of user applications that combine digital video and social networking capabilities. It is based upon the premise that visual literacy, the ability to interpret, negotiate and make meaning from information presented in… … Wikipedia
Visual Basic Scripting Edition — (обычно просто VBScript) скриптовый язык программирования, интерпретируемый компонентом Windows Script Host. Он широко используется при создании скриптов в операционных системах семейства Microsoft Windows. VBScript был создан компанией Microsoft … Википедия
Visual Build — is GUI software for Windows that enables software developers and build masters to create an automated, repeatable process for software builds. It has built in support for integrating various development tools into the build process. Projects are… … Wikipedia
Visual arts by indigenous peoples of the Americas — encompasses the visual artistic traditions of the indigenous peoples of the Americas from ancient times to the present. These include works from South America, Mesoamerica, North America including Greenland, as well as Siberian Yup ik peoples who … Wikipedia
Visual prosthesis — For the non functional prosthesis or glass eye see Ocular prosthesis and Craniofacial prosthesis. A visual prosthesis, often referred to as a bionic eye, is an experimental visual device intended to restore functional vision in those suffering… … Wikipedia
Visual memory — Close up of the human eye, where vision begins. Visual memory describes the relationship between perceptual processing and the encoding, storage and retrieval of the resulting neural representations. Visual memory occurs over a broad time range… … Wikipedia
 18+© Академик, 2000-2024
18+© Академик, 2000-2024- Обратная связь: Техподдержка, Реклама на сайте
Экспорт словарей на сайты, сделанные на PHP, Joomla, Drupal, WordPress, MODx.
Перевод: с английского на русский
с русского на английский- С русского на:
- Английский
- С английского на:
- Все языки
- Арабский
- Испанский
- Немецкий
- Русский
- Украинский