-
1 4.1. Если на воздушный зазор или пути утечки влияют одна или несколько металлических деталей, необходимо, чтобы либо длина одного из сегментов, заключенных между этими деталями, была, по крайней мере, равна минимальному требуемому значению, либо чтобы сумма длин наиболее длинных сегментов была, по крайней мере, в 1,25 раза больше минимального требуемого значения. Сегменты длиной менее 2 мм не должны учитываться при определении полной длины воздушных зазоров и путей утечки.
D.4. Определение размеров воздушных зазоров и путей утечки
Для определения размеров воздушных зазоров и путей утечки токов должно учитываться следующее.
D.4.1. Если на воздушный зазор или пути утечки влияют одна или несколько металлических деталей, необходимо, чтобы либо длина одного из сегментов, заключенных между этими деталями, была, по крайней мере, равна минимальному требуемому значению, либо чтобы сумма длин наиболее длинных сегментов была, по крайней мере, в 1,25 раза больше минимального требуемого значения. Сегменты длиной менее 2 мм не должны учитываться при определении полной длины воздушных зазоров и путей утечки.
D.4.2. Пути утечки тока ребра глубиной и шириной более 2 мм следует измерять вдоль их контуров. Ребра, один из размеров которых меньше указанного значения, а также те, которые могут быть покрыты пылью при работе, не учитывают при измерениях.
D.4.3. Пути утечки ребра высотой менее 2 мм не учитывают. Ребра высотой 2 мм и более измеряют:
- вдоль контура, если они составляют единое целое с деталью из изолирующего материала (например литые или сварные);
- по наиболее короткой из двух траекторий - длине шва или профилю ребра, если они не являются продолжением изолирующей детали.
D.4.4. Методы измерения путей утечки и воздушных зазоров приведены по ГОСТ Р 50030.1( примеры 1 - 11 приложения G).
Источник: ГОСТ Р 50030.5.1-2005: Аппаратура распределения и управления низковольтная. Часть 5. Аппараты и коммутационные элементы цепей управления. Глава 1. Электромеханические аппараты для цепей управления оригинал документа
Немецко-русский словарь нормативно-технической терминологии > 4.1. Если на воздушный зазор или пути утечки влияют одна или несколько металлических деталей, необходимо, чтобы либо длина одного из сегментов, заключенных между этими деталями, была, по крайней мере, равна минимальному требуемому значению, либо чтобы сумма длин наиболее длинных сегментов была, по крайней мере, в 1,25 раза больше минимального требуемого значения. Сегменты длиной менее 2 мм не должны учитываться при определении полной длины воздушных зазоров и путей утечки.
-
2 Baukastensystem
сущ.1) комп. система стандартных модулей2) воен. организационная система "сменных блоков", сборная конструкция из унифицированных узлов3) тех. монтаж зданий из сборных элементов, модульная система (в приборах), агрегатная система (напр. в металлорежущих станках)4) стр. модульное строительство5) экон. тип агрегатной конструкции, агрегатная конструкция, метод агрегатирования станков из унифицированных узлов и деталей, метод компоновки станков из унифицированных узлов и деталей, модульная система строительства, система комплектов стандартных взаимозаменяемых деталей6) полигр. система модульного построения7) электр. агрегатная система (в станкостроении), блочная система, блочно-модульная система, модульная система (напр. в приборостроении), блочная система (монтажа)8) выч. система в блочном исполнении, система в модульном исполнении, система стандартных блоков, система стандартных элементов9) маш. метод агрегатирования, монтаж из унифицированных узлов, сборка из унифицированных узлов10) свар. принцип агрегатирования, система комплектования сварочной установки из стандартных легкозаменяемых узлов, система комплектования сварочной установки из стандартных легкозаменяемых элементов, система комплектования сварочной установки из стандартных элементов11) бизн. система комплектов стандартных деталей (ограничение производства определёнными узлами или агрегатами, которые могут быть компонентами различных видов готовой продукции)12) менедж. система унификации деталей и узлов -
3 Kontaktglied
контакт-деталь
Одна из токопроводящих частей 1), образующих контакт.
МЭК 60050(441-15-06).
[ ГОСТ Р 50030. 1-2000 ( МЭК 60947-1-99)]
1) Должно быть проводящих
[Интент]
контакт-деталь
Деталь, соприкасающаяся с другой при образовании электрического контакта
[ ГОСТ 14312-79]EN
contact (piece)
one of the conductive parts forming a contact
[IEV number 441-15-06 ]FR
(pièce de) contact
une des pièces conductrices formant un contact
[IEV number 441-15-06 ]1. Коммутирующая электрическая контакт-деталь
[IEV number 444-04-06]EN
- Contact set - контактная группа
-
Ouput circuit - выходная цепь
contact circuit - цепь контакта
contact - контакт - Contact member - контактный элемент (контактная пружина)
- рабочая поверхность контакт-детали
-
Contact (piece) - контакт деталь
FR
- Jeu de contacts - контактная группа
-
Circuit de sortie - выходная цепь
circuit de contact - цепь контакта
contact - контакт - Element de contact - контактный элемент (контактная пружина)
- рабочая поверхность контакт-детали
-
Piece de contact - контакт-деталь
[Перевод Интент]
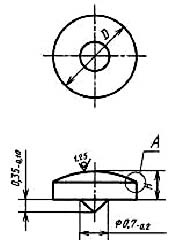
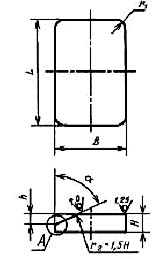
Типы коммутирующих электрических контакт-деталей (контактов) по ГОСТ 3884-77
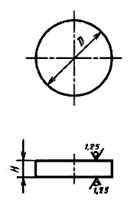
ПП - с плоской рабочей и нерабочей поверхностями
ПР - с плоской рабочей поверхностью и с рельефом для сварки (сферическим или цилиндрическим) со стороны нерабочей поверхности
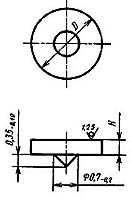
ПШ - с плоской рабочей поверхностью и с коническим шипом на нерабочей поверхности
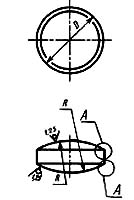
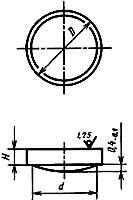
СС - со сферической рабочей и сферической нерабочей поверхностями
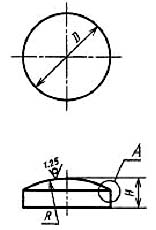
СП - со сферической рабочей поверхностью и плоской нерабочей поверхностью
СШ - со сферической рабочей поверхностью и коническим шипом на нерабочей поверхности
СР - со сферической рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ПуП - с усеченной плоской рабочей поверхностью и плоской нерабочей поверхностью
ПуШ - с усеченной плоской рабочей поверхностью и коническим шипом на нерабочей поверхности
ПуР - с усеченной плоской рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ЦП - с цилиндрической рабочей поверхностью и плоской нерабочей поверхностью
ЦШ - с цилиндрической рабочей поверхностью и коническим шипом на нерабочей поверхности
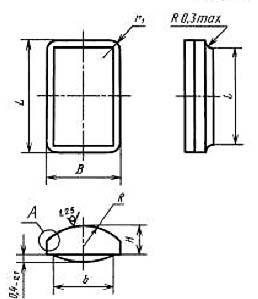
ЦР - с цилиндрической рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
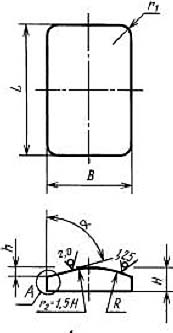
ЦуП - с усеченной цилиндрической рабочей поверхностью и плоской нерабочей поверхностью
ЦуШ - с усеченной цилиндрической рабочей поверхностью и коническим шипом на нерабочей поверхности
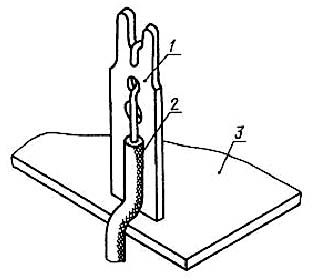
2. Контакт-деталь электрического соединителя

Рис. Tyco Electronics
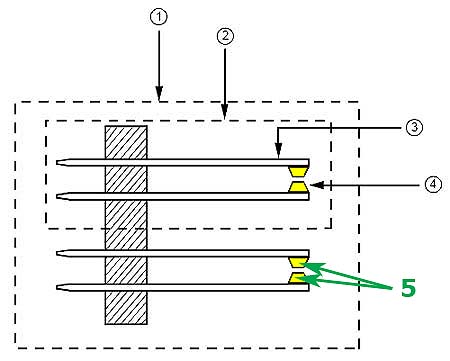
Извлекаемые штампованные контакты электрического соединителя:
1 - Гнездовая контакт-деталь (гнездовой контакт)
2 - Штыревая контакт-деталь (штыревой контакт)3. Контакт-деталь, как часть разборного или неразборного контактного электрического соединения
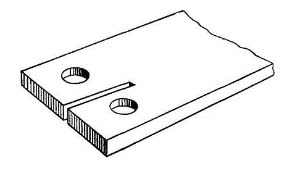
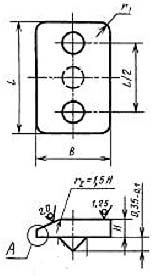
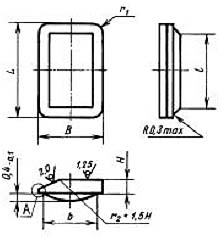
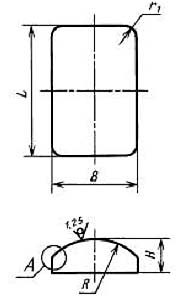
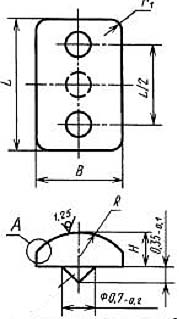
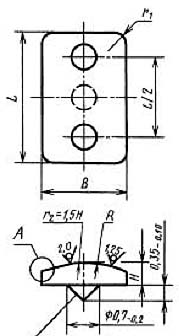
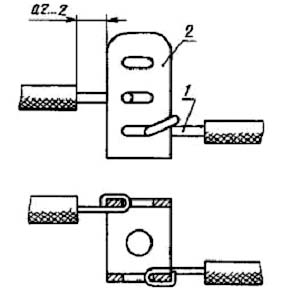
Требования к подготовке рабочих поверхностей контакт-деталей
1. Контакт-детали, имеющие два и более отверстий под болты в поперечном ряду, рекомендуется выполнять с продольными разрезами, как показано на чертеже.
2. Рабочие поверхности контакт-деталей разборных контактных соединений и неразборных контактных соединений с линейной арматурой непосредственно перед сборкой должны быть подготовлены:
- медные без покрытия и алюмомедные - зачищены.
При зачистке алюмомедных проводов не должна быть повреждена медная оболочка;
- алюминиевые и из алюминиевых сплавов - зачищены и смазаны нейтральной смазкой (вазелин КВЗ по ГОСТ 15975-70, ЦИАТИМ-221 по ГОСТ 9433-80 или другими смазками с аналогичными свойствами).
Рекомендуемое время между зачисткой и смазкой не более 1 ч;
- рабочие поверхности, имеющие защитные металлические покрытия, - промыты органическим растворителем.
3. Рабочие поверхности медных контакт-деталей, соединяемых способом опрессовки, должны быть зачищены, если иное не указано в стандартах или технических условиях на конкретные виды электротехнических устройств.
Рабочие поверхности алюминиевых контакт-деталей должны быть зачищены и смазаны кварцевазелиновой пастой или другими смазками, пастами и компаундами с аналогичными свойствами.
4. Поверхности контакт-деталей, соединяемых сваркой или пайкой, должны быть предварительно зачищены, обезжирены или протравлены.
[ ГОСТ 10434-82]4. Контакт-деталь, устанавливаемая на печатной плате для присоединения проводов
Тематики
EN
DE
FR
контактный элемент
Деталь аппарата для цепей управления (неподвижная или подвижная, проводящая или изолированная) для замыкания или размыкания единственного пути прохождения тока в цепи.
Примечания:
1. Контактный элемент и механизм передачи усилия могут быть объединены в единый узел, но чаще один или несколько элементов могут быть скомбинированы с одним или несколькими механизмами передачи усилия, и их конструкция может быть разной.
2. В состав контактных элементов не входят катушки и магниты управления.
[ ГОСТ 50030.5.1-2005]
контактный элемент
контакт (2)
-
[IEV number 151-12-16]EN
contact member
contact (2)
conductive element intended to make an electric contact
[IEV number 151-12-16]FR
élément de contact, m
contact (2), m
élément conducteur destiné à établir un contact électrique
[IEV number 151-12-16]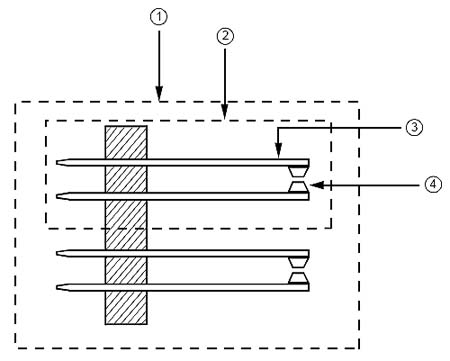
[IEV number 444-04-06]EN
- Contact set - контактная группа
-
Ouput circuit - выходная цепь
contact circuit - цепь контакта
contact - контакт - Contact member - контактный элемент
- Contact point - рабочая поверхность контакт-детали, контакт-деталь
FR
- Jeu de contacts - контактная группа
-
Circuit de sortie - выходная цепь
circuit de contact - цепь контакта
contact - контакт - Element de contact - контактный элемент
-
Piece de contact - рабочая поверхность контакт-детали, контакт-деталь
[Перевод Интент]
Примечания
1 - Контактный элемент такой конструкции как на рисунке слева называют также конактная пружина.
2 - По существу, контактный элемент, это одна из частей контакта,
т. е. в замыкающем, размыкающем и переключающем контактах любой подвижный и неподвижный контакт является контактным элементом.
[Интент]Тематики
Синонимы
EN
DE
FR
контактный элемент электрического реле
Проводящая часть контакта электрического реле, электрически изолированная от другой части или других частей, если цепь контакта электрического реле разомкнута
[ ГОСТ 16022-83]Тематики
EN
DE
FR
102. Контактный элемент электрического реле
D. Kontaktglied
E. Contact member
F. Elément de contact
Проводящая часть контакта электрического реле, электрически изолированная от другой части или других частей, если цепь контакта электрического реле разомкнута
Источник: ГОСТ 16022-83: Реле электрические. Термины и определения оригинал документа
Немецко-русский словарь нормативно-технической терминологии > Kontaktglied
-
4 Kontaktstück
контакт-деталь
Одна из токопроводящих частей 1), образующих контакт.
МЭК 60050(441-15-06).
[ ГОСТ Р 50030. 1-2000 ( МЭК 60947-1-99)]
1) Должно быть проводящих
[Интент]
контакт-деталь
Деталь, соприкасающаяся с другой при образовании электрического контакта
[ ГОСТ 14312-79]EN
contact (piece)
one of the conductive parts forming a contact
[IEV number 441-15-06 ]FR
(pièce de) contact
une des pièces conductrices formant un contact
[IEV number 441-15-06 ]1. Коммутирующая электрическая контакт-деталь
[IEV number 444-04-06]EN
- Contact set - контактная группа
-
Ouput circuit - выходная цепь
contact circuit - цепь контакта
contact - контакт - Contact member - контактный элемент (контактная пружина)
- рабочая поверхность контакт-детали
-
Contact (piece) - контакт деталь
FR
- Jeu de contacts - контактная группа
-
Circuit de sortie - выходная цепь
circuit de contact - цепь контакта
contact - контакт - Element de contact - контактный элемент (контактная пружина)
- рабочая поверхность контакт-детали
-
Piece de contact - контакт-деталь
[Перевод Интент]
Типы коммутирующих электрических контакт-деталей (контактов) по ГОСТ 3884-77
ПП - с плоской рабочей и нерабочей поверхностями
ПР - с плоской рабочей поверхностью и с рельефом для сварки (сферическим или цилиндрическим) со стороны нерабочей поверхности
ПШ - с плоской рабочей поверхностью и с коническим шипом на нерабочей поверхности
СС - со сферической рабочей и сферической нерабочей поверхностями
СП - со сферической рабочей поверхностью и плоской нерабочей поверхностью
СШ - со сферической рабочей поверхностью и коническим шипом на нерабочей поверхности
СР - со сферической рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ПуП - с усеченной плоской рабочей поверхностью и плоской нерабочей поверхностью
ПуШ - с усеченной плоской рабочей поверхностью и коническим шипом на нерабочей поверхности
ПуР - с усеченной плоской рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ЦП - с цилиндрической рабочей поверхностью и плоской нерабочей поверхностью
ЦШ - с цилиндрической рабочей поверхностью и коническим шипом на нерабочей поверхности
ЦР - с цилиндрической рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ЦуП - с усеченной цилиндрической рабочей поверхностью и плоской нерабочей поверхностью
ЦуШ - с усеченной цилиндрической рабочей поверхностью и коническим шипом на нерабочей поверхности
2. Контакт-деталь электрического соединителя
Рис. Tyco Electronics
Извлекаемые штампованные контакты электрического соединителя:
1 - Гнездовая контакт-деталь (гнездовой контакт)
2 - Штыревая контакт-деталь (штыревой контакт)3. Контакт-деталь, как часть разборного или неразборного контактного электрического соединения
Требования к подготовке рабочих поверхностей контакт-деталей
1. Контакт-детали, имеющие два и более отверстий под болты в поперечном ряду, рекомендуется выполнять с продольными разрезами, как показано на чертеже.
2. Рабочие поверхности контакт-деталей разборных контактных соединений и неразборных контактных соединений с линейной арматурой непосредственно перед сборкой должны быть подготовлены:
- медные без покрытия и алюмомедные - зачищены.
При зачистке алюмомедных проводов не должна быть повреждена медная оболочка;
- алюминиевые и из алюминиевых сплавов - зачищены и смазаны нейтральной смазкой (вазелин КВЗ по ГОСТ 15975-70, ЦИАТИМ-221 по ГОСТ 9433-80 или другими смазками с аналогичными свойствами).
Рекомендуемое время между зачисткой и смазкой не более 1 ч;
- рабочие поверхности, имеющие защитные металлические покрытия, - промыты органическим растворителем.
3. Рабочие поверхности медных контакт-деталей, соединяемых способом опрессовки, должны быть зачищены, если иное не указано в стандартах или технических условиях на конкретные виды электротехнических устройств.
Рабочие поверхности алюминиевых контакт-деталей должны быть зачищены и смазаны кварцевазелиновой пастой или другими смазками, пастами и компаундами с аналогичными свойствами.
4. Поверхности контакт-деталей, соединяемых сваркой или пайкой, должны быть предварительно зачищены, обезжирены или протравлены.
[ ГОСТ 10434-82]4. Контакт-деталь, устанавливаемая на печатной плате для присоединения проводов
Тематики
EN
DE
FR
контакт-деталь электрического реле
Часть контактного элемента электрического реле, с помощью которой происходит замыкание или размыкание контакта
[ ГОСТ 16022-83]Тематики
EN
DE
FR
103. Контакт-деталь электрического реле
D. Kontaktstück
E. Contact tip (or point)
F. Pièce de contact
Часть контактного элемента электрического реле, с помощью которой происходит замыкание или размыкание контакта
Источник: ГОСТ 16022-83: Реле электрические. Термины и определения оригинал документа
Немецко-русский словарь нормативно-технической терминологии > Kontaktstück
-
5 Schaltstück
контакт-деталь
Одна из токопроводящих частей 1), образующих контакт.
МЭК 60050(441-15-06).
[ ГОСТ Р 50030. 1-2000 ( МЭК 60947-1-99)]
1) Должно быть проводящих
[Интент]
контакт-деталь
Деталь, соприкасающаяся с другой при образовании электрического контакта
[ ГОСТ 14312-79]EN
contact (piece)
one of the conductive parts forming a contact
[IEV number 441-15-06 ]FR
(pièce de) contact
une des pièces conductrices formant un contact
[IEV number 441-15-06 ]1. Коммутирующая электрическая контакт-деталь
[IEV number 444-04-06]EN
- Contact set - контактная группа
-
Ouput circuit - выходная цепь
contact circuit - цепь контакта
contact - контакт - Contact member - контактный элемент (контактная пружина)
- рабочая поверхность контакт-детали
-
Contact (piece) - контакт деталь
FR
- Jeu de contacts - контактная группа
-
Circuit de sortie - выходная цепь
circuit de contact - цепь контакта
contact - контакт - Element de contact - контактный элемент (контактная пружина)
- рабочая поверхность контакт-детали
-
Piece de contact - контакт-деталь
[Перевод Интент]
Типы коммутирующих электрических контакт-деталей (контактов) по ГОСТ 3884-77
ПП - с плоской рабочей и нерабочей поверхностями
ПР - с плоской рабочей поверхностью и с рельефом для сварки (сферическим или цилиндрическим) со стороны нерабочей поверхности
ПШ - с плоской рабочей поверхностью и с коническим шипом на нерабочей поверхности
СС - со сферической рабочей и сферической нерабочей поверхностями
СП - со сферической рабочей поверхностью и плоской нерабочей поверхностью
СШ - со сферической рабочей поверхностью и коническим шипом на нерабочей поверхности
СР - со сферической рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ПуП - с усеченной плоской рабочей поверхностью и плоской нерабочей поверхностью
ПуШ - с усеченной плоской рабочей поверхностью и коническим шипом на нерабочей поверхности
ПуР - с усеченной плоской рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ЦП - с цилиндрической рабочей поверхностью и плоской нерабочей поверхностью
ЦШ - с цилиндрической рабочей поверхностью и коническим шипом на нерабочей поверхности
ЦР - с цилиндрической рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ЦуП - с усеченной цилиндрической рабочей поверхностью и плоской нерабочей поверхностью
ЦуШ - с усеченной цилиндрической рабочей поверхностью и коническим шипом на нерабочей поверхности
2. Контакт-деталь электрического соединителя
Рис. Tyco Electronics
Извлекаемые штампованные контакты электрического соединителя:
1 - Гнездовая контакт-деталь (гнездовой контакт)
2 - Штыревая контакт-деталь (штыревой контакт)3. Контакт-деталь, как часть разборного или неразборного контактного электрического соединения
Требования к подготовке рабочих поверхностей контакт-деталей
1. Контакт-детали, имеющие два и более отверстий под болты в поперечном ряду, рекомендуется выполнять с продольными разрезами, как показано на чертеже.
2. Рабочие поверхности контакт-деталей разборных контактных соединений и неразборных контактных соединений с линейной арматурой непосредственно перед сборкой должны быть подготовлены:
- медные без покрытия и алюмомедные - зачищены.
При зачистке алюмомедных проводов не должна быть повреждена медная оболочка;
- алюминиевые и из алюминиевых сплавов - зачищены и смазаны нейтральной смазкой (вазелин КВЗ по ГОСТ 15975-70, ЦИАТИМ-221 по ГОСТ 9433-80 или другими смазками с аналогичными свойствами).
Рекомендуемое время между зачисткой и смазкой не более 1 ч;
- рабочие поверхности, имеющие защитные металлические покрытия, - промыты органическим растворителем.
3. Рабочие поверхности медных контакт-деталей, соединяемых способом опрессовки, должны быть зачищены, если иное не указано в стандартах или технических условиях на конкретные виды электротехнических устройств.
Рабочие поверхности алюминиевых контакт-деталей должны быть зачищены и смазаны кварцевазелиновой пастой или другими смазками, пастами и компаундами с аналогичными свойствами.
4. Поверхности контакт-деталей, соединяемых сваркой или пайкой, должны быть предварительно зачищены, обезжирены или протравлены.
[ ГОСТ 10434-82]4. Контакт-деталь, устанавливаемая на печатной плате для присоединения проводов
Тематики
EN
DE
FR
Немецко-русский словарь нормативно-технической терминологии > Schaltstück
-
6 Ausbesserungsabteilung
сущ.1) ж.д. депо, ремонтный цехУниверсальный немецко-русский словарь > Ausbesserungsabteilung
-
7 Ausschiebeebene
сущ.дер. высота сдвигания (деталей), высота сталкивания (деталей), уровень сдвигания (деталей), уровень сталкивания (деталей) -
8 Paarung
сущ.1) общ. сочетание, спаривание (о животных), спаривание (животных), соединение парами [попарно, по два]2) мед. конъюгация, скрещивание3) спорт. жеребьёвка, составление пар4) тех. кинематическая пара, сопряжение (двух деталей), подбор (деталей), сцепление (зубчатых колес)5) авт. спаривание (деталей)6) артил. сдваивание7) радио. слипание строк (при чересстрочной развёртке), спаривание строк (при чересстрочной развёртке)8) маш. сопряжение (деталей) -
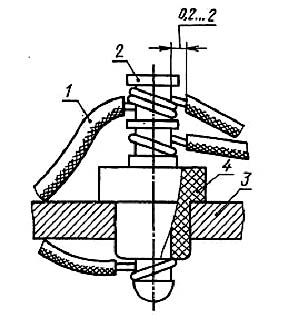
9 nutzbare Gewindelänge des kegligen Gewindes
рабочая длина конической резьбы
рабочая длина резьбы
Длина участка возможного взаимного перекрытия наружной и внутренней конических резьб в осевом направлении, состоящая из длины свинчивания и длины затяжки резьбового соединения при сборке.
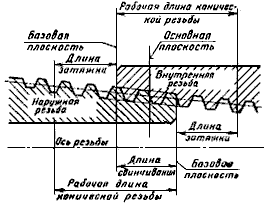
Примечание
Под длиной затяжки понимают длину относительного взаимного осевого перемещения деталей с наружной и внутренней резьбой под действием заданного крутящего момента, приложенного после свинчивания деталей от руки.
[ ГОСТ 11708-82( СТ СЭВ 2631-80)]Тематики
Обобщающие термины
Синонимы
DE
73. Рабочая длина конической резьбы
Рабочая длина резьбы
D. Nutzbare Gewindelänge des kegligen Gewindes
Длина участка возможного взаимного перекрытия наружной и внутренней конических резьб в осевом направлении, состоящая из длины свинчивания и длины затяжки резьбового соединения при сборке (см. черт. 33)
Примечание. Под длиной затяжки понимают длину относительного взаимного осевого перемещения деталей с наружной и внутренней резьбой под действием заданного крутящего момента, приложенного после свинчивания деталей от руки
Источник: ГОСТ 11708-82: Основные нормы взаимозаменяемости. Резьба. Термины и определения оригинал документа
Немецко-русский словарь нормативно-технической терминологии > nutzbare Gewindelänge des kegligen Gewindes
-
10 Gewindeverbindung
резьбовое соединение
Соединение двух деталей с помощью резьбы, в которой одна из деталей имеет наружную резьбу, а другая - внутреннюю.
[ ГОСТ 11708-82( СТ СЭВ 2631-80)]
резьбовое соединение
Соединение составных частей изделия с применением детали, имеющей резьбу.
[ ГОСТ 23887-79]Тематики
Обобщающие термины
EN
DE
D. Gewindeverbindung
Соединение двух деталей с помощью резьбы, в которой одна из деталей имеет наружную резьбу, а другая - внутреннюю
Источник: ГОСТ 11708-82: Основные нормы взаимозаменяемости. Резьба. Термины и определения оригинал документа
Немецко-русский словарь нормативно-технической терминологии > Gewindeverbindung
-
11 Kontaktreiben
скольжение контакт- деталей электрического реле
Относительное движение одной контакт- детали электрического реле по другой при замыкании электрической цепи контакта электрического реле
[ ГОСТ 16022-83]Тематики
EN
DE
FR
105. Скольжение контакт-деталей электрического реле
D. Kontaktreiben
E. Contact wipe
F. Glissement des pièces de contact
Относительное движение одной контакт-детали электрического реле по другой при замыкании электрической цепи контакта электрического реле
Источник: ГОСТ 16022-83: Реле электрические. Термины и определения оригинал документа
Немецко-русский словарь нормативно-технической терминологии > Kontaktreiben
-
12 Detailmangel
сущ.1) тлв. недостаточная чёткость, плохая проработка мелких деталей, плохое воспроизведение мелких деталей2) кинотех. недостаток деталей (напр., в светах изображения) -
13 Einzelteilgruppeneingabe
сущ.экон. групповой запуск деталей в обработку, групповой запуск деталей в обработку или в производство, групповой запуск деталей в производствоУниверсальный немецко-русский словарь > Einzelteilgruppeneingabe
-
14 Entladestelle
сущ.1) хим. место демонтажа деталей с подвесок, место снятия деталей с подвесок, место выгрузки (деталей из ванны)2) стр. разгрузочная площадка3) экон. место выгрузки, пункт выгрузки, пункт разгрузки4) сил. позиция разгрузки5) внеш.торг. разгрузочный пункт6) дер. место разгрузки7) ВМФ. место разгрузки (выгрузки) -
15 Vereinzelungssystem
сущ.дер. система разобщёния (деталей), система разъединения (деталей), система сортировки (деталей) -
16 Baukastensystem
n1) метод агрегатирования станков из унифицированных узлов и деталей, метод компоновки станков из унифицированных узлов и деталей3) агрегатная конструкция; тип агрегатной конструкцииDeutsch-Russisch Wörterbuch für Finanzen und Wirtschaft > Baukastensystem
-
17 Formenordnung
f машиностр.1) морфологическая классификация деталей, классификация деталей по формеDeutsch-Russische Wörterbuch polytechnischen > Formenordnung
-
18 Großflämmaschine
сущ.свар. машина для поверхностной кислородной резки или кислородной строжки крупных деталей, машина для поверхностной кислородной резки крупных деталей, машина для поверхностной кислородной строжки крупных деталей -
19 Überholung von Bauteilen
сущ.тех. техническое обслуживание с заменой деталей, замена деталей, замена узлов, замена элементов, ремонт деталей, ремонт узловУниверсальный немецко-русский словарь > Überholung von Bauteilen
-
20 Deformierung der Ränder der Schuhteile
дефомация краев деталей обуви
Линейный порок обуви, выражающийся в изменении параметров краев соединенных деталей заготовки вследствие их неправильной обработки.
[ ГОСТ 27438-87]Тематики
Обобщающие термины
DE
Немецко-русский словарь нормативно-технической терминологии > Deformierung der Ränder der Schuhteile
См. также в других словарях:
Соединение деталей машин — неподвижная или подвижная связь деталей, обусловленная конструкцией машины или отдельных её частей. В машиностроении под С. д. м. обычно понимают неподвижную связь (Неподвижное соединение) деталей машин; подвижная связь (соединение)… … Большая советская энциклопедия
Номинальная толщина сваренных деталей — Указанная в чертеже (без учета допусков) толщина основного металла деталей в зоне, примыкающей к сварному шву Источник: РД 03 606 03: Инструкция по визуальному и измерительному контролю 9.1. Номинальная толщина сваренных деталей указанная в… … Словарь-справочник терминов нормативно-технической документации
Дублирование( деталей швейного изделия) — соединение по поверхности двух и более деталей посредством склеивания или сварки. Цель Д. сохранение формы деталей одежды и придание им повышенной упругости с помощью термоклеевых прокладочных материалов. Д. мелких деталей пальто, костюмов … Энциклопедия моды и одежды
Р 50-112-89: Рекомендации. Покрытия упрочняющие, применяемые при изготовлении и восстановлении деталей текстильного оборудования и машин для переработки химических волокон — Терминология Р 50 112 89: Рекомендации. Покрытия упрочняющие, применяемые при изготовлении и восстановлении деталей текстильного оборудования и машин для переработки химических волокон: 2.4. Газотермические упрочняющие покрытия 2.4.1. По внешнему … Словарь-справочник терминов нормативно-технической документации
выкраивание деталей швейных изделий — выкраивание деталей Вырезание деталей по намеченным контурам посредством раскройного оборудования. [ГОСТ 20521 75] Тематики технология швейного производства Обобщающие термины подготовка к раскрою и раскрой материала Синонимы выкраивание деталей … Справочник технического переводчика
ниточное соединение деталей швейного изделия — ниточное соединение деталей Соединение деталей и их частей машинными или ручными стежками. [ГОСТ 20521 75] Тематики технология швейного производства Обобщающие термины технология изготовления швейных изделий Синонимы ниточное соединение деталей … Справочник технического переводчика
ввертные концы корпусных деталей — ввертные концы корпусных деталей: Резьбовые концы корпусных деталей, предназначенных для присоединения трубопроводов к оборудованию (ГОСТ 22526, ГОСТ 25065). Источник … Словарь-справочник терминов нормативно-технической документации
частая оборачиваемость деталей — частая смена деталей — [http://slovarionline.ru/anglo russkiy slovar neftegazovoy promyishlennosti/] Тематики нефтегазовая промышленность Синонимы частая смена деталей EN turn over … Справочник технического переводчика
присоединительные концы корпусных деталей — присоединительные концы корпусных деталей: Концы корпусных деталей под накидные гайки для присоединения трубопроводов (ГОСТ 22525). Источник … Словарь-справочник терминов нормативно-технической документации
БАЙОНЕТ (соединение деталей) — БАЙОНЕТ, быстровыполняемое соединение деталей, при котором одна деталь с прорезью насаживается на другую деталь с соответствующим выступом и поворачивается так, чтобы выступ стопорил деталь. Применяется в металлорежущих станках, в объективах… … Энциклопедический словарь
СОЕДИНЕНИЕ ДЕТАЛЕЙ — сборка деталей для образования из них механизмов, агрегатов, приборов и т. п. Различают подвижное соединение и неподвижное соединение деталей. Неподвижное может быть разъёмным соединением и неразъёмным соединением … Большой энциклопедический политехнический словарь