-
81 effectiveness of operation
4.7 результативность управления (effectiveness of operation): Процент пользователей, которые достигли основной цели предназначенного использования изделия с необходимой точностью и полнотой.
Примечание - Измерения результативности управления основаны на оценке успеха в достижении конечного результата независимо от того, достигнут он наиболее эффективным путем или нет.
[ИСО 20282-1:2006, определение 3.6]
Источник: ГОСТ Р 55236.2-2012: Эргономика изделий повседневного использования. Часть 2. Метод испытаний изделий с интуитивно понятным управлением оригинал документа
4.7 результативность управления (effectiveness of operation): Процент пользователей, которые достигли основной цели предназначенного использования изделия с необходимой точностью и полнотой.
Примечание - Измерения результативности управления основаны на оценке успеха в достижении конечного результата независимо от того, достигнут он наиболее эффективным путем или нет.
[ИСО 20282-1:2006, определение 3.6]
Источник: ГОСТ Р 55236.3-2012: Эргономика изделий повседневного использования. Часть 3. Метод испытаний потребительских товаров оригинал документа
Англо-русский словарь нормативно-технической терминологии > effectiveness of operation
-
82 main goal
4.14 основная цель (main goal): Наиболее распространенный или важный результат при использовании изделия, которого хотят достигнуть все пользователи или их подавляющее большинство.
[ИСО 20282-1:2006, определение 3.14]
Примечание - Примеры основных целей приведены в приложении А.
Источник: ГОСТ Р 55236.2-2012: Эргономика изделий повседневного использования. Часть 2. Метод испытаний изделий с интуитивно понятным управлением оригинал документа
4.14 основная цель (main goal): Наиболее распространенный или важный результат при использовании изделия, которого хотят достигнуть все пользователи или их подавляющее большинство.
[ИСО 20282-1:2006, определение 3.14]
Примечание - Примеры основных целей приведены в приложении А.
Источник: ГОСТ Р 55236.3-2012: Эргономика изделий повседневного использования. Часть 3. Метод испытаний потребительских товаров оригинал документа
Англо-русский словарь нормативно-технической терминологии > main goal
-
83 NiO
- Спектральный метод определения никеля, алюминия, магния, марганца, кобальта, олова, меди и циркония в ниобии
4.2. Спектральный метод определения никеля, алюминия, магния, марганца, кобальта, олова, меди и циркония в ниобии
Спектральному методу предшествует перевод анализируемой пробы в пятиокись ниобия.
Метод основан на измерении интенсивности линий элементов примесей в спектре, полученном при испарении пятиокиси ниобия в смеси с графитовым порошком и хлористым натрием из канала графитового электрода в дуге постоянного тока.
Массовую долю примесей в ниобии (табл. 4) определяют по градуировочным графикам, построенным в координатах: логарифм отношения интенсивности линии определяемого элемента и интенсивности фона (
 ) - логарифм концентрации определяемого элемента (lg C).
) - логарифм концентрации определяемого элемента (lg C).4.2.1. Аппаратура, материалы и реактивы
Спектрограф дифракционный типа ДФС-13 с решеткой 600 и 1200 штр/мм и трехлинзовой системой освещения щели или аналогичный прибор (фотоэлектрический прибор типа МФС). Допускается использовать спектрограф ДФС-8 с решеткой 1800 штрихов.
Генератор дуговой типа ДГ-2 с дополнительным реостатом или генератор аналогичного типа.
Выпрямитель 250 - 300 В, 30 - 50 А.
Микрофотометр нерегистрирующий типа МФ-2 или аналогичного типа.
Таблица 4
Определяемая примесь
Массовая доля примеси, %
Никель
1∙10-3 - 2∙10-2
Алюминий
5∙10-4 - 1∙10-2
Магний
1∙10-3 - 2∙10-3
Марганец
5∙10-4 - 5∙10-3
Кобальт
5∙10-4 - 3∙10-2
Олово
1∙10-3 - 1∙10-2
Медь
3∙10-3 - 5∙10-2
Цирконий
1∙10-3 - 2∙10-2
Спектропроектор типа ПС-18, СП-2 или аналогичного типа.
Весы аналитические.
Весы торсионные типа ВТ-500.
Ступка и пестик из органического стекла.
Бокс из органического стекла.
Электропечь муфельная с терморегулятором на температуру до 900 °С.
Чашки платиновые.
Станок для заточки графитовых электродов.
Электроды графитовые, выточенные из графитовых стержней ОС. Ч. 7 - 3 диаметром 6 мм, заточенные на усеченный конус с площадкой диаметром 1,5 мм.
Электроды графитовые, выточенные из графитовых стержней ОС. Ч. 7 - 3 диаметром 6 мм, с каналом глубиной 5 мм, внешний диаметр - 3,0 мм, внутренний диаметр - 2,0 мм, длина заточенной части - 6 мм.
Порошок графитовый ОС. Ч. 8 - 4 по ГОСТ 23463-79.
Фотопластинки спектрографические марок СПЭС и СП-2, размером 9´12/1,2 или 13´18/1,2, обеспечивающие нормальное почернение аналитических линий и близлежащего фона в спектре.
Лампа инфракрасная ИКЗ-500 с регулятором напряжения РНО-250-0,5 или аналогичным.
Спирт этиловый ректификованный по ГОСТ 18300-72, дважды перегнанный в кварцевом приборе.
Никеля окись черная по ГОСТ 4331-78, ч.
Алюминия окись безводная для спектрального анализа, х. ч.
Магния окись по ГОСТ 4526-75, ч. д. а.
Марганца (IV) окись по ГОСТ 4470-79, ч. д. а.
Кобальта (II - III) окись по ГОСТ 4467-79, ч. или ч. д. а.
Олова двуокись, ч. д. а.
Циркония двуокись по ГОСТ 21907-76.
Меди (II) окись по ГОСТ 16539-79.
Натрий хлористый ОС. Ч. 6 - 1.
Ниобия пятиокись, в которой содержание определяемых элементов не превышает установленной для метода нижней границы диапазона определяемых массовых долей.
Проявитель:
метол........................................................................................ 2,2 г
натрий сернистокислый безводный по ГОСТ 195-77......... 96 г
гидрохинон по ГОСТ 19627-74............................................. 8,8 г
натрий углекислый по ГОСТ 83-79...................................... 48 г
калий бромистый по ГОСТ 4160-74..................................... 5 г
вода........................................................................................... до 1000 см3.
Фиксаж:
тиосульфат натрия кристаллический по СТ СЭВ 223-75... 300 г
аммоний хлористый по ГОСТ 3773-72................................ 20 г
вода........................................................................................... до 1000 см3.
4.2.2. Приготовление буферной смеси
Буферную смесь, состоящую из 90 % угольного порошка и 10 % хлористого натрия готовят, смешивая 0,9000 г угольного порошка и 0,1000 г хлористого натрия с 20 см3 спирта в течение 30 мин и высушивая под инфракрасной лампой.
4.2.3. Приготовление образцов сравнения (ОС)
Основной образец сравнения, содержащий по 1 % никеля, алюминия, магния, марганца, кобальта, олова, циркония и меди, готовят механическим истиранием и перемешиванием буферной смеси с окислами соответствующих металлов.
Навески массой 0,0141 г окиси никеля, 0,0189 г окиси алюминия, 0,0186 г окиси магния, 0,0158 г окиси марганца (IV) 0,0136 г (II - III)-окиси кобальта, 0,0127 г двуокиси олова, 0,0125 г окиси меди и 0,0140 г двуокиси циркония помещают в ступке из органического стекла и добавляют 0,8818 г буферной смеси. Смесь тщательно перемешивают, добавляя спирт для поддержания смеси в кашицеобразном состоянии, в течение 1 ч и высушивают под инфракрасной лампой до постоянной массы.
Последовательным разбавлением основного образца сравнения буферной смесью готовят серию образцов сравнения (ОС) с убывающей концентрацией определяемых элементов. Содержание каждой из определяемых примесей (в процентах на содержание металла в металлическом ниобии) и вводимые в смесь навески буферной смеси и разбавляемого образца приведены в табл. 5.
Образцы сравнения хранят в полиэтиленовых банках с крышками.
Таблица 5
Обозначение образца
Массовая доля каждой из определяемых примесей, %
Масса навески, г
буферной смеси
разбавляемого образца
ОС 1
1∙10-1
3,3930
0,3770 (основной образец)
ОС 2
5∙10-2
1,7700
1,7700 (ОС 1)
ОС 3
2∙10-2
2,3100
1,5400 (ОС 2)
ОС 4
1∙10-2
1,8500
1,8500 (ОС 3)
ОС 5
5∙10-3
1,7000
1,7000 (ОС 4)
ОС 6
2∙10-3
2,1000
1,4000 (ОС 5)
ОС 7
1∙10-3
1,5000
1,5000 (ОС 6)
ОС 8
5∙10-4
1,0000
1,0000 (ОС 7)
4.1.2 - 4.2.3. (Измененная редакция, Изм. № 1).
4.2.4. Проведение анализа
4.2.4.1. Перевод металлического ниобия в пятиокись ниобия
Пробу металлического ниобия 1 - 3 г помещают в платиновую чашку и прокаливают в муфельной печи при температуре 800 - 900 °С в течение 2 ч. Полученную пятиокись ниобия в виде белого порошка охлаждают в эксикаторе, помещают в пакет из кальки к передают на спектральный анализ.
4.2.4.2. Определение никеля, алюминия, магния, марганца, кобальта, олова, меди и циркония
Пробы и образцы сравнения готовят в боксе. Для этого 100 мг пробы и 100 мг буферной смеси или 100 мг образца сравнения и 100 мг пятиокиси ниобия тщательно растирают в плексигласовой ступке в течение 5 мин. Подготовленную пробу или образец сравнения набивают в каналы трех графитовых электродов, предварительно обожженных в дуге постоянного тока при 7 А в течение 5 с.
Электроды устанавливают в штатив в вертикальном положении. Верхним электродом служит графитовый стержень, заточенный на конус. Между электродами зажигают дугу постоянного тока силой 7 А с последующим повышением (в течение 20 с) до 15 А. Электрод с пробой включен анодом.
Во избежание выброса материала из кратера электродов, ток включают при сомкнутых электродах с их последующим разведением, величина которого контролируется по проекции на промежуточной диафрагме. Время экспозиции - 120 с, промежуточная диафрагма - 5 мм.
Спектры в области длин волн 2500 - 3500 нм фотографируют с помощью спектрографа ДФС-13 с решеткой 600 штр/мм, используя трехлинзовую систему освещения щели на фотопластинку тип II чув. 15 ед., ширина щели спектрографа 15 мкм.
4.2.4.3. Определение меди
Пробу, приготовленную по п. 4.2.4.2, помещают в канал графитового электрода. Электрод с пробой или образцом сравнения служит анодом (нижний электрод). Верхним электродом является графитовый электрод, заточенный на конус. Между электродами зажигают дугу постоянного тока. В первые 15 с сила тока - 5 А, последующие 1 мин 45 с - 15 А. Полная экспозиция 120 с. Спектры фотографируют на спектрографе ДФС-13 с решеткой 1200 штр/мм с трехлинзовой осветительной системой. Фотопластинка типа ЭС чув. 9. Промежуточная диафрагма 0,8 мм. Шкалу длин волн устанавливают на 320 нм. Ширина щели спектрографа 15 мкм. Во время экспозиции расстояние между электродами поддерживают равным 3 мм.
Спектр каждой пробы и каждого образца сравнения регистрируют на фотопластинке по три раза. Экспонированные пластинки проявляют, промывают водой, фиксируют, окончательно промывают и сушат.
4.2.4.1 - 4.2.4.3. (Измененная редакция, Изм. № 1).
4.2.4.4. Обработка результатов
В каждой спектрограмме фотометрируют почернения аналитической линии определяемого элемента Sл+ф (табл. 6) и близлежащего фона Sф и вычисляют разность почернений DS = Sл+a - Sф.
Таблица 6
Определяемый элемент
Длина волны аналитической линии, нм
Алюминий
309,2
Магний
279,5
Марганец
279,4
Медь
327,4
Олово
284,0
Цирконий
339,2
Никель
300,2
Кобальт
304,4
По трем параллельным значениям DS1, DS2, DS3, полученным по трем спектрограммам, снятым для каждого образца, находят среднее арифметическое результатов
 .
.От полученных средних значений
 переходят к значениям
переходят к значениям  с помощью таблиц, приведенных в приложении к ГОСТ 13637.1-77.
с помощью таблиц, приведенных в приложении к ГОСТ 13637.1-77.Используя значения lg C и
 для образцов сравнения, строят градуировочный график в координатах
для образцов сравнения, строят градуировочный график в координатах  , lg C. По этому графику по значениям
, lg C. По этому графику по значениям  для пробы определяют содержание примеси в пробе.
для пробы определяют содержание примеси в пробе.Разность наибольших и наименьших из результатов трех параллельных и результатов двух анализов с доверительной вероятностью Р = 0,95 не должна превышать величин допускаемых расхождений, приведенных в табл. 7.
Таблица 7
Определяемый элемент
Массовая доля, %
Допускаемое расхождение, %
параллельных определений
результатов анализов
Алюминий
0,0005
0,005
0,01
0,0003
0,003
0,006
0,0002
0,002
0,004
Цирконий
0,001
0,005
0,01
0,0006
0,003
0,005
0,0004
0,002
0,003
Магний
0,001
0,005
0,01
0,0006
0,004
0,006
0,0001
0,003
0,004
Марганец
0,0005
0,005
0,01
0,0003
0,003
0,006
0,0002
0,002
0,004
Медь
0,005
0,01
0,06
0,003
0,003
0,006
0,02
0,002
0,002
0,003
0,01
0,002
Олово
0,001
0,005
0,01
0,0006
0,003
0,005
0,0004
0,002
0,003
Никель
0,001
0,005
0,001
0,0006
0,003
0,005
0,0004
0,002
0,003
Кобальт
0,0005
0,005
0,01
0,0003
0,003
0,005
0,0002
0,002
0,003
Допускаемые расхождения для промежуточных содержаний рассчитывают методом линейной интерполяции.
4.2.4.5. Контроль правильности результатов
Правильность результатов анализа серии проб контролируют для каждой определенной примеси при переходе к новому комплекту образцов сравнения, С этой целью для одной и той же пробы, содержащей определенную примесь в контролируемом диапазоне концентраций с использованием старого и нового комплектов образцов сравнения, получают четыре результата анализа и вычисляют средние арифметические значения. Затем находят разность большего и меньшего значений. Результаты анализа считают правильными, если указанная разность не превышает допускаемых расхождений результатов двух анализов пробы по содержанию определяемой примеси.
Контроль правильности проводят для каждого интервала между ближайшими по содержанию образцами сравнения по мере поступления на анализ соответствующих проб.
4.3. Массовую долю тантала, титана, кремния, железа, вольфрама, молибдена определяют по ГОСТ 18385.1-79 - ГОСТ 18385.4-79 или спектральными методами (пп. 4.3.1 - 4.3.3), кислорода и водорода - по ГОСТ 22720.1-77, азота - по ГОСТ 22720.1-77 или ГОСТ 22720.4-77.
Допускается применять другие методы анализа примесей, по точности не уступающие указанным.
При разногласиях в оценке химического состава его определяют по ГОСТ 18385.1-79 - ГОСТ 18385.4-79, ГОСТ 22720.1-77, ГОСТ 22720.1-77 и ГОСТ 22720.4-77.
Массовую долю углерода определяют по ГОСТ 22720.3-77. Кроме анализатора АН-160, допускается использовать приборы АН-7529 и АН-7560.
4.2.4.4. - 4.3. (Измененная редакция, Изм. № 1).
4.3.1. Спектральный метод определения примесей титана, кремния, железа, никеля, алюминия, магния, марганца, олова, меди, циркония, при массовой доле каждой примеси от 0,001 до 0,02.
Метод основан на возбуждении дугой постоянного тока и фотографической регистрации спектров образцов сравнения и спектров анализируемого материала, превращенного в оксиды прокаливанием, с последующим определением массовой доли примесей по градуировочным графикам, построенным в координатах: логарифм отношения интенсивности линии определяемого элемента к интенсивности фона lg(Iл/Iф) - логарифм массовой доли определяемого элемента lg C.
Относительное среднее квадратическое отклонение, характеризующее сходимость результатов параллельных определений, при массовой доле каждой примеси 0,001 % составляет 0,15, при массовой доле каждой примеси 0,02 % - 0,11.
Суммарная погрешность результата анализа с доверительной вероятностью Р = 0,95 при массовой доле примеси 0,00100 % не должна превышать ± 0,00023 % абс, при массовой доле примеси 0,0200 % - ± 0,0033 % абс.
4.3.1.1. Аппаратура, материалы и реактивы
Спектрограф ДФС-13 с решеткой 1200 штр/мм или аналогичный.
Источник постоянного тока УГЭ, или ВАС-275-100, или аналогичный.
Микроденситометр МД-100, или микрофотометр МФ-2, или аналогичный.
Спектропроектор типа ПС-18, или ДСП-2, или аналогичный.
Весы аналитические с погрешностью взвешивания не более 0,0002 г.
Весы торсионные ВТ-500 или аналогичные с погрешностью взвешивания не более 0,002 г.
Печь муфельная с терморегулятором, на температуру от 400 до 1100 °С.
Шкаф сушильный типа СНОД 3.5.3.5.3.5./3М или аналогичный.
Станок для заточки графитовых электродов.
Ступки и пестики из оргстекла.
Чашки платиновые по ГОСТ 6563-75.
Фотопластинки спектральные: диапозитивные, СП-2, СП-ЭС, обеспечивающие в условиях анализа нормальные почернения аналитических линий и близлежащего фона в спектре.
Порошок графитовый ос. ч. 8 - 4 по ГОСТ 23463-79 или аналогичный, обеспечивающий чистоту по определяемым примесям. Нижние электроды, выточенные из графитовых стержней ос. ч. 7 - 3 диаметром 6 мм, имеющие размеры, мм:
высота заточенной части....................... 10
диаметр заточенной части.................... 4,0
глубина кратера...................................... 3,8
диаметр кратера..................................... 2,5
Верхние электроды из графитовых стержней ос. ч. 7 - 3 диаметром 6 мм, заточенные на усеченный конус с площадкой диаметром 1,5 мм, высотой заточенной конической части 4 мм.
Натрий фтористый, ос. ч. 7 - 3.
Ниобия пятиокись для оптического стекловарения, ос. ч. 7 - 3.
Титана (IV) двуокись, ос. ч. 7 - 3.
Кремния (IV) двуокись по ГОСТ 9428-73, ч. д. а.
Железа (III) окись, ос. ч. 2 - 4.
Никеля (II) закись, ч. д. а.
Алюминия (III) окись, х. ч.
Магния (II), ч. д. а.
Марганца (IV) окись, ос. ч. 9 - 2.
Олова (IV) окись, ч. д. а.
Меди (II) окись (гранулированная) по ГОСТ 16539-79.
Циркония (IV) двуокись, ос. ч. 6 - 2.
Спирт этиловый ректификованный по ГОСТ 18300-87.
Лак идитоловый, 1 %-ный спиртовый раствор.
Метол по ГОСТ 25664-83.
Гидрохинон по ГОСТ 19627-74.
Натрий сернистокислый (сульфит) по ГОСТ 195-77.
Натрий углекислый по ГОСТ 83-79.
Калий бромистый по ГОСТ 4160-74.
Натрия тиосульфат кристаллический по ГОСТ 244-76.
Калий сернистокислый пиро (метабисульфит).
Вода дистиллированная по ГОСТ 6709-72.
Проявитель, готовят следующим образом: 2 г метола, 52 г сульфита натрия, 10 г гидрохинона, 40 г углекислого натрия, 5 г бромистого калия растворяют в воде, в указанной последовательности доводят объем раствора водой до 1000 см3, перемешивают и фильтруют.
Фиксаж, готовят следующим образом: 250 г тиосульфата натрия и 25 г метабисульфита калия растворяют в указанной последовательности в 750 - 800 см3 воды, доводят объем раствора водой до 1000 см3, перемешивают и фильтруют.
Допускается применять проявитель и фиксаж, рекомендованные для применяемых фотопластинок.
Основная смесь, представляющая собой механическую смесь оксида ниобия и оксидов определяемых элементов с массовой долей каждой примеси 1 % в расчете на содержание металла в смеси металлов. Для ее приготовления каждый препарат оксида помещают в отдельную чашку, прокаливают в течение 90 мин в муфельной печи при температурах, указанных в табл. 7, охлаждают в эксикаторе и берут навески, указанные в табл. 7а. Переносят в ступку сначала приблизительно одну четвертую часть навески пятиокиси ниобия, затем полностью навески оксидов всех элементов-примесей и тщательно растирают смесь в ступке в течение 60 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. Затем в ту же ступку переносят оставшуюся часть навески пятиокиси ниобия и опять тщательно растирают смесь в течение 60 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. После этого смесь сушат в сушильном шкафу, а затем прокаливают при температуре (400 ± 20) °С в течение 60 мин и охлаждают в эксикаторе.
Промежуточная смесь и рабочие образцы сравнения (РОС1 - РОС4); готовят, смешивая указанные в табл. 7б массы пятиокиси ниобия, основной смеси, промежуточной смеси и рабочего образца сравнения РОС2. Перед взятием навесок пятиокись ниобия прокаливают 90 мин при (950 ± 20) °С, а ОС, ПС и РОС2 - при температуре (400 ± 20) °С в течение 60 мин и охлаждают в эксикаторе. Смешивают тщательным растиранием в ступке в течение 60 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. После этого смесь сушат в сушильном шкафу, прокаливают при температуре (400 ± 20) °С в течение 60 мин и охлаждают в эксикаторе.
Буферная смесь 95 % графитового порошка и 5 % фтористого натрия. Навески помещают в ступку и тщательно растирают в течение 30 мин.
4.3.1.2. Проведение анализа
Навеску порошка металлического ниобия массой 0,5 г помещают в платиновую чашку, прокаливают в муфельной печи при температуре 800 - 850 °С в течение 2 ч и охлаждают в эксикаторе. Переносят в ступку и смешивают с буферной смесью в соотношении 2:1 (по массе), помещают в пакет из кальки.
Каждый из рабочих образцов сравнения РОС1 - РОС4 также смешивают с буферной смесью в соотношении 2:1 (по массе).
Верхние и нижние электроды обжигают в дуге переменного тока при силе тока 10 А в течение 10 с.
Каждой из полученных смесей (смесь, полученная из навески пробы, и полученные из РОС1 - РОС4) плотно заполняют кратеры шести нижних электродов неоднократным погружением электродов в пакет со смесью. После этого в каждый нижний электрод помещают 2 капли спиртового раствора идитолового лака. Подсушивают электроды в сушильном шкафу при температуре 80 - 90 °С в течение (15 ± 1) мин.
В кассету спектрографа помещают:
в коротковолновую область спектра - диапозитивную фотопластинку;
в длинноволновую - фотопластинку марки СП-2.
Нижний электрод (с материалом пробы или с материалом рабочего образца сравнения) включают анодом дуги постоянного тока. Спектры фотографируют при следующих условиях:
сила тока................................................ 10 ± 0,5 А
межэлектродный промежуток............. 2 мм
экспозиция............................................. (40 ± 3) с
щель спектрографа................................ (0,020 ± 0,001) мм
промежуточная диафрагма.................. (5,0 ± 0,1) мм
деление шкалы длин волн.................... (303,0 ± 2,5) нм
Фотографируют по три раза спектр каждого рабочего образца сравнения и по три раза спектр каждой пробы, используя для каждого образца сравнения (или пробы) три из шести нижних электродов. Затем фотографирование спектров повторяют, используя оставшиеся три заполненных пробой (образцом сравнения) нижних электрода.
Экспонированные фотопластинки проявляют, промывают водой, фиксируют, окончательно промывают водой и сушат.
4.3.1.3. Обработка результатов
В каждой фотопластинке фотометрируют почернения аналитических линий определяемого элемента Sл+ф(табл. 7в) и близлежащего фона Sф и вычисляют разность почернений DS = Sл+ф - Sф.
По трем значениям DS1, DS2, DS3, полученным из трех спектрограмм, снятым для каждого образца на одной фотопластинке, находят среднее арифметическое DS. От полученных значений DS переходят к значениям lg(Iл/Iф) с помощью таблиц, приведенных в ГОСТ 13637.1-77.
Таблица 7а
Наименование препарата
Формула
Температура прокаливания перед взвешиванием, °С (пред. откл. ± 20 °С)
Масса навески прокаленного препарата оксида, г
Коэффициент пересчета массы металла на массу оксида
Масса металла в навеске оксида, г
Массовая доля металла в смеси металлов, %
Пятиокись ниобия
Nb2O5
950
10,2996
1,4305
7,2000
90
Двуокись титана
TiO2
1100
0,1334
1,6680
0,0800
1
Двуокись кремния
SiO2
1100
0,1711
2,1393
0,0800
1
Окись железа
Fe2O3
800
0,1144
1,4297
0,0800
1
Закись никеля
NiO
600
0,1018
1,2725
0,0800
1
Окись алюминия
Al2O3
1100
0,1512
1,8895
0,0800
1
Окись магния
MgO
1100
0,1327
1,6583
0,0800
1
Окись марганца
MnO2
400
0,1266
1,5825
0,0800
1
Окись олова
SnO2
600
0,1016
1,2696
0,0800
1
Окись меди
CuO
700
0,1001
1,2518
0,0800
1
Двуокись циркония
ZrO2
1100
0,1081
1,3508
0,0800
1
11,5406
8,0000
100
Используя значения lg C (где С - массовая доля определяемой примеси по табл. 7б) и полученные по первой фотопластинке значения lg(Iл/Iф) для рабочих образцов сравнения РОС1 - РОС4, строят градуировочный график в координатах lgC, lg(Iл/Iф). По этому графику, используя полученное по той же фотопластинке значение lg(Iл/Iф) для пробы, определяют массовую долю примеси в пробе - первый из двух результатов параллельных определений данной примеси.
Таблица 7б
Обозначение образца
Массовая доля каждой примеси в расчете на содержание металла в смеси металлов, %
Масса навески, г
Суммарная масса смеси оксидов, содержащая 8 г металла, г
прокаленного препарата пятиокиси ниобия
разбавляемого образца (в скобках приведено его обозначение)
Промежуточная смесь
0,100
10,2996
1,1541 (ОС)
11,4537
РОС1
0,020
9,1552
2,2907 (ПС)
11,4459
РОС2
0,009
10,4140
1,0308 (ПС)
11,4443
POС4
0,004
10,1726
1,2716 (РОС2)
11,4442
РОС3
0,003
11,1007
0,3436 (ПС)
11,4443
Таблица 7в
Определяемый элемент
Аналитическая линия, нм
Магний
285,21
Кремний
288,16
Марганец
294,92
Никель
300,25
Железо
302,06
Титан
307,86
Алюминий
308,22
Цирконий
316,60
Олово
317,50
Медь
327,47
Результат второго параллельного определения получают таким же образом по второй пластинке.
Разность большего и меньшего результатов параллельных определений с доверительной вероятностью Р = 0,95 не должна превышать допускаемого расхождения, указанного в табл. 7г.
Таблица 7г
Массовая доля примеси, %
Абсолютное допускаемое расхождение двух результатов параллельных определений, %
0,0010
0,0004
0,020
0,006
Допускаемое расхождение для промежуточных значений массовой доли примеси, не указанных в таблице, находят методом линейного интерполирования.
Если этот норматив удовлетворяется, вычисляют результат анализа - среднее арифметическое результатов двух параллельных определений.
4.3.1.4. Контроль правильности результатов - по п. 4.2.4.5.
4.3.2. Спектральный метод определения примесей вольфрама, молибдена и кобальта при массовой доле каждой примеси от 0,001 до 0,01 %
Метод основан на возбуждении дугой постоянного тока и фотографической регистрации спектров образцов сравнения и анализируемого материала, превращенного в оксиды прокаливанием, с. последующим определением массовой доли примесей по градуировочным графикам.
Относительное среднее квадратическое отклонение, характеризующее сходимость результатов параллельных определений каждой примеси, составляет 0,17 - при массовой доле примеси и 0,10 - при массовой доле примеси 0,005 - 0,010 %.
4.3.2.1. Аппаратура, материалы и реактивы
Спектрограф ДФС-13 с решеткой 600 штр/мм или аналогичный.
Источник постоянного тока ВАС-275-100 или аналогичный.
Микрофотометр МФ-2 или аналогичный.
Спектропроектор ДСП-2 или аналогичный.
Шкаф сушильный типа СНОД 3.5.3.5.3.5/3М или аналогичный.
Весы аналитические с погрешностью взвешивания не более 0,0002 г.
Весы торсионные ВТ-500 или аналогичные.
Печь муфельная с терморегулятором на температуру от 400 до 1000 °С.
Электроплитки с закрытой спиралью и покрытием, исключающим загрязнение определяемыми элементами.
Станок для заточки графитовых электродов.
Ступки и пестики из оргстекла.
Чашки платиновые по ГОСТ 6563-75.
Эксикаторы.
Фотопластинки формата 9´12 см спектральные тип II и ЭС или аналогичные, обеспечивающие в условиях анализа нормальные почернения аналитических линий и фона в спектре.
Нижние электроды типа «рюмка», выточенные из графитовых стержней ос. ч. 7 - 3 диаметром 6 мм, имеющие размеры, мм:
высота «рюмки»...................... 5
глубина кратера...................... 3
диаметр кратера...................... 4
диаметр шейки........................ 3,5
высота шейки.......................... 3,5
Верхние электроды - стержни диаметром 6 мм из графита ос. ч. 7 - 3, заточенные на цилиндр диаметром 4 мм.
Кислота соляная по ГОСТ 14261-77, ос. ч.
Ниобия пятиокись, ос. ч. 7 - 3, в спектре которой в условиях анализа отсутствуют аналитические линии определяемых примесей.
Вольфрама (VI) окись, ч. д. а.
Молибдена (IV) окись, ч. д. а.
Кобальта (II, III) окись по ГОСТ 4467-79.
Сурьмы (III) окись, х. ч.
Свинец хлористый.
Калий сернокислый, ос. ч. 6 - 4.
Спирт этиловый ректификованный по ГОСТ 18300-87.
Метол по ГОСТ 25664-83.
Гидрохинон по ГОСТ 5644-75.
Натрий сернистокислый (сульфит) по ГОСТ 195-77.
Калий бромистый по ГОСТ 4160-74, ч. д. а.
Натрий углекислый по ГОСТ 83-79, ч. д. а.
Натрия тиосульфат кристаллический по ГОСТ 244-76.
Калий сернистокислый пиро (метабисульфит).
Вода дистиллированная по ГОСТ 6709-72.
Посуда химическая термостойкая: стаканы вместимостью на 100, 500 и 1000 см3, воронки.
Проявитель, готовят следующим образом: 2 г метола, 52 г сульфита натрия, 10 г гидрохинона, 40 г углекислого натрия, 5 г бромистого калия растворяют в воде в указанной последовательности, доводят объем раствора водой до 1000 см3, перемешивают и фильтруют.
Фиксаж, готовят следующим образом: 250 г тиосульфата натрия и 25 г метабисульфита калия растворяют в указанной последовательности в 750 - 800 см3 воды, доводят объем раствора водой до 1000 см3, перемешивают и фильтруют.
Допускается применять проявитель и фиксаж, рекомендованные для применяемых фотопластинок.
Буферная смесь, готовят следующим образом: тщательно растирают в ступке 7,4900 г хлористого свинца, 2,5000 г сернокислого калия, 0,0100 г окиси сурьмы. Время истирания на виброистирателе 40 - 50 мин, вручную - 90 - 120 мин.
Основная смесь, представляющая собой механическую смесь оксидов ниобия и определяемых примесей с массовой долей каждой примеси 1 % в расчете на содержание металла в смеси металлов. Для приготовления смеси каждый препарат оксидов помещают в отдельную чашку, прокаливают в течение 90 мин в муфельной печи при температурах, указанных в табл. 7д, охлаждают в эксикаторе и берут навески, указанные в табл. 7д. Переносят в ступку сначала приблизительно 1/4 часть навески пятиокиси ниобия, затем полностью навески оксидов всех примесей и тщательно растирают смесь в ступке в течение 60 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. Затем в ту же ступку переносят оставшуюся часть навески пятиокиси ниобия и опять тщательно растирают смесь в течение 60 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. После этого смесь сушат в сушильном шкафу, затем прокаливают при температуре (400 ± 20) °C в течение 60 мин и охлаждают в эксикаторе.
Промежуточную смесь и рабочие образцы сравнения (РОС1 - РОС4) готовят, смешивая указанные в табл. 7е навески пятиокиси ниобия, основной смеси, промежуточной смеси и рабочего образца сравнения РОС1. Перед взятием навесок пятиокись ниобия прокаливают 90 мин при (950 ± 20) °С, а ОС, ПС и РОС1 - при температуре (400 ± 20) °С в течение 60 мин; охлаждают в эксикаторе. Смешивают тщательным растиранием в ступке в течение 90 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. После этого смесь сушат в сушильном шкафу, прокалива
Таблица 7д
Наименование препарата
Формула
Температура прокаливания перед взвешиванием, °С
Масса навески прокаленного препарата оксида, г
Коэффициент пересчета массы металла на массу оксида
Масса металла в навеске оксида, г
Массовая доля металла в смеси металлов, %
Пятиокись ниобия
Nb2O5
900 - 1000
13,8759
1,4305
9,7000
97
Трехокись вольфрама
WO3
650
0,1261
1,2611
0,1000
1
Трехокись молибдена
MoO3
450 - 500
0,1500
1,5003
0,1000
1
Окись кобальта
Со2О3
800
0,1407
1,4072
0,1000
1
14,2927
10,0000
100
находят значения lg(Iл/Iф), пользуясь таблицами по ГОСТ 13637-77. Используя значения lg C ( где С - массовая доля вольфрама по табл. 7е) и полученные по первой фотопластинке значения lg(Iл/Iф) для рабочих образцов сравнения РОС1 - РОС4, строят градуировочный график в координатах lgC, lg(Iл/Iф). Поэтому графику, используя полученные по той же фотопластинке значения lg(Iл/Iф) для пробы, определяют массовую долю вольфрама в пробе - первый из двух результатов параллельных определений. Результат второго параллельного определения вольфрама получают таким же образом по второй фотопластинке.
При определении молибдена и кобальта для каждого из трех спектров (пробы или образца сравнения), снятых на одной фотопластинке, находят значение DS = Sл - Scи вычисляют среднее арифметическое трех значений - значение
 . По полученным значениям DS для образцов сравнения строят градуировочный график в координатах lgC, DS, где С - массовая доля определяемого элемента в образцах сравнения согласно табл. 7. По этому графику, используя полученные по той же фотопластинке значения DS для пробы, определяют массовую долю определяемого элемента в пробе - первый из двух результатов параллельных определений. Результат второго параллельного определения получают таким же образом по второй фотопластинке.
. По полученным значениям DS для образцов сравнения строят градуировочный график в координатах lgC, DS, где С - массовая доля определяемого элемента в образцах сравнения согласно табл. 7. По этому графику, используя полученные по той же фотопластинке значения DS для пробы, определяют массовую долю определяемого элемента в пробе - первый из двух результатов параллельных определений. Результат второго параллельного определения получают таким же образом по второй фотопластинке.Таблица 7е
Обозначение образца
Массовая доля каждой из определяемых примесей, в расчете на содержание металла в смеси металлов, %
Масса навески, г
Суммарная масса смеси оксидов, содержащая 10 г металлов, г
прокаленного препарата пятиокиси ниобия
разбавляемого образца (в скобках приведено его обозначение)
ПС
0,100
12,8745
1,4293 (ПС)
14,3038
РОС1
0,010
12,8745
1,4301 (ПС)
14,3049
РОС2
0,004
13,7328
0,5722 (ПС)
14,3050
РОС3
0,002
14,0189
0,2861 (ПС)
14,3050
РОС4
0,001
12,8745
1,4305 (РОС1)
14,3050
Разность большего и меньшего результатов параллельных определений элемента с доверительной вероятностью Р = 0,95 не должна превышать допускаемого расхождения, приведенного в табл. 7ж и табл. 7з.
Если этот норматив удовлетворяется, вычисляют результат анализа - среднее арифметическое двух результатов параллельных определений.
Таблица 7ж
Массовая доля примеси, %
Абсолютное допускаемое расхождение двух результатов параллельных определений, %
0,0010
0,0005
0,0050
0,0014
0,0100
0,0028
Допускаемые расхождения для промежуточных значений массовой доли примеси, не указанных в таблице, находят методом линейной интерполяции.
4.3.2.4. Контроль правильности результатов - по п. 4.2.4.5.
4.3.3. Экстракционно-фотометрический метод определения тантала (от 0,02 до 0,10 %)
Метод основан на измерении оптической плотности толуольного экстракта фтортанталата бриллиантового зеленого.
4.3.3.1. Аппаратура, материалы и реактивы
Весы аналитические.
Таблица 7з
Определяемый элемент
Аналитическая линия, нм
Интервал определяемых значений массовой доли, %
Вольфрам
400,87
От 0,001 до 0,01
Молибден
319,40
» 0,001 » 0,004
320,88
» 0,001 » 0,01
Кобальт
340,51
» 0,001 » 0,004
345,35
» 0,001 » 0,01
Плитка электрическая лабораторная с закрытой спиралью мощностью 3 кВт.
Центрифуга лабораторная, марки ЦЛК-1 или аналогичная.
Колориметр фотоэлектрический концентрационный КФК-2 или аналогичный.
Пипетки 1-2-2; 2-2-5; 2-2-10; 2-2-20; 2-2-25; 2-2-50; 6-2-10 по ГОСТ 20292-74.
Цилиндры 1-500; 1-2000 по ГОСТ 1770-74.
Бюретки 6-2-5; 1-2-100 по ГОСТ 20292-74.
Колбы 2-100-2; 2-200-2; 2-500-2 по ГОСТ 1770-741
Стакан В-1-100 ТС по ГОСТ 25336-82.
Стакан фторопластовый с носиком вместимостью 100 см3.
Банка БН-0,5, по ГОСТ 17000-71.
Бидон БДЦ-5,0 по ГОСТ 17000-71.
Пробки из пластмассы по ГОСТ 1770-74.
Цилиндры из полиэтилена вместимостью 60 см3.
Пробирки центрифужные из полиэтилена вместимостью 10 см3.
Пипетки из полиэтилена вместимостью 10 см3.
Кислота серная по ГОСТ 4204-77, х. ч. раствор 5 моль/дм3 и 1,4 моль/дм3.
Кислота азотная по ГОСТ 4461-77, х. ч.
Кислота фтористоводородная по ГОСТ 10484-78, х. ч., раствор 7,5 моль/дм3.
Раствор для отмывки экстрактов с концентрациями серной кислоты 1,18 моль/дм3 и фтористоводородной кислоты 0,98 моль/дм3. Для приготовления 5 дм3 раствора в полиэтиленовый бидон помещают 245 см3 раствора фтористоводородной кислоты 20 моль/дм3, 1175 см3 раствора серной кислоты 5 моль/дм3, 3580 см3 дистиллированной воды и перемешивают в течение 30 - 40 с.
Бриллиантовый зеленый, ч., раствор 3 г/дм3, готовят растворением 3 г красителя в 1 дм3 воды на холоду в течение 1 ч при перемешивании с помощью электромеханической мешалки.
Толуол по ГОСТ 5789-78, ч. д. а.
Ацетон по ГОСТ 2603-79, ч. д. а.
Аммоний сернокислый по ГОСТ 3769-78, х. ч.
Порошок танталовый (высокой чистоты), с массовой долей тантала не менее 99,5 %.
Вода дистиллированная по ГОСТ 6709-72.
4.3.3.2. Подготовка к измерению
4.3.3.2.1. Приготовление основного раствора и рабочих растворов
Основной раствор пятиокиси тантала 0,200 г/дм3: навеску металлического порошка тантала 0,0819 г, взвешенную с погрешностью ± 0,0005 г, помещают во фторопластовый стакан, добавляют полиэтиленовой пипеткой 5,0 см3 концентрированной фтористоводородной кислоты, 0,5 см3 азотной кислоты, нагревают на плитке до полного растворения навески и упаривают до объема 1 - 2 см3. Раствор переводят в мерную колбу вместимостью 500 см3, в которую предварительно помещают 250 см3 дистиллированной воды, доводят до метки и перемешивают в течение 30 - 40 с. Приготовленный раствор хранят в полиэтиленовой посуде.
Рабочие растворы пятиокиси тантала 2,0 и 20,0 мкг/см3 отбирают пипеткой 2,0 и 20,0 см3 основного раствора в мерные колбы вместимостью 200 см3, добавляют 56,0 см3 раствора серной кислоты 5 моль/дм3, доводят водой до метки и перемешивают в течение 30 - 40 с.
4.3.3.2.2. Построение градуировочного графика
В полиэтиленовые ампулы помещают из бюретки 2,0; 4,0; 6,0; 8,0; 10,0 см3 рабочего раствора 2,0 мкг/см3 и 1,0; 2,0; 3,0; 4,0; 5,0 см3 рабочего раствора 20,0 мкг/см3. Доводят раствором серной кислоты концентрации 1,4 моль/дм3 (2,8 н) до 10,0 см3, добавляют полиэтиленовой пипеткой 1,5 см3 раствора фтористоводородной кислоты 7,5 моль/дм3, 25,0 см3 толуола, добавляют из бюретки 11,0 см3 раствора бриллиантового зеленого и встряхивают в течение 60 с на электромеханическом встряхивателе или вручную. После расслаивания фаз в течение 60 - 90 с 10 см3 экстракта помещают в центрифужную пробирку и центрифугируют в течение 3 мин со скоростью 3000 мин-1.
Оптическую плотность измеряют на КФК-2 в кюветах с толщиной слоя поглощения 5,0 мм в интервале 20 - 100 мкг пятиокиси тантала и 30,0 мм в интервале 4 - 20 мкг пятиокиси тантала при λmax = (590 ± 10) нм. В качестве раствора сравнения применяют толуол.
Одновременно через все стадии проводят два параллельных контрольных опыта. Оптическая плотность контрольного опыта не должна превышать 0,03 в кювете 30 мм и 0,005 - в кювете 5 мм. По полученным данным строят два градуировочных графика.
4.3.3.3. Проведение измерений
Пробу массой 0,1000 г, взвешенную с погрешностью не более 0,0005 г, помещают во фторопластовый стакан, добавляют полиэтиленовой пипеткой 10 см3 концентрированной фтористоводородной кислоты, затем пипеткой 2,0 см3 азотной кислоты и 8,0 см3 концентрированной серной кислоты, нагревают на плитке до начала выделения паров серной кислоты, затем продолжают нагрев еще 2 - 3 мин. Стаканы охлаждают до температуры (25 ± 5) °С, добавляют 3,0 г сульфата аммония, разбавляют водой до 10 см3 и переводят в мерную колбу вместимостью 100 см3, доводят водой до метки и перемешивают 30 - 40 с.
Аликвотную часть полученного раствора, содержащую 4 - 100 мкг пятиокиси тантала, помещают в полиэтиленовый цилиндр вместимостью 60 см3, доводят раствором серной кислоты концентрации 5 моль/дм3 до 10,0 см3, добавляют 1,5 см3 раствора фтористоводородной кислоты концентрации 7,5 моль/дм3 и оставляют на 8 - 10 мин. Далее добавляют пипеткой 25,0 см3 толуола, 11,0 см3 раствора бриллиантового зеленого и производят экстракцию, как описано в п. 4.3.3.2. После расслаивания фазы разделяют и экстракт в количестве 20 - 25 см3 отмывают. Добавляют 10,5 см3 раствора для отмывки (полиэтиленовой пипеткой), 10,0 см3 раствора бриллиантового зеленого из бюретки и встряхивают, как описано в п. 4.3.3.2. После расслаивания фазы разделяют и экстракт в количестве не менее 16,0 см3 вновь подвергают операции отмывки. После расслаивания фаз 10 см3 экстракта помещают в центрифужную пробирку и центрифугируют в течение 3 мин со скоростью 3000 об/мин.
Оптическую плотность экстракта измеряют на КФК-2, как описано в п. 4.3.3.2.2. В закрытых полиэтиленовых пробирках экстракты стабильны в течение 4 ч. Допускается проведение экстракции и отмывки экстрактов одновременно в шестнадцати пробирках. Массу пятиокиси тантала определяют по градуировочному графику.
4.3.3.4. Обработка результатов
Массовую долю тантала (X) в процентах вычисляют по формуле
где m - масса пятиокиси тантала, найденная по градуировочному графику, мкг;
m1- масса навески пробы, г;
a - аликвотная часть раствора, отбираемая для экстракции, см3;
V - объем мерной колбы, равный 100 см3;
1,221 - коэффициент пересчета.
За результат измерений принимают среднее арифметическое результатов двух параллельных определений.
Допускаемые расхождения результатов двух параллельных определений не должны превышать значений допускаемых расхождений, приведенных в табл. 7и.
4.3.3.5. Контроль правильности анализа
Контроль правильности анализа проводят методом добавок.
Суммарная массовая доля тантала в пробе с добавкой должна быть не меньше утроенного значения нижней границы определяемых массовых долей и не больше верхней границы определяемых массовых долей.
Таблица 7и
Массовая доля тантала, %
Допускаемые расхождения, %
0,02
0,01
0,05
0,01
0,10
0,02
Суммарное содержание тантала (Х1) в пробе с добавкой в процентах вычисляют по формуле
где Хан - массовая доля тантала в пробе, %;
m1- масса тантала, введенная с добавкой, мкг;
m2- масса навески пробы, г.
Анализ считают правильным (Р = 0,95), если разность большей и меньшей из двух величин Х1и результата анализа пробы с добавкой не превышает
где d1- допускаемое расхождение между результатами двух параллельных определений в пробе без добавки;
d2- допускаемое расхождение между результатами двух параллельных определений в пробе с добавкой.
4.3.1 - 4.3.3.5. (Введены дополнительно, Изм. № 1).
Источник: ГОСТ 26252-84: Порошок ниобиевый. Технические условия оригинал документа
Англо-русский словарь нормативно-технической терминологии > NiO
-
84 MgO
- Спектральный метод определения никеля, алюминия, магния, марганца, кобальта, олова, меди и циркония в ниобии
4.2. Спектральный метод определения никеля, алюминия, магния, марганца, кобальта, олова, меди и циркония в ниобии
Спектральному методу предшествует перевод анализируемой пробы в пятиокись ниобия.
Метод основан на измерении интенсивности линий элементов примесей в спектре, полученном при испарении пятиокиси ниобия в смеси с графитовым порошком и хлористым натрием из канала графитового электрода в дуге постоянного тока.
Массовую долю примесей в ниобии (табл. 4) определяют по градуировочным графикам, построенным в координатах: логарифм отношения интенсивности линии определяемого элемента и интенсивности фона (
) - логарифм концентрации определяемого элемента (lg C).4.2.1. Аппаратура, материалы и реактивы
Спектрограф дифракционный типа ДФС-13 с решеткой 600 и 1200 штр/мм и трехлинзовой системой освещения щели или аналогичный прибор (фотоэлектрический прибор типа МФС). Допускается использовать спектрограф ДФС-8 с решеткой 1800 штрихов.
Генератор дуговой типа ДГ-2 с дополнительным реостатом или генератор аналогичного типа.
Выпрямитель 250 - 300 В, 30 - 50 А.
Микрофотометр нерегистрирующий типа МФ-2 или аналогичного типа.
Таблица 4
Определяемая примесь
Массовая доля примеси, %
Никель
1∙10-3 - 2∙10-2
Алюминий
5∙10-4 - 1∙10-2
Магний
1∙10-3 - 2∙10-3
Марганец
5∙10-4 - 5∙10-3
Кобальт
5∙10-4 - 3∙10-2
Олово
1∙10-3 - 1∙10-2
Медь
3∙10-3 - 5∙10-2
Цирконий
1∙10-3 - 2∙10-2
Спектропроектор типа ПС-18, СП-2 или аналогичного типа.
Весы аналитические.
Весы торсионные типа ВТ-500.
Ступка и пестик из органического стекла.
Бокс из органического стекла.
Электропечь муфельная с терморегулятором на температуру до 900 °С.
Чашки платиновые.
Станок для заточки графитовых электродов.
Электроды графитовые, выточенные из графитовых стержней ОС. Ч. 7 - 3 диаметром 6 мм, заточенные на усеченный конус с площадкой диаметром 1,5 мм.
Электроды графитовые, выточенные из графитовых стержней ОС. Ч. 7 - 3 диаметром 6 мм, с каналом глубиной 5 мм, внешний диаметр - 3,0 мм, внутренний диаметр - 2,0 мм, длина заточенной части - 6 мм.
Порошок графитовый ОС. Ч. 8 - 4 по ГОСТ 23463-79.
Фотопластинки спектрографические марок СПЭС и СП-2, размером 9´12/1,2 или 13´18/1,2, обеспечивающие нормальное почернение аналитических линий и близлежащего фона в спектре.
Лампа инфракрасная ИКЗ-500 с регулятором напряжения РНО-250-0,5 или аналогичным.
Спирт этиловый ректификованный по ГОСТ 18300-72, дважды перегнанный в кварцевом приборе.
Никеля окись черная по ГОСТ 4331-78, ч.
Алюминия окись безводная для спектрального анализа, х. ч.
Магния окись по ГОСТ 4526-75, ч. д. а.
Марганца (IV) окись по ГОСТ 4470-79, ч. д. а.
Кобальта (II - III) окись по ГОСТ 4467-79, ч. или ч. д. а.
Олова двуокись, ч. д. а.
Циркония двуокись по ГОСТ 21907-76.
Меди (II) окись по ГОСТ 16539-79.
Натрий хлористый ОС. Ч. 6 - 1.
Ниобия пятиокись, в которой содержание определяемых элементов не превышает установленной для метода нижней границы диапазона определяемых массовых долей.
Проявитель:
метол........................................................................................ 2,2 г
натрий сернистокислый безводный по ГОСТ 195-77......... 96 г
гидрохинон по ГОСТ 19627-74............................................. 8,8 г
натрий углекислый по ГОСТ 83-79...................................... 48 г
калий бромистый по ГОСТ 4160-74..................................... 5 г
вода........................................................................................... до 1000 см3.
Фиксаж:
тиосульфат натрия кристаллический по СТ СЭВ 223-75... 300 г
аммоний хлористый по ГОСТ 3773-72................................ 20 г
вода........................................................................................... до 1000 см3.
4.2.2. Приготовление буферной смеси
Буферную смесь, состоящую из 90 % угольного порошка и 10 % хлористого натрия готовят, смешивая 0,9000 г угольного порошка и 0,1000 г хлористого натрия с 20 см3 спирта в течение 30 мин и высушивая под инфракрасной лампой.
4.2.3. Приготовление образцов сравнения (ОС)
Основной образец сравнения, содержащий по 1 % никеля, алюминия, магния, марганца, кобальта, олова, циркония и меди, готовят механическим истиранием и перемешиванием буферной смеси с окислами соответствующих металлов.
Навески массой 0,0141 г окиси никеля, 0,0189 г окиси алюминия, 0,0186 г окиси магния, 0,0158 г окиси марганца (IV) 0,0136 г (II - III)-окиси кобальта, 0,0127 г двуокиси олова, 0,0125 г окиси меди и 0,0140 г двуокиси циркония помещают в ступке из органического стекла и добавляют 0,8818 г буферной смеси. Смесь тщательно перемешивают, добавляя спирт для поддержания смеси в кашицеобразном состоянии, в течение 1 ч и высушивают под инфракрасной лампой до постоянной массы.
Последовательным разбавлением основного образца сравнения буферной смесью готовят серию образцов сравнения (ОС) с убывающей концентрацией определяемых элементов. Содержание каждой из определяемых примесей (в процентах на содержание металла в металлическом ниобии) и вводимые в смесь навески буферной смеси и разбавляемого образца приведены в табл. 5.
Образцы сравнения хранят в полиэтиленовых банках с крышками.
Таблица 5
Обозначение образца
Массовая доля каждой из определяемых примесей, %
Масса навески, г
буферной смеси
разбавляемого образца
ОС 1
1∙10-1
3,3930
0,3770 (основной образец)
ОС 2
5∙10-2
1,7700
1,7700 (ОС 1)
ОС 3
2∙10-2
2,3100
1,5400 (ОС 2)
ОС 4
1∙10-2
1,8500
1,8500 (ОС 3)
ОС 5
5∙10-3
1,7000
1,7000 (ОС 4)
ОС 6
2∙10-3
2,1000
1,4000 (ОС 5)
ОС 7
1∙10-3
1,5000
1,5000 (ОС 6)
ОС 8
5∙10-4
1,0000
1,0000 (ОС 7)
4.1.2 - 4.2.3. (Измененная редакция, Изм. № 1).
4.2.4. Проведение анализа
4.2.4.1. Перевод металлического ниобия в пятиокись ниобия
Пробу металлического ниобия 1 - 3 г помещают в платиновую чашку и прокаливают в муфельной печи при температуре 800 - 900 °С в течение 2 ч. Полученную пятиокись ниобия в виде белого порошка охлаждают в эксикаторе, помещают в пакет из кальки к передают на спектральный анализ.
4.2.4.2. Определение никеля, алюминия, магния, марганца, кобальта, олова, меди и циркония
Пробы и образцы сравнения готовят в боксе. Для этого 100 мг пробы и 100 мг буферной смеси или 100 мг образца сравнения и 100 мг пятиокиси ниобия тщательно растирают в плексигласовой ступке в течение 5 мин. Подготовленную пробу или образец сравнения набивают в каналы трех графитовых электродов, предварительно обожженных в дуге постоянного тока при 7 А в течение 5 с.
Электроды устанавливают в штатив в вертикальном положении. Верхним электродом служит графитовый стержень, заточенный на конус. Между электродами зажигают дугу постоянного тока силой 7 А с последующим повышением (в течение 20 с) до 15 А. Электрод с пробой включен анодом.
Во избежание выброса материала из кратера электродов, ток включают при сомкнутых электродах с их последующим разведением, величина которого контролируется по проекции на промежуточной диафрагме. Время экспозиции - 120 с, промежуточная диафрагма - 5 мм.
Спектры в области длин волн 2500 - 3500 нм фотографируют с помощью спектрографа ДФС-13 с решеткой 600 штр/мм, используя трехлинзовую систему освещения щели на фотопластинку тип II чув. 15 ед., ширина щели спектрографа 15 мкм.
4.2.4.3. Определение меди
Пробу, приготовленную по п. 4.2.4.2, помещают в канал графитового электрода. Электрод с пробой или образцом сравнения служит анодом (нижний электрод). Верхним электродом является графитовый электрод, заточенный на конус. Между электродами зажигают дугу постоянного тока. В первые 15 с сила тока - 5 А, последующие 1 мин 45 с - 15 А. Полная экспозиция 120 с. Спектры фотографируют на спектрографе ДФС-13 с решеткой 1200 штр/мм с трехлинзовой осветительной системой. Фотопластинка типа ЭС чув. 9. Промежуточная диафрагма 0,8 мм. Шкалу длин волн устанавливают на 320 нм. Ширина щели спектрографа 15 мкм. Во время экспозиции расстояние между электродами поддерживают равным 3 мм.
Спектр каждой пробы и каждого образца сравнения регистрируют на фотопластинке по три раза. Экспонированные пластинки проявляют, промывают водой, фиксируют, окончательно промывают и сушат.
4.2.4.1 - 4.2.4.3. (Измененная редакция, Изм. № 1).
4.2.4.4. Обработка результатов
В каждой спектрограмме фотометрируют почернения аналитической линии определяемого элемента Sл+ф (табл. 6) и близлежащего фона Sф и вычисляют разность почернений DS = Sл+a - Sф.
Таблица 6
Определяемый элемент
Длина волны аналитической линии, нм
Алюминий
309,2
Магний
279,5
Марганец
279,4
Медь
327,4
Олово
284,0
Цирконий
339,2
Никель
300,2
Кобальт
304,4
По трем параллельным значениям DS1, DS2, DS3, полученным по трем спектрограммам, снятым для каждого образца, находят среднее арифметическое результатов
.От полученных средних значений
переходят к значениям с помощью таблиц, приведенных в приложении к ГОСТ 13637.1-77.Используя значения lg C и
для образцов сравнения, строят градуировочный график в координатах , lg C. По этому графику по значениям для пробы определяют содержание примеси в пробе.Разность наибольших и наименьших из результатов трех параллельных и результатов двух анализов с доверительной вероятностью Р = 0,95 не должна превышать величин допускаемых расхождений, приведенных в табл. 7.
Таблица 7
Определяемый элемент
Массовая доля, %
Допускаемое расхождение, %
параллельных определений
результатов анализов
Алюминий
0,0005
0,005
0,01
0,0003
0,003
0,006
0,0002
0,002
0,004
Цирконий
0,001
0,005
0,01
0,0006
0,003
0,005
0,0004
0,002
0,003
Магний
0,001
0,005
0,01
0,0006
0,004
0,006
0,0001
0,003
0,004
Марганец
0,0005
0,005
0,01
0,0003
0,003
0,006
0,0002
0,002
0,004
Медь
0,005
0,01
0,06
0,003
0,003
0,006
0,02
0,002
0,002
0,003
0,01
0,002
Олово
0,001
0,005
0,01
0,0006
0,003
0,005
0,0004
0,002
0,003
Никель
0,001
0,005
0,001
0,0006
0,003
0,005
0,0004
0,002
0,003
Кобальт
0,0005
0,005
0,01
0,0003
0,003
0,005
0,0002
0,002
0,003
Допускаемые расхождения для промежуточных содержаний рассчитывают методом линейной интерполяции.
4.2.4.5. Контроль правильности результатов
Правильность результатов анализа серии проб контролируют для каждой определенной примеси при переходе к новому комплекту образцов сравнения, С этой целью для одной и той же пробы, содержащей определенную примесь в контролируемом диапазоне концентраций с использованием старого и нового комплектов образцов сравнения, получают четыре результата анализа и вычисляют средние арифметические значения. Затем находят разность большего и меньшего значений. Результаты анализа считают правильными, если указанная разность не превышает допускаемых расхождений результатов двух анализов пробы по содержанию определяемой примеси.
Контроль правильности проводят для каждого интервала между ближайшими по содержанию образцами сравнения по мере поступления на анализ соответствующих проб.
4.3. Массовую долю тантала, титана, кремния, железа, вольфрама, молибдена определяют по ГОСТ 18385.1-79 - ГОСТ 18385.4-79 или спектральными методами (пп. 4.3.1 - 4.3.3), кислорода и водорода - по ГОСТ 22720.1-77, азота - по ГОСТ 22720.1-77 или ГОСТ 22720.4-77.
Допускается применять другие методы анализа примесей, по точности не уступающие указанным.
При разногласиях в оценке химического состава его определяют по ГОСТ 18385.1-79 - ГОСТ 18385.4-79, ГОСТ 22720.1-77, ГОСТ 22720.1-77 и ГОСТ 22720.4-77.
Массовую долю углерода определяют по ГОСТ 22720.3-77. Кроме анализатора АН-160, допускается использовать приборы АН-7529 и АН-7560.
4.2.4.4. - 4.3. (Измененная редакция, Изм. № 1).
4.3.1. Спектральный метод определения примесей титана, кремния, железа, никеля, алюминия, магния, марганца, олова, меди, циркония, при массовой доле каждой примеси от 0,001 до 0,02.
Метод основан на возбуждении дугой постоянного тока и фотографической регистрации спектров образцов сравнения и спектров анализируемого материала, превращенного в оксиды прокаливанием, с последующим определением массовой доли примесей по градуировочным графикам, построенным в координатах: логарифм отношения интенсивности линии определяемого элемента к интенсивности фона lg(Iл/Iф) - логарифм массовой доли определяемого элемента lg C.
Относительное среднее квадратическое отклонение, характеризующее сходимость результатов параллельных определений, при массовой доле каждой примеси 0,001 % составляет 0,15, при массовой доле каждой примеси 0,02 % - 0,11.
Суммарная погрешность результата анализа с доверительной вероятностью Р = 0,95 при массовой доле примеси 0,00100 % не должна превышать ± 0,00023 % абс, при массовой доле примеси 0,0200 % - ± 0,0033 % абс.
4.3.1.1. Аппаратура, материалы и реактивы
Спектрограф ДФС-13 с решеткой 1200 штр/мм или аналогичный.
Источник постоянного тока УГЭ, или ВАС-275-100, или аналогичный.
Микроденситометр МД-100, или микрофотометр МФ-2, или аналогичный.
Спектропроектор типа ПС-18, или ДСП-2, или аналогичный.
Весы аналитические с погрешностью взвешивания не более 0,0002 г.
Весы торсионные ВТ-500 или аналогичные с погрешностью взвешивания не более 0,002 г.
Печь муфельная с терморегулятором, на температуру от 400 до 1100 °С.
Шкаф сушильный типа СНОД 3.5.3.5.3.5./3М или аналогичный.
Станок для заточки графитовых электродов.
Ступки и пестики из оргстекла.
Чашки платиновые по ГОСТ 6563-75.
Фотопластинки спектральные: диапозитивные, СП-2, СП-ЭС, обеспечивающие в условиях анализа нормальные почернения аналитических линий и близлежащего фона в спектре.
Порошок графитовый ос. ч. 8 - 4 по ГОСТ 23463-79 или аналогичный, обеспечивающий чистоту по определяемым примесям. Нижние электроды, выточенные из графитовых стержней ос. ч. 7 - 3 диаметром 6 мм, имеющие размеры, мм:
высота заточенной части....................... 10
диаметр заточенной части.................... 4,0
глубина кратера...................................... 3,8
диаметр кратера..................................... 2,5
Верхние электроды из графитовых стержней ос. ч. 7 - 3 диаметром 6 мм, заточенные на усеченный конус с площадкой диаметром 1,5 мм, высотой заточенной конической части 4 мм.
Натрий фтористый, ос. ч. 7 - 3.
Ниобия пятиокись для оптического стекловарения, ос. ч. 7 - 3.
Титана (IV) двуокись, ос. ч. 7 - 3.
Кремния (IV) двуокись по ГОСТ 9428-73, ч. д. а.
Железа (III) окись, ос. ч. 2 - 4.
Никеля (II) закись, ч. д. а.
Алюминия (III) окись, х. ч.
Магния (II), ч. д. а.
Марганца (IV) окись, ос. ч. 9 - 2.
Олова (IV) окись, ч. д. а.
Меди (II) окись (гранулированная) по ГОСТ 16539-79.
Циркония (IV) двуокись, ос. ч. 6 - 2.
Спирт этиловый ректификованный по ГОСТ 18300-87.
Лак идитоловый, 1 %-ный спиртовый раствор.
Метол по ГОСТ 25664-83.
Гидрохинон по ГОСТ 19627-74.
Натрий сернистокислый (сульфит) по ГОСТ 195-77.
Натрий углекислый по ГОСТ 83-79.
Калий бромистый по ГОСТ 4160-74.
Натрия тиосульфат кристаллический по ГОСТ 244-76.
Калий сернистокислый пиро (метабисульфит).
Вода дистиллированная по ГОСТ 6709-72.
Проявитель, готовят следующим образом: 2 г метола, 52 г сульфита натрия, 10 г гидрохинона, 40 г углекислого натрия, 5 г бромистого калия растворяют в воде, в указанной последовательности доводят объем раствора водой до 1000 см3, перемешивают и фильтруют.
Фиксаж, готовят следующим образом: 250 г тиосульфата натрия и 25 г метабисульфита калия растворяют в указанной последовательности в 750 - 800 см3 воды, доводят объем раствора водой до 1000 см3, перемешивают и фильтруют.
Допускается применять проявитель и фиксаж, рекомендованные для применяемых фотопластинок.
Основная смесь, представляющая собой механическую смесь оксида ниобия и оксидов определяемых элементов с массовой долей каждой примеси 1 % в расчете на содержание металла в смеси металлов. Для ее приготовления каждый препарат оксида помещают в отдельную чашку, прокаливают в течение 90 мин в муфельной печи при температурах, указанных в табл. 7, охлаждают в эксикаторе и берут навески, указанные в табл. 7а. Переносят в ступку сначала приблизительно одну четвертую часть навески пятиокиси ниобия, затем полностью навески оксидов всех элементов-примесей и тщательно растирают смесь в ступке в течение 60 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. Затем в ту же ступку переносят оставшуюся часть навески пятиокиси ниобия и опять тщательно растирают смесь в течение 60 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. После этого смесь сушат в сушильном шкафу, а затем прокаливают при температуре (400 ± 20) °С в течение 60 мин и охлаждают в эксикаторе.
Промежуточная смесь и рабочие образцы сравнения (РОС1 - РОС4); готовят, смешивая указанные в табл. 7б массы пятиокиси ниобия, основной смеси, промежуточной смеси и рабочего образца сравнения РОС2. Перед взятием навесок пятиокись ниобия прокаливают 90 мин при (950 ± 20) °С, а ОС, ПС и РОС2 - при температуре (400 ± 20) °С в течение 60 мин и охлаждают в эксикаторе. Смешивают тщательным растиранием в ступке в течение 60 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. После этого смесь сушат в сушильном шкафу, прокаливают при температуре (400 ± 20) °С в течение 60 мин и охлаждают в эксикаторе.
Буферная смесь 95 % графитового порошка и 5 % фтористого натрия. Навески помещают в ступку и тщательно растирают в течение 30 мин.
4.3.1.2. Проведение анализа
Навеску порошка металлического ниобия массой 0,5 г помещают в платиновую чашку, прокаливают в муфельной печи при температуре 800 - 850 °С в течение 2 ч и охлаждают в эксикаторе. Переносят в ступку и смешивают с буферной смесью в соотношении 2:1 (по массе), помещают в пакет из кальки.
Каждый из рабочих образцов сравнения РОС1 - РОС4 также смешивают с буферной смесью в соотношении 2:1 (по массе).
Верхние и нижние электроды обжигают в дуге переменного тока при силе тока 10 А в течение 10 с.
Каждой из полученных смесей (смесь, полученная из навески пробы, и полученные из РОС1 - РОС4) плотно заполняют кратеры шести нижних электродов неоднократным погружением электродов в пакет со смесью. После этого в каждый нижний электрод помещают 2 капли спиртового раствора идитолового лака. Подсушивают электроды в сушильном шкафу при температуре 80 - 90 °С в течение (15 ± 1) мин.
В кассету спектрографа помещают:
в коротковолновую область спектра - диапозитивную фотопластинку;
в длинноволновую - фотопластинку марки СП-2.
Нижний электрод (с материалом пробы или с материалом рабочего образца сравнения) включают анодом дуги постоянного тока. Спектры фотографируют при следующих условиях:
сила тока................................................ 10 ± 0,5 А
межэлектродный промежуток............. 2 мм
экспозиция............................................. (40 ± 3) с
щель спектрографа................................ (0,020 ± 0,001) мм
промежуточная диафрагма.................. (5,0 ± 0,1) мм
деление шкалы длин волн.................... (303,0 ± 2,5) нм
Фотографируют по три раза спектр каждого рабочего образца сравнения и по три раза спектр каждой пробы, используя для каждого образца сравнения (или пробы) три из шести нижних электродов. Затем фотографирование спектров повторяют, используя оставшиеся три заполненных пробой (образцом сравнения) нижних электрода.
Экспонированные фотопластинки проявляют, промывают водой, фиксируют, окончательно промывают водой и сушат.
4.3.1.3. Обработка результатов
В каждой фотопластинке фотометрируют почернения аналитических линий определяемого элемента Sл+ф(табл. 7в) и близлежащего фона Sф и вычисляют разность почернений DS = Sл+ф - Sф.
По трем значениям DS1, DS2, DS3, полученным из трех спектрограмм, снятым для каждого образца на одной фотопластинке, находят среднее арифметическое DS. От полученных значений DS переходят к значениям lg(Iл/Iф) с помощью таблиц, приведенных в ГОСТ 13637.1-77.
Таблица 7а
Наименование препарата
Формула
Температура прокаливания перед взвешиванием, °С (пред. откл. ± 20 °С)
Масса навески прокаленного препарата оксида, г
Коэффициент пересчета массы металла на массу оксида
Масса металла в навеске оксида, г
Массовая доля металла в смеси металлов, %
Пятиокись ниобия
Nb2O5
950
10,2996
1,4305
7,2000
90
Двуокись титана
TiO2
1100
0,1334
1,6680
0,0800
1
Двуокись кремния
SiO2
1100
0,1711
2,1393
0,0800
1
Окись железа
Fe2O3
800
0,1144
1,4297
0,0800
1
Закись никеля
NiO
600
0,1018
1,2725
0,0800
1
Окись алюминия
Al2O3
1100
0,1512
1,8895
0,0800
1
Окись магния
MgO
1100
0,1327
1,6583
0,0800
1
Окись марганца
MnO2
400
0,1266
1,5825
0,0800
1
Окись олова
SnO2
600
0,1016
1,2696
0,0800
1
Окись меди
CuO
700
0,1001
1,2518
0,0800
1
Двуокись циркония
ZrO2
1100
0,1081
1,3508
0,0800
1
11,5406
8,0000
100
Используя значения lg C (где С - массовая доля определяемой примеси по табл. 7б) и полученные по первой фотопластинке значения lg(Iл/Iф) для рабочих образцов сравнения РОС1 - РОС4, строят градуировочный график в координатах lgC, lg(Iл/Iф). По этому графику, используя полученное по той же фотопластинке значение lg(Iл/Iф) для пробы, определяют массовую долю примеси в пробе - первый из двух результатов параллельных определений данной примеси.
Таблица 7б
Обозначение образца
Массовая доля каждой примеси в расчете на содержание металла в смеси металлов, %
Масса навески, г
Суммарная масса смеси оксидов, содержащая 8 г металла, г
прокаленного препарата пятиокиси ниобия
разбавляемого образца (в скобках приведено его обозначение)
Промежуточная смесь
0,100
10,2996
1,1541 (ОС)
11,4537
РОС1
0,020
9,1552
2,2907 (ПС)
11,4459
РОС2
0,009
10,4140
1,0308 (ПС)
11,4443
POС4
0,004
10,1726
1,2716 (РОС2)
11,4442
РОС3
0,003
11,1007
0,3436 (ПС)
11,4443
Таблица 7в
Определяемый элемент
Аналитическая линия, нм
Магний
285,21
Кремний
288,16
Марганец
294,92
Никель
300,25
Железо
302,06
Титан
307,86
Алюминий
308,22
Цирконий
316,60
Олово
317,50
Медь
327,47
Результат второго параллельного определения получают таким же образом по второй пластинке.
Разность большего и меньшего результатов параллельных определений с доверительной вероятностью Р = 0,95 не должна превышать допускаемого расхождения, указанного в табл. 7г.
Таблица 7г
Массовая доля примеси, %
Абсолютное допускаемое расхождение двух результатов параллельных определений, %
0,0010
0,0004
0,020
0,006
Допускаемое расхождение для промежуточных значений массовой доли примеси, не указанных в таблице, находят методом линейного интерполирования.
Если этот норматив удовлетворяется, вычисляют результат анализа - среднее арифметическое результатов двух параллельных определений.
4.3.1.4. Контроль правильности результатов - по п. 4.2.4.5.
4.3.2. Спектральный метод определения примесей вольфрама, молибдена и кобальта при массовой доле каждой примеси от 0,001 до 0,01 %
Метод основан на возбуждении дугой постоянного тока и фотографической регистрации спектров образцов сравнения и анализируемого материала, превращенного в оксиды прокаливанием, с. последующим определением массовой доли примесей по градуировочным графикам.
Относительное среднее квадратическое отклонение, характеризующее сходимость результатов параллельных определений каждой примеси, составляет 0,17 - при массовой доле примеси и 0,10 - при массовой доле примеси 0,005 - 0,010 %.
4.3.2.1. Аппаратура, материалы и реактивы
Спектрограф ДФС-13 с решеткой 600 штр/мм или аналогичный.
Источник постоянного тока ВАС-275-100 или аналогичный.
Микрофотометр МФ-2 или аналогичный.
Спектропроектор ДСП-2 или аналогичный.
Шкаф сушильный типа СНОД 3.5.3.5.3.5/3М или аналогичный.
Весы аналитические с погрешностью взвешивания не более 0,0002 г.
Весы торсионные ВТ-500 или аналогичные.
Печь муфельная с терморегулятором на температуру от 400 до 1000 °С.
Электроплитки с закрытой спиралью и покрытием, исключающим загрязнение определяемыми элементами.
Станок для заточки графитовых электродов.
Ступки и пестики из оргстекла.
Чашки платиновые по ГОСТ 6563-75.
Эксикаторы.
Фотопластинки формата 9´12 см спектральные тип II и ЭС или аналогичные, обеспечивающие в условиях анализа нормальные почернения аналитических линий и фона в спектре.
Нижние электроды типа «рюмка», выточенные из графитовых стержней ос. ч. 7 - 3 диаметром 6 мм, имеющие размеры, мм:
высота «рюмки»...................... 5
глубина кратера...................... 3
диаметр кратера...................... 4
диаметр шейки........................ 3,5
высота шейки.......................... 3,5
Верхние электроды - стержни диаметром 6 мм из графита ос. ч. 7 - 3, заточенные на цилиндр диаметром 4 мм.
Кислота соляная по ГОСТ 14261-77, ос. ч.
Ниобия пятиокись, ос. ч. 7 - 3, в спектре которой в условиях анализа отсутствуют аналитические линии определяемых примесей.
Вольфрама (VI) окись, ч. д. а.
Молибдена (IV) окись, ч. д. а.
Кобальта (II, III) окись по ГОСТ 4467-79.
Сурьмы (III) окись, х. ч.
Свинец хлористый.
Калий сернокислый, ос. ч. 6 - 4.
Спирт этиловый ректификованный по ГОСТ 18300-87.
Метол по ГОСТ 25664-83.
Гидрохинон по ГОСТ 5644-75.
Натрий сернистокислый (сульфит) по ГОСТ 195-77.
Калий бромистый по ГОСТ 4160-74, ч. д. а.
Натрий углекислый по ГОСТ 83-79, ч. д. а.
Натрия тиосульфат кристаллический по ГОСТ 244-76.
Калий сернистокислый пиро (метабисульфит).
Вода дистиллированная по ГОСТ 6709-72.
Посуда химическая термостойкая: стаканы вместимостью на 100, 500 и 1000 см3, воронки.
Проявитель, готовят следующим образом: 2 г метола, 52 г сульфита натрия, 10 г гидрохинона, 40 г углекислого натрия, 5 г бромистого калия растворяют в воде в указанной последовательности, доводят объем раствора водой до 1000 см3, перемешивают и фильтруют.
Фиксаж, готовят следующим образом: 250 г тиосульфата натрия и 25 г метабисульфита калия растворяют в указанной последовательности в 750 - 800 см3 воды, доводят объем раствора водой до 1000 см3, перемешивают и фильтруют.
Допускается применять проявитель и фиксаж, рекомендованные для применяемых фотопластинок.
Буферная смесь, готовят следующим образом: тщательно растирают в ступке 7,4900 г хлористого свинца, 2,5000 г сернокислого калия, 0,0100 г окиси сурьмы. Время истирания на виброистирателе 40 - 50 мин, вручную - 90 - 120 мин.
Основная смесь, представляющая собой механическую смесь оксидов ниобия и определяемых примесей с массовой долей каждой примеси 1 % в расчете на содержание металла в смеси металлов. Для приготовления смеси каждый препарат оксидов помещают в отдельную чашку, прокаливают в течение 90 мин в муфельной печи при температурах, указанных в табл. 7д, охлаждают в эксикаторе и берут навески, указанные в табл. 7д. Переносят в ступку сначала приблизительно 1/4 часть навески пятиокиси ниобия, затем полностью навески оксидов всех примесей и тщательно растирают смесь в ступке в течение 60 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. Затем в ту же ступку переносят оставшуюся часть навески пятиокиси ниобия и опять тщательно растирают смесь в течение 60 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. После этого смесь сушат в сушильном шкафу, затем прокаливают при температуре (400 ± 20) °C в течение 60 мин и охлаждают в эксикаторе.
Промежуточную смесь и рабочие образцы сравнения (РОС1 - РОС4) готовят, смешивая указанные в табл. 7е навески пятиокиси ниобия, основной смеси, промежуточной смеси и рабочего образца сравнения РОС1. Перед взятием навесок пятиокись ниобия прокаливают 90 мин при (950 ± 20) °С, а ОС, ПС и РОС1 - при температуре (400 ± 20) °С в течение 60 мин; охлаждают в эксикаторе. Смешивают тщательным растиранием в ступке в течение 90 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. После этого смесь сушат в сушильном шкафу, прокалива
Таблица 7д
Наименование препарата
Формула
Температура прокаливания перед взвешиванием, °С
Масса навески прокаленного препарата оксида, г
Коэффициент пересчета массы металла на массу оксида
Масса металла в навеске оксида, г
Массовая доля металла в смеси металлов, %
Пятиокись ниобия
Nb2O5
900 - 1000
13,8759
1,4305
9,7000
97
Трехокись вольфрама
WO3
650
0,1261
1,2611
0,1000
1
Трехокись молибдена
MoO3
450 - 500
0,1500
1,5003
0,1000
1
Окись кобальта
Со2О3
800
0,1407
1,4072
0,1000
1
14,2927
10,0000
100
находят значения lg(Iл/Iф), пользуясь таблицами по ГОСТ 13637-77. Используя значения lg C ( где С - массовая доля вольфрама по табл. 7е) и полученные по первой фотопластинке значения lg(Iл/Iф) для рабочих образцов сравнения РОС1 - РОС4, строят градуировочный график в координатах lgC, lg(Iл/Iф). Поэтому графику, используя полученные по той же фотопластинке значения lg(Iл/Iф) для пробы, определяют массовую долю вольфрама в пробе - первый из двух результатов параллельных определений. Результат второго параллельного определения вольфрама получают таким же образом по второй фотопластинке.
При определении молибдена и кобальта для каждого из трех спектров (пробы или образца сравнения), снятых на одной фотопластинке, находят значение DS = Sл - Scи вычисляют среднее арифметическое трех значений - значение
. По полученным значениям DS для образцов сравнения строят градуировочный график в координатах lgC, DS, где С - массовая доля определяемого элемента в образцах сравнения согласно табл. 7. По этому графику, используя полученные по той же фотопластинке значения DS для пробы, определяют массовую долю определяемого элемента в пробе - первый из двух результатов параллельных определений. Результат второго параллельного определения получают таким же образом по второй фотопластинке.Таблица 7е
Обозначение образца
Массовая доля каждой из определяемых примесей, в расчете на содержание металла в смеси металлов, %
Масса навески, г
Суммарная масса смеси оксидов, содержащая 10 г металлов, г
прокаленного препарата пятиокиси ниобия
разбавляемого образца (в скобках приведено его обозначение)
ПС
0,100
12,8745
1,4293 (ПС)
14,3038
РОС1
0,010
12,8745
1,4301 (ПС)
14,3049
РОС2
0,004
13,7328
0,5722 (ПС)
14,3050
РОС3
0,002
14,0189
0,2861 (ПС)
14,3050
РОС4
0,001
12,8745
1,4305 (РОС1)
14,3050
Разность большего и меньшего результатов параллельных определений элемента с доверительной вероятностью Р = 0,95 не должна превышать допускаемого расхождения, приведенного в табл. 7ж и табл. 7з.
Если этот норматив удовлетворяется, вычисляют результат анализа - среднее арифметическое двух результатов параллельных определений.
Таблица 7ж
Массовая доля примеси, %
Абсолютное допускаемое расхождение двух результатов параллельных определений, %
0,0010
0,0005
0,0050
0,0014
0,0100
0,0028
Допускаемые расхождения для промежуточных значений массовой доли примеси, не указанных в таблице, находят методом линейной интерполяции.
4.3.2.4. Контроль правильности результатов - по п. 4.2.4.5.
4.3.3. Экстракционно-фотометрический метод определения тантала (от 0,02 до 0,10 %)
Метод основан на измерении оптической плотности толуольного экстракта фтортанталата бриллиантового зеленого.
4.3.3.1. Аппаратура, материалы и реактивы
Весы аналитические.
Таблица 7з
Определяемый элемент
Аналитическая линия, нм
Интервал определяемых значений массовой доли, %
Вольфрам
400,87
От 0,001 до 0,01
Молибден
319,40
» 0,001 » 0,004
320,88
» 0,001 » 0,01
Кобальт
340,51
» 0,001 » 0,004
345,35
» 0,001 » 0,01
Плитка электрическая лабораторная с закрытой спиралью мощностью 3 кВт.
Центрифуга лабораторная, марки ЦЛК-1 или аналогичная.
Колориметр фотоэлектрический концентрационный КФК-2 или аналогичный.
Пипетки 1-2-2; 2-2-5; 2-2-10; 2-2-20; 2-2-25; 2-2-50; 6-2-10 по ГОСТ 20292-74.
Цилиндры 1-500; 1-2000 по ГОСТ 1770-74.
Бюретки 6-2-5; 1-2-100 по ГОСТ 20292-74.
Колбы 2-100-2; 2-200-2; 2-500-2 по ГОСТ 1770-741
Стакан В-1-100 ТС по ГОСТ 25336-82.
Стакан фторопластовый с носиком вместимостью 100 см3.
Банка БН-0,5, по ГОСТ 17000-71.
Бидон БДЦ-5,0 по ГОСТ 17000-71.
Пробки из пластмассы по ГОСТ 1770-74.
Цилиндры из полиэтилена вместимостью 60 см3.
Пробирки центрифужные из полиэтилена вместимостью 10 см3.
Пипетки из полиэтилена вместимостью 10 см3.
Кислота серная по ГОСТ 4204-77, х. ч. раствор 5 моль/дм3 и 1,4 моль/дм3.
Кислота азотная по ГОСТ 4461-77, х. ч.
Кислота фтористоводородная по ГОСТ 10484-78, х. ч., раствор 7,5 моль/дм3.
Раствор для отмывки экстрактов с концентрациями серной кислоты 1,18 моль/дм3 и фтористоводородной кислоты 0,98 моль/дм3. Для приготовления 5 дм3 раствора в полиэтиленовый бидон помещают 245 см3 раствора фтористоводородной кислоты 20 моль/дм3, 1175 см3 раствора серной кислоты 5 моль/дм3, 3580 см3 дистиллированной воды и перемешивают в течение 30 - 40 с.
Бриллиантовый зеленый, ч., раствор 3 г/дм3, готовят растворением 3 г красителя в 1 дм3 воды на холоду в течение 1 ч при перемешивании с помощью электромеханической мешалки.
Толуол по ГОСТ 5789-78, ч. д. а.
Ацетон по ГОСТ 2603-79, ч. д. а.
Аммоний сернокислый по ГОСТ 3769-78, х. ч.
Порошок танталовый (высокой чистоты), с массовой долей тантала не менее 99,5 %.
Вода дистиллированная по ГОСТ 6709-72.
4.3.3.2. Подготовка к измерению
4.3.3.2.1. Приготовление основного раствора и рабочих растворов
Основной раствор пятиокиси тантала 0,200 г/дм3: навеску металлического порошка тантала 0,0819 г, взвешенную с погрешностью ± 0,0005 г, помещают во фторопластовый стакан, добавляют полиэтиленовой пипеткой 5,0 см3 концентрированной фтористоводородной кислоты, 0,5 см3 азотной кислоты, нагревают на плитке до полного растворения навески и упаривают до объема 1 - 2 см3. Раствор переводят в мерную колбу вместимостью 500 см3, в которую предварительно помещают 250 см3 дистиллированной воды, доводят до метки и перемешивают в течение 30 - 40 с. Приготовленный раствор хранят в полиэтиленовой посуде.
Рабочие растворы пятиокиси тантала 2,0 и 20,0 мкг/см3 отбирают пипеткой 2,0 и 20,0 см3 основного раствора в мерные колбы вместимостью 200 см3, добавляют 56,0 см3 раствора серной кислоты 5 моль/дм3, доводят водой до метки и перемешивают в течение 30 - 40 с.
4.3.3.2.2. Построение градуировочного графика
В полиэтиленовые ампулы помещают из бюретки 2,0; 4,0; 6,0; 8,0; 10,0 см3 рабочего раствора 2,0 мкг/см3 и 1,0; 2,0; 3,0; 4,0; 5,0 см3 рабочего раствора 20,0 мкг/см3. Доводят раствором серной кислоты концентрации 1,4 моль/дм3 (2,8 н) до 10,0 см3, добавляют полиэтиленовой пипеткой 1,5 см3 раствора фтористоводородной кислоты 7,5 моль/дм3, 25,0 см3 толуола, добавляют из бюретки 11,0 см3 раствора бриллиантового зеленого и встряхивают в течение 60 с на электромеханическом встряхивателе или вручную. После расслаивания фаз в течение 60 - 90 с 10 см3 экстракта помещают в центрифужную пробирку и центрифугируют в течение 3 мин со скоростью 3000 мин-1.
Оптическую плотность измеряют на КФК-2 в кюветах с толщиной слоя поглощения 5,0 мм в интервале 20 - 100 мкг пятиокиси тантала и 30,0 мм в интервале 4 - 20 мкг пятиокиси тантала при λmax = (590 ± 10) нм. В качестве раствора сравнения применяют толуол.
Одновременно через все стадии проводят два параллельных контрольных опыта. Оптическая плотность контрольного опыта не должна превышать 0,03 в кювете 30 мм и 0,005 - в кювете 5 мм. По полученным данным строят два градуировочных графика.
4.3.3.3. Проведение измерений
Пробу массой 0,1000 г, взвешенную с погрешностью не более 0,0005 г, помещают во фторопластовый стакан, добавляют полиэтиленовой пипеткой 10 см3 концентрированной фтористоводородной кислоты, затем пипеткой 2,0 см3 азотной кислоты и 8,0 см3 концентрированной серной кислоты, нагревают на плитке до начала выделения паров серной кислоты, затем продолжают нагрев еще 2 - 3 мин. Стаканы охлаждают до температуры (25 ± 5) °С, добавляют 3,0 г сульфата аммония, разбавляют водой до 10 см3 и переводят в мерную колбу вместимостью 100 см3, доводят водой до метки и перемешивают 30 - 40 с.
Аликвотную часть полученного раствора, содержащую 4 - 100 мкг пятиокиси тантала, помещают в полиэтиленовый цилиндр вместимостью 60 см3, доводят раствором серной кислоты концентрации 5 моль/дм3 до 10,0 см3, добавляют 1,5 см3 раствора фтористоводородной кислоты концентрации 7,5 моль/дм3 и оставляют на 8 - 10 мин. Далее добавляют пипеткой 25,0 см3 толуола, 11,0 см3 раствора бриллиантового зеленого и производят экстракцию, как описано в п. 4.3.3.2. После расслаивания фазы разделяют и экстракт в количестве 20 - 25 см3 отмывают. Добавляют 10,5 см3 раствора для отмывки (полиэтиленовой пипеткой), 10,0 см3 раствора бриллиантового зеленого из бюретки и встряхивают, как описано в п. 4.3.3.2. После расслаивания фазы разделяют и экстракт в количестве не менее 16,0 см3 вновь подвергают операции отмывки. После расслаивания фаз 10 см3 экстракта помещают в центрифужную пробирку и центрифугируют в течение 3 мин со скоростью 3000 об/мин.
Оптическую плотность экстракта измеряют на КФК-2, как описано в п. 4.3.3.2.2. В закрытых полиэтиленовых пробирках экстракты стабильны в течение 4 ч. Допускается проведение экстракции и отмывки экстрактов одновременно в шестнадцати пробирках. Массу пятиокиси тантала определяют по градуировочному графику.
4.3.3.4. Обработка результатов
Массовую долю тантала (X) в процентах вычисляют по формуле
где m - масса пятиокиси тантала, найденная по градуировочному графику, мкг;
m1- масса навески пробы, г;
a - аликвотная часть раствора, отбираемая для экстракции, см3;
V - объем мерной колбы, равный 100 см3;
1,221 - коэффициент пересчета.
За результат измерений принимают среднее арифметическое результатов двух параллельных определений.
Допускаемые расхождения результатов двух параллельных определений не должны превышать значений допускаемых расхождений, приведенных в табл. 7и.
4.3.3.5. Контроль правильности анализа
Контроль правильности анализа проводят методом добавок.
Суммарная массовая доля тантала в пробе с добавкой должна быть не меньше утроенного значения нижней границы определяемых массовых долей и не больше верхней границы определяемых массовых долей.
Таблица 7и
Массовая доля тантала, %
Допускаемые расхождения, %
0,02
0,01
0,05
0,01
0,10
0,02
Суммарное содержание тантала (Х1) в пробе с добавкой в процентах вычисляют по формуле
где Хан - массовая доля тантала в пробе, %;
m1- масса тантала, введенная с добавкой, мкг;
m2- масса навески пробы, г.
Анализ считают правильным (Р = 0,95), если разность большей и меньшей из двух величин Х1и результата анализа пробы с добавкой не превышает
где d1- допускаемое расхождение между результатами двух параллельных определений в пробе без добавки;
d2- допускаемое расхождение между результатами двух параллельных определений в пробе с добавкой.
4.3.1 - 4.3.3.5. (Введены дополнительно, Изм. № 1).
Источник: ГОСТ 26252-84: Порошок ниобиевый. Технические условия оригинал документа
Англо-русский словарь нормативно-технической терминологии > MgO
-
85 CuO
- Спектральный метод определения никеля, алюминия, магния, марганца, кобальта, олова, меди и циркония в ниобии
4.2. Спектральный метод определения никеля, алюминия, магния, марганца, кобальта, олова, меди и циркония в ниобии
Спектральному методу предшествует перевод анализируемой пробы в пятиокись ниобия.
Метод основан на измерении интенсивности линий элементов примесей в спектре, полученном при испарении пятиокиси ниобия в смеси с графитовым порошком и хлористым натрием из канала графитового электрода в дуге постоянного тока.
Массовую долю примесей в ниобии (табл. 4) определяют по градуировочным графикам, построенным в координатах: логарифм отношения интенсивности линии определяемого элемента и интенсивности фона (
) - логарифм концентрации определяемого элемента (lg C).4.2.1. Аппаратура, материалы и реактивы
Спектрограф дифракционный типа ДФС-13 с решеткой 600 и 1200 штр/мм и трехлинзовой системой освещения щели или аналогичный прибор (фотоэлектрический прибор типа МФС). Допускается использовать спектрограф ДФС-8 с решеткой 1800 штрихов.
Генератор дуговой типа ДГ-2 с дополнительным реостатом или генератор аналогичного типа.
Выпрямитель 250 - 300 В, 30 - 50 А.
Микрофотометр нерегистрирующий типа МФ-2 или аналогичного типа.
Таблица 4
Определяемая примесь
Массовая доля примеси, %
Никель
1∙10-3 - 2∙10-2
Алюминий
5∙10-4 - 1∙10-2
Магний
1∙10-3 - 2∙10-3
Марганец
5∙10-4 - 5∙10-3
Кобальт
5∙10-4 - 3∙10-2
Олово
1∙10-3 - 1∙10-2
Медь
3∙10-3 - 5∙10-2
Цирконий
1∙10-3 - 2∙10-2
Спектропроектор типа ПС-18, СП-2 или аналогичного типа.
Весы аналитические.
Весы торсионные типа ВТ-500.
Ступка и пестик из органического стекла.
Бокс из органического стекла.
Электропечь муфельная с терморегулятором на температуру до 900 °С.
Чашки платиновые.
Станок для заточки графитовых электродов.
Электроды графитовые, выточенные из графитовых стержней ОС. Ч. 7 - 3 диаметром 6 мм, заточенные на усеченный конус с площадкой диаметром 1,5 мм.
Электроды графитовые, выточенные из графитовых стержней ОС. Ч. 7 - 3 диаметром 6 мм, с каналом глубиной 5 мм, внешний диаметр - 3,0 мм, внутренний диаметр - 2,0 мм, длина заточенной части - 6 мм.
Порошок графитовый ОС. Ч. 8 - 4 по ГОСТ 23463-79.
Фотопластинки спектрографические марок СПЭС и СП-2, размером 9´12/1,2 или 13´18/1,2, обеспечивающие нормальное почернение аналитических линий и близлежащего фона в спектре.
Лампа инфракрасная ИКЗ-500 с регулятором напряжения РНО-250-0,5 или аналогичным.
Спирт этиловый ректификованный по ГОСТ 18300-72, дважды перегнанный в кварцевом приборе.
Никеля окись черная по ГОСТ 4331-78, ч.
Алюминия окись безводная для спектрального анализа, х. ч.
Магния окись по ГОСТ 4526-75, ч. д. а.
Марганца (IV) окись по ГОСТ 4470-79, ч. д. а.
Кобальта (II - III) окись по ГОСТ 4467-79, ч. или ч. д. а.
Олова двуокись, ч. д. а.
Циркония двуокись по ГОСТ 21907-76.
Меди (II) окись по ГОСТ 16539-79.
Натрий хлористый ОС. Ч. 6 - 1.
Ниобия пятиокись, в которой содержание определяемых элементов не превышает установленной для метода нижней границы диапазона определяемых массовых долей.
Проявитель:
метол........................................................................................ 2,2 г
натрий сернистокислый безводный по ГОСТ 195-77......... 96 г
гидрохинон по ГОСТ 19627-74............................................. 8,8 г
натрий углекислый по ГОСТ 83-79...................................... 48 г
калий бромистый по ГОСТ 4160-74..................................... 5 г
вода........................................................................................... до 1000 см3.
Фиксаж:
тиосульфат натрия кристаллический по СТ СЭВ 223-75... 300 г
аммоний хлористый по ГОСТ 3773-72................................ 20 г
вода........................................................................................... до 1000 см3.
4.2.2. Приготовление буферной смеси
Буферную смесь, состоящую из 90 % угольного порошка и 10 % хлористого натрия готовят, смешивая 0,9000 г угольного порошка и 0,1000 г хлористого натрия с 20 см3 спирта в течение 30 мин и высушивая под инфракрасной лампой.
4.2.3. Приготовление образцов сравнения (ОС)
Основной образец сравнения, содержащий по 1 % никеля, алюминия, магния, марганца, кобальта, олова, циркония и меди, готовят механическим истиранием и перемешиванием буферной смеси с окислами соответствующих металлов.
Навески массой 0,0141 г окиси никеля, 0,0189 г окиси алюминия, 0,0186 г окиси магния, 0,0158 г окиси марганца (IV) 0,0136 г (II - III)-окиси кобальта, 0,0127 г двуокиси олова, 0,0125 г окиси меди и 0,0140 г двуокиси циркония помещают в ступке из органического стекла и добавляют 0,8818 г буферной смеси. Смесь тщательно перемешивают, добавляя спирт для поддержания смеси в кашицеобразном состоянии, в течение 1 ч и высушивают под инфракрасной лампой до постоянной массы.
Последовательным разбавлением основного образца сравнения буферной смесью готовят серию образцов сравнения (ОС) с убывающей концентрацией определяемых элементов. Содержание каждой из определяемых примесей (в процентах на содержание металла в металлическом ниобии) и вводимые в смесь навески буферной смеси и разбавляемого образца приведены в табл. 5.
Образцы сравнения хранят в полиэтиленовых банках с крышками.
Таблица 5
Обозначение образца
Массовая доля каждой из определяемых примесей, %
Масса навески, г
буферной смеси
разбавляемого образца
ОС 1
1∙10-1
3,3930
0,3770 (основной образец)
ОС 2
5∙10-2
1,7700
1,7700 (ОС 1)
ОС 3
2∙10-2
2,3100
1,5400 (ОС 2)
ОС 4
1∙10-2
1,8500
1,8500 (ОС 3)
ОС 5
5∙10-3
1,7000
1,7000 (ОС 4)
ОС 6
2∙10-3
2,1000
1,4000 (ОС 5)
ОС 7
1∙10-3
1,5000
1,5000 (ОС 6)
ОС 8
5∙10-4
1,0000
1,0000 (ОС 7)
4.1.2 - 4.2.3. (Измененная редакция, Изм. № 1).
4.2.4. Проведение анализа
4.2.4.1. Перевод металлического ниобия в пятиокись ниобия
Пробу металлического ниобия 1 - 3 г помещают в платиновую чашку и прокаливают в муфельной печи при температуре 800 - 900 °С в течение 2 ч. Полученную пятиокись ниобия в виде белого порошка охлаждают в эксикаторе, помещают в пакет из кальки к передают на спектральный анализ.
4.2.4.2. Определение никеля, алюминия, магния, марганца, кобальта, олова, меди и циркония
Пробы и образцы сравнения готовят в боксе. Для этого 100 мг пробы и 100 мг буферной смеси или 100 мг образца сравнения и 100 мг пятиокиси ниобия тщательно растирают в плексигласовой ступке в течение 5 мин. Подготовленную пробу или образец сравнения набивают в каналы трех графитовых электродов, предварительно обожженных в дуге постоянного тока при 7 А в течение 5 с.
Электроды устанавливают в штатив в вертикальном положении. Верхним электродом служит графитовый стержень, заточенный на конус. Между электродами зажигают дугу постоянного тока силой 7 А с последующим повышением (в течение 20 с) до 15 А. Электрод с пробой включен анодом.
Во избежание выброса материала из кратера электродов, ток включают при сомкнутых электродах с их последующим разведением, величина которого контролируется по проекции на промежуточной диафрагме. Время экспозиции - 120 с, промежуточная диафрагма - 5 мм.
Спектры в области длин волн 2500 - 3500 нм фотографируют с помощью спектрографа ДФС-13 с решеткой 600 штр/мм, используя трехлинзовую систему освещения щели на фотопластинку тип II чув. 15 ед., ширина щели спектрографа 15 мкм.
4.2.4.3. Определение меди
Пробу, приготовленную по п. 4.2.4.2, помещают в канал графитового электрода. Электрод с пробой или образцом сравнения служит анодом (нижний электрод). Верхним электродом является графитовый электрод, заточенный на конус. Между электродами зажигают дугу постоянного тока. В первые 15 с сила тока - 5 А, последующие 1 мин 45 с - 15 А. Полная экспозиция 120 с. Спектры фотографируют на спектрографе ДФС-13 с решеткой 1200 штр/мм с трехлинзовой осветительной системой. Фотопластинка типа ЭС чув. 9. Промежуточная диафрагма 0,8 мм. Шкалу длин волн устанавливают на 320 нм. Ширина щели спектрографа 15 мкм. Во время экспозиции расстояние между электродами поддерживают равным 3 мм.
Спектр каждой пробы и каждого образца сравнения регистрируют на фотопластинке по три раза. Экспонированные пластинки проявляют, промывают водой, фиксируют, окончательно промывают и сушат.
4.2.4.1 - 4.2.4.3. (Измененная редакция, Изм. № 1).
4.2.4.4. Обработка результатов
В каждой спектрограмме фотометрируют почернения аналитической линии определяемого элемента Sл+ф (табл. 6) и близлежащего фона Sф и вычисляют разность почернений DS = Sл+a - Sф.
Таблица 6
Определяемый элемент
Длина волны аналитической линии, нм
Алюминий
309,2
Магний
279,5
Марганец
279,4
Медь
327,4
Олово
284,0
Цирконий
339,2
Никель
300,2
Кобальт
304,4
По трем параллельным значениям DS1, DS2, DS3, полученным по трем спектрограммам, снятым для каждого образца, находят среднее арифметическое результатов
.От полученных средних значений
переходят к значениям с помощью таблиц, приведенных в приложении к ГОСТ 13637.1-77.Используя значения lg C и
для образцов сравнения, строят градуировочный график в координатах , lg C. По этому графику по значениям для пробы определяют содержание примеси в пробе.Разность наибольших и наименьших из результатов трех параллельных и результатов двух анализов с доверительной вероятностью Р = 0,95 не должна превышать величин допускаемых расхождений, приведенных в табл. 7.
Таблица 7
Определяемый элемент
Массовая доля, %
Допускаемое расхождение, %
параллельных определений
результатов анализов
Алюминий
0,0005
0,005
0,01
0,0003
0,003
0,006
0,0002
0,002
0,004
Цирконий
0,001
0,005
0,01
0,0006
0,003
0,005
0,0004
0,002
0,003
Магний
0,001
0,005
0,01
0,0006
0,004
0,006
0,0001
0,003
0,004
Марганец
0,0005
0,005
0,01
0,0003
0,003
0,006
0,0002
0,002
0,004
Медь
0,005
0,01
0,06
0,003
0,003
0,006
0,02
0,002
0,002
0,003
0,01
0,002
Олово
0,001
0,005
0,01
0,0006
0,003
0,005
0,0004
0,002
0,003
Никель
0,001
0,005
0,001
0,0006
0,003
0,005
0,0004
0,002
0,003
Кобальт
0,0005
0,005
0,01
0,0003
0,003
0,005
0,0002
0,002
0,003
Допускаемые расхождения для промежуточных содержаний рассчитывают методом линейной интерполяции.
4.2.4.5. Контроль правильности результатов
Правильность результатов анализа серии проб контролируют для каждой определенной примеси при переходе к новому комплекту образцов сравнения, С этой целью для одной и той же пробы, содержащей определенную примесь в контролируемом диапазоне концентраций с использованием старого и нового комплектов образцов сравнения, получают четыре результата анализа и вычисляют средние арифметические значения. Затем находят разность большего и меньшего значений. Результаты анализа считают правильными, если указанная разность не превышает допускаемых расхождений результатов двух анализов пробы по содержанию определяемой примеси.
Контроль правильности проводят для каждого интервала между ближайшими по содержанию образцами сравнения по мере поступления на анализ соответствующих проб.
4.3. Массовую долю тантала, титана, кремния, железа, вольфрама, молибдена определяют по ГОСТ 18385.1-79 - ГОСТ 18385.4-79 или спектральными методами (пп. 4.3.1 - 4.3.3), кислорода и водорода - по ГОСТ 22720.1-77, азота - по ГОСТ 22720.1-77 или ГОСТ 22720.4-77.
Допускается применять другие методы анализа примесей, по точности не уступающие указанным.
При разногласиях в оценке химического состава его определяют по ГОСТ 18385.1-79 - ГОСТ 18385.4-79, ГОСТ 22720.1-77, ГОСТ 22720.1-77 и ГОСТ 22720.4-77.
Массовую долю углерода определяют по ГОСТ 22720.3-77. Кроме анализатора АН-160, допускается использовать приборы АН-7529 и АН-7560.
4.2.4.4. - 4.3. (Измененная редакция, Изм. № 1).
4.3.1. Спектральный метод определения примесей титана, кремния, железа, никеля, алюминия, магния, марганца, олова, меди, циркония, при массовой доле каждой примеси от 0,001 до 0,02.
Метод основан на возбуждении дугой постоянного тока и фотографической регистрации спектров образцов сравнения и спектров анализируемого материала, превращенного в оксиды прокаливанием, с последующим определением массовой доли примесей по градуировочным графикам, построенным в координатах: логарифм отношения интенсивности линии определяемого элемента к интенсивности фона lg(Iл/Iф) - логарифм массовой доли определяемого элемента lg C.
Относительное среднее квадратическое отклонение, характеризующее сходимость результатов параллельных определений, при массовой доле каждой примеси 0,001 % составляет 0,15, при массовой доле каждой примеси 0,02 % - 0,11.
Суммарная погрешность результата анализа с доверительной вероятностью Р = 0,95 при массовой доле примеси 0,00100 % не должна превышать ± 0,00023 % абс, при массовой доле примеси 0,0200 % - ± 0,0033 % абс.
4.3.1.1. Аппаратура, материалы и реактивы
Спектрограф ДФС-13 с решеткой 1200 штр/мм или аналогичный.
Источник постоянного тока УГЭ, или ВАС-275-100, или аналогичный.
Микроденситометр МД-100, или микрофотометр МФ-2, или аналогичный.
Спектропроектор типа ПС-18, или ДСП-2, или аналогичный.
Весы аналитические с погрешностью взвешивания не более 0,0002 г.
Весы торсионные ВТ-500 или аналогичные с погрешностью взвешивания не более 0,002 г.
Печь муфельная с терморегулятором, на температуру от 400 до 1100 °С.
Шкаф сушильный типа СНОД 3.5.3.5.3.5./3М или аналогичный.
Станок для заточки графитовых электродов.
Ступки и пестики из оргстекла.
Чашки платиновые по ГОСТ 6563-75.
Фотопластинки спектральные: диапозитивные, СП-2, СП-ЭС, обеспечивающие в условиях анализа нормальные почернения аналитических линий и близлежащего фона в спектре.
Порошок графитовый ос. ч. 8 - 4 по ГОСТ 23463-79 или аналогичный, обеспечивающий чистоту по определяемым примесям. Нижние электроды, выточенные из графитовых стержней ос. ч. 7 - 3 диаметром 6 мм, имеющие размеры, мм:
высота заточенной части....................... 10
диаметр заточенной части.................... 4,0
глубина кратера...................................... 3,8
диаметр кратера..................................... 2,5
Верхние электроды из графитовых стержней ос. ч. 7 - 3 диаметром 6 мм, заточенные на усеченный конус с площадкой диаметром 1,5 мм, высотой заточенной конической части 4 мм.
Натрий фтористый, ос. ч. 7 - 3.
Ниобия пятиокись для оптического стекловарения, ос. ч. 7 - 3.
Титана (IV) двуокись, ос. ч. 7 - 3.
Кремния (IV) двуокись по ГОСТ 9428-73, ч. д. а.
Железа (III) окись, ос. ч. 2 - 4.
Никеля (II) закись, ч. д. а.
Алюминия (III) окись, х. ч.
Магния (II), ч. д. а.
Марганца (IV) окись, ос. ч. 9 - 2.
Олова (IV) окись, ч. д. а.
Меди (II) окись (гранулированная) по ГОСТ 16539-79.
Циркония (IV) двуокись, ос. ч. 6 - 2.
Спирт этиловый ректификованный по ГОСТ 18300-87.
Лак идитоловый, 1 %-ный спиртовый раствор.
Метол по ГОСТ 25664-83.
Гидрохинон по ГОСТ 19627-74.
Натрий сернистокислый (сульфит) по ГОСТ 195-77.
Натрий углекислый по ГОСТ 83-79.
Калий бромистый по ГОСТ 4160-74.
Натрия тиосульфат кристаллический по ГОСТ 244-76.
Калий сернистокислый пиро (метабисульфит).
Вода дистиллированная по ГОСТ 6709-72.
Проявитель, готовят следующим образом: 2 г метола, 52 г сульфита натрия, 10 г гидрохинона, 40 г углекислого натрия, 5 г бромистого калия растворяют в воде, в указанной последовательности доводят объем раствора водой до 1000 см3, перемешивают и фильтруют.
Фиксаж, готовят следующим образом: 250 г тиосульфата натрия и 25 г метабисульфита калия растворяют в указанной последовательности в 750 - 800 см3 воды, доводят объем раствора водой до 1000 см3, перемешивают и фильтруют.
Допускается применять проявитель и фиксаж, рекомендованные для применяемых фотопластинок.
Основная смесь, представляющая собой механическую смесь оксида ниобия и оксидов определяемых элементов с массовой долей каждой примеси 1 % в расчете на содержание металла в смеси металлов. Для ее приготовления каждый препарат оксида помещают в отдельную чашку, прокаливают в течение 90 мин в муфельной печи при температурах, указанных в табл. 7, охлаждают в эксикаторе и берут навески, указанные в табл. 7а. Переносят в ступку сначала приблизительно одну четвертую часть навески пятиокиси ниобия, затем полностью навески оксидов всех элементов-примесей и тщательно растирают смесь в ступке в течение 60 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. Затем в ту же ступку переносят оставшуюся часть навески пятиокиси ниобия и опять тщательно растирают смесь в течение 60 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. После этого смесь сушат в сушильном шкафу, а затем прокаливают при температуре (400 ± 20) °С в течение 60 мин и охлаждают в эксикаторе.
Промежуточная смесь и рабочие образцы сравнения (РОС1 - РОС4); готовят, смешивая указанные в табл. 7б массы пятиокиси ниобия, основной смеси, промежуточной смеси и рабочего образца сравнения РОС2. Перед взятием навесок пятиокись ниобия прокаливают 90 мин при (950 ± 20) °С, а ОС, ПС и РОС2 - при температуре (400 ± 20) °С в течение 60 мин и охлаждают в эксикаторе. Смешивают тщательным растиранием в ступке в течение 60 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. После этого смесь сушат в сушильном шкафу, прокаливают при температуре (400 ± 20) °С в течение 60 мин и охлаждают в эксикаторе.
Буферная смесь 95 % графитового порошка и 5 % фтористого натрия. Навески помещают в ступку и тщательно растирают в течение 30 мин.
4.3.1.2. Проведение анализа
Навеску порошка металлического ниобия массой 0,5 г помещают в платиновую чашку, прокаливают в муфельной печи при температуре 800 - 850 °С в течение 2 ч и охлаждают в эксикаторе. Переносят в ступку и смешивают с буферной смесью в соотношении 2:1 (по массе), помещают в пакет из кальки.
Каждый из рабочих образцов сравнения РОС1 - РОС4 также смешивают с буферной смесью в соотношении 2:1 (по массе).
Верхние и нижние электроды обжигают в дуге переменного тока при силе тока 10 А в течение 10 с.
Каждой из полученных смесей (смесь, полученная из навески пробы, и полученные из РОС1 - РОС4) плотно заполняют кратеры шести нижних электродов неоднократным погружением электродов в пакет со смесью. После этого в каждый нижний электрод помещают 2 капли спиртового раствора идитолового лака. Подсушивают электроды в сушильном шкафу при температуре 80 - 90 °С в течение (15 ± 1) мин.
В кассету спектрографа помещают:
в коротковолновую область спектра - диапозитивную фотопластинку;
в длинноволновую - фотопластинку марки СП-2.
Нижний электрод (с материалом пробы или с материалом рабочего образца сравнения) включают анодом дуги постоянного тока. Спектры фотографируют при следующих условиях:
сила тока................................................ 10 ± 0,5 А
межэлектродный промежуток............. 2 мм
экспозиция............................................. (40 ± 3) с
щель спектрографа................................ (0,020 ± 0,001) мм
промежуточная диафрагма.................. (5,0 ± 0,1) мм
деление шкалы длин волн.................... (303,0 ± 2,5) нм
Фотографируют по три раза спектр каждого рабочего образца сравнения и по три раза спектр каждой пробы, используя для каждого образца сравнения (или пробы) три из шести нижних электродов. Затем фотографирование спектров повторяют, используя оставшиеся три заполненных пробой (образцом сравнения) нижних электрода.
Экспонированные фотопластинки проявляют, промывают водой, фиксируют, окончательно промывают водой и сушат.
4.3.1.3. Обработка результатов
В каждой фотопластинке фотометрируют почернения аналитических линий определяемого элемента Sл+ф(табл. 7в) и близлежащего фона Sф и вычисляют разность почернений DS = Sл+ф - Sф.
По трем значениям DS1, DS2, DS3, полученным из трех спектрограмм, снятым для каждого образца на одной фотопластинке, находят среднее арифметическое DS. От полученных значений DS переходят к значениям lg(Iл/Iф) с помощью таблиц, приведенных в ГОСТ 13637.1-77.
Таблица 7а
Наименование препарата
Формула
Температура прокаливания перед взвешиванием, °С (пред. откл. ± 20 °С)
Масса навески прокаленного препарата оксида, г
Коэффициент пересчета массы металла на массу оксида
Масса металла в навеске оксида, г
Массовая доля металла в смеси металлов, %
Пятиокись ниобия
Nb2O5
950
10,2996
1,4305
7,2000
90
Двуокись титана
TiO2
1100
0,1334
1,6680
0,0800
1
Двуокись кремния
SiO2
1100
0,1711
2,1393
0,0800
1
Окись железа
Fe2O3
800
0,1144
1,4297
0,0800
1
Закись никеля
NiO
600
0,1018
1,2725
0,0800
1
Окись алюминия
Al2O3
1100
0,1512
1,8895
0,0800
1
Окись магния
MgO
1100
0,1327
1,6583
0,0800
1
Окись марганца
MnO2
400
0,1266
1,5825
0,0800
1
Окись олова
SnO2
600
0,1016
1,2696
0,0800
1
Окись меди
CuO
700
0,1001
1,2518
0,0800
1
Двуокись циркония
ZrO2
1100
0,1081
1,3508
0,0800
1
11,5406
8,0000
100
Используя значения lg C (где С - массовая доля определяемой примеси по табл. 7б) и полученные по первой фотопластинке значения lg(Iл/Iф) для рабочих образцов сравнения РОС1 - РОС4, строят градуировочный график в координатах lgC, lg(Iл/Iф). По этому графику, используя полученное по той же фотопластинке значение lg(Iл/Iф) для пробы, определяют массовую долю примеси в пробе - первый из двух результатов параллельных определений данной примеси.
Таблица 7б
Обозначение образца
Массовая доля каждой примеси в расчете на содержание металла в смеси металлов, %
Масса навески, г
Суммарная масса смеси оксидов, содержащая 8 г металла, г
прокаленного препарата пятиокиси ниобия
разбавляемого образца (в скобках приведено его обозначение)
Промежуточная смесь
0,100
10,2996
1,1541 (ОС)
11,4537
РОС1
0,020
9,1552
2,2907 (ПС)
11,4459
РОС2
0,009
10,4140
1,0308 (ПС)
11,4443
POС4
0,004
10,1726
1,2716 (РОС2)
11,4442
РОС3
0,003
11,1007
0,3436 (ПС)
11,4443
Таблица 7в
Определяемый элемент
Аналитическая линия, нм
Магний
285,21
Кремний
288,16
Марганец
294,92
Никель
300,25
Железо
302,06
Титан
307,86
Алюминий
308,22
Цирконий
316,60
Олово
317,50
Медь
327,47
Результат второго параллельного определения получают таким же образом по второй пластинке.
Разность большего и меньшего результатов параллельных определений с доверительной вероятностью Р = 0,95 не должна превышать допускаемого расхождения, указанного в табл. 7г.
Таблица 7г
Массовая доля примеси, %
Абсолютное допускаемое расхождение двух результатов параллельных определений, %
0,0010
0,0004
0,020
0,006
Допускаемое расхождение для промежуточных значений массовой доли примеси, не указанных в таблице, находят методом линейного интерполирования.
Если этот норматив удовлетворяется, вычисляют результат анализа - среднее арифметическое результатов двух параллельных определений.
4.3.1.4. Контроль правильности результатов - по п. 4.2.4.5.
4.3.2. Спектральный метод определения примесей вольфрама, молибдена и кобальта при массовой доле каждой примеси от 0,001 до 0,01 %
Метод основан на возбуждении дугой постоянного тока и фотографической регистрации спектров образцов сравнения и анализируемого материала, превращенного в оксиды прокаливанием, с. последующим определением массовой доли примесей по градуировочным графикам.
Относительное среднее квадратическое отклонение, характеризующее сходимость результатов параллельных определений каждой примеси, составляет 0,17 - при массовой доле примеси и 0,10 - при массовой доле примеси 0,005 - 0,010 %.
4.3.2.1. Аппаратура, материалы и реактивы
Спектрограф ДФС-13 с решеткой 600 штр/мм или аналогичный.
Источник постоянного тока ВАС-275-100 или аналогичный.
Микрофотометр МФ-2 или аналогичный.
Спектропроектор ДСП-2 или аналогичный.
Шкаф сушильный типа СНОД 3.5.3.5.3.5/3М или аналогичный.
Весы аналитические с погрешностью взвешивания не более 0,0002 г.
Весы торсионные ВТ-500 или аналогичные.
Печь муфельная с терморегулятором на температуру от 400 до 1000 °С.
Электроплитки с закрытой спиралью и покрытием, исключающим загрязнение определяемыми элементами.
Станок для заточки графитовых электродов.
Ступки и пестики из оргстекла.
Чашки платиновые по ГОСТ 6563-75.
Эксикаторы.
Фотопластинки формата 9´12 см спектральные тип II и ЭС или аналогичные, обеспечивающие в условиях анализа нормальные почернения аналитических линий и фона в спектре.
Нижние электроды типа «рюмка», выточенные из графитовых стержней ос. ч. 7 - 3 диаметром 6 мм, имеющие размеры, мм:
высота «рюмки»...................... 5
глубина кратера...................... 3
диаметр кратера...................... 4
диаметр шейки........................ 3,5
высота шейки.......................... 3,5
Верхние электроды - стержни диаметром 6 мм из графита ос. ч. 7 - 3, заточенные на цилиндр диаметром 4 мм.
Кислота соляная по ГОСТ 14261-77, ос. ч.
Ниобия пятиокись, ос. ч. 7 - 3, в спектре которой в условиях анализа отсутствуют аналитические линии определяемых примесей.
Вольфрама (VI) окись, ч. д. а.
Молибдена (IV) окись, ч. д. а.
Кобальта (II, III) окись по ГОСТ 4467-79.
Сурьмы (III) окись, х. ч.
Свинец хлористый.
Калий сернокислый, ос. ч. 6 - 4.
Спирт этиловый ректификованный по ГОСТ 18300-87.
Метол по ГОСТ 25664-83.
Гидрохинон по ГОСТ 5644-75.
Натрий сернистокислый (сульфит) по ГОСТ 195-77.
Калий бромистый по ГОСТ 4160-74, ч. д. а.
Натрий углекислый по ГОСТ 83-79, ч. д. а.
Натрия тиосульфат кристаллический по ГОСТ 244-76.
Калий сернистокислый пиро (метабисульфит).
Вода дистиллированная по ГОСТ 6709-72.
Посуда химическая термостойкая: стаканы вместимостью на 100, 500 и 1000 см3, воронки.
Проявитель, готовят следующим образом: 2 г метола, 52 г сульфита натрия, 10 г гидрохинона, 40 г углекислого натрия, 5 г бромистого калия растворяют в воде в указанной последовательности, доводят объем раствора водой до 1000 см3, перемешивают и фильтруют.
Фиксаж, готовят следующим образом: 250 г тиосульфата натрия и 25 г метабисульфита калия растворяют в указанной последовательности в 750 - 800 см3 воды, доводят объем раствора водой до 1000 см3, перемешивают и фильтруют.
Допускается применять проявитель и фиксаж, рекомендованные для применяемых фотопластинок.
Буферная смесь, готовят следующим образом: тщательно растирают в ступке 7,4900 г хлористого свинца, 2,5000 г сернокислого калия, 0,0100 г окиси сурьмы. Время истирания на виброистирателе 40 - 50 мин, вручную - 90 - 120 мин.
Основная смесь, представляющая собой механическую смесь оксидов ниобия и определяемых примесей с массовой долей каждой примеси 1 % в расчете на содержание металла в смеси металлов. Для приготовления смеси каждый препарат оксидов помещают в отдельную чашку, прокаливают в течение 90 мин в муфельной печи при температурах, указанных в табл. 7д, охлаждают в эксикаторе и берут навески, указанные в табл. 7д. Переносят в ступку сначала приблизительно 1/4 часть навески пятиокиси ниобия, затем полностью навески оксидов всех примесей и тщательно растирают смесь в ступке в течение 60 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. Затем в ту же ступку переносят оставшуюся часть навески пятиокиси ниобия и опять тщательно растирают смесь в течение 60 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. После этого смесь сушат в сушильном шкафу, затем прокаливают при температуре (400 ± 20) °C в течение 60 мин и охлаждают в эксикаторе.
Промежуточную смесь и рабочие образцы сравнения (РОС1 - РОС4) готовят, смешивая указанные в табл. 7е навески пятиокиси ниобия, основной смеси, промежуточной смеси и рабочего образца сравнения РОС1. Перед взятием навесок пятиокись ниобия прокаливают 90 мин при (950 ± 20) °С, а ОС, ПС и РОС1 - при температуре (400 ± 20) °С в течение 60 мин; охлаждают в эксикаторе. Смешивают тщательным растиранием в ступке в течение 90 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. После этого смесь сушат в сушильном шкафу, прокалива
Таблица 7д
Наименование препарата
Формула
Температура прокаливания перед взвешиванием, °С
Масса навески прокаленного препарата оксида, г
Коэффициент пересчета массы металла на массу оксида
Масса металла в навеске оксида, г
Массовая доля металла в смеси металлов, %
Пятиокись ниобия
Nb2O5
900 - 1000
13,8759
1,4305
9,7000
97
Трехокись вольфрама
WO3
650
0,1261
1,2611
0,1000
1
Трехокись молибдена
MoO3
450 - 500
0,1500
1,5003
0,1000
1
Окись кобальта
Со2О3
800
0,1407
1,4072
0,1000
1
14,2927
10,0000
100
находят значения lg(Iл/Iф), пользуясь таблицами по ГОСТ 13637-77. Используя значения lg C ( где С - массовая доля вольфрама по табл. 7е) и полученные по первой фотопластинке значения lg(Iл/Iф) для рабочих образцов сравнения РОС1 - РОС4, строят градуировочный график в координатах lgC, lg(Iл/Iф). Поэтому графику, используя полученные по той же фотопластинке значения lg(Iл/Iф) для пробы, определяют массовую долю вольфрама в пробе - первый из двух результатов параллельных определений. Результат второго параллельного определения вольфрама получают таким же образом по второй фотопластинке.
При определении молибдена и кобальта для каждого из трех спектров (пробы или образца сравнения), снятых на одной фотопластинке, находят значение DS = Sл - Scи вычисляют среднее арифметическое трех значений - значение
. По полученным значениям DS для образцов сравнения строят градуировочный график в координатах lgC, DS, где С - массовая доля определяемого элемента в образцах сравнения согласно табл. 7. По этому графику, используя полученные по той же фотопластинке значения DS для пробы, определяют массовую долю определяемого элемента в пробе - первый из двух результатов параллельных определений. Результат второго параллельного определения получают таким же образом по второй фотопластинке.Таблица 7е
Обозначение образца
Массовая доля каждой из определяемых примесей, в расчете на содержание металла в смеси металлов, %
Масса навески, г
Суммарная масса смеси оксидов, содержащая 10 г металлов, г
прокаленного препарата пятиокиси ниобия
разбавляемого образца (в скобках приведено его обозначение)
ПС
0,100
12,8745
1,4293 (ПС)
14,3038
РОС1
0,010
12,8745
1,4301 (ПС)
14,3049
РОС2
0,004
13,7328
0,5722 (ПС)
14,3050
РОС3
0,002
14,0189
0,2861 (ПС)
14,3050
РОС4
0,001
12,8745
1,4305 (РОС1)
14,3050
Разность большего и меньшего результатов параллельных определений элемента с доверительной вероятностью Р = 0,95 не должна превышать допускаемого расхождения, приведенного в табл. 7ж и табл. 7з.
Если этот норматив удовлетворяется, вычисляют результат анализа - среднее арифметическое двух результатов параллельных определений.
Таблица 7ж
Массовая доля примеси, %
Абсолютное допускаемое расхождение двух результатов параллельных определений, %
0,0010
0,0005
0,0050
0,0014
0,0100
0,0028
Допускаемые расхождения для промежуточных значений массовой доли примеси, не указанных в таблице, находят методом линейной интерполяции.
4.3.2.4. Контроль правильности результатов - по п. 4.2.4.5.
4.3.3. Экстракционно-фотометрический метод определения тантала (от 0,02 до 0,10 %)
Метод основан на измерении оптической плотности толуольного экстракта фтортанталата бриллиантового зеленого.
4.3.3.1. Аппаратура, материалы и реактивы
Весы аналитические.
Таблица 7з
Определяемый элемент
Аналитическая линия, нм
Интервал определяемых значений массовой доли, %
Вольфрам
400,87
От 0,001 до 0,01
Молибден
319,40
» 0,001 » 0,004
320,88
» 0,001 » 0,01
Кобальт
340,51
» 0,001 » 0,004
345,35
» 0,001 » 0,01
Плитка электрическая лабораторная с закрытой спиралью мощностью 3 кВт.
Центрифуга лабораторная, марки ЦЛК-1 или аналогичная.
Колориметр фотоэлектрический концентрационный КФК-2 или аналогичный.
Пипетки 1-2-2; 2-2-5; 2-2-10; 2-2-20; 2-2-25; 2-2-50; 6-2-10 по ГОСТ 20292-74.
Цилиндры 1-500; 1-2000 по ГОСТ 1770-74.
Бюретки 6-2-5; 1-2-100 по ГОСТ 20292-74.
Колбы 2-100-2; 2-200-2; 2-500-2 по ГОСТ 1770-741
Стакан В-1-100 ТС по ГОСТ 25336-82.
Стакан фторопластовый с носиком вместимостью 100 см3.
Банка БН-0,5, по ГОСТ 17000-71.
Бидон БДЦ-5,0 по ГОСТ 17000-71.
Пробки из пластмассы по ГОСТ 1770-74.
Цилиндры из полиэтилена вместимостью 60 см3.
Пробирки центрифужные из полиэтилена вместимостью 10 см3.
Пипетки из полиэтилена вместимостью 10 см3.
Кислота серная по ГОСТ 4204-77, х. ч. раствор 5 моль/дм3 и 1,4 моль/дм3.
Кислота азотная по ГОСТ 4461-77, х. ч.
Кислота фтористоводородная по ГОСТ 10484-78, х. ч., раствор 7,5 моль/дм3.
Раствор для отмывки экстрактов с концентрациями серной кислоты 1,18 моль/дм3 и фтористоводородной кислоты 0,98 моль/дм3. Для приготовления 5 дм3 раствора в полиэтиленовый бидон помещают 245 см3 раствора фтористоводородной кислоты 20 моль/дм3, 1175 см3 раствора серной кислоты 5 моль/дм3, 3580 см3 дистиллированной воды и перемешивают в течение 30 - 40 с.
Бриллиантовый зеленый, ч., раствор 3 г/дм3, готовят растворением 3 г красителя в 1 дм3 воды на холоду в течение 1 ч при перемешивании с помощью электромеханической мешалки.
Толуол по ГОСТ 5789-78, ч. д. а.
Ацетон по ГОСТ 2603-79, ч. д. а.
Аммоний сернокислый по ГОСТ 3769-78, х. ч.
Порошок танталовый (высокой чистоты), с массовой долей тантала не менее 99,5 %.
Вода дистиллированная по ГОСТ 6709-72.
4.3.3.2. Подготовка к измерению
4.3.3.2.1. Приготовление основного раствора и рабочих растворов
Основной раствор пятиокиси тантала 0,200 г/дм3: навеску металлического порошка тантала 0,0819 г, взвешенную с погрешностью ± 0,0005 г, помещают во фторопластовый стакан, добавляют полиэтиленовой пипеткой 5,0 см3 концентрированной фтористоводородной кислоты, 0,5 см3 азотной кислоты, нагревают на плитке до полного растворения навески и упаривают до объема 1 - 2 см3. Раствор переводят в мерную колбу вместимостью 500 см3, в которую предварительно помещают 250 см3 дистиллированной воды, доводят до метки и перемешивают в течение 30 - 40 с. Приготовленный раствор хранят в полиэтиленовой посуде.
Рабочие растворы пятиокиси тантала 2,0 и 20,0 мкг/см3 отбирают пипеткой 2,0 и 20,0 см3 основного раствора в мерные колбы вместимостью 200 см3, добавляют 56,0 см3 раствора серной кислоты 5 моль/дм3, доводят водой до метки и перемешивают в течение 30 - 40 с.
4.3.3.2.2. Построение градуировочного графика
В полиэтиленовые ампулы помещают из бюретки 2,0; 4,0; 6,0; 8,0; 10,0 см3 рабочего раствора 2,0 мкг/см3 и 1,0; 2,0; 3,0; 4,0; 5,0 см3 рабочего раствора 20,0 мкг/см3. Доводят раствором серной кислоты концентрации 1,4 моль/дм3 (2,8 н) до 10,0 см3, добавляют полиэтиленовой пипеткой 1,5 см3 раствора фтористоводородной кислоты 7,5 моль/дм3, 25,0 см3 толуола, добавляют из бюретки 11,0 см3 раствора бриллиантового зеленого и встряхивают в течение 60 с на электромеханическом встряхивателе или вручную. После расслаивания фаз в течение 60 - 90 с 10 см3 экстракта помещают в центрифужную пробирку и центрифугируют в течение 3 мин со скоростью 3000 мин-1.
Оптическую плотность измеряют на КФК-2 в кюветах с толщиной слоя поглощения 5,0 мм в интервале 20 - 100 мкг пятиокиси тантала и 30,0 мм в интервале 4 - 20 мкг пятиокиси тантала при λmax = (590 ± 10) нм. В качестве раствора сравнения применяют толуол.
Одновременно через все стадии проводят два параллельных контрольных опыта. Оптическая плотность контрольного опыта не должна превышать 0,03 в кювете 30 мм и 0,005 - в кювете 5 мм. По полученным данным строят два градуировочных графика.
4.3.3.3. Проведение измерений
Пробу массой 0,1000 г, взвешенную с погрешностью не более 0,0005 г, помещают во фторопластовый стакан, добавляют полиэтиленовой пипеткой 10 см3 концентрированной фтористоводородной кислоты, затем пипеткой 2,0 см3 азотной кислоты и 8,0 см3 концентрированной серной кислоты, нагревают на плитке до начала выделения паров серной кислоты, затем продолжают нагрев еще 2 - 3 мин. Стаканы охлаждают до температуры (25 ± 5) °С, добавляют 3,0 г сульфата аммония, разбавляют водой до 10 см3 и переводят в мерную колбу вместимостью 100 см3, доводят водой до метки и перемешивают 30 - 40 с.
Аликвотную часть полученного раствора, содержащую 4 - 100 мкг пятиокиси тантала, помещают в полиэтиленовый цилиндр вместимостью 60 см3, доводят раствором серной кислоты концентрации 5 моль/дм3 до 10,0 см3, добавляют 1,5 см3 раствора фтористоводородной кислоты концентрации 7,5 моль/дм3 и оставляют на 8 - 10 мин. Далее добавляют пипеткой 25,0 см3 толуола, 11,0 см3 раствора бриллиантового зеленого и производят экстракцию, как описано в п. 4.3.3.2. После расслаивания фазы разделяют и экстракт в количестве 20 - 25 см3 отмывают. Добавляют 10,5 см3 раствора для отмывки (полиэтиленовой пипеткой), 10,0 см3 раствора бриллиантового зеленого из бюретки и встряхивают, как описано в п. 4.3.3.2. После расслаивания фазы разделяют и экстракт в количестве не менее 16,0 см3 вновь подвергают операции отмывки. После расслаивания фаз 10 см3 экстракта помещают в центрифужную пробирку и центрифугируют в течение 3 мин со скоростью 3000 об/мин.
Оптическую плотность экстракта измеряют на КФК-2, как описано в п. 4.3.3.2.2. В закрытых полиэтиленовых пробирках экстракты стабильны в течение 4 ч. Допускается проведение экстракции и отмывки экстрактов одновременно в шестнадцати пробирках. Массу пятиокиси тантала определяют по градуировочному графику.
4.3.3.4. Обработка результатов
Массовую долю тантала (X) в процентах вычисляют по формуле
где m - масса пятиокиси тантала, найденная по градуировочному графику, мкг;
m1- масса навески пробы, г;
a - аликвотная часть раствора, отбираемая для экстракции, см3;
V - объем мерной колбы, равный 100 см3;
1,221 - коэффициент пересчета.
За результат измерений принимают среднее арифметическое результатов двух параллельных определений.
Допускаемые расхождения результатов двух параллельных определений не должны превышать значений допускаемых расхождений, приведенных в табл. 7и.
4.3.3.5. Контроль правильности анализа
Контроль правильности анализа проводят методом добавок.
Суммарная массовая доля тантала в пробе с добавкой должна быть не меньше утроенного значения нижней границы определяемых массовых долей и не больше верхней границы определяемых массовых долей.
Таблица 7и
Массовая доля тантала, %
Допускаемые расхождения, %
0,02
0,01
0,05
0,01
0,10
0,02
Суммарное содержание тантала (Х1) в пробе с добавкой в процентах вычисляют по формуле
где Хан - массовая доля тантала в пробе, %;
m1- масса тантала, введенная с добавкой, мкг;
m2- масса навески пробы, г.
Анализ считают правильным (Р = 0,95), если разность большей и меньшей из двух величин Х1и результата анализа пробы с добавкой не превышает
где d1- допускаемое расхождение между результатами двух параллельных определений в пробе без добавки;
d2- допускаемое расхождение между результатами двух параллельных определений в пробе с добавкой.
4.3.1 - 4.3.3.5. (Введены дополнительно, Изм. № 1).
Источник: ГОСТ 26252-84: Порошок ниобиевый. Технические условия оригинал документа
Англо-русский словарь нормативно-технической терминологии > CuO
-
86 keskkonnakatse
прил.1) экол. испытание изделия на его воздействие на окружающую среду (определение характера и степени воздействия изделия на окружающую среду), тестирование воздействие изделия на окружающую среду, экологическое испытание (продукта) -
87 défaut
дефект
Невыполнение требования, связанного с предполагаемым или установленным использованием.
Примечания
1. Различие между понятиями дефект и несоответствие является важным, так как имеет подтекст юридического характера, особенно связанный с вопросами ответственности за качество продукции. Следовательно, термин "дефект" следует использовать чрезвычайно осторожно.
2. Использование, предполагаемое потребителем, может зависеть от характера информации, такой как инструкции по использованию и техническому обслуживанию, предоставляемые поставщиком.
[ ГОСТ Р ИСО 9000-2008]
дефект
Невыполнение заданного или ожидаемого требования, касающегося объекта, а также требования, относящегося к безопасности.
Примечание
Ожидаемое требование должно быть целесообразным с точки зрения существующих условий.
[ИСО 8402-94]
дефект
Каждое отдельное несоответствие продукции установленным требованиям.
Пояснения
Если рассматриваемая единица продукции имеет дефект, то это означает, что по меньшей мере один из показателей ее качества или параметров вышел за предельное значение или не выполняется (не удовлетворяется) одно из требований нормативной документации к признакам продукции.
Несоответствие требованиям технического задания или установленным правилам разработки (модернизации) продукции относится к конструктивным дефектам.
Несоответствие требованиям нормативной документации на изготовление или поставку продукции относится к производственным дефектам.
Примерами дефектов могут быть: выход размера детали за пределы допуска, неправильная сборка или регулировка (настройка) аппарата (прибора), царапина на защитном покрытии изделия, недопустимо высокое содержание вредных примесей в продукте, наличие заусенцев на резьбе и т.д.
Термин "дефект" связан с термином "неисправность", но не является его синонимом. Неисправность представляет собой определенное состояние изделия. Находясь в неисправном состоянии, изделие имеет один или несколько дефектов.
Термин "дефект" применяют при контроле качества продукции на стадии ее изготовления, а также при ее ремонте, например при дефектации, составлении ведомостей дефектов и контроле качества отремонтированной продукции.
Термин "неисправность" применяют при использовании, хранении и транспортировании определенных изделий. Так, например, словосочетание "характер неисправности" означает конкретное недопустимое изменение в изделии, которое до его повреждения было исправным (находилось в исправном состоянии).
В отличие от термина "дефект" термин "неисправность" распространяется не на всякую продукцию, в том числе не на всякие изделия, например не называют неисправностями недопустимые отклонения показателей качества материалов, топлива, химических продуктов, изделий пищевой промышленности и т.п.
Термин "дефект" следует отличать также от термина "отказ".
Отказом называется событие, заключающееся в нарушении работоспособности изделия, которое до возникновения отказа было работоспособным. Отказ может возникнуть в результате наличия в изделии одного или нескольких дефектов, но появление дефектов не всегда означает, что возник отказ, т.е. изделие стало неработоспособным.
[ ГОСТ 15467-79]
[ ГОСТ 19088-89]
[ ГОСТ 24166-80]
[СТО Газпром РД 2.5-141-2005]
дефект
Каждое отдельное несоответствие продукции требованиям, установленным нормативной документацией
[Неразрушающий контроль. Россия, 1900-2000 гг.: Справочник / В.В. Клюев, Ф.Р. Соснин, С.В. Румянцев и др.; Под ред. В.В. Клюева]
[Система неразрушающего контроля. Виды (методы) и технология неразрушающего контроля. Термины и определения (справочное пособие). Москва 2003 г.]Тематики
- бумага и картон
- газораспределение
- ремонт судов
- системы менеджмента качества
- управл. качеством и обеспеч. качества
- управление качеством продукции
EN
DE
FR
дефект газотермического покрытия
дефект
Нарушение сплошности в напыленном материале и (или) на границе раздела между основой и покрытием, которое ухудшает эксплуатационные свойства газотермического покрытия.
[ ГОСТ 28076-89]Тематики
Синонимы
EN
FR
неисправность
отказ в работе
Состояние машины, характеризующееся неспособностью выполнять заданную функцию, исключая случаи проведения профилактического технического обслуживания, других запланированных действий или недостаток внешних ресурсов (например, отключение энергоснабжения).
Примечание 1
Неисправность часто является результатом повреждения самой машины, однако она может иметь место и без повреждения.
Примечание 2
На практике термины «неисправность», «отказ» и «повреждение» часто используются как синонимы.
[ ГОСТ Р ИСО 12100-1:2007]
неисправность
Состояние оборудования, характеризуемое его неспособностью выполнять требуемую функцию, исключая профилактическое обслуживание или другие планово-предупредительные действия, а также исключая неспособность выполнять требуемую функцию из-за недостатка внешних ресурсов.
Примечание - Неисправность часто является следствием отказа самого оборудования, но может существовать и без предварительного отказа.
[ГОСТ ЕН 1070-2003]
неисправность
Состояние технического объекта (элемента), характеризуемое его неспособностью выполнять требуемую функцию, исключая периоды профилактического технического обслуживания или другие планово-предупредительные действия, или в результате недостатка внешних ресурсов.
Примечания
1 Неисправность является часто следствием отказа самого технического объекта, но может существовать и без предварительного отказа.
2 Английский термин «fault» и его определение идентичны данному в МЭК 60050-191 (МЭС 191-05-01) [1]. В машиностроении чаще применяют французский термин «defaut» или немецкий термин «Fehler», чем термины «panne» и «Fehlzusstand», которые употребляют с этим определением.
[ ГОСТ Р ИСО 13849-1-2003]Тематики
EN
- abnormality
- abort
- abortion
- breakage
- breakdown
- bug
- defect
- disease
- disrepair
- disturbance
- fail
- failure
- failure occurrence
- fault
- faultiness
- fouling
- health problem
- layup
- malfunction
- problem
- shutdown
- trouble
DE
FR
4. Дефект
D. Defect
E. Defect
F. Défaut
Источник: ГОСТ 24166-80: Система технического обслуживания и ремонта судов. Ремонт судов. Термины и определения оригинал документа
Франко-русский словарь нормативно-технической терминологии > défaut
-
88 setting
- установка заклепки
- установка (в определённое положение)
- уставка (регулируемой величины)
- уставка
- тепловое ограждение
- садка сырца огнеупорного изделия
- пуск в ход
- пуск в действие
- параметр
- осаживание (бура)
- осадка (фундамента)
- опора фундамента
- обмуровка (котла)
- кладка (котла)
- значение параметра
- затвердевание клея
затвердевание клея
затвердевание
Изменение агрегатного состояния клея переходом из жидкого в твердое под действием физических факторов, направленное на достижение заданной прочности.
[ ГОСТ 28780-90]Тематики
Синонимы
EN
DE
FR
значение параметра
-
[ ГОСТ 19919-74]
установленный параметр
—
[Л.Г.Суменко. Англо-русский словарь по информационным технологиям. М.: ГП ЦНИИС, 2003.]
значение параметра
заданное значение параметра
-
[Интент]Параллельные тексты EN-RU
The P63x must be adjusted to the system and to the protected equipment by appropriate settings.
This chapter gives instructions for determining the settings, which are located in the folder titled 'Parameters' in the menu tree.
The sequence in which the settings are listed and described in this chapter corresponds to their sequence in the menu tree.
The default settings are activated after a cold restart.
The P63x is blocked in that case.
All settings must be re-entered after a cold restart.
[Schneider Electric]Настройка устройства P63x к измерительной системе и к защищаемому оборудованию осуществляется заданием значений соответствующих параметров.
В настоящем разделе описан порядок задания значений параметров, расположенных в папке "Параметры" дерева меню.
Описание параметров приведено в порядке их следования в дереве меню.
После холодного старта активируются значения параметров по умолчанию.
В этом случае устройство P63x блокируется.
После холодного старта все значения параметров необходимо ввести заново.
[Перевод Интент]
Недопустимые, нерекомендуемые
Тематики
- контроль автоматизир. тех. состояния авиац. техники
Обобщающие термины
- параметры контроля, их значения и определение
EN
кладка (котла)
—
[ http://slovarionline.ru/anglo_russkiy_slovar_neftegazovoy_promyishlennosti/]Тематики
EN
осадка (фундамента)
оседать
—
[А.С.Гольдберг. Англо-русский энергетический словарь. 2006 г.]Тематики
Синонимы
EN
осаживание (бура)
—
[ http://slovarionline.ru/anglo_russkiy_slovar_neftegazovoy_promyishlennosti/]Тематики
EN
параметр
Величина, характеризующая основные существенные особенности процессов или объектов
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]
параметр
-
[Лугинский Я. Н. и др. Англо-русский словарь по электротехнике и электроэнергетике. 2-е издание - М.: РУССО, 1995 - 616 с.]Тематики
- автоматизация, основные понятия
EN
DE
FR
пуск в действие
монтаж
запуск
ввод в действие
—
[Л.Г.Суменко. Англо-русский словарь по информационным технологиям. М.: ГП ЦНИИС, 2003.]Тематики
Синонимы
EN
садка сырца огнеупорного изделия
Определенный порядок размещения сырца огнеупорного изделия в печи, сушильном агрегате или на печной или сушильной вагонетке.
Примечание
В зависимости от количества марок и рядов различают одномарочную и многомарочную, однорядную и многорядную садку.
[ ГОСТ Р 52918-2008]Тематики
EN
уставка
Значение, выбранное при настройке.
[ГОСТ IЕС 60730-1-2011]
уставка
заданное значение регулируемой величины
-
[Интент]
уставка
Регламентированное граничное или заданное значение некоторой переменной величины. В данном контексте - граничное значение технологической переменной, технологического параметра
[ http://kip-krasnodar.ucoz.ru/index/terminy_i_opredelenija_kipia/0-9]Тематики
- автоматизация, основные понятия
- электротехника, основные понятия
Синонимы
EN
уставка (регулируемой величины)
—
[Я.Н.Лугинский, М.С.Фези-Жилинская, Ю.С.Кабиров. Англо-русский словарь по электротехнике и электроэнергетике, Москва, 1999 г.]Тематики
- электротехника, основные понятия
EN
установка (в определённое положение)
—
[А.С.Гольдберг. Англо-русский энергетический словарь. 2006 г.]Тематики
EN
установка заклепки
Вставление заклепки в отверстия соединяемых деталей и вытягивание или запрессовка сердечника для стягивания и фиксирования соединения.
[ ГОСТ Р ИСО 14588-2005]Тематики
Обобщающие термины
EN
3.72 тепловое ограждение (setting): Кожух нагревателя, кирпичная кладка, футеровка и тепловая изоляция, включая анкеры.
Источник: ГОСТ Р 53682-2009: Установки нагревательные для нефтеперерабатывающих заводов. Общие технические требования оригинал документа
2.7.1 установка заклепки (setting): Вставление заклепки в отверстия соединяемых деталей и вытягивание или запрессовка сердечника для стягивания и фиксирования соединения.
Источник: ГОСТ Р ИСО 14588-2005: Заклепки "слепые". Термины и определения оригинал документа
Англо-русский словарь нормативно-технической терминологии > setting
-
89 optimization
- подбор оптимальных условий
- оптимизация
- определение оптимальных характеристик
- выбор оптимальных параметров
выбор оптимальных параметров
—
[А.С.Гольдберг. Англо-русский энергетический словарь. 2006 г.]Тематики
EN
определение оптимальных характеристик
—
[ http://slovarionline.ru/anglo_russkiy_slovar_neftegazovoy_promyishlennosti/]Тематики
EN
оптимизация
Процесс отыскания варианта, соответствующего критерию оптимальности
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]
оптимизация
1. Процесс нахождения экстремума функции, т.е. выбор наилучшего варианта из множества возможных, процесс выработки оптимальных решений; 2. Процесс приведения системы в наилучшее (оптимальное) состояние. Иначе говоря, первое определение трактует термин «О.» как факт выработки и принятия оптимального решения (в широком смысле этих слов); мы выясняем, какое состояние изучаемой системы будет наилучшим с точки зрения предъявляемых к ней требований (критерия оптимальности) и рассматриваем такое состояние как цель. В этом смысле применяется также термин «субоптимизация» в случаях, когда отыскивается оптимум по какому-либо одному критерию из нескольких в векторной задаче оптимизации (см. Оптимальность по Парето, Векторная оптимизация). Второе определение имеет в виду процесс выполнения этого решения: т.е. перевод системы от существующего к искомому оптимальному состоянию. В зависимости от вида используемых критериев оптимальности (целевых функций или функционалов) и ограничений модели (множества допустимых решений) различают скалярную О., векторную О., мно¬гокритериальную О., стохастическую О (см. Стохастическое программирование), гладкую и негладкую (см. Гладкая функция), дискретную и непрерывную (см. Дискретность, Непрерывность), выпуклую и вогнутую (см. Выпуклость, вогнутость) и др. Численные методы О., т.е. методы построения алгоритмов нахождения оп¬тимальных значений целевых функций и соответствующих точек области допустимых значений — развитой отдел современной вычислительной математики. См. Оптимальная задача.
[ http://slovar-lopatnikov.ru/]Параллельные тексты EN-RU из ABB Review. Перевод компании Интент
The quest for the optimumВопрос оптимизацииThroughout the history of industry, there has been one factor that has spurred on progress more than any other. That factor is productivity. From the invention of the first pump to advanced computer-based optimization methods, the key to the success of new ideas was that they permitted more to be achieved with less. This meant that consumers could, over time and measured in real terms, afford to buy more with less money. Luxuries restricted to a tiny minority not much more than a generation ago are now available to almost everybody in developed countries, with many developing countries rapidly catching up.На протяжении всей истории промышленности существует один фактор, подстегивающий ее развитие сильнее всего. Он называется «производительность». Начиная с изобретения первого насоса и заканчивая передовыми методами компьютерной оптимизации, успех новых идей зависел от того, позволяют ли они добиться большего результата меньшими усилиями. На языке потребителей это значит, что они всегда хотят купить больше, а заплатить меньше. Меньше чем поколение назад, многие предметы считались роскошью и были доступны лишь немногим. Сейчас в развитых странах, число которых быстро увеличивается, подобное может позволить себе почти каждый.With industry and consumers expecting the trend towards higher productivity to continue, engineering companies are faced with the challenge of identifying and realizing further optimization potential. The solution often lies in taking a step back and looking at the bigger picture. Rather than optimizing every step individually, many modern optimization techniques look at a process as a whole, and sometimes even beyond it. They can, for example, take into account factors such as the volatility of fuel quality and price, the performance of maintenance and service practices or even improved data tracking and handling. All this would not be possible without the advanced processing capability of modern computer and control systems, able to handle numerous variables over large domains, and so solve optimization problems that would otherwise remain intractable.На фоне общей заинтересованности в дальнейшем росте производительности, машиностроительные и проектировочные компании сталкиваются с необходимостью определения и реализации возможностей по оптимизации своей деятельности. Для того чтобы найти решение, часто нужно сделать шаг назад, поскольку большое видится на расстоянии. И поэтому вместо того, чтобы оптимизировать каждый этап производства по отдельности, многие современные решения охватывают процесс целиком, а иногда и выходят за его пределы. Например, они могут учитывать такие факторы, как изменение качества и цены топлива, результативность ремонта и обслуживания, и даже возможности по сбору и обработке данных. Все это невозможно без использования мощных современных компьютеров и систем управления, способных оперировать множеством переменных, связанных с крупномасштабными объектами, и решать проблемы оптимизации, которые другим способом решить нереально.Whether through a stunning example of how to improve the rolling of metal, or in a more general overview of progress in optimization algorithms, this edition of ABB Review brings you closer to the challenges and successes of real world computer-based optimization tasks. But it is not in optimization and solving alone that information technology is making a difference: Who would have thought 10 years ago, that a technician would today be able to diagnose equipment and advise on maintenance without even visiting the factory? ABB’s Remote Service makes this possible. In another article, ABB Review shows how the company is reducing paperwork while at the same time leveraging quality control through the computer-based tracking of production. And if you believed that so-called “Internet communities” were just about fun, you will be surprised to read how a spin-off of this idea is already leveraging production efficiency in real terms. Devices are able to form “social networks” and so facilitate maintenance.Рассказывая об ошеломляющем примере того, как был усовершенствован процесс прокатки металла, или давая общий обзор развития алгоритмов оптимизации, этот выпуск АББ Ревю знакомит вас с практическими задачами и достигнутыми успехами оптимизации на основе компьютерных технологий. Но информационные технологии способны не только оптимизировать процесс производства. Кто бы мог представить 10 лет назад, что сервисный специалист может диагностировать производственное оборудование и давать рекомендации по его обслуживанию, не выходя из офиса? Это стало возможно с пакетом Remote Service от АББ. В другой статье этого номера АББ Ревю рассказывается о том, как компания смогла уменьшить бумажный документооборот и одновременно повысить качество управления с помощью компьютерного контроля производства. Если вы считаете, что так называемые «интернет-сообщества» служат только для развлечения,то очень удивитесь, узнав, что на основе этой идеи можно реально повысить производительность. Формирование «социальной сети» из автоматов значительно облегчает их обслуживание.This edition of ABB Review also features several stories of service and consulting successes, demonstrating how ABB’s expertise has helped customers achieve higher levels of productivity. In a more fundamental look at the question of what reliability is really about, a thought-provoking analysis sets out to find the definition of that term that makes the greatest difference to overall production.В этом номере АББ Ревю есть несколько статей, рассказывающих об успешных решениях по организации дистанционного сервиса и консультирования. Из них видно, как опыт АББ помогает нашим заказчикам повысить производительность своих предприятий. Углубленные размышления о самой природе термина «надежность» приводят к парадоксальным выводам, способным в корне изменить представления об оптимизации производства.Robots have often been called “the extended arm of man.” They are continuously advancing productivity by meeting ever-tightening demands on precision and efficiency. This edition of ABB Review dedicates two articles to robots.Робот – это могучее «продолжение» человеческой руки. Применение роботов способствует постоянному повышению производительности, поскольку они отвечают самым строгим требованиям точности и эффективности. Две статьи в этом номере АББ Ревю посвящены роботам.Further technological breakthroughs discussed in this issue look at how ABB is keeping water clean or enabling gas to be shipped more efficiently.Говоря о других технологических достижениях, обсуждаемых на страницах журнала, следует упомянуть о том, как компания АББ обеспечивает чистоту воды, а также более эффективную перевозку сжиженного газа морским транспортом.The publication of this edition of ABB Review is timed to coincide with ABB Automation and Power World 2009, one of the company’s greatest customer events. Readers visiting this event will doubtlessly recognize many technologies and products that have been covered in this and recent editions of the journal. Among the new products ABB is launching at the event is a caliper permitting the flatness of paper to be measured optically. We are proud to carry a report on this product on the very day of its launch.Публикация этого номера АББ Ревю совпала по времени с крупнейшей конференцией для наших заказчиков «ABB Automation and Power World 2009». Читатели, посетившие ее, смогли воочию увидеть многие технологии и изделия, описанные в этом и предыдущих выпусках журнала. Среди новинок, представленных АББ на этой конференции, был датчик, позволяющий измерять толщину бумаги оптическим способом. Мы рады сообщить, что сегодня он готов к выпуску.Тематики
EN
DE
FR
Англо-русский словарь нормативно-технической терминологии > optimization
90 building product
изделие строительное
Элемент заводского изготовления, поставляемый на строительство в готовом виде
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]Тематики
EN
DE
FR
3.5 строительный материал (building product): Продукция, предназначенная для применения в строительных работах.
Источник: ГОСТ Р ИСО 16000-10-2009: Воздух замкнутых помещений. Часть 10. Определение выделения летучих органических соединений строительными и отделочными материалами. Метод с использованием испытательной ячейки оригинал документа
3.5 строительный материал (building product): Продукция, предназначенная для применения в строительных работах.
Источник: ГОСТ Р ИСО 16000-9-2009: Воздух замкнутых помещений. Часть 9. Определение выделения летучих органических соединений строительными и отделочными материалами. Метод с использованием испытательной камеры оригинал документа
Англо-русский словарь нормативно-технической терминологии > building product
91 description
dɪsˈkrɪpʃən сущ.
1) а) составление описания (словесного или с помощью карандаша и бумаги) Writers gifted with strong imaginations, are masters of description. ≈ Писателям с богатым воображением обычно удаются различные описания. б) описание( событий), версия( происходящего и т.д.) to give, provide a description ≈ описывать accurate, correct, exact description ≈ точное описание blow-by-blow description ≈ исчерпывающее описание clear description ≈ четкое описание detailed, thorough description ≈ подробное описание firsthand description ≈ достоверное/"из первых рук" описание glowing description ≈ яркое описание lively, picturesque, vivid description ≈ живое описание matter-of-fact, objective description ≈ объективное описание superficial description ≈ поверхностное описание job description ≈ должностная инструкция Syn: description, explanation
2) а) набор признаков или специфических черт (для описания объектов одного вида, сорта, класса) б) вид, класс, разряд, род, сорт (каких-либо объектов) Syn: sort, kind, type, variety
3) геом. вписывание (одной геометрической фигуры в другую), описывание (одной геометрической фигуры вокруг другой) description of a rectangle triangle in a circle ≈ вписывание прямоугольного треугольника в круг описание;
изображение - faithful * правдивое описание - * of a storm описание бури - * of a horse спецификация на лошадь (конный спорт) - beyond * не поддающийся описанию, неописуемый - to give a (detailed) * of smth. дать( подробное) описание чего-л. - to answer (to) the * подходить под описание;
иметь указанные приметы - it baffles /beggars, defies/ * это не поддается описанию (разговорное) вид, род - books of every * всевозможные книги - people of all *s люди всякого звания - a lecture of the poorest * никуда негодная лекция вычерчивание - * of a circle описывание окружности - * of an arch вычерчивание дуги (логика) дескрипция - definite * определенная дескрипция to beggar (или to baffle, to defy) ~ не поддаваться описанию behaviour ~ вчт. поведенческое описание beyond ~ не поддающийся описанию description вид, род, сорт;
books of every description всевозможные книги;
of the worst description худшего типа;
самого худшего сорта data ~ описание данных database ~ вчт. описание базы данных declarative ~ вчт. декларативное описание description вид, род, сорт;
books of every description всевозможные книги;
of the worst description худшего типа;
самого худшего сорта ~ вид ~ вычерчивание, описание ~ изображение ~ описание, изображение ~ вчт. описание ~ описание ~ очерчивание ~ род ~ характеристика ~ of goods наименование товара ~ of goods описание товара ~ of operational risk определение производственного риска ~ of patent описание изобретения к патенту ~ of risk определение риска ~ of risk точное определение страховой ответственности detailed ~ подробное описание field ~ вчт. описание поля formal ~ вчт. формальное описание functional ~ функциональное описание generic ~ вчт. обобщенное описание generic ~ общее описание implementation ~ вчт. описание реализации instance ~ вчт. описание экземпляра job ~ должностная инструкция job ~ описание вида работы;
общее изложение функций с указанием необходимой квалификации job ~ вчт. описание задания job ~ описание рабочего задания job ~ перечень функций и задач включенных в конкретный вид деятельности job ~ характер выполняемой работы job ~ характер работы misleading trade ~ описание товара, вводящее в заблуждение description вид, род, сорт;
books of every description всевозможные книги;
of the worst description худшего типа;
самого худшего сорта patent ~ описание изобретения к патенту patent ~ описание патента personal ~ личные приметы problem ~ вчт. описание задачи product ~ описание изделия product ~ характер выпускаемой продукции protocol ~ вчт. описание протокола quasi-formal ~ вчт. квазиформальное описание specific ~ pat. частичное описание trade ~ торговое описаниеБольшой англо-русский и русско-английский словарь > description
92 orientation
1) Общая лексика: настройка, ориентация, ориентирование, ориентированность, ориентировка, установка2) Геология: ориентировка (кристаллов)3) Морской термин: ориентировка (прибора), определение места (судна)4) Медицина: определение местонахождения, ориентировка (психическая функция, обеспечивающая осознание собственной личности и обстановки)5) Американизм: политическая ориентация6) Военный термин: ознакомительная беседа, ознакомление, определение направления, указания относительно общего направления действий, горизонтальная наводка (ПУ)7) Психиатрия: способность разобраться в окружающем мире8) Техника: координаты заданного положения9) Строительство: ориентирование (линии)10) Математика: ориентант, ориентировочный11) Архитектура: ориентация (расположение здания относительно стран света)12) Университет: ознакомительная лекция, курс лекций13) Физика: ориентационный14) Электроника: направление15) Вычислительная техника: положение16) Генетика: ориентация (положение центромеры по отношению к полюсам веретена в процессе клеточного деления)17) Космонавтика: горизонтальная намотка, приведение оси в... направление18) Парфюмерия: потребительское назначение19) Деловая лексика: координирование, политическая информация20) Глоссарий компании Сахалин Энерджи: инструктаж21) Макаров: координаты положения, курс, направление в определённую сторону, направление на восток, ориентирование линии, потребительское назначение (изделия), ориентирование (карты, планшета и т.п.), ориентация (курс), выстраивание (напр. уровней, атомов)93 description
[dɪsˈkrɪpʃən]to beggar (или to baffle, to defy) description не поддаваться описанию behaviour description вчт. поведенческое описание beyond description не поддающийся описанию description вид, род, сорт; books of every description всевозможные книги; of the worst description худшего типа; самого худшего сорта data description описание данных database description вчт. описание базы данных declarative description вчт. декларативное описание description вид, род, сорт; books of every description всевозможные книги; of the worst description худшего типа; самого худшего сорта description вид description вычерчивание, описание description изображение description описание, изображение description вчт. описание description описание description очерчивание description род description характеристика description of goods наименование товара description of goods описание товара description of operational risk определение производственного риска description of patent описание изобретения к патенту description of risk определение риска description of risk точное определение страховой ответственности detailed description подробное описание field description вчт. описание поля formal description вчт. формальное описание functional description функциональное описание generic description вчт. обобщенное описание generic description общее описание implementation description вчт. описание реализации instance description вчт. описание экземпляра job description должностная инструкция job description описание вида работы; общее изложение функций с указанием необходимой квалификации job description вчт. описание задания job description описание рабочего задания job description перечень функций и задач включенных в конкретный вид деятельности job description характер выполняемой работы job description характер работы misleading trade description описание товара, вводящее в заблуждение description вид, род, сорт; books of every description всевозможные книги; of the worst description худшего типа; самого худшего сорта patent description описание изобретения к патенту patent description описание патента personal description личные приметы problem description вчт. описание задачи product description описание изделия product description характер выпускаемой продукции protocol description вчт. описание протокола quasi-formal description вчт. квазиформальное описание specific description pat. частичное описание trade description торговое описание94 заказчик
заказчик
Организация, предприятие или учреждение, имеющие выделенные в установленном порядке средства для осуществления капитального строительства или ремонта и заключающие в этих целях договор на производство проектно-изыскательских и строительно-монтажных работ с подрядной организацией
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]
заказчик
Юридическое лицо, осуществляющее в процессе строительства, капитального ремонта и реконструкции объектов магистральных трубопроводов функции, регламентированные законодательством, в числе которых право и обязанность по организации технического надзора за качеством строительства, капитального ремонта и реконструкции указанных объектов.
[РД 01.120.00-КТН-228-06]
заказчик
Юридическое лицо, в интересах и за счет средств которого осуществляются закупки. Заказчиком выступает собственник средств или их законный распорядитель, а выразителями его интересов - руководители, наделенные правом совершать от его имени сделки по закупкам.
[ОАО РАО "ЕЭС России" СТО 17330282.27.010.001-2008]Тематики
EN
DE
FR
4.9 заказчик (customer): Организация или лицо, получающие продукт или услугу.
Примечание 1 - Заказчик может быть внутренним или внешним по отношению к организации.
Примечание 2 - Адаптировано из ИСО 9000:2005.
Примечание 3 - Другие термины, используемые для термина «заказчик»: «приобретающая сторона», «розничный покупатель», «оптовый покупатель».
Источник: ГОСТ Р ИСО/МЭК 12207-2010: Информационная технология. Системная и программная инженерия. Процессы жизненного цикла программных средств оригинал документа
4.2 заказчик (acquirer): Организация, которая приобретает или получает систему, программный продукт или программную услугу от поставщика (3.1 ГОСТ Р ИСО/МЭК 12207).
Примечание - Заказчиком может быть: оптовый или розничный покупатель, клиент, собственник или пользователь. В контексте настоящего стандарта заказчиком является сторона, запрашивающая документацию. Отметим, что наличие у заказчика документации не является обязательным. Заказчик и разработчик документации могут быть представителями одной организации, или заказчиком может быть разработчик данного программного средства.
Источник: ГОСТ Р ИСО/МЭК 15910-2002: Информационная технология. Процесс создания документации пользователя программного средства оригинал документа
3.1 заказчик (acquirer): Организация, которая приобретает или получает систему, программный продукт или программную услугу от поставщика.
Примечание - Заказчиком может быть: оптовый или розничный покупатель, клиент, владелец, пользователь.
Источник: ГОСТ Р ИСО/МЭК 12207-99: Информационная технология. Процессы жизненного цикла программных средств оригинал документа
3.3 заказчик (customer): Пользователь или покупатель продукции (машины, сооружения и т.п.).
Источник: ГОСТ Р ИСО 2017-2-2011: Вибрация и удар. Упругие системы крепления. Часть 2. Технические данные для применения систем виброизоляции для железнодорожного транспорта оригинал документа
3.3 заказчик (purchaser): Получатель или его представитель, приобретающий крепежные изделия.
Примечание - Необязательно, чтобы заказчик был пользователем крепежных изделий.
Источник: ГОСТ Р ИСО 3269-2009: Изделия крепежные. Приемочный контроль оригинал документа
2.51 заказчик (customer): Организация или ее представитель, ответственный за точное определение требований к чистому помещению (2.33) или чистой зоне (2.34).
[ИСО 14644-1:1999, статья 2.5.1]
Источник: ГОСТ Р ИСО 14644-6-2010: Чистые помещения и связанные с ними контролируемые среды. Часть 6. Термины оригинал документа
3.4 заказчик (customer): Пользователь или покупатель продукции (машины, сооружения и т. п.).
Источник: ГОСТ Р ИСО 2017-1-2011: Вибрация и удар. Упругие системы крепления. Часть 1. Технические данные для применения систем виброизоляции оригинал документа
3.9 заказчик (client):
в контексте «оценки»: организация (3.4), поручающая проведение оценки.
Источник: ГОСТ Р ИСО 14050-2009: Менеджмент окружающей среды. Словарь оригинал документа
Русско-английский словарь нормативно-технической терминологии > заказчик
95 контроль
- tracking
- inspection
- en
- control
- 1
контроль
Деятельность, включающая, проведение измерений, экспертизы, испытаний или оценки одной или нескольких характеристик (с целью калибровки) объекта и сравнение полученных результатов с установленными требованиями для определения, достигнуто ли соответствие по каждой их этих характеристик.
Примечания
1. Во французском языке термин «Inspection» может обозначать деятельность по надзору за качеством, проводимую в рамках определенного задания.
2. Вышеуказанное определение применяется в стандартах на качество. Термин «контроль» определен в Руководстве ИСО/МЭК 2.
[ИСО 8402-94]
контроль
Процедура оценивания соответствия путем наблюдения и суждений, сопровождаемых соответствующими измерениями, испытаниями или калибровкой.
[Руководство ИСО/МЭК 2].
[ ГОСТ Р ИСО 9000-2008]
контроль
Способ управления риском, обеспечивающий достижение бизнес-цели или соблюдение процесса. Примерами контроля могут служить политики, процедуры, роли, дисковый массив (RAID), дверные замки и т.п. Контроль иногда называют контрмерой или мерой предосторожности.
[Словарь терминов ITIL версия 1.0, 29 июля 2011 г.]EN
control
A means of managing a risk, ensuring that a business objective is achieved or that a process is followed. Examples of control include policies, procedures, roles, RAID, door locks etc. A control is sometimes called a countermeasure or safeguard.
[Словарь терминов ITIL версия 1.0, 29 июля 2011 г.]Тематики
- системы менеджмента качества
- управл. качеством и обеспеч. качества
EN
2.7 контроль (control): -
Примечание - В контексте безопасности информационно-телекоммуникационных технологий термин «контроль» может считаться синонимом «защитной меры» (см. 2.24).
Источник: ГОСТ Р ИСО/МЭК 13335-1-2006: Информационная технология. Методы и средства обеспечения безопасности. Часть 1. Концепция и модели менеджмента безопасности информационных и телекоммуникационных технологий оригинал документа
3.8 контроль (tracking): Создание, включение в систему управления документами и сохранение информации о движении и использовании документов.
Источник: ГОСТ Р ИСО 15489-1-2007: Система стандартов по информации, библиотечному и издательскому делу. Управление документами. Общие требования оригинал документа
3.8.2 контроль (inspection): Процедура оценивания соответствия путем наблюдения и суждений, сопровождаемых соответствующими измерениями, испытаниями или калибровкой.
[Руководство ИСО/МЭК 2]
Источник: ГОСТ Р ИСО 9000-2008: Системы менеджмента качества. Основные положения и словарь оригинал документа
4.13 контроль (inspection): Процессы измерения, исследования, калибрования, взвешивания и испытания одной или нескольких характеристик изделия и сравнение полученных результатов с установленными требованиями для определения соответствия.
Примечание - Контроль проводят в соответствии с ИСО 404.
Источник: ГОСТ Р ИСО 3183-2009: Трубы стальные для трубопроводов нефтяной и газовой промышленности. Общие технические условия оригинал документа
3.8.2 контроль (en inspection; fr contrôle): Процедура оценивания соответствия путем наблюдения и суждений, сопровождаемых соответствующими измерениями, испытаниями или калибровкой. [Руководство ИСО/МЭК 2].
Источник: ГОСТ Р ИСО 9000-2001: Системы менеджмента качества. Основные положения и словарь оригинал документа
3.1 контроль (inspection): Оценка соответствия требованиям путем наблюдений и выводов на основе проверок, измерений и испытаний.
[ИСО 3534-2]
Источник: ГОСТ Р ИСО 2859-5-2009: Статистические методы. Процедуры выборочного контроля по альтернативному признаку. Часть 5. Система последовательных планов на основе AQL для контроля последовательных партий оригинал документа
4.3 контроль (inspection): Проверка проекта, продукции или процесса и определение их соответствия заданным требованиям или, на основе профессионального суждения, общим требованиям.
Примечание - Контроль процесса может предусматривать проверку персонала, оборудования, технологии и методологии.
Источник: ГОСТ Р ИСО/МЭК 17000-2009: Оценка соответствия. Словарь и общие принципы оригинал документа
1.2.1 контроль 1)
Действия, такие как измерение, обследование, испытание и калибровка одного или нескольких показателей продукции или услуги и сравнение с установленными требованиями для определения соответствия
1)Данный термин более подробно определен в title="Управление качеством и обеспечение качества - Словарь".
Источник: ГОСТ Р 50779.11-2000: Статистические методы. Статистическое управление качеством. Термины и определения оригинал документа
3.1.8 контроль (inspection): Оценка соответствия на основе наблюдений и заключений, сопровождаемых соответствующими измерениями, испытаниями или градуировкой.
[ИСО 3534-2, определение 1.4.1.2]
Источник: ГОСТ Р ИСО 21247-2007: Статистические методы. Комбинированные системы нуль-приемки и процедуры управления процессом при выборочном контроле продукции оригинал документа
3.2.57 контроль (inspection): Процедура оценивания соответствия путем наблюдения и суждений, сопровождаемых соответствующими измерениями, испытаниями или калибровкой.
Источник: ГОСТ Р 54147-2010: Стратегический и инновационный менеджмент. Термины и определения оригинал документа
Русско-английский словарь нормативно-технической терминологии > контроль
96 fault
- ток повреждения
- сверхток
- сброс
- сбой
- разлом
- повреждение (цепи, линии, устройства)
- повреждение (во взрывозащите)
- повреждение
- ошибка
- отказ
- ненормальный режим работы
- неисправность
- неисправное состояние
- нарушение
- короткое замыкание
- дизъюктивное нарушение
- дефект
- выход из строя
- аварийное сообщение
аварийное сообщение
-Параллельные тексты EN-RU
The system offers diagnostic and statistics functions and configurable warnings and faults, allowing better prediction of component maintenance, and provides data to continuously improve the entire system.
[Schneider Electric]Система (управления электродвигателем) предоставляет оператору различную диагностическую и статистическую информацию и позволяет сконфигурировать предупредительные и аварийные сообщения, что дает возможность лучше планировать техническое обслуживание и постоянно улучшать систему в целом.
[Перевод Интент]Various alarm notifications are available to indicate a compromised security state such as forced entry and door position.
[APC]Устройство может формировать различные аварийные сообщения о нарушении защиты, например, о несанкционированном проникновении или об изменении положения двери.
[Перевод Интент]
Тематики
EN
выход из строя
—
[Я.Н.Лугинский, М.С.Фези-Жилинская, Ю.С.Кабиров. Англо-русский словарь по электротехнике и электроэнергетике, Москва, 1999 г.]
выход системы из строя
вследствие отказа аппаратного или программного обеспечения либо средств связи
[Англо-русский толковый словарь терминов и сокращений по ВТ, Интернету и программированию. © 1998-2007 гг., Э.М. Пройдаков, Л.А. Теплицкий. 13,8 тыс. статей.]
выход из строя
-
[Интент]Единичные выходы из строя в процессе испытаний элементов электронной техники (микросхем, электровакуумных и полупроводниковых приборов, конденсаторов, резисторов, кварцевых резонаторов и т.д.), а также ламп накаливания и предохранителей не могут служить основанием для прекращения испытаний, если это не вызвано недостатком конструкции прибора.
При повторных выходах из строя тех же элементов испытания следует считать неудовлетворительными.
[ ГОСТ 24314-80]При выходе из строя отдельно стоящих вентиляторов на двигателях мельниц, дымососов, мельничных вентиляторов, вентиляторов первичного воздуха и т.д. необходимо при первой возможности, но не позже чем его допускается заводской инструкцией, отключить двигатель 6 кВ для ремонта вентилятора охлаждения двигателя.
[РД 34.20.565]Судовая электрическая сеть, предназначенная для передачи электроэнергии при выходе из строя линий электропередачи силовой сети или исчезновении напряжения
[ ГОСТ 22652-77]Тематики
Синонимы
EN
дизъюктивное нарушение
Относительное перемещение частей пластов вдоль плоскости их разрыва (геол.)
[ http://slovarionline.ru/anglo_russkiy_slovar_neftegazovoy_promyishlennosti/]Тематики
EN
короткое замыкание
Случайное или намеренное соединение резистором или импедансом со сравнительно низким сопротивлением двух или более точек в цепи, нормально находящихся под различным напряжением.
Случайное или намеренное низкоимпедансное или низкоомное соединение двух или более точек электрической цепи, нормально находящихся под разными электрическими потенциалами. (вариант компании Интент)
МЭК 60050(151-03-41) [2].
[ ГОСТ Р 50030. 1-2000 ( МЭК 60947-1-99)]
короткое замыкание
Случайный или преднамеренный проводящий путь между двумя или более проводящими частями, принуждающий различия электрических потенциалов между этими проводящими частями становиться равными или близкими к нулю.
Короткое замыкание обычно возникает в аварийном режиме электроустановки здания при повреждении изоляции токоведущих частей, находящихся под разными электрическими потенциалами, и возникновении между этими частями электрического контакта, имеющего пренебрежимо малое полное сопротивление. Короткое замыкание также может быть следствием ошибочных действий, совершаемых персоналом при монтаже и эксплуатации электроустановки здания, когда соединяют между собой проводящие части, которые в нормальном режиме находятся под разными электрическими потенциалами.
Короткое замыкание характеризуется током короткого замыкания, который, многократно превышая номинальный ток электрической цепи, может вызвать возгорание её элементов и явиться причиной пожара в здании. Поэтому в электроустановках зданий всегда проводят мероприятия, направленные на снижение вероятности возникновения короткого замыкания, а также выполняют защиту от короткого замыкания с помощью устройств защиты от сверхтока.
[ http://www.volt-m.ru/glossary/letter/%CA/view/27/]
короткое замыкание
Случайное или преднамеренное соединение двух или более проводящих частей, вызывающее снижение разности электрических потенциалов между этими частями до нуля или значения, близкого к нулю.
[ ГОСТ Р МЭК 60050-195-2005]
короткое замыкание
КЗ
замыкание, при котором токи в ветвях электроустановки, примыкающих к месту его возникновения, резко возрастают, превышая наибольший допустимый ток продолжительного режима
[Методические указания по защите распределительных электрических сетей напряжением 0,4-10 кВ от грозовых перенапряжений]EN
short-circuit
accidental or intentional conductive path between two or more conductive parts forcing the electric potential differences between these conductive parts to be equal to or close to zero
Source: 151-03-41 MOD
[IEV number 195-04-11]FR
court-circuit
chemin conducteur accidentel ou intentionnel entre deux ou plusieurs parties conductrices forçant les différences de potentiel électriques entre ces parties conductrices à être nulles ou proches de zéro
Source: 151-03-41 MOD
[IEV number 195-04-11]Параллельные тексты EN-RU
A short-circuit is a low impedance connection between two conductors at different voltages.
[ABB]Короткое замыкание представляет собой низкоомное соединение двух проводников, находящихся под разными потенциалами.
[Перевод Интент]Тематики
- электробезопасность
- электротехника, основные понятия
Синонимы
- КЗ
EN
DE
FR
нарушение
[Департамент лингвистических услуг Оргкомитета «Сочи 2014». Глоссарий терминов]EN
fault
Another term for offense.
[Департамент лингвистических услуг Оргкомитета «Сочи 2014». Глоссарий терминов]
Тематики
EN
неисправное состояние
Состояние объекта, при котором он не соответствует хотя бы одному из требований нормативно-технической и (или) конструкторской (проектной) документации.
[ ГОСТ 27.002-89]
[ОСТ 45.152-99]
неисправное состояние
неисправность
По ГОСТ 13377-75
[ ГОСТ 24166-80]
неисправное состояние
Состояние системы тревожной сигнализации, препятствующее реагированию системы на наличие опасности в соответствии с требованиями стандартов.
[ ГОСТ Р 50775-95]
[МЭК 839-1-1-88]Тематики
- надежность, основные понятия
- ремонт судов
- системы охраны и безопасности
- тех. обсл. и ремонт средств электросвязи
Обобщающие термины
Синонимы
EN
DE
FR
неисправность
отказ в работе
Состояние машины, характеризующееся неспособностью выполнять заданную функцию, исключая случаи проведения профилактического технического обслуживания, других запланированных действий или недостаток внешних ресурсов (например, отключение энергоснабжения).
Примечание 1
Неисправность часто является результатом повреждения самой машины, однако она может иметь место и без повреждения.
Примечание 2
На практике термины «неисправность», «отказ» и «повреждение» часто используются как синонимы.
[ ГОСТ Р ИСО 12100-1:2007]
неисправность
Состояние оборудования, характеризуемое его неспособностью выполнять требуемую функцию, исключая профилактическое обслуживание или другие планово-предупредительные действия, а также исключая неспособность выполнять требуемую функцию из-за недостатка внешних ресурсов.
Примечание - Неисправность часто является следствием отказа самого оборудования, но может существовать и без предварительного отказа.
[ГОСТ ЕН 1070-2003]
неисправность
Состояние технического объекта (элемента), характеризуемое его неспособностью выполнять требуемую функцию, исключая периоды профилактического технического обслуживания или другие планово-предупредительные действия, или в результате недостатка внешних ресурсов.
Примечания
1 Неисправность является часто следствием отказа самого технического объекта, но может существовать и без предварительного отказа.
2 Английский термин «fault» и его определение идентичны данному в МЭК 60050-191 (МЭС 191-05-01) [1]. В машиностроении чаще применяют французский термин «defaut» или немецкий термин «Fehler», чем термины «panne» и «Fehlzusstand», которые употребляют с этим определением.
[ ГОСТ Р ИСО 13849-1-2003]Тематики
EN
- abnormality
- abort
- abortion
- breakage
- breakdown
- bug
- defect
- disease
- disrepair
- disturbance
- fail
- failure
- failure occurrence
- fault
- faultiness
- fouling
- health problem
- layup
- malfunction
- problem
- shutdown
- trouble
DE
FR
ненормальный режим работы электротехнического изделия
Режим работы электротехнического изделия (электротехнического устройства, электрооборудования), при котором значение хотя бы одного из параметров режима выходит за пределы наибольшего или наименьшего рабочего значения.
[ ГОСТ 18311-80]
К ненормальным относятся режимы, связанные с отклонениями от допустимых значений величин тока, напряжения и частоты, опасные для оборудования или устойчивой работы энергосистемы.
Рассмотрим наиболее характерные ненормальные режимы.а) Перегрузка оборудования, вызванная увеличением тока сверх номинального значения. Номинальным называется максимальный ток, допускаемый для данного оборудования в течение неограниченного времени.
Если ток, проходящий по оборудованию, превышает номинальное значение, то за счет выделяемого им дополнительного тепла температура токоведущих частей и изоляции через некоторое время превосходит допустимую величину, что приводит к ускоренному износу изоляции и ее повреждению. Время, допустимое для прохождения повышенных токов, зависит от их величины. Характер этой зависимости показан на рис. 1-3 и определяется конструкцией оборудования и типом изоляционных материалов. Для предупреждения повреждения оборудования при его перегрузке необходимо принять меры к разгрузке или отключению оборудования.б) Качания в системах возникают при выходе из синхронизма работающих параллельно генераторов (или электростанций) А и В (рис. 1-2, б). При качаниях в каждой точке системы происходит периодическое изменение («качание») тока и напряжения. Ток во всех элементах сети, связывающих вышедшие из синхронизма генераторы А и В, колеблется от нуля до максимального значения, во много раз превышающего нормальную величину. Напряжение падает от нормального до некоторого минимального значения, имеющего разную величину в каждой точке сети. В точке С, называемой электрическим центром качаний, оно снижается до нуля, в остальных точках сети напряжение падает, но остается больше нуля, нарастая от центра качания С к источникам питания А и В. По характеру изменения тока и напряжения качания похожи на к. з. Возрастание тока вызывает нагревание оборудования, а уменьшение напряжения нарушает работу всех потребителей системы. Качание — очень опасный ненормальный режим, отражающийся на работе всей энергосистемы.
в) Повышение напряжения сверх допустимого значения возникает обычно на гидрогенераторах при внезапном отключении их нагрузки. Разгрузившийся гидрогенератор увеличивает частоту вращения, что вызывает возрастание э. д. с. статора до опасных для его изоляции значений. Защита в таких случаях должна снизить ток возбуждения генератора или отключить его.
Опасное для изоляции оборудования повышение напряжения может возникнуть также при одностороннем отключении или включении длинных линий электропередачи с большой емкостной проводимостью.
Кроме отмеченных ненормальных режимов, имеются и другие, ликвидация которых возможна при помощи релейной защиты.[Чернобровов Н. В. Релейная защита. Учебное пособие для техникумов]
Тематики
- изделие электротехническое
- релейная защита
- электротехника, основные понятия
Синонимы
EN
отказ
Нарушение способности оборудования выполнять требуемую функцию.
Примечания
1. После отказа оборудование находится в неисправном состоянии.
2. «Отказ» является событием, в отличие от «неисправности», которая является состоянием.
3. Это понятие, как оно определено, не применяют коборудованиюобъекту, состоящему только из программных средств.
4. На практике термины «отказ» и «неисправность» часто используют как синонимы.
[ГОСТ ЕН 1070-2003]
[ ГОСТ Р ИСО 13849-1-2003]
[ ГОСТ Р МЭК 60204-1-2007]
отказ
Событие, заключающееся в нарушении работоспособного состояния объекта.
[ ГОСТ 27.002-89]
[ОСТ 45.153-99]
[СТО Газпром РД 2.5-141-2005]
[СО 34.21.307-2005]
отказ
Событие, заключающееся в нарушении работоспособного состояния машины и (или) оборудования вследствие конструктивных нарушений при проектировании, несоблюдения установленного процесса производства или ремонта, невыполнения правил или инструкций по эксплуатации.
[Технический регламент о безопасности машин и оборудования]EN
failure
the termination of the ability of an item to perform a required function
NOTE 1 – After failure the item has a fault.
NOTE 2 – "Failure" is an event, as distinguished from "fault", which is a state.
NOTE 3 – This concept as defined does not apply to items consisting of software only.
[IEV number 191-04-01]
NOTE 4 - In practice, the terms fault and failure are often used synonymously
[IEC 60204-1-2006]FR
défaillance
cessation de l'aptitude d'une entité à accomplir une fonction requise
NOTE 1 – Après défaillance d'une entité, cette entité est en état de panne.
NOTE 2 – Une défaillance est un passage d'un état à un autre, par opposition à une panne, qui est un état.
NOTE 3 – La notion de défaillance, telle qu'elle est définie, ne s'applique pas à une entité constituée seulement de logiciel.
[IEV number 191-04-01]Тематики
- безопасность в целом
- безопасность гидротехнических сооружений
- безопасность машин и труда в целом
- газораспределение
- надежность средств электросвязи
- надежность, основные понятия
Обобщающие термины
EN
DE
FR
повреждение
Повреждение любого элемента, разделения, изоляции или соединения между элементами, не являющихся неповреждаемыми по МЭК 60079-11 [8], при проведении испытаний на искробезопасность.
[ ГОСТ Р МЭК 60050-426-2006]
Тематики
EN
повреждение (цепи, линии, устройства)
-
[Интент]Тематики
- выключатель автоматический
- релейная защита
- электротехника, основные понятия
EN
разлом
—
[ http://www.eionet.europa.eu/gemet/alphabetic?langcode=en]EN
fault
A fracture or a zone of fractures along which there has been displacement of the sides relative to one another parallel to the fracture. (Source: BJGEO)
[http://www.eionet.europa.eu/gemet/alphabetic?langcode=en]Тематики
EN
DE
FR
сбой
Самоустраняющийся отказ или однократный отказ, устраняемый незначительным вмешательством оператора.
[ ГОСТ 27.002-89]
[ОСТ 45.153-99]
[СТО Газпром РД 2.5-141-2005]
сбой
Ненормальный режим, который может вызвать уменьшение или потерю способности функционального блока выполнять требуемую функцию.
Примечание
МЭС 191-05-01 определяет «сбой» как состояние, характеризуемое неспособностью выполнить необходимую функцию, исключая неспособности, возникающие во время профилактического ухода или других плановых мероприятий, либо в результате недостатка внешних ресурсов. Иллюстрация к этим двум точкам зрения показана на рисунке [ ИСО / МЭК 2382-14-01-10].
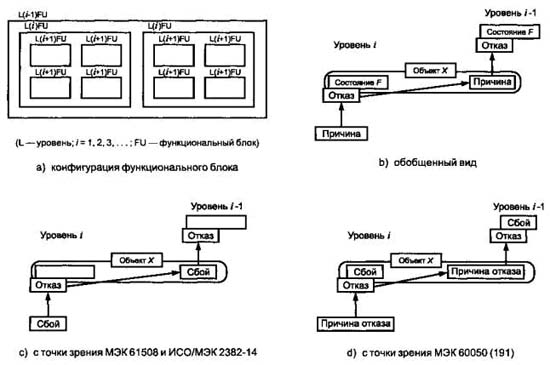
[ ГОСТ Р МЭК 61508-4-2007]Тематики
- газораспределение
- надежность средств электросвязи
- надежность, основные понятия
Обобщающие термины
EN
сброс
Разрывное нарушение, при котором сместитель падает в сторону опущенного крыла (висячее крыло опущено относительно лежачего).
[ Словарь геологических терминов и понятий. Томский Государственный Университет]Тематики
- геология, геофизика
Обобщающие термины
EN
сверхток
Любой ток, превышающий номинальный
МЭК 60050(441-11-06).
[ ГОСТ Р 50030. 1-2000 ( МЭК 60947-1-99)]
[ ГОСТ Р 50345-99( МЭК 60898-95)]
сверхток
Электрический ток, превышающий номинальный электрический ток.
Сверхток представляет собой любой электрический ток, величина которого превышает номинальный ток какого-либо элемента электроустановки здания или используемого в ней электрооборудования, например: номинальный ток электрической цепи, допустимый длительный ток проводника, номинальный ток автоматического выключателя и т. д. В нормативной и правовой документации различают два основных вида сверхтока – ток перегрузки и ток короткого замыкания.
Появление сверхтока в каком-либо элементе электроустановки здания может привести к его перегреву, возгоранию и, как следствие, к возникновению пожара в здании. Поэтому в электроустановках зданий выполняют защиту от сверхтока.
[ http://www.volt-m.ru/glossary/letter/%D1/view/59/]
сверхток
сверхток в электротехническом изделии
Ток, значение которого превосходит наибольшее рабочее значение тока электротехнического изделия (устройства).
[ ГОСТ 18311-80]
сверхток
Электрический ток, превышающий номинальный электрический ток.
Примечание - Для проводников номинальный ток считается равным длительному допустимому току.
[ ГОСТ Р МЭК 60050-826-2009]
Сверхток может оказывать или может не оказывать вредные воздействия в зависимости от его величины и продолжительности. Сверхтоки могут возникать в результате перегрузок в электроприемниках или при повреждениях, таких как короткие замыкания или замыканиях на землю
[ ГОСТ Р 50571. 1-2009 ( МЭК 60364-1: 2005)]
сверхток
Любой ток, превышающий номинальное значение. Для проводов номинальным значением является допустимый ток.
[ ГОСТ Р МЭК 60204-1-2007]EN
overcurrent
electric current exceeding the rated electric current
NOTE – For conductors, the rated current is considered as equal to the current-carrying capacity
[IEV number 826-11-14]
over-current
<>current exceeding the rated current
<>[IEC 61095, ed. 2.0 (2009-02)]
over-current
electric current the value of which exceeds a specified limiting value
[IEV number 151-15-28]
[IEV number 442-01-20]FR
surintensité, f
courant électrique supérieur au courant électrique assigné
NOTE – Pour des conducteurs, on considère que le courant assigné est égal au courant admissible.
[IEV number 826-11-14]
surintensité
courant supérieur au courant assigné
[IEC 61095, ed. 2.0 (2009-02)]
[IEV number 442-01-20]
surintensité, f
courant électrique dont la valeur dépasse une valeur limite spécifiée
[IEV number 151-15-28]Параллельные тексты EN-RU The design of LV installations leads to basic protection devices being fitted for three types of faults:
-
overloads
-
short-circuits
-
insulation faults
Низковольтные электроустановки должны быть оснащены устройствами защиты трех типов:
-
от перегрузки;
-
от короткого замыкания;
- от токов утечки.
[Перевод Интент]
Примечание.
Слово fault в данном случае пришлось опустить, поскольку:
- его нельзя перевести как "неисправность", т. к. возникновение перегрузки ( overload) не является неисправностью;
- его нельзя перевести как "сверхток", т. к. ток утечки не является сверхтоком.The chosen switchgear must withstand and eliminate faults at optimised cost with respect to the necessary performance.
[Schneider Electric]Выбранная аппаратура распределения должна иметь такие характеристики, чтобы рентабельно выдерживать и ограничивать сверхтоки.
[Перевод Интент]Тематики
Синонимы
EN
DE
FR
ток повреждения
Ток, возникающий в результате пробоя или перекрытия изоляции.
[ ГОСТ Р 51321. 1-2000 ( МЭК 60439-1-92)]
ток повреждения
Ток, который протекает через данную точку повреждения в результате повреждения изоляции.
[ ГОСТ Р МЭК 60050-826-2009]EN
fault current
current resulting from an insulation failure, the bridging of insulation or incorrect connection in an electrical circuit
[IEC 61439-1, ed. 2.0 (2011-08)]
fault current
current which flows across a given point of fault resulting from an insulation fault
[IEV number 826-11-11]FR
courant de défaut
courant résultant d'un défaut de l'isolation, du contournement de l’isolation ou d’un raccordement incorrect dans un circuit électrique
[IEC 61439-1, ed. 2.0 (2011-08)]
courant de défaut, m
courant s'écoulant en un point de défaut donné, consécutivement à un défaut de l'isolation
[IEV number 826-11-11]Тематики
EN
DE
- Fehlerstrom, m
FR
- courant de défaut, m
3.7.2 повреждение (fault): Повреждение любого элемента, разделения, изоляции или соединения между элементами, не являющимися по настоящему стандарту не повреждаемыми, от которых зависит искробезопасность цепи.
Источник: ГОСТ Р 52350.11-2005: Электрооборудование для взрывоопасных газовых сред. Часть 11. Искробезопасная электрическая цепь "I" оригинал документа
3.16 неисправность (fault): Состояние объекта, характеризующееся неспособностью исполнять требуемую функцию, исключая время профилактического технического обслуживания или других запланированных действий, или простои из-за недостатка внешних ресурсов
Примечание - Неисправность часто является результатом отказа объекта, но может существовать и без отказа.
Источник: ГОСТ Р 51901.6-2005: Менеджмент риска. Программа повышения надежности оригинал документа
3.6 неисправность (fault): Состояние элемента, характеризующееся неспособностью исполнять требуемую функцию, исключая период технического обслуживания, ремонта или других запланированных действий, а также из-за недостатка внешних ресурсов.
Примечание - Неисправность часто является результатом отказа элемента, но может существовать и без предшествующего отказа.
Источник: ГОСТ Р 51901.5-2005: Менеджмент риска. Руководство по применению методов анализа надежности оригинал документа
3.5 неисправность (fault): Состояние объекта, когда один из его элементов или группа элементов проявляют признаки деградации или нарушения работы, что может привести к отказу машины.
Примечания
1 Неисправность часто является следствием отказа, но может иметь место и при его отсутствии.
2 Состояние объекта не рассматривают как неисправное, если оно возникло вследствие запланированных процедур или нехватки внешних ресурсов.
Источник: ГОСТ Р ИСО 13379-2009: Контроль состояния и диагностика машин. Руководство по интерпретации данных и методам диагностирования оригинал документа
3.3 неисправность (fault): Состояние объекта, при котором он не способен выполнять требуемую функцию, за исключением такой неспособности при техническом обслуживании или других плановых мероприятиях или вследствие нехватки внешних ресурсов.
Примечания
1 Неисправность часто является следствием отказа объекта, но может иметь место и без него.
2 В настоящем стандарте термин «неисправность» используется наряду с термином «отказ» по историческим причинам.
Источник: ГОСТ Р 51901.12-2007: Менеджмент риска. Метод анализа видов и последствий отказов оригинал документа
3.1.30 ошибка (fault): Разность между погрешностью весоизмерительного датчика и основной погрешностью весоизмерительного датчика (см. 3.1.34).
Источник: ГОСТ Р 8.726-2010: Государственная система обеспечения единства измерений. Датчики весоизмерительные. Общие технические требования. Методы испытаний оригинал документа
3.6 дефект (fault): Неисправность или ошибка в компоненте технического обеспечения, программного обеспечения или системы
[МЭК 61513, пункт 3.22]
Примечание 1 - Дефекты могут подразделяться на случайные, например, в результате ухудшения аппаратных средств из-за старения, и систематические, например, ошибки в программном обеспечении, которые вытекают из погрешностей проектирования.
Примечание 2 - Дефект (в особенности дефект проекта) может остаться необнаруженным в системе до тех пор, пока не окажется, что полученный результат не соответствует намеченной функции, то есть возникает отказ.
Примечание 3 - См. также «ошибка программного обеспечения» и «случайный дефект».
Источник: ГОСТ Р МЭК 62340-2011: Атомные станции. Системы контроля и управления, важные для безопасности. Требования по предотвращению отказов по общей причине оригинал документа
3.2 неисправность (fault): Состояние объекта, когда один из его элементов или группа элементов проявляет признаки деградации или нарушения работы, что может привести к отказу машины.
Примечание - Неисправность может привести к отказу.
Источник: ГОСТ Р ИСО 17359-2009: Контроль состояния и диагностика машин. Общее руководство по организации контроля состояния и диагностирования оригинал документа
3.17 дефект (fault): Неисправность или ошибка в компоненте технического обеспечения, программного обеспечения или системы.
[МЭК 61513, пункт 3.22]
Источник: ГОСТ Р МЭК 60880-2010: Атомные электростанции. Системы контроля и управления, важные для безопасности. Программное обеспечение компьютерных систем, выполняющих функции категории А оригинал документа
3.6.1 сбой (fault): Ненормальный режим, который может вызвать уменьшение или потерю способности функционального блока выполнять требуемую функцию.
Примечание - МЭС 191-05-01 определяет «сбой» как состояние, характеризуемое неспособностью выполнить необходимую функцию, исключая неспособности, возникающие во время профилактического ухода или других плановых мероприятий, либо в результате недостатка внешних ресурсов. Иллюстрация к этим двум точкам зрения показана на рисунке 4 [ИСО/МЭК 2382-14-01-10].
Источник: ГОСТ Р МЭК 61508-4-2007: Функциональная безопасность систем электрических, электронных, программируемых электронных, связанных с безопасностью. Часть 4. Термины и определения оригинал документа
3.22 дефект (fault): Дефект в аппаратуре, программном обеспечении или в компоненте системы (см. рисунок 3).
Примечание 1 -Дефекты могут быть результатом случайных отказов, которые возникают, например, из-за деградации аппаратуры в результате старения; возможны систематические дефекты, например, в результате дефектов в программном обеспечении, возникающих из-за ошибок при проектировании.
Примечание 2 - Дефект (особенно дефекты, связанные с проектированием) может оставаться незамеченным, пока сохраняются условия, при которых он не отражается на выполнении функции, т.е. пока не произойдет отказ.
Примечание 3 - См. также «дефект программного обеспечения».
Источник: ГОСТ Р МЭК 61513-2011: Атомные станции. Системы контроля и управления, важные для безопасности. Общие требования оригинал документа
4.10.1 ошибка (fault): Разность между погрешностью показаний и погрешностью прибора.
Источник: ГОСТ Р ЕН 1434-1-2011: Теплосчетчики. Часть 1. Общие требования
Англо-русский словарь нормативно-технической терминологии > fault
97 verification
- проверка (подлинности)
- долговременная маркировка
- верификация (штрихового кода)
- верификация (с точки зрения электробезопасности)
- верификация (проверка)
- верификация (доказательство правильности)
- верификация (в менеджменте качества)
- верификация
верификация
контроль
проверка
Установление соответствия принятой и переданной информации с помощью логических методов [http://www.rol.ru/files/dict/internet/#].
[ http://www.morepc.ru/dict/]
верификация
(ITIL Service Transition)
Деятельность, которая гарантирует, что новая или измененная ИТ- услуга, процесс, план или другой результат - полный, точный, надежный и соответствует своей спецификации проектирования.
См. тж. подтверждение; приёмка; подтверждение и тестирование услуг.
[Словарь терминов ITIL версия 1.0, 29 июля 2011 г.]EN
verification
(ITIL Service Transition)
An activity that ensures that a new or changed IT service, process, plan or other deliverable is complete, accurate, reliable and matches its design specification.
See also acceptance; validation; service validation and testing.
[Словарь терминов ITIL версия 1.0, 29 июля 2011 г.]Тематики
Синонимы
EN
верификация
Подтверждение посредством представления объективных свидетельств того, что установленные требования были выполнены.
Примечания
1. Термин "верифицирован" используют для обозначения соответствующего статуса.
2. Деятельность по подтверждению требования может включать в себя:
- осуществление альтернативных расчетов;
- сравнение спецификации на новый проект с аналогичной документацией на апробированный проект;
- проведение испытаний и демонстраций;
- анализ документов до их выпуска.
[ ГОСТ Р ИСО 9000-2008]Тематики
EN
верификация (доказательство правильности)
контроль
проверка
—
[Е.С.Алексеев, А.А.Мячев. Англо-русский толковый словарь по системотехнике ЭВМ. Москва 1993]Тематики
Синонимы
EN
верификация (проверка)
1. Процесс определения соответствия качества или характеристик продукта или услуги тому, что предписывается, предопределяется или требуется. Верификация тесно связана с обеспечением качества и контролем качества. верификация компьютерной системы computer system verification Процесс, имеющий целью обеспечить, чтобы данный этап в жизненном цикле системы удовлетворял требованиям, введенным на предыдущем этапе. верификация модели model verification Процесс, имеющий целью определить, правильно ли отображает данная вычислительная модель искомую концептуальную модель или математическую модель. Верификация системного кода system code verification Анализ кодирования источника на предмет его соответствия описанию в документации системного кода. 2. Подтверждение на основе объективных свидетельств того, что установленные требования были выполнены. См. валидация (аттестация). Соответствующий статус – ‘верифицировано’. Верификация может включать такие операции, как: осуществление альтернативных расчетов; сравнение научной и технической документации по новому проекту с аналогичной документацией по апробированному проекту; проведение испытаний и демонстраций; и анализ документов до их выпуска.
[Глоссарий МАГАТЭ по вопросам безопасности]Тематики
EN
верификация
Подтверждение выполнения требований путем исследования и сбора объективных свидетельств.
Примечания
1. Адаптировано из ИСО 8402 путем исключения примечаний.
2. В контексте настоящего стандарта верификация представляет собой выполняемую для каждой стадии жизненного цикла соответствующей системы безопасности (общей, E/E/PES систем и программного обеспечения) путем анализа и/или тестирования демонстрацию того, что для используемых входных данных компоненты удовлетворяют во всех отношениях набору задач и требований для соответствующей стадии.
Пример
Процесс верификации включает в себя:
- просмотр выходных данных (документов, относящихся ко всем стадиям жизненного цикла систем безопасности) для того, чтобы убедиться в соответствии задачам и требованиям соответствующей стадии, с учетом конкретных входных данных для этой стадии;
- просмотр проектов;
- тестирование проектируемых продуктов для того, чтобы убедиться, что они работают в соответствии с их спецификациями;
- проверка интеграции, реализуемая внешними тестами, для всех систем, образующихся покомпонентным добавлением к исходной системе, и необходимая для того, чтобы убедиться, что все компоненты работают вместе в соответствии со спецификацией.
[ ГОСТ Р МЭК 61508-4-2007]Тематики
EN
верификация (штрихового кода)
Техническая процедура измерения показателей символа штрихового кода, в процессе которой определяется их соответствие требованиям, предъявляемым к символу.
[ ГОСТ 30721-2000]
[ ГОСТ Р 51294.3-99]Тематики
EN
DE
FR
проверка (подлинности)
верификация
Процесс сопоставления субъекта с заявленными о нем сведениями. В частности процедура сравнения подписи, созданной с помощью частного ключа, с соответсвующим открытым ключом.
[ http://www.rfcmd.ru/glossword/1.8/index.php?a=index&d=5048]Тематики
Синонимы
EN
4.55 верификация (verification): Подтверждение (на основе представления объективных свидетельств) того, что заданные требования полностью выполнены [3].
Примечание - Верификация в контексте жизненного цикла представляет собой совокупность действий по сравнению полученного результата жизненного цикла с требуемыми характеристиками для этого результата. Результатами жизненного цикла могут являться (но не ограничиваться ими): заданные требования, описание проекта и непосредственно система.
Источник: ГОСТ Р ИСО/МЭК 12207-2010: Информационная технология. Системная и программная инженерия. Процессы жизненного цикла программных средств оригинал документа
4.23 верификация (verification): Процесс, в результате которого приходят к заключению, что два изображения принадлежат одному и тому же человеку; сопоставление 1:1 («один к одному»).
Примечание - Термины и соответствующие определения к ним установлены только для использования в настоящем стандарте.
Источник: ГОСТ Р ИСО/МЭК 19794-5-2006: Автоматическая идентификация. Идентификация биометрическая. Форматы обмена биометрическими данными. Часть 5. Данные изображения лица оригинал документа
4.24 верификация (verification): Подтверждение на основе представления объективных свидетельств того, что установленные требования были выполнены [3].
Примечание - Верификация в контексте жизненного цикла системы является совокупностью действий по сравнению полученного результата жизненного цикла системы с требуемыми характеристиками для этого результата. Результатами жизненного цикла могут являться (но не ограничиваются только ими) установленные требования, описание проекта и непосредственно система.
Источник: ГОСТ Р ИСО/МЭК 15288-2005: Информационная технология. Системная инженерия. Процессы жизненного цикла систем оригинал документа
3.36 верификация (verification): Подтверждение экспертизой и представлением объективных доказательств того, что конкретные требования полностью реализованы.
Примечания
1 В процессе проектирования и разработки верификация связана с экспертизой результатов данной работы в целях определения их соответствия установленным требованиям.
2 Термин «верифицирован» используется для обозначения соответствующих состояний проверенного объекта. (См. 2.17 title="Управление качеством и обеспечение качества - Словарь").
Источник: ГОСТ Р ИСО/МЭК 12207-99: Информационная технология. Процессы жизненного цикла программных средств оригинал документа
3.18 верификация (verification): Подтверждение посредством предоставления объективных свидетельств того, что установленные требования были выполнены.
[ИСО 9000:2005]
Примечание - В качестве синонима может использоваться термин «проверка соответствия».
Источник: ГОСТ Р ИСО/МЭК 27004-2011: Информационная технология. Методы и средства обеспечения безопасности. Менеджмент информационной безопасности. Измерения оригинал документа
2.22 верификация (verification): Подтверждение на основе анализа и представления объективных свидетельств того, что установленные требования выполнены.
Примечание - При проектировании и разработке верификация означает процесс анализа результатов предпринятой деятельности с целью определения соответствия установленным к этой деятельности требованиям ([4], подпункт 3.8.4).
Источник: ГОСТ Р ИСО 14971-2006: Изделия медицинские. Применение менеджмента риска к медицинским изделиям оригинал документа
3.8.4 верификация (verification): Подтверждение посредством представления объективных свидетельств (3.8.1) того, что установленные требования (3.1.2) были выполнены.
Примечания
1 Термин «верифицирован» используют для обозначения соответствующего статуса.
2 Деятельность по подтверждению требования может включать в себя:
- осуществление альтернативных расчетов;
- сравнение спецификации (3.7.3) на новый проект с аналогичной документацией на апробированный проект;
- проведение испытаний (3.8.3) и демонстраций;
- анализ документов до их выпуска.
Источник: ГОСТ Р ИСО 9000-2008: Системы менеджмента качества. Основные положения и словарь оригинал документа
2.18 верификация (verification): Подтверждение посредством предоставления объективных свидетельств того, что установленные требования выполнены.
Примечание - Верификация это набор действий, с помощью которого происходит сопоставление характеристик системы или элемента системы с установленными требованиями к характеристикам. Верификация может охватывать установленные требования, описание проекта и саму систему.
Источник: ГОСТ Р ИСО 9241-210-2012: Эргономика взаимодействия человек-система. Часть 210. Человеко-ориентированное проектирование интерактивных систем оригинал документа
2.35 верификация (verification): Систематический, независимый и документально оформленный процесс оценки утверждения по ПГ на соответствие согласованным критериям верификации.
Примечание - В некоторых случаях, например при верификациях первой стороной, независимость может быть продемонстрирована невозложением на какое-либо лицо ответственности за подготовку данных и представление соответствующей информации по ПГ.
Источник: ГОСТ Р ИСО 14064-1-2007: Газы парниковые. Часть 1. Требования и руководство по количественному определению и отчетности о выбросах и удалении парниковых газов на уровне организации оригинал документа
2.28 верификация (verification): Систематический, независимый и документально оформленный процесс оценки утверждения по парниковым газам (2.10) на соответствие согласованным критериям верификации.
Примечание - В некоторых случаях, например при верификациях первой стороной, независимость может быть продемонстрирована невозложением на какое-либо лицо ответственности за подготовку данных и представление соответствующей информации по ПГ.
Источник: ГОСТ Р ИСО 14064-2-2007: Газы парниковые. Часть 2. Требования и руководство по количественной оценке, мониторингу и составлению отчетной документации на проекты сокращения выбросов парниковых газов или увеличения их удаления на уровне проекта оригинал документа
2.36 верификация (verification): Систематический, независимый и документально оформленный процесс оценки утверждения по ПГ (2.11)на соответствие согласованным критериям верификации (2.33).
Примечание - В некоторых случаях, например при верификации первой стороной, независимость может быть продемонстрирована невозложением на какое-либо лицо ответственности за подготовку данных и представление соответствующей информации по ПГ.
Источник: ГОСТ Р ИСО 14064-3-2007: Газы парниковые. Часть 3. Требования и руководство по валидации и верификации утверждений, касающихся парниковых газов оригинал документа
3.1.22 верификация (verification): Подтверждение на основе представления объективных свидетельств того, что установленные требования были выполнены.
[ИСО 9000, статья 3.8.4]
Источник: ГОСТ ИСО 14698-1-2005: Чистые помещения и связанные с ними контролируемые среды. Контроль биозагрязнений. Часть 1. Общие принципы и методы оригинал документа
3.116 верификация (verification): Экспертиза, призванная подтвердить, что деятельность, изделие или услуга соответствуют заданным требованиям.
Источник: ГОСТ Р 54382-2011: Нефтяная и газовая промышленность. Подводные трубопроводные системы. Общие технические требования оригинал документа
3.17 верификация (verification): Комплекс операций для проверки испытательного оборудования (например, испытательного генератора и соединительных кабелей), а также для демонстрации того, что испытательная система функционирует.
Примечание - Методы, используемые для верификации, отличаются от методов калибровки.
Источник: ГОСТ Р 51317.4.2-2010: Совместимость технических средств электромагнитная. Устойчивость к электростатическим разрядам. Требования и методы испытаний оригинал документа
3.26 верификация (verification): Процесс определения, соответствует ли качество продукта или услуги установленным требованиям.
[Справочник по безопасности МАГАТЭ, Издание 2.0, 2006]
Источник: ГОСТ Р МЭК 62340-2011: Атомные станции. Системы контроля и управления, важные для безопасности. Требования по предотвращению отказов по общей причине оригинал документа
3.7 верификация (verification): Подтверждение на основе объективных данных, что установленные требования были выполнены.
Примечание 1 -Адаптированный термин по ИСО 9000:2005, пункт 3.8.4 [1].
Примечание 2 - См. рисунок 1.
Примечание 3 - Данный термин часто используют совместно с термином «валидация», и оба термина составляют аббревиатуру «V&V» (верификация и валидация).
Источник: ГОСТ Р ИСО 11064-7-2010: Эргономическое проектирование центров управления. Часть 7. Принципы оценки оригинал документа
2.141 верификация (verification): Подтверждение на основе представления объективных свидетельств того, что установленные требования были выполнены.
Примечание - При аттестации (верификации) документированной системы контроля (2.70) могут использоваться методы текущего контроля и аудита, методики и проверки, в том числе случайный отбор проб и проведение анализа.
[ИСО 14698-1:2003, статья 3.1.22]
Источник: ГОСТ Р ИСО 14644-6-2010: Чистые помещения и связанные с ними контролируемые среды. Часть 6. Термины оригинал документа
3.43 верификация (verification): Подтверждение экспертизой и предоставлением иного объективного свидетельства того, что результаты функционирования соответствуют целям и требованиям, определенным для такого функционирования.
[МЭК 62138, пункт 3.35]
Источник: ГОСТ Р МЭК 60880-2010: Атомные электростанции. Системы контроля и управления, важные для безопасности. Программное обеспечение компьютерных систем, выполняющих функции категории А оригинал документа
3.18 верификация (verification): Подтверждение экспертизой и представление иного объективного доказательства того, что результаты функционирования отвечают целям и требованиям, определенным для такого функционирования (ИСО 12207).
[МЭК 62138:2004, определение 3.35]
Источник: ГОСТ Р МЭК 60987-2011: Атомные станции. Системы контроля и управления, важные для безопасности. Требования к разработке аппаратного обеспечения компьютеризованных систем оригинал документа
3.8.1 верификация (verification): Подтверждение выполнения требований путем исследования и сбора объективных свидетельств.
Примечания
1. Адаптировано из ИСО 8402 путем исключения примечаний.
2. В контексте настоящего стандарта верификация представляет собой выполняемую для каждой стадии жизненного цикла соответствующей системы безопасности (общей, E/E/PES систем и программного обеспечения) путем анализа и/или тестирования демонстрацию того, что для используемых входных данных компоненты удовлетворяют во всех отношениях набору задач и требований для соответствующей стадии.
ПРИМЕР - Процесс верификации включает в себя:
Источник: ГОСТ Р МЭК 61508-4-2007: Функциональная безопасность систем электрических, электронных, программируемых электронных, связанных с безопасностью. Часть 4. Термины и определения оригинал документа
3.8.4 верификация (verification): Подтверждение посредством представления объективных свидетельств (3.8.1) того, что установленные требования (3.1.2) были выполнены.
Примечания
1 Термин «верифицирован» используют для обозначения соответствующего статуса.
2 Деятельность по подтверждению требования может включать в себя:
- осуществление альтернативных расчетов;
- сравнение спецификации (3.7.3) на новый проект с аналогичной документацией на апробированный проект;
- проведение испытаний (3.8.3) и демонстраций;
- анализ документов до их выпуска.
Источник: ГОСТ ISO 9000-2011: Системы менеджмента качества. Основные положения и словарь
3.2.59 верификация (verification): Подтверждение на основе представления объективных свидетельств того, что установленные требования были выполнены.
Источник: ГОСТ Р 54147-2010: Стратегический и инновационный менеджмент. Термины и определения оригинал документа
5.1 верификация (verification):
в контексте маркировки и декларирования: Подтверждение посредством предоставления объективных свидетельств выполнения установленных требований.
[ИСО 14025:2006];
в контексте парниковых газов: Систематический, независимый и документально оформленный процесс (6.4) для оценки утверждения по парниковым газам (9.5.2) на соответствие согласованным критериям верификации (5.12).
Примечание - В некоторых случаях, например при верификациях первой стороной, независимость может быть продемонстрирована свободой от несения ответственности за подготовку данных и представление информации по парниковым газам.
[ИСО 14065:2007]
Источник: ГОСТ Р ИСО 14050-2009: Менеджмент окружающей среды. Словарь оригинал документа
3.3.7 верификация (verification): Систематический, независимый и документально оформленный процесс оценки утверждения по ПГ на соответствие согласованным критериям верификации.
Примечания
1 В некоторых случаях, например при верификациях первой стороной, независимость может быть продемонстрирована невозложением на какое-либо лицо ответственности за подготовку данных и представление соответствующей информации по ПГ.
2 В соответствии с ИСО 14064-3:2006, статья 2.36.
Источник: ГОСТ Р ИСО 14065-2010: Газы парниковые. Требования к органам по валидации и верификации парниковых газов для их применения при аккредитации или других формах признания оригинал документа
04.02.27 долговременная маркировка [ permanent marking]: Изображение, полученное с помощью интрузивного или неинтрузивного маркирования, которое должно оставаться различимым, как минимум, в течение установленного срока службы изделия.
Сравнить с терминологической статьей «соединение» по ИСО/МЭК19762-11).
______________
1)Терминологическая статья 04.02.27 не связана с указанной терминологической статьей.
<2>4 Сокращения
ECI интерпретация в расширенном канале [extended channel interpretation]
DPM прямое маркирование изделий [direct part marking]
BWA коррекция ширины штриха [bar width adjustment]
BWC компенсация ширины штриха [barwidth compensation]
CPI число знаков на дюйм [characters per inch]
PCS сигнал контраста печати [print contrast signal]
ORM оптический носитель данных [optically readable medium]
FoV поле обзора [field of view]
Алфавитный указатель терминов на английском языке
(n, k)symbology
04.02.13
add-on symbol
03.02.29
alignment pattern
04.02.07
aperture
02.04.09
auto discrimination
02.04.33
auxiliary character/pattern
03.01.04
background
02.02.05
bar
02.01.05
bar code character
02.01.09
bar code density
03.02.14
barcode master
03.02.19
barcode reader
02.04.05
barcode symbol
02.01.03
bar height
02.01.16
bar-space sequence
02.01.20
barwidth
02.01.17
barwidth adjustment
03.02.21
barwidth compensation
03.02.22
barwidth gain/loss
03.02.23
barwidth increase
03.02.24
barwidth reduction
03.02.25
bearer bar
03.02.11
binary symbology
03.01.10
characters per inch
03.02.15
charge-coupled device
02.04.13
coded character set
02.01.08
column
04.02.11
compaction mode
04.02.15
composite symbol
04.02.14
contact scanner
02.04.07
continuous code
03.01.12
corner marks
03.02.20
data codeword
04.02.18
data region
04.02.17
decodability
02.02.28
decode algorithm
02.02.01
defect
02.02.22
delineator
03.02.30
densitometer
02.02.18
depth of field (1)
02.04.30
depth of field (2)
02.04.31
diffuse reflection
02.02.09
direct part marking
04.02.24
discrete code
03.01.13
dot code
04.02.05
effective aperture
02.04.10
element
02.01.14
erasure
04.02.21
error correction codeword
04.02.19
error correction level
04.02.20
even parity
03.02.08
field of view
02.04.32
film master
03.02.18
finder pattern
04.02.08
fixed beam scanner
02.04.16
fixed parity
03.02.10
fixed pattern
04.02.03
flat-bed scanner
02.04.21
gloss
02.02.13
guard pattern
03.02.04
helium neon laser
02.04.14
integrated artwork
03.02.28
intercharacter gap
03.01.08
intrusive marking
04.02.25
label printing machine
02.04.34
ladder orientation
03.02.05
laser engraver
02.04.35
latch character
02.01.24
linear bar code symbol
03.01.01
magnification factor
03.02.27
matrix symbology
04.02.04
modular symbology
03.01.11
module (1)
02.01.13
module (2)
04.02.06
modulo
03.02.03
moving beam scanner
02.04.15
multi-row symbology
04.02.09
non-intrusive marking
04.02.26
odd parity
03.02.07
omnidirectional
03.01.14
omnidirectional scanner
02.04.20
opacity
02.02.16
optically readable medium
02.01.01
optical throw
02.04.27
orientation
02.04.23
orientation pattern
02.01.22
oscillating mirror scanner
02.04.19
overhead
03.01.03
overprinting
02.04.36
pad character
04.02.22
pad codeword
04.02.23
permanent marking
04.02.27
photometer
02.02.19
picket fence orientation
03.02.06
pitch
02.04.26
pixel
02.04.37
print contrast signal
02.02.20
printability gauge
03.02.26
printability test
02.02.21
print quality
02.02.02
quiet zone
02.01.06
raster
02.04.18
raster scanner
02.04.17
reading angle
02.04.22
reading distance
02.04.29
read rate
02.04.06
redundancy
03.01.05
reference decode algorithm
02.02.26
reference threshold
02.02.27
reflectance
02.02.07
reflectance difference
02.02.11
regular reflection
02.02.08
resolution
02.01.15
row
04.02.10
scanner
02.04.04
scanning window
02.04.28
scan, noun (1)
02.04.01
scan, noun (2)
02.04.03
scan reflectance profile
02.02.17
scan, verb
02.04.02
self-checking
02.01.21
shift character
02.01.23
short read
03.02.12
show through
02.02.12
single line (beam) scanner
02.04.11
skew
02.04.25
slot reader
02.04.12
speck
02.02.24
spectral response
02.02.10
spot
02.02.25
stacked symbology
04.02.12
stop character/pattern
03.01.02
structured append
04.02.16
substitution error
03.02.01
substrate
02.02.06
symbol architecture
02.01.04
symbol aspect ratio
02.01.19
symbol character
02.01.07
symbol check character
03.02.02
symbol density
03.02.16
symbology
02.01.02
symbol width
02.01.18
tilt
02.04.24
transmittance (l)
02.02.14
transmittance (2)
02.02.15
truncation
03.02.13
two-dimensional symbol (1)
04.02.01
two-dimensional symbol (2)
04.02.02
two-width symbology
03.01.09
variable parity encodation
03.02.09
verification
02.02.03
verifier
02.02.04
vertical redundancy
03.01.06
void
02.02.23
wand
02.04.08
wide: narrow ratio
03.01.07
X dimension
02.01.10
Y dimension
02.01.11
Z dimension
02.01.12
zero-suppression
03.02.17
<2>Приложение ДА1)
______________
1)
Источник: ГОСТ Р ИСО/МЭК 19762-2-2011: Информационные технологии. Технологии автоматической идентификации и сбора данных (АИСД). Гармонизированный словарь. Часть 2. Оптические носители данных (ОНД) оригинал документа
Англо-русский словарь нормативно-технической терминологии > verification
98 waste
избыточный расход
потери
убыток
брак
негодный
бракованный
отработанный
—
[Л.Г.Суменко. Англо-русский словарь по информационным технологиям. М.: ГП ЦНИИС, 2003.]Тематики
Синонимы
EN
отходы (в экологическом менеджменте)
(В контексте оценки жизненного цикла)
Любой выходной поток из продукционной системы, выводимый из использования.
[ http://www.14000.ru/glossary/main.php?PHPSESSID=25e3708243746ef7c85d0a8408d768af]EN
waste
Any output from the product system which is disposed of.
[ISO 14040]
Тематики
EN
угар
Потери металла на испарение и окисление при сварке.
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]
угар (в металлургии драгоценных металлов)
Потери драгоценного металла при термической обработке содержащего драгоценный металл изделия и/или промежуточного продукта металлургического производства, обусловленные образованием летучих соединений и/или паров драгоценного металла.
[ ГОСТ Р 52793-2007]
угар
Отходы производства, представляющие собой убыль массы материала (металл, волокно, пряжа) при его обработке.
Примечание
В ряде случаев угар относится к возвратным отходам (например угарная пряжа).
[ ГОСТ 30772-2001]Тематики
- металлы драгоценные
- ресурсосбережение, обращение с отходами
EN
DE
FR
3.1.15 отходы (waste): Материальный объект, который производитель или держатель больше не использует, а выбрасывает или выпускает в окружающую среду.
Источник: ГОСТ Р ИСО 14021-2000: Этикетки и декларации экологические. Самодекларируемые экологические заявления (экологическая маркировка по типу II) оригинал документа
3.35 отходы (waste): Вещества или предметы, от которых владелец имеет намерение или должен избавиться.
Примечание - Настоящее определение заимствовано из Базельской конвенции (Базельского соглашения по контролю за передвижением через границы опасных отходов и их утилизацией от 22 марта 1989 г.), однако в настоящем стандарте оно не ограничивается опасными отходами.
Источник: ГОСТ Р ИСО 14040-2010: Экологический менеджмент. Оценка жизненного цикла. Принципы и структура оригинал документа
3.35 отходы (waste): Вещества или предметы, от которых владелец имеет намерение или должен избавиться.
Примечание - Настоящее определение заимствовано из «Базельской конвенции» («Базельского соглашения по контролю за передвижением через границы опасных отходов и их утилизацией» от 22 марта 1989 г.), однако в настоящем стандарте оно не ограничивается только опасными отходами.
Источник: ГОСТ Р ИСО 14044-2007: Экологический менеджмент. Оценка жизненного цикла. Требования и рекомендации оригинал документа
4.1.6 отходы (waste): Любые вещества или объекты, которые держатель выбрасывает, намерен, или обязан выбросить.
Источник: ГОСТ Р 54235-2010: Топливо твердое из бытовых отходов. Термины и определения оригинал документа
3.55 отходы (waste): Любое вещество или объект, который владелец выбрасывает, предполагает выбросить или обязан выбросить.
Источник: ГОСТ Р 54259-2010: Ресурсосбережение. Обращение с отходами. Стандартное руководство по сокращению количества отходов, восстановлению ресурсов и использованию утилизированных полимерных материалов и продуктов оригинал документа
3.12 отходы (waste): Вещества или предметы, от которых владелец хочет или должен избавиться.
Примечание 1 - Данное определение заимствовано из «Базельской конвенции» [22], однако в настоящем стандарте оно не ограничивается опасными отходами.
[ИСО 14040:2006]
Источник: ГОСТ Р ИСО 14050-2009: Менеджмент окружающей среды. Словарь оригинал документа
Англо-русский словарь нормативно-технической терминологии > waste
99 normal operation
- при нормальных условиях работы
- нормальный режим эксплуатации
- нормальный режим работы электрооборудования
- нормальный режим работы
- нормальная эксплуатация
- нормальная работа
нормальная работа
Условия, при которых прибор работает в соответствии с нормальной эксплуатацией, когда прибор подсоединен к сети питания.
[ ГОСТ Р 52161. 1-2004 ( МЭК 60335-1: 2001)]EN
normal operation
conditions under which the appliance is operated in normal use when it is connected to the supply mains
[IEC 60335-1, ed. 4.0 (2001-05)]FR
conditions de fonctionnement normal
conditions dans lesquelles l'appareil est mis en fonctionnement en usage normal lorsqu’il est raccordé au réseau d'alimentation
[IEC 60335-1, ed. 4.0 (2001-05)]Тематики
EN
FR
нормальная эксплуатация
Эксплуатация атомной станции в установленных проектом эксплуатационных пределах и условиях, включая пуск, испытание, работу на мощности, перегрузку ядерного топлива, технологическое обслуживание, остановку, ремонт и другую, связанную с этим деятельность.
[ http://pripyat.forumbb.ru/viewtopic.php?id=25]Тематики
EN
нормальный режим эксплуатации
Эксплуатация оборудования в соответствии с установленными в технических условиях электрическими и механическими характеристиками при соблюдении ограничений, определенных изготовителем электрооборудования.
[ ГОСТ Р МЭК 60050-426-2006]
Тематики
EN
при нормальных условиях работы
—
[ http://www.iks-media.ru/glossary/index.html?glossid=2400324]Тематики
- электросвязь, основные понятия
EN
нормальная работа (normal operation): Работа нагревательного блока после установки в здании в соответствии с инструкциями.
Источник: ГОСТ Р 52161.2.96-2006: Безопасность бытовых и аналогичных электрических приборов. Часть 2.96. Частные требования для гибких листовых нагревательных элементов для обогрева жилых помещений оригинал документа
нормальная работа (normal operation): Работа прибора, как установлено в следующих абзацах.
Примечание - Приборы, не упомянутые ниже, но которые тем не менее могут выполнять одну из функций приготовления пищи, работают, как определено для этой функции, насколько это возможно.
Источник: ГОСТ Р 52161.2.9-2006: Безопасность бытовых и аналогичных электрических приборов. Часть 2.9. Частные требования для грилей, тостеров и аналогичных переносных приборов для приготовления пищи оригинал документа
нормальная работа (normal operation): Работа прибора, как установлено в 3.1.9.101 - 3.1.9.107.
Источник: ГОСТ Р 52161.2.6-2006: Безопасность бытовых и аналогичных электрических приборов. Часть 2.6. Частные требования для стационарных кухонных плит, конфорочных панелей, духовых шкафов и аналогичных приборов оригинал документа
нормальная работа (normal operation): Работа прибора при следующих условиях.
Прибор работаете максимальным количеством воды, для которого он сконструирован, без использования детергентов или ополаскивающих средств, без посуды или столовых приборов. Если очевидно, что при загрузке прибора результаты испытаний будут иными, испытания проводят при загрузке максимальным количеством посуды и столовых приборов, установленным в инструкциях.
Примечание 101 - Посуда и столовые приборы, используемые при испытании, - по ГОСТ 30147.
Воду подают под любым давлением в пределах, установленных в инструкциях, температура воды на входе должна быть:
плюс (60 ± 5) °С или равной установленной в инструкциях (если она выше указанной) - для входных отверстий, предназначенных для подачи только горячей воды;
плюс (15 ± 5) °С - для входных отверстий, предназначенных для подачи только холодной воды.
Если прибор имеет ввод, предназначенный для подачи как холодной, так и горячей воды, температура при испытаниях должна быть наиболее неблагоприятной.
Источник: ГОСТ Р 52161.2.5-2005: Безопасность бытовых и аналогичных электрических приборов. Часть 2.5. Частные требования для посудомоечных машин оригинал документа
нормальная работа (normal operation): Работа прибора при следующих условиях.
Прибор работает при номинальном напряжении непрерывно с входным отверстием для воздуха, отрегулированным на потребляемую мощность Рт, измеренную после 20 с работы. При необходимости через 3 мин проводят окончательное регулирование отверстия.
Потребляемую мощность Ртрассчитывают по формуле
Pm = 0,5×(Pf + Pi),
где Pf - мощность, потребляемая прибором, работающим в течение 3 мин с открытым входным отверстием для воздуха, в ваттах. Любое устройство, используемое для обеспечения циркуляции охлаждающего двигатель воздуха в случае блокирования главного входного отверстия, может работать обычным образом;
Pi - мощность, потребляемая прибором, работающим в течение следующих 20 с с полностью закрытым входным отверстием, в ваттах. Любое устройство, регулируемое без помощи инструмента и используемое для обеспечения циркуляции охлаждающего двигатель воздуха в случае блокирования главного входного отверстия, должно быть отключено.
Если прибор имеет маркировку диапазона номинальных напряжений, то его включают на напряжение, равное среднему значению диапазона напряжений при условии, что разность между предельными значениями диапазона не превышает 10 % среднего значения. Если эта разность превышает 10 %, прибор включают на напряжение, равное верхнему пределу диапазона.
Измерения проводят на приборе, имеющем чистый пылесборник и фильтр, при этом емкость для воды не должна быть заполнена. Если прибор предназначен для использования только со шлангом, съемные насадки и трубки удаляют, а шланг выпрямляют. Если шланг прибора является необязательным элементом, прибор работает без шланга.
Вращающиеся щетки и аналогичные устройства при работе не должны контактировать с какой-либо поверхностью. Чистящие головки, подсоединенные с помощью шланга, при работе не должны контактировать с какой-либо поверхностью.
Выходные отверстия прибора для присоединения необязательных элементов нагружают нагрузкой сопротивления, указанной в маркировке прибора.
Источник: ГОСТ Р 52161.2.2-2005: Безопасность бытовых и аналогичных электрических приборов. Часть 2.2. Частные требования для пылесосов и водовсасывающих чистящих приборов оригинал документа
нормальная работа (normal operation): Работа прибора при следующих условиях.
Машины для обработки полов работают непрерывно, совершая возвратно-поступательные движения со скоростью 15 циклов в минуту на полированной стальной плите на расстояние 1 м. Прибор оснащен щетками для пола с твердой поверхностью в соответствии с инструкциями.
Примечание 101 - Нагрев стальной плиты не допускается. Можно использовать принудительное охлаждение, но при этом необходимо гарантировать, что циркуляция воздуха не влияет на превышение температуры, значение которого определяют.
Машины для щелочной обработки полов работают на необработанных гладких сосновых досках толщиной 25 мм, шириной приблизительно 100 мм, закрепленных внутри на дне металлического поддона. Машина для щелочной обработки совершает возвратно-поступательные движения со скоростью 15 циклов в минуту на расстояние 1 м.
Машины для чистки ковров шампунем работают на ковре, закрепленном внутри на дне металлического поддона, который наполнен водой до уровня приблизительно 3 мм над поверхностью ковра. Ковер изготовлен из нейлоновых волокон высотой ворса приблизительно 6 мм. Машина для чистки шампунем совершает возвратно-поступательные движения со скоростью 10 циклов в минуту на расстояние 1 м.
Если машина для щелочной обработки полов или машина для чистки ковров шампунем снабжена системой распределения жидкости, поддон не заполняют водой, но систему распределения жидкости приводят в действие.
Машины для чистки драпировки шампунем работают без вращающихся щеток или аналогичных устройств, контактирующих с драпировкой или любой другой поверхностью. Всасывающие шланги располагают свободно вне прямой линии с входным отверстием. Система распределения жидкости работает с пустым резервуаром.
Источник: ГОСТ Р 52161.2.10-2005: Безопасность бытовых и аналогичных электрических приборов. Часть 2.10. Частные требования для машин для обработки полов и машин для влажной чистки оригинал документа
нормальная работа (normal operation): Работа прибора при следующих условиях.
Прибор, работающий с неглубокой кастрюлей диаметром 150 мм, которая наполнена водой на высоту не менее 25 мм, устанавливают на горячую поверхность. Если приборы поставляются с сосудами или это установлено в инструкциях, сосуды используют взамен кастрюли.
Прибор работает без кастрюли, если это условие является более неблагоприятным.
Источник: ГОСТ Р 52161.2.12-2005: Безопасность бытовых и аналогичных электрических приборов. Часть 2.12. Частные требования для мармитов и аналогичных приборов оригинал документа
нормальная работа (normal operation): Работа прибора при следующих условиях.
Прибор работает заполненный текстильным материалом массой в сухом состоянии, равной максимальной массе, установленной в инструкциях.
Текстильный материал представляет собой предварительно постиранные, подрубленные двойным швом хлопчатобумажные простыни размером приблизительно 70´70 см, удельной массой в сухом состоянии от 140 до 175 г/м2.
Текстильный материал замачивают в воде, имеющей температуру (25 ± 5) °С и массу, равную массе текстильного материала.
Если функция сушки может автоматически следовать за функцией стирки в стиральной машине, прибор не загружают отдельно. Прибор работает с максимальным количеством текстильного материала, установленным в инструкциях для комбинированного цикла стирки - сушки.
Примечание 101 - Хлопок, в котором содержание влаги не превышает 10 %, рассматривают как находящийся в сухом состоянии.
Хлопок кондиционируют 24 ч в спокойном воздухе при температуре (20 ± 2) °С, относительной влажности от 60 % до 70 % и атмосферном давлении от 860 до 1060 мбар, с содержанием воды приблизительно 7 %.
Источник: ГОСТ Р 52161.2.11-2005: Безопасность бытовых и аналогичных электрических приборов. Часть 2.11. Частные требования для барабанных сушилок оригинал документа
нормальная работа (normal operation): Работа прибора после его установки в соответствии с инструкциями и заполнения холодной водой.
Источник: ГОСТ Р 52161.2.21-2006: Безопасность бытовых и аналогичных электрических приборов. Часть 2.21. Частные требования для аккумуляционных водонагревателей оригинал документа
3.8 нормальная эксплуатация (normal operation): Эксплуатация электрооборудования в соответствии с установленными в технических условиях электрическими и механическими характеристиками при соблюдении ограничений, определенных изготовителем электрооборудования.
Примечание 1 - Ограничения, установленные изготовителем, могут включать постоянные условия эксплуатации, например, рабочий цикл электродвигателя.
Примечание 2 - Изменение напряжения питания в установленных пределах и любые другие допустимые отклонения при эксплуатации являются частью нормальной эксплуатации.
[Определение 3.19 МЭК 60079-0].
Примечание 3 - Включает размыкание, закорачивание и заземление внешнего соединительного кабеля.
Источник: ГОСТ Р 52350.11-2005: Электрооборудование для взрывоопасных газовых сред. Часть 11. Искробезопасная электрическая цепь "I" оригинал документа
3.12 нормальный режим работы (normal operation): Режим работы технологического оборудования, характеризующийся рабочими значениями всех параметров.
Примечание - Незначительное пылевыделение, которое может образовать облако или слой (например, выделения от фильтров), считают частью нормального режима работы.
Источник: ГОСТ Р МЭК 61241-10-2007: Электрооборудование, применяемое в зонах, опасных по воспламенению горючей пыли. Часть 10. Классификация зон, где присутствует или может присутствовать горючая пыль оригинал документа
3.1.5 нормальный режим работы электрооборудования (normal operation): Режим работы электрооборудования, характеризующийся рабочими значениями всех параметров.
Источник: ГОСТ Р 52350.14-2006: Электрооборудование для взрывоопасных газовых сред. Часть 14. Электроустановки во взрывоопасных зонах (кроме подземных выработок) оригинал документа
нормальная работа (normal operation): Работа прибора в следующих условиях.
Источник: ГОСТ Р 52161.2.24-2007: Безопасность бытовых и аналогичных электрических приборов. Часть 2.24. Частные требования к холодильным приборам, мороженицам и устройствам для производства льда оригинал документа
нормальная работа (normal operation): Работа прибора при следующих условиях.
Приборы работают без белья.
Источник: ГОСТ Р 52161.2.44-2008: Безопасность бытовых и аналогичных электрических приборов. Часть 2.44. Частные требования к гладильным машинам оригинал документа
нормальная работа (normal operation): Работа прибора при следующих условиях.
Зарядные устройства батарей для зарядки батарей свинцово-кислотных аккумуляторов и другие зарядные устройства батарей, имеющие номинальный постоянный выходной ток не более 20 А, подсоединяют к цепи, как приведено на рисунке 101. Переменный резистор настраивают таким образом, чтобы ток в цепи был равен номинальному постоянному выходному току при питании зарядного устройства батарей номинальным напряжением.
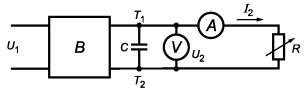
U1 - напряжение питания; U2 - выходное напряжение; I2 - выходной ток; A - амперметр; В - зарядное устройство батарей; V - вольтметр; R - переменный резистор;

где Ir - номинальный постоянный выходной ток, А;
р - коэффициент (для однополупериодного выпрямления р = 1; для двухполупериодного выпрямления р = 2);
f - частота питающей сети, Гц;
Ur - номинальное выходное напряжение постоянного тока, В.
Примечания
1 Конденсатор может иметь емкость, отличающуюся от рассчитанной на ± 20 %.
2 Конденсатор может быть предварительно заряжен до начала работы зарядного устройства батарей.
Рисунок 101 - Цепь для испытания зарядных устройств батарей
Если зарядный ток управляет процессом зарядки батареи, то переменный резистор и конденсатор заменяют разряженной батареей соответствующего типа и максимальной емкости, указанных в инструкциях.
Другие зарядные устройства батарей подсоединяют к разряженной батарее соответствующего типа и максимальной емкости, указанных в инструкциях.
Примечание 101 - Батареи считают разряженными, если:
- плотность электролита менее 1,16 - для батарей свинцово-кислотных аккумуляторов;
- напряжение каждого элемента менее 0,9 В - для батарей никель-кадмиевых аккумуляторов.
Источник: ГОСТ Р 52161.2.29-2007: Безопасность бытовых и аналогичных электрических приборов. Часть 2.29. Частные требования для зарядных устройств батарей оригинал документа
нормальная работа (normal operation): Работа прибора в сосуде, наполненном водой, на максимальной глубине погружения.
Источник: ГОСТ Р 52161.2.74-2008: Безопасность бытовых и аналогичных электрических приборов. Часть 2.74. Частные требования к переносным погружным нагревателям оригинал документа
нормальная работа (normal operation): Работа прибора при следующих условиях.
Текстильные изделия располагают на вешалках или перекладинах в соответствии с инструкциями. Текстильные изделия представляют собой предварительно выстиранные хлопчатобумажные простыни с двойным подрубочным швом размером приблизительно 700×700 мм, массой от 140 до 175 г/м2, определенной в сухом состоянии.
Четыре слоя текстильного изделия используют для приборов, имеющих нагреваемую поверхность, на которую для высушивания помещают текстильное изделие. Один слой используют для приборов, в которых текстильное изделие высушивается потоком теплого воздуха.
Примечание 101 - В случае возникновения сомнений хлопчатобумажные простыни подвергают кондиционированию в течение не менее 24 ч при температуре (20 ± 5) °С и относительной влажности (60 ± 5) %.
Источник: ГОСТ Р 52161.2.43-2008: Безопасность бытовых и аналогичных электрических приборов. Часть 2.43. Частные требования к сушилкам для одежды и перекладинам для полотенец оригинал документа
нормальная работа (normal operation): Работа прибора, постоянно подключенного к воде, поток которой отрегулирован таким образом, чтобы температура на выходе достигала максимального значения без срабатывания термовыключателя.
Источник: ГОСТ Р 52161.2.35-2008: Безопасность бытовых и аналогичных электрических приборов. Часть 2.35. Частные требования к проточным водонагревателям оригинал документа
нормальная работа (normal operation): Работа прибора при следующих условиях. Насос работает при нулевом давлении жидкости на входе, в режиме работы между минимальным и максимальным напором, таким образом, чтобы достигалась наибольшая потребляемая мощность.
Примечание 101 - Напор измеряют между входным и выходным отверстиями.
Источник: ГОСТ Р 52161.2.41-2008: Безопасность бытовых и аналогичных электрических приборов. Часть 2.41. Частные требования к насосам оригинал документа
3.18 нормальный режим эксплуатации (normal operation): Эксплуатация оборудования в соответствии с установленными в технических условиях электрическими и механическими характеристиками при соблюдении ограничений, определенных изготовителем электрооборудования.
Примечание - Незначительное пылевыделение, которое может образовать облако или слой (например, выделения от фильтров), считают частью нормального режима эксплуатации.
Источник: ГОСТ Р МЭК 60079-10-2-2010: Взрывоопасные среды. Часть 10-2. Классификация зон. Взрывоопасные пылевые среды оригинал документа
3.36 нормальный режим эксплуатации (normal operation): Режим работы, при котором оборудование, системы защиты и компоненты выполняют свою заданную функцию в пределах расчетных параметров (см. также ГОСТ Р ИСО 12100-1).
Незначительная утечка горючего вещества, способного образовать с воздухом взрывоопасную смесь, должна рассматриваться как нормальный режим эксплуатации. Например утечку из уплотнений, находящихся в контакте с горючим веществом внутри оборудования, рассматривают как незначительную.
Аварии (например, повреждение уплотнений насоса, прокладок фланцев или случайный выброс горючего вещества, способного образовать взрывоопасную смесь), требующие срочной остановки и ремонта оборудования, не рассматривают как нормальный режим эксплуатации.
3.3 нормальный режим эксплуатации (normal operation): Режим работы, при котором оборудование, защитные системы и компоненты выполняют свою заданную функцию в пределах расчетных характеристик.
Незначительную утечку горючего вещества, способного образовать с воздухом взрывоопасную смесь, следует рассматривать как нормальный режим эксплуатации. Например, утечку из уплотнений, находящихся в контакте с горючим веществом внутри оборудования, рассматривают как незначительную.
Аварии (например повреждение уплотнений насоса, прокладок фланцев или случайный выброс горючего вещества, способного образовать взрывоопасную смесь), требующие срочной остановки и ремонта оборудования, не рассматривают как нормальный режим эксплуатации.
3.12 нормальный режим работы (normal operation): Режим работы технологического оборудования, характеризующийся рабочими значениями всех параметров.
Примечание - Незначительное пылевыделение, которое может образовать облако или слой (например, выделения от фильтров), считают частью нормального режима работы.
Источник: ГОСТ Р МЭК 61241.10-2007: Электрооборудование, применяемое в зонах, опасных по воспламенению горючей пыли. Часть 10. Классификация зон, где присутствует или может присутствовать горючая пыль оригинал документа
нормальная работа (normal operation): Работа прибора при следующих условиях.
Источник: ГОСТ Р 52161.2.23-2007: Безопасность бытовых и аналогичных электрических приборов. Часть 2.23. Частные требования для приборов по уходу за кожей и волосами оригинал документа
нормальная работа (normal operation): Работа прибора при следующих условиях.
Источник: ГОСТ Р 52161.2.32-2008: Безопасность бытовых и аналогичных электрических приборов. Часть 2.32. Частные требования к массажным приборам оригинал документа
нормальная работа (normal operation): Работа прибора при следующих условиях.
Источник: ГОСТ Р 52161.2.60-2011: Безопасность бытовых и аналогичных электрических приборов. Часть 2.60. Частные требования к вихревым ваннам и вихревым ваннам для СПА-салонов оригинал документа
нормальная работа (normal operation): Работа прибора в том виде, в каком он был поставлен изготовителем, или с закороченной выходной цепью высокого напряжения в зависимости от того, что наиболее неблагоприятно.
Источник: ГОСТ Р 52161.2.65-2008: Безопасность бытовых и аналогичных электрических приборов. Часть 2.65. Частные требования к приборам для очистки воздуха оригинал документа
нормальная работа (normal operation): Работа приборов при следующих условиях.
Приборы с подставкой работают на подставке, если не указано иное.
Другие приборы работают в соответствии с инструкциями, если не указано иное.
Источник: ГОСТ Р 52161.2.45-2008: Безопасность бытовых и аналогичных электрических приборов. Часть 2.45. Частные требования к переносным нагревательным инструментам и аналогичным приборам оригинал документа
нормальная работа (normal operation): Работа циркуляционного насоса с давлением воды и скоростью потока, отрегулированными в установленных пределах так, чтобы достигалась максимальная потребляемая мощность.
Источник: ГОСТ Р 52161.2.51-2008: Безопасность бытовых и аналогичных электрических приборов. Часть 2.51. Частные требования к стационарным циркуляционным насосам для отопительных систем и систем водоснабжения оригинал документа
нормальная работа (normal operation): Работа прибора при следующих условиях:
- выходная цепь закорочена;
- решетки расположены на максимальном расстоянии, достаточном для поддержания дуги, прибор работает циклами; цикл состоит из 1 с работы и 2 с паузы;
- к решеткам подключена активная нагрузка, которая обеспечивает получение максимального тока.
Источник: ГОСТ Р 52161.2.59-2008: Безопасность бытовых и аналогичных электрических приборов. Часть 2.59. Частные требования к приборам для уничтожения насекомых оригинал документа
3.7 нормальная эксплуатация (normal operation): Эксплуатация электрооборудования в соответствии с установленными в технических условиях электрическими и механическими характеристиками при соблюдении ограничений, определенных изготовителем оборудования.
Примечание 1 - Ограничения, установленные изготовителем, могут предусматривать постоянные условия эксплуатации, например эксплуатацию двигателя в рабочем цикле.
Примечание 2 - Изменение параметров напряжения в установленных пределах, а также другие отклонения при эксплуатации составляют часть нормальной эксплуатации.
Источник: ГОСТ Р МЭК 61241-18-2009: Электрооборудование, применяемое в зонах, опасных по воспламенению горючей пыли. Часть 18. Защита компаундом «mD» оригинал документа
3.50 нормальный режим работы (normal operation): Стандартная ситуация, при которой оборудование работает с расчетными параметрами
Примечания
1 Незначительные выбросы горючего материала могут быть частью нормального режима работы, если это не влияет на безопасность работы установки.
2 Неисправности (такие, как поломки насосных клапанов, фланцевых прокладок или разливы, относящиеся к аварийным ситуациям), которые требуют срочного ремонта и блокировки, не относятся к нормальному режиму работы, но и не считаются катастрофическими.
3 Нормальный режим работы включает процесс запуска и остановки.
Источник: ГОСТ Р 54110-2010: Водородные генераторы на основе технологий переработки топлива. Часть 1. Безопасность оригинал документа
нормальная работа (normal operation): Работа прибора при следующих условиях.
Источник: ГОСТ Р 52161.2.17-2009: Безопасность бытовых и аналогичных электрических приборов. Часть 2.17. Частные требования к одеялам, подушкам, одежде и аналогичным гибким нагревательным приборам оригинал документа
3.12 нормальный режим работы (normal operation): Режим работы технологического оборудования, характеризующийся рабочими значениями всех параметров.
Примечание - Незначительное пылевыделение, которое может образовать облако или слой (например, выделения от фильтров), считают частью нормального режима работы.
Англо-русский словарь нормативно-технической терминологии > normal operation
100 SDR 17,6
8.11 Стойкость к медленному распространению трещин
Определение стойкости к медленному распространению трещин проводят по ГОСТ 24157 на одном образце трубы с четырьмя продольными надрезами, нанесенными на наружную поверхность трубы. Испытание распространяют на трубы с номинальной толщиной стенки более 5 мм.
Надрез осуществляют на фрезерном станке, снабженном (для опоры образца по внутреннему диаметру) горизонтальным стержнем, жестко закрепленным на столе.
Фрезу (рисунок 4) с режущими V-образными зубьями под углом 60° шириной 12,5 мм устанавливают на горизонтальном валу. Скорость резания должна составлять (0,010 ± 0,002) (мм/об)/зуб. Например, фреза с 20 зубьями, вращающаяся со скоростью 700 об/мин, при скорости подачи 150 мм/мин будет иметь скорость резания 150/(20 ´ 700) = 0,011 (мм/об)/зуб. Фрезу не следует использовать для других материалов и целей и после нанесения надреза длиной 100 м ее заменяют.
Определяют минимальную толщину стенки по 8.4.4 и отмечают место первого надреза, затем наносят метки, обозначающие места трех последующих надрезов, которые должны располагаться равномерно по окружности трубы и на равном расстоянии от торцов.
По линиям меток измеряют толщину стенки с каждого торца и рассчитывают среднюю толщину стенки для каждой линии надреза е.

d - наружный диаметр трубы; е - толщина стенки трубы; еост - остаточная толщина стенки трубы; l - длина надреза;
Рисунок 4
По таблице 5 выбирают значение остаточной толщины стенки еост
Таблица 5
В миллиметрах
Номинальный наружный диаметр d
Остаточная толщина стенки ежкдля труб
SDR 17,6
SDR 17
SDR 13,6
SDR 11
SDR 9
мин.
макс.
мин.
макс.
мин.
макс.
мин.
макс.
мин.
макс.
50
-
-
-
-
-
-
-
-
4,4
4,6
63
-
-
-
-
-
-
4,5
4,8
5,5
5,8
75
-
-
-
-
4,3
4,5
5,3
5,6
6,5
6,9
90
4,1
4,3
4,2
4,4
5,1
5,4
6,4
6,7
7,9
8,3
110
4,9
5,2
5,1
5,4
6,3
6,6
7,8
8,2
9,6
10,1
125
5,5
5,8
5,8
6,1
7,2
7,5
8,9
9,3
10,9
11,5
140
6,2
6,6
6,5
6,8
8,0
8,4
9,9
10,4
12,2
12,9
160
7,1
7,5
7,4
7,8
9,2
9,7
11,4
12,0
14,0
14,7
180
8,0
8,4
8,3
8,8
10,4
10,9
12,8
13,4
15,7
16,5
200
8,9
9,3
9,3
9,8
11,5
12,1
14,2
14,9
17,5
18,4
225
10,0
10,5
10,5
11,0
12,9
13,6
16,0
16,8
19,6
20,6
250
11,1
11,6
11,5
12,1
14,4
15,1
17,7
18,6
21,8
22,9
280
12,4
13,0
12,9
13,6
16,1
16,9
19,8
20,8
24,3
25,6
315
14,0
14,7
14,6
15,3
18,2
19,1
22,3
23,5
27,3
28,7
Примечания
1 Остаточная толщина стенки соответствует 0,78 - 0,82 номинальной толщины стенки.
2 При расчете глубины надреза выбирают максимальное значение остаточной толщины стенки
Глубину каждого надреза n рассчитывают как разность между значениями средней толщины стенки по линии этого надреза eср и остаточной толщины стенки еост. Длина надреза при полной глубине должна соответствовать номинальному наружному диаметру трубы ± 1 мм.
Надрезы осуществляют попутным фрезерованием на рассчитанную для каждого надреза глубину n. На испытуемый образец с обоих концов устанавливают заглушки типа а по ГОСТ 24157, в качестве рабочей жидкости используют воду.
Испытуемый образец выдерживают в ванне с водой при температуре 80 °С не менее 24 ч, затем в этой же ванне образец подвергают испытательному давлению по таблице 6 и выдерживают в течение заданного времени или до момента разрушения.
Таблица 6
SDR
Испытательное давление, МПа
ПЭ 80
ПЭ 100
17,6
0,482
0,554
17
0,5
0,575
13,6
0,635
0,73
11
0,8
0,92
9
1,0
1,2
Примечание - Испытательное давление Р рассчитано по формуле

где s - начальное напряжение в стенке трубы по таблице 2, МПа;
SDR - стандартное размерное отношение
Испытуемый образец извлекают из ванны, охлаждают до температуры 23°С, вырезают сектор трубы посередине надреза длиной 10-20 мм и вскрывают надрез так, чтобы иметь доступ к одной из обработанных фрезой поверхностей надреза. Измеряют ширину надреза b с погрешностью не более 0,1 мм с помощью микроскопа или другого средства измерений (рисунок 4). Глубину надреза n в миллиметрах рассчитывают по формуле
 ,
,где b - ширина поверхности обработанного фрезерованием надреза, мм;
dcp - средний наружный диаметр трубы, мм.
Затем рассчитывают остаточную толщину стенки для каждого надреза как разность между значениями средней толщины стенки в месте каждого надреза и фактической глубины надреза. Значение остаточной толщины стенки должно соответствовать значениям, указанным в таблице 5.
Если значение остаточной толщины стенки более максимального значения, указанного в таблице 5, образец заменяют другим, который испытывают вновь.
Окончательными результатами являются результаты испытаний трех образцов, выдержавших в течение 165 ч при температуре 80°С без признаков разрушения постоянное внутреннее давление, значение которого выбирают по таблице 6, и которое соответствует напряжению в стенке трубы 4,0 МПа (для ПЭ 80); 4,6 МПа (для ПЭ 100).
Источник: ГОСТ Р 50838-95: Трубы из полиэтилена для газопроводов. Технические условия оригинал документа
3.20 композиция: Гомогенная гранулированная смесь базового полимера (ПЭ), включающая в себя добавки (антиоксиданты, пигменты, стабилизаторы и др.), вводимые на стадии производства композиции, в концентрациях, необходимых для обеспечения изготовления и использования труб, соответствующих требованиям настоящего стандарта».
Пункт 4.1. Первый абзац изложить в новой редакции:
«4.1 Размеры труб из композиций полиэтилена ПЭ 32 приведены в таблице 1, из композиций полиэтилена ПЭ 63, ПЭ 80, ПЭ 100 - в таблицах 2 и 3»;
таблица 1. Наименование. Заменить слова: «из полиэтилена 32» на «из композиций полиэтилена 32»;
головка. Заменить значения максимального рабочего давления воды при 20 °С: 0,25 на 2,5; 0,4 на 4; 0,6 на 6; 1 на 10;
таблицы 2 и 3 изложить в новой редакции:
Таблица 2 - Средний наружный диаметр и овальность труб из композиций полиэтилена ПЭ 63, ПЭ 80, ПЭ 100
В миллиметрах
Номинальный размер DN/OD
Средний наружный диаметр dem
Овальность после экструзии***, не более
dem, min
Предельное отклонение*
10
10,0
+0,3
1,2
12
12,0
+0,3
1,2
16
16,0
+0,3
1,2
20
20,0
+0,3
1,2
25
25,0
+0,3
1,2
32
32,0
+0,3
1,3
40
40,0
+0,4**
1,4
50
50,0
+0,4**
1,4
63
63,0
+0,4
1,5
(75)
75,0
+0,5
1,6
90
90,0
+0,6
1,8
110
110,0
+0,7
2,2
(125)
125,0
+0,8
2,5
(140)
140,0
+0,9
2,8
160
160,0
+1,0
3,2
(180)
180,0
+1,1
3,6
(200)
200,0
+1,2
4,0
225
225,0
+1,4
4,5
250
250,0
+1,5
5,0
280
280,0
+1,7
9,8
315
315,0
+1,9
11,1
355
355,0
+2,2
12,5
400
400,0
+2,4
14,0
450
450,0
+2,7
15,6
500
500,0
+3,0
17,5
(560)
560,0
+3,4
19,6
630
630,0
+3,8
22,1
710
710,0
+6,4
24,9
800
800,0
+7,2
28,0
900
900,0
+8,1
31,5
1000
1000,0
+9,0
35,0
1200
1200,0
+10,8
42,0
1400
1400,0
+12,6
49,0
1600
1600,0
+14,4
56,0
1800
1800,0
+16,2
63,0
2000
2000,0
+18,0
70,0
* Соответствует ГОСТ ИСО 11922-1, квалитет В - для размеров DN/OD ≤ 630, квалитет А - для размеров DN/OD ≥ 710.
** Предельное отклонение увеличено до 0,4 мм по сравнению с указанным в ГОСТ ИСО 11922-1.
*** Соответствует ГОСТ ИСО 11922-1, квалитет N, определяет изготовитель после экструзии.
Примечание - Размеры, взятые в скобки, - нерекомендуемые.
Таблица 3 - Толщины стенок и номинальные давления труб из композиций полиэтилена ПЭ 63, ПЭ 80, ПЭ 100
В миллиметрах
Наименование полиэтилена
SDR 41
SDR 33
SDR 26
SDR 21
Номинальное давление, 105 Па (бар)
ПЭ 63
PN 2,5
PN 3,2
PN 4
PN 5
ПЭ 80
PN 3,2
PN 4
PN 5
PN 6,3
ПЭ 100
PN 4
PN 5
PN 6,3
PN 8
Номинальный размер DN/OD
Толщина стенки е
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
10
-
-
-
-
-
-
-
-
12
-
-
-
-
-
-
-
-
16
-
-
-
-
-
-
-
-
20
-
-
-
-
-
-
-
-
25
-
-
-
-
-
-
-
-
32
-
-
-
-
-
-
-
-
40
-
-
-
-
-
-
2,0*
+0,3
50
-
-
-
-
2,0
+0,3
2,4
+0,4
63
-
-
2,0
+0,3
2,5
+0,4
3,0
+0,4
75
2,0*
+0,3
2,3
+0,4
2,9
+0,4
3,6
+0,5
90
2,2
+0,4
2,8
+0,4
3,5
+0,5
4,3
+0,6
110
2,7
+0,4
3,4
+0,5
4,2
+0,6
5,3
+0,7
125
3,1
+0,5
3,9
+0,5
4,8
+0,6
6,0
+0,7
140
3,5
+0,5
4,3
+0,6
5,4
+0,7
6,7
+0,8
160
4,0
+0,5
4,9
+0,6
6,2
+0,8
7,7
+0,9
180
4,4
+0,6
5,5
+0,7
6,9
+0,8
8,6
+1,0
200
4,9
+0,6
6,2
+0,8
7,7
+0,9
9,6
+1,1
225
5,5
+0,7
6,9
+0,8
8,6
+1,0
10,8
+1,2
250
6,2
+0,8
7,7
+0,9
9,6
+1,1
11,9
+1,3
280
6,9
+0,8
8,6
+1,0
10,7
+1,2
13,4
+1,5
315
7,7
+0,9
9,7
+1,1
12,1
+1,4
15,0
+1,6
355
8,7
+1,0
10,9
+1,2
13,6
+1,5
16,9
+1,8
400
9,8
+1,1
12,3
+1,4
15,3
+1,7
19,1
+2,1
450
11,0
+1,2
13,8
+1,5
17,2
+1,9
21,5
+2,3
500
12,3
+1,4
15,3
+1,7
19,1
+2,1
23,9
+2,5
560
13,7
+1,5
17,2
+1,9
21,4
+2,3
26,7
+2,8
630
15,4
+1,7
19,3
+2,1
24,1
+2,6
30,0
+3,1
710
17,4
+1,9
21,8
+2,3
27,2
+2,9
33,9
+3,5
800
19,6
+2,1
24,5
+2,6
30,6
+3,2
38,1
+4,0
900
22,0
+2,3
27,6
+2,9
34,4
+3,6
42,9
+4,4
1000
24,5
+2,6
30,6
+3,2
38,2
+4,0
47,7
+4,9
1200
29,4
+3,1
36,7
+3,8
45,9
+4,7
57,2
+5,9
1400
34,3
+3,6
42,9
+4,4
53,5
+5,5
66,7
+6,8
1600
39,2
+4,1
49,0
+5,0
61,2
+6,3
76,2
+7,8
1800
44,0
+4,5
55,1
+5,7
68,8
+7,0
85,8
+8,7
2000
48,9
+5,0
61,2
+6,3
76,4
+7,8
95,3
+9,7
Наименование полиэтилена
SDR 17,6
SDR 17
SDR 13,6
SDR 11
Номинальное давление, 105 Па (бар)
ПЭ 63
PN 6
-
PN 8
PN 10
ПЭ 80
(PN 7,5)
PN 8
PN 10
PN 12,5
ПЭ 100
(PN 9,5)
PN 10
PN 12,5
PN 16
Номинальный размер DN/OD
Толщина стенки е
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
10
-
-
-
-
-
-
-
-
12
-
-
-
-
-
-
-
-
16
-
-
-
-
-
-
-
-
20
-
-
-
-
-
-
2,0*
+0,3
25
-
-
-
-
2,0*
+0,3
2,3
+0,4
32
-
-
2,0*
+0,3
2,4
+0,4
3,0*
+0,4
40
2,3
+0,4
2,4
+0,4
3,0
+0,4
3,7
+0,5
50
2,9
+0,4
3,0
+0,4
3,7
+0,5
4,6
+0,6
63
3,6
+0,5
3,8
+0,5
4,7
+0,6
5,8
+0,7
75
4,3
+0,6
4,5
+0,6
5,6
+0,7
6,8
+0,8
90
5,1
+0,7
5,4
+0,7
6,7
+0,8
8,2
+1,0
110
6,3
+0,8
6,6
+0,8
8,1
+1,0
10,0
+1,1
125
7,1
+0,9
7,4
+0,9
9,2
+1,1
11,4
+1,3
140
8,0
+1,0
8,3
+1,0
10,3
+1,2
12,7
+1,4
160
9,1
+1,1
9,5
+1,1
11,8
+1,3
14,6
+1,6
180
10,2
+1,2
10,7
+1,2
13,3
+1,5
16,4
+1,8
200
11,4
+1,3
11,9
+1,3
14,7
+1,6
18,2
+2,0
225
12,8
+1,4
13,4
+1,5
16,6
+1,8
20,5
+2,2
250
14,2
+1,6
14,8
+1,6
18,4
+2,0
22,7
+2,4
280
15,9
+1,7
16,6
+1,8
20,6
+2,2
25,4
+2,7
315
17,9
+1,9
18,7
+2,0
23,2
+2,5
28,6
+3,0
355
20,1
+2,2
21,1
+2,3
26,1
+2,8
32,2
+3,4
400
22,7
+2,4
23,7
+2,5
29,4
+3,1
36,3
+3,8
450
25,5
+2,7
26,7
+2,8
33,1
+3,5
40,9
+4,2
500
28,3
+3,0
29,7
+3,1
36,8
+3,8
45,4
+4,7
560
31,7
+3,3
33,2
+3,5
41,2
+4,3
50,8
+5,2
630
35,7
+3,7
37,4
+3,9
46,3
+4,8
57,2
+5,9
710
40,2
+4,2
42,1
+4,4
52,2
+5,4
64,5
+6,6
800
45,3
+4,7
47,4
+4,9
58,8
+6,0
72,6
+7,4
900
51,0
+5,2
53,3
+5,5
66,1
+6,8
81,7
+8,3
1000
56,6
+5,8
59,3
+6,1
73,5
+7,5
90,8
+9,2
1200
68,0
+6,9
71,1
+7,3
88,2
+9,0
108,9
+11,0
1400
-
-
83,0
+8,4
102,9
+10,4
-
-
1600
-
-
94,8
+9,6
117,5
+11,9
-
-
1800
-
-
106,6
+10,8
-
-
-
-
2000
-
-
118,5
+12,0
-
-
-
-
Наименование полиэтилена
SDR 9
SDR 7,4
SDR 6
Номинальное давление, 105 Па (бар)
ПЭ 63
-
-
-
ПЭ 80
PN 16
PN 20
PN 25
ПЭ 100
PN 20
PN 25
-
Номинальный размер DN/OD
Толщина стенки е
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
10
-
-
-
-
2,0*
+0,3
12
-
-
-
-
2,0
+0,3
16
2,0*
+0,3
2,3*
+0,4
2,7
+0,4
20
2,3
+0,4
3,0*
+0,4
3,4
+0,5
25
2,8
+0,4
3,5
+0,5
4,2
+0,6
32
3,6
+0,5
4,4
+0,6
5,4
+0,7
40
4,5
+0,6
5,5
+0,7
6,7
+0,8
50
5,6
+0,7
6,9
+0,8
8,3
+1,0
63
7,1
+0,9
8,6
+1,0
10,5
+1,2
75
8,4
+1,0
10,3
+1,2
12,5
+1,4
90
10,1
+1,2
12,3
+1,4
15,0
+1,7
110
12,3
+1,4
15,1
+1,7
18,3
+2,0
125
14,0
+1,5
17,1
+1,9
20,8
+2,2
140
15,7
+1,7
19,2
+2,1
23,3
+2,5
160
17,9
+1,9
21,9
+2,3
26,6
+2,8
180
20,1
+2,2
24,6
+2,6
29,9
+3,1
200
22,4
+2,4
27,4
+2,9
33,2
+3,5
225
25,2
+2,7
30,8
+3,2
37,4
+3,9
250
27,9
+2,9
34,2
+3,6
41,5
+4,3
280
31,3
+3,3
38,3
+4,0
46,5
+4,8
315
35,2
+3,7
43,1
+4,5
52,3
+5,4
355
39,7
+4,1
48,5
+5,0
59,0
+6,0
400
44,7
+4,6
54,7
+5,6
66,4
+6,8
450
50,3
+5,2
61,5
+6,3
-
-
500
55,8
+5,7
68,3
+7,0
-
-
560
62,5
+6,4
76,5
+7,8
-
-
630
70,3
+7,2
86,1
+8,7
-
-
710
79,3
+8,1
97,0
+9,8
-
-
800
89,3
+9,1
109,3
+11,1
-
-
900
100,5
+10,2
-
-
-
-
1000
111,6
+11,3
-
-
-
-
* Номинальная толщина стенки труб увеличена в соответствии с условиями применения по сравнению с указанной в ГОСТ ИСО 4065 для данного SDR.
Примечания
1 Номинальные давления PN, указанные в скобках, выбраны из ряда R40 по ГОСТ 8032.
2 Полиэтилен ПЭ 63 не рекомендуется для изготовления труб диаметром более 250 мм.
Пункт 4.1. Исключить слова: «При этом допускается изготовлять трубы с предельными отклонениями, указанными в скобках».
Пункт 4.2. Первый абзац. Заменить значение: «плюс 1 %» на «±1 %»;
второй абзац. Заменить значения: «плюс 3 %» на «±3 %» и «плюс 1,5 %» на «±1,5 %».
Пункт 4.4 исключить.
Пункт 5.1 изложить в новой редакции:
«5.1 Трубы изготовляют из композиций полиэтилена (см. 3.20) минимальной длительной прочностью MRS 3,2 МПа (ПЭ 32), MRS 6,3 МПа (ПЭ 63), MRS 8,0 МПа (ПЭ 80), MRS 10,0 МПа (ПЭ 100) (приложение Г) по технологической документации, утвержденной в установленном порядке. Введение добавок на стадии экструзии труб не допускается. Допускается изготовлять трубы из композиций полиэтилена с использованием вторичного гранулированного полиэтилена ПЭ 32, ПЭ 63, ПЭ 80 или ПЭ 100, полученного из труб собственного производства.
Классификация композиции полиэтилена по уровню минимальной длительной прочности MRS по таблице 4а (кроме ПЭ 32) должна быть установлена изготовителем композиции в соответствии с ГОСТ ИСО 12162.
Таблица 4а - Классификация композиций полиэтилена
Обозначение композиции полиэтилена
Минимальная длительная прочность MRS, МПа
Расчетное напряжение σs,МПа
ПЭ 100
10,0
8,0
ПЭ 80
8,0
6,3
ПЭ 63
6,3
5,0
ПЭ 32
3,2
2,5
Значение MRS и классификацию композиции полиэтилена устанавливают, исходя из значения нижнего доверительного предела прогнозируемой гидростатической прочности σLPL, в соответствии с ГОСТ ИСО 12162. Значение σLPL должно быть определено на основе анализа данных длительных гидростатических испытаний образцов труб, выполненных по ГОСТ 24157. При определении длительной гидростатической прочности композиций полиэтилена ПЭ 100 прямая, описывающая временную зависимость прочности при 80 °С не должна иметь перегиба ранее 5000 ч».
Раздел 5 дополнить пунктом - 5.1а:
«5.1а Трубы должны соответствовать Единым санитарно-эпидемиологическим и гигиеническим требованиям к товарам, подлежащим санитарно-эпидемиологическому и гигиеническому контролю (надзору)».
Пункт 5.2. Таблица 5. Графа «Значение показателя для труб из». Для показателя 1 заменить слова: «с синими продольными полосами в количестве не менее четырех» на «с синими продольными маркировочными полосами в количестве не менее трех»;
после слов «не регламентируются» дополнить словами: «Цвет защитной оболочки - синий»;
показатели 2, 3 и 4 изложить в новой редакции, показатель 5 дополнить знаком сноски «*»; дополнить показателем 7 и сноской «**»:
Наименование показателя
Значение показателя для труб из
Метод испытания
ПЭ 32
ПЭ 63
ПЭ 80
ПЭ 100
2 Относительное удлинение при разрыве, %, не менее
250
350
350
350
По ГОСТ 11262 и 8.4 настоящего стандарта
3 Изменение длины после прогрева (для труб номинальной толщиной 16 мм и менее), %, не более
3
По ГОСТ 27078 и 8.5 настоящего стандарта
4 Стойкость при постоянном внутреннем давлении при 20 °С, ч, не менее
При начальном напряжении в стенке трубы 6,5 МПа 100
При начальном напряжении в стенке трубы 8,0 МПа 100
При начальном напряжении в стенке трубы 9,0 МПа 100
При начальном напряжении в стенке трубы 12,0 МПа 100
По ГОСТ 24157 и 8.6 настоящего стандарта
7 Термостабильность при 200 °С**, мин, не менее
20
По приложению Ж
* В случае пластического разрушения до истечения 165 ч - см. таблицу 5а.
** Допускается проводить испытание при 210 °С или при 220 °С. В случае разногласий испытание проводят при температуре 200 °С.
Пункт 5.3.1. Третий абзац исключить;
дополнить абзацами и примечанием:
«Маркировка не должна приводить к возникновению трещин и других повреждений, ухудшающих прочностные характеристики трубы.
При нанесении маркировки методом печати цвет маркировки должен отличаться от основного цвета трубы. Размер шрифта и качество нанесения маркировки должны обеспечивать ее разборчивость без применения увеличительных приборов.
Примечание - Изготовитель не несет ответственности за маркировку, ставшую неразборчивой в результате следующих действий при монтаже и эксплуатации: окрашивание, снятие верхнего слоя, использование покрытия или применение моющих средств, за исключением согласованных или установленных изготовителем.
Маркировка труб с соэкструзионными слоями и труб с защитной оболочкой - в соответствии с В.2.3 и В.3.4 (приложение В)».
Пункт 5.4.1. Первый абзац. Заменить значение: «до 1 т» на «до 3 т»; дополнить словами: «По согласованию с потребителем из пакетов допускается формировать блок-пакеты массой до 5 т»;
первый и четвертый абзацы. Заменить слова: «и труднодоступных районов» на «и приравненных к ним местностей» (2 раза);
третий абзац. Заменить значение: 20 на 16.
Пункт 6.1. Первый абзац. Заменить слова: «Трубы из полиэтилена» на «Полиэтилен, из которого изготовляют трубы,»; заменить ссылку: ГОСТ 12.1.005 на ГОСТ 12.1.007.
Пункт 6.2. Второй абзац после слов «соответствовать ГОСТ 12.3.030» изложить в новой редакции: «Предельно допустимые концентрации основных продуктов термоокислительной деструкции в воздухе рабочей зоны и класс опасности приведены в таблице 6»;
таблицу 6 изложить в новой редакции:
Таблица 6
Наименование продукта
Предельно допустимая концентрация (ПДК) в воздухе рабочей зоны по ГОСТ 12.1.005*, мг/м3
Класс опасности по ГОСТ 12.1.007
Действие на организм
Формальдегид
0,5
2
Выраженное раздражающее, сенсибилизирующее
Ацетальдегид
5
3
Общее токсическое
Углерода оксид
20
4
Общее токсическое
Органические кислоты (в пересчете на уксусную кислоту)
5
3
Общее токсическое
Аэрозоль полиэтилена
10
4
Общее токсическое
* В Российской Федерации действует ГОСТ 29325,
б) как расчетное значение из нескольких (в соответствии с таблицей 7а) измерений диаметра, равномерно расположенных в выбранном поперечном сечении.
Таблица 7а - Количество измерений диаметра для данного номинального размера
Номинальный размер трубы DN/OD
Количество измерений диаметра в данном поперечном сечении
≤40
4
>40 и ≤600
6
>600 и ≤1600
8
>1600
12
Измерения проводят с погрешностью в соответствии с таблицей 7б.
Таблица 7б - Погрешность измерения диаметра
В миллиметрах
Номинальный размер трубы DN/OD
Допускаемая погрешность единичного измерения
Среднеарифметическое значение округляют до*
≤600
0,1
0,1
600 < DN ≤ 1600
0,2
0,2
>1600
1
1
* Округление среднего значения проводят в большую сторону.
В случае перечисления б), рассчитывают среднеарифметическое значение полученных измерений, округляют в соответствии с таблицей 7б и записывают результат как средний наружный диаметр dеm».
Пункт 8.3.4. Второй абзац. Заменить слова: «в таблицах 1 - 4» на «в таблицах 1, 3».
Пункт 8.3.5. Заменить слова: «определяемыми по ГОСТ 29325» на «измеряемыми».
Пункт 8.3.6. Второй абзац дополнить словами: «в процессе производства».
Пункт 8.4 изложить в новой редакции:
«8.4 Относительное удлинение при разрыве определяют по ГОСТ 11262* на образцах-лопатках, при этом толщина образца должна быть равна толщине стенки трубы. Отрезок трубы, изготовленный из пробы, отобранной по 7.2, разделяют на равное количество секторов, вырезают полосы, располагаемые приблизительно равномерно по окружности трубы, в количестве, указанном в таблице 7в.
________
* В Российской Федерации действуют ГОСТ Р 53652.1-2009 и ГОСТ Р 53652.3-2009.
Таблица 7в - Количество образцов
Номинальный наружный диаметр, dn, мм
20 ≤ dn < 75
75 ≤ dn < 280
280 ≤ dn < 450
dn ≥ 450
Количество полос для изготовления образцов
3
5
5
8
Примечание - Для труб диаметром 40 мм и менее допускается вырезать полосы из двух или трех отрезков труб.
Тип образца, метод изготовления и скорость испытания выбирают в соответствии с таблицей 8.
Таблица 8
Номинальная толщина стенки трубы е, мм
Тип образца по ГОСТ 11262
Способ изготовления
Скорость испытания, мм/мин
е ≤ 5
1
Вырубка штампом-про- сечкой или механическая обработка по ГОСТ 26277
100 ± 10
5 < е ≤12
2
Вырубка штампом-про- сечкой или механическая обработка по ГОСТ 26277
50 ± 5
е > 12
2
Механическая обработка по ГОСТ 26277
25 ±2
или е > 12
3 по рисунку 1
Механическая обработка по ГОСТ 26277
10 ± 1

Рисунок 1 - Образец типа 3
Таблица 9 - Размеры образца типа 3
Параметр
Размеры, мм
Общая длина l1, не менее
250
Начальное расстояние между центрами несущих болтов l2
165 ± 5
Длина рабочей части (параллельная часть) l3
25 ± 1
Расчетная длина l0
20 ± 1
Ширина головки b1
100 ± 3
Ширина рабочей части (параллельная часть) b2,
25 ± 1
Толщина е
Соответствует толщине стенки трубы
Радиус закругления r
25 ± 1
Диаметр отверстия d
30 ± 5
При изготовлении ось образца должна быть параллельна оси трубы и располагаться по центру полосы, при этом штамп-просечку устанавливают на внутреннюю сторону полосы.
Перед испытанием образцы кондиционируют по ГОСТ 12423 при температуре испытания (23 ± 2) °С при номинальной толщине образца, мм:
еn < 3 ………………………………………………..… в течение 1 ч ± 5 мин
3 ≤ еп < 8 ……………………………………………………… » 3 ч ± 15 мин
8 ≤ еn < 16 …………………………………………………….. » 6 ч ± 30 мин
16 ≤ еn < 32 …………………………………………………… » (10 ± 1) ч
еn ≥ 32 …………………………………………………………. » (16 ± 1) ч.
Примечание - При достижении относительного удлинения 500 % испытание может быть прекращено до наступления разрыва образца.
За результат испытания принимают минимальное значение относительного удлинения при разрыве, вычисленное до третьей значащей цифры».
Пункт 8.5 дополнить словами: «на трубах номинальной толщиной стенки 16 мм и менее. При этом образцы перед испытанием кондиционируют в стандартной атмосфере 23 по ГОСТ 12423 при номинальной толщине испытуемой трубы, мм:
еn < 3 ………………………………………………….. в течение 1 ч
3 ≤ еп < 8 ……………………………………………………… » ≥3 ч
8 ≤ еn < 16 …………………………………………………….. » ≥6 ч».
Пункт 8.6. Заменить слова: «на трех пробах» на «на пробах»; исключить слова: «Расчет испытательного давления проводят с точностью 0,01 МПа»; дополнить словами: «Среда испытания - «вода в воде».
Пункт 9.1. Последний абзац. Заменить слова: «и труднодоступные районы» на «и приравненные к ним местности».
Пункт 9.2. Первый абзац изложить в новой редакции:
«Трубы хранят по ГОСТ 15150, раздел 10 в условиях 5 ( ОЖ4) или 8 (ОЖ3). При этом трубы, изготовленные из несажевых композиций полиэтилена, хранят в условиях 8 (ОЖ3) в течение не более 12 мес, по истечению указанного срока они должны быть испытаны по показателям 2, 5, 7 таблицы 5».
Пункт 10.2. Исключить слово: «хранения».
Приложение А. Пункт А. 1. Исключить слово: «нормативных».
Приложение Б. Таблицу Б.2 изложить в новой редакции:
Таблица Б.2 - Расчетная масса 1 м труб из композиций полиэтилена ПЭ 63, ПЭ 80, ПЭ 100
Номинальный размер DN/OD
Расчетная масса 1 м труб, кг
SDR 41
SDR 33
SDR 26
SDR 21
SDR 17,6
SDR 17
SDR 13,6
SDR 11
SDR 9
SDR 7,4
SDR 6
10
-
-
-
-
-
-
-
-
-
-
0,051
12
-
-
-
-
-
-
-
-
-
-
0,064
16
-
-
-
-
-
-
-
-
0,090
0,102
0,115
20
-
-
-
-
-
-
-
0,116
0,132
0,162
0,180
25
-
-
-
-
-
-
0,148
0,169
0,198
0,240
0,277
32
-
-
-
-
-
0,193
0,229
0,277
0,325
0,385
0,453
40
-
-
-
0,244
0,281
0,292
0,353
0,427
0,507
0,600
0,701
50
-
-
0,308
0,369
0,436
0,449
0,545
0,663
0,786
0,935
1,47
63
-
0,392
0,488
0,573
0,682
0,715
0,869
1,05
1,25
1,47
1,73
75
0,469
0,543
0,668
0,821
0,97
1,01
1,23
1,46
1,76
2,09
2,45
90
0,630
0,782
0,969
1,18
1,40
1,45
1,76
2,12
2,54
3,00
3,52
110
0,930
1,16
1,42
1,77
2,07
2,16
2,61
3,14
3,78
4,49
5,25
125
1,22
1,50
1,83
2,26
2,66
2,75
3,37
4,08
4,87
5,78
6,77
140
1,53
1,87
2,31
2,83
3,35
3,46
4,22
5,08
6,12
7,27
8,49
160
1,98
2,41
3,03
3,71
4,35
4,51
5,50
6,67
7,97
9,46
11,1
180
2,47
3,05
3,78
4,66
5,47
5,71
6,98
8,43
10,1
12,0
14,0
200
3,03
3,82
4,68
5,77
6,78
7,04
8,56
10,4
12,5
14,8
17,3
225
3,84
4,76
5,88
7,29
8,55
8,94
10,9
13,2
15,8
18,7
21,9
250
4,81
5,90
7,29
8,92
10,6
11,0
13,4
16,2
19,4
23,1
27,0
280
5,96
7,38
9,09
11,3
13,2
13,8
16,8
20,3
24,4
28,9
33,9
315
7,49
9,35
11,6
14,2
16,7
17,4
21,3
25,7
30,8
36,6
42,8
355
9,53
11,8
14,6
18,0
21,2
22,2
27,0
32,6
39,2
46,4
54,4
400
12,1
15,1
18,6
22,9
26,9
28,0
34,2
41,4
49,7
59,0
69,0
450
15,2
19,0
23,5
29,0
34,0
35,5
43,3
52,4
62,9
74,6
-
500
19,0
23,4
29,0
35,8
42,0
43,9
53,5
64,7
77,5
92,1
-
560
23,6
29,4
36,3
44,8
52,6
55,0
67,1
81,0
97,3
116
-
630
29,9
37,1
46,0
56,5
66,6
69,6
84,8
103
123
146
-
710
38,1
47,3
58,5
72,1
84,7
88,4
108
131
157
186
-
800
48,3
59,9
74,1
91,4
108
112
137
166
199
236
-
900
60,9
75,9
93,8
116
136
142
173
210
252
-
-
1000
75,4
93,5
116
143
168
175
214
259
311
-
-
1200
108
134
167
206
242
252
308
373
-
-
-
1400
148
183
227
280
-
343
419
-
-
-
-
1600
193
239
296
365
-
448
547
-
-
-
-
1800
243
303
375
462
-
567
-
-
-
-
-
2000
300
374
462
571
-
700
-
-
-
-
-
Примечание после таблицы Б.2. Заменить слова: «плотности полиэтилена» на «плотности композиции полиэтилена», «полиэтилена плотностью» на «композиции полиэтилена плотностью».
Приложение В изложить в новой редакции:
Источник: 2:
Англо-русский словарь нормативно-технической терминологии > SDR 17,6
СтраницыСм. также в других словарях:
ОПРЕДЕЛЕНИЕ РАСХОДА ТКАНИ — на изделие. Количество ткани, расходуемое на какое либо изделие, зависит от ширины ткани, фасона и размера изделия. Чтобы определить точный расход ткани на изделие (блузку, юбку, платье и т. д.), необходимо составить основной чертёж выкройки по… … Краткая энциклопедия домашнего хозяйства
Определение морозостойкости — – оценка максимального числа циклов замораживания и оттаивания бетона, при котором характеристики бетона остаются в нормированных пределах, а также отсутствуют трещины, сколы, шелушение ребер образцов. [ГОСТ 10060 2012] Рубрика термина:… … Энциклопедия терминов, определений и пояснений строительных материалов
Определение прочности бетона — – состоит в измерении минимальных усилий, разрушающих специально изготовленные контрольные образцы бетона при их статическом нагружении с постоянной скоростью роста нагрузки и последующем вычислении напряжении при этих усилиях в… … Энциклопедия терминов, определений и пояснений строительных материалов
определение пригодности изделия — контроль по принципу "годен не годен" — [Л.Г.Суменко. Англо русский словарь по информационным технологиям. М.: ГП ЦНИИС, 2003.] Тематики информационные технологии в целом Синонимы контроль по принципу годен не годен EN go no go… … Справочник технического переводчика
определение — 2.7 определение: Процесс выполнения серии операций, регламентированных в документе на метод испытаний, в результате выполнения которых получают единичное значение. Источник … Словарь-справочник терминов нормативно-технической документации
Определение содержания — 8. Определение содержания меди В фарфоровый тигель 5 низкой формы по ГОСТ 9147 80 берут навеску смазки около 5 г с погрешностью не более 0,0002 г. Тигель помещают в нагретую до 600 °С муфельную печь, осторожно при открытой дверце сжигают смазку,… … Словарь-справочник терминов нормативно-технической документации
определение оценки, оценивание — 3.22 определение оценки, оценивание (estimation): Процедура определения на основе выборочных данных числовых значений параметров распределения, принятого в качестве статистической модели совокупности, из которой отобрана выборка. Источник: ГОСТ Р … Словарь-справочник терминов нормативно-технической документации
Определение разрывной нагрузки — 7.5 Определение разрывной нагрузки 7.5.1 Средства контроля Машина разрывная, обеспечивающая растяжение образца со скоростью движения активного захвата не более 20 мм/мин и позволяющая измерять значение разрывной нагрузки с погрешностью не более 1 … Словарь-справочник терминов нормативно-технической документации
Определение среднего диаметра волокна, плотности, влажности, содержания органических веществ — 7.3 Определение среднего диаметра волокна, плотности, влажности, содержания органических веществ Средний диаметр волокна, плотность, влажность, содержание органических веществ в товарной вате определяют по ГОСТ 17177 для каждой пробы, отобранной… … Словарь-справочник терминов нормативно-технической документации
Определение теплопроводности — 7.5 Определение теплопроводности Теплопроводность товарной ваты определяют по ГОСТ 7076, ГОСТ 30256. Испытания проводят при плотности, в 1,5 раза превышающей плотность, определенную по 7.3. 7.6 Концентрацию вредных химических веществ (паров… … Словарь-справочник терминов нормативно-технической документации
Определение содержания металлических включений — 6.5 Определение содержания металлических включений 6.5.1 Аппаратура Лабораторная дробилка или иное дробильно размольное оборудование по действующим нормативным документам. Лабораторные весы общего назначения по ГОСТ 24104. Магнит по ГОСТ 25639… … Словарь-справочник терминов нормативно-технической документации
 18+© Академик, 2000-2024
18+© Академик, 2000-2024- Обратная связь: Техподдержка, Реклама на сайте
Экспорт словарей на сайты, сделанные на PHP, Joomla, Drupal, WordPress, MODx.
Перевод: со всех языков на все языки
со всех языков на все языки- Со всех языков на:
- Все языки
- Со всех языков на:
- Все языки
- Английский
- Испанский
- Немецкий
- Русский
- Французский
- Эстонский