-
41 поверхность
поверхность ж., нагруженная давлением Druckfläche fповерхность ж. Fläche f; Oberfläche fповерхность ж., эмиттирующая вторичные электроны sekundär emittierende Oberfläche fповерхность ж. контакта Anlagefläche f; Aufsitzfläche f; Berührungsebene f; Berührungsfläche f; Berührungsoberfläche f; Kontaktfläche f; Kontaktoberfläche fповерхность ж. лучеиспускания Abstrahlfläche f; Emissionsfläche f; яд. Emissionsoberfläche f; Strahlungsfläche f; emittierende Oberfläche fповерхность ж. нагрева, омываемая водой wasserberührte Heizfläche fповерхность ж. пропила, пригодная для склеивания без строгания дер. Fugenschnitt mповерхность ж. равного потенциала Fläche f gleichen Potentials; Niveaufläche f; Potentialfläche f; физ.,эл. Äquipotentialfläche fповерхность ж. раздела Diskontinuitätsfläche f; Grenzfläche f; Grenzschichtgebiet n; гидрод. Helmholtzsche Trennungsfläche f; Scheidefläche f; метео. Trennungsfläche f; геол. Unstetigkeitsfläche f; Zwischenfläche fповерхность ж. раздела жидкости-газа Flüssigkeit-Gas-Grenzfläche f; Gas-Flüssigkeit-Grenzfläche f; Grenzfläche f Flüssigkeit-Gasповерхность ж. раздела жидкости-жидкости Flüssigkeit-Flüssigkeit-Grenzfläche f; Grenzfläche f Flüssigkeit-Flüssigkeitповерхность ж. разрыва Diskontinuitätsfläche f; Grenzfläche f; гидрод. Helmholtzsche Trennungsfläche f; метео. Trennungsfläche f; Unstetigkeitsfläche fповерхность ж. скольжения геол.,маш. Gleitfläche f; Rutschfläche f; Schiebungsfläche f; Schleiffläche f; Schubfläche fповерхность ж. соприкосновения Anlagefläche f; Berührungsebene f; Berührungsfläche f; Kontaktfläche f; Kontaktoberfläche fБольшой русско-немецкий полетехнический словарь > поверхность
-
42 протекание
протекание с. (напр., процесса) Ablauf mпротекание с. Durchfließen n; Durchfluß m; Durchlauf m; Durchströmung f; Durchtritt m; Laufen n; Lecken n; Strömen n; Verlauf m; Verlaufen n; Vorbeifließen n; Vorbeiströmen nпротекание с. (напр., тока) Durchgang mБольшой русско-немецкий полетехнический словарь > протекание
-
43 уровень
уровень м. Ebene f; Horizontalwaage f; Höhe f; Höhenlage f; Höhenschritt m; Höhenstand m; Höhenstufe f; Kanalwaage f; Libelle f; инстр. Lotwaage f; Niveau n; Pegel m; Richtwaage f; Schicht f; Setzwaage f; Spiegel m; Stand m; Standhöhe f; Stufe f; Wassergleiche f; Wasserspiegel m; инстр. Wasserwaage f; Zustand mуровень м. значимости Ablehnungsschwelle f; Irrtumswahrscheinlichkeit f; Sicherheitsschwelle f; Signifikanzgrenze f; statistische Sicherheit f; Überschreitungswahrscheinlichkeit fуровень м. нижнего бьефа гидр.,гидрот. Unterspiegelhöhe f; гидр. Unterwasserhöhe f; Unterwasserspiegel m; Unterwasserstand mуровень м. расположения фурм мет. Düsenebene f; Düsenhöhe f; Ebene f der Windformen; Höhe f der Windformenуровень м. фурм мет. Blasformebene f; мет. Düsenebene f; Düsenhöhe f; Ebene f der Windformen; Höhe f der Windformenуровень м. фурменной зоны мет. Düsenebene f; Düsenhöhe f; Ebene f der Windformen; Höhe f der Windformen; мет. Windformebene f -
44 подкладка
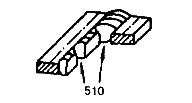
подкладка
Деталь или приспособление, устанавливаемые при сварке плавлением под кромки свариваемых частей
[ ГОСТ 2601-84]
подкладка
В сварке - деталь или приспособление, устанавливаемые под кромки свариваемых частей для формования, защиты от окисления обратной стороны сварного шва и предотвращения протекания металла сварочной ванны
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]Тематики
- сварка, резка, пайка
EN
DE
FR
Русско-немецкий словарь нормативно-технической терминологии > подкладка
-
45 прожог сварного шва
прожог сварного шва
прожог
Дефект в виде сквозного отверстия в сварном шве, образовавшийся в результате вытекания части металла сварочной ванны.
[ ГОСТ 2601-84]Тематики
- сварка, резка, пайка
Синонимы
EN
DE
FR
Русско-немецкий словарь нормативно-технической терминологии > прожог сварного шва
-
46 азотирование
азотирование
1. ХТО с насыщением поверхностного слоя стали, чугуна и сплавов тугоплавких металлов азотом при 500—1200 °С. Наиболее широко в промышленности применяется а. стали. Азотиров. слой толщиной, как правило, <1 мм приобретает в результате образования в нем дисперсных нитридных фаз высокую твердость без к.-л. дополнит. обработки, а размеры стальных изделий после а. изменяются мало. Поэтому азотируют готовые стальные изделия после окончательной ТО (улучшением) и чистовой механич. обработки (шлифования). А. стальных изделий может вестись в газ. (частично диссоциированный NH3 обычно с добавками N2> СО2 и О2) или жидкой (расплав NaCN или KCN) средах при 500-600 оС. Для ускорения процесса и снижения хрупкости азотиров. слоя газовое а. чаще выполняют сначала при 500— 520 °С, а затем при 560-600 оС. Для газ. а. используют в основном колпаковые печи с электрообогревом и принудительной вентиляцией, с герметически закрытым металлическим муфелем (ретортой), а для жидкостного а. — герметичные соляные ванны. Более эффективен разработанный в последние годы процесс ионного а. в разреженной азотсодержащей среде между катодом (деталью) и анодом возбуждается тлеющий разряд, и ионы азота, бомбардируя поверхность катода, нагревают ее до темп-ры насыщения. Темп-ра А. 470-580 оС, разрежение 0,13-1,3 кПа, рабочее напряжение от 400 до 1100 В, продолжительность а. - от нескольких минут до 24 ч. В качестве азотсодержащих газов применяют NH3, N2 и смесь N2 с Н2. Ионное а. ведут в две стадии: очистка поверхности катодным распылением и собственно насыщение.Обычно для а. применяют стали, легир. нитридообразующими элементами — Аl, Сг, Мо. В таких сталях азотир. слой имеет большую твердость (НУ 1100-1200), чем в углеродистых сталях, и менее склонен к потере твердости при нагреве. А. применяют для повышения: твердости и износостойкости; усталостной прочности; сопротивления коррозии стальных изделий.
2. Насыщение жидкого металла азотом путем присадки азотир. ферросплавов, органич. азотсодержащих вещ-в, продувки или обдува азотсодержащим газом или плазменным факелом. Наиболее широко в промыш-ти применяют а. (от 0,01 до 0,025 % N) микролегир. (Ti, V, Аl), низколегир. (0,10-0,20 % С; 1,3-1,7 % Мn) строит. сталей, так как оно обеспечивает в результате выделения дисперсных карбонитридных фаз при кристаллизации, горячей пластич. деформации и полиморфном превращении формирование мелкозернистого состояния в готовом прокате и, как следствие, повышение его прочности, вязкости и хладостойкости.
[ http://metaltrade.ru/abc/a.htm]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > азотирование
-
47 конвертирование
конвертирование
Окислит. пирометаллургич. переработка чугуна в сталь, а также жидких Сu-, РЬ- и Ni-штейнов продувкой окислит. газом. В развитие кислородно-конвертерной (к.-к.) выплавки стали из жидкого чугуна внесли вклад инженеры и ученые многих стран. Г. Бессемер предложил продувать чугун чистым кислородом сверху через фурму, погруж. в металл (Брит. пат. № 356, 1856 г.). К мысли об использ. кислорода в сталеплав. произ-ве обращались Д. К. Чернов (в 1876 г.) и Д. И. Менделеев (в 1903 г.) В 1925 г. инж. Хаатом (Германия) были опублик. рез-ты работы томас. конвертеров на дутье с 50 % О2. Первые опыты по применению чистого кислорода для продувки жидкого чугуна в конвертере были проведены в 1932-1933 гг. практич. одноврем. инж. Н. И. Мозговым в России, Дуррером и Шварцем в Германии. Особ. широко велись работы по примен. чистого О2 после 1947 г., когда было создано оборудов. для получ. в большом кол-ве сравнит. дешевого чистого кислорода. Были опробованы варианты подачи кислорода: сверху с погружением фурмы в жидкий чугун (Н. И. Мозговой, Дуррер), снизу (Лел-леи, В. В. Кондаков), сбоку (Дуррер, Хеллбрюге). Но из-за низкой стойкости дутьевых устр-в и огнеупоров, неудовлетворит. шлакообраз. долго не удавалось создать работоспособный процесс. Австр. инж. Суессу, Тринклеру, Хаутману, Ринешу и др., расположившим фурму над жидкой ванной, удалось повысить стойкость фурм и улучшить шлакообразование. В 1952 г. в Линце начал работать первый в мире к.-к. цех. В 1966 г. в Липецке был пущен к.-к. цех, в к-ром впервые в мире всю выплавл. сталь разливали на установках непрер. разливки. С этого времени сочетание к. с непрер. разливкой стало генерал. направл. развития сталеплав. произ-ва в мире. Неск. позднее неотьемл. эл-нтом технологии произ-ва к.-к. стали стала внепечная обработка металла. В 1952 г. работал один промышленный к., в 1962 г. — 94, в 1985 г. — 682, в 1988 г. — 657 (уменьш. числа конвертеров обусловл. выводом устаревших агрегатов неб. емкости). Новый этап конвертер. произ-ва стали начался с появлением комбинир. процессов — с продувкой ванны сверху и снизу. К 1988 г. на комбинир. продувку было переведено * 75 % конвертеров Японии и стран Западной Европы; большинство конвертеров США, Канады и СНГ уже работает с комбиниров. продувкой, либо переводится на нее.
В наст, время известно > 30 конвертерных процессов, которые классифиц. на три осн.
[ http://metaltrade.ru/abc/a.htm]Тематики
EN
3.7 конвертирование (conversion): Процесс перемещения документов с одного носителя на другой или из одного формата в другой. Ср. миграция (см.3.11).
Источник: ГОСТ Р ИСО 15489-1-2007: Система стандартов по информации, библиотечному и издательскому делу. Управление документами. Общие требования оригинал документа
Русско-английский словарь нормативно-технической терминологии > конвертирование
-
48 непрерывный закалочно-травильный агрегат
непрерывный закалочно-травильный агрегат
Установка для смягчающей термической обработки и удаления окалины с горяче- и холоднокатаных полос из коррозионностойких сталей; состоит из нескольких проходных печей и ванны электролитического травления с горячим раствором сульфата натрия и электродами (напряжение 5—30 В). При выходе металла из печи возможна его обработка распыленными струями 3-10 %-ного раствора щелочи для облегчения травления в ванне.
[ http://metaltrade.ru/abc/a.htm]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > непрерывный закалочно-травильный агрегат
-
49 подкладка
подкладка
Деталь или приспособление, устанавливаемые при сварке плавлением под кромки свариваемых частей
[ ГОСТ 2601-84]
подкладка
В сварке - деталь или приспособление, устанавливаемые под кромки свариваемых частей для формования, защиты от окисления обратной стороны сварного шва и предотвращения протекания металла сварочной ванны
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]Тематики
- сварка, резка, пайка
EN
DE
FR
Русско-английский словарь нормативно-технической терминологии > подкладка
-
50 прожог
прожог
Вытекание металла сварочной ванны, в результате которого образуется сквозное отверстие в сварном шве.
[ ГОСТ 30242-97]Тематики
- сварка, резка, пайка
Обобщающие термины
EN
FR
Русско-английский словарь нормативно-технической терминологии > прожог
-
51 прожог сварного шва
прожог сварного шва
прожог
Дефект в виде сквозного отверстия в сварном шве, образовавшийся в результате вытекания части металла сварочной ванны.
[ ГОСТ 2601-84]Тематики
- сварка, резка, пайка
Синонимы
EN
DE
FR
Русско-английский словарь нормативно-технической терминологии > прожог сварного шва
-
52 подкладка
подкладка
Деталь или приспособление, устанавливаемые при сварке плавлением под кромки свариваемых частей
[ ГОСТ 2601-84]
подкладка
В сварке - деталь или приспособление, устанавливаемые под кромки свариваемых частей для формования, защиты от окисления обратной стороны сварного шва и предотвращения протекания металла сварочной ванны
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]Тематики
- сварка, резка, пайка
EN
DE
FR
Русско-французский словарь нормативно-технической терминологии > подкладка
-
53 прожог
прожог
Вытекание металла сварочной ванны, в результате которого образуется сквозное отверстие в сварном шве.
[ ГОСТ 30242-97]Тематики
- сварка, резка, пайка
Обобщающие термины
EN
FR
Русско-французский словарь нормативно-технической терминологии > прожог
-
54 прожог сварного шва
прожог сварного шва
прожог
Дефект в виде сквозного отверстия в сварном шве, образовавшийся в результате вытекания части металла сварочной ванны.
[ ГОСТ 2601-84]Тематики
- сварка, резка, пайка
Синонимы
EN
DE
FR
Русско-французский словарь нормативно-технической терминологии > прожог сварного шва
См. также в других словарях:
Зеркало металла — [liquid metal surface] открытая поверхность ванны металла, ограниченная стенками и дном сосуда. 3еркало металла может быть круглым в дуговых, электрошлаковых, индукционных печах и печах сопротивления, в кристаллизаторах вакуумных дуговых,… … Энциклопедический словарь по металлургии
Газовая сварка — Устройство газового резака … Википедия
Обесфосфоривание — [dephosphor (iz)ation] удаление фосфора из расплавленного чугуна, стали или шлака преимущественно в окислительных условиях. При взаимодействии металла со шлаком, содержащим СаО, реакция идет по уравнению: 2[Р] + 5(FeO) + 4(СаО) = (СаО)4Р2O5 + 5Fe … Энциклопедический словарь по металлургии
обесфосфоривание — Удаление фосфора из расплавленого чугуна, стали или шлака преимущественно в окислительных условиях. При взаимодействии металла со шлаком, содержащим СаО, реакция идет по уравнению: 2[Р] + 5(FeO) + 4(СаО) = (СаО)4*Р2О5 + 5Fe. Процесс… … Справочник технического переводчика
электромагнитное перемешивание — [electromagnetic stirring] перемешивание жидкой ванны металла в индукционных, дуговых и плазменных печах, кристаллизаторах МНЛЗ и агрегатах внепечной обработки металлов за счет взаимодействия электромагнитным полем, создаваемым наводимыми… … Энциклопедический словарь по металлургии
Электрометаллургия* — изучает способы получения чистых металлов или их сплавов при помощи электрического тока. Электрохимические методы извлечения металлов из руд и солей были разработаны еще в первой половине девятнадцатого столетия Беккерелем (1835), Сан Клер… … Энциклопедический словарь Ф.А. Брокгауза и И.А. Ефрона
Электрометаллургия — изучает способы получения чистых металлов или их сплавов при помощи электрического тока. Электрохимические методы извлечения металлов из руд и солей были разработаны еще в первой половине девятнадцатого столетия Беккерелем (1835), Сан Клер… … Энциклопедический словарь Ф.А. Брокгауза и И.А. Ефрона
Гальванометаллургия — (электрометаллургия) искусство выделения металлов из солей, руд или сплавов и очистки металлов посредством электролитических и тепловых действий гальванического тока (см. это слово). Г. получила практическое применение и начала вытеснять обычные… … Энциклопедический словарь Ф.А. Брокгауза и И.А. Ефрона
Гальванопластика — Г. заключается в процессе получения металлических осадков желаемого вида и формы посредством электрического тока, через разложение им металлических растворов. Г. преследует две цели: 1) получение точных металлических копий с медалей, барельефов,… … Энциклопедический словарь Ф.А. Брокгауза и И.А. Ефрона
ГОСТ 2601-84: Сварка металлов. Термины и определения основных понятий — Терминология ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа: 47. Cвapкa трением Сварка с применением давления, при которой нагрев осуществляется трением, вызванным относительным перемещением свариваемых… … Словарь-справочник терминов нормативно-технической документации
Мартеновское производство — производство в мартеновских печах (См. Мартеновская печь) металлургических или машиностроительных заводов литой стали заданного химического состава. Сталь получается путём окислительной плавки загруженных в печь железосодержащих… … Большая советская энциклопедия