-
21 подача
1) General subject: Backing, admission, batting (крикет, бейсбол), delivery (особ. в крикете), feed, feed (напр. бумаги, краски), feed-motion, feeder, giving, inning (в крикете, бейсболе), innings (в бейсболе, крикете), lodgement (заявления, жалобы), lodgment (жалобы и т. п.), pitching (вилами), play (в игре), presentation, production (нефтяной скважины), rendering supply, service (мяча), serving, submission, submission (документов), submitting, supply, travel, advice, recommendation (с его подачи - on his advice)2) Geology: feed-through3) Aviation: admittance, infeed4) Naval: pumpage5) Colloquial: (under the) wing of (Она получила эту работу с подачи своего дяди. She only got the job with the backing of her uncle.; протекция patronage; smb.), auspices, endorsement6) Sports: pitch, serve (мяча), service hit (мяча в игру)7) Military: introduction (of reagent)8) Engineering: advance (инструмента), approach (рабочего органа), conveying, delivery (насоса), discharge, displacement (насоса, компрессора), feeding, haulage (выемочного комбайна), inflow, injection (сигнала), input, launching (волны в волновод), let-off (нитей навоя на основовязальной машине), motion (рабочего органа), movement (рабочего органа), pumping, sup9) Construction: capacity (напр. насоса), conveyance (материалов, энергии), conveying (материалов, энергии), delivery (насоса, компрессора и т. д.), delivery capacity (насоса и т. п.), discharge capacity (насоса), feed (материала, рабочего органа и т. п.), output10) Mathematics: entry12) Law: court preference, exhibition (документов), file (документа), filing (документа), lodgement (прошения, жалобы, заявки, протеста, возражения), lodgment (прошения, жалобы, заявки, протеста, возражения), preference, preferment13) Economy: handing in, lodgement (жалобы, заявлени)14) Automobile industry: conveyance, delivery, discharge (насоса), displacement (насоса), displacement (насоса или компрессора), feeding (горючего, масла), handle, hauling, supply (топлива, смазки и т. п.)15) Mining: ingress (в подземные выработки), intake16) Diplomatic term: submission (документов и т.п.)17) Forestry: traverse (продольная или поперечная)19) Polygraphy: dispensing, feeding (напр. бумаги), (ручная) laying-on, supplement (напр. бумаги), throw, (поперечная) traverse20) Textile: let (напр. основы), let-off (основы), let-off motion (нитей навоя на основовязальной машине), letting-off (основы)21) Jargon: verse (в бейсболе), (в бейсболе или другой игре с мячом) stanza22) Oil: blowing, feed (напр. инструмента на забой)23) Astronautics: application, leading24) Cartography: feed (в машинах), feeding (напр, листов в печатную машину, резца в гравировальных машинах)25) Mechanic engineering: delivering26) Silicates: routing (материалов, изделий и т. д.)27) Mechanics: delivery output28) Coolers: infeed (напр. продукта в морозильный аппарат), supply (напр. холодильного агента)29) Patents: submission (документа)30) Drilling: handling31) Sakhalin energy glossary: capacity33) Microelectronics: loading34) Polymers: feed motion35) Automation: advancement, (быстрая) advancing, carrying-in (обрабатываемого изделия), feed movement, feeding movement, inlet, presentation (напр. деталей)36) Plastics: traverse37) Arms production: feeding (патронов, снарядов, топлива и т. д.)39) Chemical weapons: discharging, (впуск) inflow, (загрузка; подача тепла) input40) Makarov: advancing (быстрая), apprise, approach (суппорта станка и т.п.), feed (энергии), feed-in, infeed (в линию), inputting, presentation (деталей), serve (теннис, бадминтон), serving (теннис), transfer (напр. деталей в поточной линии)41) Gold mining: feed+drill steel42) Electrochemistry: replenishment43) SAP.tech. carriage feed44) oil&gas: feed (металлообр.), filling45) Karachaganak: production -
22 спецификация
(документ, определяющий состав сборочной единицы, комплекса или комплекта)спецификация деталей — parts list, identification table of partsспецификация деталей и узлов изделия — specification for parts and units of article...спецификация к принципиальной (электрической) схеме, т.е. перечень элементов — list of elements, parts list, identification table of partsспецификация материалов (на материалы) — bill of materials, list of materials [B/M]Поставки машин и оборудования. Русско-английский словарь > спецификация
-
23 партия
1) General subject: batch, charter, consignment, detachment, game, gang (людей), gang (рабочих и т. п.), hand, lay-out, lot (we'll send you the textbooks in three different lots - мы пошлём вам учебники тремя отдельными партиями), match (he (she) is a good match - он (она) хорошая партия), part, party, pressrun (изделий), run (изделий), set, single (в теннисе, гольфе), instalment2) Naval: crew (напр., геодезическая), party (съемочная)3) Medicine: batch (напр. лекарственных препаратов)5) Sports: play-off6) Engineering: break (чая), crew (рабочих), crop, game (в игре), group, making, party (напр. геологоразведочная), production run (изделий), slug (нефти, земеренная и закачанная в трубопровод)7) Agriculture: lot (напр. зерна), shipment (отправленного товара)8) Construction: bundle (арматуры), making (изделий), lot (напр, материалов)12) Trade: charter party13) Economy: installment, parcel (товара), tranche14) Accounting: instalment (товара), series (изделий), set (изделий)16) Mining: lot (материалов), party (разведочная)17) Diplomatic term: shipment (отправленного груза), side18) Metallurgy: lot (изделий, материала)19) Polygraphy: batch (поставки материала)20) Politics: public association22) Information technology: play23) Oil: batch (при последовательной перекачивании различных нефтепродуктов по трубопроводу), batch (бурового раствора, расклинивающего агента или химреагента, закачиваемая в скважину; нефтепродукта, последовательно перекачиваемая по многопродуктовому трубопроводу), lot (изделий), slug (нефти)24) Cartography: squad25) Geophysics: team26) Food industry: charge (продукта)28) Business: layout29) Oil&Gas technology (отгрузочная) shipment (продукции)30) Polymers: delivery33) Arms production: lot (патронов)34) Sakhalin R: lot (производственная, товара)36) leg.N.P. batch (business law), consignment (business law), gang (of prisoners; criminal law), gang (of workers or laborers; labor law), lot (business law), parcel (of goods; business law), party (political; political law), shipment (business law)37) Chemical weapons: lot (боеприпасов)38) Makarov: batch (продукта, изделий), cargo, in installments, in instalments, installment (товара), line (книжной продукции), lot (изделий, груза), slug (нефти, замеренная и закачанная в трубопровод), string (одновременно обрабатываемых деталей)40) Gold mining: field crew41) SAP.tech. btch43) oil&gas: crew (геологическая), lot (производственная) -
24 сборочный
Русско-английский научно-технический словарь переводчика > сборочный
-
25 JIT
just-in-time — синхронизированное ( с процессом сборки) производство на заводе, в цеху, не допускающее на различных участках перепроизводства или недопроизводства деталей)just-in-time — «своевременное производство» (японская концепция «своевременного» производства, порождённая нехваткой производственных площадей, рассматривает все производственные подразделения в единстве, а перемещения между подразделениями представляются как единообразный поток материалов, деталей и узлов изделий. Сборка агрегатов и конечного изделия организована таким образом, что все детали, необходимые для сборки, подаются к месту точно в нужный момент и в необходимом количестве, запасы не создаются); см. также lotless production, just-in-timejust-in-time — «своевременное производство»just-in-time — (организация безостановочного производства с поставкой комплектующих изделий) "своевременно, точно в ( назначенный) срок"; работа «с колёс» -
26 установка
installation (instl)
- (агрегат, блок) — unit
- (комплекс оборудования или агрегатов, объединенный общим назначением, процесс монтажа) — installation
- (процесс и состояние установки подвижных элементов, органов управления, задатчиков н т.п. в определенное положение) — setting, selection, positioning (of controls, selectors, etc. to desired position)
- (пульт контроля управления) — set, unit
-, аварийная силовая — emergency power unit (epu)
-, автоматическая, пусковая (апу, для запуска бортовых ракет и спец. снарядов) — launcher
- аэродромной проверки и запуска, электрическая — ground power unit for servicing and starting (gpu)
- аэродромного питания — ground power unit (gpu)
- в нуль (сигнала) — (signal) zeroing
- воздушного запуска (увз) — ground pneumatic start unit
-, вспомогательная силовая (всу) — auxiliary power unit (apu)
- вспомогательная силовая установка (раздел 049) — airborne auxiliary power
бортовые силовые установки (двигатели), предназначенные для выработки электрической, гидравлической или пневматической энергии для питания систем ла. — those airborne power plants (engines) installed on the aircraft for the purpose of generating and supplying a single type or combination of auxiliary electric, hydraulic, pneumatic or other power.
всу состоит из гтд со свободной турбиной для привода эл. генератора и воздушного компрессора. — the apu consists of а turboshaft engine driving а free turbine, which in turn оperates an electric generator and air compressor.
- высотомера — altimeter setting
a pressure reading set into an altimeter to adjust for a given barometric pressure.
- высотомера пo давлению у земли (на уровне аэродрома) — qfe setting
- высотомера по давлению приведенному к уровню моря — qnh setting set the altimeter to actual qnh at transition level.
- гидродробеструйная — hydraulic shot-blast unit
- двигателя — engine installation
- (для) заправки гидросистемы — hydraulic system servicing set
- для заправки топливом в полете, подвесная — refueling pod /store/
- для зарядки кислородом — oxygen charging set
- для испытания расходомером — flowmeter test set
- для испытания тахометров — tachometer test set
- для проверки герметичности кабин — (pressurized) cabin leak test set
- для проверки гидросистемы (самолета) — aircraft hydraulic test set /rig/
- для проверки гироприборов (упг) — turn table
- для проверки пневмосистемы — pneumatic test set /rig/
- для прокачки (гироскопических приборов) — turn table
- для прокачки (жидкостных систем) — flushing unit
- домкратов (под переднюю и основную опору шасси, схема) — nose and main wheel jacking
- дробеструйная _ закрылков, автоматическая — shot-blast unit automatic flap positiong
- зарядная (заправочная) — charging set
-, измерительная — measuring set
-,испытательная (поверочная) — test set
- испытательная (стенд) "- карты ручная" (навигац. планшета) — test rig (map) man slew
-, контрольная тахометрическая (кту) — tachometer test set
-, контрольно-поверочная (комплекс, пульт, станция) — test set
- контрольно-поверочная (поворотная платформа для проверки гироскопических приборов) — turn table (to test gyroscopic instruments)
- контрольно-поверочная (стенд) — test stand /rig/
-, контрольно-поверочная (тестер) — tester
-, контрольно-поверочная (устройство) — test unit
- крепежной детали — installation of fastener
необходимо предусмотреть невозможность неправильной установки крепежной детали (болта), если ее неправильная установка может привести к опасным последствиям. — if incorrect or incomplete installation of fastener (bolt) would introduce detrimental effects, proper means must be provided to prevent incorrect installation.
-, наземная поверочная — ground test set /rig/
- (монтаж) на самолет — installation (of unit) on airplane
- на самолет (графа формуляpa двигателя) — installed on airplane
-, обезличенная (деталей) — indiscriminate installation (of parts)
never interchange the mating parts indiscriminately.
-, переносная контрольноповерочная — portable test unit, portable tester
-, поверочная (комплекс) — test set
-, поверочная (стенд) — test stand
-, поверочная (тестер) — tester
-, поверочная (устройство) — test unit
- поворотная (упг, для проверки гироскопических приборов) — turn table
-, подвесная пушечная (ппу) — gun pod (g/pod)
-, подвесная, пушечная, внешняя (внутренняя) — outboard (inboard) gun pod (outbd or inbd g/pod)
-, подвижная пушечная (гондола для установки пушки, управляемой в вертикальной плоскости) — flexible gun pod
-, пушечная — gun (installation)
- режима работы (двигателя) — power setting
при изменении режима работы двигателя, рычаг управления двигателем должен перемещаться плавно. — in changing the power setting, the power control lever must be moved gradually.
-, силовая (раздел 071) — power plant
силовая установка ла включает собственно двигатель, воздухозаборник,подвеску (крепление) двигателя, капоты, воздухозаборники систем и агрегатов, регулируемые створки капота. — the overall power package inclusive оf engine, air intake, mount, cowling, scoops, cowl flaps.
-, силовая (двигатель) — power unit
-, силовая (группа двигателей) — power unit
система, состоящая из одного или нескольких двигателей, узлов и агрегатов, обеспечивающая тягу независимо от др. силовых установок, но не включающая устройств для кратковременного увеличения тяги. — power unit is а system of one or more engin which are together necessary to provide thrust, independently of other power unit(s), but not including short period thrust producing devices.
-, силовая (параграф разд. "ограничения" рлэ) — power plant
в данном разделе указываются ограничения, обуславливающие безопасность эксплуатации двигателя, возд. винтов и агрегатов силовой установки ла. — the limitations to ensure the safe operation of the engine, propellers, and power plant accessories as installed in the airplane should be given.
- силовой установки — power plant installation
the complete installation forming a power plant.
- синусоидальных колебаний, двухстепенная (для проверки гироскопов) — turn table
-, случайная (непригодных деталей) — inadvertent return to service
на крепежные детали, имеющие износ и непригодные к дальнейшей эксплуатации, но no внешнему виду кажущиеся исправными, должны наноситься четкие метки, чтобы нe допустить их случайной установки. — fasteners determined to be worn and inairworthy but which give appearance of suitability for installation should be marked conspicuously to prevent their inadvertent return to service.
- с питанием от сети, наземная пусковая — ground starter unit operating on mains supply
- стабилизатора, взлетная — stabilizer takeoff setting
- стабилизатора, посадочная — stabilizer landing setting
-, стрелково-пушечная, подвижная — flexible gun
- трапа (бортового) в рабочее положение — airstairs extension the airstairs extension and retraction is actuated electrically.
-, турбогенераторная (тг, вспомогательная силовая) — auxiliary power unit (apu)
-, турбонасосная (тну, гидравлический насос с воздушным приводом) — turbine-driven hydraulic pump
-, турбохолодильная (тху системы кондиционир. воздуха) — cooling turbine (turb)
-, турельная (пулеметная) — (gun) turret
-, ультразвуковая (очистительная ванна) — supersonic bath
- шага возд. винта — propeller pitch setting
-, шкворневая (для стрельбы из личного оружия десантников) — gun pivot
выбор силовой у. — selection of the power plant
дата у. (изделия) — date installed
порядок у. — installation procedure
порядок обратный у. — reverse procedure of installationРусско-английский сборник авиационно-технических терминов > установка
-
27 вытяжная заклепка
вытяжная заклепка
-
[Интент]
Заклепки вытяжные алюминиевые
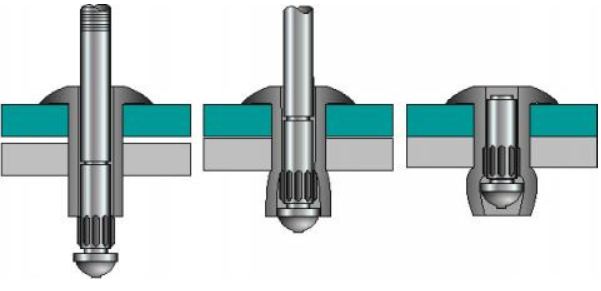
Вытяжные заклепки относятся к разряду вспомогательных элементов, которые способны скреплять между собой несколько деталей. Данные заклепки характеризуются тем, что при их установке не требуется доступ с обеих сторон. Это значит, что они облегчат дополнительное соединение уже зафиксированного предмета. Заклепки незаменимы для крепления металлов, которые не подлежат сварке. Они способны уберечь металл от преждевременного повреждения и деформации. Вытяжные заклепки широко применяются в масштабном строительстве, в ремонте и конструкции машин, в электронике и многих других отраслях.
Помимо вытяжных заклепок, бывают комбинированные, резьбовые, полукруглые, потайные, подстроенные под установку при помощи молотка. В качестве материала для заклепок используется медь, сталь, алюминий, нержавейка.
Заклепки вытяжные алюминиевые выполнены из стали, однако соединяющим материалом служит алюминий. Вытяжная заклепка работает по принципу крепления двух элементов: заклепки из стального материала и алюминия. Обе заклепки выполняют неразъемное соединение конструкций из твердых материалов и тонких листов металла.
Изделие представляет собой тандем гильзы и стержня. Монтаж заклепок, независимо от материала их изготовления, осуществляется с использованием одной стороны. Заклепку необходимо лишь вставить в приготовленное отверстие и вытянуть стержень при помощи заклепочника. Таким образом, получается прочное прилегание деталей.
Вытяжные заклепки принято различать по типу бортика:
- заклепка со стандартным бортом является универсальной. Область ее применения довольно широкая;
- с потайным бортиком заклепка используется в том случае, когда головка не должна быть видна на поверхности основания после монтажа. Наносится на гладкую поверхность;
- заклепка с широким бортиком. За счет своих увеличенных параметров, бортик снизит давление на основание. Такие заклепки получили свое широкое использование в креплении изделий из деликатного материала.
[ Источник]
Тематики
EN
Русско-английский словарь нормативно-технической терминологии > вытяжная заклепка
-
28 дефект (металлургия)
дефект
1. Отклонение от предусмотр. технич. условиями кач-ва готового металлоизделия или полупродукта, частично или полностью наруш. совокупность св-в изделия данного вида (хим. состав, структура, сплошность и др.), к-рыми определяется его потребительская ценность. В завис-ти от линейных размеров (/) различают три вида дефектов металла: макродефекты (/ > 50 мкм); микродефекты (/ = 10*50 мкм) и субмикродефекты (/ < 10 мкм). Макродефекты обнаруж. визуально (на поверхности деталей и полуфабрикатов), макрошлифах, хим. обработ, поверхностях, на поверхности макроизломов. Микродефекты выявляются при изучении микрошлифов и микроизломов с помощью световых микроскопов. Субмикродефекты могут быть выявлены только при электронно-микроскопич. анализе.
По природе выделяют дефекты металла: поверхностные; несплошности разных формы и размеров; включения нежелат. фаз недопуст. формы и размеров; искажения геометрич. формы; несоответствие технич. условиям ср. и локального хим. состава по осн. легир. эл-там и примесям, включая ликвац. неоднородность.
По происхождению различают металлургич. и неметаллургич. дефекты. Металлургич. дефекты подразд. на 4 вида: дефекты литейного происхожд. (неслитины, гор. и хол. трещины, раковины, пористость, ликвация и т.п.); дефекты деформац. происхождения (трещины, пузыри, плены, расслоение, полосчатость и др.); дефекты порошковой и гранульной технологии (включения инородных металлов, неметаллич. включения, пористость, несплошности и др.) и дефекты тер-мич. обработки (нагрев, пережог, обезуглерож., трещины, коробление и др.).
Неметаллургич. дефекты образуются при изготовл. деталей и изделий из фасонных отливок и деформиров. полуфабрикатов (дефекты сварки и пайки, механич. обработки, термин, обработки и т.д.).
2. Нарушение периодич. расположения (чередования) частиц (атомов, ионов, молекул) в кристаллич. решетке металла или сплава, изменяющее их физич. и др. св-ва.
[ http://metaltrade.ru/abc/a.htm]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > дефект (металлургия)
-
29 забивной штифт
забивной штифт
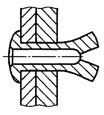
Установленный в корпусе заклепки выступающий над головкой заклепки элемент, который после вставления заклепки в отверстия скрепляемых деталей запрессовывается в тело заклепки заподлицо с верхней поверхностью головки заклепки, раздвигая собой конец заклепки и формируя таким образом «слепую» головку.
[ ГОСТ Р ИСО 14588-2005]Тематики
Обобщающие термины
EN
2.2.2 забивной штифт (drive pin): Установленный в корпусе заклепки выступающий над головкой заклепки элемент, который после вставления заклепки в отверстия скрепляемых деталей запрессовывается в тело заклепки заподлицо с верхней поверхностью головки заклепки, раздвигая собой конец заклепки и формируя таким образом «слепую» головку (рисунок 10).
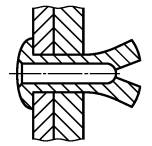
Рисунок 10. - Забивной штифт
Источник: ГОСТ Р ИСО 14588-2005: Заклепки "слепые". Термины и определения оригинал документа
Русско-английский словарь нормативно-технической терминологии > забивной штифт
-
30 композиция
- SDR 9
- SDR 7,4
- SDR 6
- SDR 41
- SDR 33
- SDR 26
- SDR 21
- SDR 17,6
- SDR 17
- SDR 13,6
- SDR 11
- PN 8
- PN 6,3
- PN 6
- PN 5
- PN 4
- PN 3,2
- PN 25
- PN 20
- PN 2,5
- PN 16
- PN 12,5
- PN 10
- composition
композиция
Осмысленное, сложное и/или оригинальное оформление всех движений в программе по фигурному катанию в соответствии с принципами пропорциональности, единства, объемности, рисунка, структуры и выразительности.
[Департамент лингвистических услуг Оргкомитета «Сочи 2014». Глоссарий терминов]EN
composition
Intentional, developed and/or original arrangement of all types of movements in figure skating program according to the principles of proportion, unity, space, pattern, structure and phrasing.
[Департамент лингвистических услуг Оргкомитета «Сочи 2014». Глоссарий терминов]Тематики
EN
3.20 композиция: Гомогенная гранулированная смесь базового полимера (ПЭ), включающая в себя добавки (антиоксиданты, пигменты, стабилизаторы и др.), вводимые на стадии производства композиции, в концентрациях, необходимых для обеспечения изготовления и использования труб, соответствующих требованиям настоящего стандарта».
Пункт 4.1. Первый абзац изложить в новой редакции:
«4.1 Размеры труб из композиций полиэтилена ПЭ 32 приведены в таблице 1, из композиций полиэтилена ПЭ 63, ПЭ 80, ПЭ 100 - в таблицах 2 и 3»;
таблица 1. Наименование. Заменить слова: «из полиэтилена 32» на «из композиций полиэтилена 32»;
головка. Заменить значения максимального рабочего давления воды при 20 °С: 0,25 на 2,5; 0,4 на 4; 0,6 на 6; 1 на 10;
таблицы 2 и 3 изложить в новой редакции:
Таблица 2 - Средний наружный диаметр и овальность труб из композиций полиэтилена ПЭ 63, ПЭ 80, ПЭ 100
В миллиметрах
Номинальный размер DN/OD
Средний наружный диаметр dem
Овальность после экструзии***, не более
dem, min
Предельное отклонение*
10
10,0
+0,3
1,2
12
12,0
+0,3
1,2
16
16,0
+0,3
1,2
20
20,0
+0,3
1,2
25
25,0
+0,3
1,2
32
32,0
+0,3
1,3
40
40,0
+0,4**
1,4
50
50,0
+0,4**
1,4
63
63,0
+0,4
1,5
(75)
75,0
+0,5
1,6
90
90,0
+0,6
1,8
110
110,0
+0,7
2,2
(125)
125,0
+0,8
2,5
(140)
140,0
+0,9
2,8
160
160,0
+1,0
3,2
(180)
180,0
+1,1
3,6
(200)
200,0
+1,2
4,0
225
225,0
+1,4
4,5
250
250,0
+1,5
5,0
280
280,0
+1,7
9,8
315
315,0
+1,9
11,1
355
355,0
+2,2
12,5
400
400,0
+2,4
14,0
450
450,0
+2,7
15,6
500
500,0
+3,0
17,5
(560)
560,0
+3,4
19,6
630
630,0
+3,8
22,1
710
710,0
+6,4
24,9
800
800,0
+7,2
28,0
900
900,0
+8,1
31,5
1000
1000,0
+9,0
35,0
1200
1200,0
+10,8
42,0
1400
1400,0
+12,6
49,0
1600
1600,0
+14,4
56,0
1800
1800,0
+16,2
63,0
2000
2000,0
+18,0
70,0
* Соответствует ГОСТ ИСО 11922-1, квалитет В - для размеров DN/OD ≤ 630, квалитет А - для размеров DN/OD ≥ 710.
** Предельное отклонение увеличено до 0,4 мм по сравнению с указанным в ГОСТ ИСО 11922-1.
*** Соответствует ГОСТ ИСО 11922-1, квалитет N, определяет изготовитель после экструзии.
Примечание - Размеры, взятые в скобки, - нерекомендуемые.
Таблица 3 - Толщины стенок и номинальные давления труб из композиций полиэтилена ПЭ 63, ПЭ 80, ПЭ 100
В миллиметрах
Наименование полиэтилена
SDR 41
SDR 33
SDR 26
SDR 21
Номинальное давление, 105 Па (бар)
ПЭ 63
PN 2,5
PN 3,2
PN 4
PN 5
ПЭ 80
PN 3,2
PN 4
PN 5
PN 6,3
ПЭ 100
PN 4
PN 5
PN 6,3
PN 8
Номинальный размер DN/OD
Толщина стенки е
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
10
-
-
-
-
-
-
-
-
12
-
-
-
-
-
-
-
-
16
-
-
-
-
-
-
-
-
20
-
-
-
-
-
-
-
-
25
-
-
-
-
-
-
-
-
32
-
-
-
-
-
-
-
-
40
-
-
-
-
-
-
2,0*
+0,3
50
-
-
-
-
2,0
+0,3
2,4
+0,4
63
-
-
2,0
+0,3
2,5
+0,4
3,0
+0,4
75
2,0*
+0,3
2,3
+0,4
2,9
+0,4
3,6
+0,5
90
2,2
+0,4
2,8
+0,4
3,5
+0,5
4,3
+0,6
110
2,7
+0,4
3,4
+0,5
4,2
+0,6
5,3
+0,7
125
3,1
+0,5
3,9
+0,5
4,8
+0,6
6,0
+0,7
140
3,5
+0,5
4,3
+0,6
5,4
+0,7
6,7
+0,8
160
4,0
+0,5
4,9
+0,6
6,2
+0,8
7,7
+0,9
180
4,4
+0,6
5,5
+0,7
6,9
+0,8
8,6
+1,0
200
4,9
+0,6
6,2
+0,8
7,7
+0,9
9,6
+1,1
225
5,5
+0,7
6,9
+0,8
8,6
+1,0
10,8
+1,2
250
6,2
+0,8
7,7
+0,9
9,6
+1,1
11,9
+1,3
280
6,9
+0,8
8,6
+1,0
10,7
+1,2
13,4
+1,5
315
7,7
+0,9
9,7
+1,1
12,1
+1,4
15,0
+1,6
355
8,7
+1,0
10,9
+1,2
13,6
+1,5
16,9
+1,8
400
9,8
+1,1
12,3
+1,4
15,3
+1,7
19,1
+2,1
450
11,0
+1,2
13,8
+1,5
17,2
+1,9
21,5
+2,3
500
12,3
+1,4
15,3
+1,7
19,1
+2,1
23,9
+2,5
560
13,7
+1,5
17,2
+1,9
21,4
+2,3
26,7
+2,8
630
15,4
+1,7
19,3
+2,1
24,1
+2,6
30,0
+3,1
710
17,4
+1,9
21,8
+2,3
27,2
+2,9
33,9
+3,5
800
19,6
+2,1
24,5
+2,6
30,6
+3,2
38,1
+4,0
900
22,0
+2,3
27,6
+2,9
34,4
+3,6
42,9
+4,4
1000
24,5
+2,6
30,6
+3,2
38,2
+4,0
47,7
+4,9
1200
29,4
+3,1
36,7
+3,8
45,9
+4,7
57,2
+5,9
1400
34,3
+3,6
42,9
+4,4
53,5
+5,5
66,7
+6,8
1600
39,2
+4,1
49,0
+5,0
61,2
+6,3
76,2
+7,8
1800
44,0
+4,5
55,1
+5,7
68,8
+7,0
85,8
+8,7
2000
48,9
+5,0
61,2
+6,3
76,4
+7,8
95,3
+9,7
Наименование полиэтилена
SDR 17,6
SDR 17
SDR 13,6
SDR 11
Номинальное давление, 105 Па (бар)
ПЭ 63
PN 6
-
PN 8
PN 10
ПЭ 80
(PN 7,5)
PN 8
PN 10
PN 12,5
ПЭ 100
(PN 9,5)
PN 10
PN 12,5
PN 16
Номинальный размер DN/OD
Толщина стенки е
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
10
-
-
-
-
-
-
-
-
12
-
-
-
-
-
-
-
-
16
-
-
-
-
-
-
-
-
20
-
-
-
-
-
-
2,0*
+0,3
25
-
-
-
-
2,0*
+0,3
2,3
+0,4
32
-
-
2,0*
+0,3
2,4
+0,4
3,0*
+0,4
40
2,3
+0,4
2,4
+0,4
3,0
+0,4
3,7
+0,5
50
2,9
+0,4
3,0
+0,4
3,7
+0,5
4,6
+0,6
63
3,6
+0,5
3,8
+0,5
4,7
+0,6
5,8
+0,7
75
4,3
+0,6
4,5
+0,6
5,6
+0,7
6,8
+0,8
90
5,1
+0,7
5,4
+0,7
6,7
+0,8
8,2
+1,0
110
6,3
+0,8
6,6
+0,8
8,1
+1,0
10,0
+1,1
125
7,1
+0,9
7,4
+0,9
9,2
+1,1
11,4
+1,3
140
8,0
+1,0
8,3
+1,0
10,3
+1,2
12,7
+1,4
160
9,1
+1,1
9,5
+1,1
11,8
+1,3
14,6
+1,6
180
10,2
+1,2
10,7
+1,2
13,3
+1,5
16,4
+1,8
200
11,4
+1,3
11,9
+1,3
14,7
+1,6
18,2
+2,0
225
12,8
+1,4
13,4
+1,5
16,6
+1,8
20,5
+2,2
250
14,2
+1,6
14,8
+1,6
18,4
+2,0
22,7
+2,4
280
15,9
+1,7
16,6
+1,8
20,6
+2,2
25,4
+2,7
315
17,9
+1,9
18,7
+2,0
23,2
+2,5
28,6
+3,0
355
20,1
+2,2
21,1
+2,3
26,1
+2,8
32,2
+3,4
400
22,7
+2,4
23,7
+2,5
29,4
+3,1
36,3
+3,8
450
25,5
+2,7
26,7
+2,8
33,1
+3,5
40,9
+4,2
500
28,3
+3,0
29,7
+3,1
36,8
+3,8
45,4
+4,7
560
31,7
+3,3
33,2
+3,5
41,2
+4,3
50,8
+5,2
630
35,7
+3,7
37,4
+3,9
46,3
+4,8
57,2
+5,9
710
40,2
+4,2
42,1
+4,4
52,2
+5,4
64,5
+6,6
800
45,3
+4,7
47,4
+4,9
58,8
+6,0
72,6
+7,4
900
51,0
+5,2
53,3
+5,5
66,1
+6,8
81,7
+8,3
1000
56,6
+5,8
59,3
+6,1
73,5
+7,5
90,8
+9,2
1200
68,0
+6,9
71,1
+7,3
88,2
+9,0
108,9
+11,0
1400
-
-
83,0
+8,4
102,9
+10,4
-
-
1600
-
-
94,8
+9,6
117,5
+11,9
-
-
1800
-
-
106,6
+10,8
-
-
-
-
2000
-
-
118,5
+12,0
-
-
-
-
Наименование полиэтилена
SDR 9
SDR 7,4
SDR 6
Номинальное давление, 105 Па (бар)
ПЭ 63
-
-
-
ПЭ 80
PN 16
PN 20
PN 25
ПЭ 100
PN 20
PN 25
-
Номинальный размер DN/OD
Толщина стенки е
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
10
-
-
-
-
2,0*
+0,3
12
-
-
-
-
2,0
+0,3
16
2,0*
+0,3
2,3*
+0,4
2,7
+0,4
20
2,3
+0,4
3,0*
+0,4
3,4
+0,5
25
2,8
+0,4
3,5
+0,5
4,2
+0,6
32
3,6
+0,5
4,4
+0,6
5,4
+0,7
40
4,5
+0,6
5,5
+0,7
6,7
+0,8
50
5,6
+0,7
6,9
+0,8
8,3
+1,0
63
7,1
+0,9
8,6
+1,0
10,5
+1,2
75
8,4
+1,0
10,3
+1,2
12,5
+1,4
90
10,1
+1,2
12,3
+1,4
15,0
+1,7
110
12,3
+1,4
15,1
+1,7
18,3
+2,0
125
14,0
+1,5
17,1
+1,9
20,8
+2,2
140
15,7
+1,7
19,2
+2,1
23,3
+2,5
160
17,9
+1,9
21,9
+2,3
26,6
+2,8
180
20,1
+2,2
24,6
+2,6
29,9
+3,1
200
22,4
+2,4
27,4
+2,9
33,2
+3,5
225
25,2
+2,7
30,8
+3,2
37,4
+3,9
250
27,9
+2,9
34,2
+3,6
41,5
+4,3
280
31,3
+3,3
38,3
+4,0
46,5
+4,8
315
35,2
+3,7
43,1
+4,5
52,3
+5,4
355
39,7
+4,1
48,5
+5,0
59,0
+6,0
400
44,7
+4,6
54,7
+5,6
66,4
+6,8
450
50,3
+5,2
61,5
+6,3
-
-
500
55,8
+5,7
68,3
+7,0
-
-
560
62,5
+6,4
76,5
+7,8
-
-
630
70,3
+7,2
86,1
+8,7
-
-
710
79,3
+8,1
97,0
+9,8
-
-
800
89,3
+9,1
109,3
+11,1
-
-
900
100,5
+10,2
-
-
-
-
1000
111,6
+11,3
-
-
-
-
* Номинальная толщина стенки труб увеличена в соответствии с условиями применения по сравнению с указанной в ГОСТ ИСО 4065 для данного SDR.
Примечания
1 Номинальные давления PN, указанные в скобках, выбраны из ряда R40 по ГОСТ 8032.
2 Полиэтилен ПЭ 63 не рекомендуется для изготовления труб диаметром более 250 мм.
Пункт 4.1. Исключить слова: «При этом допускается изготовлять трубы с предельными отклонениями, указанными в скобках».
Пункт 4.2. Первый абзац. Заменить значение: «плюс 1 %» на «±1 %»;
второй абзац. Заменить значения: «плюс 3 %» на «±3 %» и «плюс 1,5 %» на «±1,5 %».
Пункт 4.4 исключить.
Пункт 5.1 изложить в новой редакции:
«5.1 Трубы изготовляют из композиций полиэтилена (см. 3.20) минимальной длительной прочностью MRS 3,2 МПа (ПЭ 32), MRS 6,3 МПа (ПЭ 63), MRS 8,0 МПа (ПЭ 80), MRS 10,0 МПа (ПЭ 100) (приложение Г) по технологической документации, утвержденной в установленном порядке. Введение добавок на стадии экструзии труб не допускается. Допускается изготовлять трубы из композиций полиэтилена с использованием вторичного гранулированного полиэтилена ПЭ 32, ПЭ 63, ПЭ 80 или ПЭ 100, полученного из труб собственного производства.
Классификация композиции полиэтилена по уровню минимальной длительной прочности MRS по таблице 4а (кроме ПЭ 32) должна быть установлена изготовителем композиции в соответствии с ГОСТ ИСО 12162.
Таблица 4а - Классификация композиций полиэтилена
Обозначение композиции полиэтилена
Минимальная длительная прочность MRS, МПа
Расчетное напряжение σs,МПа
ПЭ 100
10,0
8,0
ПЭ 80
8,0
6,3
ПЭ 63
6,3
5,0
ПЭ 32
3,2
2,5
Значение MRS и классификацию композиции полиэтилена устанавливают, исходя из значения нижнего доверительного предела прогнозируемой гидростатической прочности σLPL, в соответствии с ГОСТ ИСО 12162. Значение σLPL должно быть определено на основе анализа данных длительных гидростатических испытаний образцов труб, выполненных по ГОСТ 24157. При определении длительной гидростатической прочности композиций полиэтилена ПЭ 100 прямая, описывающая временную зависимость прочности при 80 °С не должна иметь перегиба ранее 5000 ч».
Раздел 5 дополнить пунктом - 5.1а:
«5.1а Трубы должны соответствовать Единым санитарно-эпидемиологическим и гигиеническим требованиям к товарам, подлежащим санитарно-эпидемиологическому и гигиеническому контролю (надзору)».
Пункт 5.2. Таблица 5. Графа «Значение показателя для труб из». Для показателя 1 заменить слова: «с синими продольными полосами в количестве не менее четырех» на «с синими продольными маркировочными полосами в количестве не менее трех»;
после слов «не регламентируются» дополнить словами: «Цвет защитной оболочки - синий»;
показатели 2, 3 и 4 изложить в новой редакции, показатель 5 дополнить знаком сноски «*»; дополнить показателем 7 и сноской «**»:
Наименование показателя
Значение показателя для труб из
Метод испытания
ПЭ 32
ПЭ 63
ПЭ 80
ПЭ 100
2 Относительное удлинение при разрыве, %, не менее
250
350
350
350
По ГОСТ 11262 и 8.4 настоящего стандарта
3 Изменение длины после прогрева (для труб номинальной толщиной 16 мм и менее), %, не более
3
По ГОСТ 27078 и 8.5 настоящего стандарта
4 Стойкость при постоянном внутреннем давлении при 20 °С, ч, не менее
При начальном напряжении в стенке трубы 6,5 МПа 100
При начальном напряжении в стенке трубы 8,0 МПа 100
При начальном напряжении в стенке трубы 9,0 МПа 100
При начальном напряжении в стенке трубы 12,0 МПа 100
По ГОСТ 24157 и 8.6 настоящего стандарта
7 Термостабильность при 200 °С**, мин, не менее
20
По приложению Ж
* В случае пластического разрушения до истечения 165 ч - см. таблицу 5а.
** Допускается проводить испытание при 210 °С или при 220 °С. В случае разногласий испытание проводят при температуре 200 °С.
Пункт 5.3.1. Третий абзац исключить;
дополнить абзацами и примечанием:
«Маркировка не должна приводить к возникновению трещин и других повреждений, ухудшающих прочностные характеристики трубы.
При нанесении маркировки методом печати цвет маркировки должен отличаться от основного цвета трубы. Размер шрифта и качество нанесения маркировки должны обеспечивать ее разборчивость без применения увеличительных приборов.
Примечание - Изготовитель не несет ответственности за маркировку, ставшую неразборчивой в результате следующих действий при монтаже и эксплуатации: окрашивание, снятие верхнего слоя, использование покрытия или применение моющих средств, за исключением согласованных или установленных изготовителем.
Маркировка труб с соэкструзионными слоями и труб с защитной оболочкой - в соответствии с В.2.3 и В.3.4 (приложение В)».
Пункт 5.4.1. Первый абзац. Заменить значение: «до 1 т» на «до 3 т»; дополнить словами: «По согласованию с потребителем из пакетов допускается формировать блок-пакеты массой до 5 т»;
первый и четвертый абзацы. Заменить слова: «и труднодоступных районов» на «и приравненных к ним местностей» (2 раза);
третий абзац. Заменить значение: 20 на 16.
Пункт 6.1. Первый абзац. Заменить слова: «Трубы из полиэтилена» на «Полиэтилен, из которого изготовляют трубы,»; заменить ссылку: ГОСТ 12.1.005 на ГОСТ 12.1.007.
Пункт 6.2. Второй абзац после слов «соответствовать ГОСТ 12.3.030» изложить в новой редакции: «Предельно допустимые концентрации основных продуктов термоокислительной деструкции в воздухе рабочей зоны и класс опасности приведены в таблице 6»;
таблицу 6 изложить в новой редакции:
Таблица 6
Наименование продукта
Предельно допустимая концентрация (ПДК) в воздухе рабочей зоны по ГОСТ 12.1.005*, мг/м3
Класс опасности по ГОСТ 12.1.007
Действие на организм
Формальдегид
0,5
2
Выраженное раздражающее, сенсибилизирующее
Ацетальдегид
5
3
Общее токсическое
Углерода оксид
20
4
Общее токсическое
Органические кислоты (в пересчете на уксусную кислоту)
5
3
Общее токсическое
Аэрозоль полиэтилена
10
4
Общее токсическое
* В Российской Федерации действует ГОСТ 29325,
б) как расчетное значение из нескольких (в соответствии с таблицей 7а) измерений диаметра, равномерно расположенных в выбранном поперечном сечении.
Таблица 7а - Количество измерений диаметра для данного номинального размера
Номинальный размер трубы DN/OD
Количество измерений диаметра в данном поперечном сечении
≤40
4
>40 и ≤600
6
>600 и ≤1600
8
>1600
12
Измерения проводят с погрешностью в соответствии с таблицей 7б.
Таблица 7б - Погрешность измерения диаметра
В миллиметрах
Номинальный размер трубы DN/OD
Допускаемая погрешность единичного измерения
Среднеарифметическое значение округляют до*
≤600
0,1
0,1
600 < DN ≤ 1600
0,2
0,2
>1600
1
1
* Округление среднего значения проводят в большую сторону.
В случае перечисления б), рассчитывают среднеарифметическое значение полученных измерений, округляют в соответствии с таблицей 7б и записывают результат как средний наружный диаметр dеm».
Пункт 8.3.4. Второй абзац. Заменить слова: «в таблицах 1 - 4» на «в таблицах 1, 3».
Пункт 8.3.5. Заменить слова: «определяемыми по ГОСТ 29325» на «измеряемыми».
Пункт 8.3.6. Второй абзац дополнить словами: «в процессе производства».
Пункт 8.4 изложить в новой редакции:
«8.4 Относительное удлинение при разрыве определяют по ГОСТ 11262* на образцах-лопатках, при этом толщина образца должна быть равна толщине стенки трубы. Отрезок трубы, изготовленный из пробы, отобранной по 7.2, разделяют на равное количество секторов, вырезают полосы, располагаемые приблизительно равномерно по окружности трубы, в количестве, указанном в таблице 7в.
________
* В Российской Федерации действуют ГОСТ Р 53652.1-2009 и ГОСТ Р 53652.3-2009.
Таблица 7в - Количество образцов
Номинальный наружный диаметр, dn, мм
20 ≤ dn < 75
75 ≤ dn < 280
280 ≤ dn < 450
dn ≥ 450
Количество полос для изготовления образцов
3
5
5
8
Примечание - Для труб диаметром 40 мм и менее допускается вырезать полосы из двух или трех отрезков труб.
Тип образца, метод изготовления и скорость испытания выбирают в соответствии с таблицей 8.
Таблица 8
Номинальная толщина стенки трубы е, мм
Тип образца по ГОСТ 11262
Способ изготовления
Скорость испытания, мм/мин
е ≤ 5
1
Вырубка штампом-про- сечкой или механическая обработка по ГОСТ 26277
100 ± 10
5 < е ≤12
2
Вырубка штампом-про- сечкой или механическая обработка по ГОСТ 26277
50 ± 5
е > 12
2
Механическая обработка по ГОСТ 26277
25 ±2
или е > 12
3 по рисунку 1
Механическая обработка по ГОСТ 26277
10 ± 1

Рисунок 1 - Образец типа 3
Таблица 9 - Размеры образца типа 3
Параметр
Размеры, мм
Общая длина l1, не менее
250
Начальное расстояние между центрами несущих болтов l2
165 ± 5
Длина рабочей части (параллельная часть) l3
25 ± 1
Расчетная длина l0
20 ± 1
Ширина головки b1
100 ± 3
Ширина рабочей части (параллельная часть) b2,
25 ± 1
Толщина е
Соответствует толщине стенки трубы
Радиус закругления r
25 ± 1
Диаметр отверстия d
30 ± 5
При изготовлении ось образца должна быть параллельна оси трубы и располагаться по центру полосы, при этом штамп-просечку устанавливают на внутреннюю сторону полосы.
Перед испытанием образцы кондиционируют по ГОСТ 12423 при температуре испытания (23 ± 2) °С при номинальной толщине образца, мм:
еn < 3 ………………………………………………..… в течение 1 ч ± 5 мин
3 ≤ еп < 8 ……………………………………………………… » 3 ч ± 15 мин
8 ≤ еn < 16 …………………………………………………….. » 6 ч ± 30 мин
16 ≤ еn < 32 …………………………………………………… » (10 ± 1) ч
еn ≥ 32 …………………………………………………………. » (16 ± 1) ч.
Примечание - При достижении относительного удлинения 500 % испытание может быть прекращено до наступления разрыва образца.
За результат испытания принимают минимальное значение относительного удлинения при разрыве, вычисленное до третьей значащей цифры».
Пункт 8.5 дополнить словами: «на трубах номинальной толщиной стенки 16 мм и менее. При этом образцы перед испытанием кондиционируют в стандартной атмосфере 23 по ГОСТ 12423 при номинальной толщине испытуемой трубы, мм:
еn < 3 ………………………………………………….. в течение 1 ч
3 ≤ еп < 8 ……………………………………………………… » ≥3 ч
8 ≤ еn < 16 …………………………………………………….. » ≥6 ч».
Пункт 8.6. Заменить слова: «на трех пробах» на «на пробах»; исключить слова: «Расчет испытательного давления проводят с точностью 0,01 МПа»; дополнить словами: «Среда испытания - «вода в воде».
Пункт 9.1. Последний абзац. Заменить слова: «и труднодоступные районы» на «и приравненные к ним местности».
Пункт 9.2. Первый абзац изложить в новой редакции:
«Трубы хранят по ГОСТ 15150, раздел 10 в условиях 5 ( ОЖ4) или 8 (ОЖ3). При этом трубы, изготовленные из несажевых композиций полиэтилена, хранят в условиях 8 (ОЖ3) в течение не более 12 мес, по истечению указанного срока они должны быть испытаны по показателям 2, 5, 7 таблицы 5».
Пункт 10.2. Исключить слово: «хранения».
Приложение А. Пункт А. 1. Исключить слово: «нормативных».
Приложение Б. Таблицу Б.2 изложить в новой редакции:
Таблица Б.2 - Расчетная масса 1 м труб из композиций полиэтилена ПЭ 63, ПЭ 80, ПЭ 100
Номинальный размер DN/OD
Расчетная масса 1 м труб, кг
SDR 41
SDR 33
SDR 26
SDR 21
SDR 17,6
SDR 17
SDR 13,6
SDR 11
SDR 9
SDR 7,4
SDR 6
10
-
-
-
-
-
-
-
-
-
-
0,051
12
-
-
-
-
-
-
-
-
-
-
0,064
16
-
-
-
-
-
-
-
-
0,090
0,102
0,115
20
-
-
-
-
-
-
-
0,116
0,132
0,162
0,180
25
-
-
-
-
-
-
0,148
0,169
0,198
0,240
0,277
32
-
-
-
-
-
0,193
0,229
0,277
0,325
0,385
0,453
40
-
-
-
0,244
0,281
0,292
0,353
0,427
0,507
0,600
0,701
50
-
-
0,308
0,369
0,436
0,449
0,545
0,663
0,786
0,935
1,47
63
-
0,392
0,488
0,573
0,682
0,715
0,869
1,05
1,25
1,47
1,73
75
0,469
0,543
0,668
0,821
0,97
1,01
1,23
1,46
1,76
2,09
2,45
90
0,630
0,782
0,969
1,18
1,40
1,45
1,76
2,12
2,54
3,00
3,52
110
0,930
1,16
1,42
1,77
2,07
2,16
2,61
3,14
3,78
4,49
5,25
125
1,22
1,50
1,83
2,26
2,66
2,75
3,37
4,08
4,87
5,78
6,77
140
1,53
1,87
2,31
2,83
3,35
3,46
4,22
5,08
6,12
7,27
8,49
160
1,98
2,41
3,03
3,71
4,35
4,51
5,50
6,67
7,97
9,46
11,1
180
2,47
3,05
3,78
4,66
5,47
5,71
6,98
8,43
10,1
12,0
14,0
200
3,03
3,82
4,68
5,77
6,78
7,04
8,56
10,4
12,5
14,8
17,3
225
3,84
4,76
5,88
7,29
8,55
8,94
10,9
13,2
15,8
18,7
21,9
250
4,81
5,90
7,29
8,92
10,6
11,0
13,4
16,2
19,4
23,1
27,0
280
5,96
7,38
9,09
11,3
13,2
13,8
16,8
20,3
24,4
28,9
33,9
315
7,49
9,35
11,6
14,2
16,7
17,4
21,3
25,7
30,8
36,6
42,8
355
9,53
11,8
14,6
18,0
21,2
22,2
27,0
32,6
39,2
46,4
54,4
400
12,1
15,1
18,6
22,9
26,9
28,0
34,2
41,4
49,7
59,0
69,0
450
15,2
19,0
23,5
29,0
34,0
35,5
43,3
52,4
62,9
74,6
-
500
19,0
23,4
29,0
35,8
42,0
43,9
53,5
64,7
77,5
92,1
-
560
23,6
29,4
36,3
44,8
52,6
55,0
67,1
81,0
97,3
116
-
630
29,9
37,1
46,0
56,5
66,6
69,6
84,8
103
123
146
-
710
38,1
47,3
58,5
72,1
84,7
88,4
108
131
157
186
-
800
48,3
59,9
74,1
91,4
108
112
137
166
199
236
-
900
60,9
75,9
93,8
116
136
142
173
210
252
-
-
1000
75,4
93,5
116
143
168
175
214
259
311
-
-
1200
108
134
167
206
242
252
308
373
-
-
-
1400
148
183
227
280
-
343
419
-
-
-
-
1600
193
239
296
365
-
448
547
-
-
-
-
1800
243
303
375
462
-
567
-
-
-
-
-
2000
300
374
462
571
-
700
-
-
-
-
-
Примечание после таблицы Б.2. Заменить слова: «плотности полиэтилена» на «плотности композиции полиэтилена», «полиэтилена плотностью» на «композиции полиэтилена плотностью».
Приложение В изложить в новой редакции:
Источник: 2:
Русско-английский словарь нормативно-технической терминологии > композиция
-
31 незавершенное производство
незавершенное производство
1. Продукт или продукты на разных стадиях готовности по всему предприятию, включая все материальные ресурсы - от сырья, выданного «в производство», до полностью переработанного материала, ожидающего выходного контроля и приемки в качестве готового продукта.
В соответствии с п. 63 Положения по ведению бухгалтерского учета и бухгалтерской отчетности в Российской Федерации, к незавершенному производству относится продукция (работы), не прошедшая всех стадий (фаз, переделов), предусмотренных технологическим процессом, а также изделия неукомплектованные, не прошедшие испытания и технической приемки.
2. Учетная категория запасов. Затраты на текущий момент, понесенные на изготовление продукции, производство которой начато, но еще не завершено, продукцией могут быть как товары, так и услуги. Многие учетные системы включают в эту категорию стоимость полуфабрикатов и комплектующих изделий.
[ http://www.lexikon.ru/dict/uprav/index.html]
незавершенное производство
Остаток предметов труда, незавершенных обработкой: деталей и т.п, которые не относятся к готовой продукции и не реализуются в качестве полуфабрикатов или деталей другим организациям.
[ http://slovar-lopatnikov.ru/]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > незавершенное производство
-
32 оптимальная партия изделий (запускаемых в производство)
оптимальная партия изделий (запускаемых в производство)
Та, при которой затраты в расчете на одно изделие минимальны. При решении задачи выбора оптимальной партии принимается, что себестоимость складывается из трех компонент: прямых переменных затрат на изготовление одного изделия — они остаются неизменными при изменении размера партии, и поэтому при расчете можно ими пренебречь; затрат на хранение запасов — в расчете на единицу изделий они постоянны, а абсолютная сумма расходов изменяется пропорционально величине запаса (прямая I на рис. 0.6); затрат на переналадку оборудования, его простои при смене партии — эти затраты независимы от размера партии, но в расчете на единицу деталей уменьшаются при увеличении размера партии (кривая II на рис. 0.6.). Следовательно, чем больше размер партии, тем меньше затраты на переналадку, но тем больше затраты на запасы незавершенного производства (результат этого сочетания показан на кривой III). Оптимум, очевидно, находится в точке минимума кривой III. В простейших случаях найти его можно прямым счетом, однако, в реальных условиях производства это возможно лишь с применением методов математического программирования. Один из них состоит в следующем: формулируется, исходя из указанных соображений, функция издержек на производство и хранение деталей; найдя, далее, первую производную, приравнивают ее нулю. В найденной точке функция затрат y = f (x) достигает минимума. Полученная формула имеет практическое значение. (В этой формуле x0 — размер оптимальной партии, D — общая (годовая) потребность в деталях данного вида, s — расходы на подготовку оборудования к новой партии, q — расходы на хранение одной детали.) Рис. О.6 Оптимальная партия изделий
[ http://slovar-lopatnikov.ru/]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > оптимальная партия изделий (запускаемых в производство)
-
33 разброс толщины пакета
разброс толщины пакета
Минимальная и максимальная суммарная толщина соединяемых деталей, которые могут быть качественно соединены заклепкой данной номинальной длины.
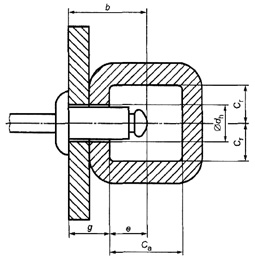
b - слепая длина; Сa - осевой зазор со «слепой» стороны; Сr - радиальный зазор со «слепой» стороны; dh - диаметр отверстия; е - выступающая длина «слепой» стороны; g- толщина пакета.
[ ГОСТ Р ИСО 14588-2005]Тематики
Обобщающие термины
EN
2.6.2.3 разброс толщины пакета (grip range): Минимальная и максимальная суммарная толщина соединяемых деталей, которые могут быть качественно соединены заклепкой данной номинальной длины.
Источник: ГОСТ Р ИСО 14588-2005: Заклепки "слепые". Термины и определения оригинал документа
Русско-английский словарь нормативно-технической терминологии > разброс толщины пакета
-
34 резьбовое соединение
резьбовое соединение
Соединение двух деталей с помощью резьбы, в которой одна из деталей имеет наружную резьбу, а другая - внутреннюю.
[ ГОСТ 11708-82( СТ СЭВ 2631-80)]
резьбовое соединение
Соединение составных частей изделия с применением детали, имеющей резьбу.
[ ГОСТ 23887-79]Тематики
Обобщающие термины
EN
DE
Русско-английский словарь нормативно-технической терминологии > резьбовое соединение
-
35 толщина пакета
толщина пакета
Общая толщина соединяемых деталей.
b - слепая длина; Сa - осевой зазор со «слепой» стороны; Сr - радиальный зазор со «слепой» стороны; dh - диаметр отверстия; е - выступающая длина «слепой» стороны; g- толщина пакета.
[ ГОСТ Р ИСО 14588-2005]Тематики
EN
2.6.2.2 толщина пакета (grip length): Общая толщина соединяемых деталей.
Источник: ГОСТ Р ИСО 14588-2005: Заклепки "слепые". Термины и определения оригинал документа
Русско-английский словарь нормативно-технической терминологии > толщина пакета
-
36 углеродные композиционные материалы
углеродные композиционные материалы
Армиров. углерод. волокнами изотропные графиты (АГ); особый класс керамич. КМ. По химич. составу АГ — технич. чистый (доля неорганич. примесей s 1 %), чистый (доля примесей s 0,1 %) или особочистый углерод (< 0,001 %). Все компоненты АГ, как матрица, так и наполнитель, имеют кристаллич. структуру графита. Геометрич. размеры кристаллитов в 400—6000 раз меньше диам. филамента армир. волокна, порядка 1—25 нм. В реальных «текстильных» структурах углеродных КМ филаменты диам. 6—12 мкм объединены в ансамбли (нити) по 200—3500, к-рые могут создавать структуру жгута (2000—5000 филаментов). Из жгутов построена структура тканей, шпона, трикотажа, объемных каркасов с размерами элемент, ячейки от 0,3 до 3,0 мм.
Углерод, матрица (УМ) в АГ пронизывает капиллярную структуру волокнистой структуры наполнителя, образуя прослойки толщиной от 0,1-5,0 мкм в межфиламентном объеме до 30—200 мкм в межслоевом и межжгут. пространстве. УМ — турбостратный поликристаллич. графит. В УМ преобладает изотропное распределение кристаллитов в пространстве. Размеры кристаллитов в 300— 1000 раз меньше толщин прослоек УМ. Физико-механич. теплофизич. и химич. св-ва связаны со способами формирования армирующего каркаса и с особенностями приемов наращивания углеродной матрицы в объеме изделия.
Углеродные КМ химич. устойчивы на воздухе до 400 °С, а в инертной среде или вакууме — до темп-ры сублимации углерода. Методами защиты от физико-химич. взаимодействия с окислителями и раплавами карбидо-образующих металлов служат приемы образования на поверхности деталей и в объеме поровой структуры покрытий карбидной, оксидной или нитридной природы, в толщине к-рых ср. низка скорость диффузии углеродных атомов.
Осн. области применения деталей из углеродных композитов — авиац. и ракетная техника, жаростойкие конструкции электропечей, высокотемп-ная химич. технология, стекольная пром-ть.
[ http://metaltrade.ru/abc/a.htm]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > углеродные композиционные материалы
-
37 установка заклепки
установка заклепки
Вставление заклепки в отверстия соединяемых деталей и вытягивание или запрессовка сердечника для стягивания и фиксирования соединения.
[ ГОСТ Р ИСО 14588-2005]Тематики
Обобщающие термины
EN
2.7.1 установка заклепки (setting): Вставление заклепки в отверстия соединяемых деталей и вытягивание или запрессовка сердечника для стягивания и фиксирования соединения.
Источник: ГОСТ Р ИСО 14588-2005: Заклепки "слепые". Термины и определения оригинал документа
Русско-английский словарь нормативно-технической терминологии > установка заклепки
-
38 чертеж
чертеж
Графическое изображение предметов и их деталей, выполненное с указанием их линейных и угловых размеров, масштаба, взаимного расположения их элементов и деталей
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]
чертеж
Условное графическое изображение предмета с точным соотношением его размеров, полученное методом проецирования.
[ ГОСТ Р 7.0.3-2006]Тематики
- издания, основные виды и элементы
- проектирование, документация
Обобщающие термины
EN
DE
FR
3.4 чертеж (technical drawing): Графический документ, содержащий изображение детали, определяющий конструкцию изделия, необходимые размеры, виды обработки поверхностей, допуски и другие данные, необходимые для разработки или изготовления, контроля, приемки и эксплуатации продукции.
Источник: ГОСТ Р ИСО 13880-2010: Перспективные производственные технологии. Содержание и порядок составления технических требований для предприятий нефтяной и газовой промышленности оригинал документа
Русско-английский словарь нормативно-технической терминологии > чертеж
-
39 качество изготовления
1) General subject: workmanship2) Economy: process quality3) Accounting: quality of manufacture (изделия)4) Oil: quality of manufacture (продукции)5) Advertising: manufacturing quality6) Automation: workmanship (изделия)7) Hi-Fi. build quality (качество электронных деталей, корпуса, конструкции аудио-или видеокомпонента)Универсальный русско-английский словарь > качество изготовления
-
40 group technology
групповая технология (полная обработка семейства сходных по форме деталей на станках, установленных группами или ячейками)групповая технологическая обработка (изделия, сгруппированные по признаку конструктивно-технологической однородности, обрабатываются по единой технологии с минимальными переналадками оборудования при переходе с одного вида изделия на другой); см. group technology production systemАнгло-русский словарь промышленной и научной лексики > group technology
См. также в других словарях:
зазор в соединениях деталей изделия мебели — Промежуток между соединяемыми деталями или между смежными элементами мебели. [ГОСТ 20400 80] Тематики продукция мебельного производства Обобщающие термины дефекты изделий мебели DE Spalt … Справочник технического переводчика
Изделия деревянные — Термины рубрики: Изделия деревянные Арка дощатоклееная Багет Балка армированная Балка дощатоклееная Балка с волнистой стенкой … Энциклопедия терминов, определений и пояснений строительных материалов
Выстёгивание деталей — технологический термин, обозначающий соединение потайными или сквозными стежками двух и более деталей изделия, наложенных друг на друга, на отдельных участках или по всей поверхности деталей. (Терминологический словарь одежды. Орленко Л.В … Энциклопедия моды и одежды
Кручёные изделия — изделия, изготовленные посредством скручивания, кручения волокон, пряжи или нитей. Ассортимент К. И. разнообразен от тонких швейных ниток до толстых шнуров и морских канатов. К К. И. иногда относят крученые нити (пряжу), фасонную пряжу и т. п … Энциклопедия моды и одежды
Реставрация изделия под модель — 1.8.4. Реставрация изделия под модель: 01. Снятие наиболее сохранившихся изделий с места установки целиком или по частям. 02. Спуск снятого изделия на землю с отноской к месту реставрации. 03. Соединение частей изделия при необходимости. 04.… … Словарь-справочник терминов нормативно-технической документации
ГОСТ Р ИСО 16426-2009: Изделия крепежные. Система обеспечения качества — Терминология ГОСТ Р ИСО 16426 2009: Изделия крепежные. Система обеспечения качества оригинал документа: 3.19 выбранная характеристика изделия (selected product characteristic): Характеристика, которая является существенной для монтажа и/или… … Словарь-справочник терминов нормативно-технической документации
ГОСТ 8747-88: Изделия асбестоцементные листовые. Методы испытаний — Терминология ГОСТ 8747 88: Изделия асбестоцементные листовые. Методы испытаний оригинал документа: 4.5. Обработка результатов Предел прочности при изгибе (si) образцов, испытанных по черт. 10 и 11, вычисляют в мегапаскалях (килограммах силы на… … Словарь-справочник терминов нормативно-технической документации
(генеральная) сборка изделия — 3.8.11. (генеральная) сборка изделия : Технологический процесс (последовательность технологических операций), в ходе которого формируется комплект компонентов, входящих в состав изделия (детали, узлы, комплектующие изделия), и выполняется их… … Словарь-справочник терминов нормативно-технической документации
искривление швов деталей швейного изделия — Дефект в виде отклонения от требований к качеству шва швейного изделия, при котором соединение деталей швейного изделия происходит с отклонением от установленного направления. [ГОСТ 24103 80] Тематики швейные и трикотажные изделия Обобщающие… … Справочник технического переводчика
несимметричность конструктивных линий (элементов, деталей) швейного изделия — Дефект в виде отклонения в расположении деталей (элементов) швейного изделия, при котором парные конструктивные линии (элементы, детали) швейного изделия отличаются расположением или формой. [ГОСТ 24103 80] Тематики швейные и трикотажные изделия… … Справочник технического переводчика
Железобетонные конструкции и изделия — элементы зданий и сооружений, изготовляемые из Железобетона, и сочетания этих элементов. Высокие технико экономические показатели Ж. к. и и., возможность сравнительно легко придавать им требуемую форму и размеры при соблюдении заданной… … Большая советская энциклопедия