-
1 contrôle
m1. контроль, проверка 2. управление; регулированиеcontrôle à 100% — сплошной контроль, 100-процентная проверка, 100% контрольcontrôle d'alésage — контроль [проверка] сверленийcontrôle automatique — 1. автоматический контроль 2. автоматическое управление; автоматическое регулированиеcontrôle de chauffe — проверка [контроль] нагреваcontrôle par comparaison — проверка [контроль] путём сравненияcontrôle courant — обычный [нормальный] контроль, обычная [нормальная] проверкаcontrôle définitif — окончательная проверка, окончательный контрольcontrôle dimensionnel — проверка [контроль] размеровcontrôle des dimensions — см. contrôle dimensionnelcontrôle direct — прямой [непосредственный] контрольcontrôle à distance — дистанционное управление, телерегулированиеcontrôle des entraxes — проверка [контроль] межосевых или межцентровых расстоянийcontrôle des étalons — проверка [контроль] эталонных мерcontrôle après l'exécution — контроль [проверка] готового изделияcontrôle d'exploitation — контроль [проверка] деятельности предприятияcontrôle Fabrication — отдел технического контроля, ОТКcontrôle d'un filet sur projecteur — проверка [контроль] резьбы на проектореcontrôle des filetages — проверка [контроль] резьбcontrôle final — контроль при приёмке, окончательный контрольcontrôle fonctionnel préalable — предварительная проверка работы (напр. собранного узла)contrôle de fonctionnement — 1. контроль работы 2. регулирование работыcontrôle des formes — проверка геометрии [формы] (изделия)contrôle global — см. contrôle intégralcontrôle intégral — полная проверка, проверка по всем показателямcontrôle de marche — регулирование хода; управление ходом или движением (напр. поточной линии)contrôle du matériel — (плановая) проверка оборудованияcontrôle de la matière première — технический контроль [техническая приёмка] исходного материалаcontrôle de la mise en place — контроль точности установки (напр. детали)contrôle du niveau — 1. регулирование уровня 2. контроль уровняcontrôle par opérateur — (технический) контроль, осуществляемый самим рабочим, самоконтрольcontrôle avec palmer et trois piges — проверка (резьбы) при помощи микрометра и трёх калиброванных проволочекcontrôle du personnel — 1. контроль за временем прихода и ухода с работы 2. контроль за санитарным состоянием персоналаcontrôle sur place — (технический) контроль на рабочем местеcontrôle postérieur au montage — проверка [контроль] после сборкиcontrôle préventif — профилактическая проверка; предварительный контрольcontrôle du profil — проверка [контроль] профиляcontrôle du profil sur un engrenage en développante de cercle — проверка профиля эвольвентного зубчатого зацепленияcontrôle qualitatif — качественный контроль, качественная проверкаcontrôle quantitatif — количественный контроль, количественная проверкаcontrôle radiographique — радиодефектоскопия; рентгенодефектоскопияcontrôle de réception — приёмочное испытание, испытание при приёмке; проверка [контроль] при приёмкеcontrôle de section — проверка [контроль] сеченияcontrôle semi-destructif — проверка [испытание] с частичным разрушением образцаcontrôle des spécifications chimiques — проверка [контроль] химических свойств (материала)contrôle des spécifications mécaniques — проверка [контроль] механических свойств (материала)contrôle des spécifications physiques — проверка [контроль] физических свойств (материала)contrôle trigonométrique — тригонометрическая проверка, проверка угловcontrôle des vérificateurs — контроль [проверка] измерительных средств -
2 taches de carburisation
пятнистое науглероживание
Дефект поверхности в виде черных пятен или полос, выявившихся после травления, образовавшихся при длительном нагреве стальных изделий в науглероживающей среде.
Примечание. На катаных изделиях темные пятна науглероживания могут быть от слитков, разлитых под графитосодержащими смесями.
[ ГОСТ 21014-88]Недопустимые, нерекомендуемые
Тематики
EN
DE
FR
Ндп. Сажа
D. Fleckenaufkohlung
Е. Spot carburization
F. Taches de carburisation
Дефект поверхности в виде черных пятен или полос, выявившихся после травления, образовавшихся при длительном нагреве стальных изделий в науглероживающей среде.
Примечание. На катаных изделиях темные пятна науглероживания могут быть от слитков, разлитых под графитосодержащими смесями.
Источник: ГОСТ 21014-88: Прокат черных металлов. Термины и определения дефектов поверхности оригинал документа
Франко-русский словарь нормативно-технической терминологии > taches de carburisation
-
3 machine
fмашина; станок □ arrêter [déclencher, désembrayer] une machine выключать станок; monter une machine монтировать станокmachine alternative — станок с возвратно-поступательным движением (напр. шепинг)machine alternative à scier — приводная ножовочная пила, ножовочный станокmachine à analogie — аналоговая [моделирующая] вычислительная машинаmachine automatique — автоматический станок, станок-автомат, автомат; машина-автоматmachine automatique à affûter les outils pastillés au carbure — автоматический заточной станок для заточки инструментов с твердосплавными пластинкамиmachine auxiliaire — вспомогательный механизм; вспомогательная машинаmachine à biller — твердомер [пресс] Бринелляmachine à bois — деревообрабатывающий [деревообделочный] станокmachine de Brinell — твердомер [пресс] Бринелляmachine à broche horizontale pour rectifier les surfaces planes — плоскошлифовальный станок с горизонтальным шпинделемmachine à broche verticale pour rectifier les surfaces planes — плоскошлифовальный станок с вертикальным шпинделемmachine à brocher horizontale pour extérieurs — горизонтально-протяжной станок для наружного протягиванияmachine à brocher horizontale pour intérieurs — горизонтально-протяжной станок для внутреннего протягиванияmachine à brocher verticale pour extérieurs — вертикально-протяжной станок для наружного протягиванияmachine à brocher verticale pour intérieurs — вертикально-протяжной станок для внутреннего протягиванияmachine à calcul — вычислительная [счётная] машинаmachine calculatrice — вычислительная [счётная] машинаmachine centerless à superfinir — бесцентровый станок для суперфиниширования [для отделочного шлифования]machine de choc — ударная машина (напр. молот)machine à cintrer les profilés — машина для гибки профиля; сортогибочная машинаmachine à cintrer les tôles — гибочные вальцы, листогибочная машинаmachine à cisailler — 1. механические ножницы 2. листорезный станок 3. обрезной станокmachine combinée — комбинированная машина; комбинированный станокmachine composée — сложная машина, сложный механизмmachine de copiage bidimensionnel — копировальцо-фрезерный станок для контурного [плоскостного] фрезерованияmachine à couder avec matrices fixes — (кривошипная) гибочная машина с постоянными штампамиmachine à couper — разрезной [отрезной] станокmachine à cycles automatiques — автоматический станок, станок-автомат, автоматmachine à décolleter — прутковый автомат; токарно-отрезной автоматmachine à découper — разрезной [отрезной] станокmachine à disque abrasif — (отрезной) станок с абразивным дискомmachine à dresser — правильная машина; правильный станокmachine d'ébarbage — см. machine à ébarbermachine à ébarber — 1. обдирочный станок 2. обрубочный станокmachine à écroûter les barres — (бесцентровый) пруткообдирочный станокmachine d'enregistrement — записывающий [регистрирующий] приборmachine d'essai — испытательная машина, машина для испытанийmachine essayée — машина или станок, прошедшие испытанияmachine d'évolution — см. machine à indexationmachine à fileter à la meule sans centres — бесцентровый станок для нарезания резьбы абразивным кругомmachine à finir les engrenages — зубоотделочный [шевинговальный] станокmachine finisseuse — см. machine de finitionmachine de finition — станок для чистовой обработки; отделочный станокmachine fixe — стационарная машина; стационарный станокmachine à fraise multiple — многошпиндельный фрезерный станок, фрезерный станок с несколькими фрезерными головкамиmachine à fraiser automatique — автоматический фрезерный станок, фрезерный автоматmachine génératrice à tailler les engrenages — зубострогальный станок, работающий методом обкаткиmachine à grand rendement — высокопроизводительный станок; высокопроизводительная машинаmachine de grande production — высокопроизводительный станок; высокопроизводительная машинаmachine à grande vitesse — скоростной станок; быстроходная машинаmachine à grenailler — дробемёт, дробемётный аппаратmachine Isothermos — прибор «Изотермос» для испытания масел, прибор Изотермос для испытания маселmachine Lapmaster — притирочно-доводочный станок «Лапмастер», притирочно-доводочный станок Лапмастер (с одним притиром)machine à marche rapide — быстроходная машина; скоростной станокmachine à mesurer Zeiss — (оптическая) измерительная машина фирмы Цейсmachine à meuler — 1. шлифовальный станок 2. заточный станокmachine à meuler les cylindres — вальцешли-фовальный станок; цилиндрошлифовальный станокmachine multiple avec transfert circulaire continu — многопозиционный станок с автоматическим карусельным устройствомmachine de nettoyage — моечная машина; машина для промывки (деталей)machine à nettoyer des fontes — аппарат (напр. пескоструйный) для очистки отливокmachine normale — универсальный станок; универсальная машинаmachine à outil-crémaillère — зубострогальный станок, работающий зуборезной гребёнкойmachine d'oxycoupage — машина для кислородной [газовой] резкиmachine à percer — 1. сверлильный станок 2. сверлилкаmachine à percer automatique — автоматический сверлильный станок, сверлильный автоматmachine à percer portative — 1. переносный сверлильный станок 2. сверлилкаmachine à percer revolver — (многошпиндельный) сверлильный станок с револьверной головкойmachine à perforer les bandes — ленточный перфоратор, устройство для перфорирования лентmachine à perforer à poinçons multiples — дыропробивной (многопозиционный) пресс с несколькими пуансонамиmachine à piston — поршневая машина; поршневой двигательmachine à planer — правильная машина; правильные вальцыmachine à plateau pivotant — станок с поворотной планшайбой; станок с поворотным столомmachine à plier — гибочная машина; гибочный станокmachine pneumatique — 1. машина или станок с пневматическим приводом 2. воздушный насосmachine à poinçonner — дыропробивной пресс; медведкаmachine à pointer — 1. координатно-расточный станок; разметочный станок 2. центровальный станокmachine à pointer à deux montants — портальный [двухстоечный] координатно-расточный станокmachine à pointer avec table circulaire inclinable — координатно-расточный станок с круглым наклонным поворотным столомmachine à pointer avec table circulaire tournante — координатно-расточный станок с круглым поворотным столом (с вертикальной осью вращения)machine à pointer à un montant — одноколонный [одностоечный] координатно-расточный станокmachine à polir — полировальный станок; шлифовальный станокmachine portative — 1. переносный станок 2. механизированный инструментmachine à porte-outil réglable — станок с регулируемым [с поворотным] резцедержателем или суппортомmachine à porte-pièce orientable — станок с поворотным [с регулируемым] приспособлением для закрепления обрабатываемой деталиmachine à poste fixe — однопозиционный станок, станок с неподвижной установкой обрабатываемой деталиmachine à postes multiples et à barillet pivotant — многопозиционный станок с силовой головкой барабанного типаmachine de précision — прецизионная машина; прецизионный станокmachine à raboter — строгальный станок; продольно-строгальный станокmachine à raboter les surfaces courbes — станок для строгания криволинейных поверхностей; круглострогальный станокmachine à rainurer — шпоночный станок, станок для строгания шпоночных канавокmachine à rectifier les centres — (переносное) устройство для шлифования центров станковmachine à rectifier cylindrique intérieurement — круглошлифовальный станок для внутреннего шлифованияmachine à rectifier les engrenages par meule de forme — зубошлифовальньщ станок с профилированным шлифовальным кругомmachine à rectifier à meules multiples — шлифовальный станок, работающий набором шлифовальных круговmachine à rectifier de production — шлифовальный станок для крупносерийного или массового производстваmachine pour reproduction automatique — автоматический копировальный станок, копировальный автоматmachine à reproduction de pièces en matières plastiques — копировально-фрезерный станок для пластмассовых изделийmachine pour reproduction semi-automatique — полуавтоматический копировальный станок, копировальный полуавтоматmachine à river déplaçable — см. machine à river mobilemachine à river électrique — электрическая клепальная машина, электрическая клепальная скобаmachine à river hydraulique — гидравлическая клепальная машина, гидравлическая клепальная скобаmachine à river mobile — передвижная клепальная машина, клепальная скобаmachine à river pneumatique — пневматическая клепальная машина, пневматическая клепальная скобаmachine à river portative — (механизированный) клепальный молотокmachine à rouler les filets entre galets — (роликовый) резьбонакатный станок с круглыми резьбовыми роликамиmachine à scier circulaire — круглопильный станок, круглая [дисковая] пилаmachine à scier à lame sans fin — см. machine à scier à rubanmachine à scier à ruban — ленточнопильный станок, ленточная пилаmachine de secours — вспомогательная машина; вспомогательный станокmachine semi-auto — см. machine semi-automatiquemachine semi-automatique — полуавтоматический станок, полуавтомат; машина-полуавтоматmachine semi-automatique à forger — полуавтоматическая ковочная машина, ковочный полуавтоматmachine silencieuse — бесшумная машина; бесшумный станокmachine simple — простейшая машина, простейший механизмmachine à simple effet — машина простого действия (напр. насос)machine à souder — сварочная машина; сварочный аппаратmachine à souder à l'autogène — машина для газовой сварки, газосварочная машинаmachine à souder en bout — машина для стыковой сварки, стыковая сварочная машинаmachine à souder par résistance — машина для контактной сварки, машина для сварки электросопротивлениемmachine soufflante — воздуходувка; вентиляторmachine spéciale — специальная машина; специальный станокmachine spécialisée — специализированная машина; специализированный станокmachine spécialisée en ébauche — станок для черновой обработки; обдирочный станокmachine spécialisée en finition — станок для чистовой обработки; отделочный станокmachine à superfinir cylindrique d'extérieur entre pointes — центровой станок для суперфиниширования наружных цилиндрических поверхностейmachine à superfinir cylindrique d'intérieur — станок для суперфиниширования внутренних цилиндрических поверхностейmachine à superfinir d'extérieur sans centres — бесцентровый станок для наружного суперфинишированияmachine à superfinir les manetons de vilebrequins — станок для суперфиниширования шатунных шеек коленчатых валовmachine à table pendulaire — (заточной) станок с качающимся столомmachine à tailler les engrenages — зубострогальный станок; зуборезный станокmachine à tailler les engrenages coniques à denture droite par rabotage — зубострогальный станок для нарезания прямозубых конических колёсmachine à tailler les engrenages par génération automatique — зубофрезерный автомат, работающий методом обкаткиmachine à tailler les engrenages spiraux-coniques — зубофрезерный станок для нарезания конических колёс с винтовыми зубьямиmachine à tailler les engrenages spiraux-coniques par rabotage — зубострогальный станок для нарезания конических колёс с винтовыми зубьямиmachine à tailler par enveloppement — зубострогальный станок, работающий методом обкаткиmachine à tailler par génération du profil — зубострогальный станок, работающий методом обкаткиmachine à tailler les limes — станок для насекания напильников, пасечной станокmachine à tailler par outil-crémaillère — зубострогальный станок, нарезающий зубья гребёнкойmachine à tarauder — 1. станок для нарезания внутренней резьбы (метчиком) 2. гайконарезной станокmachine à tarauder automatique — 1. резьбонарезной автомат для нарезания внутренней резьбы 2. гайконарезной автоматmachine à têtes d'usinage multiples — станок с несколькими рабочими головками (напр. многошпиндельный); станок с несколькими силовыми головкамиmachine à timbrer — маркировочный станок, станок для клейменияmachine à torsions alternatives — машина для испытания на кручение [скручивание] при знакопеременном вращении образцаmachine à transfert — агрегатный станок; станок поточной линии (см. также machine-transfert)machine à transfert circulaire continu — агрегатный станок с непрерывным круговым перемещением изделийmachine à transfert circulaire séquentiel — агрегатный станок с периодическим круговым перемещением изделийmachine à transfert rectiligne continu — агрегатный станок с непрерывным прямолинейным перемещением изделийmachine à transfert rectiligne séquentiel — агрегатный станок с периодическим прямолинейным перемещением изделийmachine à travailler des métaux — металлорежущий станок; станок для обработки металловmachine à tronçonner à la meule — отрезной станок, работающий шлифовальным кругом, шлифовально-отрезной станокmachine verticale à rectifier les surfaces planés — вертикальный плоскошлифовальный станок, плоскошлифовальный станок с вертикальным шпинделемmachine vieillie — устаревшая машина; устаревший станокmachine à vitesse accélérée — скоростной станок; быстроходная машина -
4 plafond suspendu
потолок подвесной
Потолок, прикрепляемый к перекрытию на подвесках
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]
подвесной потолок
фальшпотолок
навесной потолок
Потолок, состоящий из съемных и взаимозаменяемых панелей, который создает область между декоративной поверхностью и структурой над ней.
(ISO/IEC 11801)
[ http://www.iks-media.ru/glossary/index.html?glossid=2400324]
Устройство подвесного потолка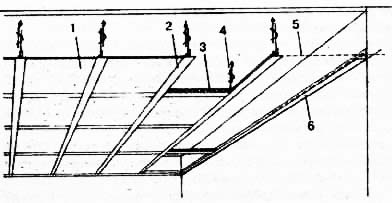
Устройство подвесных потолков: 1 — гипсоволоконные плиты; 2 — направляющие Т-профили; 3 — промежуточные Т-профили; 4 — подвески с регулируемыми пластинами; 5 — уровень чистого потолка; 6 — пристенный уголокМонтируя подвесной потолок, сначала производят сборку направляющих профилей. В комплект подвесного потолка входит два вида профилей ( пристенный уголок и Т-образный профиль), а также вертикальные подвески и регулировочные пружинные пластины.
Сначала потолок очищают от грязи, пыли и проводят разметку. С помощью гибкого уровня провешивают и отмечают линию горизонта чистого потолка. Отмечают на всех стенах по периметру потолка точки уровня, а затем соединяют все точки сплошной линией.
Далее проводят разбивку потолка. Так как стандартный размер гипсовых и гипсоволоконных плит 60x60 см, то разметку крепления направляющих профилей проводят на расстоянии 60 см друг от друга. Сначала на полу комнаты проводят черновую раскладку плит, чтобы определять количество плит, помещающихся по длине и ширине комнаты. Если количество плит оказывается целое, то разметку на потолке начинают, отступив от стены на расстояние 60 см. Если же количество плит — дробное, то для симметричного их размещения на потолке первые разметки от стен делают на расстоянии, равном половине остатка длины или ширины комнаты. Например: длина комнаты 500 см, делим на размер плитки 60 см и получаем 8 целых плиток (480 см) и 20 см остатка. Делим остаток пополам, полученные 10 см и есть расстояние, на которое необходимо отступить от стены (по длине комнаты) для разметки первого направляющего профиля. Отметив эту точку (вверху стен1>1 у потолка), отмечают такое же расстояние на противоположной стене. Между этими точками натягивают шнур и вдоль шнура на расстоянии 100 см друг от друга в поверхности потолка просверливают отверстия для креплений профиля. Отступив от первого ряда на 60 см, снова натягивают шнур и вдоль него просверливают отверстия под крепежные аксессуары. Таким образом, передвигая шнур на 60 см от предыдущего размеченного ряда, размечают и высверливают отверстия на всей поверхности потолка. Для крепления пристенных уголков также высверливают в намеченных местах над линией уровня чистого потолка.
Следующим шагом в устройстве потолка будет закрепление пристенного уголка. Длина уголка 360 см, он имеет два ребра, одно из которых содержит многочисленные отверстия для крепления, а второе ребро с наружной стороны покрыто (декорировано) эмалью или винилом. Уголок крепят к стене декорированной стороной вниз. Если длина стены больше длины уголка, то уголок наращивают путем стыковки с отрезком уголка необходимой длины. В углах комнаты профили сопрягают, обрезав декоративное ребро под углом 45°. Раскрой профилей производят ножовкой по металлу. Прикручивают уголок к стенам с помощью шурупов, строго следя за совпадением лицевой стороны уголка с линией уровня чистого потолка.
Далее необходимо подвесить направляющие Т-образные профили. В высверленные отверстия в потолке забивают пластмассовые или деревянные пробки и вкручивают в них крюкообразные дюбеля. Собирают вертикальные подвески, вставляя их по двое в пружинную (Н-образную) пластину, причем с одной стороны вставляют прут-подвеску с петлей, а с другой стороны — подвеску с крюком. Подвеску в сборе петлей набрасывают на крюк дюбеля. Сначала цепляют крайние в ряду подвески, на крюки подвесок цепляют Т-образный профиль лицевой стороной вниз и регулируют с помощью пружинной пластины, поднимая или опуская ее, уровень профиля совмещая с уровнем пристенных уголков — лицевые плоскости уголка и профиля должны совпадать. Если расстояние от стены до стены в направляющих радах больше длины профиля, то второй конец профиля регулируют по высоте с помощью гибкого уровня. Недостающий кусок профиля наращивают, соединив в торец имеющимися на концах профилей замками-защелками.
Отрегулировав уровень профиля на концах, на дюбеля в этом ряду цепляют остальные промежуточные подвески и на их крюки подвешивают весь направляющий профиль. При помощи гибкого уровня проверяют уровень профиля по всей длине, и провисшие места поднимают с помощью регулировки вертикальных подвесок. Таким же способом подвешивают остальные направляющие профили. После подвешивания всех рядов направляющих профилей и окончательной проверки уровня потолка можно приступать к самой облицовке потолка.
В комплект подвесного потолка входят, кроме направляющих, еще промежуточные вставки Т-образного профиля. Длина их 60 см, и предназначены они для поперечного прокладывания между облицовочными плитками в каждом ряду. Поэтому, приступая к облицовке, необходимо приготовить для двух пристенных рядов не только неполномерные плитки, но и в соответствии с шириной этих рядов нарезать прокладочные профили. Для раскроя профилей используют ножовку по металлу, а для нарезки плиток из гипсоволокна — острый нож. Если в длину ряда также не помещается целое количество плиток, то крайние плитки в рядах нарезают, рассчитав остаток в ряду и поделив пополам. Например: длина ряда 350 см делится на 60 см и остаток, равный 50 см, делится на два — 25 см, это ширина всех краевых плиток в каждом ряду.
Укладку плиток начинают с угла комнаты. Берут краевую плитку первого ряда (если краевые ряды и краевые плитки неполномерные, она должна быть по расчетам взятого для примера помещения 10x25 см) и укладывают в углу комнаты, опирая двумя сторонами на уголок и третьей стороной — на направляющий профиль. К четвертой стороне плитки приставляют промежуточный профиль, оперев на пристенный уголок и направляющий профиль.
Следующую плитку укладывают впритык к промежуточному профилю, оперев тремя сторонами на уголок, на промежуточный профиль и на направляющий. Таким образом заполняют весь ряд неполномерными плитками и прокладывают промежуточными неполномерными профилями.
Последняя плитка в ряду должна быть, как и первая, самая маленькая по размеру. Следующие ряды заполняются полномерными плитками и прокладочными профилями и только краевые плитки в рядах неполномерные. Первые плитки последующих рядов опираются одной стороной на пристенный уголок, двумя сторонами — на направляющие профили, а четвертой — на приставленный к плитке промежуточный профиль. Остальные плитки опираются противоположными сторонами на направляющие и промежуточные профили.
Последний ряд, как и первый, собирается из неполномерных плиток и укороченных по ширине ряда промежуточных профилей. Некоторую трудность составляет укладка последней плитки в последнем ряду. Потолочный массив в конце сборки имеет определенное напряжение, и плитки последнего ряда устанавливаются на место впритирку. Поэтому имеет смысл уменьшить их в размере на 2-3 мм по длине и ширине.
Для устройства в подвесном потолке системы электрического освещения используют осветительные щиты с вмонтированными в них приборами освещения. Размеры щитов 60x60 см. Устанавливаются они в подвесном потолке в намеченном месте вместо облицовочных плит таким же способом, как и сами плиты.
[ http://www.helpmaste.ru/artcl-ustrvo_podvesnuh_potolkov.html]
Пожалуй, самыми популярными сегодня считаются подвесные потолки. Они позволяют:
– скрыть коммуникации, смонтированные на потолке, оставив при этом доступ к электрической проводке, вентиляционному и тепловому оборудованию и пр.;
– встраивать разнообразные осветительные приборы;
– устанавливать системы пожаротушения и вентиляционные решетки;
– выравнивать разноуровневый потолок;
– создавать разноуровневый потолок при изначально плоском базовом потолке;
– улучшать акустику помещений.
В современном строительстве широко используются потолки из минераловатных или минераловолокнистых плит.
Плиточные подвесные потолки состоят из каркаса и плит из мягкого или твердого минерального волокна толщиной 1,5 см и размерами 600 х 600 или 610 х 610 мм. В каталоге фирмы «Armstrong» имеются также плиты 600 х 1200 и 625 х 1250 мм. Однако в наличии они бывают не всегда, и чаще всего их приходится заказывать.
Каркас представляет собой набор металлических реек, соединенных между собой в модульную решетку.
Конструкция подвесного потолка состоит из следующих компонентов:
– несущий каркас из металлических труб, уголков, швеллеров и пр.;
– заполнение (плиты, рейки, листы и пр.).
В качестве несомых элементов подвесного потолка или его заполнения используют гипсовые плиты или ДСП, плиты «Акмигран» и «Акминит», плиты из металлических листов, асбестоцементные листы и др. Для устройства акустических подвесных потолков применяют минераловатные плиты, перфорированные гипсовые и металлические плиты, двуслойные плиты с лицевым перфорированным слоем из минераловатной плиты и ДВП.
Подвесные потолки бывают двух видов:
– плиточные;
– реечные.
Плиточные, в свою очередь, подразделяются на влагостойкие и невлагостойкие. Первые чаще всего используются в ванных комнатах, туалетах и на кухнях. Невлагостойкие потолки в этих помещениях устраивать не рекомендуется, так как спустя какое-то время установленные плитки покоробятся и попросту выйдут из строя.
В этом отношении самыми удобными являются реечные потолки: дело в том, что подвесные реечные потолки изготовлены из алюминия, который не боится влаги.Плиточные подвесные потолки
На российском рынке имеется богатый выбор потолков данного типа. Они различаются не только по цене, но и по качеству и назначению, каждый подвесной потолок имеет свои особенности и отличия.
При покупке подвесного потолка особое внимание следует обратить на стыковку плит с каркасом. Дело в том, что продавцы довольно часто продают каркас одной фирмы-производителя, а плиты – другой. Смонтировать такой потолок очень трудно.
Если удастся это сделать, нет гарантии, что он прослужит долго: такой потолок очень быстро начнет деформироваться. Необходимо следить за тем, чтобы форма кромок плит соответствовала типу каркаса.
Самостоятельно смонтировать подвесной потолок можно только в помещениях небольшой площади. В другом случае, особенно если нет опыта подобной работы, лучше всего воспользоваться услугами профессиональных монтажников.
Подвесные каркасы делятся на 3 вида:
– видимый каркас;
– полускрытый каркас;
– скрытый каркас.
В России наибольшее распространение получили видимые и полускрытые каркасы, что обусловлено низкими ценами и простотой монтажа.
Сами подвесные потолки бывают плоскостные и криволинейные.
Последние удобно монтировать при составлении разноуровневых потолков.
В зависимости от материалов, из которых изготовлены потолочные системы, подвесные потолки делятся на следующие виды:
– потолки из минераловатных плит;
– потолки из минераловолокнистых плит;
– потолки из гипсовых плит;
– зеркальные потолки;
– металлические потолки;
– потолки с искусственным освещением.Общая характеристика потолков из минераловолокнистых плит
Минеральное волокно – экологически чистый материал, обеспечивающий отличную звукоизоляцию и тепло. Однако в помещениях с повышенной влажностью (например, кухнях и ванных комнатах) этот материал использовать не рекомендуется.
После покупки, в том случае, если потолок монтируется не сразу, плиты хранят в помещении с температурой 18–30 °C при относительной влажности 70 %. Однако плиты некоторых фирм-производителей можно устанавливать в помещениях с температурой до 40 °C и влажностью до 95 %.
Плиты чаще всего имеют белый цвет, но некоторые производители выпускают панели, окрашенные в различные цвета. Также плиты можно окрашивать латексными красками, однако при этом огнестойкость данного материала понижается.
Потолки из минераловолокнистых плит имеют различную структуру поверхности: гладкая обладает хорошим светоотражением в помещениях с непрямым освещением, фактурная обеспечивает хорошую звукоизоляцию благодаря незаметным микроотверстиям.Общая характеристика потолков из минераловатных плит
Минераловатные плиты представляют собой панели с высокими шумопоглощающими свойствами. Чаще всего эти плиты называют акустическими. Они обладают следующими свойствами:
– снижают общий уровень шума; коэффициент звукопоглощения варьируется от 75 до 90 %;
– отвечают российским стандартам пожарной безопасности;
– могут использоваться в помещениях с повышенной влажностью воздуха (до 95 %).
Существует около 1000 различных оттенков минераловатных плит. При правильной эксплуатации можно надолго сохранить первоначальный цвет таких потолков.Плиточные потолки из пенополистирола
Самым недорогим и практичным материалом для отделки потолка считается декоративная потолочная плитка из полистирола. С помощью обычных инструментов можно довольно быстро оклеить потолок. При работе с полистирольными плитами необходимо знать некоторые правила. Первое – выбор плиток при покупке. Полистирольные плитки подразделяются на 3 основные группы:
– прессованные (штампованные);
– инжекционные;
– экструдированные.
Прессованные плитки производятся из полос толщиной 6–7 мм, нарезанных из блоков пенополистирола строительного назначения.
Инжекционные получают в пресс-формах формовочно-литьевого автомата путем спекания пенополистирольного сырья. Толщина готовых плит 9–14 мм.
Экструдированные получают из экструдированной полистирольной полосы, окрашенной или покрытой пленкой способом прессования.
Второе правило – геометрически выверенные размеры плитки. Большие погрешности в плитке становятся заметными при отделке потолка.
Правильные размеры чаще всего имеет только инжекционная плитка благодаря технологии производства, в то время как прессованная и экструдированная плитка довольно часто характеризуются некоторыми неточностями в размерах.
Производители экструдированной и прессованной плитки продолжают совершенствовать геометрические размеры изделий и добиваются положительных результатов. Тем не менее при покупке обязательно следует проверять плитки.
Третье правило – просушивание пенополистирольных плиток до монтажа в сухом и теплом помещении в течение 3 дней в распакованном виде, иначе вследствие усадки на потолке между плитками могут появиться щели. В особенности это касается инжекционных плиток.
Четвертое правило – сажать плитки следует только на клей, который после сушки становится прозрачным.Инструменты и материалы для устройства подвесного потолка
Для монтажа подвесного потолка фирмы потребуются следующие инструменты:
– рулетка;
– ножницы по металлу;
– отбивной шнур;
– дрель;
– нож со сменными лезвиями для резки плиток;
– ножовка по металлу.
Инструменты для приклейки пенополистирольных плиток:
– гвозди 70–80 мм для монтажа деревянного каркаса под плиты;
– рулетка;
– отбивной шнур;
– молоток;
– нож со сменными лезвиями для резки плиток;
– ножовка по дереву;
– шпатель для нанесения клеевого состава на плитки.
Для наклеивания декоративных пенополистирольных плиток на любые впитывающие минеральные поверхности используют клей на основе ПВА с наполнителями. При высыхании такой клей имеет серо-белый или кремовый цвет. Поэтому в некоторых случаях необходимо брать другой клей – на основе ПВА, но без наполнителей: такой клей после сушки становится прозрачным. Предварительно деревянный каркас огрунтовывают водным раствором ПВА.
Пенополистирольные плитки отечественного производства «Акмигран» и «Акминит» в основном используют в жилых помещениях. Выпускаются такие плитки в виде квадратов размерами 300 х 300, 600 х 600 и 900 х 900 мм, толщиной 20 мм. Облегченная конструкция, правильная прямоугольная форма, ровная лицевая поверхность делают плитки «Акмигран» и «Акминит» очень удобными для облицовки потолков в домашних условиях.
Лицевая сторона плиток матовая, равномерно окрашенная, может быть гладкой, пористой и с различной фактурой (под пробку, джутовое плетение, рифленой, трещиноватой и т. д.).
Крепят данные плитки на черновой каркас. Для более удобного крепления на боковых гранях плиток имеются пазы и выступы.Облицовка потолка минеральными плитками «Акмигран» и «Акминит» и гипсовыми декоративными плитками
В облицовочных работах по отделке потолка различают два способа: устройство плиточных потолков каркасной конструкции и облицовка плитками потолков бескаркасной конструкции. Устройство плиточных потолков каркасной конструкции предполагает наличие горизонтальных направляющих с подвесками (выполняющими несущую функцию подвесного потолка), заделанными в перекрытия. Монтаж таких направляющих возможен лишь при возведении несущих конструкций здания. Поэтому самостоятельно в домашних условиях такой подвесной потолок устроить технически невозможно.
Произвести облицовку потолка бескаркасной конструкции сможет практически каждый. Облицовочные работы принято вести двумя способами: с устройством чернового каркаса и без него.Устройство плиточного потолка на черновом каркасе
Монтаж конструкции, как и в других случаях, подразделяется на несколько этапов:
– подготовка, разбивка и провешивание поверхности;
– подготовка материала;
– установка плиток.
Подготовка поверхности заключается лишь в ее очистке от пыли, это вызвано больше гигиеническими требованиями, а не технологическими. При подготовке плиток сортируют их по наличию пазов и выступов на боковых гранях, в прорези вставляют закладные крюки, соединенные крепежной скобкой (рис. 21).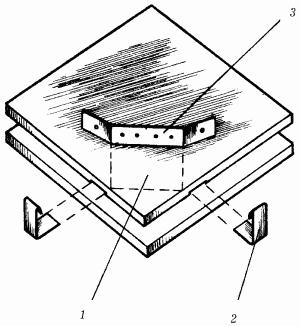
Рис. 21. Подготовка плиток для устройства потолка: 1 – облицовочная плитка; 2 – закладные крюки; 3 – крепежная скоба.Разбивку и провешивание поверхности начинают с определения чистого уровня потолка. Для этого гибким уровнем определяют и отмечают линии низа потолка (по ним будут установлены пристенные опорные уголки). Затем с помощью рулетки и угольника на полу помещения определяют продольную и поперечную оси и закрепляют их причальными шнурами; по одну сторону от оси раскладывают плитки, определяя таким образом количество плиток в ряду. Ряды, примыкающие к стенам, заполняют неполномерными плитками.
После этого приступают к сооружению и установке чернового каркаса: для этого в потолке по каждому предполагаемому ряду (с шагом в ряду 1 м) закрепляют стальные штыри так, как это показано на рисунке 22.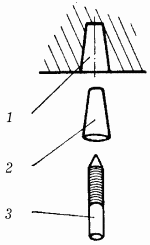
Рис. 22. Крепление чернового каркаса к потолку: 1 – отверстие в потолке; 2 – пластмассовая пробка; 3 – стальной штырь с резьбой.В потолке просверливают отверстия и забивают туда пластмассовые пробки от дюбелей или деревянные шпонки, в которые ввинчивают стальные штыри.
На стальных штырях закрепляют стальной пруток, выполняющий роль горизонтальной направляющей для крепления облицовочных плиток. По периметру стен по линиям низа потолка устанавливают опорные уголки. Черновой каркас для облицовки плитками потолка бескаркасной конструкции готов.
Следующий этап – непосредственно облицовка. Закрепив за опорные уголки на противоположных стенах причальный шнур для первого ряда (фиксирующий нижнюю плоскость потолка), от угла помещения начинают установку плит (рис. 23).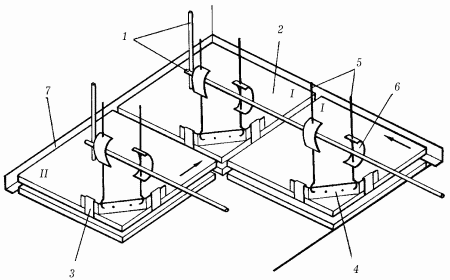
Рис. 23 Устройство плиточного потолка с использованием чернового каркаса: 1 – элементы чернового каркаса; 2 – облицовочные плитки; 3 – закладные крюки; 4 – крепежная скоба; 5 – вертикальная подвеска; 6 – согнутая (пружинная) пластина; 7 – пристенный опорный уголок.Первую плитку опирают двумя сторонами на уголки, а угол с установленными крепежными скобами с помощью вертикальной подвески и согнутой (пружинной) пластины крепят к горизонтальной направляющей чернового каркаса. Следующую плитку одной стороной опирают на пристенный опорный уголок, а выступ на ребре другой стороны совмещают с пазом уже установленной плитки. Свободный угол закрепляют (как и в первом случае) на горизонтальной направляющей чернового каркаса. И так далее до окончания ряда.
По ходу работы нужно следить за горизонтальностью плоскости подвесного потолка (для этого и нужен причальный шнур). Положение плиток, имеющих отклонение от горизонтали, регулируют смещением пружинной пластины по вертикальной подвеске.
Установка средних (не пристенных) плиток 2-го и последующих рядов отличается от установки плиток 1-го ряда тем, что 2 их стороны будут опираться не на пристенные уголки, а на пазы на ребрах ранее уложенных плиток.
По окончании облицовочных работ пристенные опорные уголки можно будет закрыть деревянным потолочным плинтусом.Устройство плиточного потолка без чернового каркаса
Подготовка поверхности потолка к укладке плиток и подготовка материала в данном случае полностью аналогичны предварительным работам при устройстве подвесного потолка с использованием чернового каркаса. Непосредственно облицовочные работы отличаются от способа облицовки с применением чернового каркаса весьма значительно.
Для начала по периметру помещения на стенах на уровне чистого потолка закрепляют опорные уголки. В потолке с шагом, равным длине плиток, просверливают отверстия, в которые забивают пластмассовые пробки от дюбелей либо деревянные шпонки. Затем с помощью дюбелей или шурупов ввинчивают в эти пробки или шпонки подвески для установки облицовочных плиток.
Работу начинают от угла помещения. Первую облицовочную плитку устанавливают следующим образом: 2 сторонами опирают на пристенные уголки, а свободный угол плитки надевают крепежной скобой на подвеску. Вторую плитку устанавливают одной стороной на опорный уголок, выступ другой стороны вставляют в паз уже установленной плитки, а свободный угол закрепляют на подвеску аналогично 1-й плитке. Дальнейшую облицовку производят по уже отработанной технологии (рис. 24).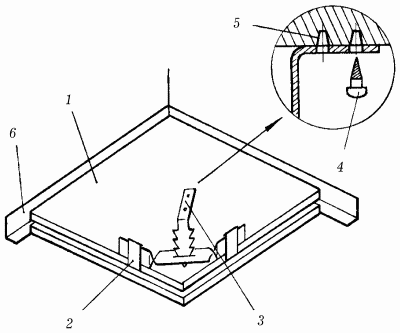
Рис. 24. Устройство плиточного потолка без применения чернового каркаса: 1 – облицовочные плитки; 2 – закладные крюки с крепежной скобой; 3 – подвеска; 4 – шуруп либо дюбель; 5 – пластмассовая пробка или деревянная шпонка; 6 – опорные уголки.Уход за плиточными потолками
Поскольку гипсовые материалы в достаточной степени обладают гигроскопичностью, то их не рекомендуется мыть. Пыль с таких поверхностей удаляют мягкой влажной ветошью, укрепленной на щетке с жесткой щетиной или на венике.
Облицовку в местах отслоения плиток ремонтируют, а треснувшие и сильно загрязненные плитки заменяют новыми (для этого следует оставлять запас материалов). В том случае, если при облицовке потолка были использованы минеральные плитки «Акмигран» и «Акминит», то уход за ними не допускает никакого контакта с водой, приемлема только сухая уборка с помощью пылесоса.Устройство реечных потолков
Реечный подвесной потолок (рис. 25) состоит из алюминиевых реек, загнутых по бокам. В основном в продаже бывают рейки длиной 3 и 4 м. В некоторых фирмах имеются специальные режущие станки, с помощью которых можно отрезать рейку любой длины. Ширина реек – 9, 10, 15, 20 см. Следует сказать, что чаще всего приобретают 10-сантиметровые рейки.
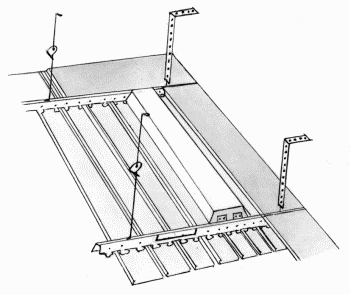
Рис. 25. Устройство реечного подвесного потолка.Другим важным параметром реек для подвесного потолка является их толщина. Чем толще рейка, тем надежнее будет потолок. Самая подходящая толщина для реек – 0,5 мм: этого будет достаточно для того, чтобы потолок не деформировался. Если рейки более тонкие, потолок может погнуться и на нем будут заметны вмятины.
Рейки для подвесных потолков бывают 3 типов:
– открытые;
– закрытые;
– со вставками.
Закрытые рейки (рис. 26) крепят встык, заводя друг за друга, в то время как между открытыми рейками остается небольшой зазор, который, однако, не заметен, если потолок высокий – около 5 м.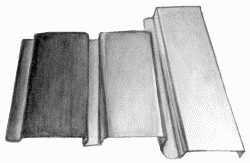
Рис. 26. Типы закрытых реек для подвесного потолка.Рейки со вставками (рис. 27) немного напоминают открытые, только расстояние между ними прикрывают узкие алюминиевые полоски.

Рис. 27. Рейки со вставками: а – изнаночная сторона; б – лицевая сторона.Рейки бывают самых разнообразных цветов, однако до сих пор самым популярным цветом остается белый.
При покупке потолка обращают внимание на то, чтобы рейки были упакованы в полиэтиленовую пленку, защищающую материал от царапин и повреждений во время транспортировки. Качественный товар продается именно так. Если потолок не упакован, имеет смысл отказаться от покупки. Все уважающие себя фирмы выпускают потолки на продажу только в полиэтиленовой упаковке.
Реечные потолки бывают открытыми и закрытыми. Основная особенность реечного потолка открытого типа состоит в наличии открытого пространства между декоративными панелями. Такие потолки, как правило, применяют в помещениях с высокими потолками. В обычных жилых помещениях такие потолки устанавливают очень редко, в основном из-за желания создать особое освещение: светильники на потолке должны быть развернуты таким образом, чтобы световой поток не попадал в межпотолочное пространство.
Существует 2 модификации реечных потолков открытого типа (рис. 28): 84 О и 84 О". В основном обе модели отличаются друг от друга шириной зазора между панелями: 6–16 см. Для моделирования таких элементов интерьера, как арки и переходы между разноуровневыми потолками в реечном потолке открытого типа используется стрингер AR.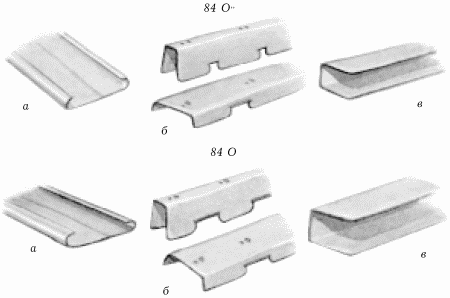
Рис. 28. Модели потолков открытого типа: а – потолочная панель; б – стрингер; в – закрывающий профиль.Основное отличие потолка закрытого типа от открытого заключается в отсутствии открытого пространства между декоративными панелями. Потолок закрытого типа полностью скрывает внешние коммуникации – противопожарные, электрическую проводку. Реечные закрытые потолки выпускаются следующих типов (рис. 29): 84R, 15 °C и 84R (V).
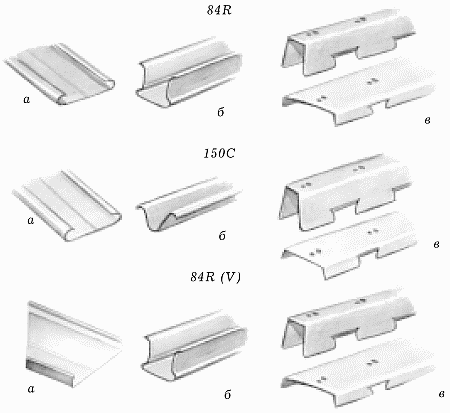
Рис. 29. Модели потолков закрытого типа: а – потолочная панель; б – стрингер; в – закрывающий профиль.
К модели 84R относится профиль шириной 84 мм, с промежуточным профилем п-образной формы, шириной 16 мм.
К модели потолка 84R (V) относят широкий профиль шириной 84 мм, промежуточный профиль v-образной формы, шириной 16 мм. Указанные выше типы подвесных реечных потолков различаются по дизайну, но совмещаются с помощью стрингера R (подвесной системы), одинакового для всех типов. Для моделирования арок, волн и переходов между различными по высоте уровнями в реечном потолке закрытого типа применяется радиусный стрингер AR. Комплект подвесного потолка закрытого типа 150C включает в себя профили шириной 150 мм, крепление которых на стрингер производится стык в стык.Монтаж подвесных реечных потолков
В комплект подвесного потолка входят:
– собственно рейки;
– шина (каркас);
– плинтус.
Также к комплекту прилагается и инструкция по монтажу.
Кроме реек, важной составной частью конструкции является шина, представляющая собой стальную или алюминиевую планку с зубчиками, за которые цепляют рейки. Для каждого типа реек требуется особая шина, чтобы на готовом покрытии не было перекосов, щелей и изгибов. Кроме того, рейки одной фирмы нельзя крепить на шину другой.
Шину с прикрепленными к ней рейками цепляют за подвес, который можно регулировать по высоте. Это очень важная деталь всей конструкции: потолок получил свое название потому, что висит на подвесе. Следует помнить о том, что подвесные реечные потолки занимают достаточно много места (5–11 см высоты), и применение их в квартире с низкими потолками нецелесообразно.
Плинтус – это декоративная деталь, закрывающая стык между стеной и потолком.
Установку реечного подвесного потолка можно осуществить самостоятельно. Особых умений не потребуется. Главное – действовать очень осторожно, придерживаясь инструкции.
В том случае, если требуется объединить потолком два помещения, находящихся на разных уровнях, приобретают изогнутый подвесной реечный потолок (рис. 30).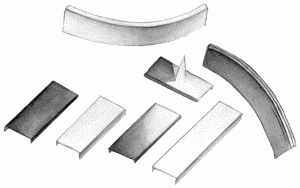
Рис. 30. Рейки для изогнутого подвесного потолка.Весь ассортимент реечных потолков условно можно разделить на 5 групп:
– металлик;
– матовый;
– глянцевый;
– зеркальный;
– фактурный.
Цветовая гамма реечных потолков представлена 27 оттенками, причем для каждого вида поверхности есть определенное количество оттенков. Так, например, для матового – 9, для глянцевого – 2, для металлика – 10, для зеркального – 4, для фактурного – 2.
Существуют следующие варианты сборки реечных потолков (рис. 31):
– геометрический узор;
– разноуровневый потолок;
– зеркальный;
– комбинированный (совмещение реечного потолка с другими видами отделки, например, гипсокартоном);
– зональное разделение комнат;
– оформление арок;
– моделирование волн.
[ http://stroy-zametki.narod.ru/2_31.html#1]Тематики
EN
DE
FR
Франко-русский словарь нормативно-технической терминологии > plafond suspendu
-
5 revêtement
- покрытие
- одежда (дорожное покрытие)
- обшивка
- обмуровка стационарного котла
- облицовка замка
- облицовка
- обделка
- нанесение покрытия
нанесение покрытия
Обработка, заключающаяся в образовании на заготовке поверхностного слоя из инородного материала.
Примечание
Примерами нанесения покрытия являются окрашивание, анодирование, оксидирование, металлизация и т.д.
[ГОСТ 3.1109-82]Тематики
EN
DE
FR
обделка
Постоянная конструкция, закрепляющая выработку подземных сооружений и образующая их внутреннюю поверхность
[ ГОСТ Р 52086-2003]
обделка
Постоянное крепление горных выработок, предотвращающее обрушение окружающих пород и образующее внутреннюю поверхность подземных сооружений
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]Тематики
EN
DE
FR
облицовка
1. Внешний декоративный или защитный слой конструкции, устраиваемый из штучных или жёстких листовых изделий
2. Процесс устройства подобного слоя
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]Тематики
EN
DE
FR
облицовка замка
Декоративная деталь, окаймляющая кожгалантерейный замок.
[ ГОСТ 15470-70]Тематики
Обобщающие термины
EN
DE
FR
обмуровка стационарного котла
обмуровка
Система огнеупорных и теплоизоляционных ограждений или конструкций стационарного котла, предназначенная для уменьшения тепловых потерь и обеспечения газовой плотности.
[ ГОСТ 23172-78]Тематики
- котел, водонагреватель
Синонимы
EN
DE
FR
обшивка
1. Облицовочный слой из досок, брусков или листовых материалов на лицевой поверхности конструкции или на поверхностях готовых изделий, таких как панели, плиты
2. Рабочая операция по креплению этих материалов, преимущественно, с помощью гвоздей и шурупов
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]EN
DE
FR
- clouage de planches
- recouvrement
- recouvrement en planches, en tôles etc.
- revêtement
одежда
Одно- или многослойная рабочая или защитная конструкция из твёрдых материалов, покрывающая грунтовую поверхность
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]Тематики
- дороги, мосты, тоннели, аэродромы
EN
DE
FR
покрытие
Слой или несколько слоев материала, искусственно полученных на покрываемой поверхности.
[ГОСТ 9.008-82]Тематики
- покрытия металл. и неметалл.
EN
DE
FR
49. Обмуровка стационарного котла
Обмуровка
D. Mauerwerk
Е. Refractory
F. Revetement
Система огнеупорных и теплоизоляционных ограждений или конструкций стационарного котла, предназначенная для уменьшения тепловых потерь и обеспечения газовой плотности
Источник: ГОСТ 23172-78: Котлы стационарные. Термины и определения оригинал документа
D. Beschichten
E. Coating
F. Revètement
Источник: ГОСТ 3.1109-82: Единая система технологической документации. Термины и определения основных понятий оригинал документа
Франко-русский словарь нормативно-технической терминологии > revêtement
-
6 carte imprimée
печатная каталожная карточка
Листовое библиографическое издание небольшого размера (125х75 мм), стандартной формы, предназначенное для включения в карточный каталог.
[ГОСТ 7.60-2003]Тематики
- издания, основные виды и элементы
EN
DE
FR
печатная плата
ПП
Нрк. плата печатного монтажа
Изделие, состоящее из одного или двух проводящих рисунков, расположенных на поверхности основания, или из системы проводящих рисунков, расположенных в объеме и на поверхности основания, соединенных между собой в соответствии с электрической схемой печатного узла, предназначенное для электрического соединения и механического крепления устанавливаемых на нем изделий электронной техники, квантовой электроники и электротехнических изделий.
[ ГОСТ Р 53386-2009]
печатная плата
Ндп. плата печатного монтажа
печатная схема
Материал основания, вырезанный по размеру, содержащий необходимые отверстия и, по меньшей мере, один проводящий рисунок.
[ ГОСТ 20406-75]Недопустимые, нерекомендуемые
Тематики
Синонимы
- ПП
EN
FR
1. Печатная плата
E. Printed board
F. Carte imprimée
Материал основания, вырезанный по размеру, содержащий необходимые отверстия и, по меньшей мере, один проводящий рисунок
Источник: ГОСТ 20406-75: Платы печатные. Термины и определения оригинал документа
Франко-русский словарь нормативно-технической терминологии > carte imprimée
-
7 outil
m1. инструмент; орудие 2. режущий инструмент; резец □ adoucir l'outil править инструмент; ajuster l'outil устанавливать инструмент; avancer l'outil подавать инструмент; démonter l'outil снимать инструмент; taire tangenter l'outil подводить инструмент к обрабатываемой поверхности; fixer l'outil закреплять инструмент; mettre l'outil au point точно устанавливать инструмент; monter l'outil устанавливать инструмент; monter l'outil droit устанавливать резец по центру режущей кромкой кверху; monter l'outil renversé устанавливать резец по центру режущей кромкой книзу; positionner l'outil устанавливать инструмент в рабочее положение; ramener l'outil отводить инструмент; reculer l'outil отводить инструмент; régler l'outil à hauteur устанавливать инструмент по высоте (см. также outils, outillage)outil à arête pierrée — резец, заправленный точильным брускомoutil auxiliaire — вспомогательный инструмент (напр. зубило)outil bloc — см. outil de découpage suisseoutil à brocher — протяжка; прошивкаoutil calibré — калиброванный [точноразмерный] резецoutil à calibrer les rainures — (строгальный) резец для калибрования канавокoutil de cambrage — инструмент для гибки; гибочный штампoutil claveté — инструмент, посаженный на шпонкуoutil de contre-poupée — инструмент, закрепляемый в задней бабкеoutil coupant — режущий инструмент; резецoutil coupant normal — стандартный режущий инструмент; стандартный резецoutil coupant spécial — специальный режущий инструмент; специальный резец,outil de coupe — режущий инструмент; резецoutil de coupe à diamant taillé — алмазный резец,outil à coupe négative — резец с тупым [отрицательным] углом резанияoutil à coupe positive — резец с острым [положительным] углом резанияoutil à couteau — ножевой штамп; отрезной штампoutil de découpage à contre-plaque et à couteau — вырубной штамп с прижимом и ножом (для обрезки ленты)outil de découpage à contre-plaque et engrenage — вырубной штамп с прижимом и механической подачей (ленты)outil de découpage à pilotage — вырубной штамп с регулируемой [направляемой] подачей (ленты)outil de découpage simple — вырубной штамп простого действия, одно-операционный вырубной штампoutil de découpage suisse — вырубной штамп швейцарского типа (производящий вырубку изделий и пробивку отверстий за один ход пресса)outil de découpage-emboutissage-détou-rage — комбинированный штамп для вырубки, вытяжки и зачисткиoutil de découpage-emboutissage-poinçonnage — комбинированный штамп для вырубки, вытяжки и пробивки отверстийoutil de détourage à bigorne — двурогий [V-образный] зачистной штампoutil à diamants en concrétion — инструмент, шаржированный алмазной крошкойoutil droit — 1. прямой резец 2. резец, установленный режущей кромкой кверхуoutil d'ébarbage — обрубной инструмент; обрезной [обрубной] штампoutil d'emboutissage à double effet — вытяжной штамп двойного действия, двухоперационный вытяжной штампoutil emmanché — инструмент, насаженный на рукояткуoutil d'équerre — угловой гибочный штамп, штамп для угловой гибкиoutil de filetage — резьбонарезной [резьбовой] инструмент; резьбовой резецoutil à fileter — резьбонарезной [резьбо вой] инструмент; резьбовой резецoutil de finition — чистовой [отделочный] резецoutil flexible — упругий инструмент; упругий резецoutil à gorge intérieure demi-ronde — (отогнутый) полукруглый резец для расточки канавок или углублений (в отверстиях)outil à mise fixée par clame — резец с твердосплавной пластинкой, закреплённой накладкойoutil à mise rapportée — резец, оснащённый твердосплавной пластинкойoutil de mortaisage à rainurer — канавочный долбёжный резец, долбёжный резец для шпоночных пазовoutil moyeu — инструмент со ступицей для насадки, насадной инструментoutil non tournant — невращающийся инструмент (напр. протяжка)outil à pastille — резец, оснащённый твердосплавной пластинкойoutil à pastille rapportée — резец, оснащённый твердосплавной пластинкойoutil de perçage — сверлильный инструмент; сверлоoutil à plaquette — (rapportée) резец с вставной пластинкойoutil à plusieurs poinçons — штамп с несколькими пуансонами, многопуансонный штампoutil pointu — заострённый [остроконечный] инструмент; остроконечный резецoutil à profil unique — однопрофильный инструмент (напр. модульная фреза)outil rabouté — составной инструмент; составной резецoutil rapide — быстрорежущий инструмент; быстрорежущий резецoutil renversé — резец, установленный режущей кромкой книзуoutil à serre-flan — (вытяжной) штамп с прижимомoutil de tronçonnage à lame — отрезной резец с напаянной пластинкой; составной отрезной резецoutil à tronçonner — отрезной инструмент; отрезной резецoutil trop bas — резец, установленный ниже диаметра обрабатываемого изделияoutil trop haut — резец, установленный выше диаметра обрабатываемого изделияoutil en V — V-образный гибочный пуансон, гибочная матрица для V-образных деталейoutil vibrant — вибрирующий инструмент (напр. ультразвукового станка) -
8 méthode
fметод; способméthode d'assemblage — способ сборки [монтажа]méthode de contrôle — метод проверки [контроля]méthode de contrôle en fin de phase — метод пооперационного контроля (обрабатываемых, деталей)méthode dynamique — динамический метод (напр. балансировки)méthode empirique — эмпирический [опытный] методméthode expéditive — скоростной [быстрый] метод (напр. графических построений)méthode générale de travail — основной способ обработки (напр. шлифование, сверление)méthode de montage — способ монтажа, способ сборкиméthode radiocristallographique — рентгеноструктурный метод, метод рентгеноструктурного анализаméthode de retouche — способ подгонки [пригонки]méthode de soudage à gauche — метод сварки «от себя»méthode des temps élémentaires préétablis — способ (нормирования) по предварительно установленным составным частям штучного времениméthode temps-mesure — см. méthode M.T.M.méthode des vitesses virtuelles — метод виртуальных [возможных] перемещений -
9 coussinet de matrice
вкладыш пресс-формы
вкладыш
Формообразующая деталь пресс-формы для оформления поверхности внутренней боковой части изделия, извлекаемая из пресс-формы вместе с ним.
[ ГОСТ 23165-78]Тематики
- пресс-формы для резинотехн. изделий
Обобщающие термины
Синонимы
DE
FR
Франко-русский словарь нормативно-технической терминологии > coussinet de matrice
-
10 matrice
матрица (фонограммы)
Нечетный оригинал фонограммы, предназначенный для формования грампластинок.
[ ГОСТ 13699-91]Тематики
EN
DE
FR
матрица пресс-формы
Ндп. вкладыш
вставка
знак
нижняя плита
шашка
стаканчик
Формообразующая деталь пресс-формы для оформления поверхности нижней части изделия.
[ ГОСТ 23165-78]Недопустимые, нерекомендуемые
Тематики
- пресс-формы для резинотехн. изделий
Обобщающие термины
EN
DE
FR
штамп
Жёсткая плита с плоской поверхностью, предназначаемая для испытания грунтов статическими нагрузками с целью определения их несущей способности
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]Тематики
- строит. машины, оборуд., инструмент прочие
EN
DE
FR
Франко-русский словарь нормативно-технической терминологии > matrice
-
11 frette de moule
обойма пресс-формы
обойма
Формообразующая деталь пресс-формы для оформления поверхности наружной боковой части изделия.
[ ГОСТ 23165-78]Тематики
- пресс-формы для резинотехн. изделий
Обобщающие термины
Синонимы
EN
DE
FR
Франко-русский словарь нормативно-технической терминологии > frette de moule
-
12 calvitie d'une pièce en verre de quartz
потертость изделий из кварцевого стекла
потертость
Дефект в виде шероховатости на поверхности изделия из кварцевого стекла, имеющий локальный характер.
[ ГОСТ 16548-80]Тематики
- оптика, оптические приборы и измерения
Синонимы
EN
DE
FR
Франко-русский словарь нормативно-технической терминологии > calvitie d'une pièce en verre de quartz
-
13 Poinҫon
пуансон пресс-формы
Ндп. вкладыш
вставка
знак
стаканчик
шашка
Формообразующая деталь пресс-формы для оформления поверхности верхней части изделия.
[ ГОСТ 23165-78]Недопустимые, нерекомендуемые
Тематики
- пресс-формы для резинотехн. изделий
Обобщающие термины
EN
DE
FR
Франко-русский словарь нормативно-технической терминологии > Poinҫon
-
14 nervure en une pièce de verre de quartz
ребристость изделий из кварцевого стекла
ребристость
Дефект в виде неровности поверхности тянутого изделия из кварцевого стекла, расположенной по образующей.
[ ГОСТ 16548-80]Тематики
- оптика, оптические приборы и измерения
Синонимы
EN
DE
FR
Франко-русский словарь нормативно-технической терминологии > nervure en une pièce de verre de quartz
-
15 elément de formage
формообразующая деталь
Ндп. формующая деталь
Деталь пресс-формы, участвующая в образовании формообразующей поверхности.
[ ГОСТ 23165-78]Недопустимые, нерекомендуемые
Тематики
- пресс-формы для резинотехн. изделий
Обобщающие термины
DE
FR
Франко-русский словарь нормативно-технической терминологии > elément de formage
-
16 précision
fточностьprécision de l'arrêt — точность стопорения, точность останова (при стопорении)précision cinématique — кинематическая точность, точность кинематической цепи,précision demandée — заданная [требуемая] точностьprécision de la division — точность деления (напр. зубчатого колера)précision durable — неизменность [постоянство] точных размеровprécision de fabrication — точность производства, точность изготовленияprécision des fabrications — (заданная) точность изделийprécision fini de surface — прецизионная отделка поверхности, доводкаprécision de fonderie — точность литья, точность отливкиprécision géométrique — геометрическая точность, точность геометрии (изделия)précision géométrique d'un plan — плоскостность, геометрическая точность плоскостиprécision de la machine — точность [степень прецизионности] машины или станкаprécision du matériel — точность [степень прецизионности] оборудованияprécision du montage — точность [прецизионность] оснасткиprécision obtenue — возможная [максимально достижимая] точностьprécision de tarage — точность тарирования; точность калибровки; точность градуированияprécision du tracé — 1. точность чертежа 2. точность траектории -
17 tolérance
fдопуск; допускаемое отклонение (см. также tolérances)tolérance d'alignement — допуск рихтовки, допуск на выравниваниеtolérance sur les arrondis d'arête — допуск на галтели, допуск на скругления рёберtolérance de circularité — допуск на диаметральный размер, допуск на овальностьtolérance de cote — допуск размера, допуск на размерtolérance d'établissement — заводской допуск, допуск, предусмотренный заводом-изготовителемtolérance femelle — допуск охватывающего размера, допуск в системе отверстияtolérance de fonderie — допуск на литую заготовку или литое изделие, допуск при отливкеtolérance de forme et de position — допуск на геометрию (детали) и взаимное расположение поверхностейtolérance sur les formes — см. tolérance de formetolérance générale — 1. суммарный [общий] допуск 2. допуск на свободный размерtolérance pour machine-outil — допуск на точность станка (напр. по нормам Сальмона)tolérance mâle — допуск охватываемого размера, допуск в системе валаtolérance en moins — нижний допуск, допуск на минусtolérance sur l'ouverture de clef — (верхний) допуск на зев гаечного ключаtolérance en plus — верхний допуск, допуск на плюсtolérance prévue — заданный [предусмотренный] допускtolérance de qualité atelier — допуск, соответствующий производственным измерениямtolérance pour les qualités usuelles — допуск среднего (5-11) квалитета (для обычных калибров и сопряжений)tolérance serrée — жёсткий [малый] допуск -
18 profilage
сущ.1) общ. определение профиля или портрета (напр., психологического) (Les auteurs soulignent l'impossibilité de repérer un profil psychologique unique et homogène de ces terroristes.), фасонирование, вычерчивание профиля, придание удобоваримой формы, профилирование2) тех. обработка по копиру, обработка по эталону, обработка фасонных изделий, придача удобообтекаемой формы, придание удобообтекаемой формы3) маш. обработка по заданному профилю, обработка фасонной поверхности -
19 dressage
m1. правка; выпрямление; рихтовка 2. чистовая обработка плоских поверхностейdressage des barres — правка [выпрямление] прутковdressage de la face interne — развёртывание [калибровка] внутренней поверхностиdressage final — см. dressage de finitiondressage au lapidaire — зачистка [грубое шлифование] наждачным кругом -
20 mise
fmise en action — запуск; приведение в действиеmise hors d'action — выключение; остановкаmise en charge — 1. пуск в ход, включение 2. нагружениеmise à la cote — доведение [обработка] до (заданного) размераmise en couleur — цветная маркировка; окраскаmise en état — приведение в исправность; наладка; ремонтmise en exploitation — ввод [сдача] в эксплуатациюmise en fonctionnement — приведение в действие; запуск, пускmise à longueur — (окончательная) обработка по длинеmise à la main — (за) пуск вручнуюmise en marche — 1. приведение в действие; запуск, пуск 2. ввод в эксплуатациюmise de niveau — установка по уровню; выравнивание по уровнюmise en œuvre — 1. обработка 2. использование, применение 3. приведение в действиеmise en place — монтаж, сборка; установкаmise en place par dilatation — сборка на горячей посадке; насадка (детали) в горячем состоянииmise en place du flan — установка [закрепление] листовой заготовкиmise en place au maillet — установка с помощью деревянного молотка, установка с поколачиванием (детали)mise en place à la presse — установка с запрессовкой, запрессовкаmise en place par serrage — посадка с натягом, неподвижная посадкаmise en place des vues — расположение видов [проекций] (на чертежах)mise au point — 1. доводка, наладка 2. завершение опытных работmise au point de l'outil — (точная) установка инструментаmise en position du mobile — установка [позиционирование] рабочего органаmise au repos — выключение; остановкаmise en route — 1. приведение в действие; запуск, пуск 2. ввод в эксплуатациюmise en service — 1. пуск в ход; приведение в действие 2. ввод в эксплуатациюmise hors service — 1. выключение; остановка 2. снятие с эксплуатацииmise en travail — пуск в действие; пуск в ход
- 1
- 2
См. также в других словарях:
окрашивание металлических изделий — окрашивание металлических изделий — применяется для защиты их от коррозии и другие.гих вредных воздействий, а также для придания изделиям красивого внешнего вида. Основные способы: обычное (механическое), химическое и электрохимическое… … Энциклопедия «Жилище»
отделка изделий из древесины (древесных материалов) — отделка Создание на поверхности изделий из древесины (древесных материалов) защитно декоративных покрытий. [ГОСТ 17743 86] Тематики технология деревообрабатыв. и мебльн. промышл. Синонимы отделка … Справочник технического переводчика
Отделка изделий из древесины (древесных материалов) — 80. Отделка изделий из древесины (древесных материалов) Создание на поверхности изделий из древесины (древесных материалов) защитно декоративных покрытий Источник: ГОСТ 17743 86: Технология деревообрабатывающей и мебельной промышленности. Термины … Словарь-справочник терминов нормативно-технической документации
Отделка изделий из древесины — (древесных материалов) – создание на поверхности изделий из древесины (древесных материалов) защитно декоративных покрытий. [ГОСТ 17743 86] Рубрика термина: Изделия деревянные Рубрики энциклопедии: Абразивное оборудование, Абразивы,… … Энциклопедия терминов, определений и пояснений строительных материалов
Ремонт лепных изделий с расчисткой покрасок и догипсовкой орнамента или рисунка изделий — 1.8.3. Ремонт лепных изделий с расчисткой покрасок и догипсовкой орнамента или рисунка изделий: 01. Удаление негодных частей изделия. 02. Очистка сохранившейся части поверхности изделия от покрасок и загрязнений вручную со смачиванием водой. 03.… … Словарь-справочник терминов нормативно-технической документации
Смена негодных изделий — 1.8.1. Смена негодных изделий: 01. Отбивка негодного изделия или детали. 02. Удаление креплений. 03. Срубка вручную всех неровностей на основании. 04. Насечка поверхности. 05. Очистка поверхности основания щетками. 06. Разметка мест установки. 07 … Словарь-справочник терминов нормативно-технической документации
Расчистка покрасок изделий — 1.8.2. Расчистка покрасок изделий: 01. Очистка от покрасок и естественных загрязнений вручную со смачиванием поверхности водой. 02. Выведение ржавых пятен. 03. Исправление орнамента с заделкой раствором раковин, трещин и царапин на изделии с… … Словарь-справочник терминов нормативно-технической документации
Шероховатость обработанной поверхности — 3.3. Шероховатость обработанной поверхности Наибольшее значение параметра шероховатости по ГОСТ 2789 при наибольшем диаметре обрабатываемого зубчатого колеса до 800 мм для станков класса точности В Ra 1,0 мкм, класса точности A Ra0,63 мкм.… … Словарь-справочник терминов нормативно-технической документации
Условия обработки образцов-изделий — 3.4. Условия обработки образцов изделий Шлифуемые поверхности должны быть предварительно обработаны. Опорные поверхности должны быть окончательно обработаны шлифованием. Образцы изделия располагают на рабочей поверхности стола и закрепляют.… … Словарь-справочник терминов нормативно-технической документации
ГОСТ 30630.0.0-99: Методы испытаний на стойкость к внешним воздействующим факторам машин, приборов и других технических изделий. Общие требования — Терминология ГОСТ 30630.0.0 99: Методы испытаний на стойкость к внешним воздействующим факторам машин, приборов и других технических изделий. Общие требования оригинал документа: 3.26 арбитражные измерения (испытания): По ГОСТ 15150, приложение 1 … Словарь-справочник терминов нормативно-технической документации
Отделка изделий из волокнистых веществ* — (аппретура). Окончательная О. изделий из волокнистых веществ, пряжи или тканей, имеет целью придать им вид совершенно готовых изделий и выставить в наиболее благоприятном свете присущие им качества. Разнообразные приемы, употребляемые для этой… … Энциклопедический словарь Ф.А. Брокгауза и И.А. Ефрона