-
1 Friktion
сущ.1) мед. втирание, втирание (мази)2) воен. фрикцион3) тех. соотношение окружных скоростей валков, фрикция, трение4) книжн. трения, разногласия6) текст. соотношение скорости валков, фрикционная муфта7) кинотех. фрикционное соединение -
2 Walzenriffelung
сущ.1) текст. рифление валиков2) пищ. нарезка валков, нарезка вальцов, рифление валков, рифление вальцов -
3 Walzenschlupf
сущ.1) хим. отношение окружных скоростей валков, пробуксовка валков2) полигр. проскальзывание валиков -
4 Voreilung
f1) опережение (напр. по фазе)2) предварение3) метал. опережение (выход металла из прокатных валков со скоростью, большей окружной скорости валков) -
5 Walzenspalt
m1) зазор между валками, раствор валков (напр. дробилки)2) метал. раствор валков, зазор между рабочими валками -
6 Auslaufhöhe
сущ.1) метал. высота полосы, выходящей из валков, толщина полосы, выходящей из валков2) дер. высота (стола) на выходе станка -
7 Aufrauhen
n взъерошивание с. кож.; ворсование с. текст.; насекание с. (валков) мет.; насечка ж. (валков) мет.; начёсывание с. текст.; придание шероховатости; черновая правка ж. (шлифовального круга); шерохование с. рез.; шероховка ж. рез.; шершевание с. кож.Neue große deutsch-russische Wörterbuch Polytechnic > Aufrauhen
-
8 Ausbau
m внутренняя отделка ж (зданя) стр.; возведение с. крепи горн.; выступ м. арх.; выступающая часть ж. стр.; демонтаж м.; доделка ж.; доработка ж.; достройка ж.; застройка ж. стр.; извлечение с.; использование с. (напр., водных ресурсов); крепление с. горн.; крепь ж. горн.; отделочные работы мн. стр.; очередь ж. строительства; перевалка ж. (валков из прокатной клети) мет.; построение с.; прокладка ж. (дороги); разборка ж.; развитие с.; расширение с.; реконструкция ж. стр.; смена ж. (валков из прокатной клети) мет.; снятие с.; совершенствование с.; создание с.; созревание с. (вина); строительство с.; эркер м. арх.Neue große deutsch-russische Wörterbuch Polytechnic > Ausbau
-
9 Umbau
m изменение с. (структуры); перевалка ж. (валков) мет.; переделка ж.; перемонтаж м.; переналадка ж. (напр., автоматической линии); переоборудование с.; пересборка ж.; перестройка ж.; переход м. (одной модификации в другую); превращение с. выч.; преобразование с. выч.; реконструкция ж.; смена ж. валков мет.→ Gasumbau -
10 Auslaufhöhe
f высота ж. полосы, выходящей из валков мет.; толщина ж. полосы, выходящей из валков мет.Neue große deutsch-russische Wörterbuch Polytechnic > Auslaufhöhe
-
11 Stauchkaliber
n осаживающий калибр м. (прокатных валков); ребровой калибр м. (прокатных валков)Neue große deutsch-russische Wörterbuch Polytechnic > Stauchkaliber
-
12 Pick-up-Drusch
mобмолот урожая из валков; обмолот валков -
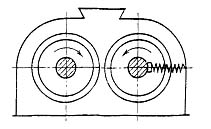
13 Walzenbrecher
валковая дробилка
Дробилка, дробление в которой осуществляется сжатием материала между вращающимися валками или валком и неподвижной плитой.
Примечание. В соответствии с числом валков дробилке присваивают наименования: «Одновалковая», «Двухвалковая», «Трехвалковая» и т.д.
[ ГОСТ 14916-82]Тематики
Обобщающие термины
EN
DE
FR
D. Walzenbrecher
Е. Roll crusher
F. Concasseur a cylindres
Дробилка, дробление в которой осуществляется сжатием материала между вращающимися валками или валком и неподвижной плитой.
Примечание. В соответствии с числом валков дробилке присваивают наименования: «Одновалковая», «Двухвалковая», «Трехвалковая» и т.д.
Источник: ГОСТ 14916-82: Дробилки. Термины и определения оригинал документа
Немецко-русский словарь нормативно-технической терминологии > Walzenbrecher
-
14 Walzenvorpresse
валковый пресс для подпрессовки
Пресс для подпрессовки стружечного ковра, осуществляемой между парой синхронно вращающихся валков.
Примечание
В зависимости от количества пар валков прессы для подпрессовки могут быть двух-, четырехвалковые и более.
[ ГОСТ 19506-74]Тематики
- плиты древесноволокн. и древесностружеч.
EN
DE
Немецко-русский словарь нормативно-технической терминологии > Walzenvorpresse
-
15 matte Fläche
матовая поверхность
Дефект поверхности, характеризующийся отсутствием глянца на поверхности холоднокатаных и полированных листов и лент, образующийся при нарушении условий нагрева в печах с защитной атмосферой при полировании мягкого металла, загрязненного твердыми частицами включений и неравномерной выработки поверхности валков.
[ ГОСТ 21014-88]Недопустимые, нерекомендуемые
Тематики
EN
DE
FR
Ндп. Неглянцевитость
D. Matte Fläche
Е. Dull surface
F. Surface terne
Дефект поверхности, характеризующийся отсутствием глянца на поверхности холоднокатаных и полированных листов и лент, образующийся при нарушении условий нагрева в печах с защитной атмосферой при полировании мягкого металла, загрязненного твердыми частицами включений и неравномерной выработки поверхности валков.
Примечание. Отсутствие глянца и шероховатость поверхности в случае специальной обработки ее на заданную «окисленность» не являются дефектами.
Источник: ГОСТ 21014-88: Прокат черных металлов. Термины и определения дефектов поверхности оригинал документа
Немецко-русский словарь нормативно-технической терминологии > matte Fläche
-
16 Eindrüke
отпечатки
Дефект поверхности в виде углублений или выступов, расположенных по всей поверхности или на отдельных ее участках, образовавшихся от выступов и углублений на прокатных валках, роликах или ковочном инструменте.
Примечание. На катаном металле дефект периодически повторяется по длине раската.
[ ГОСТ 21014-88]Недопустимые, нерекомендуемые
Тематики
EN
DE
FR
29. Отпечатки
Ндп. Бугорки
D. Eindrüke
Е. Indentations and roll marks
F. Marques de cylinde de laminoir
Дефект поверхности в виде углублений или выступов, расположенных по всей поверхности или на отдельных ее участках, образовавшихся от выступов и углублений на прокатных валках, роликах или ковочном инструменте.
Примечание. На катаном металле дефект периодически повторяется по длине раската.

Источник: ГОСТ 21014-88: Прокат черных металлов. Термины и определения дефектов поверхности оригинал документа
Немецко-русский словарь нормативно-технической терминологии > Eindrüke
-
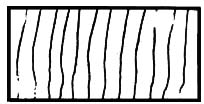
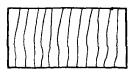
17 Kaltverfestigungsstreifen
полосы нагартовки
Дефект поверхности в виде параллельных светлых полос, расположенных поперек направления прокатки, образовавшихся при повышенной неравномерной деформации, обусловленной автоколебаниями валков.
[ ГОСТ 21014-88]Недопустимые, нерекомендуемые
Тематики
DE
Ндп. Полосы пробуксовки
D. Kaltverfestigungsstreifen
Дефект поверхности в виде параллельных светлых полос, расположенных поперек направления прокатки, образовавшихся при повышенной неравномерной деформации, обусловленной автоколебаниями валков.
Источник: ГОСТ 21014-88: Прокат черных металлов. Термины и определения дефектов поверхности оригинал документа
Немецко-русский словарь нормативно-технической терминологии > Kaltverfestigungsstreifen
-
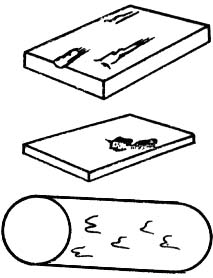
18 gewalzte Schale
прокатная плена
Дефект поверхности, представляющий собой отслоение металла языкообразной формы, соединенное с основным металлом одной стороной, образовавшееся вследствие раскатки или расковки рванин, подрезов, следов глубокой зачистки дефектов или сильной выработки валков, а также грубых механических повреждений.
Примечание. На микрошлифе в зоне дефекта может наблюдаться окалина, металл обезуглерожен.
[ ГОСТ 21014-88]Недопустимые, нерекомендуемые
Тематики
EN
DE
FR
15. Прокатная плена
Ндп. Корка
D. Gewalzte Schale
Е. Sliver, Rolling skin
F. Repliure
Дефект поверхности, представляющий собой отслоение металла языкообразной формы, соединенное с основным металлом одной стороной, образовавшееся вследствие раскатки или расковки рванин, подрезов, следов глубокой зачистки дефектов или сильной выработки валков, а также грубых механических повреждений.
Примечание. На микрошлифе в зоне дефекта может наблюдаться окалина, металл обезуглерожен.
Источник: ГОСТ 21014-88: Прокат черных металлов. Термины и определения дефектов поверхности оригинал документа
Немецко-русский словарь нормативно-технической терминологии > gewalzte Schale
-
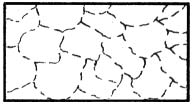
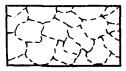
19 Abdrucknetz
сетка отпечатков
Дефект поверхности в виде периодически повторяющихся, имеющих форму сетки выступы, образующиеся от вдавливания прокатываемого листа или ленты в трещины изношенных валков.
Примечание. Сетка отпечатков обычно встречается на одной стороне листа.
[ ГОСТ 21014-88]Недопустимые, нерекомендуемые
Тематики
EN
DE
FR
31. Сетка отпечатков
Ндп. Сетка разгара
D. Abdrucknetz
E. Net shaped roll marks
F. Réticule des marques
Дефект поверхности в виде периодически повторяющихся, имеющих форму сетки выступы, образующиеся от вдавливания прокатываемого листа или ленты в трещины изношенных валков.
Примечание. Сетка отпечатков обычно встречается на одной стороне листа.
Источник: ГОСТ 21014-88: Прокат черных металлов. Термины и определения дефектов поверхности оригинал документа
Немецко-русский словарь нормативно-технической терминологии > Abdrucknetz
-
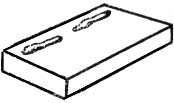
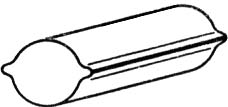
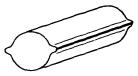
20 Walznat
- ус
ус
Дефект поверхности, представляющий собой продольный выступ с одной или двух диаметрально противоположных сторон прутка, образовавшийся вследствие неправильной подачи металла в калибр, переполнения калибров или неправильной настройки валков и привалковой арматуры.
[ ГОСТ 21014-88]Недопустимые, нерекомендуемые
Тематики
EN
DE
FR
18. Ус
Ндп. Заусенец
D. Walznat
Е. Ridge
F. Sailie
Дефект поверхности, представляющий собой продольный выступ с одной или двух диаметрально противоположных сторон прутка, образовавшийся вследствие неправильной подачи металла в калибр, переполнения калибров или неправильной настройки валков и привалковой арматуры.
Источник: ГОСТ 21014-88: Прокат черных металлов. Термины и определения дефектов поверхности оригинал документа
Немецко-русский словарь нормативно-технической терминологии > Walznat
См. также в других словарях:
ВАЛКОВ — Лукьян В в, дьяк московский. 1700. Доп. XII, 94 … Биографический словарь
Профилировка валков — [roll crown (contouring)] конфигурирование образующей рабочих (верхних и нижних) листопрокатных валков. Различают исходную профилировку валков (профиль холодных валков при их установке в стан) и профилировку валков в момент прокатки (форма зазора … Энциклопедический словарь по металлургии
профилировка валков — Конфигурация образующей рабочих (верхних и нижних) листопрокатных валков. Различают исходную профилировку (профиль холодных валков при их установке в стан) и профилировку в момент прокатки (форма зазора между валками в процессе деформации… … Справочник технического переводчика
Профилировка валков — конфигурация образующей рабочих (верхнего и нижнего) валков (см. Валки прокатные). Различают начальную П. в. (профиль холодных валков при их установке в стан) и П. в. в момент прокатки (форма зазора между валками в процессе деформации… … Большая советская энциклопедия
ПРОФИЛИРОВКА ВАЛКОВ — [roll crown (contouring)] конфигурация образующей рабочих (верхних и нижних) листопрокатных валков. Различают исходную профилировку (профиль холодных валков при их установке в стан) и профилировку в момент прокатки (форма зазора между валками в… … Металлургический словарь
давление валков — [roll pressure, roll force] условное название величины, соответствующей разности диаметров рабочих валков прокатного стана, мм. Давление валков направляет выходящий из валков раскат в сторону валка с меньшим диаметром, обеспечивая стабильный… … Энциклопедический словарь по металлургии
нижнее давление валков — [lower roll pressure] давление валков с превышенным диаметром нижнего валка относительно верхнего, вследствие чего выходящий из валков раскат всегда направляется вверх. С нижним давлением валков работают на крупных станах (блюмингах, слябингах,… … Энциклопедический словарь по металлургии
калибровка валков — [roll pass design] конструирование профиля и создание системы расположения валков и калибров для получения проката требуемой геометрии и свойств. При сортовой прокатке калибровка валков включает определение формы и размеров калибров, расчеты… … Энциклопедический словарь по металлургии
Кушвинский завод прокатных валков — История завода Кушвинский завод прокатных валков (бывший Кушвинский металлургический завод) был заложен 10.10.1735г. и начал выплавку чугуна с сентября 1739года. Завод поставлял чугун на артиллерийские заводы для дальнейшего передела их в сталь и … Википедия
ОАО "Кушвинский завод прокатных валков" — (КЗПВ) (бывший Кушвинский металлургический завод) предприятие в городе Кушва. Является градообразующим предприятием города. Генеральный директор доктор технических наук Радий Халимович Гималетдинов. История Предпосылкой для появления завода… … Википедия
ОАО «Кушвинский завод прокатных валков» — ОАО Кушвинский завод прокатных валков (КЗПВ) (бывший Кушвинский металлургический завод) предприятие в городе Кушва. Является градообразующим предприятием города. Генеральный директор доктор технических наук Радий Халимович Гималетдинов. История… … Википедия