-
61 routing
1. n трасса, курс2. n тех. схема движения; маршрутизация; трассировка3. n вырезание изделия неправильной формы4. n информ. рассылка материалов по назначениюСинонимический ряд:1. besting (verb) beating; besting; conquering; defeating; overcoming; routing; subduing; thrashing; triumphing; trouncing; vanquishing; worsting2. leading (verb) conducting; directing; escorting; guiding; leading; piloting; seeing; shepherding; showing; steering; ushering3. roaring (verb) bawling; bellowing; blustering; clamoring; roaring4. rummaging (verb) digging out; hunting down; hunting out; hunting up; rummaging5. sending (verb) addressing; consigning; dispatching; forwarding; remitting; sending; shipping; transmitting6. stampeding (verb) stampeding7. whipping (verb) blasting; currying; drubbing; dusting; lambasting; licking; mopping up; overrunning; overwhelming; shellacking; smearing; smothering; trimming; upending; walloping; whipping -
62 breakstem rivet
вытяжная заклепка
-
[Интент]
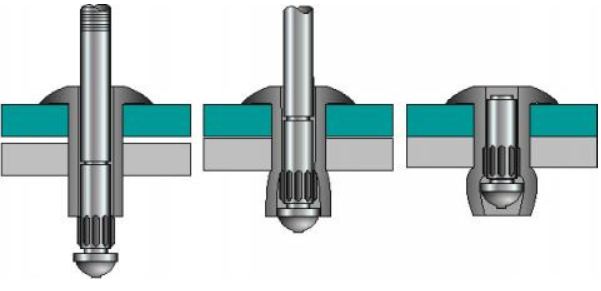
Заклепки вытяжные алюминиевые
Вытяжные заклепки относятся к разряду вспомогательных элементов, которые способны скреплять между собой несколько деталей. Данные заклепки характеризуются тем, что при их установке не требуется доступ с обеих сторон. Это значит, что они облегчат дополнительное соединение уже зафиксированного предмета. Заклепки незаменимы для крепления металлов, которые не подлежат сварке. Они способны уберечь металл от преждевременного повреждения и деформации. Вытяжные заклепки широко применяются в масштабном строительстве, в ремонте и конструкции машин, в электронике и многих других отраслях.
Помимо вытяжных заклепок, бывают комбинированные, резьбовые, полукруглые, потайные, подстроенные под установку при помощи молотка. В качестве материала для заклепок используется медь, сталь, алюминий, нержавейка.
Заклепки вытяжные алюминиевые выполнены из стали, однако соединяющим материалом служит алюминий. Вытяжная заклепка работает по принципу крепления двух элементов: заклепки из стального материала и алюминия. Обе заклепки выполняют неразъемное соединение конструкций из твердых материалов и тонких листов металла.
Изделие представляет собой тандем гильзы и стержня. Монтаж заклепок, независимо от материала их изготовления, осуществляется с использованием одной стороны. Заклепку необходимо лишь вставить в приготовленное отверстие и вытянуть стержень при помощи заклепочника. Таким образом, получается прочное прилегание деталей.
Вытяжные заклепки принято различать по типу бортика:
- заклепка со стандартным бортом является универсальной. Область ее применения довольно широкая;
- с потайным бортиком заклепка используется в том случае, когда головка не должна быть видна на поверхности основания после монтажа. Наносится на гладкую поверхность;
- заклепка с широким бортиком. За счет своих увеличенных параметров, бортик снизит давление на основание. Такие заклепки получили свое широкое использование в креплении изделий из деликатного материала.
[ Источник]
Тематики
EN
Англо-русский словарь нормативно-технической терминологии > breakstem rivet
-
63 defect
- неисправность
- изъян
- долговременная маркировка
- дефект газотермического покрытия
- дефект (металлургия)
- дефект (в неразрушающем контроле)
- дефект
дефект
Невыполнение требования, связанного с предполагаемым или установленным использованием.
Примечания
1. Различие между понятиями дефект и несоответствие является важным, так как имеет подтекст юридического характера, особенно связанный с вопросами ответственности за качество продукции. Следовательно, термин "дефект" следует использовать чрезвычайно осторожно.
2. Использование, предполагаемое потребителем, может зависеть от характера информации, такой как инструкции по использованию и техническому обслуживанию, предоставляемые поставщиком.
[ ГОСТ Р ИСО 9000-2008]
дефект
Невыполнение заданного или ожидаемого требования, касающегося объекта, а также требования, относящегося к безопасности.
Примечание
Ожидаемое требование должно быть целесообразным с точки зрения существующих условий.
[ИСО 8402-94]
дефект
Каждое отдельное несоответствие продукции установленным требованиям.
Пояснения
Если рассматриваемая единица продукции имеет дефект, то это означает, что по меньшей мере один из показателей ее качества или параметров вышел за предельное значение или не выполняется (не удовлетворяется) одно из требований нормативной документации к признакам продукции.
Несоответствие требованиям технического задания или установленным правилам разработки (модернизации) продукции относится к конструктивным дефектам.
Несоответствие требованиям нормативной документации на изготовление или поставку продукции относится к производственным дефектам.
Примерами дефектов могут быть: выход размера детали за пределы допуска, неправильная сборка или регулировка (настройка) аппарата (прибора), царапина на защитном покрытии изделия, недопустимо высокое содержание вредных примесей в продукте, наличие заусенцев на резьбе и т.д.
Термин "дефект" связан с термином "неисправность", но не является его синонимом. Неисправность представляет собой определенное состояние изделия. Находясь в неисправном состоянии, изделие имеет один или несколько дефектов.
Термин "дефект" применяют при контроле качества продукции на стадии ее изготовления, а также при ее ремонте, например при дефектации, составлении ведомостей дефектов и контроле качества отремонтированной продукции.
Термин "неисправность" применяют при использовании, хранении и транспортировании определенных изделий. Так, например, словосочетание "характер неисправности" означает конкретное недопустимое изменение в изделии, которое до его повреждения было исправным (находилось в исправном состоянии).
В отличие от термина "дефект" термин "неисправность" распространяется не на всякую продукцию, в том числе не на всякие изделия, например не называют неисправностями недопустимые отклонения показателей качества материалов, топлива, химических продуктов, изделий пищевой промышленности и т.п.
Термин "дефект" следует отличать также от термина "отказ".
Отказом называется событие, заключающееся в нарушении работоспособности изделия, которое до возникновения отказа было работоспособным. Отказ может возникнуть в результате наличия в изделии одного или нескольких дефектов, но появление дефектов не всегда означает, что возник отказ, т.е. изделие стало неработоспособным.
[ ГОСТ 15467-79]
[ ГОСТ 19088-89]
[ ГОСТ 24166-80]
[СТО Газпром РД 2.5-141-2005]
дефект
Каждое отдельное несоответствие продукции требованиям, установленным нормативной документацией
[Неразрушающий контроль. Россия, 1900-2000 гг.: Справочник / В.В. Клюев, Ф.Р. Соснин, С.В. Румянцев и др.; Под ред. В.В. Клюева]
[Система неразрушающего контроля. Виды (методы) и технология неразрушающего контроля. Термины и определения (справочное пособие). Москва 2003 г.]Тематики
- бумага и картон
- газораспределение
- ремонт судов
- системы менеджмента качества
- управл. качеством и обеспеч. качества
- управление качеством продукции
EN
DE
FR
дефект
В широком смысле:
Любое отклонение изделия от установленных технических требований
В узком смысле:
Несплошность
[Система неразрушающего контроля. Виды (методы) и технология неразрушающего контроля. Термины и определения (справочное пособие). Москва 2003 г.]Тематики
- виды (методы) и технология неразр. контроля
EN
дефект
1. Отклонение от предусмотр. технич. условиями кач-ва готового металлоизделия или полупродукта, частично или полностью наруш. совокупность св-в изделия данного вида (хим. состав, структура, сплошность и др.), к-рыми определяется его потребительская ценность. В завис-ти от линейных размеров (/) различают три вида дефектов металла: макродефекты (/ > 50 мкм); микродефекты (/ = 10*50 мкм) и субмикродефекты (/ < 10 мкм). Макродефекты обнаруж. визуально (на поверхности деталей и полуфабрикатов), макрошлифах, хим. обработ, поверхностях, на поверхности макроизломов. Микродефекты выявляются при изучении микрошлифов и микроизломов с помощью световых микроскопов. Субмикродефекты могут быть выявлены только при электронно-микроскопич. анализе.
По природе выделяют дефекты металла: поверхностные; несплошности разных формы и размеров; включения нежелат. фаз недопуст. формы и размеров; искажения геометрич. формы; несоответствие технич. условиям ср. и локального хим. состава по осн. легир. эл-там и примесям, включая ликвац. неоднородность.
По происхождению различают металлургич. и неметаллургич. дефекты. Металлургич. дефекты подразд. на 4 вида: дефекты литейного происхожд. (неслитины, гор. и хол. трещины, раковины, пористость, ликвация и т.п.); дефекты деформац. происхождения (трещины, пузыри, плены, расслоение, полосчатость и др.); дефекты порошковой и гранульной технологии (включения инородных металлов, неметаллич. включения, пористость, несплошности и др.) и дефекты тер-мич. обработки (нагрев, пережог, обезуглерож., трещины, коробление и др.).
Неметаллургич. дефекты образуются при изготовл. деталей и изделий из фасонных отливок и деформиров. полуфабрикатов (дефекты сварки и пайки, механич. обработки, термин, обработки и т.д.).
2. Нарушение периодич. расположения (чередования) частиц (атомов, ионов, молекул) в кристаллич. решетке металла или сплава, изменяющее их физич. и др. св-ва.
[ http://metaltrade.ru/abc/a.htm]Тематики
EN
дефект газотермического покрытия
дефект
Нарушение сплошности в напыленном материале и (или) на границе раздела между основой и покрытием, которое ухудшает эксплуатационные свойства газотермического покрытия.
[ ГОСТ 28076-89]Тематики
Синонимы
EN
FR
неисправность
отказ в работе
Состояние машины, характеризующееся неспособностью выполнять заданную функцию, исключая случаи проведения профилактического технического обслуживания, других запланированных действий или недостаток внешних ресурсов (например, отключение энергоснабжения).
Примечание 1
Неисправность часто является результатом повреждения самой машины, однако она может иметь место и без повреждения.
Примечание 2
На практике термины «неисправность», «отказ» и «повреждение» часто используются как синонимы.
[ ГОСТ Р ИСО 12100-1:2007]
неисправность
Состояние оборудования, характеризуемое его неспособностью выполнять требуемую функцию, исключая профилактическое обслуживание или другие планово-предупредительные действия, а также исключая неспособность выполнять требуемую функцию из-за недостатка внешних ресурсов.
Примечание - Неисправность часто является следствием отказа самого оборудования, но может существовать и без предварительного отказа.
[ГОСТ ЕН 1070-2003]
неисправность
Состояние технического объекта (элемента), характеризуемое его неспособностью выполнять требуемую функцию, исключая периоды профилактического технического обслуживания или другие планово-предупредительные действия, или в результате недостатка внешних ресурсов.
Примечания
1 Неисправность является часто следствием отказа самого технического объекта, но может существовать и без предварительного отказа.
2 Английский термин «fault» и его определение идентичны данному в МЭК 60050-191 (МЭС 191-05-01) [1]. В машиностроении чаще применяют французский термин «defaut» или немецкий термин «Fehler», чем термины «panne» и «Fehlzusstand», которые употребляют с этим определением.
[ ГОСТ Р ИСО 13849-1-2003]Тематики
EN
- abnormality
- abort
- abortion
- breakage
- breakdown
- bug
- defect
- disease
- disrepair
- disturbance
- fail
- failure
- failure occurrence
- fault
- faultiness
- fouling
- health problem
- layup
- malfunction
- problem
- shutdown
- trouble
DE
FR
3.6.3 дефект (defect): Невыполнение требования (3.1.2), связанного с предполагаемым или установленным использованием.
Примечания
1 Различие между понятиями дефект и несоответствие (3.6.2) является важным, так как имеет подтекст юридического характера, особенно связанный с вопросами ответственности за качество продукции. Следовательно, термин «дефект» следует использовать чрезвычайно осторожно.
2 Использование, предполагаемое потребителем (3.3.5), может зависеть от характера информации, такой как инструкции по использованию и техническому обслуживанию, предоставляемые поставщиком (3.3.6).
Источник: ГОСТ Р ИСО 9000-2008: Системы менеджмента качества. Основные положения и словарь оригинал документа
3.1. Дефект
Defect
По ГОСТ 15467
Источник: ГОСТ 27.002-89: Надежность в технике. Основные понятия. Термины и определения оригинал документа
4.5 дефект (defect): Несовершенство и/или плотность залегающих несовершенств, не соответствующие критериям приемки, установленным настоящим стандартом.
Источник: ГОСТ Р ИСО 3183-2009: Трубы стальные для трубопроводов нефтяной и газовой промышленности. Общие технические условия оригинал документа
3.8 дефект (defect): Несовершенство, имеющее размер, достаточный для отбраковки изделия на основании критериев, установленных настоящим стандартом.
Источник: ГОСТ Р 53366-2009: Трубы стальные, применяемые в качестве обсадных или насосно-компрессорных труб для скважин в нефтяной и газовой промышленности. Общие технические условия оригинал документа
3.9 дефект (defect): Несовершенство, имеющее размер, достаточный для отбраковки изделия на основании критериев, установленных настоящим стандартом.
Источник: ГОСТ Р 54383-2011: Трубы стальные бурильные для нефтяной и газовой промышленности. Технические условия оригинал документа
3.6 дефект (defect): Невыполнение требования, связанного с предполагаемым или установленным использованием.
Примечание 1 - Различие между понятиями «дефект» и «несоответствие» важно, поскольку у него есть юридические основания, связанные с ответственностью за качество выпускаемой продукции. Следовательно, термин «дефект» должен быть использован с чрезвычайной осторожностью.
Примечание 2 - Потребительские требования и предназначенное использование продукции должны быть установлены в документации, предоставляемой потребителю.
[ИСО 3534-2]
Источник: ГОСТ Р ИСО 2859-5-2009: Статистические методы. Процедуры выборочного контроля по альтернативному признаку. Часть 5. Система последовательных планов на основе AQL для контроля последовательных партий оригинал документа
4.1.1 дефект (defect): Несовершенство, имеющее размер, достаточный для отбраковки изделия на основании критериев, установленных настоящим стандартом.
Источник: ГОСТ Р ИСО 13680-2011: Трубы бесшовные обсадные, насосно-компрессорные и трубные заготовки для муфт из коррозионно-стойких высоколегированных сталей и сплавов для нефтяной и газовой промышленности. Технические условия оригинал документа
3.1.4 дефект (defect): Невыполнение требуемого или ожидаемого в силу объективных причин, в том числе связанное с безопасностью.
Примечание - Требуемое или ожидаемое должно быть выполнимым в сложившихся обстоятельствах.
Источник: ГОСТ Р 50030.5.4-2011: Аппаратура распределения и управления низковольтная. Часть 5.4. Аппараты и элементы коммутации для цепей управления. Метод оценки рабочих характеристик слаботочных контактов. Специальные испытания оригинал документа
3.7 дефект (defect): Невыполнение требования, связанного с предусмотренным или установленным использованием.
Примечание - При наличии дефекта крепежное изделие не может функционировать по своему ожидаемому или предусмотренному использованию. [ИСО 9000]
Источник: ГОСТ Р ИСО 16426-2009: Изделия крепежные. Система обеспечения качества оригинал документа
3.6.3 дефект (defect): Невыполнение требования (3.1.2), связанного с предполагаемым или установленным использованием.
Примечания
1 Различие между понятиями дефект и несоответствие (3.6.2) является важным, так как имеет подтекст юридического характера, особенно связанный с вопросами ответственности за качество продукции. Следовательно, термин «дефект» следует использовать чрезвычайно осторожно.
2 Использование, предполагаемое потребителем (3.3.5), может зависеть от характера информации, такой как инструкции по использованию и техническому обслуживанию, предоставляемые поставщиком (3.3.6).
Источник: ГОСТ ISO 9000-2011: Системы менеджмента качества. Основные положения и словарь
4. Дефект
D. Defect
E. Defect
F. Défaut
Источник: ГОСТ 24166-80: Система технического обслуживания и ремонта судов. Ремонт судов. Термины и определения оригинал документа
3.2.39 дефект (defect): Невыполнение требования, связанного с предполагаемым или установленным использованием.
Источник: ГОСТ Р 54147-2010: Стратегический и инновационный менеджмент. Термины и определения оригинал документа
3.2.4.2 дефект (defect): Недостаток, исключающий приемку изделия в соответствии с настоящим стандартом.
Источник: ГОСТ Р ИСО 3183-1-2007: Трубы стальные для трубопроводов. Технические условия. Часть 1. Требования к трубам класса А оригинал документа
04.02.27 долговременная маркировка [ permanent marking]: Изображение, полученное с помощью интрузивного или неинтрузивного маркирования, которое должно оставаться различимым, как минимум, в течение установленного срока службы изделия.
Сравнить с терминологической статьей «соединение» по ИСО/МЭК19762-11).
______________
1)Терминологическая статья 04.02.27 не связана с указанной терминологической статьей.
<2>4 Сокращения
ECI интерпретация в расширенном канале [extended channel interpretation]
DPM прямое маркирование изделий [direct part marking]
BWA коррекция ширины штриха [bar width adjustment]
BWC компенсация ширины штриха [barwidth compensation]
CPI число знаков на дюйм [characters per inch]
PCS сигнал контраста печати [print contrast signal]
ORM оптический носитель данных [optically readable medium]
FoV поле обзора [field of view]
Алфавитный указатель терминов на английском языке
(n, k)symbology
04.02.13
add-on symbol
03.02.29
alignment pattern
04.02.07
aperture
02.04.09
auto discrimination
02.04.33
auxiliary character/pattern
03.01.04
background
02.02.05
bar
02.01.05
bar code character
02.01.09
bar code density
03.02.14
barcode master
03.02.19
barcode reader
02.04.05
barcode symbol
02.01.03
bar height
02.01.16
bar-space sequence
02.01.20
barwidth
02.01.17
barwidth adjustment
03.02.21
barwidth compensation
03.02.22
barwidth gain/loss
03.02.23
barwidth increase
03.02.24
barwidth reduction
03.02.25
bearer bar
03.02.11
binary symbology
03.01.10
characters per inch
03.02.15
charge-coupled device
02.04.13
coded character set
02.01.08
column
04.02.11
compaction mode
04.02.15
composite symbol
04.02.14
contact scanner
02.04.07
continuous code
03.01.12
corner marks
03.02.20
data codeword
04.02.18
data region
04.02.17
decodability
02.02.28
decode algorithm
02.02.01
defect
02.02.22
delineator
03.02.30
densitometer
02.02.18
depth of field (1)
02.04.30
depth of field (2)
02.04.31
diffuse reflection
02.02.09
direct part marking
04.02.24
discrete code
03.01.13
dot code
04.02.05
effective aperture
02.04.10
element
02.01.14
erasure
04.02.21
error correction codeword
04.02.19
error correction level
04.02.20
even parity
03.02.08
field of view
02.04.32
film master
03.02.18
finder pattern
04.02.08
fixed beam scanner
02.04.16
fixed parity
03.02.10
fixed pattern
04.02.03
flat-bed scanner
02.04.21
gloss
02.02.13
guard pattern
03.02.04
helium neon laser
02.04.14
integrated artwork
03.02.28
intercharacter gap
03.01.08
intrusive marking
04.02.25
label printing machine
02.04.34
ladder orientation
03.02.05
laser engraver
02.04.35
latch character
02.01.24
linear bar code symbol
03.01.01
magnification factor
03.02.27
matrix symbology
04.02.04
modular symbology
03.01.11
module (1)
02.01.13
module (2)
04.02.06
modulo
03.02.03
moving beam scanner
02.04.15
multi-row symbology
04.02.09
non-intrusive marking
04.02.26
odd parity
03.02.07
omnidirectional
03.01.14
omnidirectional scanner
02.04.20
opacity
02.02.16
optically readable medium
02.01.01
optical throw
02.04.27
orientation
02.04.23
orientation pattern
02.01.22
oscillating mirror scanner
02.04.19
overhead
03.01.03
overprinting
02.04.36
pad character
04.02.22
pad codeword
04.02.23
permanent marking
04.02.27
photometer
02.02.19
picket fence orientation
03.02.06
pitch
02.04.26
pixel
02.04.37
print contrast signal
02.02.20
printability gauge
03.02.26
printability test
02.02.21
print quality
02.02.02
quiet zone
02.01.06
raster
02.04.18
raster scanner
02.04.17
reading angle
02.04.22
reading distance
02.04.29
read rate
02.04.06
redundancy
03.01.05
reference decode algorithm
02.02.26
reference threshold
02.02.27
reflectance
02.02.07
reflectance difference
02.02.11
regular reflection
02.02.08
resolution
02.01.15
row
04.02.10
scanner
02.04.04
scanning window
02.04.28
scan, noun (1)
02.04.01
scan, noun (2)
02.04.03
scan reflectance profile
02.02.17
scan, verb
02.04.02
self-checking
02.01.21
shift character
02.01.23
short read
03.02.12
show through
02.02.12
single line (beam) scanner
02.04.11
skew
02.04.25
slot reader
02.04.12
speck
02.02.24
spectral response
02.02.10
spot
02.02.25
stacked symbology
04.02.12
stop character/pattern
03.01.02
structured append
04.02.16
substitution error
03.02.01
substrate
02.02.06
symbol architecture
02.01.04
symbol aspect ratio
02.01.19
symbol character
02.01.07
symbol check character
03.02.02
symbol density
03.02.16
symbology
02.01.02
symbol width
02.01.18
tilt
02.04.24
transmittance (l)
02.02.14
transmittance (2)
02.02.15
truncation
03.02.13
two-dimensional symbol (1)
04.02.01
two-dimensional symbol (2)
04.02.02
two-width symbology
03.01.09
variable parity encodation
03.02.09
verification
02.02.03
verifier
02.02.04
vertical redundancy
03.01.06
void
02.02.23
wand
02.04.08
wide: narrow ratio
03.01.07
X dimension
02.01.10
Y dimension
02.01.11
Z dimension
02.01.12
zero-suppression
03.02.17
<2>Приложение ДА1)
______________
1)
Источник: ГОСТ Р ИСО/МЭК 19762-2-2011: Информационные технологии. Технологии автоматической идентификации и сбора данных (АИСД). Гармонизированный словарь. Часть 2. Оптические носители данных (ОНД) оригинал документа
Англо-русский словарь нормативно-технической терминологии > defect
-
64 fastening screw
закрепляющий винт
зажимной винт
стопорный винт
—
[ http://slovarionline.ru/anglo_russkiy_slovar_neftegazovoy_promyishlennosti/]Тематики
Синонимы
EN
крепежный винт
Осн. деталь разъемного винтового соединения, стержень с резьбой на одном конце и головкой на другом. К. в. для металла и др. тв. материалов чаще с цилиндрич. резьбой треугольного профиля. Неответственные к. в. малого диаметра (до 8 мм) выполняются также самонарезающими с конич. участком резьбы неполного профиля на конце. Такой в. при ввинчивании в гладкое отверстие выдавливает (в мягких металлах) или нарезает (в пластмассах и твердых металлах) резьбу. К. в. для деревянных деталей, или шуруп, имеет на конце конический участок резьбы. Головка в. служит для прижатия соединяемых деталей и захвата в. отверткой, гаечным ключом и т. д. Распространены стандартные к. в. с шестигранной, квадратной и др. головками. Один из видов металлопродукции метизной пром-ти.
[ http://metaltrade.ru/abc/a.htm]Тематики
EN
Англо-русский словарь нормативно-технической терминологии > fastening screw
-
65 SDR 17,6
8.11 Стойкость к медленному распространению трещин
Определение стойкости к медленному распространению трещин проводят по ГОСТ 24157 на одном образце трубы с четырьмя продольными надрезами, нанесенными на наружную поверхность трубы. Испытание распространяют на трубы с номинальной толщиной стенки более 5 мм.
Надрез осуществляют на фрезерном станке, снабженном (для опоры образца по внутреннему диаметру) горизонтальным стержнем, жестко закрепленным на столе.
Фрезу (рисунок 4) с режущими V-образными зубьями под углом 60° шириной 12,5 мм устанавливают на горизонтальном валу. Скорость резания должна составлять (0,010 ± 0,002) (мм/об)/зуб. Например, фреза с 20 зубьями, вращающаяся со скоростью 700 об/мин, при скорости подачи 150 мм/мин будет иметь скорость резания 150/(20 ´ 700) = 0,011 (мм/об)/зуб. Фрезу не следует использовать для других материалов и целей и после нанесения надреза длиной 100 м ее заменяют.
Определяют минимальную толщину стенки по 8.4.4 и отмечают место первого надреза, затем наносят метки, обозначающие места трех последующих надрезов, которые должны располагаться равномерно по окружности трубы и на равном расстоянии от торцов.
По линиям меток измеряют толщину стенки с каждого торца и рассчитывают среднюю толщину стенки для каждой линии надреза е.

d - наружный диаметр трубы; е - толщина стенки трубы; еост - остаточная толщина стенки трубы; l - длина надреза;
Рисунок 4
По таблице 5 выбирают значение остаточной толщины стенки еост
Таблица 5
В миллиметрах
Номинальный наружный диаметр d
Остаточная толщина стенки ежкдля труб
SDR 17,6
SDR 17
SDR 13,6
SDR 11
SDR 9
мин.
макс.
мин.
макс.
мин.
макс.
мин.
макс.
мин.
макс.
50
-
-
-
-
-
-
-
-
4,4
4,6
63
-
-
-
-
-
-
4,5
4,8
5,5
5,8
75
-
-
-
-
4,3
4,5
5,3
5,6
6,5
6,9
90
4,1
4,3
4,2
4,4
5,1
5,4
6,4
6,7
7,9
8,3
110
4,9
5,2
5,1
5,4
6,3
6,6
7,8
8,2
9,6
10,1
125
5,5
5,8
5,8
6,1
7,2
7,5
8,9
9,3
10,9
11,5
140
6,2
6,6
6,5
6,8
8,0
8,4
9,9
10,4
12,2
12,9
160
7,1
7,5
7,4
7,8
9,2
9,7
11,4
12,0
14,0
14,7
180
8,0
8,4
8,3
8,8
10,4
10,9
12,8
13,4
15,7
16,5
200
8,9
9,3
9,3
9,8
11,5
12,1
14,2
14,9
17,5
18,4
225
10,0
10,5
10,5
11,0
12,9
13,6
16,0
16,8
19,6
20,6
250
11,1
11,6
11,5
12,1
14,4
15,1
17,7
18,6
21,8
22,9
280
12,4
13,0
12,9
13,6
16,1
16,9
19,8
20,8
24,3
25,6
315
14,0
14,7
14,6
15,3
18,2
19,1
22,3
23,5
27,3
28,7
Примечания
1 Остаточная толщина стенки соответствует 0,78 - 0,82 номинальной толщины стенки.
2 При расчете глубины надреза выбирают максимальное значение остаточной толщины стенки
Глубину каждого надреза n рассчитывают как разность между значениями средней толщины стенки по линии этого надреза eср и остаточной толщины стенки еост. Длина надреза при полной глубине должна соответствовать номинальному наружному диаметру трубы ± 1 мм.
Надрезы осуществляют попутным фрезерованием на рассчитанную для каждого надреза глубину n. На испытуемый образец с обоих концов устанавливают заглушки типа а по ГОСТ 24157, в качестве рабочей жидкости используют воду.
Испытуемый образец выдерживают в ванне с водой при температуре 80 °С не менее 24 ч, затем в этой же ванне образец подвергают испытательному давлению по таблице 6 и выдерживают в течение заданного времени или до момента разрушения.
Таблица 6
SDR
Испытательное давление, МПа
ПЭ 80
ПЭ 100
17,6
0,482
0,554
17
0,5
0,575
13,6
0,635
0,73
11
0,8
0,92
9
1,0
1,2
Примечание - Испытательное давление Р рассчитано по формуле

где s - начальное напряжение в стенке трубы по таблице 2, МПа;
SDR - стандартное размерное отношение
Испытуемый образец извлекают из ванны, охлаждают до температуры 23°С, вырезают сектор трубы посередине надреза длиной 10-20 мм и вскрывают надрез так, чтобы иметь доступ к одной из обработанных фрезой поверхностей надреза. Измеряют ширину надреза b с погрешностью не более 0,1 мм с помощью микроскопа или другого средства измерений (рисунок 4). Глубину надреза n в миллиметрах рассчитывают по формуле
 ,
,где b - ширина поверхности обработанного фрезерованием надреза, мм;
dcp - средний наружный диаметр трубы, мм.
Затем рассчитывают остаточную толщину стенки для каждого надреза как разность между значениями средней толщины стенки в месте каждого надреза и фактической глубины надреза. Значение остаточной толщины стенки должно соответствовать значениям, указанным в таблице 5.
Если значение остаточной толщины стенки более максимального значения, указанного в таблице 5, образец заменяют другим, который испытывают вновь.
Окончательными результатами являются результаты испытаний трех образцов, выдержавших в течение 165 ч при температуре 80°С без признаков разрушения постоянное внутреннее давление, значение которого выбирают по таблице 6, и которое соответствует напряжению в стенке трубы 4,0 МПа (для ПЭ 80); 4,6 МПа (для ПЭ 100).
Источник: ГОСТ Р 50838-95: Трубы из полиэтилена для газопроводов. Технические условия оригинал документа
3.20 композиция: Гомогенная гранулированная смесь базового полимера (ПЭ), включающая в себя добавки (антиоксиданты, пигменты, стабилизаторы и др.), вводимые на стадии производства композиции, в концентрациях, необходимых для обеспечения изготовления и использования труб, соответствующих требованиям настоящего стандарта».
Пункт 4.1. Первый абзац изложить в новой редакции:
«4.1 Размеры труб из композиций полиэтилена ПЭ 32 приведены в таблице 1, из композиций полиэтилена ПЭ 63, ПЭ 80, ПЭ 100 - в таблицах 2 и 3»;
таблица 1. Наименование. Заменить слова: «из полиэтилена 32» на «из композиций полиэтилена 32»;
головка. Заменить значения максимального рабочего давления воды при 20 °С: 0,25 на 2,5; 0,4 на 4; 0,6 на 6; 1 на 10;
таблицы 2 и 3 изложить в новой редакции:
Таблица 2 - Средний наружный диаметр и овальность труб из композиций полиэтилена ПЭ 63, ПЭ 80, ПЭ 100
В миллиметрах
Номинальный размер DN/OD
Средний наружный диаметр dem
Овальность после экструзии***, не более
dem, min
Предельное отклонение*
10
10,0
+0,3
1,2
12
12,0
+0,3
1,2
16
16,0
+0,3
1,2
20
20,0
+0,3
1,2
25
25,0
+0,3
1,2
32
32,0
+0,3
1,3
40
40,0
+0,4**
1,4
50
50,0
+0,4**
1,4
63
63,0
+0,4
1,5
(75)
75,0
+0,5
1,6
90
90,0
+0,6
1,8
110
110,0
+0,7
2,2
(125)
125,0
+0,8
2,5
(140)
140,0
+0,9
2,8
160
160,0
+1,0
3,2
(180)
180,0
+1,1
3,6
(200)
200,0
+1,2
4,0
225
225,0
+1,4
4,5
250
250,0
+1,5
5,0
280
280,0
+1,7
9,8
315
315,0
+1,9
11,1
355
355,0
+2,2
12,5
400
400,0
+2,4
14,0
450
450,0
+2,7
15,6
500
500,0
+3,0
17,5
(560)
560,0
+3,4
19,6
630
630,0
+3,8
22,1
710
710,0
+6,4
24,9
800
800,0
+7,2
28,0
900
900,0
+8,1
31,5
1000
1000,0
+9,0
35,0
1200
1200,0
+10,8
42,0
1400
1400,0
+12,6
49,0
1600
1600,0
+14,4
56,0
1800
1800,0
+16,2
63,0
2000
2000,0
+18,0
70,0
* Соответствует ГОСТ ИСО 11922-1, квалитет В - для размеров DN/OD ≤ 630, квалитет А - для размеров DN/OD ≥ 710.
** Предельное отклонение увеличено до 0,4 мм по сравнению с указанным в ГОСТ ИСО 11922-1.
*** Соответствует ГОСТ ИСО 11922-1, квалитет N, определяет изготовитель после экструзии.
Примечание - Размеры, взятые в скобки, - нерекомендуемые.
Таблица 3 - Толщины стенок и номинальные давления труб из композиций полиэтилена ПЭ 63, ПЭ 80, ПЭ 100
В миллиметрах
Наименование полиэтилена
SDR 41
SDR 33
SDR 26
SDR 21
Номинальное давление, 105 Па (бар)
ПЭ 63
PN 2,5
PN 3,2
PN 4
PN 5
ПЭ 80
PN 3,2
PN 4
PN 5
PN 6,3
ПЭ 100
PN 4
PN 5
PN 6,3
PN 8
Номинальный размер DN/OD
Толщина стенки е
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
10
-
-
-
-
-
-
-
-
12
-
-
-
-
-
-
-
-
16
-
-
-
-
-
-
-
-
20
-
-
-
-
-
-
-
-
25
-
-
-
-
-
-
-
-
32
-
-
-
-
-
-
-
-
40
-
-
-
-
-
-
2,0*
+0,3
50
-
-
-
-
2,0
+0,3
2,4
+0,4
63
-
-
2,0
+0,3
2,5
+0,4
3,0
+0,4
75
2,0*
+0,3
2,3
+0,4
2,9
+0,4
3,6
+0,5
90
2,2
+0,4
2,8
+0,4
3,5
+0,5
4,3
+0,6
110
2,7
+0,4
3,4
+0,5
4,2
+0,6
5,3
+0,7
125
3,1
+0,5
3,9
+0,5
4,8
+0,6
6,0
+0,7
140
3,5
+0,5
4,3
+0,6
5,4
+0,7
6,7
+0,8
160
4,0
+0,5
4,9
+0,6
6,2
+0,8
7,7
+0,9
180
4,4
+0,6
5,5
+0,7
6,9
+0,8
8,6
+1,0
200
4,9
+0,6
6,2
+0,8
7,7
+0,9
9,6
+1,1
225
5,5
+0,7
6,9
+0,8
8,6
+1,0
10,8
+1,2
250
6,2
+0,8
7,7
+0,9
9,6
+1,1
11,9
+1,3
280
6,9
+0,8
8,6
+1,0
10,7
+1,2
13,4
+1,5
315
7,7
+0,9
9,7
+1,1
12,1
+1,4
15,0
+1,6
355
8,7
+1,0
10,9
+1,2
13,6
+1,5
16,9
+1,8
400
9,8
+1,1
12,3
+1,4
15,3
+1,7
19,1
+2,1
450
11,0
+1,2
13,8
+1,5
17,2
+1,9
21,5
+2,3
500
12,3
+1,4
15,3
+1,7
19,1
+2,1
23,9
+2,5
560
13,7
+1,5
17,2
+1,9
21,4
+2,3
26,7
+2,8
630
15,4
+1,7
19,3
+2,1
24,1
+2,6
30,0
+3,1
710
17,4
+1,9
21,8
+2,3
27,2
+2,9
33,9
+3,5
800
19,6
+2,1
24,5
+2,6
30,6
+3,2
38,1
+4,0
900
22,0
+2,3
27,6
+2,9
34,4
+3,6
42,9
+4,4
1000
24,5
+2,6
30,6
+3,2
38,2
+4,0
47,7
+4,9
1200
29,4
+3,1
36,7
+3,8
45,9
+4,7
57,2
+5,9
1400
34,3
+3,6
42,9
+4,4
53,5
+5,5
66,7
+6,8
1600
39,2
+4,1
49,0
+5,0
61,2
+6,3
76,2
+7,8
1800
44,0
+4,5
55,1
+5,7
68,8
+7,0
85,8
+8,7
2000
48,9
+5,0
61,2
+6,3
76,4
+7,8
95,3
+9,7
Наименование полиэтилена
SDR 17,6
SDR 17
SDR 13,6
SDR 11
Номинальное давление, 105 Па (бар)
ПЭ 63
PN 6
-
PN 8
PN 10
ПЭ 80
(PN 7,5)
PN 8
PN 10
PN 12,5
ПЭ 100
(PN 9,5)
PN 10
PN 12,5
PN 16
Номинальный размер DN/OD
Толщина стенки е
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
10
-
-
-
-
-
-
-
-
12
-
-
-
-
-
-
-
-
16
-
-
-
-
-
-
-
-
20
-
-
-
-
-
-
2,0*
+0,3
25
-
-
-
-
2,0*
+0,3
2,3
+0,4
32
-
-
2,0*
+0,3
2,4
+0,4
3,0*
+0,4
40
2,3
+0,4
2,4
+0,4
3,0
+0,4
3,7
+0,5
50
2,9
+0,4
3,0
+0,4
3,7
+0,5
4,6
+0,6
63
3,6
+0,5
3,8
+0,5
4,7
+0,6
5,8
+0,7
75
4,3
+0,6
4,5
+0,6
5,6
+0,7
6,8
+0,8
90
5,1
+0,7
5,4
+0,7
6,7
+0,8
8,2
+1,0
110
6,3
+0,8
6,6
+0,8
8,1
+1,0
10,0
+1,1
125
7,1
+0,9
7,4
+0,9
9,2
+1,1
11,4
+1,3
140
8,0
+1,0
8,3
+1,0
10,3
+1,2
12,7
+1,4
160
9,1
+1,1
9,5
+1,1
11,8
+1,3
14,6
+1,6
180
10,2
+1,2
10,7
+1,2
13,3
+1,5
16,4
+1,8
200
11,4
+1,3
11,9
+1,3
14,7
+1,6
18,2
+2,0
225
12,8
+1,4
13,4
+1,5
16,6
+1,8
20,5
+2,2
250
14,2
+1,6
14,8
+1,6
18,4
+2,0
22,7
+2,4
280
15,9
+1,7
16,6
+1,8
20,6
+2,2
25,4
+2,7
315
17,9
+1,9
18,7
+2,0
23,2
+2,5
28,6
+3,0
355
20,1
+2,2
21,1
+2,3
26,1
+2,8
32,2
+3,4
400
22,7
+2,4
23,7
+2,5
29,4
+3,1
36,3
+3,8
450
25,5
+2,7
26,7
+2,8
33,1
+3,5
40,9
+4,2
500
28,3
+3,0
29,7
+3,1
36,8
+3,8
45,4
+4,7
560
31,7
+3,3
33,2
+3,5
41,2
+4,3
50,8
+5,2
630
35,7
+3,7
37,4
+3,9
46,3
+4,8
57,2
+5,9
710
40,2
+4,2
42,1
+4,4
52,2
+5,4
64,5
+6,6
800
45,3
+4,7
47,4
+4,9
58,8
+6,0
72,6
+7,4
900
51,0
+5,2
53,3
+5,5
66,1
+6,8
81,7
+8,3
1000
56,6
+5,8
59,3
+6,1
73,5
+7,5
90,8
+9,2
1200
68,0
+6,9
71,1
+7,3
88,2
+9,0
108,9
+11,0
1400
-
-
83,0
+8,4
102,9
+10,4
-
-
1600
-
-
94,8
+9,6
117,5
+11,9
-
-
1800
-
-
106,6
+10,8
-
-
-
-
2000
-
-
118,5
+12,0
-
-
-
-
Наименование полиэтилена
SDR 9
SDR 7,4
SDR 6
Номинальное давление, 105 Па (бар)
ПЭ 63
-
-
-
ПЭ 80
PN 16
PN 20
PN 25
ПЭ 100
PN 20
PN 25
-
Номинальный размер DN/OD
Толщина стенки е
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
10
-
-
-
-
2,0*
+0,3
12
-
-
-
-
2,0
+0,3
16
2,0*
+0,3
2,3*
+0,4
2,7
+0,4
20
2,3
+0,4
3,0*
+0,4
3,4
+0,5
25
2,8
+0,4
3,5
+0,5
4,2
+0,6
32
3,6
+0,5
4,4
+0,6
5,4
+0,7
40
4,5
+0,6
5,5
+0,7
6,7
+0,8
50
5,6
+0,7
6,9
+0,8
8,3
+1,0
63
7,1
+0,9
8,6
+1,0
10,5
+1,2
75
8,4
+1,0
10,3
+1,2
12,5
+1,4
90
10,1
+1,2
12,3
+1,4
15,0
+1,7
110
12,3
+1,4
15,1
+1,7
18,3
+2,0
125
14,0
+1,5
17,1
+1,9
20,8
+2,2
140
15,7
+1,7
19,2
+2,1
23,3
+2,5
160
17,9
+1,9
21,9
+2,3
26,6
+2,8
180
20,1
+2,2
24,6
+2,6
29,9
+3,1
200
22,4
+2,4
27,4
+2,9
33,2
+3,5
225
25,2
+2,7
30,8
+3,2
37,4
+3,9
250
27,9
+2,9
34,2
+3,6
41,5
+4,3
280
31,3
+3,3
38,3
+4,0
46,5
+4,8
315
35,2
+3,7
43,1
+4,5
52,3
+5,4
355
39,7
+4,1
48,5
+5,0
59,0
+6,0
400
44,7
+4,6
54,7
+5,6
66,4
+6,8
450
50,3
+5,2
61,5
+6,3
-
-
500
55,8
+5,7
68,3
+7,0
-
-
560
62,5
+6,4
76,5
+7,8
-
-
630
70,3
+7,2
86,1
+8,7
-
-
710
79,3
+8,1
97,0
+9,8
-
-
800
89,3
+9,1
109,3
+11,1
-
-
900
100,5
+10,2
-
-
-
-
1000
111,6
+11,3
-
-
-
-
* Номинальная толщина стенки труб увеличена в соответствии с условиями применения по сравнению с указанной в ГОСТ ИСО 4065 для данного SDR.
Примечания
1 Номинальные давления PN, указанные в скобках, выбраны из ряда R40 по ГОСТ 8032.
2 Полиэтилен ПЭ 63 не рекомендуется для изготовления труб диаметром более 250 мм.
Пункт 4.1. Исключить слова: «При этом допускается изготовлять трубы с предельными отклонениями, указанными в скобках».
Пункт 4.2. Первый абзац. Заменить значение: «плюс 1 %» на «±1 %»;
второй абзац. Заменить значения: «плюс 3 %» на «±3 %» и «плюс 1,5 %» на «±1,5 %».
Пункт 4.4 исключить.
Пункт 5.1 изложить в новой редакции:
«5.1 Трубы изготовляют из композиций полиэтилена (см. 3.20) минимальной длительной прочностью MRS 3,2 МПа (ПЭ 32), MRS 6,3 МПа (ПЭ 63), MRS 8,0 МПа (ПЭ 80), MRS 10,0 МПа (ПЭ 100) (приложение Г) по технологической документации, утвержденной в установленном порядке. Введение добавок на стадии экструзии труб не допускается. Допускается изготовлять трубы из композиций полиэтилена с использованием вторичного гранулированного полиэтилена ПЭ 32, ПЭ 63, ПЭ 80 или ПЭ 100, полученного из труб собственного производства.
Классификация композиции полиэтилена по уровню минимальной длительной прочности MRS по таблице 4а (кроме ПЭ 32) должна быть установлена изготовителем композиции в соответствии с ГОСТ ИСО 12162.
Таблица 4а - Классификация композиций полиэтилена
Обозначение композиции полиэтилена
Минимальная длительная прочность MRS, МПа
Расчетное напряжение σs,МПа
ПЭ 100
10,0
8,0
ПЭ 80
8,0
6,3
ПЭ 63
6,3
5,0
ПЭ 32
3,2
2,5
Значение MRS и классификацию композиции полиэтилена устанавливают, исходя из значения нижнего доверительного предела прогнозируемой гидростатической прочности σLPL, в соответствии с ГОСТ ИСО 12162. Значение σLPL должно быть определено на основе анализа данных длительных гидростатических испытаний образцов труб, выполненных по ГОСТ 24157. При определении длительной гидростатической прочности композиций полиэтилена ПЭ 100 прямая, описывающая временную зависимость прочности при 80 °С не должна иметь перегиба ранее 5000 ч».
Раздел 5 дополнить пунктом - 5.1а:
«5.1а Трубы должны соответствовать Единым санитарно-эпидемиологическим и гигиеническим требованиям к товарам, подлежащим санитарно-эпидемиологическому и гигиеническому контролю (надзору)».
Пункт 5.2. Таблица 5. Графа «Значение показателя для труб из». Для показателя 1 заменить слова: «с синими продольными полосами в количестве не менее четырех» на «с синими продольными маркировочными полосами в количестве не менее трех»;
после слов «не регламентируются» дополнить словами: «Цвет защитной оболочки - синий»;
показатели 2, 3 и 4 изложить в новой редакции, показатель 5 дополнить знаком сноски «*»; дополнить показателем 7 и сноской «**»:
Наименование показателя
Значение показателя для труб из
Метод испытания
ПЭ 32
ПЭ 63
ПЭ 80
ПЭ 100
2 Относительное удлинение при разрыве, %, не менее
250
350
350
350
По ГОСТ 11262 и 8.4 настоящего стандарта
3 Изменение длины после прогрева (для труб номинальной толщиной 16 мм и менее), %, не более
3
По ГОСТ 27078 и 8.5 настоящего стандарта
4 Стойкость при постоянном внутреннем давлении при 20 °С, ч, не менее
При начальном напряжении в стенке трубы 6,5 МПа 100
При начальном напряжении в стенке трубы 8,0 МПа 100
При начальном напряжении в стенке трубы 9,0 МПа 100
При начальном напряжении в стенке трубы 12,0 МПа 100
По ГОСТ 24157 и 8.6 настоящего стандарта
7 Термостабильность при 200 °С**, мин, не менее
20
По приложению Ж
* В случае пластического разрушения до истечения 165 ч - см. таблицу 5а.
** Допускается проводить испытание при 210 °С или при 220 °С. В случае разногласий испытание проводят при температуре 200 °С.
Пункт 5.3.1. Третий абзац исключить;
дополнить абзацами и примечанием:
«Маркировка не должна приводить к возникновению трещин и других повреждений, ухудшающих прочностные характеристики трубы.
При нанесении маркировки методом печати цвет маркировки должен отличаться от основного цвета трубы. Размер шрифта и качество нанесения маркировки должны обеспечивать ее разборчивость без применения увеличительных приборов.
Примечание - Изготовитель не несет ответственности за маркировку, ставшую неразборчивой в результате следующих действий при монтаже и эксплуатации: окрашивание, снятие верхнего слоя, использование покрытия или применение моющих средств, за исключением согласованных или установленных изготовителем.
Маркировка труб с соэкструзионными слоями и труб с защитной оболочкой - в соответствии с В.2.3 и В.3.4 (приложение В)».
Пункт 5.4.1. Первый абзац. Заменить значение: «до 1 т» на «до 3 т»; дополнить словами: «По согласованию с потребителем из пакетов допускается формировать блок-пакеты массой до 5 т»;
первый и четвертый абзацы. Заменить слова: «и труднодоступных районов» на «и приравненных к ним местностей» (2 раза);
третий абзац. Заменить значение: 20 на 16.
Пункт 6.1. Первый абзац. Заменить слова: «Трубы из полиэтилена» на «Полиэтилен, из которого изготовляют трубы,»; заменить ссылку: ГОСТ 12.1.005 на ГОСТ 12.1.007.
Пункт 6.2. Второй абзац после слов «соответствовать ГОСТ 12.3.030» изложить в новой редакции: «Предельно допустимые концентрации основных продуктов термоокислительной деструкции в воздухе рабочей зоны и класс опасности приведены в таблице 6»;
таблицу 6 изложить в новой редакции:
Таблица 6
Наименование продукта
Предельно допустимая концентрация (ПДК) в воздухе рабочей зоны по ГОСТ 12.1.005*, мг/м3
Класс опасности по ГОСТ 12.1.007
Действие на организм
Формальдегид
0,5
2
Выраженное раздражающее, сенсибилизирующее
Ацетальдегид
5
3
Общее токсическое
Углерода оксид
20
4
Общее токсическое
Органические кислоты (в пересчете на уксусную кислоту)
5
3
Общее токсическое
Аэрозоль полиэтилена
10
4
Общее токсическое
* В Российской Федерации действует ГОСТ 29325,
б) как расчетное значение из нескольких (в соответствии с таблицей 7а) измерений диаметра, равномерно расположенных в выбранном поперечном сечении.
Таблица 7а - Количество измерений диаметра для данного номинального размера
Номинальный размер трубы DN/OD
Количество измерений диаметра в данном поперечном сечении
≤40
4
>40 и ≤600
6
>600 и ≤1600
8
>1600
12
Измерения проводят с погрешностью в соответствии с таблицей 7б.
Таблица 7б - Погрешность измерения диаметра
В миллиметрах
Номинальный размер трубы DN/OD
Допускаемая погрешность единичного измерения
Среднеарифметическое значение округляют до*
≤600
0,1
0,1
600 < DN ≤ 1600
0,2
0,2
>1600
1
1
* Округление среднего значения проводят в большую сторону.
В случае перечисления б), рассчитывают среднеарифметическое значение полученных измерений, округляют в соответствии с таблицей 7б и записывают результат как средний наружный диаметр dеm».
Пункт 8.3.4. Второй абзац. Заменить слова: «в таблицах 1 - 4» на «в таблицах 1, 3».
Пункт 8.3.5. Заменить слова: «определяемыми по ГОСТ 29325» на «измеряемыми».
Пункт 8.3.6. Второй абзац дополнить словами: «в процессе производства».
Пункт 8.4 изложить в новой редакции:
«8.4 Относительное удлинение при разрыве определяют по ГОСТ 11262* на образцах-лопатках, при этом толщина образца должна быть равна толщине стенки трубы. Отрезок трубы, изготовленный из пробы, отобранной по 7.2, разделяют на равное количество секторов, вырезают полосы, располагаемые приблизительно равномерно по окружности трубы, в количестве, указанном в таблице 7в.
________
* В Российской Федерации действуют ГОСТ Р 53652.1-2009 и ГОСТ Р 53652.3-2009.
Таблица 7в - Количество образцов
Номинальный наружный диаметр, dn, мм
20 ≤ dn < 75
75 ≤ dn < 280
280 ≤ dn < 450
dn ≥ 450
Количество полос для изготовления образцов
3
5
5
8
Примечание - Для труб диаметром 40 мм и менее допускается вырезать полосы из двух или трех отрезков труб.
Тип образца, метод изготовления и скорость испытания выбирают в соответствии с таблицей 8.
Таблица 8
Номинальная толщина стенки трубы е, мм
Тип образца по ГОСТ 11262
Способ изготовления
Скорость испытания, мм/мин
е ≤ 5
1
Вырубка штампом-про- сечкой или механическая обработка по ГОСТ 26277
100 ± 10
5 < е ≤12
2
Вырубка штампом-про- сечкой или механическая обработка по ГОСТ 26277
50 ± 5
е > 12
2
Механическая обработка по ГОСТ 26277
25 ±2
или е > 12
3 по рисунку 1
Механическая обработка по ГОСТ 26277
10 ± 1

Рисунок 1 - Образец типа 3
Таблица 9 - Размеры образца типа 3
Параметр
Размеры, мм
Общая длина l1, не менее
250
Начальное расстояние между центрами несущих болтов l2
165 ± 5
Длина рабочей части (параллельная часть) l3
25 ± 1
Расчетная длина l0
20 ± 1
Ширина головки b1
100 ± 3
Ширина рабочей части (параллельная часть) b2,
25 ± 1
Толщина е
Соответствует толщине стенки трубы
Радиус закругления r
25 ± 1
Диаметр отверстия d
30 ± 5
При изготовлении ось образца должна быть параллельна оси трубы и располагаться по центру полосы, при этом штамп-просечку устанавливают на внутреннюю сторону полосы.
Перед испытанием образцы кондиционируют по ГОСТ 12423 при температуре испытания (23 ± 2) °С при номинальной толщине образца, мм:
еn < 3 ………………………………………………..… в течение 1 ч ± 5 мин
3 ≤ еп < 8 ……………………………………………………… » 3 ч ± 15 мин
8 ≤ еn < 16 …………………………………………………….. » 6 ч ± 30 мин
16 ≤ еn < 32 …………………………………………………… » (10 ± 1) ч
еn ≥ 32 …………………………………………………………. » (16 ± 1) ч.
Примечание - При достижении относительного удлинения 500 % испытание может быть прекращено до наступления разрыва образца.
За результат испытания принимают минимальное значение относительного удлинения при разрыве, вычисленное до третьей значащей цифры».
Пункт 8.5 дополнить словами: «на трубах номинальной толщиной стенки 16 мм и менее. При этом образцы перед испытанием кондиционируют в стандартной атмосфере 23 по ГОСТ 12423 при номинальной толщине испытуемой трубы, мм:
еn < 3 ………………………………………………….. в течение 1 ч
3 ≤ еп < 8 ……………………………………………………… » ≥3 ч
8 ≤ еn < 16 …………………………………………………….. » ≥6 ч».
Пункт 8.6. Заменить слова: «на трех пробах» на «на пробах»; исключить слова: «Расчет испытательного давления проводят с точностью 0,01 МПа»; дополнить словами: «Среда испытания - «вода в воде».
Пункт 9.1. Последний абзац. Заменить слова: «и труднодоступные районы» на «и приравненные к ним местности».
Пункт 9.2. Первый абзац изложить в новой редакции:
«Трубы хранят по ГОСТ 15150, раздел 10 в условиях 5 ( ОЖ4) или 8 (ОЖ3). При этом трубы, изготовленные из несажевых композиций полиэтилена, хранят в условиях 8 (ОЖ3) в течение не более 12 мес, по истечению указанного срока они должны быть испытаны по показателям 2, 5, 7 таблицы 5».
Пункт 10.2. Исключить слово: «хранения».
Приложение А. Пункт А. 1. Исключить слово: «нормативных».
Приложение Б. Таблицу Б.2 изложить в новой редакции:
Таблица Б.2 - Расчетная масса 1 м труб из композиций полиэтилена ПЭ 63, ПЭ 80, ПЭ 100
Номинальный размер DN/OD
Расчетная масса 1 м труб, кг
SDR 41
SDR 33
SDR 26
SDR 21
SDR 17,6
SDR 17
SDR 13,6
SDR 11
SDR 9
SDR 7,4
SDR 6
10
-
-
-
-
-
-
-
-
-
-
0,051
12
-
-
-
-
-
-
-
-
-
-
0,064
16
-
-
-
-
-
-
-
-
0,090
0,102
0,115
20
-
-
-
-
-
-
-
0,116
0,132
0,162
0,180
25
-
-
-
-
-
-
0,148
0,169
0,198
0,240
0,277
32
-
-
-
-
-
0,193
0,229
0,277
0,325
0,385
0,453
40
-
-
-
0,244
0,281
0,292
0,353
0,427
0,507
0,600
0,701
50
-
-
0,308
0,369
0,436
0,449
0,545
0,663
0,786
0,935
1,47
63
-
0,392
0,488
0,573
0,682
0,715
0,869
1,05
1,25
1,47
1,73
75
0,469
0,543
0,668
0,821
0,97
1,01
1,23
1,46
1,76
2,09
2,45
90
0,630
0,782
0,969
1,18
1,40
1,45
1,76
2,12
2,54
3,00
3,52
110
0,930
1,16
1,42
1,77
2,07
2,16
2,61
3,14
3,78
4,49
5,25
125
1,22
1,50
1,83
2,26
2,66
2,75
3,37
4,08
4,87
5,78
6,77
140
1,53
1,87
2,31
2,83
3,35
3,46
4,22
5,08
6,12
7,27
8,49
160
1,98
2,41
3,03
3,71
4,35
4,51
5,50
6,67
7,97
9,46
11,1
180
2,47
3,05
3,78
4,66
5,47
5,71
6,98
8,43
10,1
12,0
14,0
200
3,03
3,82
4,68
5,77
6,78
7,04
8,56
10,4
12,5
14,8
17,3
225
3,84
4,76
5,88
7,29
8,55
8,94
10,9
13,2
15,8
18,7
21,9
250
4,81
5,90
7,29
8,92
10,6
11,0
13,4
16,2
19,4
23,1
27,0
280
5,96
7,38
9,09
11,3
13,2
13,8
16,8
20,3
24,4
28,9
33,9
315
7,49
9,35
11,6
14,2
16,7
17,4
21,3
25,7
30,8
36,6
42,8
355
9,53
11,8
14,6
18,0
21,2
22,2
27,0
32,6
39,2
46,4
54,4
400
12,1
15,1
18,6
22,9
26,9
28,0
34,2
41,4
49,7
59,0
69,0
450
15,2
19,0
23,5
29,0
34,0
35,5
43,3
52,4
62,9
74,6
-
500
19,0
23,4
29,0
35,8
42,0
43,9
53,5
64,7
77,5
92,1
-
560
23,6
29,4
36,3
44,8
52,6
55,0
67,1
81,0
97,3
116
-
630
29,9
37,1
46,0
56,5
66,6
69,6
84,8
103
123
146
-
710
38,1
47,3
58,5
72,1
84,7
88,4
108
131
157
186
-
800
48,3
59,9
74,1
91,4
108
112
137
166
199
236
-
900
60,9
75,9
93,8
116
136
142
173
210
252
-
-
1000
75,4
93,5
116
143
168
175
214
259
311
-
-
1200
108
134
167
206
242
252
308
373
-
-
-
1400
148
183
227
280
-
343
419
-
-
-
-
1600
193
239
296
365
-
448
547
-
-
-
-
1800
243
303
375
462
-
567
-
-
-
-
-
2000
300
374
462
571
-
700
-
-
-
-
-
Примечание после таблицы Б.2. Заменить слова: «плотности полиэтилена» на «плотности композиции полиэтилена», «полиэтилена плотностью» на «композиции полиэтилена плотностью».
Приложение В изложить в новой редакции:
Источник: 2:
Англо-русский словарь нормативно-технической терминологии > SDR 17,6
-
66 SDR 17
8.11 Стойкость к медленному распространению трещин
Определение стойкости к медленному распространению трещин проводят по ГОСТ 24157 на одном образце трубы с четырьмя продольными надрезами, нанесенными на наружную поверхность трубы. Испытание распространяют на трубы с номинальной толщиной стенки более 5 мм.
Надрез осуществляют на фрезерном станке, снабженном (для опоры образца по внутреннему диаметру) горизонтальным стержнем, жестко закрепленным на столе.
Фрезу (рисунок 4) с режущими V-образными зубьями под углом 60° шириной 12,5 мм устанавливают на горизонтальном валу. Скорость резания должна составлять (0,010 ± 0,002) (мм/об)/зуб. Например, фреза с 20 зубьями, вращающаяся со скоростью 700 об/мин, при скорости подачи 150 мм/мин будет иметь скорость резания 150/(20 ´ 700) = 0,011 (мм/об)/зуб. Фрезу не следует использовать для других материалов и целей и после нанесения надреза длиной 100 м ее заменяют.
Определяют минимальную толщину стенки по 8.4.4 и отмечают место первого надреза, затем наносят метки, обозначающие места трех последующих надрезов, которые должны располагаться равномерно по окружности трубы и на равном расстоянии от торцов.
По линиям меток измеряют толщину стенки с каждого торца и рассчитывают среднюю толщину стенки для каждой линии надреза е.
d - наружный диаметр трубы; е - толщина стенки трубы; еост - остаточная толщина стенки трубы; l - длина надреза;
Рисунок 4
По таблице 5 выбирают значение остаточной толщины стенки еост
Таблица 5
В миллиметрах
Номинальный наружный диаметр d
Остаточная толщина стенки ежкдля труб
SDR 17,6
SDR 17
SDR 13,6
SDR 11
SDR 9
мин.
макс.
мин.
макс.
мин.
макс.
мин.
макс.
мин.
макс.
50
-
-
-
-
-
-
-
-
4,4
4,6
63
-
-
-
-
-
-
4,5
4,8
5,5
5,8
75
-
-
-
-
4,3
4,5
5,3
5,6
6,5
6,9
90
4,1
4,3
4,2
4,4
5,1
5,4
6,4
6,7
7,9
8,3
110
4,9
5,2
5,1
5,4
6,3
6,6
7,8
8,2
9,6
10,1
125
5,5
5,8
5,8
6,1
7,2
7,5
8,9
9,3
10,9
11,5
140
6,2
6,6
6,5
6,8
8,0
8,4
9,9
10,4
12,2
12,9
160
7,1
7,5
7,4
7,8
9,2
9,7
11,4
12,0
14,0
14,7
180
8,0
8,4
8,3
8,8
10,4
10,9
12,8
13,4
15,7
16,5
200
8,9
9,3
9,3
9,8
11,5
12,1
14,2
14,9
17,5
18,4
225
10,0
10,5
10,5
11,0
12,9
13,6
16,0
16,8
19,6
20,6
250
11,1
11,6
11,5
12,1
14,4
15,1
17,7
18,6
21,8
22,9
280
12,4
13,0
12,9
13,6
16,1
16,9
19,8
20,8
24,3
25,6
315
14,0
14,7
14,6
15,3
18,2
19,1
22,3
23,5
27,3
28,7
Примечания
1 Остаточная толщина стенки соответствует 0,78 - 0,82 номинальной толщины стенки.
2 При расчете глубины надреза выбирают максимальное значение остаточной толщины стенки
Глубину каждого надреза n рассчитывают как разность между значениями средней толщины стенки по линии этого надреза eср и остаточной толщины стенки еост. Длина надреза при полной глубине должна соответствовать номинальному наружному диаметру трубы ± 1 мм.
Надрезы осуществляют попутным фрезерованием на рассчитанную для каждого надреза глубину n. На испытуемый образец с обоих концов устанавливают заглушки типа а по ГОСТ 24157, в качестве рабочей жидкости используют воду.
Испытуемый образец выдерживают в ванне с водой при температуре 80 °С не менее 24 ч, затем в этой же ванне образец подвергают испытательному давлению по таблице 6 и выдерживают в течение заданного времени или до момента разрушения.
Таблица 6
SDR
Испытательное давление, МПа
ПЭ 80
ПЭ 100
17,6
0,482
0,554
17
0,5
0,575
13,6
0,635
0,73
11
0,8
0,92
9
1,0
1,2
Примечание - Испытательное давление Р рассчитано по формуле
где s - начальное напряжение в стенке трубы по таблице 2, МПа;
SDR - стандартное размерное отношение
Испытуемый образец извлекают из ванны, охлаждают до температуры 23°С, вырезают сектор трубы посередине надреза длиной 10-20 мм и вскрывают надрез так, чтобы иметь доступ к одной из обработанных фрезой поверхностей надреза. Измеряют ширину надреза b с погрешностью не более 0,1 мм с помощью микроскопа или другого средства измерений (рисунок 4). Глубину надреза n в миллиметрах рассчитывают по формуле
,где b - ширина поверхности обработанного фрезерованием надреза, мм;
dcp - средний наружный диаметр трубы, мм.
Затем рассчитывают остаточную толщину стенки для каждого надреза как разность между значениями средней толщины стенки в месте каждого надреза и фактической глубины надреза. Значение остаточной толщины стенки должно соответствовать значениям, указанным в таблице 5.
Если значение остаточной толщины стенки более максимального значения, указанного в таблице 5, образец заменяют другим, который испытывают вновь.
Окончательными результатами являются результаты испытаний трех образцов, выдержавших в течение 165 ч при температуре 80°С без признаков разрушения постоянное внутреннее давление, значение которого выбирают по таблице 6, и которое соответствует напряжению в стенке трубы 4,0 МПа (для ПЭ 80); 4,6 МПа (для ПЭ 100).
Источник: ГОСТ Р 50838-95: Трубы из полиэтилена для газопроводов. Технические условия оригинал документа
3.20 композиция: Гомогенная гранулированная смесь базового полимера (ПЭ), включающая в себя добавки (антиоксиданты, пигменты, стабилизаторы и др.), вводимые на стадии производства композиции, в концентрациях, необходимых для обеспечения изготовления и использования труб, соответствующих требованиям настоящего стандарта».
Пункт 4.1. Первый абзац изложить в новой редакции:
«4.1 Размеры труб из композиций полиэтилена ПЭ 32 приведены в таблице 1, из композиций полиэтилена ПЭ 63, ПЭ 80, ПЭ 100 - в таблицах 2 и 3»;
таблица 1. Наименование. Заменить слова: «из полиэтилена 32» на «из композиций полиэтилена 32»;
головка. Заменить значения максимального рабочего давления воды при 20 °С: 0,25 на 2,5; 0,4 на 4; 0,6 на 6; 1 на 10;
таблицы 2 и 3 изложить в новой редакции:
Таблица 2 - Средний наружный диаметр и овальность труб из композиций полиэтилена ПЭ 63, ПЭ 80, ПЭ 100
В миллиметрах
Номинальный размер DN/OD
Средний наружный диаметр dem
Овальность после экструзии***, не более
dem, min
Предельное отклонение*
10
10,0
+0,3
1,2
12
12,0
+0,3
1,2
16
16,0
+0,3
1,2
20
20,0
+0,3
1,2
25
25,0
+0,3
1,2
32
32,0
+0,3
1,3
40
40,0
+0,4**
1,4
50
50,0
+0,4**
1,4
63
63,0
+0,4
1,5
(75)
75,0
+0,5
1,6
90
90,0
+0,6
1,8
110
110,0
+0,7
2,2
(125)
125,0
+0,8
2,5
(140)
140,0
+0,9
2,8
160
160,0
+1,0
3,2
(180)
180,0
+1,1
3,6
(200)
200,0
+1,2
4,0
225
225,0
+1,4
4,5
250
250,0
+1,5
5,0
280
280,0
+1,7
9,8
315
315,0
+1,9
11,1
355
355,0
+2,2
12,5
400
400,0
+2,4
14,0
450
450,0
+2,7
15,6
500
500,0
+3,0
17,5
(560)
560,0
+3,4
19,6
630
630,0
+3,8
22,1
710
710,0
+6,4
24,9
800
800,0
+7,2
28,0
900
900,0
+8,1
31,5
1000
1000,0
+9,0
35,0
1200
1200,0
+10,8
42,0
1400
1400,0
+12,6
49,0
1600
1600,0
+14,4
56,0
1800
1800,0
+16,2
63,0
2000
2000,0
+18,0
70,0
* Соответствует ГОСТ ИСО 11922-1, квалитет В - для размеров DN/OD ≤ 630, квалитет А - для размеров DN/OD ≥ 710.
** Предельное отклонение увеличено до 0,4 мм по сравнению с указанным в ГОСТ ИСО 11922-1.
*** Соответствует ГОСТ ИСО 11922-1, квалитет N, определяет изготовитель после экструзии.
Примечание - Размеры, взятые в скобки, - нерекомендуемые.
Таблица 3 - Толщины стенок и номинальные давления труб из композиций полиэтилена ПЭ 63, ПЭ 80, ПЭ 100
В миллиметрах
Наименование полиэтилена
SDR 41
SDR 33
SDR 26
SDR 21
Номинальное давление, 105 Па (бар)
ПЭ 63
PN 2,5
PN 3,2
PN 4
PN 5
ПЭ 80
PN 3,2
PN 4
PN 5
PN 6,3
ПЭ 100
PN 4
PN 5
PN 6,3
PN 8
Номинальный размер DN/OD
Толщина стенки е
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
10
-
-
-
-
-
-
-
-
12
-
-
-
-
-
-
-
-
16
-
-
-
-
-
-
-
-
20
-
-
-
-
-
-
-
-
25
-
-
-
-
-
-
-
-
32
-
-
-
-
-
-
-
-
40
-
-
-
-
-
-
2,0*
+0,3
50
-
-
-
-
2,0
+0,3
2,4
+0,4
63
-
-
2,0
+0,3
2,5
+0,4
3,0
+0,4
75
2,0*
+0,3
2,3
+0,4
2,9
+0,4
3,6
+0,5
90
2,2
+0,4
2,8
+0,4
3,5
+0,5
4,3
+0,6
110
2,7
+0,4
3,4
+0,5
4,2
+0,6
5,3
+0,7
125
3,1
+0,5
3,9
+0,5
4,8
+0,6
6,0
+0,7
140
3,5
+0,5
4,3
+0,6
5,4
+0,7
6,7
+0,8
160
4,0
+0,5
4,9
+0,6
6,2
+0,8
7,7
+0,9
180
4,4
+0,6
5,5
+0,7
6,9
+0,8
8,6
+1,0
200
4,9
+0,6
6,2
+0,8
7,7
+0,9
9,6
+1,1
225
5,5
+0,7
6,9
+0,8
8,6
+1,0
10,8
+1,2
250
6,2
+0,8
7,7
+0,9
9,6
+1,1
11,9
+1,3
280
6,9
+0,8
8,6
+1,0
10,7
+1,2
13,4
+1,5
315
7,7
+0,9
9,7
+1,1
12,1
+1,4
15,0
+1,6
355
8,7
+1,0
10,9
+1,2
13,6
+1,5
16,9
+1,8
400
9,8
+1,1
12,3
+1,4
15,3
+1,7
19,1
+2,1
450
11,0
+1,2
13,8
+1,5
17,2
+1,9
21,5
+2,3
500
12,3
+1,4
15,3
+1,7
19,1
+2,1
23,9
+2,5
560
13,7
+1,5
17,2
+1,9
21,4
+2,3
26,7
+2,8
630
15,4
+1,7
19,3
+2,1
24,1
+2,6
30,0
+3,1
710
17,4
+1,9
21,8
+2,3
27,2
+2,9
33,9
+3,5
800
19,6
+2,1
24,5
+2,6
30,6
+3,2
38,1
+4,0
900
22,0
+2,3
27,6
+2,9
34,4
+3,6
42,9
+4,4
1000
24,5
+2,6
30,6
+3,2
38,2
+4,0
47,7
+4,9
1200
29,4
+3,1
36,7
+3,8
45,9
+4,7
57,2
+5,9
1400
34,3
+3,6
42,9
+4,4
53,5
+5,5
66,7
+6,8
1600
39,2
+4,1
49,0
+5,0
61,2
+6,3
76,2
+7,8
1800
44,0
+4,5
55,1
+5,7
68,8
+7,0
85,8
+8,7
2000
48,9
+5,0
61,2
+6,3
76,4
+7,8
95,3
+9,7
Наименование полиэтилена
SDR 17,6
SDR 17
SDR 13,6
SDR 11
Номинальное давление, 105 Па (бар)
ПЭ 63
PN 6
-
PN 8
PN 10
ПЭ 80
(PN 7,5)
PN 8
PN 10
PN 12,5
ПЭ 100
(PN 9,5)
PN 10
PN 12,5
PN 16
Номинальный размер DN/OD
Толщина стенки е
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
10
-
-
-
-
-
-
-
-
12
-
-
-
-
-
-
-
-
16
-
-
-
-
-
-
-
-
20
-
-
-
-
-
-
2,0*
+0,3
25
-
-
-
-
2,0*
+0,3
2,3
+0,4
32
-
-
2,0*
+0,3
2,4
+0,4
3,0*
+0,4
40
2,3
+0,4
2,4
+0,4
3,0
+0,4
3,7
+0,5
50
2,9
+0,4
3,0
+0,4
3,7
+0,5
4,6
+0,6
63
3,6
+0,5
3,8
+0,5
4,7
+0,6
5,8
+0,7
75
4,3
+0,6
4,5
+0,6
5,6
+0,7
6,8
+0,8
90
5,1
+0,7
5,4
+0,7
6,7
+0,8
8,2
+1,0
110
6,3
+0,8
6,6
+0,8
8,1
+1,0
10,0
+1,1
125
7,1
+0,9
7,4
+0,9
9,2
+1,1
11,4
+1,3
140
8,0
+1,0
8,3
+1,0
10,3
+1,2
12,7
+1,4
160
9,1
+1,1
9,5
+1,1
11,8
+1,3
14,6
+1,6
180
10,2
+1,2
10,7
+1,2
13,3
+1,5
16,4
+1,8
200
11,4
+1,3
11,9
+1,3
14,7
+1,6
18,2
+2,0
225
12,8
+1,4
13,4
+1,5
16,6
+1,8
20,5
+2,2
250
14,2
+1,6
14,8
+1,6
18,4
+2,0
22,7
+2,4
280
15,9
+1,7
16,6
+1,8
20,6
+2,2
25,4
+2,7
315
17,9
+1,9
18,7
+2,0
23,2
+2,5
28,6
+3,0
355
20,1
+2,2
21,1
+2,3
26,1
+2,8
32,2
+3,4
400
22,7
+2,4
23,7
+2,5
29,4
+3,1
36,3
+3,8
450
25,5
+2,7
26,7
+2,8
33,1
+3,5
40,9
+4,2
500
28,3
+3,0
29,7
+3,1
36,8
+3,8
45,4
+4,7
560
31,7
+3,3
33,2
+3,5
41,2
+4,3
50,8
+5,2
630
35,7
+3,7
37,4
+3,9
46,3
+4,8
57,2
+5,9
710
40,2
+4,2
42,1
+4,4
52,2
+5,4
64,5
+6,6
800
45,3
+4,7
47,4
+4,9
58,8
+6,0
72,6
+7,4
900
51,0
+5,2
53,3
+5,5
66,1
+6,8
81,7
+8,3
1000
56,6
+5,8
59,3
+6,1
73,5
+7,5
90,8
+9,2
1200
68,0
+6,9
71,1
+7,3
88,2
+9,0
108,9
+11,0
1400
-
-
83,0
+8,4
102,9
+10,4
-
-
1600
-
-
94,8
+9,6
117,5
+11,9
-
-
1800
-
-
106,6
+10,8
-
-
-
-
2000
-
-
118,5
+12,0
-
-
-
-
Наименование полиэтилена
SDR 9
SDR 7,4
SDR 6
Номинальное давление, 105 Па (бар)
ПЭ 63
-
-
-
ПЭ 80
PN 16
PN 20
PN 25
ПЭ 100
PN 20
PN 25
-
Номинальный размер DN/OD
Толщина стенки е
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
10
-
-
-
-
2,0*
+0,3
12
-
-
-
-
2,0
+0,3
16
2,0*
+0,3
2,3*
+0,4
2,7
+0,4
20
2,3
+0,4
3,0*
+0,4
3,4
+0,5
25
2,8
+0,4
3,5
+0,5
4,2
+0,6
32
3,6
+0,5
4,4
+0,6
5,4
+0,7
40
4,5
+0,6
5,5
+0,7
6,7
+0,8
50
5,6
+0,7
6,9
+0,8
8,3
+1,0
63
7,1
+0,9
8,6
+1,0
10,5
+1,2
75
8,4
+1,0
10,3
+1,2
12,5
+1,4
90
10,1
+1,2
12,3
+1,4
15,0
+1,7
110
12,3
+1,4
15,1
+1,7
18,3
+2,0
125
14,0
+1,5
17,1
+1,9
20,8
+2,2
140
15,7
+1,7
19,2
+2,1
23,3
+2,5
160
17,9
+1,9
21,9
+2,3
26,6
+2,8
180
20,1
+2,2
24,6
+2,6
29,9
+3,1
200
22,4
+2,4
27,4
+2,9
33,2
+3,5
225
25,2
+2,7
30,8
+3,2
37,4
+3,9
250
27,9
+2,9
34,2
+3,6
41,5
+4,3
280
31,3
+3,3
38,3
+4,0
46,5
+4,8
315
35,2
+3,7
43,1
+4,5
52,3
+5,4
355
39,7
+4,1
48,5
+5,0
59,0
+6,0
400
44,7
+4,6
54,7
+5,6
66,4
+6,8
450
50,3
+5,2
61,5
+6,3
-
-
500
55,8
+5,7
68,3
+7,0
-
-
560
62,5
+6,4
76,5
+7,8
-
-
630
70,3
+7,2
86,1
+8,7
-
-
710
79,3
+8,1
97,0
+9,8
-
-
800
89,3
+9,1
109,3
+11,1
-
-
900
100,5
+10,2
-
-
-
-
1000
111,6
+11,3
-
-
-
-
* Номинальная толщина стенки труб увеличена в соответствии с условиями применения по сравнению с указанной в ГОСТ ИСО 4065 для данного SDR.
Примечания
1 Номинальные давления PN, указанные в скобках, выбраны из ряда R40 по ГОСТ 8032.
2 Полиэтилен ПЭ 63 не рекомендуется для изготовления труб диаметром более 250 мм.
Пункт 4.1. Исключить слова: «При этом допускается изготовлять трубы с предельными отклонениями, указанными в скобках».
Пункт 4.2. Первый абзац. Заменить значение: «плюс 1 %» на «±1 %»;
второй абзац. Заменить значения: «плюс 3 %» на «±3 %» и «плюс 1,5 %» на «±1,5 %».
Пункт 4.4 исключить.
Пункт 5.1 изложить в новой редакции:
«5.1 Трубы изготовляют из композиций полиэтилена (см. 3.20) минимальной длительной прочностью MRS 3,2 МПа (ПЭ 32), MRS 6,3 МПа (ПЭ 63), MRS 8,0 МПа (ПЭ 80), MRS 10,0 МПа (ПЭ 100) (приложение Г) по технологической документации, утвержденной в установленном порядке. Введение добавок на стадии экструзии труб не допускается. Допускается изготовлять трубы из композиций полиэтилена с использованием вторичного гранулированного полиэтилена ПЭ 32, ПЭ 63, ПЭ 80 или ПЭ 100, полученного из труб собственного производства.
Классификация композиции полиэтилена по уровню минимальной длительной прочности MRS по таблице 4а (кроме ПЭ 32) должна быть установлена изготовителем композиции в соответствии с ГОСТ ИСО 12162.
Таблица 4а - Классификация композиций полиэтилена
Обозначение композиции полиэтилена
Минимальная длительная прочность MRS, МПа
Расчетное напряжение σs,МПа
ПЭ 100
10,0
8,0
ПЭ 80
8,0
6,3
ПЭ 63
6,3
5,0
ПЭ 32
3,2
2,5
Значение MRS и классификацию композиции полиэтилена устанавливают, исходя из значения нижнего доверительного предела прогнозируемой гидростатической прочности σLPL, в соответствии с ГОСТ ИСО 12162. Значение σLPL должно быть определено на основе анализа данных длительных гидростатических испытаний образцов труб, выполненных по ГОСТ 24157. При определении длительной гидростатической прочности композиций полиэтилена ПЭ 100 прямая, описывающая временную зависимость прочности при 80 °С не должна иметь перегиба ранее 5000 ч».
Раздел 5 дополнить пунктом - 5.1а:
«5.1а Трубы должны соответствовать Единым санитарно-эпидемиологическим и гигиеническим требованиям к товарам, подлежащим санитарно-эпидемиологическому и гигиеническому контролю (надзору)».
Пункт 5.2. Таблица 5. Графа «Значение показателя для труб из». Для показателя 1 заменить слова: «с синими продольными полосами в количестве не менее четырех» на «с синими продольными маркировочными полосами в количестве не менее трех»;
после слов «не регламентируются» дополнить словами: «Цвет защитной оболочки - синий»;
показатели 2, 3 и 4 изложить в новой редакции, показатель 5 дополнить знаком сноски «*»; дополнить показателем 7 и сноской «**»:
Наименование показателя
Значение показателя для труб из
Метод испытания
ПЭ 32
ПЭ 63
ПЭ 80
ПЭ 100
2 Относительное удлинение при разрыве, %, не менее
250
350
350
350
По ГОСТ 11262 и 8.4 настоящего стандарта
3 Изменение длины после прогрева (для труб номинальной толщиной 16 мм и менее), %, не более
3
По ГОСТ 27078 и 8.5 настоящего стандарта
4 Стойкость при постоянном внутреннем давлении при 20 °С, ч, не менее
При начальном напряжении в стенке трубы 6,5 МПа 100
При начальном напряжении в стенке трубы 8,0 МПа 100
При начальном напряжении в стенке трубы 9,0 МПа 100
При начальном напряжении в стенке трубы 12,0 МПа 100
По ГОСТ 24157 и 8.6 настоящего стандарта
7 Термостабильность при 200 °С**, мин, не менее
20
По приложению Ж
* В случае пластического разрушения до истечения 165 ч - см. таблицу 5а.
** Допускается проводить испытание при 210 °С или при 220 °С. В случае разногласий испытание проводят при температуре 200 °С.
Пункт 5.3.1. Третий абзац исключить;
дополнить абзацами и примечанием:
«Маркировка не должна приводить к возникновению трещин и других повреждений, ухудшающих прочностные характеристики трубы.
При нанесении маркировки методом печати цвет маркировки должен отличаться от основного цвета трубы. Размер шрифта и качество нанесения маркировки должны обеспечивать ее разборчивость без применения увеличительных приборов.
Примечание - Изготовитель не несет ответственности за маркировку, ставшую неразборчивой в результате следующих действий при монтаже и эксплуатации: окрашивание, снятие верхнего слоя, использование покрытия или применение моющих средств, за исключением согласованных или установленных изготовителем.
Маркировка труб с соэкструзионными слоями и труб с защитной оболочкой - в соответствии с В.2.3 и В.3.4 (приложение В)».
Пункт 5.4.1. Первый абзац. Заменить значение: «до 1 т» на «до 3 т»; дополнить словами: «По согласованию с потребителем из пакетов допускается формировать блок-пакеты массой до 5 т»;
первый и четвертый абзацы. Заменить слова: «и труднодоступных районов» на «и приравненных к ним местностей» (2 раза);
третий абзац. Заменить значение: 20 на 16.
Пункт 6.1. Первый абзац. Заменить слова: «Трубы из полиэтилена» на «Полиэтилен, из которого изготовляют трубы,»; заменить ссылку: ГОСТ 12.1.005 на ГОСТ 12.1.007.
Пункт 6.2. Второй абзац после слов «соответствовать ГОСТ 12.3.030» изложить в новой редакции: «Предельно допустимые концентрации основных продуктов термоокислительной деструкции в воздухе рабочей зоны и класс опасности приведены в таблице 6»;
таблицу 6 изложить в новой редакции:
Таблица 6
Наименование продукта
Предельно допустимая концентрация (ПДК) в воздухе рабочей зоны по ГОСТ 12.1.005*, мг/м3
Класс опасности по ГОСТ 12.1.007
Действие на организм
Формальдегид
0,5
2
Выраженное раздражающее, сенсибилизирующее
Ацетальдегид
5
3
Общее токсическое
Углерода оксид
20
4
Общее токсическое
Органические кислоты (в пересчете на уксусную кислоту)
5
3
Общее токсическое
Аэрозоль полиэтилена
10
4
Общее токсическое
* В Российской Федерации действует ГОСТ 29325,
б) как расчетное значение из нескольких (в соответствии с таблицей 7а) измерений диаметра, равномерно расположенных в выбранном поперечном сечении.
Таблица 7а - Количество измерений диаметра для данного номинального размера
Номинальный размер трубы DN/OD
Количество измерений диаметра в данном поперечном сечении
≤40
4
>40 и ≤600
6
>600 и ≤1600
8
>1600
12
Измерения проводят с погрешностью в соответствии с таблицей 7б.
Таблица 7б - Погрешность измерения диаметра
В миллиметрах
Номинальный размер трубы DN/OD
Допускаемая погрешность единичного измерения
Среднеарифметическое значение округляют до*
≤600
0,1
0,1
600 < DN ≤ 1600
0,2
0,2
>1600
1
1
* Округление среднего значения проводят в большую сторону.
В случае перечисления б), рассчитывают среднеарифметическое значение полученных измерений, округляют в соответствии с таблицей 7б и записывают результат как средний наружный диаметр dеm».
Пункт 8.3.4. Второй абзац. Заменить слова: «в таблицах 1 - 4» на «в таблицах 1, 3».
Пункт 8.3.5. Заменить слова: «определяемыми по ГОСТ 29325» на «измеряемыми».
Пункт 8.3.6. Второй абзац дополнить словами: «в процессе производства».
Пункт 8.4 изложить в новой редакции:
«8.4 Относительное удлинение при разрыве определяют по ГОСТ 11262* на образцах-лопатках, при этом толщина образца должна быть равна толщине стенки трубы. Отрезок трубы, изготовленный из пробы, отобранной по 7.2, разделяют на равное количество секторов, вырезают полосы, располагаемые приблизительно равномерно по окружности трубы, в количестве, указанном в таблице 7в.
________
* В Российской Федерации действуют ГОСТ Р 53652.1-2009 и ГОСТ Р 53652.3-2009.
Таблица 7в - Количество образцов
Номинальный наружный диаметр, dn, мм
20 ≤ dn < 75
75 ≤ dn < 280
280 ≤ dn < 450
dn ≥ 450
Количество полос для изготовления образцов
3
5
5
8
Примечание - Для труб диаметром 40 мм и менее допускается вырезать полосы из двух или трех отрезков труб.
Тип образца, метод изготовления и скорость испытания выбирают в соответствии с таблицей 8.
Таблица 8
Номинальная толщина стенки трубы е, мм
Тип образца по ГОСТ 11262
Способ изготовления
Скорость испытания, мм/мин
е ≤ 5
1
Вырубка штампом-про- сечкой или механическая обработка по ГОСТ 26277
100 ± 10
5 < е ≤12
2
Вырубка штампом-про- сечкой или механическая обработка по ГОСТ 26277
50 ± 5
е > 12
2
Механическая обработка по ГОСТ 26277
25 ±2
или е > 12
3 по рисунку 1
Механическая обработка по ГОСТ 26277
10 ± 1
Рисунок 1 - Образец типа 3
Таблица 9 - Размеры образца типа 3
Параметр
Размеры, мм
Общая длина l1, не менее
250
Начальное расстояние между центрами несущих болтов l2
165 ± 5
Длина рабочей части (параллельная часть) l3
25 ± 1
Расчетная длина l0
20 ± 1
Ширина головки b1
100 ± 3
Ширина рабочей части (параллельная часть) b2,
25 ± 1
Толщина е
Соответствует толщине стенки трубы
Радиус закругления r
25 ± 1
Диаметр отверстия d
30 ± 5
При изготовлении ось образца должна быть параллельна оси трубы и располагаться по центру полосы, при этом штамп-просечку устанавливают на внутреннюю сторону полосы.
Перед испытанием образцы кондиционируют по ГОСТ 12423 при температуре испытания (23 ± 2) °С при номинальной толщине образца, мм:
еn < 3 ………………………………………………..… в течение 1 ч ± 5 мин
3 ≤ еп < 8 ……………………………………………………… » 3 ч ± 15 мин
8 ≤ еn < 16 …………………………………………………….. » 6 ч ± 30 мин
16 ≤ еn < 32 …………………………………………………… » (10 ± 1) ч
еn ≥ 32 …………………………………………………………. » (16 ± 1) ч.
Примечание - При достижении относительного удлинения 500 % испытание может быть прекращено до наступления разрыва образца.
За результат испытания принимают минимальное значение относительного удлинения при разрыве, вычисленное до третьей значащей цифры».
Пункт 8.5 дополнить словами: «на трубах номинальной толщиной стенки 16 мм и менее. При этом образцы перед испытанием кондиционируют в стандартной атмосфере 23 по ГОСТ 12423 при номинальной толщине испытуемой трубы, мм:
еn < 3 ………………………………………………….. в течение 1 ч
3 ≤ еп < 8 ……………………………………………………… » ≥3 ч
8 ≤ еn < 16 …………………………………………………….. » ≥6 ч».
Пункт 8.6. Заменить слова: «на трех пробах» на «на пробах»; исключить слова: «Расчет испытательного давления проводят с точностью 0,01 МПа»; дополнить словами: «Среда испытания - «вода в воде».
Пункт 9.1. Последний абзац. Заменить слова: «и труднодоступные районы» на «и приравненные к ним местности».
Пункт 9.2. Первый абзац изложить в новой редакции:
«Трубы хранят по ГОСТ 15150, раздел 10 в условиях 5 ( ОЖ4) или 8 (ОЖ3). При этом трубы, изготовленные из несажевых композиций полиэтилена, хранят в условиях 8 (ОЖ3) в течение не более 12 мес, по истечению указанного срока они должны быть испытаны по показателям 2, 5, 7 таблицы 5».
Пункт 10.2. Исключить слово: «хранения».
Приложение А. Пункт А. 1. Исключить слово: «нормативных».
Приложение Б. Таблицу Б.2 изложить в новой редакции:
Таблица Б.2 - Расчетная масса 1 м труб из композиций полиэтилена ПЭ 63, ПЭ 80, ПЭ 100
Номинальный размер DN/OD
Расчетная масса 1 м труб, кг
SDR 41
SDR 33
SDR 26
SDR 21
SDR 17,6
SDR 17
SDR 13,6
SDR 11
SDR 9
SDR 7,4
SDR 6
10
-
-
-
-
-
-
-
-
-
-
0,051
12
-
-
-
-
-
-
-
-
-
-
0,064
16
-
-
-
-
-
-
-
-
0,090
0,102
0,115
20
-
-
-
-
-
-
-
0,116
0,132
0,162
0,180
25
-
-
-
-
-
-
0,148
0,169
0,198
0,240
0,277
32
-
-
-
-
-
0,193
0,229
0,277
0,325
0,385
0,453
40
-
-
-
0,244
0,281
0,292
0,353
0,427
0,507
0,600
0,701
50
-
-
0,308
0,369
0,436
0,449
0,545
0,663
0,786
0,935
1,47
63
-
0,392
0,488
0,573
0,682
0,715
0,869
1,05
1,25
1,47
1,73
75
0,469
0,543
0,668
0,821
0,97
1,01
1,23
1,46
1,76
2,09
2,45
90
0,630
0,782
0,969
1,18
1,40
1,45
1,76
2,12
2,54
3,00
3,52
110
0,930
1,16
1,42
1,77
2,07
2,16
2,61
3,14
3,78
4,49
5,25
125
1,22
1,50
1,83
2,26
2,66
2,75
3,37
4,08
4,87
5,78
6,77
140
1,53
1,87
2,31
2,83
3,35
3,46
4,22
5,08
6,12
7,27
8,49
160
1,98
2,41
3,03
3,71
4,35
4,51
5,50
6,67
7,97
9,46
11,1
180
2,47
3,05
3,78
4,66
5,47
5,71
6,98
8,43
10,1
12,0
14,0
200
3,03
3,82
4,68
5,77
6,78
7,04
8,56
10,4
12,5
14,8
17,3
225
3,84
4,76
5,88
7,29
8,55
8,94
10,9
13,2
15,8
18,7
21,9
250
4,81
5,90
7,29
8,92
10,6
11,0
13,4
16,2
19,4
23,1
27,0
280
5,96
7,38
9,09
11,3
13,2
13,8
16,8
20,3
24,4
28,9
33,9
315
7,49
9,35
11,6
14,2
16,7
17,4
21,3
25,7
30,8
36,6
42,8
355
9,53
11,8
14,6
18,0
21,2
22,2
27,0
32,6
39,2
46,4
54,4
400
12,1
15,1
18,6
22,9
26,9
28,0
34,2
41,4
49,7
59,0
69,0
450
15,2
19,0
23,5
29,0
34,0
35,5
43,3
52,4
62,9
74,6
-
500
19,0
23,4
29,0
35,8
42,0
43,9
53,5
64,7
77,5
92,1
-
560
23,6
29,4
36,3
44,8
52,6
55,0
67,1
81,0
97,3
116
-
630
29,9
37,1
46,0
56,5
66,6
69,6
84,8
103
123
146
-
710
38,1
47,3
58,5
72,1
84,7
88,4
108
131
157
186
-
800
48,3
59,9
74,1
91,4
108
112
137
166
199
236
-
900
60,9
75,9
93,8
116
136
142
173
210
252
-
-
1000
75,4
93,5
116
143
168
175
214
259
311
-
-
1200
108
134
167
206
242
252
308
373
-
-
-
1400
148
183
227
280
-
343
419
-
-
-
-
1600
193
239
296
365
-
448
547
-
-
-
-
1800
243
303
375
462
-
567
-
-
-
-
-
2000
300
374
462
571
-
700
-
-
-
-
-
Примечание после таблицы Б.2. Заменить слова: «плотности полиэтилена» на «плотности композиции полиэтилена», «полиэтилена плотностью» на «композиции полиэтилена плотностью».
Приложение В изложить в новой редакции:
Источник: 2:
Англо-русский словарь нормативно-технической терминологии > SDR 17
-
67 SDR 13,6
8.11 Стойкость к медленному распространению трещин
Определение стойкости к медленному распространению трещин проводят по ГОСТ 24157 на одном образце трубы с четырьмя продольными надрезами, нанесенными на наружную поверхность трубы. Испытание распространяют на трубы с номинальной толщиной стенки более 5 мм.
Надрез осуществляют на фрезерном станке, снабженном (для опоры образца по внутреннему диаметру) горизонтальным стержнем, жестко закрепленным на столе.
Фрезу (рисунок 4) с режущими V-образными зубьями под углом 60° шириной 12,5 мм устанавливают на горизонтальном валу. Скорость резания должна составлять (0,010 ± 0,002) (мм/об)/зуб. Например, фреза с 20 зубьями, вращающаяся со скоростью 700 об/мин, при скорости подачи 150 мм/мин будет иметь скорость резания 150/(20 ´ 700) = 0,011 (мм/об)/зуб. Фрезу не следует использовать для других материалов и целей и после нанесения надреза длиной 100 м ее заменяют.
Определяют минимальную толщину стенки по 8.4.4 и отмечают место первого надреза, затем наносят метки, обозначающие места трех последующих надрезов, которые должны располагаться равномерно по окружности трубы и на равном расстоянии от торцов.
По линиям меток измеряют толщину стенки с каждого торца и рассчитывают среднюю толщину стенки для каждой линии надреза е.
d - наружный диаметр трубы; е - толщина стенки трубы; еост - остаточная толщина стенки трубы; l - длина надреза;
Рисунок 4
По таблице 5 выбирают значение остаточной толщины стенки еост
Таблица 5
В миллиметрах
Номинальный наружный диаметр d
Остаточная толщина стенки ежкдля труб
SDR 17,6
SDR 17
SDR 13,6
SDR 11
SDR 9
мин.
макс.
мин.
макс.
мин.
макс.
мин.
макс.
мин.
макс.
50
-
-
-
-
-
-
-
-
4,4
4,6
63
-
-
-
-
-
-
4,5
4,8
5,5
5,8
75
-
-
-
-
4,3
4,5
5,3
5,6
6,5
6,9
90
4,1
4,3
4,2
4,4
5,1
5,4
6,4
6,7
7,9
8,3
110
4,9
5,2
5,1
5,4
6,3
6,6
7,8
8,2
9,6
10,1
125
5,5
5,8
5,8
6,1
7,2
7,5
8,9
9,3
10,9
11,5
140
6,2
6,6
6,5
6,8
8,0
8,4
9,9
10,4
12,2
12,9
160
7,1
7,5
7,4
7,8
9,2
9,7
11,4
12,0
14,0
14,7
180
8,0
8,4
8,3
8,8
10,4
10,9
12,8
13,4
15,7
16,5
200
8,9
9,3
9,3
9,8
11,5
12,1
14,2
14,9
17,5
18,4
225
10,0
10,5
10,5
11,0
12,9
13,6
16,0
16,8
19,6
20,6
250
11,1
11,6
11,5
12,1
14,4
15,1
17,7
18,6
21,8
22,9
280
12,4
13,0
12,9
13,6
16,1
16,9
19,8
20,8
24,3
25,6
315
14,0
14,7
14,6
15,3
18,2
19,1
22,3
23,5
27,3
28,7
Примечания
1 Остаточная толщина стенки соответствует 0,78 - 0,82 номинальной толщины стенки.
2 При расчете глубины надреза выбирают максимальное значение остаточной толщины стенки
Глубину каждого надреза n рассчитывают как разность между значениями средней толщины стенки по линии этого надреза eср и остаточной толщины стенки еост. Длина надреза при полной глубине должна соответствовать номинальному наружному диаметру трубы ± 1 мм.
Надрезы осуществляют попутным фрезерованием на рассчитанную для каждого надреза глубину n. На испытуемый образец с обоих концов устанавливают заглушки типа а по ГОСТ 24157, в качестве рабочей жидкости используют воду.
Испытуемый образец выдерживают в ванне с водой при температуре 80 °С не менее 24 ч, затем в этой же ванне образец подвергают испытательному давлению по таблице 6 и выдерживают в течение заданного времени или до момента разрушения.
Таблица 6
SDR
Испытательное давление, МПа
ПЭ 80
ПЭ 100
17,6
0,482
0,554
17
0,5
0,575
13,6
0,635
0,73
11
0,8
0,92
9
1,0
1,2
Примечание - Испытательное давление Р рассчитано по формуле
где s - начальное напряжение в стенке трубы по таблице 2, МПа;
SDR - стандартное размерное отношение
Испытуемый образец извлекают из ванны, охлаждают до температуры 23°С, вырезают сектор трубы посередине надреза длиной 10-20 мм и вскрывают надрез так, чтобы иметь доступ к одной из обработанных фрезой поверхностей надреза. Измеряют ширину надреза b с погрешностью не более 0,1 мм с помощью микроскопа или другого средства измерений (рисунок 4). Глубину надреза n в миллиметрах рассчитывают по формуле
,где b - ширина поверхности обработанного фрезерованием надреза, мм;
dcp - средний наружный диаметр трубы, мм.
Затем рассчитывают остаточную толщину стенки для каждого надреза как разность между значениями средней толщины стенки в месте каждого надреза и фактической глубины надреза. Значение остаточной толщины стенки должно соответствовать значениям, указанным в таблице 5.
Если значение остаточной толщины стенки более максимального значения, указанного в таблице 5, образец заменяют другим, который испытывают вновь.
Окончательными результатами являются результаты испытаний трех образцов, выдержавших в течение 165 ч при температуре 80°С без признаков разрушения постоянное внутреннее давление, значение которого выбирают по таблице 6, и которое соответствует напряжению в стенке трубы 4,0 МПа (для ПЭ 80); 4,6 МПа (для ПЭ 100).
Источник: ГОСТ Р 50838-95: Трубы из полиэтилена для газопроводов. Технические условия оригинал документа
3.20 композиция: Гомогенная гранулированная смесь базового полимера (ПЭ), включающая в себя добавки (антиоксиданты, пигменты, стабилизаторы и др.), вводимые на стадии производства композиции, в концентрациях, необходимых для обеспечения изготовления и использования труб, соответствующих требованиям настоящего стандарта».
Пункт 4.1. Первый абзац изложить в новой редакции:
«4.1 Размеры труб из композиций полиэтилена ПЭ 32 приведены в таблице 1, из композиций полиэтилена ПЭ 63, ПЭ 80, ПЭ 100 - в таблицах 2 и 3»;
таблица 1. Наименование. Заменить слова: «из полиэтилена 32» на «из композиций полиэтилена 32»;
головка. Заменить значения максимального рабочего давления воды при 20 °С: 0,25 на 2,5; 0,4 на 4; 0,6 на 6; 1 на 10;
таблицы 2 и 3 изложить в новой редакции:
Таблица 2 - Средний наружный диаметр и овальность труб из композиций полиэтилена ПЭ 63, ПЭ 80, ПЭ 100
В миллиметрах
Номинальный размер DN/OD
Средний наружный диаметр dem
Овальность после экструзии***, не более
dem, min
Предельное отклонение*
10
10,0
+0,3
1,2
12
12,0
+0,3
1,2
16
16,0
+0,3
1,2
20
20,0
+0,3
1,2
25
25,0
+0,3
1,2
32
32,0
+0,3
1,3
40
40,0
+0,4**
1,4
50
50,0
+0,4**
1,4
63
63,0
+0,4
1,5
(75)
75,0
+0,5
1,6
90
90,0
+0,6
1,8
110
110,0
+0,7
2,2
(125)
125,0
+0,8
2,5
(140)
140,0
+0,9
2,8
160
160,0
+1,0
3,2
(180)
180,0
+1,1
3,6
(200)
200,0
+1,2
4,0
225
225,0
+1,4
4,5
250
250,0
+1,5
5,0
280
280,0
+1,7
9,8
315
315,0
+1,9
11,1
355
355,0
+2,2
12,5
400
400,0
+2,4
14,0
450
450,0
+2,7
15,6
500
500,0
+3,0
17,5
(560)
560,0
+3,4
19,6
630
630,0
+3,8
22,1
710
710,0
+6,4
24,9
800
800,0
+7,2
28,0
900
900,0
+8,1
31,5
1000
1000,0
+9,0
35,0
1200
1200,0
+10,8
42,0
1400
1400,0
+12,6
49,0
1600
1600,0
+14,4
56,0
1800
1800,0
+16,2
63,0
2000
2000,0
+18,0
70,0
* Соответствует ГОСТ ИСО 11922-1, квалитет В - для размеров DN/OD ≤ 630, квалитет А - для размеров DN/OD ≥ 710.
** Предельное отклонение увеличено до 0,4 мм по сравнению с указанным в ГОСТ ИСО 11922-1.
*** Соответствует ГОСТ ИСО 11922-1, квалитет N, определяет изготовитель после экструзии.
Примечание - Размеры, взятые в скобки, - нерекомендуемые.
Таблица 3 - Толщины стенок и номинальные давления труб из композиций полиэтилена ПЭ 63, ПЭ 80, ПЭ 100
В миллиметрах
Наименование полиэтилена
SDR 41
SDR 33
SDR 26
SDR 21
Номинальное давление, 105 Па (бар)
ПЭ 63
PN 2,5
PN 3,2
PN 4
PN 5
ПЭ 80
PN 3,2
PN 4
PN 5
PN 6,3
ПЭ 100
PN 4
PN 5
PN 6,3
PN 8
Номинальный размер DN/OD
Толщина стенки е
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
10
-
-
-
-
-
-
-
-
12
-
-
-
-
-
-
-
-
16
-
-
-
-
-
-
-
-
20
-
-
-
-
-
-
-
-
25
-
-
-
-
-
-
-
-
32
-
-
-
-
-
-
-
-
40
-
-
-
-
-
-
2,0*
+0,3
50
-
-
-
-
2,0
+0,3
2,4
+0,4
63
-
-
2,0
+0,3
2,5
+0,4
3,0
+0,4
75
2,0*
+0,3
2,3
+0,4
2,9
+0,4
3,6
+0,5
90
2,2
+0,4
2,8
+0,4
3,5
+0,5
4,3
+0,6
110
2,7
+0,4
3,4
+0,5
4,2
+0,6
5,3
+0,7
125
3,1
+0,5
3,9
+0,5
4,8
+0,6
6,0
+0,7
140
3,5
+0,5
4,3
+0,6
5,4
+0,7
6,7
+0,8
160
4,0
+0,5
4,9
+0,6
6,2
+0,8
7,7
+0,9
180
4,4
+0,6
5,5
+0,7
6,9
+0,8
8,6
+1,0
200
4,9
+0,6
6,2
+0,8
7,7
+0,9
9,6
+1,1
225
5,5
+0,7
6,9
+0,8
8,6
+1,0
10,8
+1,2
250
6,2
+0,8
7,7
+0,9
9,6
+1,1
11,9
+1,3
280
6,9
+0,8
8,6
+1,0
10,7
+1,2
13,4
+1,5
315
7,7
+0,9
9,7
+1,1
12,1
+1,4
15,0
+1,6
355
8,7
+1,0
10,9
+1,2
13,6
+1,5
16,9
+1,8
400
9,8
+1,1
12,3
+1,4
15,3
+1,7
19,1
+2,1
450
11,0
+1,2
13,8
+1,5
17,2
+1,9
21,5
+2,3
500
12,3
+1,4
15,3
+1,7
19,1
+2,1
23,9
+2,5
560
13,7
+1,5
17,2
+1,9
21,4
+2,3
26,7
+2,8
630
15,4
+1,7
19,3
+2,1
24,1
+2,6
30,0
+3,1
710
17,4
+1,9
21,8
+2,3
27,2
+2,9
33,9
+3,5
800
19,6
+2,1
24,5
+2,6
30,6
+3,2
38,1
+4,0
900
22,0
+2,3
27,6
+2,9
34,4
+3,6
42,9
+4,4
1000
24,5
+2,6
30,6
+3,2
38,2
+4,0
47,7
+4,9
1200
29,4
+3,1
36,7
+3,8
45,9
+4,7
57,2
+5,9
1400
34,3
+3,6
42,9
+4,4
53,5
+5,5
66,7
+6,8
1600
39,2
+4,1
49,0
+5,0
61,2
+6,3
76,2
+7,8
1800
44,0
+4,5
55,1
+5,7
68,8
+7,0
85,8
+8,7
2000
48,9
+5,0
61,2
+6,3
76,4
+7,8
95,3
+9,7
Наименование полиэтилена
SDR 17,6
SDR 17
SDR 13,6
SDR 11
Номинальное давление, 105 Па (бар)
ПЭ 63
PN 6
-
PN 8
PN 10
ПЭ 80
(PN 7,5)
PN 8
PN 10
PN 12,5
ПЭ 100
(PN 9,5)
PN 10
PN 12,5
PN 16
Номинальный размер DN/OD
Толщина стенки е
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
10
-
-
-
-
-
-
-
-
12
-
-
-
-
-
-
-
-
16
-
-
-
-
-
-
-
-
20
-
-
-
-
-
-
2,0*
+0,3
25
-
-
-
-
2,0*
+0,3
2,3
+0,4
32
-
-
2,0*
+0,3
2,4
+0,4
3,0*
+0,4
40
2,3
+0,4
2,4
+0,4
3,0
+0,4
3,7
+0,5
50
2,9
+0,4
3,0
+0,4
3,7
+0,5
4,6
+0,6
63
3,6
+0,5
3,8
+0,5
4,7
+0,6
5,8
+0,7
75
4,3
+0,6
4,5
+0,6
5,6
+0,7
6,8
+0,8
90
5,1
+0,7
5,4
+0,7
6,7
+0,8
8,2
+1,0
110
6,3
+0,8
6,6
+0,8
8,1
+1,0
10,0
+1,1
125
7,1
+0,9
7,4
+0,9
9,2
+1,1
11,4
+1,3
140
8,0
+1,0
8,3
+1,0
10,3
+1,2
12,7
+1,4
160
9,1
+1,1
9,5
+1,1
11,8
+1,3
14,6
+1,6
180
10,2
+1,2
10,7
+1,2
13,3
+1,5
16,4
+1,8
200
11,4
+1,3
11,9
+1,3
14,7
+1,6
18,2
+2,0
225
12,8
+1,4
13,4
+1,5
16,6
+1,8
20,5
+2,2
250
14,2
+1,6
14,8
+1,6
18,4
+2,0
22,7
+2,4
280
15,9
+1,7
16,6
+1,8
20,6
+2,2
25,4
+2,7
315
17,9
+1,9
18,7
+2,0
23,2
+2,5
28,6
+3,0
355
20,1
+2,2
21,1
+2,3
26,1
+2,8
32,2
+3,4
400
22,7
+2,4
23,7
+2,5
29,4
+3,1
36,3
+3,8
450
25,5
+2,7
26,7
+2,8
33,1
+3,5
40,9
+4,2
500
28,3
+3,0
29,7
+3,1
36,8
+3,8
45,4
+4,7
560
31,7
+3,3
33,2
+3,5
41,2
+4,3
50,8
+5,2
630
35,7
+3,7
37,4
+3,9
46,3
+4,8
57,2
+5,9
710
40,2
+4,2
42,1
+4,4
52,2
+5,4
64,5
+6,6
800
45,3
+4,7
47,4
+4,9
58,8
+6,0
72,6
+7,4
900
51,0
+5,2
53,3
+5,5
66,1
+6,8
81,7
+8,3
1000
56,6
+5,8
59,3
+6,1
73,5
+7,5
90,8
+9,2
1200
68,0
+6,9
71,1
+7,3
88,2
+9,0
108,9
+11,0
1400
-
-
83,0
+8,4
102,9
+10,4
-
-
1600
-
-
94,8
+9,6
117,5
+11,9
-
-
1800
-
-
106,6
+10,8
-
-
-
-
2000
-
-
118,5
+12,0
-
-
-
-
Наименование полиэтилена
SDR 9
SDR 7,4
SDR 6
Номинальное давление, 105 Па (бар)
ПЭ 63
-
-
-
ПЭ 80
PN 16
PN 20
PN 25
ПЭ 100
PN 20
PN 25
-
Номинальный размер DN/OD
Толщина стенки е
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
10
-
-
-
-
2,0*
+0,3
12
-
-
-
-
2,0
+0,3
16
2,0*
+0,3
2,3*
+0,4
2,7
+0,4
20
2,3
+0,4
3,0*
+0,4
3,4
+0,5
25
2,8
+0,4
3,5
+0,5
4,2
+0,6
32
3,6
+0,5
4,4
+0,6
5,4
+0,7
40
4,5
+0,6
5,5
+0,7
6,7
+0,8
50
5,6
+0,7
6,9
+0,8
8,3
+1,0
63
7,1
+0,9
8,6
+1,0
10,5
+1,2
75
8,4
+1,0
10,3
+1,2
12,5
+1,4
90
10,1
+1,2
12,3
+1,4
15,0
+1,7
110
12,3
+1,4
15,1
+1,7
18,3
+2,0
125
14,0
+1,5
17,1
+1,9
20,8
+2,2
140
15,7
+1,7
19,2
+2,1
23,3
+2,5
160
17,9
+1,9
21,9
+2,3
26,6
+2,8
180
20,1
+2,2
24,6
+2,6
29,9
+3,1
200
22,4
+2,4
27,4
+2,9
33,2
+3,5
225
25,2
+2,7
30,8
+3,2
37,4
+3,9
250
27,9
+2,9
34,2
+3,6
41,5
+4,3
280
31,3
+3,3
38,3
+4,0
46,5
+4,8
315
35,2
+3,7
43,1
+4,5
52,3
+5,4
355
39,7
+4,1
48,5
+5,0
59,0
+6,0
400
44,7
+4,6
54,7
+5,6
66,4
+6,8
450
50,3
+5,2
61,5
+6,3
-
-
500
55,8
+5,7
68,3
+7,0
-
-
560
62,5
+6,4
76,5
+7,8
-
-
630
70,3
+7,2
86,1
+8,7
-
-
710
79,3
+8,1
97,0
+9,8
-
-
800
89,3
+9,1
109,3
+11,1
-
-
900
100,5
+10,2
-
-
-
-
1000
111,6
+11,3
-
-
-
-
* Номинальная толщина стенки труб увеличена в соответствии с условиями применения по сравнению с указанной в ГОСТ ИСО 4065 для данного SDR.
Примечания
1 Номинальные давления PN, указанные в скобках, выбраны из ряда R40 по ГОСТ 8032.
2 Полиэтилен ПЭ 63 не рекомендуется для изготовления труб диаметром более 250 мм.
Пункт 4.1. Исключить слова: «При этом допускается изготовлять трубы с предельными отклонениями, указанными в скобках».
Пункт 4.2. Первый абзац. Заменить значение: «плюс 1 %» на «±1 %»;
второй абзац. Заменить значения: «плюс 3 %» на «±3 %» и «плюс 1,5 %» на «±1,5 %».
Пункт 4.4 исключить.
Пункт 5.1 изложить в новой редакции:
«5.1 Трубы изготовляют из композиций полиэтилена (см. 3.20) минимальной длительной прочностью MRS 3,2 МПа (ПЭ 32), MRS 6,3 МПа (ПЭ 63), MRS 8,0 МПа (ПЭ 80), MRS 10,0 МПа (ПЭ 100) (приложение Г) по технологической документации, утвержденной в установленном порядке. Введение добавок на стадии экструзии труб не допускается. Допускается изготовлять трубы из композиций полиэтилена с использованием вторичного гранулированного полиэтилена ПЭ 32, ПЭ 63, ПЭ 80 или ПЭ 100, полученного из труб собственного производства.
Классификация композиции полиэтилена по уровню минимальной длительной прочности MRS по таблице 4а (кроме ПЭ 32) должна быть установлена изготовителем композиции в соответствии с ГОСТ ИСО 12162.
Таблица 4а - Классификация композиций полиэтилена
Обозначение композиции полиэтилена
Минимальная длительная прочность MRS, МПа
Расчетное напряжение σs,МПа
ПЭ 100
10,0
8,0
ПЭ 80
8,0
6,3
ПЭ 63
6,3
5,0
ПЭ 32
3,2
2,5
Значение MRS и классификацию композиции полиэтилена устанавливают, исходя из значения нижнего доверительного предела прогнозируемой гидростатической прочности σLPL, в соответствии с ГОСТ ИСО 12162. Значение σLPL должно быть определено на основе анализа данных длительных гидростатических испытаний образцов труб, выполненных по ГОСТ 24157. При определении длительной гидростатической прочности композиций полиэтилена ПЭ 100 прямая, описывающая временную зависимость прочности при 80 °С не должна иметь перегиба ранее 5000 ч».
Раздел 5 дополнить пунктом - 5.1а:
«5.1а Трубы должны соответствовать Единым санитарно-эпидемиологическим и гигиеническим требованиям к товарам, подлежащим санитарно-эпидемиологическому и гигиеническому контролю (надзору)».
Пункт 5.2. Таблица 5. Графа «Значение показателя для труб из». Для показателя 1 заменить слова: «с синими продольными полосами в количестве не менее четырех» на «с синими продольными маркировочными полосами в количестве не менее трех»;
после слов «не регламентируются» дополнить словами: «Цвет защитной оболочки - синий»;
показатели 2, 3 и 4 изложить в новой редакции, показатель 5 дополнить знаком сноски «*»; дополнить показателем 7 и сноской «**»:
Наименование показателя
Значение показателя для труб из
Метод испытания
ПЭ 32
ПЭ 63
ПЭ 80
ПЭ 100
2 Относительное удлинение при разрыве, %, не менее
250
350
350
350
По ГОСТ 11262 и 8.4 настоящего стандарта
3 Изменение длины после прогрева (для труб номинальной толщиной 16 мм и менее), %, не более
3
По ГОСТ 27078 и 8.5 настоящего стандарта
4 Стойкость при постоянном внутреннем давлении при 20 °С, ч, не менее
При начальном напряжении в стенке трубы 6,5 МПа 100
При начальном напряжении в стенке трубы 8,0 МПа 100
При начальном напряжении в стенке трубы 9,0 МПа 100
При начальном напряжении в стенке трубы 12,0 МПа 100
По ГОСТ 24157 и 8.6 настоящего стандарта
7 Термостабильность при 200 °С**, мин, не менее
20
По приложению Ж
* В случае пластического разрушения до истечения 165 ч - см. таблицу 5а.
** Допускается проводить испытание при 210 °С или при 220 °С. В случае разногласий испытание проводят при температуре 200 °С.
Пункт 5.3.1. Третий абзац исключить;
дополнить абзацами и примечанием:
«Маркировка не должна приводить к возникновению трещин и других повреждений, ухудшающих прочностные характеристики трубы.
При нанесении маркировки методом печати цвет маркировки должен отличаться от основного цвета трубы. Размер шрифта и качество нанесения маркировки должны обеспечивать ее разборчивость без применения увеличительных приборов.
Примечание - Изготовитель не несет ответственности за маркировку, ставшую неразборчивой в результате следующих действий при монтаже и эксплуатации: окрашивание, снятие верхнего слоя, использование покрытия или применение моющих средств, за исключением согласованных или установленных изготовителем.
Маркировка труб с соэкструзионными слоями и труб с защитной оболочкой - в соответствии с В.2.3 и В.3.4 (приложение В)».
Пункт 5.4.1. Первый абзац. Заменить значение: «до 1 т» на «до 3 т»; дополнить словами: «По согласованию с потребителем из пакетов допускается формировать блок-пакеты массой до 5 т»;
первый и четвертый абзацы. Заменить слова: «и труднодоступных районов» на «и приравненных к ним местностей» (2 раза);
третий абзац. Заменить значение: 20 на 16.
Пункт 6.1. Первый абзац. Заменить слова: «Трубы из полиэтилена» на «Полиэтилен, из которого изготовляют трубы,»; заменить ссылку: ГОСТ 12.1.005 на ГОСТ 12.1.007.
Пункт 6.2. Второй абзац после слов «соответствовать ГОСТ 12.3.030» изложить в новой редакции: «Предельно допустимые концентрации основных продуктов термоокислительной деструкции в воздухе рабочей зоны и класс опасности приведены в таблице 6»;
таблицу 6 изложить в новой редакции:
Таблица 6
Наименование продукта
Предельно допустимая концентрация (ПДК) в воздухе рабочей зоны по ГОСТ 12.1.005*, мг/м3
Класс опасности по ГОСТ 12.1.007
Действие на организм
Формальдегид
0,5
2
Выраженное раздражающее, сенсибилизирующее
Ацетальдегид
5
3
Общее токсическое
Углерода оксид
20
4
Общее токсическое
Органические кислоты (в пересчете на уксусную кислоту)
5
3
Общее токсическое
Аэрозоль полиэтилена
10
4
Общее токсическое
* В Российской Федерации действует ГОСТ 29325,
б) как расчетное значение из нескольких (в соответствии с таблицей 7а) измерений диаметра, равномерно расположенных в выбранном поперечном сечении.
Таблица 7а - Количество измерений диаметра для данного номинального размера
Номинальный размер трубы DN/OD
Количество измерений диаметра в данном поперечном сечении
≤40
4
>40 и ≤600
6
>600 и ≤1600
8
>1600
12
Измерения проводят с погрешностью в соответствии с таблицей 7б.
Таблица 7б - Погрешность измерения диаметра
В миллиметрах
Номинальный размер трубы DN/OD
Допускаемая погрешность единичного измерения
Среднеарифметическое значение округляют до*
≤600
0,1
0,1
600 < DN ≤ 1600
0,2
0,2
>1600
1
1
* Округление среднего значения проводят в большую сторону.
В случае перечисления б), рассчитывают среднеарифметическое значение полученных измерений, округляют в соответствии с таблицей 7б и записывают результат как средний наружный диаметр dеm».
Пункт 8.3.4. Второй абзац. Заменить слова: «в таблицах 1 - 4» на «в таблицах 1, 3».
Пункт 8.3.5. Заменить слова: «определяемыми по ГОСТ 29325» на «измеряемыми».
Пункт 8.3.6. Второй абзац дополнить словами: «в процессе производства».
Пункт 8.4 изложить в новой редакции:
«8.4 Относительное удлинение при разрыве определяют по ГОСТ 11262* на образцах-лопатках, при этом толщина образца должна быть равна толщине стенки трубы. Отрезок трубы, изготовленный из пробы, отобранной по 7.2, разделяют на равное количество секторов, вырезают полосы, располагаемые приблизительно равномерно по окружности трубы, в количестве, указанном в таблице 7в.
________
* В Российской Федерации действуют ГОСТ Р 53652.1-2009 и ГОСТ Р 53652.3-2009.
Таблица 7в - Количество образцов
Номинальный наружный диаметр, dn, мм
20 ≤ dn < 75
75 ≤ dn < 280
280 ≤ dn < 450
dn ≥ 450
Количество полос для изготовления образцов
3
5
5
8
Примечание - Для труб диаметром 40 мм и менее допускается вырезать полосы из двух или трех отрезков труб.
Тип образца, метод изготовления и скорость испытания выбирают в соответствии с таблицей 8.
Таблица 8
Номинальная толщина стенки трубы е, мм
Тип образца по ГОСТ 11262
Способ изготовления
Скорость испытания, мм/мин
е ≤ 5
1
Вырубка штампом-про- сечкой или механическая обработка по ГОСТ 26277
100 ± 10
5 < е ≤12
2
Вырубка штампом-про- сечкой или механическая обработка по ГОСТ 26277
50 ± 5
е > 12
2
Механическая обработка по ГОСТ 26277
25 ±2
или е > 12
3 по рисунку 1
Механическая обработка по ГОСТ 26277
10 ± 1
Рисунок 1 - Образец типа 3
Таблица 9 - Размеры образца типа 3
Параметр
Размеры, мм
Общая длина l1, не менее
250
Начальное расстояние между центрами несущих болтов l2
165 ± 5
Длина рабочей части (параллельная часть) l3
25 ± 1
Расчетная длина l0
20 ± 1
Ширина головки b1
100 ± 3
Ширина рабочей части (параллельная часть) b2,
25 ± 1
Толщина е
Соответствует толщине стенки трубы
Радиус закругления r
25 ± 1
Диаметр отверстия d
30 ± 5
При изготовлении ось образца должна быть параллельна оси трубы и располагаться по центру полосы, при этом штамп-просечку устанавливают на внутреннюю сторону полосы.
Перед испытанием образцы кондиционируют по ГОСТ 12423 при температуре испытания (23 ± 2) °С при номинальной толщине образца, мм:
еn < 3 ………………………………………………..… в течение 1 ч ± 5 мин
3 ≤ еп < 8 ……………………………………………………… » 3 ч ± 15 мин
8 ≤ еn < 16 …………………………………………………….. » 6 ч ± 30 мин
16 ≤ еn < 32 …………………………………………………… » (10 ± 1) ч
еn ≥ 32 …………………………………………………………. » (16 ± 1) ч.
Примечание - При достижении относительного удлинения 500 % испытание может быть прекращено до наступления разрыва образца.
За результат испытания принимают минимальное значение относительного удлинения при разрыве, вычисленное до третьей значащей цифры».
Пункт 8.5 дополнить словами: «на трубах номинальной толщиной стенки 16 мм и менее. При этом образцы перед испытанием кондиционируют в стандартной атмосфере 23 по ГОСТ 12423 при номинальной толщине испытуемой трубы, мм:
еn < 3 ………………………………………………….. в течение 1 ч
3 ≤ еп < 8 ……………………………………………………… » ≥3 ч
8 ≤ еn < 16 …………………………………………………….. » ≥6 ч».
Пункт 8.6. Заменить слова: «на трех пробах» на «на пробах»; исключить слова: «Расчет испытательного давления проводят с точностью 0,01 МПа»; дополнить словами: «Среда испытания - «вода в воде».
Пункт 9.1. Последний абзац. Заменить слова: «и труднодоступные районы» на «и приравненные к ним местности».
Пункт 9.2. Первый абзац изложить в новой редакции:
«Трубы хранят по ГОСТ 15150, раздел 10 в условиях 5 ( ОЖ4) или 8 (ОЖ3). При этом трубы, изготовленные из несажевых композиций полиэтилена, хранят в условиях 8 (ОЖ3) в течение не более 12 мес, по истечению указанного срока они должны быть испытаны по показателям 2, 5, 7 таблицы 5».
Пункт 10.2. Исключить слово: «хранения».
Приложение А. Пункт А. 1. Исключить слово: «нормативных».
Приложение Б. Таблицу Б.2 изложить в новой редакции:
Таблица Б.2 - Расчетная масса 1 м труб из композиций полиэтилена ПЭ 63, ПЭ 80, ПЭ 100
Номинальный размер DN/OD
Расчетная масса 1 м труб, кг
SDR 41
SDR 33
SDR 26
SDR 21
SDR 17,6
SDR 17
SDR 13,6
SDR 11
SDR 9
SDR 7,4
SDR 6
10
-
-
-
-
-
-
-
-
-
-
0,051
12
-
-
-
-
-
-
-
-
-
-
0,064
16
-
-
-
-
-
-
-
-
0,090
0,102
0,115
20
-
-
-
-
-
-
-
0,116
0,132
0,162
0,180
25
-
-
-
-
-
-
0,148
0,169
0,198
0,240
0,277
32
-
-
-
-
-
0,193
0,229
0,277
0,325
0,385
0,453
40
-
-
-
0,244
0,281
0,292
0,353
0,427
0,507
0,600
0,701
50
-
-
0,308
0,369
0,436
0,449
0,545
0,663
0,786
0,935
1,47
63
-
0,392
0,488
0,573
0,682
0,715
0,869
1,05
1,25
1,47
1,73
75
0,469
0,543
0,668
0,821
0,97
1,01
1,23
1,46
1,76
2,09
2,45
90
0,630
0,782
0,969
1,18
1,40
1,45
1,76
2,12
2,54
3,00
3,52
110
0,930
1,16
1,42
1,77
2,07
2,16
2,61
3,14
3,78
4,49
5,25
125
1,22
1,50
1,83
2,26
2,66
2,75
3,37
4,08
4,87
5,78
6,77
140
1,53
1,87
2,31
2,83
3,35
3,46
4,22
5,08
6,12
7,27
8,49
160
1,98
2,41
3,03
3,71
4,35
4,51
5,50
6,67
7,97
9,46
11,1
180
2,47
3,05
3,78
4,66
5,47
5,71
6,98
8,43
10,1
12,0
14,0
200
3,03
3,82
4,68
5,77
6,78
7,04
8,56
10,4
12,5
14,8
17,3
225
3,84
4,76
5,88
7,29
8,55
8,94
10,9
13,2
15,8
18,7
21,9
250
4,81
5,90
7,29
8,92
10,6
11,0
13,4
16,2
19,4
23,1
27,0
280
5,96
7,38
9,09
11,3
13,2
13,8
16,8
20,3
24,4
28,9
33,9
315
7,49
9,35
11,6
14,2
16,7
17,4
21,3
25,7
30,8
36,6
42,8
355
9,53
11,8
14,6
18,0
21,2
22,2
27,0
32,6
39,2
46,4
54,4
400
12,1
15,1
18,6
22,9
26,9
28,0
34,2
41,4
49,7
59,0
69,0
450
15,2
19,0
23,5
29,0
34,0
35,5
43,3
52,4
62,9
74,6
-
500
19,0
23,4
29,0
35,8
42,0
43,9
53,5
64,7
77,5
92,1
-
560
23,6
29,4
36,3
44,8
52,6
55,0
67,1
81,0
97,3
116
-
630
29,9
37,1
46,0
56,5
66,6
69,6
84,8
103
123
146
-
710
38,1
47,3
58,5
72,1
84,7
88,4
108
131
157
186
-
800
48,3
59,9
74,1
91,4
108
112
137
166
199
236
-
900
60,9
75,9
93,8
116
136
142
173
210
252
-
-
1000
75,4
93,5
116
143
168
175
214
259
311
-
-
1200
108
134
167
206
242
252
308
373
-
-
-
1400
148
183
227
280
-
343
419
-
-
-
-
1600
193
239
296
365
-
448
547
-
-
-
-
1800
243
303
375
462
-
567
-
-
-
-
-
2000
300
374
462
571
-
700
-
-
-
-
-
Примечание после таблицы Б.2. Заменить слова: «плотности полиэтилена» на «плотности композиции полиэтилена», «полиэтилена плотностью» на «композиции полиэтилена плотностью».
Приложение В изложить в новой редакции:
Источник: 2:
Англо-русский словарь нормативно-технической терминологии > SDR 13,6
-
68 SDR 11
8.11 Стойкость к медленному распространению трещин
Определение стойкости к медленному распространению трещин проводят по ГОСТ 24157 на одном образце трубы с четырьмя продольными надрезами, нанесенными на наружную поверхность трубы. Испытание распространяют на трубы с номинальной толщиной стенки более 5 мм.
Надрез осуществляют на фрезерном станке, снабженном (для опоры образца по внутреннему диаметру) горизонтальным стержнем, жестко закрепленным на столе.
Фрезу (рисунок 4) с режущими V-образными зубьями под углом 60° шириной 12,5 мм устанавливают на горизонтальном валу. Скорость резания должна составлять (0,010 ± 0,002) (мм/об)/зуб. Например, фреза с 20 зубьями, вращающаяся со скоростью 700 об/мин, при скорости подачи 150 мм/мин будет иметь скорость резания 150/(20 ´ 700) = 0,011 (мм/об)/зуб. Фрезу не следует использовать для других материалов и целей и после нанесения надреза длиной 100 м ее заменяют.
Определяют минимальную толщину стенки по 8.4.4 и отмечают место первого надреза, затем наносят метки, обозначающие места трех последующих надрезов, которые должны располагаться равномерно по окружности трубы и на равном расстоянии от торцов.
По линиям меток измеряют толщину стенки с каждого торца и рассчитывают среднюю толщину стенки для каждой линии надреза е.
d - наружный диаметр трубы; е - толщина стенки трубы; еост - остаточная толщина стенки трубы; l - длина надреза;
Рисунок 4
По таблице 5 выбирают значение остаточной толщины стенки еост
Таблица 5
В миллиметрах
Номинальный наружный диаметр d
Остаточная толщина стенки ежкдля труб
SDR 17,6
SDR 17
SDR 13,6
SDR 11
SDR 9
мин.
макс.
мин.
макс.
мин.
макс.
мин.
макс.
мин.
макс.
50
-
-
-
-
-
-
-
-
4,4
4,6
63
-
-
-
-
-
-
4,5
4,8
5,5
5,8
75
-
-
-
-
4,3
4,5
5,3
5,6
6,5
6,9
90
4,1
4,3
4,2
4,4
5,1
5,4
6,4
6,7
7,9
8,3
110
4,9
5,2
5,1
5,4
6,3
6,6
7,8
8,2
9,6
10,1
125
5,5
5,8
5,8
6,1
7,2
7,5
8,9
9,3
10,9
11,5
140
6,2
6,6
6,5
6,8
8,0
8,4
9,9
10,4
12,2
12,9
160
7,1
7,5
7,4
7,8
9,2
9,7
11,4
12,0
14,0
14,7
180
8,0
8,4
8,3
8,8
10,4
10,9
12,8
13,4
15,7
16,5
200
8,9
9,3
9,3
9,8
11,5
12,1
14,2
14,9
17,5
18,4
225
10,0
10,5
10,5
11,0
12,9
13,6
16,0
16,8
19,6
20,6
250
11,1
11,6
11,5
12,1
14,4
15,1
17,7
18,6
21,8
22,9
280
12,4
13,0
12,9
13,6
16,1
16,9
19,8
20,8
24,3
25,6
315
14,0
14,7
14,6
15,3
18,2
19,1
22,3
23,5
27,3
28,7
Примечания
1 Остаточная толщина стенки соответствует 0,78 - 0,82 номинальной толщины стенки.
2 При расчете глубины надреза выбирают максимальное значение остаточной толщины стенки
Глубину каждого надреза n рассчитывают как разность между значениями средней толщины стенки по линии этого надреза eср и остаточной толщины стенки еост. Длина надреза при полной глубине должна соответствовать номинальному наружному диаметру трубы ± 1 мм.
Надрезы осуществляют попутным фрезерованием на рассчитанную для каждого надреза глубину n. На испытуемый образец с обоих концов устанавливают заглушки типа а по ГОСТ 24157, в качестве рабочей жидкости используют воду.
Испытуемый образец выдерживают в ванне с водой при температуре 80 °С не менее 24 ч, затем в этой же ванне образец подвергают испытательному давлению по таблице 6 и выдерживают в течение заданного времени или до момента разрушения.
Таблица 6
SDR
Испытательное давление, МПа
ПЭ 80
ПЭ 100
17,6
0,482
0,554
17
0,5
0,575
13,6
0,635
0,73
11
0,8
0,92
9
1,0
1,2
Примечание - Испытательное давление Р рассчитано по формуле
где s - начальное напряжение в стенке трубы по таблице 2, МПа;
SDR - стандартное размерное отношение
Испытуемый образец извлекают из ванны, охлаждают до температуры 23°С, вырезают сектор трубы посередине надреза длиной 10-20 мм и вскрывают надрез так, чтобы иметь доступ к одной из обработанных фрезой поверхностей надреза. Измеряют ширину надреза b с погрешностью не более 0,1 мм с помощью микроскопа или другого средства измерений (рисунок 4). Глубину надреза n в миллиметрах рассчитывают по формуле
,где b - ширина поверхности обработанного фрезерованием надреза, мм;
dcp - средний наружный диаметр трубы, мм.
Затем рассчитывают остаточную толщину стенки для каждого надреза как разность между значениями средней толщины стенки в месте каждого надреза и фактической глубины надреза. Значение остаточной толщины стенки должно соответствовать значениям, указанным в таблице 5.
Если значение остаточной толщины стенки более максимального значения, указанного в таблице 5, образец заменяют другим, который испытывают вновь.
Окончательными результатами являются результаты испытаний трех образцов, выдержавших в течение 165 ч при температуре 80°С без признаков разрушения постоянное внутреннее давление, значение которого выбирают по таблице 6, и которое соответствует напряжению в стенке трубы 4,0 МПа (для ПЭ 80); 4,6 МПа (для ПЭ 100).
Источник: ГОСТ Р 50838-95: Трубы из полиэтилена для газопроводов. Технические условия оригинал документа
3.20 композиция: Гомогенная гранулированная смесь базового полимера (ПЭ), включающая в себя добавки (антиоксиданты, пигменты, стабилизаторы и др.), вводимые на стадии производства композиции, в концентрациях, необходимых для обеспечения изготовления и использования труб, соответствующих требованиям настоящего стандарта».
Пункт 4.1. Первый абзац изложить в новой редакции:
«4.1 Размеры труб из композиций полиэтилена ПЭ 32 приведены в таблице 1, из композиций полиэтилена ПЭ 63, ПЭ 80, ПЭ 100 - в таблицах 2 и 3»;
таблица 1. Наименование. Заменить слова: «из полиэтилена 32» на «из композиций полиэтилена 32»;
головка. Заменить значения максимального рабочего давления воды при 20 °С: 0,25 на 2,5; 0,4 на 4; 0,6 на 6; 1 на 10;
таблицы 2 и 3 изложить в новой редакции:
Таблица 2 - Средний наружный диаметр и овальность труб из композиций полиэтилена ПЭ 63, ПЭ 80, ПЭ 100
В миллиметрах
Номинальный размер DN/OD
Средний наружный диаметр dem
Овальность после экструзии***, не более
dem, min
Предельное отклонение*
10
10,0
+0,3
1,2
12
12,0
+0,3
1,2
16
16,0
+0,3
1,2
20
20,0
+0,3
1,2
25
25,0
+0,3
1,2
32
32,0
+0,3
1,3
40
40,0
+0,4**
1,4
50
50,0
+0,4**
1,4
63
63,0
+0,4
1,5
(75)
75,0
+0,5
1,6
90
90,0
+0,6
1,8
110
110,0
+0,7
2,2
(125)
125,0
+0,8
2,5
(140)
140,0
+0,9
2,8
160
160,0
+1,0
3,2
(180)
180,0
+1,1
3,6
(200)
200,0
+1,2
4,0
225
225,0
+1,4
4,5
250
250,0
+1,5
5,0
280
280,0
+1,7
9,8
315
315,0
+1,9
11,1
355
355,0
+2,2
12,5
400
400,0
+2,4
14,0
450
450,0
+2,7
15,6
500
500,0
+3,0
17,5
(560)
560,0
+3,4
19,6
630
630,0
+3,8
22,1
710
710,0
+6,4
24,9
800
800,0
+7,2
28,0
900
900,0
+8,1
31,5
1000
1000,0
+9,0
35,0
1200
1200,0
+10,8
42,0
1400
1400,0
+12,6
49,0
1600
1600,0
+14,4
56,0
1800
1800,0
+16,2
63,0
2000
2000,0
+18,0
70,0
* Соответствует ГОСТ ИСО 11922-1, квалитет В - для размеров DN/OD ≤ 630, квалитет А - для размеров DN/OD ≥ 710.
** Предельное отклонение увеличено до 0,4 мм по сравнению с указанным в ГОСТ ИСО 11922-1.
*** Соответствует ГОСТ ИСО 11922-1, квалитет N, определяет изготовитель после экструзии.
Примечание - Размеры, взятые в скобки, - нерекомендуемые.
Таблица 3 - Толщины стенок и номинальные давления труб из композиций полиэтилена ПЭ 63, ПЭ 80, ПЭ 100
В миллиметрах
Наименование полиэтилена
SDR 41
SDR 33
SDR 26
SDR 21
Номинальное давление, 105 Па (бар)
ПЭ 63
PN 2,5
PN 3,2
PN 4
PN 5
ПЭ 80
PN 3,2
PN 4
PN 5
PN 6,3
ПЭ 100
PN 4
PN 5
PN 6,3
PN 8
Номинальный размер DN/OD
Толщина стенки е
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
10
-
-
-
-
-
-
-
-
12
-
-
-
-
-
-
-
-
16
-
-
-
-
-
-
-
-
20
-
-
-
-
-
-
-
-
25
-
-
-
-
-
-
-
-
32
-
-
-
-
-
-
-
-
40
-
-
-
-
-
-
2,0*
+0,3
50
-
-
-
-
2,0
+0,3
2,4
+0,4
63
-
-
2,0
+0,3
2,5
+0,4
3,0
+0,4
75
2,0*
+0,3
2,3
+0,4
2,9
+0,4
3,6
+0,5
90
2,2
+0,4
2,8
+0,4
3,5
+0,5
4,3
+0,6
110
2,7
+0,4
3,4
+0,5
4,2
+0,6
5,3
+0,7
125
3,1
+0,5
3,9
+0,5
4,8
+0,6
6,0
+0,7
140
3,5
+0,5
4,3
+0,6
5,4
+0,7
6,7
+0,8
160
4,0
+0,5
4,9
+0,6
6,2
+0,8
7,7
+0,9
180
4,4
+0,6
5,5
+0,7
6,9
+0,8
8,6
+1,0
200
4,9
+0,6
6,2
+0,8
7,7
+0,9
9,6
+1,1
225
5,5
+0,7
6,9
+0,8
8,6
+1,0
10,8
+1,2
250
6,2
+0,8
7,7
+0,9
9,6
+1,1
11,9
+1,3
280
6,9
+0,8
8,6
+1,0
10,7
+1,2
13,4
+1,5
315
7,7
+0,9
9,7
+1,1
12,1
+1,4
15,0
+1,6
355
8,7
+1,0
10,9
+1,2
13,6
+1,5
16,9
+1,8
400
9,8
+1,1
12,3
+1,4
15,3
+1,7
19,1
+2,1
450
11,0
+1,2
13,8
+1,5
17,2
+1,9
21,5
+2,3
500
12,3
+1,4
15,3
+1,7
19,1
+2,1
23,9
+2,5
560
13,7
+1,5
17,2
+1,9
21,4
+2,3
26,7
+2,8
630
15,4
+1,7
19,3
+2,1
24,1
+2,6
30,0
+3,1
710
17,4
+1,9
21,8
+2,3
27,2
+2,9
33,9
+3,5
800
19,6
+2,1
24,5
+2,6
30,6
+3,2
38,1
+4,0
900
22,0
+2,3
27,6
+2,9
34,4
+3,6
42,9
+4,4
1000
24,5
+2,6
30,6
+3,2
38,2
+4,0
47,7
+4,9
1200
29,4
+3,1
36,7
+3,8
45,9
+4,7
57,2
+5,9
1400
34,3
+3,6
42,9
+4,4
53,5
+5,5
66,7
+6,8
1600
39,2
+4,1
49,0
+5,0
61,2
+6,3
76,2
+7,8
1800
44,0
+4,5
55,1
+5,7
68,8
+7,0
85,8
+8,7
2000
48,9
+5,0
61,2
+6,3
76,4
+7,8
95,3
+9,7
Наименование полиэтилена
SDR 17,6
SDR 17
SDR 13,6
SDR 11
Номинальное давление, 105 Па (бар)
ПЭ 63
PN 6
-
PN 8
PN 10
ПЭ 80
(PN 7,5)
PN 8
PN 10
PN 12,5
ПЭ 100
(PN 9,5)
PN 10
PN 12,5
PN 16
Номинальный размер DN/OD
Толщина стенки е
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
10
-
-
-
-
-
-
-
-
12
-
-
-
-
-
-
-
-
16
-
-
-
-
-
-
-
-
20
-
-
-
-
-
-
2,0*
+0,3
25
-
-
-
-
2,0*
+0,3
2,3
+0,4
32
-
-
2,0*
+0,3
2,4
+0,4
3,0*
+0,4
40
2,3
+0,4
2,4
+0,4
3,0
+0,4
3,7
+0,5
50
2,9
+0,4
3,0
+0,4
3,7
+0,5
4,6
+0,6
63
3,6
+0,5
3,8
+0,5
4,7
+0,6
5,8
+0,7
75
4,3
+0,6
4,5
+0,6
5,6
+0,7
6,8
+0,8
90
5,1
+0,7
5,4
+0,7
6,7
+0,8
8,2
+1,0
110
6,3
+0,8
6,6
+0,8
8,1
+1,0
10,0
+1,1
125
7,1
+0,9
7,4
+0,9
9,2
+1,1
11,4
+1,3
140
8,0
+1,0
8,3
+1,0
10,3
+1,2
12,7
+1,4
160
9,1
+1,1
9,5
+1,1
11,8
+1,3
14,6
+1,6
180
10,2
+1,2
10,7
+1,2
13,3
+1,5
16,4
+1,8
200
11,4
+1,3
11,9
+1,3
14,7
+1,6
18,2
+2,0
225
12,8
+1,4
13,4
+1,5
16,6
+1,8
20,5
+2,2
250
14,2
+1,6
14,8
+1,6
18,4
+2,0
22,7
+2,4
280
15,9
+1,7
16,6
+1,8
20,6
+2,2
25,4
+2,7
315
17,9
+1,9
18,7
+2,0
23,2
+2,5
28,6
+3,0
355
20,1
+2,2
21,1
+2,3
26,1
+2,8
32,2
+3,4
400
22,7
+2,4
23,7
+2,5
29,4
+3,1
36,3
+3,8
450
25,5
+2,7
26,7
+2,8
33,1
+3,5
40,9
+4,2
500
28,3
+3,0
29,7
+3,1
36,8
+3,8
45,4
+4,7
560
31,7
+3,3
33,2
+3,5
41,2
+4,3
50,8
+5,2
630
35,7
+3,7
37,4
+3,9
46,3
+4,8
57,2
+5,9
710
40,2
+4,2
42,1
+4,4
52,2
+5,4
64,5
+6,6
800
45,3
+4,7
47,4
+4,9
58,8
+6,0
72,6
+7,4
900
51,0
+5,2
53,3
+5,5
66,1
+6,8
81,7
+8,3
1000
56,6
+5,8
59,3
+6,1
73,5
+7,5
90,8
+9,2
1200
68,0
+6,9
71,1
+7,3
88,2
+9,0
108,9
+11,0
1400
-
-
83,0
+8,4
102,9
+10,4
-
-
1600
-
-
94,8
+9,6
117,5
+11,9
-
-
1800
-
-
106,6
+10,8
-
-
-
-
2000
-
-
118,5
+12,0
-
-
-
-
Наименование полиэтилена
SDR 9
SDR 7,4
SDR 6
Номинальное давление, 105 Па (бар)
ПЭ 63
-
-
-
ПЭ 80
PN 16
PN 20
PN 25
ПЭ 100
PN 20
PN 25
-
Номинальный размер DN/OD
Толщина стенки е
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
10
-
-
-
-
2,0*
+0,3
12
-
-
-
-
2,0
+0,3
16
2,0*
+0,3
2,3*
+0,4
2,7
+0,4
20
2,3
+0,4
3,0*
+0,4
3,4
+0,5
25
2,8
+0,4
3,5
+0,5
4,2
+0,6
32
3,6
+0,5
4,4
+0,6
5,4
+0,7
40
4,5
+0,6
5,5
+0,7
6,7
+0,8
50
5,6
+0,7
6,9
+0,8
8,3
+1,0
63
7,1
+0,9
8,6
+1,0
10,5
+1,2
75
8,4
+1,0
10,3
+1,2
12,5
+1,4
90
10,1
+1,2
12,3
+1,4
15,0
+1,7
110
12,3
+1,4
15,1
+1,7
18,3
+2,0
125
14,0
+1,5
17,1
+1,9
20,8
+2,2
140
15,7
+1,7
19,2
+2,1
23,3
+2,5
160
17,9
+1,9
21,9
+2,3
26,6
+2,8
180
20,1
+2,2
24,6
+2,6
29,9
+3,1
200
22,4
+2,4
27,4
+2,9
33,2
+3,5
225
25,2
+2,7
30,8
+3,2
37,4
+3,9
250
27,9
+2,9
34,2
+3,6
41,5
+4,3
280
31,3
+3,3
38,3
+4,0
46,5
+4,8
315
35,2
+3,7
43,1
+4,5
52,3
+5,4
355
39,7
+4,1
48,5
+5,0
59,0
+6,0
400
44,7
+4,6
54,7
+5,6
66,4
+6,8
450
50,3
+5,2
61,5
+6,3
-
-
500
55,8
+5,7
68,3
+7,0
-
-
560
62,5
+6,4
76,5
+7,8
-
-
630
70,3
+7,2
86,1
+8,7
-
-
710
79,3
+8,1
97,0
+9,8
-
-
800
89,3
+9,1
109,3
+11,1
-
-
900
100,5
+10,2
-
-
-
-
1000
111,6
+11,3
-
-
-
-
* Номинальная толщина стенки труб увеличена в соответствии с условиями применения по сравнению с указанной в ГОСТ ИСО 4065 для данного SDR.
Примечания
1 Номинальные давления PN, указанные в скобках, выбраны из ряда R40 по ГОСТ 8032.
2 Полиэтилен ПЭ 63 не рекомендуется для изготовления труб диаметром более 250 мм.
Пункт 4.1. Исключить слова: «При этом допускается изготовлять трубы с предельными отклонениями, указанными в скобках».
Пункт 4.2. Первый абзац. Заменить значение: «плюс 1 %» на «±1 %»;
второй абзац. Заменить значения: «плюс 3 %» на «±3 %» и «плюс 1,5 %» на «±1,5 %».
Пункт 4.4 исключить.
Пункт 5.1 изложить в новой редакции:
«5.1 Трубы изготовляют из композиций полиэтилена (см. 3.20) минимальной длительной прочностью MRS 3,2 МПа (ПЭ 32), MRS 6,3 МПа (ПЭ 63), MRS 8,0 МПа (ПЭ 80), MRS 10,0 МПа (ПЭ 100) (приложение Г) по технологической документации, утвержденной в установленном порядке. Введение добавок на стадии экструзии труб не допускается. Допускается изготовлять трубы из композиций полиэтилена с использованием вторичного гранулированного полиэтилена ПЭ 32, ПЭ 63, ПЭ 80 или ПЭ 100, полученного из труб собственного производства.
Классификация композиции полиэтилена по уровню минимальной длительной прочности MRS по таблице 4а (кроме ПЭ 32) должна быть установлена изготовителем композиции в соответствии с ГОСТ ИСО 12162.
Таблица 4а - Классификация композиций полиэтилена
Обозначение композиции полиэтилена
Минимальная длительная прочность MRS, МПа
Расчетное напряжение σs,МПа
ПЭ 100
10,0
8,0
ПЭ 80
8,0
6,3
ПЭ 63
6,3
5,0
ПЭ 32
3,2
2,5
Значение MRS и классификацию композиции полиэтилена устанавливают, исходя из значения нижнего доверительного предела прогнозируемой гидростатической прочности σLPL, в соответствии с ГОСТ ИСО 12162. Значение σLPL должно быть определено на основе анализа данных длительных гидростатических испытаний образцов труб, выполненных по ГОСТ 24157. При определении длительной гидростатической прочности композиций полиэтилена ПЭ 100 прямая, описывающая временную зависимость прочности при 80 °С не должна иметь перегиба ранее 5000 ч».
Раздел 5 дополнить пунктом - 5.1а:
«5.1а Трубы должны соответствовать Единым санитарно-эпидемиологическим и гигиеническим требованиям к товарам, подлежащим санитарно-эпидемиологическому и гигиеническому контролю (надзору)».
Пункт 5.2. Таблица 5. Графа «Значение показателя для труб из». Для показателя 1 заменить слова: «с синими продольными полосами в количестве не менее четырех» на «с синими продольными маркировочными полосами в количестве не менее трех»;
после слов «не регламентируются» дополнить словами: «Цвет защитной оболочки - синий»;
показатели 2, 3 и 4 изложить в новой редакции, показатель 5 дополнить знаком сноски «*»; дополнить показателем 7 и сноской «**»:
Наименование показателя
Значение показателя для труб из
Метод испытания
ПЭ 32
ПЭ 63
ПЭ 80
ПЭ 100
2 Относительное удлинение при разрыве, %, не менее
250
350
350
350
По ГОСТ 11262 и 8.4 настоящего стандарта
3 Изменение длины после прогрева (для труб номинальной толщиной 16 мм и менее), %, не более
3
По ГОСТ 27078 и 8.5 настоящего стандарта
4 Стойкость при постоянном внутреннем давлении при 20 °С, ч, не менее
При начальном напряжении в стенке трубы 6,5 МПа 100
При начальном напряжении в стенке трубы 8,0 МПа 100
При начальном напряжении в стенке трубы 9,0 МПа 100
При начальном напряжении в стенке трубы 12,0 МПа 100
По ГОСТ 24157 и 8.6 настоящего стандарта
7 Термостабильность при 200 °С**, мин, не менее
20
По приложению Ж
* В случае пластического разрушения до истечения 165 ч - см. таблицу 5а.
** Допускается проводить испытание при 210 °С или при 220 °С. В случае разногласий испытание проводят при температуре 200 °С.
Пункт 5.3.1. Третий абзац исключить;
дополнить абзацами и примечанием:
«Маркировка не должна приводить к возникновению трещин и других повреждений, ухудшающих прочностные характеристики трубы.
При нанесении маркировки методом печати цвет маркировки должен отличаться от основного цвета трубы. Размер шрифта и качество нанесения маркировки должны обеспечивать ее разборчивость без применения увеличительных приборов.
Примечание - Изготовитель не несет ответственности за маркировку, ставшую неразборчивой в результате следующих действий при монтаже и эксплуатации: окрашивание, снятие верхнего слоя, использование покрытия или применение моющих средств, за исключением согласованных или установленных изготовителем.
Маркировка труб с соэкструзионными слоями и труб с защитной оболочкой - в соответствии с В.2.3 и В.3.4 (приложение В)».
Пункт 5.4.1. Первый абзац. Заменить значение: «до 1 т» на «до 3 т»; дополнить словами: «По согласованию с потребителем из пакетов допускается формировать блок-пакеты массой до 5 т»;
первый и четвертый абзацы. Заменить слова: «и труднодоступных районов» на «и приравненных к ним местностей» (2 раза);
третий абзац. Заменить значение: 20 на 16.
Пункт 6.1. Первый абзац. Заменить слова: «Трубы из полиэтилена» на «Полиэтилен, из которого изготовляют трубы,»; заменить ссылку: ГОСТ 12.1.005 на ГОСТ 12.1.007.
Пункт 6.2. Второй абзац после слов «соответствовать ГОСТ 12.3.030» изложить в новой редакции: «Предельно допустимые концентрации основных продуктов термоокислительной деструкции в воздухе рабочей зоны и класс опасности приведены в таблице 6»;
таблицу 6 изложить в новой редакции:
Таблица 6
Наименование продукта
Предельно допустимая концентрация (ПДК) в воздухе рабочей зоны по ГОСТ 12.1.005*, мг/м3
Класс опасности по ГОСТ 12.1.007
Действие на организм
Формальдегид
0,5
2
Выраженное раздражающее, сенсибилизирующее
Ацетальдегид
5
3
Общее токсическое
Углерода оксид
20
4
Общее токсическое
Органические кислоты (в пересчете на уксусную кислоту)
5
3
Общее токсическое
Аэрозоль полиэтилена
10
4
Общее токсическое
* В Российской Федерации действует ГОСТ 29325,
б) как расчетное значение из нескольких (в соответствии с таблицей 7а) измерений диаметра, равномерно расположенных в выбранном поперечном сечении.
Таблица 7а - Количество измерений диаметра для данного номинального размера
Номинальный размер трубы DN/OD
Количество измерений диаметра в данном поперечном сечении
≤40
4
>40 и ≤600
6
>600 и ≤1600
8
>1600
12
Измерения проводят с погрешностью в соответствии с таблицей 7б.
Таблица 7б - Погрешность измерения диаметра
В миллиметрах
Номинальный размер трубы DN/OD
Допускаемая погрешность единичного измерения
Среднеарифметическое значение округляют до*
≤600
0,1
0,1
600 < DN ≤ 1600
0,2
0,2
>1600
1
1
* Округление среднего значения проводят в большую сторону.
В случае перечисления б), рассчитывают среднеарифметическое значение полученных измерений, округляют в соответствии с таблицей 7б и записывают результат как средний наружный диаметр dеm».
Пункт 8.3.4. Второй абзац. Заменить слова: «в таблицах 1 - 4» на «в таблицах 1, 3».
Пункт 8.3.5. Заменить слова: «определяемыми по ГОСТ 29325» на «измеряемыми».
Пункт 8.3.6. Второй абзац дополнить словами: «в процессе производства».
Пункт 8.4 изложить в новой редакции:
«8.4 Относительное удлинение при разрыве определяют по ГОСТ 11262* на образцах-лопатках, при этом толщина образца должна быть равна толщине стенки трубы. Отрезок трубы, изготовленный из пробы, отобранной по 7.2, разделяют на равное количество секторов, вырезают полосы, располагаемые приблизительно равномерно по окружности трубы, в количестве, указанном в таблице 7в.
________
* В Российской Федерации действуют ГОСТ Р 53652.1-2009 и ГОСТ Р 53652.3-2009.
Таблица 7в - Количество образцов
Номинальный наружный диаметр, dn, мм
20 ≤ dn < 75
75 ≤ dn < 280
280 ≤ dn < 450
dn ≥ 450
Количество полос для изготовления образцов
3
5
5
8
Примечание - Для труб диаметром 40 мм и менее допускается вырезать полосы из двух или трех отрезков труб.
Тип образца, метод изготовления и скорость испытания выбирают в соответствии с таблицей 8.
Таблица 8
Номинальная толщина стенки трубы е, мм
Тип образца по ГОСТ 11262
Способ изготовления
Скорость испытания, мм/мин
е ≤ 5
1
Вырубка штампом-про- сечкой или механическая обработка по ГОСТ 26277
100 ± 10
5 < е ≤12
2
Вырубка штампом-про- сечкой или механическая обработка по ГОСТ 26277
50 ± 5
е > 12
2
Механическая обработка по ГОСТ 26277
25 ±2
или е > 12
3 по рисунку 1
Механическая обработка по ГОСТ 26277
10 ± 1
Рисунок 1 - Образец типа 3
Таблица 9 - Размеры образца типа 3
Параметр
Размеры, мм
Общая длина l1, не менее
250
Начальное расстояние между центрами несущих болтов l2
165 ± 5
Длина рабочей части (параллельная часть) l3
25 ± 1
Расчетная длина l0
20 ± 1
Ширина головки b1
100 ± 3
Ширина рабочей части (параллельная часть) b2,
25 ± 1
Толщина е
Соответствует толщине стенки трубы
Радиус закругления r
25 ± 1
Диаметр отверстия d
30 ± 5
При изготовлении ось образца должна быть параллельна оси трубы и располагаться по центру полосы, при этом штамп-просечку устанавливают на внутреннюю сторону полосы.
Перед испытанием образцы кондиционируют по ГОСТ 12423 при температуре испытания (23 ± 2) °С при номинальной толщине образца, мм:
еn < 3 ………………………………………………..… в течение 1 ч ± 5 мин
3 ≤ еп < 8 ……………………………………………………… » 3 ч ± 15 мин
8 ≤ еn < 16 …………………………………………………….. » 6 ч ± 30 мин
16 ≤ еn < 32 …………………………………………………… » (10 ± 1) ч
еn ≥ 32 …………………………………………………………. » (16 ± 1) ч.
Примечание - При достижении относительного удлинения 500 % испытание может быть прекращено до наступления разрыва образца.
За результат испытания принимают минимальное значение относительного удлинения при разрыве, вычисленное до третьей значащей цифры».
Пункт 8.5 дополнить словами: «на трубах номинальной толщиной стенки 16 мм и менее. При этом образцы перед испытанием кондиционируют в стандартной атмосфере 23 по ГОСТ 12423 при номинальной толщине испытуемой трубы, мм:
еn < 3 ………………………………………………….. в течение 1 ч
3 ≤ еп < 8 ……………………………………………………… » ≥3 ч
8 ≤ еn < 16 …………………………………………………….. » ≥6 ч».
Пункт 8.6. Заменить слова: «на трех пробах» на «на пробах»; исключить слова: «Расчет испытательного давления проводят с точностью 0,01 МПа»; дополнить словами: «Среда испытания - «вода в воде».
Пункт 9.1. Последний абзац. Заменить слова: «и труднодоступные районы» на «и приравненные к ним местности».
Пункт 9.2. Первый абзац изложить в новой редакции:
«Трубы хранят по ГОСТ 15150, раздел 10 в условиях 5 ( ОЖ4) или 8 (ОЖ3). При этом трубы, изготовленные из несажевых композиций полиэтилена, хранят в условиях 8 (ОЖ3) в течение не более 12 мес, по истечению указанного срока они должны быть испытаны по показателям 2, 5, 7 таблицы 5».
Пункт 10.2. Исключить слово: «хранения».
Приложение А. Пункт А. 1. Исключить слово: «нормативных».
Приложение Б. Таблицу Б.2 изложить в новой редакции:
Таблица Б.2 - Расчетная масса 1 м труб из композиций полиэтилена ПЭ 63, ПЭ 80, ПЭ 100
Номинальный размер DN/OD
Расчетная масса 1 м труб, кг
SDR 41
SDR 33
SDR 26
SDR 21
SDR 17,6
SDR 17
SDR 13,6
SDR 11
SDR 9
SDR 7,4
SDR 6
10
-
-
-
-
-
-
-
-
-
-
0,051
12
-
-
-
-
-
-
-
-
-
-
0,064
16
-
-
-
-
-
-
-
-
0,090
0,102
0,115
20
-
-
-
-
-
-
-
0,116
0,132
0,162
0,180
25
-
-
-
-
-
-
0,148
0,169
0,198
0,240
0,277
32
-
-
-
-
-
0,193
0,229
0,277
0,325
0,385
0,453
40
-
-
-
0,244
0,281
0,292
0,353
0,427
0,507
0,600
0,701
50
-
-
0,308
0,369
0,436
0,449
0,545
0,663
0,786
0,935
1,47
63
-
0,392
0,488
0,573
0,682
0,715
0,869
1,05
1,25
1,47
1,73
75
0,469
0,543
0,668
0,821
0,97
1,01
1,23
1,46
1,76
2,09
2,45
90
0,630
0,782
0,969
1,18
1,40
1,45
1,76
2,12
2,54
3,00
3,52
110
0,930
1,16
1,42
1,77
2,07
2,16
2,61
3,14
3,78
4,49
5,25
125
1,22
1,50
1,83
2,26
2,66
2,75
3,37
4,08
4,87
5,78
6,77
140
1,53
1,87
2,31
2,83
3,35
3,46
4,22
5,08
6,12
7,27
8,49
160
1,98
2,41
3,03
3,71
4,35
4,51
5,50
6,67
7,97
9,46
11,1
180
2,47
3,05
3,78
4,66
5,47
5,71
6,98
8,43
10,1
12,0
14,0
200
3,03
3,82
4,68
5,77
6,78
7,04
8,56
10,4
12,5
14,8
17,3
225
3,84
4,76
5,88
7,29
8,55
8,94
10,9
13,2
15,8
18,7
21,9
250
4,81
5,90
7,29
8,92
10,6
11,0
13,4
16,2
19,4
23,1
27,0
280
5,96
7,38
9,09
11,3
13,2
13,8
16,8
20,3
24,4
28,9
33,9
315
7,49
9,35
11,6
14,2
16,7
17,4
21,3
25,7
30,8
36,6
42,8
355
9,53
11,8
14,6
18,0
21,2
22,2
27,0
32,6
39,2
46,4
54,4
400
12,1
15,1
18,6
22,9
26,9
28,0
34,2
41,4
49,7
59,0
69,0
450
15,2
19,0
23,5
29,0
34,0
35,5
43,3
52,4
62,9
74,6
-
500
19,0
23,4
29,0
35,8
42,0
43,9
53,5
64,7
77,5
92,1
-
560
23,6
29,4
36,3
44,8
52,6
55,0
67,1
81,0
97,3
116
-
630
29,9
37,1
46,0
56,5
66,6
69,6
84,8
103
123
146
-
710
38,1
47,3
58,5
72,1
84,7
88,4
108
131
157
186
-
800
48,3
59,9
74,1
91,4
108
112
137
166
199
236
-
900
60,9
75,9
93,8
116
136
142
173
210
252
-
-
1000
75,4
93,5
116
143
168
175
214
259
311
-
-
1200
108
134
167
206
242
252
308
373
-
-
-
1400
148
183
227
280
-
343
419
-
-
-
-
1600
193
239
296
365
-
448
547
-
-
-
-
1800
243
303
375
462
-
567
-
-
-
-
-
2000
300
374
462
571
-
700
-
-
-
-
-
Примечание после таблицы Б.2. Заменить слова: «плотности полиэтилена» на «плотности композиции полиэтилена», «полиэтилена плотностью» на «композиции полиэтилена плотностью».
Приложение В изложить в новой редакции:
Источник: 2:
Англо-русский словарь нормативно-технической терминологии > SDR 11
-
69 SDR 9
8.11 Стойкость к медленному распространению трещин
Определение стойкости к медленному распространению трещин проводят по ГОСТ 24157 на одном образце трубы с четырьмя продольными надрезами, нанесенными на наружную поверхность трубы. Испытание распространяют на трубы с номинальной толщиной стенки более 5 мм.
Надрез осуществляют на фрезерном станке, снабженном (для опоры образца по внутреннему диаметру) горизонтальным стержнем, жестко закрепленным на столе.
Фрезу (рисунок 4) с режущими V-образными зубьями под углом 60° шириной 12,5 мм устанавливают на горизонтальном валу. Скорость резания должна составлять (0,010 ± 0,002) (мм/об)/зуб. Например, фреза с 20 зубьями, вращающаяся со скоростью 700 об/мин, при скорости подачи 150 мм/мин будет иметь скорость резания 150/(20 ´ 700) = 0,011 (мм/об)/зуб. Фрезу не следует использовать для других материалов и целей и после нанесения надреза длиной 100 м ее заменяют.
Определяют минимальную толщину стенки по 8.4.4 и отмечают место первого надреза, затем наносят метки, обозначающие места трех последующих надрезов, которые должны располагаться равномерно по окружности трубы и на равном расстоянии от торцов.
По линиям меток измеряют толщину стенки с каждого торца и рассчитывают среднюю толщину стенки для каждой линии надреза е.
d - наружный диаметр трубы; е - толщина стенки трубы; еост - остаточная толщина стенки трубы; l - длина надреза;
Рисунок 4
По таблице 5 выбирают значение остаточной толщины стенки еост
Таблица 5
В миллиметрах
Номинальный наружный диаметр d
Остаточная толщина стенки ежкдля труб
SDR 17,6
SDR 17
SDR 13,6
SDR 11
SDR 9
мин.
макс.
мин.
макс.
мин.
макс.
мин.
макс.
мин.
макс.
50
-
-
-
-
-
-
-
-
4,4
4,6
63
-
-
-
-
-
-
4,5
4,8
5,5
5,8
75
-
-
-
-
4,3
4,5
5,3
5,6
6,5
6,9
90
4,1
4,3
4,2
4,4
5,1
5,4
6,4
6,7
7,9
8,3
110
4,9
5,2
5,1
5,4
6,3
6,6
7,8
8,2
9,6
10,1
125
5,5
5,8
5,8
6,1
7,2
7,5
8,9
9,3
10,9
11,5
140
6,2
6,6
6,5
6,8
8,0
8,4
9,9
10,4
12,2
12,9
160
7,1
7,5
7,4
7,8
9,2
9,7
11,4
12,0
14,0
14,7
180
8,0
8,4
8,3
8,8
10,4
10,9
12,8
13,4
15,7
16,5
200
8,9
9,3
9,3
9,8
11,5
12,1
14,2
14,9
17,5
18,4
225
10,0
10,5
10,5
11,0
12,9
13,6
16,0
16,8
19,6
20,6
250
11,1
11,6
11,5
12,1
14,4
15,1
17,7
18,6
21,8
22,9
280
12,4
13,0
12,9
13,6
16,1
16,9
19,8
20,8
24,3
25,6
315
14,0
14,7
14,6
15,3
18,2
19,1
22,3
23,5
27,3
28,7
Примечания
1 Остаточная толщина стенки соответствует 0,78 - 0,82 номинальной толщины стенки.
2 При расчете глубины надреза выбирают максимальное значение остаточной толщины стенки
Глубину каждого надреза n рассчитывают как разность между значениями средней толщины стенки по линии этого надреза eср и остаточной толщины стенки еост. Длина надреза при полной глубине должна соответствовать номинальному наружному диаметру трубы ± 1 мм.
Надрезы осуществляют попутным фрезерованием на рассчитанную для каждого надреза глубину n. На испытуемый образец с обоих концов устанавливают заглушки типа а по ГОСТ 24157, в качестве рабочей жидкости используют воду.
Испытуемый образец выдерживают в ванне с водой при температуре 80 °С не менее 24 ч, затем в этой же ванне образец подвергают испытательному давлению по таблице 6 и выдерживают в течение заданного времени или до момента разрушения.
Таблица 6
SDR
Испытательное давление, МПа
ПЭ 80
ПЭ 100
17,6
0,482
0,554
17
0,5
0,575
13,6
0,635
0,73
11
0,8
0,92
9
1,0
1,2
Примечание - Испытательное давление Р рассчитано по формуле
где s - начальное напряжение в стенке трубы по таблице 2, МПа;
SDR - стандартное размерное отношение
Испытуемый образец извлекают из ванны, охлаждают до температуры 23°С, вырезают сектор трубы посередине надреза длиной 10-20 мм и вскрывают надрез так, чтобы иметь доступ к одной из обработанных фрезой поверхностей надреза. Измеряют ширину надреза b с погрешностью не более 0,1 мм с помощью микроскопа или другого средства измерений (рисунок 4). Глубину надреза n в миллиметрах рассчитывают по формуле
,где b - ширина поверхности обработанного фрезерованием надреза, мм;
dcp - средний наружный диаметр трубы, мм.
Затем рассчитывают остаточную толщину стенки для каждого надреза как разность между значениями средней толщины стенки в месте каждого надреза и фактической глубины надреза. Значение остаточной толщины стенки должно соответствовать значениям, указанным в таблице 5.
Если значение остаточной толщины стенки более максимального значения, указанного в таблице 5, образец заменяют другим, который испытывают вновь.
Окончательными результатами являются результаты испытаний трех образцов, выдержавших в течение 165 ч при температуре 80°С без признаков разрушения постоянное внутреннее давление, значение которого выбирают по таблице 6, и которое соответствует напряжению в стенке трубы 4,0 МПа (для ПЭ 80); 4,6 МПа (для ПЭ 100).
Источник: ГОСТ Р 50838-95: Трубы из полиэтилена для газопроводов. Технические условия оригинал документа
3.20 композиция: Гомогенная гранулированная смесь базового полимера (ПЭ), включающая в себя добавки (антиоксиданты, пигменты, стабилизаторы и др.), вводимые на стадии производства композиции, в концентрациях, необходимых для обеспечения изготовления и использования труб, соответствующих требованиям настоящего стандарта».
Пункт 4.1. Первый абзац изложить в новой редакции:
«4.1 Размеры труб из композиций полиэтилена ПЭ 32 приведены в таблице 1, из композиций полиэтилена ПЭ 63, ПЭ 80, ПЭ 100 - в таблицах 2 и 3»;
таблица 1. Наименование. Заменить слова: «из полиэтилена 32» на «из композиций полиэтилена 32»;
головка. Заменить значения максимального рабочего давления воды при 20 °С: 0,25 на 2,5; 0,4 на 4; 0,6 на 6; 1 на 10;
таблицы 2 и 3 изложить в новой редакции:
Таблица 2 - Средний наружный диаметр и овальность труб из композиций полиэтилена ПЭ 63, ПЭ 80, ПЭ 100
В миллиметрах
Номинальный размер DN/OD
Средний наружный диаметр dem
Овальность после экструзии***, не более
dem, min
Предельное отклонение*
10
10,0
+0,3
1,2
12
12,0
+0,3
1,2
16
16,0
+0,3
1,2
20
20,0
+0,3
1,2
25
25,0
+0,3
1,2
32
32,0
+0,3
1,3
40
40,0
+0,4**
1,4
50
50,0
+0,4**
1,4
63
63,0
+0,4
1,5
(75)
75,0
+0,5
1,6
90
90,0
+0,6
1,8
110
110,0
+0,7
2,2
(125)
125,0
+0,8
2,5
(140)
140,0
+0,9
2,8
160
160,0
+1,0
3,2
(180)
180,0
+1,1
3,6
(200)
200,0
+1,2
4,0
225
225,0
+1,4
4,5
250
250,0
+1,5
5,0
280
280,0
+1,7
9,8
315
315,0
+1,9
11,1
355
355,0
+2,2
12,5
400
400,0
+2,4
14,0
450
450,0
+2,7
15,6
500
500,0
+3,0
17,5
(560)
560,0
+3,4
19,6
630
630,0
+3,8
22,1
710
710,0
+6,4
24,9
800
800,0
+7,2
28,0
900
900,0
+8,1
31,5
1000
1000,0
+9,0
35,0
1200
1200,0
+10,8
42,0
1400
1400,0
+12,6
49,0
1600
1600,0
+14,4
56,0
1800
1800,0
+16,2
63,0
2000
2000,0
+18,0
70,0
* Соответствует ГОСТ ИСО 11922-1, квалитет В - для размеров DN/OD ≤ 630, квалитет А - для размеров DN/OD ≥ 710.
** Предельное отклонение увеличено до 0,4 мм по сравнению с указанным в ГОСТ ИСО 11922-1.
*** Соответствует ГОСТ ИСО 11922-1, квалитет N, определяет изготовитель после экструзии.
Примечание - Размеры, взятые в скобки, - нерекомендуемые.
Таблица 3 - Толщины стенок и номинальные давления труб из композиций полиэтилена ПЭ 63, ПЭ 80, ПЭ 100
В миллиметрах
Наименование полиэтилена
SDR 41
SDR 33
SDR 26
SDR 21
Номинальное давление, 105 Па (бар)
ПЭ 63
PN 2,5
PN 3,2
PN 4
PN 5
ПЭ 80
PN 3,2
PN 4
PN 5
PN 6,3
ПЭ 100
PN 4
PN 5
PN 6,3
PN 8
Номинальный размер DN/OD
Толщина стенки е
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
10
-
-
-
-
-
-
-
-
12
-
-
-
-
-
-
-
-
16
-
-
-
-
-
-
-
-
20
-
-
-
-
-
-
-
-
25
-
-
-
-
-
-
-
-
32
-
-
-
-
-
-
-
-
40
-
-
-
-
-
-
2,0*
+0,3
50
-
-
-
-
2,0
+0,3
2,4
+0,4
63
-
-
2,0
+0,3
2,5
+0,4
3,0
+0,4
75
2,0*
+0,3
2,3
+0,4
2,9
+0,4
3,6
+0,5
90
2,2
+0,4
2,8
+0,4
3,5
+0,5
4,3
+0,6
110
2,7
+0,4
3,4
+0,5
4,2
+0,6
5,3
+0,7
125
3,1
+0,5
3,9
+0,5
4,8
+0,6
6,0
+0,7
140
3,5
+0,5
4,3
+0,6
5,4
+0,7
6,7
+0,8
160
4,0
+0,5
4,9
+0,6
6,2
+0,8
7,7
+0,9
180
4,4
+0,6
5,5
+0,7
6,9
+0,8
8,6
+1,0
200
4,9
+0,6
6,2
+0,8
7,7
+0,9
9,6
+1,1
225
5,5
+0,7
6,9
+0,8
8,6
+1,0
10,8
+1,2
250
6,2
+0,8
7,7
+0,9
9,6
+1,1
11,9
+1,3
280
6,9
+0,8
8,6
+1,0
10,7
+1,2
13,4
+1,5
315
7,7
+0,9
9,7
+1,1
12,1
+1,4
15,0
+1,6
355
8,7
+1,0
10,9
+1,2
13,6
+1,5
16,9
+1,8
400
9,8
+1,1
12,3
+1,4
15,3
+1,7
19,1
+2,1
450
11,0
+1,2
13,8
+1,5
17,2
+1,9
21,5
+2,3
500
12,3
+1,4
15,3
+1,7
19,1
+2,1
23,9
+2,5
560
13,7
+1,5
17,2
+1,9
21,4
+2,3
26,7
+2,8
630
15,4
+1,7
19,3
+2,1
24,1
+2,6
30,0
+3,1
710
17,4
+1,9
21,8
+2,3
27,2
+2,9
33,9
+3,5
800
19,6
+2,1
24,5
+2,6
30,6
+3,2
38,1
+4,0
900
22,0
+2,3
27,6
+2,9
34,4
+3,6
42,9
+4,4
1000
24,5
+2,6
30,6
+3,2
38,2
+4,0
47,7
+4,9
1200
29,4
+3,1
36,7
+3,8
45,9
+4,7
57,2
+5,9
1400
34,3
+3,6
42,9
+4,4
53,5
+5,5
66,7
+6,8
1600
39,2
+4,1
49,0
+5,0
61,2
+6,3
76,2
+7,8
1800
44,0
+4,5
55,1
+5,7
68,8
+7,0
85,8
+8,7
2000
48,9
+5,0
61,2
+6,3
76,4
+7,8
95,3
+9,7
Наименование полиэтилена
SDR 17,6
SDR 17
SDR 13,6
SDR 11
Номинальное давление, 105 Па (бар)
ПЭ 63
PN 6
-
PN 8
PN 10
ПЭ 80
(PN 7,5)
PN 8
PN 10
PN 12,5
ПЭ 100
(PN 9,5)
PN 10
PN 12,5
PN 16
Номинальный размер DN/OD
Толщина стенки е
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
10
-
-
-
-
-
-
-
-
12
-
-
-
-
-
-
-
-
16
-
-
-
-
-
-
-
-
20
-
-
-
-
-
-
2,0*
+0,3
25
-
-
-
-
2,0*
+0,3
2,3
+0,4
32
-
-
2,0*
+0,3
2,4
+0,4
3,0*
+0,4
40
2,3
+0,4
2,4
+0,4
3,0
+0,4
3,7
+0,5
50
2,9
+0,4
3,0
+0,4
3,7
+0,5
4,6
+0,6
63
3,6
+0,5
3,8
+0,5
4,7
+0,6
5,8
+0,7
75
4,3
+0,6
4,5
+0,6
5,6
+0,7
6,8
+0,8
90
5,1
+0,7
5,4
+0,7
6,7
+0,8
8,2
+1,0
110
6,3
+0,8
6,6
+0,8
8,1
+1,0
10,0
+1,1
125
7,1
+0,9
7,4
+0,9
9,2
+1,1
11,4
+1,3
140
8,0
+1,0
8,3
+1,0
10,3
+1,2
12,7
+1,4
160
9,1
+1,1
9,5
+1,1
11,8
+1,3
14,6
+1,6
180
10,2
+1,2
10,7
+1,2
13,3
+1,5
16,4
+1,8
200
11,4
+1,3
11,9
+1,3
14,7
+1,6
18,2
+2,0
225
12,8
+1,4
13,4
+1,5
16,6
+1,8
20,5
+2,2
250
14,2
+1,6
14,8
+1,6
18,4
+2,0
22,7
+2,4
280
15,9
+1,7
16,6
+1,8
20,6
+2,2
25,4
+2,7
315
17,9
+1,9
18,7
+2,0
23,2
+2,5
28,6
+3,0
355
20,1
+2,2
21,1
+2,3
26,1
+2,8
32,2
+3,4
400
22,7
+2,4
23,7
+2,5
29,4
+3,1
36,3
+3,8
450
25,5
+2,7
26,7
+2,8
33,1
+3,5
40,9
+4,2
500
28,3
+3,0
29,7
+3,1
36,8
+3,8
45,4
+4,7
560
31,7
+3,3
33,2
+3,5
41,2
+4,3
50,8
+5,2
630
35,7
+3,7
37,4
+3,9
46,3
+4,8
57,2
+5,9
710
40,2
+4,2
42,1
+4,4
52,2
+5,4
64,5
+6,6
800
45,3
+4,7
47,4
+4,9
58,8
+6,0
72,6
+7,4
900
51,0
+5,2
53,3
+5,5
66,1
+6,8
81,7
+8,3
1000
56,6
+5,8
59,3
+6,1
73,5
+7,5
90,8
+9,2
1200
68,0
+6,9
71,1
+7,3
88,2
+9,0
108,9
+11,0
1400
-
-
83,0
+8,4
102,9
+10,4
-
-
1600
-
-
94,8
+9,6
117,5
+11,9
-
-
1800
-
-
106,6
+10,8
-
-
-
-
2000
-
-
118,5
+12,0
-
-
-
-
Наименование полиэтилена
SDR 9
SDR 7,4
SDR 6
Номинальное давление, 105 Па (бар)
ПЭ 63
-
-
-
ПЭ 80
PN 16
PN 20
PN 25
ПЭ 100
PN 20
PN 25
-
Номинальный размер DN/OD
Толщина стенки е
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
10
-
-
-
-
2,0*
+0,3
12
-
-
-
-
2,0
+0,3
16
2,0*
+0,3
2,3*
+0,4
2,7
+0,4
20
2,3
+0,4
3,0*
+0,4
3,4
+0,5
25
2,8
+0,4
3,5
+0,5
4,2
+0,6
32
3,6
+0,5
4,4
+0,6
5,4
+0,7
40
4,5
+0,6
5,5
+0,7
6,7
+0,8
50
5,6
+0,7
6,9
+0,8
8,3
+1,0
63
7,1
+0,9
8,6
+1,0
10,5
+1,2
75
8,4
+1,0
10,3
+1,2
12,5
+1,4
90
10,1
+1,2
12,3
+1,4
15,0
+1,7
110
12,3
+1,4
15,1
+1,7
18,3
+2,0
125
14,0
+1,5
17,1
+1,9
20,8
+2,2
140
15,7
+1,7
19,2
+2,1
23,3
+2,5
160
17,9
+1,9
21,9
+2,3
26,6
+2,8
180
20,1
+2,2
24,6
+2,6
29,9
+3,1
200
22,4
+2,4
27,4
+2,9
33,2
+3,5
225
25,2
+2,7
30,8
+3,2
37,4
+3,9
250
27,9
+2,9
34,2
+3,6
41,5
+4,3
280
31,3
+3,3
38,3
+4,0
46,5
+4,8
315
35,2
+3,7
43,1
+4,5
52,3
+5,4
355
39,7
+4,1
48,5
+5,0
59,0
+6,0
400
44,7
+4,6
54,7
+5,6
66,4
+6,8
450
50,3
+5,2
61,5
+6,3
-
-
500
55,8
+5,7
68,3
+7,0
-
-
560
62,5
+6,4
76,5
+7,8
-
-
630
70,3
+7,2
86,1
+8,7
-
-
710
79,3
+8,1
97,0
+9,8
-
-
800
89,3
+9,1
109,3
+11,1
-
-
900
100,5
+10,2
-
-
-
-
1000
111,6
+11,3
-
-
-
-
* Номинальная толщина стенки труб увеличена в соответствии с условиями применения по сравнению с указанной в ГОСТ ИСО 4065 для данного SDR.
Примечания
1 Номинальные давления PN, указанные в скобках, выбраны из ряда R40 по ГОСТ 8032.
2 Полиэтилен ПЭ 63 не рекомендуется для изготовления труб диаметром более 250 мм.
Пункт 4.1. Исключить слова: «При этом допускается изготовлять трубы с предельными отклонениями, указанными в скобках».
Пункт 4.2. Первый абзац. Заменить значение: «плюс 1 %» на «±1 %»;
второй абзац. Заменить значения: «плюс 3 %» на «±3 %» и «плюс 1,5 %» на «±1,5 %».
Пункт 4.4 исключить.
Пункт 5.1 изложить в новой редакции:
«5.1 Трубы изготовляют из композиций полиэтилена (см. 3.20) минимальной длительной прочностью MRS 3,2 МПа (ПЭ 32), MRS 6,3 МПа (ПЭ 63), MRS 8,0 МПа (ПЭ 80), MRS 10,0 МПа (ПЭ 100) (приложение Г) по технологической документации, утвержденной в установленном порядке. Введение добавок на стадии экструзии труб не допускается. Допускается изготовлять трубы из композиций полиэтилена с использованием вторичного гранулированного полиэтилена ПЭ 32, ПЭ 63, ПЭ 80 или ПЭ 100, полученного из труб собственного производства.
Классификация композиции полиэтилена по уровню минимальной длительной прочности MRS по таблице 4а (кроме ПЭ 32) должна быть установлена изготовителем композиции в соответствии с ГОСТ ИСО 12162.
Таблица 4а - Классификация композиций полиэтилена
Обозначение композиции полиэтилена
Минимальная длительная прочность MRS, МПа
Расчетное напряжение σs,МПа
ПЭ 100
10,0
8,0
ПЭ 80
8,0
6,3
ПЭ 63
6,3
5,0
ПЭ 32
3,2
2,5
Значение MRS и классификацию композиции полиэтилена устанавливают, исходя из значения нижнего доверительного предела прогнозируемой гидростатической прочности σLPL, в соответствии с ГОСТ ИСО 12162. Значение σLPL должно быть определено на основе анализа данных длительных гидростатических испытаний образцов труб, выполненных по ГОСТ 24157. При определении длительной гидростатической прочности композиций полиэтилена ПЭ 100 прямая, описывающая временную зависимость прочности при 80 °С не должна иметь перегиба ранее 5000 ч».
Раздел 5 дополнить пунктом - 5.1а:
«5.1а Трубы должны соответствовать Единым санитарно-эпидемиологическим и гигиеническим требованиям к товарам, подлежащим санитарно-эпидемиологическому и гигиеническому контролю (надзору)».
Пункт 5.2. Таблица 5. Графа «Значение показателя для труб из». Для показателя 1 заменить слова: «с синими продольными полосами в количестве не менее четырех» на «с синими продольными маркировочными полосами в количестве не менее трех»;
после слов «не регламентируются» дополнить словами: «Цвет защитной оболочки - синий»;
показатели 2, 3 и 4 изложить в новой редакции, показатель 5 дополнить знаком сноски «*»; дополнить показателем 7 и сноской «**»:
Наименование показателя
Значение показателя для труб из
Метод испытания
ПЭ 32
ПЭ 63
ПЭ 80
ПЭ 100
2 Относительное удлинение при разрыве, %, не менее
250
350
350
350
По ГОСТ 11262 и 8.4 настоящего стандарта
3 Изменение длины после прогрева (для труб номинальной толщиной 16 мм и менее), %, не более
3
По ГОСТ 27078 и 8.5 настоящего стандарта
4 Стойкость при постоянном внутреннем давлении при 20 °С, ч, не менее
При начальном напряжении в стенке трубы 6,5 МПа 100
При начальном напряжении в стенке трубы 8,0 МПа 100
При начальном напряжении в стенке трубы 9,0 МПа 100
При начальном напряжении в стенке трубы 12,0 МПа 100
По ГОСТ 24157 и 8.6 настоящего стандарта
7 Термостабильность при 200 °С**, мин, не менее
20
По приложению Ж
* В случае пластического разрушения до истечения 165 ч - см. таблицу 5а.
** Допускается проводить испытание при 210 °С или при 220 °С. В случае разногласий испытание проводят при температуре 200 °С.
Пункт 5.3.1. Третий абзац исключить;
дополнить абзацами и примечанием:
«Маркировка не должна приводить к возникновению трещин и других повреждений, ухудшающих прочностные характеристики трубы.
При нанесении маркировки методом печати цвет маркировки должен отличаться от основного цвета трубы. Размер шрифта и качество нанесения маркировки должны обеспечивать ее разборчивость без применения увеличительных приборов.
Примечание - Изготовитель не несет ответственности за маркировку, ставшую неразборчивой в результате следующих действий при монтаже и эксплуатации: окрашивание, снятие верхнего слоя, использование покрытия или применение моющих средств, за исключением согласованных или установленных изготовителем.
Маркировка труб с соэкструзионными слоями и труб с защитной оболочкой - в соответствии с В.2.3 и В.3.4 (приложение В)».
Пункт 5.4.1. Первый абзац. Заменить значение: «до 1 т» на «до 3 т»; дополнить словами: «По согласованию с потребителем из пакетов допускается формировать блок-пакеты массой до 5 т»;
первый и четвертый абзацы. Заменить слова: «и труднодоступных районов» на «и приравненных к ним местностей» (2 раза);
третий абзац. Заменить значение: 20 на 16.
Пункт 6.1. Первый абзац. Заменить слова: «Трубы из полиэтилена» на «Полиэтилен, из которого изготовляют трубы,»; заменить ссылку: ГОСТ 12.1.005 на ГОСТ 12.1.007.
Пункт 6.2. Второй абзац после слов «соответствовать ГОСТ 12.3.030» изложить в новой редакции: «Предельно допустимые концентрации основных продуктов термоокислительной деструкции в воздухе рабочей зоны и класс опасности приведены в таблице 6»;
таблицу 6 изложить в новой редакции:
Таблица 6
Наименование продукта
Предельно допустимая концентрация (ПДК) в воздухе рабочей зоны по ГОСТ 12.1.005*, мг/м3
Класс опасности по ГОСТ 12.1.007
Действие на организм
Формальдегид
0,5
2
Выраженное раздражающее, сенсибилизирующее
Ацетальдегид
5
3
Общее токсическое
Углерода оксид
20
4
Общее токсическое
Органические кислоты (в пересчете на уксусную кислоту)
5
3
Общее токсическое
Аэрозоль полиэтилена
10
4
Общее токсическое
* В Российской Федерации действует ГОСТ 29325,
б) как расчетное значение из нескольких (в соответствии с таблицей 7а) измерений диаметра, равномерно расположенных в выбранном поперечном сечении.
Таблица 7а - Количество измерений диаметра для данного номинального размера
Номинальный размер трубы DN/OD
Количество измерений диаметра в данном поперечном сечении
≤40
4
>40 и ≤600
6
>600 и ≤1600
8
>1600
12
Измерения проводят с погрешностью в соответствии с таблицей 7б.
Таблица 7б - Погрешность измерения диаметра
В миллиметрах
Номинальный размер трубы DN/OD
Допускаемая погрешность единичного измерения
Среднеарифметическое значение округляют до*
≤600
0,1
0,1
600 < DN ≤ 1600
0,2
0,2
>1600
1
1
* Округление среднего значения проводят в большую сторону.
В случае перечисления б), рассчитывают среднеарифметическое значение полученных измерений, округляют в соответствии с таблицей 7б и записывают результат как средний наружный диаметр dеm».
Пункт 8.3.4. Второй абзац. Заменить слова: «в таблицах 1 - 4» на «в таблицах 1, 3».
Пункт 8.3.5. Заменить слова: «определяемыми по ГОСТ 29325» на «измеряемыми».
Пункт 8.3.6. Второй абзац дополнить словами: «в процессе производства».
Пункт 8.4 изложить в новой редакции:
«8.4 Относительное удлинение при разрыве определяют по ГОСТ 11262* на образцах-лопатках, при этом толщина образца должна быть равна толщине стенки трубы. Отрезок трубы, изготовленный из пробы, отобранной по 7.2, разделяют на равное количество секторов, вырезают полосы, располагаемые приблизительно равномерно по окружности трубы, в количестве, указанном в таблице 7в.
________
* В Российской Федерации действуют ГОСТ Р 53652.1-2009 и ГОСТ Р 53652.3-2009.
Таблица 7в - Количество образцов
Номинальный наружный диаметр, dn, мм
20 ≤ dn < 75
75 ≤ dn < 280
280 ≤ dn < 450
dn ≥ 450
Количество полос для изготовления образцов
3
5
5
8
Примечание - Для труб диаметром 40 мм и менее допускается вырезать полосы из двух или трех отрезков труб.
Тип образца, метод изготовления и скорость испытания выбирают в соответствии с таблицей 8.
Таблица 8
Номинальная толщина стенки трубы е, мм
Тип образца по ГОСТ 11262
Способ изготовления
Скорость испытания, мм/мин
е ≤ 5
1
Вырубка штампом-про- сечкой или механическая обработка по ГОСТ 26277
100 ± 10
5 < е ≤12
2
Вырубка штампом-про- сечкой или механическая обработка по ГОСТ 26277
50 ± 5
е > 12
2
Механическая обработка по ГОСТ 26277
25 ±2
или е > 12
3 по рисунку 1
Механическая обработка по ГОСТ 26277
10 ± 1
Рисунок 1 - Образец типа 3
Таблица 9 - Размеры образца типа 3
Параметр
Размеры, мм
Общая длина l1, не менее
250
Начальное расстояние между центрами несущих болтов l2
165 ± 5
Длина рабочей части (параллельная часть) l3
25 ± 1
Расчетная длина l0
20 ± 1
Ширина головки b1
100 ± 3
Ширина рабочей части (параллельная часть) b2,
25 ± 1
Толщина е
Соответствует толщине стенки трубы
Радиус закругления r
25 ± 1
Диаметр отверстия d
30 ± 5
При изготовлении ось образца должна быть параллельна оси трубы и располагаться по центру полосы, при этом штамп-просечку устанавливают на внутреннюю сторону полосы.
Перед испытанием образцы кондиционируют по ГОСТ 12423 при температуре испытания (23 ± 2) °С при номинальной толщине образца, мм:
еn < 3 ………………………………………………..… в течение 1 ч ± 5 мин
3 ≤ еп < 8 ……………………………………………………… » 3 ч ± 15 мин
8 ≤ еn < 16 …………………………………………………….. » 6 ч ± 30 мин
16 ≤ еn < 32 …………………………………………………… » (10 ± 1) ч
еn ≥ 32 …………………………………………………………. » (16 ± 1) ч.
Примечание - При достижении относительного удлинения 500 % испытание может быть прекращено до наступления разрыва образца.
За результат испытания принимают минимальное значение относительного удлинения при разрыве, вычисленное до третьей значащей цифры».
Пункт 8.5 дополнить словами: «на трубах номинальной толщиной стенки 16 мм и менее. При этом образцы перед испытанием кондиционируют в стандартной атмосфере 23 по ГОСТ 12423 при номинальной толщине испытуемой трубы, мм:
еn < 3 ………………………………………………….. в течение 1 ч
3 ≤ еп < 8 ……………………………………………………… » ≥3 ч
8 ≤ еn < 16 …………………………………………………….. » ≥6 ч».
Пункт 8.6. Заменить слова: «на трех пробах» на «на пробах»; исключить слова: «Расчет испытательного давления проводят с точностью 0,01 МПа»; дополнить словами: «Среда испытания - «вода в воде».
Пункт 9.1. Последний абзац. Заменить слова: «и труднодоступные районы» на «и приравненные к ним местности».
Пункт 9.2. Первый абзац изложить в новой редакции:
«Трубы хранят по ГОСТ 15150, раздел 10 в условиях 5 ( ОЖ4) или 8 (ОЖ3). При этом трубы, изготовленные из несажевых композиций полиэтилена, хранят в условиях 8 (ОЖ3) в течение не более 12 мес, по истечению указанного срока они должны быть испытаны по показателям 2, 5, 7 таблицы 5».
Пункт 10.2. Исключить слово: «хранения».
Приложение А. Пункт А. 1. Исключить слово: «нормативных».
Приложение Б. Таблицу Б.2 изложить в новой редакции:
Таблица Б.2 - Расчетная масса 1 м труб из композиций полиэтилена ПЭ 63, ПЭ 80, ПЭ 100
Номинальный размер DN/OD
Расчетная масса 1 м труб, кг
SDR 41
SDR 33
SDR 26
SDR 21
SDR 17,6
SDR 17
SDR 13,6
SDR 11
SDR 9
SDR 7,4
SDR 6
10
-
-
-
-
-
-
-
-
-
-
0,051
12
-
-
-
-
-
-
-
-
-
-
0,064
16
-
-
-
-
-
-
-
-
0,090
0,102
0,115
20
-
-
-
-
-
-
-
0,116
0,132
0,162
0,180
25
-
-
-
-
-
-
0,148
0,169
0,198
0,240
0,277
32
-
-
-
-
-
0,193
0,229
0,277
0,325
0,385
0,453
40
-
-
-
0,244
0,281
0,292
0,353
0,427
0,507
0,600
0,701
50
-
-
0,308
0,369
0,436
0,449
0,545
0,663
0,786
0,935
1,47
63
-
0,392
0,488
0,573
0,682
0,715
0,869
1,05
1,25
1,47
1,73
75
0,469
0,543
0,668
0,821
0,97
1,01
1,23
1,46
1,76
2,09
2,45
90
0,630
0,782
0,969
1,18
1,40
1,45
1,76
2,12
2,54
3,00
3,52
110
0,930
1,16
1,42
1,77
2,07
2,16
2,61
3,14
3,78
4,49
5,25
125
1,22
1,50
1,83
2,26
2,66
2,75
3,37
4,08
4,87
5,78
6,77
140
1,53
1,87
2,31
2,83
3,35
3,46
4,22
5,08
6,12
7,27
8,49
160
1,98
2,41
3,03
3,71
4,35
4,51
5,50
6,67
7,97
9,46
11,1
180
2,47
3,05
3,78
4,66
5,47
5,71
6,98
8,43
10,1
12,0
14,0
200
3,03
3,82
4,68
5,77
6,78
7,04
8,56
10,4
12,5
14,8
17,3
225
3,84
4,76
5,88
7,29
8,55
8,94
10,9
13,2
15,8
18,7
21,9
250
4,81
5,90
7,29
8,92
10,6
11,0
13,4
16,2
19,4
23,1
27,0
280
5,96
7,38
9,09
11,3
13,2
13,8
16,8
20,3
24,4
28,9
33,9
315
7,49
9,35
11,6
14,2
16,7
17,4
21,3
25,7
30,8
36,6
42,8
355
9,53
11,8
14,6
18,0
21,2
22,2
27,0
32,6
39,2
46,4
54,4
400
12,1
15,1
18,6
22,9
26,9
28,0
34,2
41,4
49,7
59,0
69,0
450
15,2
19,0
23,5
29,0
34,0
35,5
43,3
52,4
62,9
74,6
-
500
19,0
23,4
29,0
35,8
42,0
43,9
53,5
64,7
77,5
92,1
-
560
23,6
29,4
36,3
44,8
52,6
55,0
67,1
81,0
97,3
116
-
630
29,9
37,1
46,0
56,5
66,6
69,6
84,8
103
123
146
-
710
38,1
47,3
58,5
72,1
84,7
88,4
108
131
157
186
-
800
48,3
59,9
74,1
91,4
108
112
137
166
199
236
-
900
60,9
75,9
93,8
116
136
142
173
210
252
-
-
1000
75,4
93,5
116
143
168
175
214
259
311
-
-
1200
108
134
167
206
242
252
308
373
-
-
-
1400
148
183
227
280
-
343
419
-
-
-
-
1600
193
239
296
365
-
448
547
-
-
-
-
1800
243
303
375
462
-
567
-
-
-
-
-
2000
300
374
462
571
-
700
-
-
-
-
-
Примечание после таблицы Б.2. Заменить слова: «плотности полиэтилена» на «плотности композиции полиэтилена», «полиэтилена плотностью» на «композиции полиэтилена плотностью».
Приложение В изложить в новой редакции:
Источник: 2:
Англо-русский словарь нормативно-технической терминологии > SDR 9
-
70 barrel
['bærəl]1) Общая лексика: барабанная полость (уха), бочка, бочонок, брюхо (лошади, коровы), деньги для финансирования кампании, затаривать в бочки, наливать в бочку, разливать в бочонки, разливать по бочкам, разливать по бочонкам, разлить по бочонкам, ствол (оружия), хранить на складе, цилиндр, баррель (мера жидких, сыпучих и некоторых твёрдых материалов), дуло, пружина2) Геология: тубус (микроскопа)3) Биология: туловище (лошади, коровы), полая часть (стержня пера)4) Морской термин: баллер шпиля, ствол орудия5) Медицина: бочкообразный (о грудной клетке), цилиндр (шприца)6) Разговорное выражение: двигаться очень быстро7) Американизм: деньги для финансирования политической кампании8) Военный термин: стволик, орудийный ствол9) Техника: барабан, баррелы, блок цилиндров; втулка, вал, галтовочный барабан, гильза, деталь цилиндрической формы, загружать в барабан, наливать в бочки, обечайка, обрабатывать в галтовочном барабане, полая часты, полый вал, рабочий цилиндр, тело трубы, труба торпедного аппарата, укладывать в бочки, цилиндрическая оболочка (покрытие здания), цилиндрическая часть, стакан (деталь машины или механизма), баррель (единица измерения объёма), бочкообразное искажение (на экране ЭЛТ), стебель10) Сельское хозяйство: грудная клетка, труба водопропускного сооружения, баррель (единица объёма для сыпучих веществ: англ. 140,6-190,9 л; амер. 116,3 л; для жидких - англ. 163,6 л; амер. 119л)11) Химия: барель12) Строительство: сифонный водовод, стакан пробоотборника, труба сифона, лоток для воды (в дорожной трубе), баррель (нефти и т. п.), баррель цемента (равен четырём мешкам), коньковая черепица, лоток водопропускного сооружения, цилиндрический свод13) Железнодорожный термин: цистерна, цилиндрическая часть (котла), полный цикл транспозиций (на линии электропередачи), свод (тоннеля), котёл (цистерны)14) Экономика: разливать в бочки, укладывать в бочку, баррель (мера жидких, сыпучих тел)15) Автомобильный термин: втулка, катушка, очищать во вращающемся барабане, часть блока двигателя (в котором расположены цилиндры), барабан (мера ёмкости: англ.=163,65 л; амер.=119 л; нефтяной= 159 л), баррель (мера ёмкости: англ.=163,65 л; амер.=119 л; нефтяной= 159 л), бочка (мера ёмкости: англ.=163,65 л; амер.=119 л; нефтяной= 159 л), цилиндр (мера ёмкости: англ.=163,65 л; амер.=119 л; нефтяной= 159 л), баррель (мера жидкости, равная 141, 8 л)16) Горное дело: баррел (мера жидкости: англ. = 163,65 л; амер. = 119 л, для нефти = 159 л; мера веса = около 89 кг), баррел, сосуд для водоотлива17) Дипломатический термин: баррель (мера жидких, сыпучих и некоторых твёрдых материалов: мыла, солонины и т.п.), ствол (огнестрельного оружия), "кубышка" (средства на ведение политической кампании)18) Лесоводство: шкив лебёдки19) Металлургия: очищать в галтовочном барабане, бочка (прокатного валка)20) Музыка: шарманка21) Текстиль: барабанчик, ствол сновала ного валика, ствол навоя22) Электроника: бочкообразное искажение, оправа, сердечник катушки23) Сленг: ехать на большой скорости24) Вычислительная техника: корпус25) Нефть: барабан лебёдки, баррели, баррель (0, 159 м3), втулка (насоса), камера (гидравлического домкрата, механизма гидравлической подачи), керноприёмник, колонковая труба, характеристика продуктивности нефтяного месторождения в баррелях суточной добычи, баррель (0,159 м3), барабанный26) Космонавтика: камера сгорания, ракетный двигатель27) Машиностроение: нефтяной баррель (159 л.)28) Силикатное производство: цилиндр (тело бутылки)30) Глоссарий компании Сахалин Энерджи: see bbl31) Нефтегазовая техника втулка насоса32) Нефтепромысловый: вставлять втулку в подшипник (насоса)33) Ракетная техника: пусковой контейнер34) Солнечная энергия: баррель 1 баррель = =36) Автоматика: бобина, вал-червяк, вал-шестерня, нониус микрометра, пиноль, стебель микрометра, цилиндрическая деталь, шейка вала, бочкообразность (при измерениях цилиндрических деталей)37) Пластмассы: цилиндр экструдера38) Оружейное производство: валик, труба (миномёта)39) Кабельные производство: баррель (ед. изм.), живот барабана, катушки40) Медицинская техника: цилиндр шприца41) Макаров: бур, корпус авторучки, лоток водопроводного сооружения, труба водопроводного сооружения, туловище, футляр, цикл транспозиции фаз воздушной линии, бочка (ёмкость), корпус (авторучки, механического карандаша), баррель (единица объёма для сыпучих веществ: англ. 140,6-190,9 л; амер. 116,3 л; для жидких - англ. 163,6 л; амер. 119 л), барабанчик (механизма принудительной подачи нити на трикотажной машине), полный цикл транспозиции (на ВЛ), цилиндр (скважинного насоса), полая часть (стержня пера птиц), бочка (шестерённых валков)42) Табуированная лексика: нестись43) Электрохимия: барабан (для гальванопокрытий), баррель (мера жидкости: англ. = 163,5 л, ам. = 119 л; для нефти = 159 л; мера веса = около 89 кг)44) Нефть и газ: баррелей45) Подводное плавание: полость среднего уха46) Газовые турбины: баррель (мера жидкости)47) Фразеологизм: ёмкость для отходов (A waste receptacle), ребра или живот лошади или пони (The ribs and belly of a horse or pony.) -
71 testing machine
1) маш. машина для испытания механических свойств материалов2) машина для испытания (материалов, деталей) -
72 bill of materials
ведомость основных материалов
Список всех сборочных узлов, промежуточных продуктов, деталей и сырья, которые включаются в итоговый узел при сборке (производстве).
В таком списке должно быть указано количество материала каждого типа, необходимое для сборки узла. Используется для определения перечня товаров и изделий, на основе которого формируются заявки на закупку и производственные заказы.
Существует ряд разновидностей ВОМ, включая одноуровневый ВОМ, модульный ВОМ, инженерный (конструкторский) ВОМ, матричный ВОМ, калькуляционный ВОМ. Если собрать всю иерархию ВОМ, используемых при производстве одного готового изделия, то получится картина, обычно изображаемая в виде «дерева входимости» или «многоуровневого ВОМ».
Принципиальной проблемой, решаемой в ходе «разузлования», является переход от этого древовидного списка к линейному списку потребности, точнее, к матрице «потребность/сроки/источники».
[ http://www.lexikon.ru/dict/uprav/index.html]Тематики
EN
Англо-русский словарь нормативно-технической терминологии > bill of materials
-
73 BOM
ведомость основных материалов
Список всех сборочных узлов, промежуточных продуктов, деталей и сырья, которые включаются в итоговый узел при сборке (производстве).
В таком списке должно быть указано количество материала каждого типа, необходимое для сборки узла. Используется для определения перечня товаров и изделий, на основе которого формируются заявки на закупку и производственные заказы.
Существует ряд разновидностей ВОМ, включая одноуровневый ВОМ, модульный ВОМ, инженерный (конструкторский) ВОМ, матричный ВОМ, калькуляционный ВОМ. Если собрать всю иерархию ВОМ, используемых при производстве одного готового изделия, то получится картина, обычно изображаемая в виде «дерева входимости» или «многоуровневого ВОМ».
Принципиальной проблемой, решаемой в ходе «разузлования», является переход от этого древовидного списка к линейному списку потребности, точнее, к матрице «потребность/сроки/источники».
[ http://www.lexikon.ru/dict/uprav/index.html]Тематики
EN
начало сообщения
Индикатор, содержащий первую ячейку сегментированного пакета ATM.
[ http://www.lexikon.ru/dict/net/index.html]Тематики
EN
Англо-русский словарь нормативно-технической терминологии > BOM
-
74 flowmeter
гидрологический расходомер
Гидротехническое сооружение для измерения расходов воды в открытых водных потоках по устойчивой однозначной зависимости расхода воды от напора над сооружением.
[ ГОСТ 19179-73]Тематики
Обобщающие термины
EN
расходомер
Прибор для измерения расхода газов, жидкостей и сыпучих материалов
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]Тематики
EN
DE
FR
расходомер
Устройство, которое показывает объемный расход определенного газа или газовой смеси
[ ГОСТ Р 52423-2005]Тематики
- ингаляц. анестезия, искусств. вентиляц. легких
EN
DE
FR
расходомер жидкости (газа)
расходомер
Ндп. измеритель расхода жидкости (газа)
Измерительный прибор или совокупность приборов, предназначенных для измерения расхода жидкости (газа).
[ ГОСТ 15528-86]Расходомеры, служат для измерения объема (объемный расход) или массы (массовый расход) жидкостей, газов и паров, проходящих через заданное сечение трубопровода в единицу времени. Иногда расходомеры снабжают интеграторами, или счетчиками - устройствами для суммирования измеряемых объемов или масс контролируемых сред в течение заданного промежутка времени. Расходомеры разных типов рассчитаны на измерения в определенной области расходов (рис. 1).
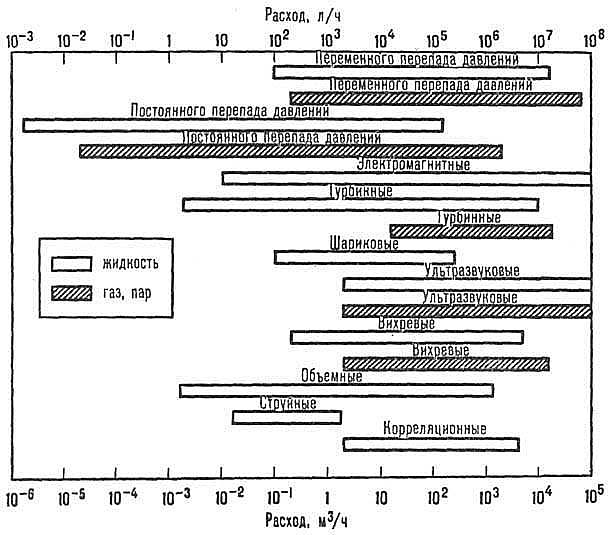
Рис. 1. Диапазоны измерений расходов жидкостей, газов и паров разными расходомерами.
Основные показатели, обусловливающие выбор расходомера: значение расхода; тип контролируемой среды, ее температура, давление, вязкость, плотность, электрическая проводимость, рН; перепад давлений на первичном измерительном преобразователе (датчике); диаметр трубопровода; диапазон (отношение максимального расхода к минимальному) и погрешность измерений. В зависимости от физ.-химических свойств измеряемой и окружающей сред в расходомеры используются различные методы измерений.
В данной статье рассматриваются наиболее важные типы расходомеры и счетчиков, применяемых в химических лабораториях, химических и смежных отраслях промышленности для высокоточных контроля и учета химических веществ при их производстве, выдаче и потреблении, а также в системах автоматизированного управления технологическими процессами.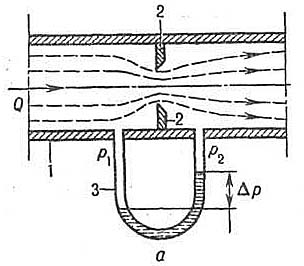
Расходомеры переменного перепада давлений (рис. 2, а). Действие их основано на зависимости перепада давлений на гидравлическом сопротивлении (диафрагмы, сопла и трубы Вентури, сопла Лаваля и др.), расположенном в потоке контролируемой среды, от ее расхода Q. Измерения разности давлений Dp = p1 - p2 осуществляются на прямолинейном участке трубопровода (длиной до 10 и не менее 5 диаметров соответственно до и после гидравлического сопротивления). Расходомеры данного типа особенно распространены благодаря следующим достоинствам: простоте конструкции и возможности измерений в широком диапазоне значений расхода и диаметров трубопроводов (от десятков до 3000 мм и более); возможности применения для различных по составу и агрессивности жидкостей и газов при температурах до 350-400 °С и давлениях до 100 МПа; возможности расчетным путем определять расход без натурной градуировки расходомеры в случае трубопроводов диаметрами 50-1000 мм. Недостатки: небольшой диапазон измерений из-за квадратичной зависимости между расходом и перепадом давлений (3:1); значительные потери давления на гидравлическом сопротивлении и связанные с этим дополнительные затраты энергии. Погрешность 1,5-2,5% от макс. расхода.

Расходомеры постоянного перепада давлений, или ротаметры ( рис. 2, б). В этих приборах измеряется прямо пропорциональная расходу величина перемещения поплавка h внутри конической трубки под воздействием движущегося снизу вверх потока контролируемой среды. Последний поднимает поплавок до тех пор, пока подъемная сила, возникающая благодаря наличию на нем перепада давлений, не уравновесится весом поплавка. Трубки ротаметров могут быть стеклянными (рассчитаны на давление до 2,5 МПа) и металлическими (до 70 МПа). Поплавки в зависимости от свойств жидкости или газа изготовляют из различных металлов либо пластмасс. Приборы работоспособны при температурах от — 80 до 400 °С, предпочтительны для трубопроводов диаметром до 150 мм, имеют равномерные шкалы, градуированные в единицах объемного расхода. Достоинства: возможность измерений расхода жидкостей и газов от весьма малых значений (0,002 л/ч по воде, 0,03 л/ч по воздуху) до высоких (150-200 и до 3000 м3/ч); широкий диапазон измерений (10:1); малые потери давления (до 0,015 МПа). Погрешность 0,5-2,5% от макс. расхода.
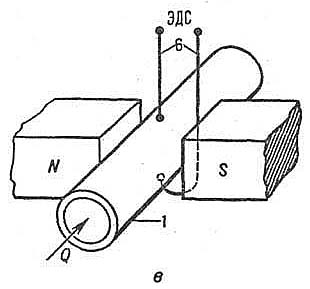
Электромагнитные расходомеры (рис. 2, в). Действие их основано на прямо пропорциональной зависимости расхода от эдс, индуцированной в потоке электропроводной жидкости (минимальная удельная электрическая проводимость 10-3-10-4 См/м), движущейся во внеш. магнитное поле, которое направлено перпендикулярно оси трубопровода. Эдс определяется с помощью двух электродов, вводимых в измеряемую среду диаметрально противоположно через электроизоляционное покрытие внутри поверхности трубопровода. Материалы покрытий - резины, фторопласты, эпоксидные компаунды, керамика и другие. Приборы позволяют измерять расход различных пульп, сиропов, агрессивных и радиоактивных жидкостей и т. д. при давлениях обычно до 2,5 МПа (иногда до 20 МПа); диаметр трубопроводов, как правило, 2-3000 мм. Во избежание поляризации электродов измерения проводят в переменном магнитном поле. Допустимые температуры контролируемой среды определяются термостойкостью электроизоляционных покрытий и могут достигать, как правило, 230 °С. При измерении расхода жидких металлов (например, Na, К и их эвтектик) указанные температуры обусловлены термостойкостью используемых конструкционных материалов, в первую очередь магнитов, создающих постоянное магнитное поле (исключает возникновение в металлах вихревых токов) и составляют 400-500 °С; в данном случае трубопроводы не имеют внутренней изоляции, а. электроды привариваются непосредственно к их наружным поверхностям. Достоинства: высокое быстродействие; широкий диапазон измерений (100:1); отсутствие потерь давления (приборы не имеют элементов, выступающих внутрь трубопровода); показания приборов не зависят от вязкости и плотности жидкостей. Погрешность 0,5-1,0% от измеряемой величины.
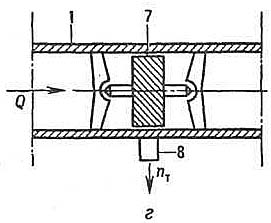
Тахометрические расходомеры В турбинных расходомерах (рис. 2, г) используется зависимость измеряемой тахометром частоты вращения турбинки, приводимой в движение потоком среды (нефтепродукты, растворы кислот и щелочей, нейтральные или агрессивные газы) от ее расхода. Турбинки могут размещаться аксиально либо тангенциально по отношению к направлению движения потока. Диаметр трубопроводов 4-4000 мм; вязкость среды 0,8-750 мм2/с; температура от -240 до 550 °С, давление до 70 МПа; диапазон измерений до 100:1; потери давления 0,05 МПа. Погрешность 0,5-1,5% от макс. расхода.
В шариковых расходомерах контролируемая жидкая среда закручивается с помощью неподвижного винтового направляющего аппарата и увлекает за собой металлический шарик, заставляя его вращаться внутри трубопровода (перемещению вдоль оси препятствуют ограничит. кольца). Мера расхода - частота вращения шарика, измеряемая, например, тахометром. Диаметр трубопроводов 5-150 мм; температура среды от -30 до 250 °С, давление до 6,4 МПа; диапазон измерений 10:1; потери давления до 0,05 МПа. В этих приборах в отличие от турбинных отсутствуют опорные подшипники, что позволяет измерять расход жидкостей с механическими включениями и увеличивает ресурс работы. Погрешность не более 1,5% от максимального расхода.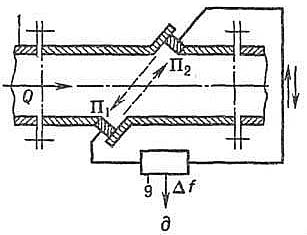
Ультразвуковые расходомеры (рис. 2, д). В основу их работы положено использование разницы во времени прохождения ультразвуковых колебаний (более 20 кГц) в направлении потока контролируемой среды и против него. Электронное устройство формирует электрический импульс, поступающий на пьезоэлемент П1, который излучает электромеханические колебания в движущуюся среду. Эти колебания воспринимаются через некоторое время пьезоэлементом П2, преобразуются им в электрический импульс, попадающий в электронное устройство и снова направляемый им на пьезоэлемент П1 и т.д. Контур П1-П2 характеризуется частотой f1 повторений импульсов, прямо пропорциональной расстоянию между пьезоэлементами и обратно пропорциональной разности между скоростью распространения звука в контролируемой среде и скоростью самой среды. Аналогично электронное устройство подает импульсы в обратном направлении, то есть от пьезоэлемента П2 к пьезоэлементу П1. Контур П2-П1 характеризуется частотой f2 повторений импульсов, прямо пропорциональной расстоянию между пьезоэлементами и обратно пропорциональной сумме скоростей распространения звука в среде и самой среды. Далее электронное устройство определяет разность Df указанных частот, которая пропорциональна скорости (расходу) среды.
Эти приборы не вызывают потерь давления, обладают высоким быстродействием и обеспечивают измерение пульсирующих расходов (частота 5-10 кГц) любых не содержащих газовых включений жидкостей (в т. ч. вязких и агрессивных), а также газов и паров. Диаметр трубопроводов 10-3000 мм и более; температура среды от —40 до 200°С (реже-от —250 до 250 °C), давление до 4 МПа; диапазон измерений 100:1. Погрешность 1,0-2,5% от макс. расхода.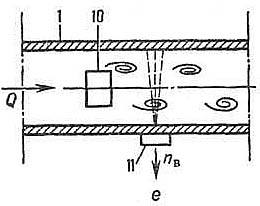
Вихревые расходомеры (рис. 2, е). Действие их основано на зависимости между расходом и частотой возникновения вихрей за твердым телом (например, металлическим прямоугольным стержнем), которое расположено в потоке жидкости или газа. Образованию вихрей способствует поочередное изменение давления па гранях этого тела. Диапазон частот образования вихрей определяется размером и конфигурацией тела и диаметром трубопроводов (25-300 мм). Температура среды обычно от - 50 до 400 °С, реже от -270 до 450 °С; давление до 4 МПа, иногда до -6,3 МПа; диапазон измерений: для жидкостей 12:1, для газов 40:1. Градуировка приборов не зависит от плотности и вязкости контролируемой среды, а также от ее температуры и давления. Погрешность 0,5-1,0% от измеряемой величины при числах Рейнольдса Re > 30000; при Re < 10000 определение расхода практически невозможно из-за отсутствия вихрей.
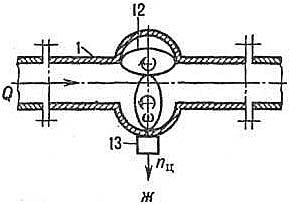
Объемные расходомеры (рис. 2,ж). В качестве измерителей объема служат счетчики с цилиндрическими или овальными шестернями, поршневые, с плавающей шайбой, лопастные, винтовые и другие. Они снабжены устройствами выдачи сигналов, пропорциональных объемному расходу вещества. Эти приборы пропускают определенный объем жидкости за один цикл хода чувствительного элемента. Мера расхода - число таких циклов. Диаметр трубопроводов 15-300 мм; температура среды до 150°С, давление до 10 МПа; диапазон измерений до 20:1. Основное достоинство - стабильность показаний. Недостатки: необходимость установки фильтров, задерживающих твердые частицы (чувствительный элемент при их проникновении может выйти из строя); износ движущихся деталей, приводящий к увеличению погрешности показаний, которая обычно составляет 0,5-1,0 от измеряемой величины.

Струйные расходомеры (рис. 2,з). В них используется принцип действия генератора автоколебаний. В приборе часть струи потока жидкости или газа ответвляется и через так называемый канал обратной связи а поступает на вход устройства, создавая поперечное давление на струю. Последняя перебрасывается к противоположной стенке трубопровода, где от нее снова ответвляется часть потока, подаваемая через канал б на вход прибора; в результате струя переходит в первоначальное положение и т. д. Такой переброс происходит с частотой, пропорциональной расходу контролируемой среды, и сопровождается изменением давления в каналах а и б, что позволяет датчику давления воспринимать автоколебания. Диаметр трубопроводов 2-25 мм; температура среды от —263 до 500 °С, давление до 4 МПа; диапазон измерений 10:1. Основное достоинство - отсутствие подвижных элементов. Погрешность-1,5% от макс. расхода.
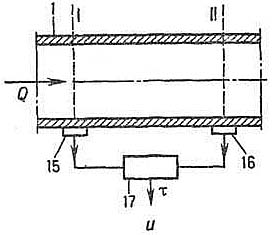
Корреляционные расходомеры (рис. 2, и). В этих приборах с помощью сложных ультразвуковых и иных устройств осуществляется запоминание в заданном сечении трубопровода (I) характерного "образа" потока контролируемой среды и его последнее распознавание в другом сечении (II), расположенном на определенном расстоянии от первого. Мера расхода - время прохождения "образом" потока участка трубопровода между сечениями. Диаметр трубопроводов 15-900 мм; температура среды до 100-150°С, давление до 20 МПа; диапазон измерений 10:1. Достоинства: независимость показаний от изменений плотности, вязкости, электропроводности и других параметров жидкости; отсутствие потерь давления. Погрешность 1 % от измеряемой величины.
[ http://www.chemport.ru/data/chemipedia/article_3233.html]
Недопустимые, нерекомендуемые
Тематики
Синонимы
EN
DE
FR
14. Расходомер жидкости (газа)
Расходомер
Ндп. Измеритель расхода жидкости (газа)
D. Durchflußmeßgerät
E. Flowmeter
F. Débitmètre
Измерительный прибор или совокупность приборов, предназначенных для измерения расхода жидкости (газа)
Источник: ГОСТ 15528-86: Средства измерений расхода, объема или массы протекающих жидкости и газа. Термины и определения оригинал документа
Англо-русский словарь нормативно-технической терминологии > flowmeter
-
75 junction box
- распределительная коробка
- ответвительная коробка
- коллектор (водотрубного котла)
- кабельная муфта
- головка (водотрубного котла)
головка (водотрубного котла)
—
[А.С.Гольдберг. Англо-русский энергетический словарь. 2006 г.]Тематики
EN
муфта кабельная
Трубчатое устройство для соединения концов кабелей или их ответвления, обеспечивающее прочность соединения, герметичность и защиту от коррозии
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]
кабельная муфта
Устройство, предназначенное для соединения кабелей в кабельную линию и для их подключения к электрическим установкам и воздушным линиям электропередачи.
Муфты представляют собой комплект деталей и материалов, обеспечивающий восстановление электрической, конструктивной и механической целостности кабеля. Состав комплекта определяется рабочим напряжением, количеством жил, типом изоляции и конструктивными особенностями кабеля.
(соединительная) кабельная муфта
—
[Я.Н.Лугинский, М.С.Фези-Жилинская, Ю.С.Кабиров. Англо-русский словарь по электротехнике и электроэнергетике, Москва]
соединительная кабельная муфта
—
[А.С.Гольдберг. Англо-русский энергетический словарь. 2006 г.]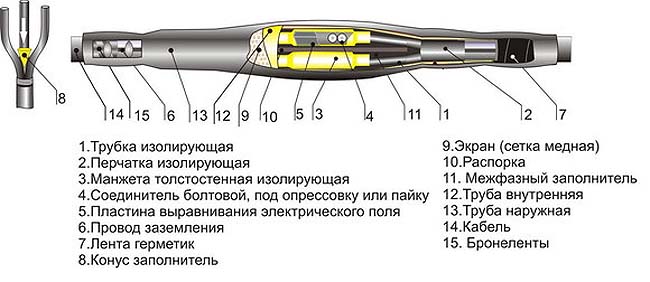
Тематики
EN
- cable box
- cable connecting box
- cable coupling box
- cable coupling sleeve
- cable gland assembly
- cable joint
- cable sleeve
- cable terminal
- connector
- joint box
- junction box
DE
FR
коллектор (водотрубного котла)
—
[ http://slovarionline.ru/anglo_russkiy_slovar_neftegazovoy_promyishlennosti/]Тематики
EN
ответвительная коробка
-
[IEV number 442-08-04]EN
tapping box
closed or protected connecting device allowing making of one or several taps from one or several main conductors
[IEV number 442-08-04]FR
boîte de dérivation
dispositif de connexion fermé ou protégé servant à assurer une ou plusieurs dérivations sur un ou plusieurs conducteurs principaux
[IEV number 442-08-04]Ответвительные коробки используются для протяжки, соединения и ответвления проводов.
[Интент]
Рис. Schneider Electric
Рис. Schneider Electric
Металлические ответвительные коробки в местах ввода в них проводов должны иметь втулки из изолирующих материалов.
Тематики
Обобщающие термины
Синонимы
EN
DE
FR
распределительная коробка
-
[Интент]Тематики
EN
Англо-русский словарь нормативно-технической терминологии > junction box
-
76 graphite
графит
Природный или техногенный материал, состоящий из углерода кристаллического слоистого строения.
[ ГОСТ Р 52918-2008]Тематики
EN
графит
1. Минерал, гексагон. кристаллич. модификация чистого углерода, наиб, устойчивая в земной коре. Кристаллич. решетка г. — слоистого типа, в слоях атомы С расположены в узлах гексаген. ячеек слоя. Каждый атом С окружен тремя соседними на расстоянии 0,14 нм. Слои параллельны на расстоянии 0,355 нм. Связь м-ду атомами С в слое прочная, ковалентного типа; между слоями - слабая, остат.-металлич. типа. Особенности структуры г. и разные типы связей обусловливают анизотропию физ. и механ. св-в. у = 2,23 г/см3. Твердость по минералог. шкале равна 1, в слое > 5,5, tm = (3850 ± ± 50 °С), хорошие электропроводность, Р.ФИСТ = 0.42- 10"* Ом-м), кислотоупорность и сопротивл. окислению, малое сечение захвата тепловых нейтронов, легко обрабатывается.
Различают месторожд. кристаллич. г., связ. с магматич. горными породами или кристаллич. сланцами, и месторожд. скрытнокрис-таллич. г., образовавш. при метаморфизме углей. Наряду с природным г. к кристаллич. разновидности принадлежат также искусств, (домен, и карбидный г.). Домен, г. выделяется при медл. охлажд. больших масс чугуна, карбидный - при термич. разлож. карбидов. К скрытнокристаллич. разновидности относится г., получ. в электрич. печах при нагрев, углей до > 2200 °С.
Г. применяют во многих областях соврем, промышл.: для изготовления огнеупорных материалов и изделий, литейных форм, плавильных тиглей и т.п. Искусств. кусковой г. применяют как эрозионностойкое покрытие сопел ракетных двигателей, камер сгорания, носовых конусов и для нек-рых деталей ракет. Вследствие высокой электропроводности его широко используют для электротехнич. изделий и материалов (электродов, щелочных аккумуляторов, скользящих контактов, проводящих покрытий и пр.). Благодаря хим. стойкости, г. широко применяют как конструкц. материал в хим. машиностроении и др. областях. Малый коэфф. трения позволяет использовать г. для изготовл. смазочных антифрикц. изделий. Блоки из очень чистого искусств, г. используют в яд. технике как замедлители нейтронов.
2. Составл. структуры чугуна или стали, формир. при кристаллизации или термич. обработке (см. Графитизирующий отжиг) имеет ту же гексаген. кристаллич. решетку слоистого типа, что и природный г. В завис-ти от формы включений различают: пластинчатый (ПГ), вермикулярный — червеобразный (ВГ), хлопьевидный (ХГ) и шаровидный г. (ШГ). Эти формы свобод. г. определяют основные типы чугунов: серый чугун (СЧ), чугун с вермикулярным г. (ЧВГ), ковкий чугун (КЧ), высокопрочный чугун с шаровидным графитом (ВЧШ Г).
[ http://metaltrade.ru/abc/a.htm]Тематики
EN
Англо-русский словарь нормативно-технической терминологии > graphite
-
77 batch
- шихта (в огнеупорах)
- система рецептурного управления технологическим процессом
- серия
- периодического действия
- партия
- замес
- загрузка сырья
загрузка сырья
—
[ http://slovarionline.ru/anglo_russkiy_slovar_neftegazovoy_promyishlennosti/]Тематики
EN
замес
Объём бетонной смеси, получаемый из барабана бетоносмесителя за один цикл перемешивания
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]Тематики
EN
DE
FR
периодического действия
—
[ http://slovarionline.ru/anglo_russkiy_slovar_neftegazovoy_promyishlennosti/]Тематики
EN
система рецептурного управления технологическим процессом
-
[Интент]Вообще, batch-процесс – это вид технологического процесса, который иногда противопоставляют непрерывному процессу. Иногда batch-процессы называют рецептурными процессами (или просто рецептами); эту терминологию мы и будем в дальнейшем использовать. Слово “batch” еще можно перевести как “партия продукции”, и это тоже относится к затрагиваемой теме, так как в результате рецептурного процесса производится партия продукции. Ладно, хватит путаницы – теперь по делу.
Раньше мы рассматривали технологические процессы, которые идут непрерывно в течение 24 часов в день, 7 дней в неделю, 365 дней в году. Хотя, на самом деле, раз в году делают плановый останов на несколько дней для выполнения ремонтных и других работ, но это происходит строго в соответствии с планом, и этому предшествуют значительные подготовительные работы. В другое же время остановка производства – это “чрезвычайное” происшествие. При этом отдельно взятая технологическая установка принимает участие в производстве одного вида продукции, а сам процесс идет по фиксированной технологической цепочке с неизменными настройками (уставками). Короче, все скучно, однообразно и весьма предсказуемо.
А теперь представим гипотетический пищевой цех по производству сока. При этом цех может производить несколько видов сока: яблочный, вишневый и апельсиновый, т.е. 3 вида продукции. Пусть сок производится из концентрированного сока в специальной емкости с мешалкой, где он тщательно смешивается с водой, а потом пастеризуется и идет на розлив (пакетирование).
Имеет ли смысл ставить для производства этих трех видов сока три производственные линии (по одной линии на каждый вид сока)? Было бы круто, но чрезвычайно дорого. Выход – использовать одну и ту же линию для выпуска разных видов продукции. При этом понятно, что и технологические параметры для производства различных соков будут заметно друг от друга отличаться. Например, вишневый концентрат нужно смешивать с водой гораздо дольше, чем яблочный, но пастеризовать его надо при меньшей температуре (я на самом деле этого не знаю - чисто предположение:)
Набор технологических параметров для производства определенного вида продукции называется рецептом (recipe). В нашем примере для сока это может быть: соотношение вода/концентрат, длительность и температура смешивания; температура пастеризации + другие параметры. В общем случае, рецепт также может содержать последовательность технологических операций, которые для различных видов продукции могут быть, строго говоря, разными. Хотя на практике, как правило, рецепт не подразумевает различающиеся технологические операции, а содержит всего лишь массив технологических уставок для того или иного продукта.
Рис. 1. Иллюстрация рецептурного управления на примере производства различных видов сока
Это все напоминает процесс приготовления еды на кухне, где мы оттачиваем рецепты разных блюд, но при этом используем одни и те же орудия (кастрюли, ножи, разделочные доски, плиту и т.д.)
Теперь попробуем дать характеристику batch-процессу:
1. На выходе несколько видов продукции.
2. При производстве разных видов продукции задействуется одно и то же технологическое оборудование.
3. Имеется множество рецептов.
4. Производство по “партиям”, которое может быть относительно легко и без последствий остановлено после завершения партии, а потом возобновлено.
Автоматизированное управление batch-процессом называется рецептурным управлением (batch control, или recipe control). Этот вид управления несколько специфичен, и требует от системы управления некоторой смекалки. Конечно, можно использовать для задач рецептурного управления обычные программные блоки, подходящие для управления непрерывным процессом, НО на практике это приводит к огромным трудностям (=головной боли) при попытке все это реализовать, используя стандартные подходы программирования. Поэтому многие производители АСУ ТП разработали специализированные batch-модули, которые адаптированы именно под рецептурные процессы. Эти модули могут выполняться на уровне ПЛК или на выделенном сервере batch. Иногда эти сервера, к тому же, резервируются. Также batch-модули дополняются специализированной средой разработки batch-программ, что сильно облегчает жизнь инженера.
На рисунке ниже в качестве примера приведена конфигурация верхнего уровня АСУ ТП SIMATIC PCS 7, оснащенной выделенным сервером batch.
Рис. 2. Структурная схема АСУ ТП с выделенным сервером batch
Перечислим основные обязанности системы batch-управления:
1. Ну, собственно, самая главная задача – хранение/загрузка рецептов и их выполнение в режиме реального времени ( batch process management).
2. Отслеживание, не занята ли технологическая установка выполнением другого рецепта. Если занята, то выделяется другая аналогичная установка для выполнения данного рецепта ( process unit allocation).
3. Формирование отчетов об изготовление партии продукции в задаваемой пользователем форме. Причем, требуются отчеты с возможностью отслеживания истории (ретроспективы) “прогона” партии по технологической цепочке ( reporting and batch tracking).
4. Расчет различных показателей эффективности производства, как, например: удельного времени простоя (в %), производительности (в л/c) технологической установки или полного времени изготовления партии продукции (в мин).
5. Планирование изготовления партий, что фактически подразумевает составление производственного расписания. Ну, это на самом деле ни одна система в полном объеме пока не реализует ( batch planning).
И еще несколько слов.
Как правило, пакет batch состоит из двух частей – операторской (клиентской) и исполняемой. Клиентская часть устанавливается на АРМы и всего лишь обеспечивает удобный операторский интерфейс. Клиентская часть, как правило, органично вписывается в общую операторскую среду, и работа с ней идет непосредственно из мнемосхем.
Исполняемая часть – это костяк системы. Именно она ответственна за автоматизированное выполнение задач рецептурного управления, описанных выше. Исполняемая часть прогружается в специальные серверы batch или в обычные ПЛК в зависимости от архитектуры АСУ ТП.
И еще. Существует международный стандарт ISA-88, специфицирующий batch-процессы, определяющий модель и философию рецептурного управления, а также стандартизирующий соответствующую терминологию. Документ тяжеловесный, и посему прочитан полностью мной не был. Тем не менее, в следующей части я попытаюсь более детально описать рецептурные системы с привязкой именно к стандарту ISA-88.[ http://kazanets.narod.ru/Batch_P1.htm]
Тематики
EN
шихта
Смесь различных компонентов, предназначенная для приготовления формовочной огнеупорной массы, шликера или расплава.
[ ГОСТ Р 52918-2008]Тематики
EN
3.1 партия (batch); (загрузка): Количество идентичных крепежных изделий из одной производственной партии, обрабатываемых совместно в одно время.
Источник: ГОСТ Р ИСО 4042-2009: Изделия крепежные. Электролитические покрытия оригинал документа
1.5.7 партия (batch): Совокупность ламп одного типа, одновременно предъявленных для испытания на соответствие требованиям настоящего стандарта.
Источник: ГОСТ Р 52706-2007: Лампы накаливания вольфрамовые для бытового и аналогичного общего освещения. Эксплуатационные требования оригинал документа
3.6 серия (batch): Определенный набор изделий (деталей), подвергнутых воздействию в качестве единой группы, при этом воздействие имеет одинаковый характер и происходит на протяжении определенного промежутка времени на одной и той же установке.
Примечание - Степень охрупчивания представляет собой функцию концентрации водорода для конкретных изделий данной серии, измеряемой в миллионных долях (млн-1 или ррт); конкретно, это количество водорода, который сохраняет мобильность или свободно мигрирует в зоны высокой концентрации напряжения.
Источник: ГОСТ Р 9.915-2010: Единая система защиты от коррозии и старения. Металлы, сплавы, покрытия, изделия. Методы испытаний на водородное охрупчивание оригинал документа
1.3.10 партия (batch): Совокупность ламп одной категории, одновременно предъявляемых для испытания на соответствие требованиям настоящего стандарта.
Источник: ГОСТ Р 52712-2007: Требования безопасности для ламп накаливания. Часть 1. Лампы накаливания вольфрамовые для бытового и аналогичного общего освещения оригинал документа
3.21 партия (batch): Количество элементов, из которого можно выбрать образец для испытания в процессе производства.
Источник: ГОСТ Р ИСО 2531-2008: Трубы, фитинги, арматура и их соединения из чугуна с шаровидным графитом для водо- и газоснабжения. Технические условия оригинал документа
3.1 партия (batch): Совокупность изделий, изготовленных в течение одной операции, имеющих одинаковые свойства и отмеченных единым идентификатором или обозначением.
Источник: ГОСТ Р ИСО 9934-2-2011: Контроль неразрушающий. Магнитопорошковый метод. Часть 2. Дефектоскопические материалы оригинал документа
3.21 партия (batch): Количество элементов, из которого можно выбрать образец для испытания в процессе производства.
3.3 партия (batch): Количество материала, рассматриваемое в качестве единичного элемента и имеющее уникальный ссылочный индекс.
Источник: ГОСТ Р 54259-2010: Ресурсосбережение. Обращение с отходами. Стандартное руководство по сокращению количества отходов, восстановлению ресурсов и использованию утилизированных полимерных материалов и продуктов оригинал документа
Англо-русский словарь нормативно-технической терминологии > batch
-
78 manufacture
изготовление
производство
—
[Л.Г.Суменко. Англо-русский словарь по информационным технологиям. М.: ГП ЦНИИС, 2003.]Тематики
Синонимы
EN
обрабатывающая промышленность
—
[А.С.Гольдберг. Англо-русский энергетический словарь. 2006 г.]Тематики
EN
- manufacture
- man.
промышленное изготовление
—
[А.С.Гольдберг. Англо-русский энергетический словарь. 2006 г.]Тематики
EN
производство (manufacture): Операции и виды контроля, связанные с закупкой исходных материалов, их приемкой, обработкой, упаковкой, выпуском в реализацию, хранением и отгрузкой АФС.
Источник: ГОСТ Р 52249-2009: Правила производства и контроля качества лекарственных средств оригинал документа
3.48 производство (manufacture): Изготовление предметов или материалов, часто в значительном объеме.
Примечание - Что касается трубопроводов, относится к видам деятельности, направленным на изготовление труб, протекторов или других деталей и нанесению покрытий, выполняемым по соглашению с одним или несколькими подрядчиками.
Источник: ГОСТ Р 54382-2011: Нефтяная и газовая промышленность. Подводные трубопроводные системы. Общие технические требования оригинал документа
Англо-русский словарь нормативно-технической терминологии > manufacture
-
79 work instruction
рабочая инструкция
Документ, содержащий детальные инструкции, точно определяющие шаги по выполнению Деятельности. Рабочая инструкция содержит гораздо больше деталей, чем Процедура, и обычно создается только тогда, когда необходима очень детальная инструкция.
[Словарь терминов ITIL версия 1.0, 29 июля 2011 г.]EN
work instruction
A document containing detailed instructions that specify exactly what steps to follow to carry out an activity. A work instruction contains much more detail than a procedure and is only created if very detailed instructions are needed.
[Словарь терминов ITIL версия 1.0, 29 июля 2011 г.]Тематики
EN
3.5 рабочая инструкция (work instruction): Документ, содержащий упрощенные технические требования к процедуре сварки, пригодный для непосредственного применения в цехе.
Источник: ГОСТ Р ИСО 15607-2009: Технические требования и аттестация процедур сварки металлических материалов. Общие правила оригинал документа
Англо-русский словарь нормативно-технической терминологии > work instruction
-
80 direct stabilization method
Большой англо-русский и русско-английский словарь > direct stabilization method
См. также в других словарях:
ГОСТ 23.221-84: Обеспечение износостойкости изделий. Метод экспериментальной оценки температурной стойкости смазочных материалов при трении — Терминология ГОСТ 23.221 84: Обеспечение износостойкости изделий. Метод экспериментальной оценки температурной стойкости смазочных материалов при трении оригинал документа: 2. Критическая температура, Ткр Минимальная температура, при которой для… … Словарь-справочник терминов нормативно-технической документации
ПОЛИМЕРНЫХ МАТЕРИАЛОВ ПЕРЕРАБОТКА — комплекс технол. операций и приемов, с помощью к рых из полимерных материалов изготовляют (формуют) изделия с заданными формой, размерами и св вами. Ниже рассматриваются осн. вопросы переработки разл. полимерных материалов (П. м.), в т. ч.… … Химическая энциклопедия
Всероссийский научно-исследовательский институт авиационных материалов — Проверить нейтральность. На странице обсуждения должны быть подробности … Википедия
ГОСТ 20767-75: Ящики из древесины и древесных материалов. Термины и определения — Терминология ГОСТ 20767 75: Ящики из древесины и древесных материалов. Термины и определения оригинал документа: 65. Армирование щита (ящика) Сборка деталей в щит (расстил ящика) с помощью проволочных поясов, прикрепленных к деталям ящика… … Словарь-справочник терминов нормативно-технической документации
Сопротивление материалов — наука о прочности и деформируемости элементов (деталей) сооружений и машин. Основные объекты изучения С. м. стержни и пластины, для которых устанавливаются соответствующие методы расчёта на прочность, жёсткость и устойчивость при действии … Большая советская энциклопедия
Выдержка деталей из древесины (древесных материалов) после склеивания — – интервал времени, необходимый для обеспечения готовности склеенных деталей из древесины (древесных материалов) к последующей обработке. [ГОСТ 17743 86] Рубрика термина: Изделия деревянные Рубрики энциклопедии: Абразивное оборудование,… … Энциклопедия терминов, определений и пояснений строительных материалов
Зачистка деталей из древесины — (древесных материалов) – местная обработка поверхностей деталей из древесины (древесных материалов) циклеванием или шлифованием. [ГОСТ 17743 86] Рубрика термина: ДСП Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги, Автот … Энциклопедия терминов, определений и пояснений строительных материалов
Покрытие алюминиевое гидрооксидированное для закладных деталей — – металлизационное алюминиевое покрытие закладных деталей, прошедшее специальную тепловлажностную обработку с целью защиты от повреждения щелочной средой бетона, в т. ч. при тепловлажностной обработке. [Терминологический словарь по бетону и … Энциклопедия терминов, определений и пояснений строительных материалов
Рекомендуемый диапазон толщин свариваемых на контактной машине деталей — Рекомендуемый диапазон толщин (сечений) свариваемых на контактной машине деталей – область между минимальным и максимальным значениями толщин (сечений) деталей, которые могут быть сварены на контактной машине в оптимальных режимах.… … Энциклопедия терминов, определений и пояснений строительных материалов
Соединение нескольких деталей — – тип соединения, при котором не менее трех деталей примыкают друг к другу под любым установленным углом. [ГОСТ 2601 84] Рубрика термина: Сварка Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги, Автотехни … Энциклопедия терминов, определений и пояснений строительных материалов
ГОСТ Р 51372-99: Методы ускоренных испытаний на долговечность и сохраняемость при воздействии агрессивных и других специальных сред для технических изделий, материалов и систем материалов. Общие положения — Терминология ГОСТ Р 51372 99: Методы ускоренных испытаний на долговечность и сохраняемость при воздействии агрессивных и других специальных сред для технических изделий, материалов и систем материалов. Общие положения оригинал документа: 3.6.… … Словарь-справочник терминов нормативно-технической документации