-
21 Arbeitsstufe
f передел м. мет.; переход м. (часть технологической операции); стадия ж. процесса; этап м. работыNeue große deutsch-russische Wörterbuch Polytechnic > Arbeitsstufe
-
22 mise
fmise en action — запуск; приведение в действиеmise hors d'action — выключение; остановкаmise en charge — 1. пуск в ход, включение 2. нагружениеmise à la cote — доведение [обработка] до (заданного) размераmise en couleur — цветная маркировка; окраскаmise en état — приведение в исправность; наладка; ремонтmise en exploitation — ввод [сдача] в эксплуатациюmise en fonctionnement — приведение в действие; запуск, пускmise à longueur — (окончательная) обработка по длинеmise à la main — (за) пуск вручнуюmise en marche — 1. приведение в действие; запуск, пуск 2. ввод в эксплуатациюmise de niveau — установка по уровню; выравнивание по уровнюmise en œuvre — 1. обработка 2. использование, применение 3. приведение в действиеmise en place — монтаж, сборка; установкаmise en place par dilatation — сборка на горячей посадке; насадка (детали) в горячем состоянииmise en place du flan — установка [закрепление] листовой заготовкиmise en place au maillet — установка с помощью деревянного молотка, установка с поколачиванием (детали)mise en place à la presse — установка с запрессовкой, запрессовкаmise en place par serrage — посадка с натягом, неподвижная посадкаmise en place des vues — расположение видов [проекций] (на чертежах)mise au point — 1. доводка, наладка 2. завершение опытных работmise au point de l'outil — (точная) установка инструментаmise en position du mobile — установка [позиционирование] рабочего органаmise au repos — выключение; остановкаmise en route — 1. приведение в действие; запуск, пуск 2. ввод в эксплуатациюmise en service — 1. пуск в ход; приведение в действие 2. ввод в эксплуатациюmise hors service — 1. выключение; остановка 2. снятие с эксплуатацииmise en travail — пуск в действие; пуск в ход -
23 reprise
f1. установка (часть технологической операции) 2. возобновление; восстановление 3. ремонт, исправление 4. захват; подхват 5. разгон; приёмистость (двигателя) -
24 sous-phase
fустановка (часть технологической операции) -
25 Aufspannung
установ
Часть технологической операции, выполняемая при неизменном закреплении обрабатываемых заготовок или собираемой сборочной единицы.
[ГОСТ 3.1109-82]Тематики
DE
Немецко-русский словарь нормативно-технической терминологии > Aufspannung
-
26 manufacturing step
технологический переход
переход
Законченная часть технологической операции, выполняемая одними и теми же средствами технологического оснащения при постоянных технологических режимах и установке.
[ГОСТ 3.1109-82]Тематики
Синонимы
EN
DE
FR
Англо-русский словарь нормативно-технической терминологии > manufacturing step
-
27 operating control
оперативное управление
Управление текущими событиями, включающее оперативное планирование, оперативный учет, оперативный контроль.
[Энциклопедический словарь экономики и права]Параллельные тексты EN-RU
Information for site engineering
With information delivered to ensure the traceability of electrical distribution, motor operation and power consumption data, installations are constantly improved.
[Schneider Electric]Информационная система для оперативного управления
Предоставляемая системой информация, позволяет отслеживать различные процессы, связанные с распределением электроэнергии, управлением электродвигателями и потреблением электроэнергии, что дает возможность постоянно улучшать эффективность электроустановок.
[Перевод Интент]
Тематики
EN
операционный контроль
Контроль продукции или процесса во время выполнения или после завершения технологической операции.
[ ГОСТ 16504-81]
[ ГОСТ 31359-2007]
[ ГОСТ 13015-2003]
операционный контроль
Право владельцев контрольной доли собственности, ограниченное возможностью выбирать большинство членов совета директоров, в отличие от абсолютного контроля (см.).
[ http://slovar-lopatnikov.ru/]Тематики
EN
FR
орган управления
Частьсистемыаппарата управления, к которой прилагается извне усилие управления.
МЭК 60050(441-15-22).
Примечание. Орган управления может иметь форму рукоятки, ручки, нажимной кнопки, ролика, плунжера и т. п.
[ ГОСТ Р 50030. 1-2000 ( МЭК 60947-1-99)]
орган управления
Часть приводного механизма, к которой прикладывается внешняя сила воздействия.
Примечание - Орган управления может иметь форму ручки, кнопки, ролика, поршня и т.д.
[ ГОСТ Р 52726-2007]
орган управления
Часть системы привода, подвергаемая внешнему силовому воздействию.
Примечания
1. Орган управления может иметь форму ручки, рукоятки, нажимной кнопки, ролика, плунжера и т.д.
2. Есть несколько способов приведения в действие, которые не требуют внешнего силового воздействия, а только какого-либо действия.
[ГОСТ ЕН 1070-2003]
орган управления
Часть системы управления, которая предназначена непосредственно для воздействия оператором, например путем нажатия.
[ГОСТ Р ЕН 614-1-2003]
орган управления
Часть системы приведения в действие, которая принимает воздействие человека.
[ ГОСТ Р МЭК 60447-2000]
орган управления
Часть системы приведения в действие, которая воспринимает воздействие человека (ГОСТ Р МЭК 60447).
Примечание
В настоящем стандарте орган управления в виде интерактивного экранного устройства отображения является частью этого устройства, которое представляет функцию органа управления.
[ ГОСТ Р МЭК 60073-2000]
орган управления
Часть механизма прибора управления, на который оказывается вручную внешнее силовое воздействие.
Примечание.
Орган управления может иметь форму ручки, рукоятки, кнопки, ролика, плунжера и т.д.
Некоторые органы управления не требуют воздействия внешней силы, а только какого-либо действия.
[ ГОСТ Р МЭК 60204-1-2007]
органы управления
Ручки, переключатели, потенциометры и другие органы, служащие для включения и регулировки аппаратуры. Термин относится преимущественно к аналоговым приборам.
[Система неразрушающего контроля. Виды (методы) и технология неразрушающего контроля. Термины и определения (справочное пособие). Москва 2003 г.]
орган управления
-
[IEV number 442-04-14]
средства оперирования
-
[Интент]EN
actuator
the part of the actuating system to which an external actuating force is applied
NOTE – The actuator may take the form of a handle, knob, push-button, roller, plunger, etc.
[IEV number 441-15-22]
actuator
part of a device to which an external manual action is to be applied
NOTE 1 The actuator may take the form of a handle, knob, push-button, roller, plunger, etc.
NOTE 2 There are some actuating means that do not require an external actuating force, but only an action.
NOTE 3 See also 3.34.
[IEC 60204-1 -2005]
actuating member
a part which is pulled, pushed, turned or otherwise moved to cause an operation of the switch
[IEV number 442-04-14]FR
organe de commande
partie du mécanisme transmetteur à laquelle un effort extérieur de manoeuvre est appliqué
NOTE – L'organe de commande peut prendre la forme d'une poignée, d'un bouton, d'un bouton-poussoir, d'une roulette, d'un plongeur, etc.
[IEV number 441-15-22]
organe de manoeuvre
partie qui est tirée, poussée, tournée ou manipulée de toute autre façon pour provoquer le fonctionnement de l'interrupteur
[IEV number 442-04-14]
Аппарат должен оставаться механически действующим. Не допускается сваривание контактов, препятствующее операции размыкания при использовании нормальных средств оперирования.
[ГОСТ Р 50030.3-99 (МЭК 60947-3-99) ]
ВДТ следует оперировать как при нормальной эксплуатации. Операции размыкания должны проводиться в следующем порядке:
для первых 1000 циклов — с использованием ручных средств оперирования;...
[ ГОСТ Р 51326. 1-99 ( МЭК 61008-1-96)]Параллельные тексты EN-RU
The operating means (for example, a handle) of the supply disconnecting device shall be easily accessible and located between 0,6 m and 1,9 m above the servicing level.
[IEC 60204-1-2006]Органы управления, например, рукоятки аппаратов отключения питания, должны быть легко доступны и располагаться на высоте от 0,6 до 1,9 м от рабочей площадки.
[Перевод Интент]Where the external operating means is not intended for emergency operations, it is recommended that it be coloured BLACK or GREY.
[IEC 60204-1-2006]Если внешние средства оперирования не предназначены для выполнения действий при возникновении аварийных ситуаций, то рекомендуется, применять такие средства ЧЕРНОГО или СЕРОГО цвета.
[Перевод Интент]1.2.2. Control devices
Control devices must be:
— clearly visible and identifiable and appropriately marked where necessary,
— positioned for safe operation without hesitation or loss of time, and without ambiguity,
— designed so that the movement of the control is consistent with its effect,
— located outside the danger zones, except for certain controls where necessary, such as emergency stop, console for training of robots,
— positioned so that their operation cannot cause additional risk,
— designed or protected so that the desired effect, where a risk is involved, cannot occur without an intentional operation,
— made so as to withstand foreseeable strain; particular attention must be paid to emergency stop devices liable to be subjected to considerable strain.1.2.2. Органы управления
Органы управления должны быть:
- четко видны, хорошо различимы и, где это необходимо, иметь соответствующее обозначение;
- расположены так, чтобы ими можно было пользоваться без возникновения сомнений и потерь времени на выяснение их назначения;
- сконструированы так, чтобы перемещение органа управления согласовывалось с их воздействием;
- расположены вне опасных зон; исключение, где это необходимо, делается для определенных средств управления, таких, как средство экстренной остановки, пульт управления роботом;
- расположены так, чтобы их использование не вызывало дополнительных рисков;
- сконструированы или защищены так, чтобы в случаях, где возможно возникновение рисков, они не могли бы возникнуть без выполнения намеренных действий;
- сделаны так, чтобы выдерживать предполагаемую нагрузку; при этом особое внимание уделяется органам аварийного останова, которые могут подвергаться значительным нагрузкам.Where a control is designed and constructed to perform several different actions, namely where there is no one-to-one correspondence (e.g. keyboards, etc.), the action to be performed must be clearly displayed and subject to confirmation where necessary.
Если орган управления предназначен для выполнения разных действий, например, если в качестве органа управления используется клавиатура или аналогичное устройство, то должна выводиться четкая информация о предстоящем действии, и, если необходимо, должно выполняться подтверждение на выполнение такого действия.
Controls must be so arranged that their layout, travel and resistance to operation are compatible with the action to be performed, taking account of ergonomic principles.
Органы управления должны быть организованы таким образом, чтобы их расположение, перемещение их элементов и усилие, которое оператор затрачивает на их перемещение, соответствовали выполняемым операциям и принципам эргономики.
Constraints due to the necessary or foreseeable use of personal protection equipment (such as footwear, gloves, etc.) must be taken into account.
Необходимо учитывать скованность движений операторов при использовании необходимых или предусмотренных средств индивидуальной защиты (таких, как специальная обувь, перчатки и др.).
Machinery must be fitted with indicators (dials, signals, etc.) as required for safe operation. The operator must be able to read them from the control position.
Для обеспечения безопасной эксплуатации машинное оборудование должно быть оснащено индикаторами (циферблатами, устройствами сигнализации и т. д.). Оператор должен иметь возможность считывать их с места управления.
From the main control position the operator must be able to ensure that there are no exposed persons in the danger zones.
Находясь в главном пункте управления, оператор должен иметь возможность контролировать отсутствие незащищенных лиц.
If this is impossible, the control system must be designed and constructed so that an acoustic and/ or visual warning signal is given whenever the machinery is about to start.
Если это невозможно, то система управления должна быть разработана и изготовлена так, чтобы перед каждым пуском машинного оборудования подавался звуковой и/или световой предупредительный сигнал.
The exposed person must have the time and the means to take rapid action to prevent the machinery starting up.
[DIRECTIVE 98/37/EC OF THE EUROPEAN PARLIAMENT AND OF THE COUNCIL]
Незащищенное лицо должно иметь достаточно времени и средств для быстрого предотвращения пуска машинного оборудования.
[Перевод Интент]
Тематики
- автоматизация, основные понятия
- аппарат, изделие, устройство...
- безопасность машин и труда в целом
- выключатель автоматический
- выключатель, переключатель
- высоковольтный аппарат, оборудование...
- электробезопасность
- электротехника, основные понятия
Синонимы
EN
- actuating member
- actuator
- command unit
- control
- control device
- controller
- controls
- operating control
- operating means
DE
FR
Англо-русский словарь нормативно-технической терминологии > operating control
-
28 setup time
- подготовительно-заключительное время
- Подготовительно
- время установления (соединения)
- время схватывания (цементного раствора)
- время подготовки к работе
- время монтажа (буровой установки)
время монтажа (буровой установки)
—
[ http://slovarionline.ru/anglo_russkiy_slovar_neftegazovoy_promyishlennosti/]Тематики
EN
время подготовки к работе
время на сборку
время установления соединения
—
[Л.Г.Суменко. Англо-русский словарь по информационным технологиям. М.: ГП ЦНИИС, 2003.]Тематики
Синонимы
EN
время схватывания (цементного раствора)
—
[ http://slovarionline.ru/anglo_russkiy_slovar_neftegazovoy_promyishlennosti/]Тематики
EN
время установления (соединения)
Период времени, предшествующий началу сеанса связи. Иногда термин обозначает не весь цикл установления соединения, а лишь его часть, например, время подготовки к работе, время развертывания (станции), время установки (в определенное состояние или положение), время вхождения в режим и т.п.
[Л.М. Невдяев. Телекоммуникационные технологии. Англо-русский толковый словарь-справочник. Под редакцией Ю.М. Горностаева. Москва, 2002]Тематики
- электросвязь, основные понятия
EN
подготовительно-заключительное время
Интервал времени, затрачиваемый на подготовку исполнителя или исполнителей и средств технологического оснащения к выполнению технологической операции и приведению последних в порядок после окончания смены и (или) выполнения этой операции для партии предметов труда.
[ГОСТ 3.1109-82]Тематики
EN
DE
71. Подготовительно - заключительное время
D. Vorbereitungs-und Abschlußzeit
E. Setup time
Источник: ГОСТ 3.1109-82: Единая система технологической документации. Термины и определения основных понятий оригинал документа
Англо-русский словарь нормативно-технической терминологии > setup time
-
29 fixture
- сварочный кондуктор
- приспособление
- мн. арматура
- крепление (металлургия)
- зажим (электрический)
- арматура (в электротехнике)
арматура
-
[Лугинский Я. Н. и др. Англо-русский словарь по электротехнике и электроэнергетике. 2-е издание - М.: РУССО, 1995 - 616 с.]Тематики
- электротехника, основные понятия
EN
1. Часть вывода электрического изделия, аппарата или устройства
зажим
Одна или несколько частей вывода, необходимые для механического крепления и электрического присоединения одного или нескольких проводников
[ ГОСТ Р 50030. 1-2000 ( МЭК 60947-1-99)]
зажим
Проводящая часть одного полюса, состоящая из одного или более зажимного устройства и изолированная, если необходимо.
[ ГОСТ Р 51324.1—2005 (МЭК 60669-1-2000)]
контактный зажим
-
[Интент]
зажим
—
[А.С.Гольдберг. Англо-русский энергетический словарь. 2006 г.]EN
terminal
conductive part of a device provided for electrical connection to external circuits
[IEC 60947-1, ed. 5.0 (2007-06)]FR
borne
partie conductrice d'un appareil prévue pour le raccordement électrique à des circuits extérieurs
[IEC 60947-1, ed. 5.0 (2007-06)]Любое электрическое изделие, аппарат или устройство, будь то резистор, трансформатор, выключатель и т. п., имеет выводы, через которые осуществляется соединение с другими изделиями, аппаратами или устройствами. Соединение может быть неразборным (например, выполненное пайкой), разъемным (например, состоящим из вилки и розетки) и разборным. В последнем случае вывод оснащен зажимом, который служит для механического крепления и электрического присоединения одного или нескольких проводников.
[Интент]-
5.4.49. Напряжение на зажимах электродвигателей и в цепях управления ими при всех режимах работы электрооборудования крана должно быть не ниже 85% номинального. [ПУЭ]
- 6.2.15. В щитках без отключающего аппарата на вводе должны быть зажимы для присоединения проводников питающей цепи. [ ГОСТ Р 51778-2001]
-
6.3.1. В щитках должны быть предусмотрены следующие виды контактных зажимов (далее — зажимы) для присоединения внешних проводников:
-
вводные зажимы для присоединения фазных проводников питающей цепи (при отсутствии аппарата на вводе щитка);
-
зажимы для присоединения нулевых рабочих проводников N питающей и групповых цепей;
-
зажимы для присоединения нулевых защитных проводников РЕ или PEN-проводников питающей цепи и проводников РЕ групповых цепей.
[ ГОСТ Р 51778-2001]
-
вводные зажимы для присоединения фазных проводников питающей цепи (при отсутствии аппарата на вводе щитка);
-
Способ крепления проводов к зажимам должен обеспечивать надежный контакт, чтобы не возникало опасности ослабления соединения или чрезмерного нагрева. [ ГОСТ Р МЭК 61038-2001]
-
В некоторых случаях, например при ослаблении контакта в зажимах, недостаточном механическом давлении или при неправильном монтаже в соединениях, может выделяться большое количество теплоты, что также зависит от конструкции соединений и значения проходящего через них тока. [ ГОСТ 27924-88( МЭК 695-2-3-84)]
Параллельные тексты EN-RU
There is a wide range of cable terminal solutions for 1,5 – 95mm² cables
[ABB]Контактные зажимы допускают присоединение кабелей сечением 1,5…95 мм2.
[Перевод Интент]
2. Отдельное устройство (приспособление) для механического крепления и электрического присоединения проводника или его экранирующей оплетки, например:
Рис. Phoenix Contact
Рис. Phoenix ContactНедопустимые, нерекомендуемые
Тематики
- вывод, зажим электрический
Классификация
>>>Обобщающие термины
Действия
Синонимы
Сопутствующие термины
EN
- binder
- binding post
- clamp
- clamp-type terminal
- cleat
- clip
- connecting terminal
- connection terminal
- connection terminal block
- dog
- ear
- electrical connection
- fixture
- grip
- jack
- mechanical lug
- post
- retaining clip
- staple
- terminal
- terminal clamp
- terminal point
FR
крепление
Устройство для удержания вместе соединяемых деталей.
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
мн. арматура
—
[А.С.Гольдберг. Англо-русский энергетический словарь. 2006 г.]Тематики
EN
- accessor/y
- fixture
приспособление
Технологическая оснастка, предназначенная для установки или направления предмета труда или инструмента при выполнении технологической операции
[ГОСТ 3.1109-82]
приспособление
Техническое устройство, присоединяемое к машине или применяемое самостоятельно для базирования и закрепления предметов производства при выполнении технологических операций
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]Тематики
EN
DE
FR
сварочный кондуктор
кондуктор
Приспособление для сборки и закрепления друг относительно друга свариваемых частей в определенном положении.
[ ГОСТ 2601-84]Тематики
- сварка, резка, пайка
Синонимы
EN
DE
FR
95. Приспособление
D. Vorrichtung
E. Fixture
Источник: ГОСТ 3.1109-82: Единая система технологической документации. Термины и определения основных понятий оригинал документа
Англо-русский словарь нормативно-технической терминологии > fixture
-
30 device
аппарат
Устройство, в котором за счёт внешних механических, химических и электромеханических, термических или других воздействий производится полезная работа
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]
аппарат
-
[IEV number 151-11-22]EN
apparatus
device or assembly of devices which can be used as an independent unit for specific functions
NOTE – In English, the term "apparatus" sometimes implies use by skilled persons for professional purposes.
[IEV number 151-11-22]FR
appareil, m
dispositif ou assemblage de dispositifs qui peut être utilisé comme unité indépendante pour remplir des fonctions particulières
NOTE – En anglais, le terme "apparatus" implique quelquefois une utilisation par des personnes qualifiées dans un but professionnel.
[IEV number 151-11-22]Сопутствующие термины
EN
DE
FR
прибор
оборудование
[ http://www.dunwoodypress.com/148/PDF/Biotech_Eng-Rus.pdf]Тематики
Синонимы
EN
приспособление
Технологическая оснастка, предназначенная для установки или направления предмета труда или инструмента при выполнении технологической операции
[ГОСТ 3.1109-82]
приспособление
Техническое устройство, присоединяемое к машине или применяемое самостоятельно для базирования и закрепления предметов производства при выполнении технологических операций
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]Тематики
EN
DE
FR
процедура
Упорядоченная совокупность взаимосвязанных определенными отношениями действий, направленных на решение задачи.
[МУ 64-01-001-2002]
процедура
Установленный способ осуществления деятельности или процесса.
Примечания
1. Процедуры могут быть документированными или недокументированными.
2. Если процедура документирована, часто используется термин "письменная процедура" или "документированная процедура". Документ, содержащий процедуру, может называться "процедурный документ".
[ ГОСТ Р ИСО 9000-2008]
процедура
Документ, содержащий шаги, которые предписывают способ выполнения деятельности. Процедуры определяются как части процессов. См. тж. рабочая инструкция.
[Словарь терминов ITIL версия 1.0, 29 июля 2011 г.]EN
procedure
A document containing steps that specify how to achieve an activity. Procedures are defined as part of processes. See also work instruction.
[Словарь терминов ITIL версия 1.0, 29 июля 2011 г.]Тематики
EN
устройство
-
[IEV number 151-11-20 ]
устройство
Элемент или блок элементов, который выполняет одну или более функций.
[ ГОСТ Р 41.48-2004]
[ ГОСТ Р 52388-2005]
устройство
Совокупность элементов, представляющая единую конструкцию (многоконтактное реле, набор транзисторов, плата, блок, шкаф, механизм, разделительная панель и т. п.).
Устройство может не иметь в изделии определенного функционального назначения.
[ГОСТ 2.701-84]
устройство
Изделие, являющееся конструктивным элементом или совокупностью конструктивных элементов, находящихся в функционально-конструктивном единстве
[ ГОСТ 16382-87]EN
device
material element or assembly of such elements intended to perform a required function
NOTE – A device may form part of a larger device.
[IEV number 151-11-20 ]FR
dispositif, m
élément matériel ou assemblage d'éléments matériels destiné à remplir une fonction déterminée
NOTE – Un dispositif peut faire partie d'un dispositif plus important.
[IEV number 151-11-20 ]Тематики
- электротехника, основные понятия
EN
DE
FR
устройство (сети и системы связи)
Элемент или совокупность элементов, выполняющих установленную функцию.
Примечание 1. Устройство может являться частью другого, большего устройства.
Примечание 2. В контексте распределительного устройства подстанции устройством называется физическая единица первичного оборудования, например трансформатор или выключатель. В контексте автоматики подстанций устройством является интеллектуальное электронное устройство.
[ ГОСТ Р 54325-2011 (IEC/TS 61850-2:2003)]EN
device
element or assembly of elements performing a required function
Note A device may form part of a larger device.
(Source: IEV 151)
mechanism or piece of equipment designed to serve a purpose or perform a function for example, circuit breaker, relay or substation computer
(Source: IEEE Std. 100–1996, IEEE dictionary of electrical and electronic terms)
in the context of a switchyard, a device is a physical plant item for example transformer or circuit breaker; in the context of substation automation a device is an IED
(Source: IEC 61850-1)
[IEC 61850-2, ed. 1.0 (2003-08)]Тематики
EN
3.6.8 устройство (device): Любое идентифицированное оборудование, система или подсистема, не относящиеся к программному обеспечению, комплекту данных или классу человеческих ресурсов.
Примечание - Устройство, тем не менее, может включать программное обеспечение.
Источник: ГОСТ Р ИСО 15531-1-2008: Промышленные автоматизированные системы и интеграция. Данные по управлению промышленным производством. Часть 1. Общий обзор оригинал документа
3.102 прибор (device): Сущность, выполняющая функции управления, приведения в действие и считывания и связанная с другими такими сущностями в автоматизированной системе.
Примечание - Сам по себе прибор не выполняет функции обработки, транспортирования или хранения материалов.
Источник: ГОСТ Р 54136-2010: Системы промышленной автоматизации и интеграция. Руководство по применению стандартов, структура и словарь оригинал документа
Англо-русский словарь нормативно-технической терминологии > device
-
31 batch
- шихта (в огнеупорах)
- система рецептурного управления технологическим процессом
- серия
- периодического действия
- партия
- замес
- загрузка сырья
загрузка сырья
—
[ http://slovarionline.ru/anglo_russkiy_slovar_neftegazovoy_promyishlennosti/]Тематики
EN
замес
Объём бетонной смеси, получаемый из барабана бетоносмесителя за один цикл перемешивания
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]Тематики
EN
DE
FR
периодического действия
—
[ http://slovarionline.ru/anglo_russkiy_slovar_neftegazovoy_promyishlennosti/]Тематики
EN
система рецептурного управления технологическим процессом
-
[Интент]Вообще, batch-процесс – это вид технологического процесса, который иногда противопоставляют непрерывному процессу. Иногда batch-процессы называют рецептурными процессами (или просто рецептами); эту терминологию мы и будем в дальнейшем использовать. Слово “batch” еще можно перевести как “партия продукции”, и это тоже относится к затрагиваемой теме, так как в результате рецептурного процесса производится партия продукции. Ладно, хватит путаницы – теперь по делу.
Раньше мы рассматривали технологические процессы, которые идут непрерывно в течение 24 часов в день, 7 дней в неделю, 365 дней в году. Хотя, на самом деле, раз в году делают плановый останов на несколько дней для выполнения ремонтных и других работ, но это происходит строго в соответствии с планом, и этому предшествуют значительные подготовительные работы. В другое же время остановка производства – это “чрезвычайное” происшествие. При этом отдельно взятая технологическая установка принимает участие в производстве одного вида продукции, а сам процесс идет по фиксированной технологической цепочке с неизменными настройками (уставками). Короче, все скучно, однообразно и весьма предсказуемо.
А теперь представим гипотетический пищевой цех по производству сока. При этом цех может производить несколько видов сока: яблочный, вишневый и апельсиновый, т.е. 3 вида продукции. Пусть сок производится из концентрированного сока в специальной емкости с мешалкой, где он тщательно смешивается с водой, а потом пастеризуется и идет на розлив (пакетирование).
Имеет ли смысл ставить для производства этих трех видов сока три производственные линии (по одной линии на каждый вид сока)? Было бы круто, но чрезвычайно дорого. Выход – использовать одну и ту же линию для выпуска разных видов продукции. При этом понятно, что и технологические параметры для производства различных соков будут заметно друг от друга отличаться. Например, вишневый концентрат нужно смешивать с водой гораздо дольше, чем яблочный, но пастеризовать его надо при меньшей температуре (я на самом деле этого не знаю - чисто предположение:)
Набор технологических параметров для производства определенного вида продукции называется рецептом (recipe). В нашем примере для сока это может быть: соотношение вода/концентрат, длительность и температура смешивания; температура пастеризации + другие параметры. В общем случае, рецепт также может содержать последовательность технологических операций, которые для различных видов продукции могут быть, строго говоря, разными. Хотя на практике, как правило, рецепт не подразумевает различающиеся технологические операции, а содержит всего лишь массив технологических уставок для того или иного продукта.
Рис. 1. Иллюстрация рецептурного управления на примере производства различных видов сока
Это все напоминает процесс приготовления еды на кухне, где мы оттачиваем рецепты разных блюд, но при этом используем одни и те же орудия (кастрюли, ножи, разделочные доски, плиту и т.д.)
Теперь попробуем дать характеристику batch-процессу:
1. На выходе несколько видов продукции.
2. При производстве разных видов продукции задействуется одно и то же технологическое оборудование.
3. Имеется множество рецептов.
4. Производство по “партиям”, которое может быть относительно легко и без последствий остановлено после завершения партии, а потом возобновлено.
Автоматизированное управление batch-процессом называется рецептурным управлением (batch control, или recipe control). Этот вид управления несколько специфичен, и требует от системы управления некоторой смекалки. Конечно, можно использовать для задач рецептурного управления обычные программные блоки, подходящие для управления непрерывным процессом, НО на практике это приводит к огромным трудностям (=головной боли) при попытке все это реализовать, используя стандартные подходы программирования. Поэтому многие производители АСУ ТП разработали специализированные batch-модули, которые адаптированы именно под рецептурные процессы. Эти модули могут выполняться на уровне ПЛК или на выделенном сервере batch. Иногда эти сервера, к тому же, резервируются. Также batch-модули дополняются специализированной средой разработки batch-программ, что сильно облегчает жизнь инженера.
На рисунке ниже в качестве примера приведена конфигурация верхнего уровня АСУ ТП SIMATIC PCS 7, оснащенной выделенным сервером batch.
Рис. 2. Структурная схема АСУ ТП с выделенным сервером batch
Перечислим основные обязанности системы batch-управления:
1. Ну, собственно, самая главная задача – хранение/загрузка рецептов и их выполнение в режиме реального времени ( batch process management).
2. Отслеживание, не занята ли технологическая установка выполнением другого рецепта. Если занята, то выделяется другая аналогичная установка для выполнения данного рецепта ( process unit allocation).
3. Формирование отчетов об изготовление партии продукции в задаваемой пользователем форме. Причем, требуются отчеты с возможностью отслеживания истории (ретроспективы) “прогона” партии по технологической цепочке ( reporting and batch tracking).
4. Расчет различных показателей эффективности производства, как, например: удельного времени простоя (в %), производительности (в л/c) технологической установки или полного времени изготовления партии продукции (в мин).
5. Планирование изготовления партий, что фактически подразумевает составление производственного расписания. Ну, это на самом деле ни одна система в полном объеме пока не реализует ( batch planning).
И еще несколько слов.
Как правило, пакет batch состоит из двух частей – операторской (клиентской) и исполняемой. Клиентская часть устанавливается на АРМы и всего лишь обеспечивает удобный операторский интерфейс. Клиентская часть, как правило, органично вписывается в общую операторскую среду, и работа с ней идет непосредственно из мнемосхем.
Исполняемая часть – это костяк системы. Именно она ответственна за автоматизированное выполнение задач рецептурного управления, описанных выше. Исполняемая часть прогружается в специальные серверы batch или в обычные ПЛК в зависимости от архитектуры АСУ ТП.
И еще. Существует международный стандарт ISA-88, специфицирующий batch-процессы, определяющий модель и философию рецептурного управления, а также стандартизирующий соответствующую терминологию. Документ тяжеловесный, и посему прочитан полностью мной не был. Тем не менее, в следующей части я попытаюсь более детально описать рецептурные системы с привязкой именно к стандарту ISA-88.[ http://kazanets.narod.ru/Batch_P1.htm]
Тематики
EN
шихта
Смесь различных компонентов, предназначенная для приготовления формовочной огнеупорной массы, шликера или расплава.
[ ГОСТ Р 52918-2008]Тематики
EN
3.1 партия (batch); (загрузка): Количество идентичных крепежных изделий из одной производственной партии, обрабатываемых совместно в одно время.
Источник: ГОСТ Р ИСО 4042-2009: Изделия крепежные. Электролитические покрытия оригинал документа
1.5.7 партия (batch): Совокупность ламп одного типа, одновременно предъявленных для испытания на соответствие требованиям настоящего стандарта.
Источник: ГОСТ Р 52706-2007: Лампы накаливания вольфрамовые для бытового и аналогичного общего освещения. Эксплуатационные требования оригинал документа
3.6 серия (batch): Определенный набор изделий (деталей), подвергнутых воздействию в качестве единой группы, при этом воздействие имеет одинаковый характер и происходит на протяжении определенного промежутка времени на одной и той же установке.
Примечание - Степень охрупчивания представляет собой функцию концентрации водорода для конкретных изделий данной серии, измеряемой в миллионных долях (млн-1 или ррт); конкретно, это количество водорода, который сохраняет мобильность или свободно мигрирует в зоны высокой концентрации напряжения.
Источник: ГОСТ Р 9.915-2010: Единая система защиты от коррозии и старения. Металлы, сплавы, покрытия, изделия. Методы испытаний на водородное охрупчивание оригинал документа
1.3.10 партия (batch): Совокупность ламп одной категории, одновременно предъявляемых для испытания на соответствие требованиям настоящего стандарта.
Источник: ГОСТ Р 52712-2007: Требования безопасности для ламп накаливания. Часть 1. Лампы накаливания вольфрамовые для бытового и аналогичного общего освещения оригинал документа
3.21 партия (batch): Количество элементов, из которого можно выбрать образец для испытания в процессе производства.
Источник: ГОСТ Р ИСО 2531-2008: Трубы, фитинги, арматура и их соединения из чугуна с шаровидным графитом для водо- и газоснабжения. Технические условия оригинал документа
3.1 партия (batch): Совокупность изделий, изготовленных в течение одной операции, имеющих одинаковые свойства и отмеченных единым идентификатором или обозначением.
Источник: ГОСТ Р ИСО 9934-2-2011: Контроль неразрушающий. Магнитопорошковый метод. Часть 2. Дефектоскопические материалы оригинал документа
3.21 партия (batch): Количество элементов, из которого можно выбрать образец для испытания в процессе производства.
3.3 партия (batch): Количество материала, рассматриваемое в качестве единичного элемента и имеющее уникальный ссылочный индекс.
Источник: ГОСТ Р 54259-2010: Ресурсосбережение. Обращение с отходами. Стандартное руководство по сокращению количества отходов, восстановлению ресурсов и использованию утилизированных полимерных материалов и продуктов оригинал документа
Англо-русский словарь нормативно-технической терминологии > batch
-
32 III
- Характеристики
- Требования к исходным материалам
- Рабочая документация архитектурно-строительной части памятника в целом.
- Паяные узлы
- Минимальное обязательное количество зеркал заднего вида
- максимальный уровень
- конденсатор или RC-сборка класса X
- вычислитель
- Внутренние зеркала заднего вида (класс I)
1.5.3 конденсатор или RC-сборка класса X (capacitor or RC-unit of class X): Конденсатор или RC-сборка, применяемые в случаях, когда пробой конденсатора или RC-сборки не ведет к опасности поражения электрическим током.
Конденсаторы класса X подразделяют на три подкласса (см. таблицу IA) в соответствии с импульсным пиковым напряжением, наложенным на напряжение сети, воздействию которых они могут быть подвергнуты при эксплуатации. Такое импульсное напряжение может возникать из-за разрядов молний на наружных линиях, от включения соседнего оборудования или аппаратуры, в которой применяется конденсатор.
Таблица IA
Подкласс
Пиковое импульсное напряжение при эксплуатации, кВ
Категория сборки по МЭК 60664-1
Применение
Пиковое импульсное напряжение UP,подаваемое перед испытанием на срок службы, кВ
Х1
>2,5
£4,0
III
При высоких импульсных напряжениях
При Сном £ 1,0 мкФ UР= 4;
при Сном > 1,0 мкФ
UР=

Х2
£2,5
II
Общего назначения
При Сном £ 1,0 мкФ UР = 2,5;
при Сном > 1,0 мкФ
UР=

Х3
£1,2
-
Общего назначения
Не подается
Примечание - Коэффициент, используемый при уменьшении UРдля значений емкости более 1,0 мкФ, дает возможность поддерживать постоянным значение произведения 1/2Сном · U
 для этих значений емкости.
для этих значений емкости.Источник: ГОСТ Р МЭК 60384-14-2004: Конденсаторы постоянной емкости для электронной аппаратуры. Часть 14. Групповые технические условия на конденсаторы постоянной емкости для подавления электромагнитных помех и соединения с питающими магистралями оригинал документа
3.5 Паяные узлы
Термины, относящиеся к паяным узлам, приведены на рисунках 4 и 5.
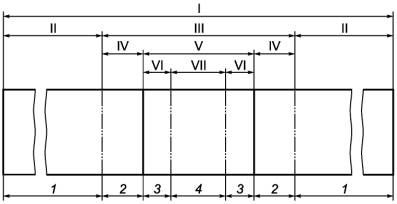
Термины, относящиеся к деталям
Паяный узел/деталь
I
Зона основного материала
II
Паяное соединение
III
Зона термического влияния
IV
Паяный шов
V
Диффузионная/переходная зона
VI
Зона металла припоя
VII
Термины, относящиеся к материалам
Основной материал
1
Основной материал, претерпевший изменения при пайке
2
Диффузионная (переходная) зона
3
Металл припоя
4
Рисунок 4 - Термины, относящиеся к деталям и материалам паяных узлов
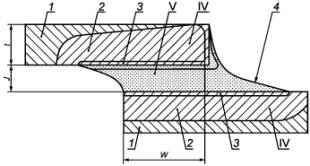
Материал
1 - основной материал;
2 - основной материал, претерпевший изменения при пайке;
3 - диффузионная (переходная) зона;
4 - металл припоя
Узел
IV - зона термического влияния,
V - паяный шов
Размеры
t - толщина детали,
J - эффективная ширина соединения,
W - длина нахлестки
Рисунок 5 - Схема паяного соединения
Источник: ГОСТ Р ИСО 857-2-2009: Сварка и родственные процессы. Словарь. Часть 2. Процессы пайки. Термины и определения оригинал документа
5.2 Характеристики
5.2.1 Краны должны обеспечивать подачу воды на смыв при минимальном рабочем давлении 0,1 МПа в количествах и с расходами, указанными в таблице 1.
Таблица 1
Условный проход крана Dy, мм
Расход воды, л/с
Количество воды, поступающей на смыв за один цикл, л
мин.
макс.
мин.
макс.
10, 15
0,2
1,0
0,6
4,0
20
1,0
1,7
4,0
7,0
25
1,5
2,0
6,0
8,0
5.2.2 Краны должны иметь устройство для регулирования количества воды, подаваемой на смыв.
5.2.3 Краны должны быть герметичны и выдерживать пробное давление воды не менее 1,6 МПа для кранов I группы и не менее 0,9 МПа - для кранов II группы.
5.2.4 Краны должны обеспечивать плотное закрытие при рабочих давлениях до 1,0 МПа для кранов I группы и до 0,6 МПа - для кранов II группы.
5.2.5 Конструкция крана должна исключать возможность обратного всасывания загрязненной воды в водопроводную сеть из промываемых приборов при возникновении разрежения в системе водопровода до 0,08 МПа. При этом высота подъема воды в смывной трубе не должна превышать 250 мм.
5.2.6 Конструкция крана должна обеспечивать такое его закрытие, при котором давление воды в водопроводной сети перед ним не должно увеличиваться более чем на 50% по сравнению со статическим давлением.
5.2.7 Усилие на пусковое устройство (ручка, кнопка) крана, необходимое для его открытия, не должно быть более 35 Н, а открывание и закрывание вентиля должно происходить при крутящем моменте не более 2Н × м при давлениях, указанных в п. 5.2.4.
5.2.8 Технический ресурс кранов с учетом замены резино-технических изделий должен составлять не менее 100000 рабочих циклов, наработка до отказа - не менее 50000 циклов.
5.2.9 Краны должны классифицироваться по трем акустическим группам I, II, III в зависимости от значения La - уровня шума арматуры в дБА или Ds - приведенной разности уровней в дБА в соответствии с таблицей 2 для вновь разрабатываемой водоразборной арматуры.
Таблица 2 Уровень шума в дБА
Акустическая группа
Ds
La
I
³ 25
£ 20
II
³ 25
£ 30
III
< 15
< 50
5.2.10 Параметр шероховатости видимых в условиях эксплуатации поверхности деталей с защитно-декоративным гальваническим покрытием должен быть Ra £ 0,63 по ГОСТ 2789.
5.2.11 Наружная видимая после монтажа поверхность крана из цветных металлов должна иметь защитно-декоративное гальваническое покрытие вида Н9.б.Х.б по ГОСТ 9.303.
Допускается применение других видов защитно-декоративных покрытий, обеспечивающих качество защиты и декоративность в течение установленного ресурса.
5.2.12 Защитно-декоративное покрытие должно быть сплошным, не иметь отслаивания покрытия и др. дефектов и должно удовлетворять ГОСТ 9.301.
5.2.13 Детали, изготовленные из пластмасс, не должны иметь трещин, вздутий, наплывов, раковин, следов холодного спая и посторонних включений, видимых без применения увеличительных приборов. Выступы или углубления в местах удаления литников не должны превышать 1 мм, а следы от разъема пресс-форм - не более 0,5 мм.
Не допускаются отклонения формы деталей, влияющие не качество их сопряжений.
5.2.14 Детали крана, изготовленные из металла, не должны иметь видимых дефектов (вмятин, гофр, царапин и др.).
5.2.15 Основные размеры метрической резьбы должны соответствовать требованиям ГОСТ 24705 с допусками по ГОСТ 16093, степень точности 7Н - для внутренней и 8g - для наружной резьбы.
Резьба должна быть чистой и не иметь поврежденных витков. Сбеги резьб, недорезы проточки и фаски должны выполняться по ГОСТ 10549. Не допускается наличие сорванных витков, а также заусенцы на поверхности резьбы, препятствующие соединению деталей.
Источник: ГОСТ 11614-94: Краны смывные полуавтоматические. Технические условия оригинал документа
7.1.1 Внутренние зеркала заднего вида (класс I)
Отражающая поверхность должна иметь такие размеры, чтобы в них можно было вписать прямоугольник, одна из сторон которого равна 4 см, а другая α,если
7.1.2 Внешние зеркала заднего вида (классы II и III)
7.1.2.1 Отражающая поверхность должна иметь такие размеры, чтобы в них можно было вписать:
7.1.2.1.1 прямоугольник, высота которого составляет 4 см, а основание, измеренное в сантиметрах, равно α;
7.1.2.1.2 сегмент, параллельный высоте прямоугольника, длина которого, выраженная в сантиметрах, равна b.
7.1.2.2 Минимальные значения α и b приведены в следующей таблице.
Классы зеркал заднего вида
Категория транспортных средств, для которых предназначены зеркала заднего вида
α
β
II
М2, М3, N2 и N3

20
III
M1 и N1, N2 и N3 (в случае применения предписаний 16.2.1.3)

7
Источник: ГОСТ Р 41.46-99: Единообразные предписания, касающиеся официального утверждения зеркал заднего вида и механических транспортных средств в отношении установки на них зеркал заднего вида оригинал документа
16.2.1 Минимальное обязательное количество зеркал заднего вида
16.2.1.1 Для транспортных средств категорий М и N предписываемое в 16.5 поле обзора должно обеспечиваться минимальным обязательным количеством зеркал заднего вида, указанным в таблице.
16.2.1.2 Однако в случае транспортных средств категорий М1 и N1:
16.2.1.2.1 если внутреннее зеркало заднего вида не отвечает предписаниям 16.5.2, то на транспортном средстве должно быть установлено дополнительное внешнее зеркало заднего вида. Это зеркало устанавливают с правой стороны транспортного средства в странах с правосторонним движением и с левой стороны - в странах с левосторонним движением;
Категория транспортного средства
Внутренние зеркала заднего вида класса I
Количество зеркал заднего вида
Основные зеркала классов
Широкоугольные зеркала класса IV
Зеркала бокового обзора класса V
II
III
M1
1
(см. также
16.2.1.2)
-
(см. также 16.2.1.2.3)
1 Устанавливается на стороне, противоположной стороне направления движения (см. также 16.2.2.1)
-
-
М2
-
2
(по одному с левой и правой сторон)
-
(см. также 16.2.2.4)
(см. также 16.2.2.2 и 16.3.7)
М3
-
2
(по одному с левой и правой сторон)
-
(см. также 16.2.2.4)
(см. также 16.2.2.2 и 16.3.7)
N1
1
(см. также 16.2.1.2)
(см. также 16.2.1.2.3)
1 Устанавливается на стороне, противоположной стороне направления движения (см. также 16.2.2.1)
-
-
N2 ≤ 7,5 т
-
(см. также 16.2.2.3)
2
(по одному с левой и правой сторон)
-
(см. также 16.2.1.3)
(см. также 16.2.2.4 и 16.2.1.4)
-
(см. также 16.2.2.2 и 16.3.7)
N2 ≥ 7,5 т
-
(см. также 16.2.2.3)
2
(по одному с левой и правой сторон)
-
(см. также 16.2.1.3)
1
-
1
(см. также 16.3.7)
N3
-
(см. также 16.2.2.3)
2
(по одному с левой и правой сторон)
-
(см. также 16.2.1.3)
1
-
1
(см. также 16.3.7)
Источник: ГОСТ Р 41.46-99: Единообразные предписания, касающиеся официального утверждения зеркал заднего вида и механических транспортных средств в отношении установки на них зеркал заднего вида оригинал документа
1.2. Характеристики
1.2.1. Качественные показатели зол различных видов должны соответствовать требованиям, указанным в таблице.
Наименование показателя
Вид сжигаемого угля
Значение показателя в зависимости от вида золы
I
II
III
IV
1. Содержание оксида кальция (СаО), % по массе:
для кислой золы, не более
Любой
10
10
10
10
для основной золы, св.
Бурый
10
10
10
10
в том числе:
свободного оксида кальция (СаОсв) не более:
для кислой золы
Любой
Не нормируется
для основной золы
Бурый
5
5
Не нормируется
2
2. Содержание оксида магния (MgO), % по массе, не более
Любой
5
5
Не нормируется
5
3. Содержание сернистых и сернокислых соединений в пересчете на SO3, % по массе, не более:
для кислой золы
Любой
3
5
3
3
для основной золы
Бурый
5
5
6
3
4. Содержание щелочных оксидов в пересчете на Na2O, % по массе, не более:
для кислой золы
Любой
3
3
3
3
для основной золы
Бурый
1,5
1,5
3,5
1,5
5. Потеря массы при прокаливании (п.п.п.), % по массе, не более:
для кислой золы
Антрацитовый
20
25
10
10
Каменный
10
15
7
5
Бурый
3
5
5
2
для основной золы
Бурый
3
5
3
3
6. Удельная поверхность, м2/кг, не менее:
для кислой золы
Любой
250
150
250
300
для основной золы
Бурый
250
200
150
300
7. Остаток на сите № 008, % по массе, не более:
для кислой золы
Любой
20
30
20
15
для основной золы
Бурый
20
20
30
15
Примечания:
1. Допускается в основных золах содержание свободного оксида кальция СаОсв и оксида магния MgO выше указанного в таблице, если обеспечивается равномерность изменения объема образцов при испытании их в автоклаве или применение этих зол обосновано специальными исследованиями бетона по долговечности с учетом конкретных условий эксплуатации.
2. Допускается в золах содержание сернистых и сернокислых соединений и потеря массы при прокаливании выше указанных в таблице, если применение этих зол обосновано специальными исследованиями по долговечности бетонов и коррозионной стойкости арматуры.
3. Допускается в золах I - III видов больший остаток на сите № 008 и меньшая величина удельной поверхности, чем указано в таблице, если при применении этих зол обеспечиваются заданные показатели качества бетона.
1.2.2. Золы в смеси с портландцементом должны обеспечивать равномерность изменения объема при испытании образцов кипячением в воде, а основные золы III вида - в автоклаве.
1.2.3. Влажность золы должна быть не более 1 % по массе.
1.2.4. Золы-уноса в зависимости от величины суммарной удельной эффективной активности естественных радионуклидов Аэфф применяют:
для производства материалов, изделий и конструкций, применяемых для строительства и реконструкции жилых и общественных зданий при Аэфф до 370 Бк/кг;
для производства материалов, изделий и конструкций, применяемых для строительства производственных зданий и сооружений, а также строительства дорог в пределах территорий населенных пунктов и зон перспективной застройки при Аэфф свыше 370 Бк/кг до 740 Бк/кг.
При необходимости в национальных нормах, действующих на территории государства, величина удельной эффективной активности естественных радионуклидов может быть изменена в пределах норм, указанных выше.
Источник: ГОСТ 25818-91**: Золы-уноса тепловых электростанций для бетонов. Технические условия
4.2 Требования к исходным материалам
4.2.1 Для приготовления смесей следует применять нефтяные дорожные битумы марок БНД(БН) 90/130 и 60/90 по ГОСТ 22245-90*.
4.2.2 Для пластификации старого битума, содержащегося в грануляте, рекомендуется использовать менее вязкие битумы и добавки поверхностно-активных веществ катионного типа. В качестве пластифицирующих добавок при производстве смесей с добавками гранулята допускается применение жидких дорожных битумов марок МГ и МГО по ГОСТ 11955-82*.
4.2.3 В качестве крупных фракций минерального материала следует применять щебень из плотных горных пород с максимальным размером зерен 20 мм для мелкозернистых смесей и 40 мм - для крупнозернистых смесей по ГОСТ 8267-93*.
4.2.4 Физико-механические свойства щебня должны отвечать требованиям ГОСТ 9128-97* в зависимости от вида, типа и марки выпускаемой асфальтобетонной смеси.
4.2.5 Песок для приготовления смесей должен отвечать требованиям ГОСТ 8736-93* и ГОСТ 9128-97*.
4.2.6 Для приготовления смесей следует применять минеральный порошок, отвечающий требованиям ГОСТ Р 52129-2003.
4.2.7 В качестве гранулята следует использовать продукты холодного фрезерования асфальтобетонных покрытий в виде крошки или гранулята асфальтобетонного лома, прошедшего предварительное измельчение в дробильно-сортировочной установке.
4.2.8 Максимальный размер гранулята старого асфальтобетона должен быть не более 20 мм.
4.2.9 Перед подбором состава асфальтобетонной смеси и ее приготовлением партию старого асфальтобетона следует испытать в лаборатории для определения среднего зернового состава минеральной части и среднего содержания битума. Минимальный объем партии гранулята должен быть достаточным для непрерывной работы асфальтосмесительной установки в течение одной смены.
4.2.10 Гранулят в каждой партии должен быть однородным по составу. Коэффициент вариации содержания щебня (фр. 5 - 20 мм) и песка (фр. 0,071 - 5 мм) в партии гранулята не должен превышать 0,25. Коэффициент вариации содержания зерен размером менее 0,071 мм и битума не должен превышать 0,20. При больших значениях коэффициента вариации штабель гранулята асфальтовой крошки следует перемешивать для придания однородности материалу.
4.2.11 Физико-механические свойства асфальтобетонов с добавкой гранулята должны отвечать требованиям ГОСТ 9128-97*. Кроме этого, предел прочности при сжатии плотных асфальтобетонов всех типов при температуре 50 °С не должен превышать для марки I - 1,8, марки II - 2,0, марки III - 2,ЗМПа. Данное требование не распространяется на результаты испытаний образцов, отформованных вторично из вырубок и кернов, отобранных из уплотненного покрытия.
4.2.12 Составы асфальтобетонных смесей с добавками гранулята следует подбирать в лаборатории с выполнением всех требований ГОСТ 9128-97* и настоящих ТР. При подборе состава смеси необходимо принимать в расчет средний состав и свойства старого асфальтобетона в заготовленной партии, определяемые в соответствии с ГОСТ 12801-98*. При этом размеры зерен минеральной части старого асфальтобетона менее 0,63 мм, от 0,36 до 5 мм и более 5 мм принимаются как части минерального порошка, песка и щебня соответственно, а содержание битума в составе гранулята - как часть битума в проектируемой смеси.
4.2.13 Температура смеси при выпуске из смесителя должна отвечать требованиям ГОСТ 9128-97*.
4.2.14 Показатель однородности асфальтобетонов с добавкой гранулята, определяемый по величине коэффициента вариации прочности на сжатие при температуре 50°С, должен соответствовать указанному в таблице 1.
Таблица 1 - Требования к однородности смесей
Наименование показателя
Значения коэффициента вариации по маркам, не более
I
II
III
Прочность на сжатие при температуре 50 °С
0,16
0,18
0,20
5.1.2. Рабочая документация архитектурно-строительной части памятника в целом.
Таблица 5.7.
№№ п.п.
Объем памятника, в тыс. куб.м.
Базовая цена, руб.
Категории сложности
I
II
III
IV
а
б
в
г
1.
до 0,25
6433
7301
9241
12416
2.
0,5
7736
8799
11165
14994
3.
1,0
8697
99999
12832
17496
4.
3,0
12348
14100
17972
24312
5.
5,0
15300
17496
22329
30260
6.
10,0
21385
24499
31315
42505
7.
20,0
29562
33894
43382
58946
8.
30,0
35476
40693
52112
70842
9.
50,0
55380
63592
81504
110896
10.
70,0
84516
97085
204103
169493
11.
100,0
115466
132689
170199
231764
12.
150,0
167288
192281
246699
336015
13.
200,0
219180
251975
323327
440435
14.
На каждые 50,0 более 200,0
44088
50759
65149
88763
3.21 вычислитель: Средство измерительной техники, которое преобразовывает выходные сигналы средств измерений объема и расхода газа, измерительных преобразователей параметров потока и среды и вычисляет объем газа, приведенный к стандартным условиям.
Примечание - Для вычислителя нормируют предел допускаемой погрешности преобразования входных сигналов и погрешность вычислений».
Раздел 4. Четвертый абзац изложить в новой редакции:
«ПР - преобразователь расхода;».
Подраздел 5.1.Третий, четвертый абзацы. Заменить слова: «более 105 м3/ч» на «от 105 м3/ч включ.»; «более 2 × 104 до 105 м3/ч включ.» на «от 2 × 104 до 105 м3/ч включ.»;
седьмой - последний абзацы изложить в новой редакции:
«По назначению СИКГ подразделяют на следующие классы:
- А - СИКГ, предназначенные для выполнения измерений в целях проведения взаимных расчетов;
- Б - СИКГ, предназначенные для выполнения измерений объемов газа, потребляемого на собственные технологические и инфраструктурные нужды (выработка электроэнергии, котельные, печи подогрева нефти, печи УПСВ, путевые подогреватели и т. п.);
- В - СИКГ, предназначенные для выполнения измерений объемов газа, сбрасываемых в атмосферу и сжигаемых на факелах (установки сброса газа на свечу, факельные установки и т. п.)».
Подраздел 5.2. Таблицу 1 изложить в новой редакции:
Таблица 1
Категория
Пределы допускаемой относительной
А
Б
В
I
±1,5
±2,5
±5,0
II
±2,0
±2,5
±5,0
III
±2,5
±3,0
±5,0
IV
±3,0
±4,0
±5,0
Примечание - При отсутствии технических решений, обеспечивающих однофазность потока по измерительной линии, для всех категорий и классов СИКГ пределы допускаемой относительной погрешности измерений объема свободного нефтяного газа, приведенного к стандартным условиям, составляют не более ±5 %».
Подпункт 5.3.4.3. Первый абзац изложить в новой редакции:
«Относительную погрешность объема газа, приведенного к стандартным условиям, по результатам измерений при помощи СИ объема (объемного расхода) при рабочих условиях определяют при отсутствии в составе СИ корректора или вычислителя и при их наличии»;
формула (3). Экспликацию изложить в новой редакции:
«
 p - коэффициент влияния давления на объем газа, приведенный к стандартным условиям;
p - коэффициент влияния давления на объем газа, приведенный к стандартным условиям;dp - относительная погрешность измерений давления газа;
 - коэффициент влияния температуры на объем газа, приведенный к стандартным условиям;
- коэффициент влияния температуры на объем газа, приведенный к стандартным условиям;dТ - относительная погрешность измерений температуры газа;
 - относительная погрешность определения коэффициента сжимаемости газа.»;
- относительная погрешность определения коэффициента сжимаемости газа.»;Источник: 1:
3.28 максимальный уровень: Максимально допустимый уровень наполнения резервуара жидкостью при его эксплуатации, установленный технической документацией на резервуар».
Раздел 4. Наименование изложить в новой редакции: «4 Методы поверки».
Пункт 4.1 после слова «методом» изложить в новой редакции:
«Допускаются:
- комбинация геометрического и объемного методов поверки, например, определение вместимости «мертвой» полости или вместимости резервуара в пределах высоты неровностей днища объемным методом при применении геометрического метода поверки;
- комбинация динамического объемного и статического объемного методов поверки».
Пункты 5.1.1 (таблица 1, головка), 5.1.2. Заменить значение: 50000 на 100000.
Подраздел 5.2. Наименование. Заменить слово: «основных» на «рабочих эталонов».
Подпункты 5.2.1.1, 5.2.1.2, 5.2.1.10, 5.2.2.5 изложить в новой редакции:
«5.2.1.1 Рулетки измерительные 2-го класса точности с верхними пределами измерений 10, 20, 30 и 50 м по ГОСТ 7502.
5.2.1.2 Рулетки измерительные с грузом 2-го класса точности с верхними пределами измерений 10, 20 и 30 м по ГОСТ 7502.
5.2.1.10 Штангенциркуль с диапазонами измерений: от 0 до 125 мм; от 0 до 150 мм; от 150 до 500 мм; от 500 до 1600 мм (черт. 3) по ГОСТ 166.
5.2.2.5 Рулетки измерительные с грузом 2-го класса точности с пределами измерений 10, 20 и 30 м по ГОСТ 7502».
Подраздел 5.2 дополнить подпунктами - 5.2.1.19, 5.2.2.9:
«5.2.1.19 Анализатор течеискатель АНТ-3.
5.2.2.9 Анализатор течеискатель АНТ-3».
Пункт 5.2.4. Заменить слова: «Основные средства поверки резервуаров» на «Применяемые рабочие эталоны и средства поверки».
Пункт 5.2.5 дополнить словами: «по взрывозащищенности - ГОСТ 12.1.011».
Подпункт 5.3.1.4 изложить в новой редакции:
«5.3.1.4 Резервуар при первичной поверке должен быть порожним. При периодической и внеочередной поверках в резервуаре может находиться жидкость до произвольного уровня, а в резервуаре с плавающим покрытием - до минимально допустимого уровня, установленного в технологической карте резервуара.
Плавающая крыша должна быть освобождена от посторонних предметов (от воды и других предметов, не относящихся к плавающей крыше)».
Подпункт 5.3.1.5 до слов «В этом случае» изложить в новой редакции:
«При наличии жидкости в резервуаре для нефтепродукта при его поверке (периодической или внеочередной) допускается использовать результаты измерений вместимости «мертвой» полости, полученные ранее, и вносить их в таблицу Б.9 приложения Б, если изменение базовой высоты резервуара по сравнению с результатами ее измерений в предыдущей поверке составляет не более 0,1 %, а изменения степени наклона и угла направления наклона резервуара составляют не более 1 %»;
подпункт дополнить примечанием:
«Примечание - Вместимость «мертвой» полости резервуара для нефти и нефтепродуктов, образующих парафинистые отложения, при проведении периодической и внеочередной поверок допускается принимать равной ее вместимости, полученной при первичной поверке резервуара или полученной при периодической поверке резервуара после его зачистки».
Подпункт 5.3.2.1. Примечание после слов «до плюс 2 °С - при применении дизельного топлива» дополнить словами: «и воды;».
Пункт 5.3.3 исключить.
Пункт 6.1 после слов «(государственной) метрологической службы» дополнить знаком сноски:1); дополнить сноской:
«1) На территории Российской Федерации орган государственной метрологической службы проходит аккредитацию на право проведения поверки резервуаров».
Пункт 6.2 изложить в новой редакции:
«6.2 Поверки резервуара проводят:
- первичную - после завершения строительства резервуара или капитального ремонта и его гидравлических испытаний - перед вводом его в эксплуатацию;
- периодическую - по истечении срока межповерочного интервала;
- внеочередную - в случаях изменения базовой высоты резервуара более чем на 0,1 % по 9.1.10.3; при внесении в резервуар конструктивных изменений, влияющих на его вместимость, и после очередного полного технического диагностирования».
Пункт 7.1. Заменить слова: «в установленном порядке» на «и промышленной безопасности в установленном порядке2)».
Пункт 7.1, подпункт 7.1.1 дополнить сноской - 2):
«2) На территории Российской Федерации действует Постановление Росгортехнадзора № 21 от 30.04.2002».
Пункт 7.1 дополнить подпунктом - 7.1.1:
«7.1.1 Измерения величин при поверке резервуара проводит группа лиц, включающая поверителя организации, указанной в 6.1, и не менее двух специалистов, прошедших курсы повышения квалификации, и других лиц (при необходимости), аттестованных по промышленной безопасности в установленном порядке2)».
Пункт 7.3 дополнить подпунктом - 7.3.3:
«7.3.3 Лица, выполняющие измерения, должны быть в строительной каске по ГОСТ 12.4.087».
Пункт 7.6. Заменить слова: «или уровень» на «и уровень».
Пункт 7.8 дополнить словами: «и должен быть в строительной каске по ГОСТ 12.4.087».
Пункт 7.9 изложить в новой редакции:
«7.9 Средства поверки по 5.2.1.4, 5.2.1.17, 5.2.1.19 при поверке резервуара геометрическим методом, средства поверки по 5.2.2.1, 5.2.2.2, 5.2.2.8, 5.2.2.9, 5.2.5 при поверке объемным методом должны быть во взрывозащищенном исполнении для групп взрывоопасных смесей категории II В-ТЗ по ГОСТ 12.1.011 и предназначены для эксплуатации на открытом воздухе».
Пункт 7.10 после слова «резервуара» дополнить словами: «в рабочей зоне»;
заменить слова: «на высоте 2000 мм» на «(на высоте 2000 мм)».
Подпункт 8.2.8 исключить.
Подпункт 9.1.1.1 изложить в новой редакции:
«9.1.1.1 Длину окружности Lн измеряют на отметке высоты:
- равной 3/4 высоты первого пояса, если высота пояса находится в пределах от 1500 до 2250 мм;
- равной 8/15 высоты первого пояса, если высота пояса составляет 3000 мм.
При наличии деталей, мешающих измерениям, допускается уменьшать высоту на величину до 300 мм от отметки 3/4 или 8/15 высоты первого пояса».
Подпункт 9.1.1.7 после слов «динамометра усилием» изложить в новой редакции:
«(100 ± 10) Н - для рулеток длиной 10 м и более;
(10 ± 1) Н - для рулеток длиной 1 - 5 м.
Для рулеток с желобчатой лентой - без натяжения».
Подпункт 9.1.1.13. Формула (3). Знаменатель. Заменить знак: «-» на «+».
Подпункт 9.1.1.17. Последний абзац изложить в новой редакции:
«Значение поправок (суммарных при наличии двух и более) на обход в миллиметрах вносят в протокол, форма которого приведена в приложении Б».
Подпункт 9.1.2.2 изложить в новой редакции:
«9.1.2.2 Окружность первого пояса резервуара, измеренную по 9.1.1, разбивают на равные части (откладывают дугу постоянной длины и наносят вертикальные отметки на стенке первого пояса), начиная с образующей резервуара, находящейся в плоскости А (рисунок А.10а), проходящей через точку измерений уровня жидкости и базовой высоты резервуара на направляющей планке измерительного люка и продольную ось резервуара, с соблюдением следующих условий:
- число разбивок должно быть четным;
- число разбивок в зависимости от вместимости резервуара выбирают по таблице 3.
Таблица 3
Наименование показателя
Значение показателя для вместимости резервуара, м3, не менее
100
200
300
400
700
1000
2000
3000
5000
10000
20000
30000
50000
100000
Число разбивок
24
26
28
30
32
34
36
38
40
42
44
46
48
52
Все отметки разбивок пронумеровывают по часовой стрелке в соответствии с рисунком А.10».
Подпункт 9.1.2.5. Второй абзац. Заменить слова: «или ниже ребра» на «и ниже ребра».
Пункт 9.1.3 изложить в новой редакции:
«9.1.3 Определение степени наклона и угла направления наклона резервуара
9.1.3.1 Степень наклона h и угол направления наклона j резервуара определяют по результатам измерений угла и направления наклона контура днища резервуара снаружи (или изнутри) с применением нивелира с рейкой.
9.1.3.2 Степень наклона и угол направления наклона резервуара определяют в два этапа:
- на первом этапе устанавливают номера двух противоположных отметок разбивки (образующих резервуара), через которые проходит приближенное направление наклона резервуара;
- на втором этапе определяют степень наклона и угол уточненного направления наклона резервуара.
9.1.3.3 Приближенное направление наклона резервуара определяют в следующей последовательности:
а) проводят разбивку длины окружности первого пояса по 9.1.2.2;
б) освобождают утор окраек днища (далее - утор днища) резервуара от грунта;
в) устанавливают нивелир напротив первой отметки разбивки на расстоянии 5 - 10 м от резервуара и приводят его в горизонтальное положение;
г) устанавливают рейку вертикально в точке на уторе днища, находящейся напротив первой отметки разбивки, отсчитывают показание шкалы рейки l1 с погрешностью до 1 мм;
д) последовательно устанавливая рейку по часовой стрелке в точках на уторе днища, находящихся напротив отметок разбивки 2, 3,..., v, отсчитывают показания шкалы рейки l2, l3,..., lvс погрешностью до 1 мм;
е) для снятия показаний рейки в оставшихся точках отметок разбивки нивелир устанавливают на расстоянии 5 - 10 м от резервуара напротив отметки разбивки (v +1) и, устанавливая рейку вторично в точке отметки разбивки v, вторично снимают показание рейки l¢v. При этом показание рейки в точке, находящейся напротив отметки разбивки v (крайней) до перенесения нивелира на другое место lv, должно совпадать с показанием рейки в этой же точке разбивки v после перенесения нивелира на другое место, то есть l¢v с погрешностью до 1 мм. Выполнение этого условия обеспечивается регулированием высоты нивелира после перенесения его на другое место.
В случае невозможности выполнения вышеуказанного условия регулированием высоты нивелира на показание рейки в точках, находящихся напротив отметок разбивки (v + 1), (v + 2),..., s, вводят поправку, например на показание рейки в точке, находящейся напротив отметки разбивки (v + 1), l¢v+1 по формуле
lv+1 = l¢v+1 + Dl, (3a)
где l¢v+1 - показание рейки после перенесения нивелира на другое место, мм;
Dl - поправка, мм. Ее значение определяют по формуле
Dl = lv - l¢v, (3б)
где lv - показание рейки, находящейся напротив отметки v до перенесения нивелира на другое место, мм;
l¢v - показание рейки, находящейся напротив отметки v после перенесения нивелира на другое место, мм;
ж) выполняя аналогичные операции по перечислению е), отсчитывают показания рейки до отметки разбивки т (т - число отметок разбивки длины окружности первого пояса резервуара).
Показания шкалы рейки lk вносят в протокол, форма которого приведена в приложении Б (таблица Б.14).
Определяют значение разности показаний шкалы рейки в точках утора днища, находящихся напротив двух противоположных отметок разбивки Dlk, мм (см. таблицу Б.14):
- при числе отметок k от 1 до
 по формуле
по формулеDl¢k = lk - l(m/2+k); (3в)
- при числе отметок от
 до т по формуле
до т по формулеDl²k = lk - l(k-m/2), (3г)
где lk - показание шкалы рейки в точке, находящейся напротив k-й отметки, мм;
l(m/2+k), l(k-m/2) - показания шкалы рейки в точках, находящейся напротив отметок разбивки (т/2 + k) и (k - т/2), мм;
k - номер отметки разбивки. Его значения выбирают из ряда: 1, 2, 3, 4,..., т;
т - число отметок разбивки длины окружности первого пояса резервуара.
Строят график (рисунок А.10) функции Dlk, рассчитываемой по формулам (3в) и (3г). Если кривая, соединяющая точки графика Dlk относительно абсциссы, имеет вид синусоиды с периодом, равным отрезку 1 - т (кривая С на рисунке А.10), то резервуар стоит наклонно, если нет (кривая В) - резервуар стоит не наклонно.
По максимальному значению разности (Dlk)max, определенному по формуле (3в) или (3г), устанавливают приближенное направление наклона резервуара (рисунок А.10б).
Приближенное значение угла направления наклона резервуара jп определяют по формуле
 (3д)
(3д)где N - число разбивок, отсчитываемое от первой отметки разбивки до приближенного направления наклона резервуара, равное k - 1.
9.1.3.4 Степень наклона и уточненный угол направления наклона резервуара определяют в следующей последовательности:
а) проводят дополнительное разбивание длины дуги противоположных разбивок (рисунок А.10б), например находящихся справа от отметок разбивки 6 и 18 (разбивки N5 и N17) и слева от отметок разбивки 6 и 18 (разбивки N6 и N18) от приближенного направления наклона контура днища, определенного по 9.1.3.3;
б) длину дуги дополнительного разбивания DL, мм, соответствующую 1°, вычисляют по формуле

где Lн - длина наружной окружности первого пояса резервуара, мм;
в) дугу длиной, вычисленной по формуле (3е), откладывают справа и слева (наносят вертикальные отметки на стенке первого пояса), начиная с образующих (отметок разбивки), по которым проходит приближенное направление наклона резервуара. Отметки отложенных дополнительных дуг (разбивок) нумеруют арабскими цифрами справа и слева от приближенного направления наклона резервуара;
г) выполняя операции, указанные в перечислениях в) и г) 9.1.3.3, отсчитывают показания шкалы рейки в точках дополнительного разбивания дуг основных разбивок, находящихся слева lл и справа lп от приближенного направления наклона резервуара, с погрешностью до 1 мм.
Результаты показаний шкалы lл, lп вносят в протокол, форма которого приведена в приложении Б».
Подпункт 9.1.6.1 изложить в новой редакции:
«9.1.6.1. Высоту поясов hн измеряют с наружной стороны резервуара вдоль образующей резервуара, находящейся в плоскости А (рисунок А.10а) по 9.1.2.2, при помощи измерительной рулетки с грузом и упорного угольника».
Подпункт 9.1.7.1 после слов «от днища резервуара» изложить в новой редакции: «и от стенки первого пояса резервуара lд угла j1 между плоскостью А и плоскостью С (рисунок А.10а). Значение угла j1 определяют методом разбивания длины окружности первого пояса с погрешностью ± 1° в следующей последовательности:
- длину окружности первого пояса изнутри резервуара разбивают на восемь частей, начиная с плоскости А (рисунок А.10а), по часовой стрелке;
- на днище резервуара через его центр и точки разбивки проводят восемь радиусов;
- устанавливают номер сектора, в пределах которого находится плоскость С (рисунок А.10а);
- в пределах вышеустановленного сектора на стенке резервуара до плоскости С откладывают (размечают) n0-ное число дополнительных хорд длиной S0, соответствующей 1°, вычисляемой по формуле
- значение угла j1 определяют по формуле
j1 = 45N0 + п0,
где N - число больших разбиваний;
п0 - число отложений хорды S0 до плоскости С.
Результаты измерений величин N0, n0, j1 вносят в протокол, форма которого приведена в приложении Б».
Подпункт 9.1.6.5 дополнить абзацем:
«Толщину слоя внутреннего антикоррозионного покрытия dс.п измеряют при помощи ультразвукового толщиномера с погрешностью до 0,1 мм».
Подпункт 9.1.6.6 перед словом «вносят» дополнить обозначением: dс.п.
Пункт 9.1.8. Наименование дополнить словами: «и параметров местных неровностей (хлопунов)».
Подпункт 9.1.8.1 изложить в новой редакции:
«9.1.8.1 Если резервуар имеет несколько приемно-раздаточных патрубков, то высоту «мертвой» полости, соответствующую j-му приемно-раздаточному патрубку (hм.п)j, измеряют рулеткой по стенке резервуара от днища резервуара до нижней точки j-го приемно-раздаточного патрубка. Нумерацию высот «мертвой» полости проводят, начиная с плоскости А (рисунок А.10а).
Если резервуар имеет приемно-раздаточные устройства, например, устройства ПРУ-Д, то измеряют рулеткой (рисунок А.17а):
- высоту по стенке резервуара от контура днища до места установки j-го приемно-раздаточного устройства hyj;
- расстояние от нижнего образующего j-го приемно-раздаточного устройства до его нижнего или верхнего среза hcj;
- длину j-го приемно-раздаточного устройства (расстояние от центра среза устройства до стенки резервуара) lcj.
Результаты измерений величин (hм.п)j, hyj, hcj, lcj в миллиметрах вносят в протокол, форма которого приведена в приложении Б».
Подпункт 9.1.8.2. Второй абзац. Заменить слова: «с восемью радиусами» на «с 24 радиусами», «восьми радиусов» на «24 радиусов», «8 равных частей» на «24 равных части»;
заменить значение: 0 - 8 на 0 - 24;
третий абзац изложить в новой редакции:
«- при отсутствии центральной трубы нивелир устанавливают в центре днища резервуара и измеряют расстояние по вертикали от неровностей днища до визирной линии (до центра окуляра) нивелира (b0) при помощи измерительной рулетки с грузом или рейкой. При наличии центральной трубы нивелир устанавливают последовательно в двух противоположных точках, не лежащих на отмеченных радиусах и отстоящих от стенки резервуара не более 1000 мм».
Пункт 9.1.8 дополнить подпунктами - 9.1.8.4 - 9.1.8.7:
«9.1.8.4 Угол j2 между плоскостью А (рисунок А.10а) и плоскостью В, проходящую через продольные оси приемно-раздаточного патрубка и резервуара, определяют с погрешностью не более ± 1°, используя данные разбивки длины окружности первого пояса по 9.1.2.2 в следующей последовательности:
- устанавливают число полных разбивок N¢0, находящихся до плоскости В (рисунок А.10а);
- по длине дуги разбивки, в пределах которой проходит плоскость В, размечают до образующей приемно-раздаточного патрубка n¢0-ное число дополнительных дуг длиной DL, соответствующей 1°. Длину дуги DL, мм, вычисляют по формуле

- значение угла j2 определяют по формуле
где m - число разбивок длины окружности первого пояса резервуара;
rп.р - радиус приемно-раздаточного патрубка, мм.
9.1.8.5 Результаты измерений величины j2 вносят в протокол, форма которого приведена в приложении Б.
9.1.8.6 В случае определения вместимости «мертвой» полости объемным статическим методом в соответствии с 9.2.2 результаты измерений оформляют протоколом поверки для «мертвой» полости по форме, приведенной в приложении В (заполняют таблицы В.4, В.6, В.8).
9.1.8.7 Площадь хлопуна sx, м2, определяют по результатам измерений длины и ширины хлопуна.
Длину lх и ширину bх хлопуна измеряют измерительной рулеткой. Показания рулетки отсчитывают с точностью до 1 мм.
Высоту хлопуна hx измеряют штангенциркулем или измерительной линейкой. Показания штангенциркуля или линейки отсчитывают с точностью до 1 мм.
Результаты измерений величин lx, bх, hx вносят в протокол, форма которого приведена в приложении Б».
Подпункт 9.1.9.1 изложить в новой редакции:
«9.1.9.1 Измеряют расстояние по горизонтали между линейкой, установленной вертикально по первой внешней образующей резервуара (рисунок А.10), и внешней образующей измерительного люка l1 (рисунок А.16) при помощи измерительной рулетки с погрешностью ± 5 мм».
Подпункт 9.1.10.1. Второй абзац изложить в новой редакции:
«При наличии жидкости в резервуарах с плавающим покрытием уровень ее должен быть не ниже уровня, установленного технологической картой на резервуар»;
дополнить абзацем:
«Базовую высоту резервуара с плавающей крышей измеряют через измерительный люк, установленный на направляющей стойке плавающей крыши или на трубе для радарного уровнемера (рисунок А.2а)».
Подпункт 9.1.10.3 изложить в новой редакции:
«9.1.10.3 Базовую высоту измеряют ежегодно. Ежегодные измерения базовой высоты резервуара проводит комиссия, назначенная приказом руководителя предприятия - владельца резервуара, в состав которой должен быть включен специалист, прошедший курсы повышения квалификации по поверке и калибровке резервуаров.
При ежегодных измерениях базовой высоты резервуара без плавающего покрытия резервуар может быть наполнен до произвольного уровня, резервуар с плавающим покрытием - до минимально допустимого уровня.
Результат измерений базовой высоты резервуара не должен отличаться от ее значения, указанного в протоколе поверки резервуара, более чем на 0,1 %.
Если это условие не выполняется, то проводят повторное измерение базовой высоты при уровне наполнения резервуара, отличающимся от его уровня наполнения, указанного в протоколе поверки резервуара, не более чем на 500 мм.
Результаты измерений базовой высоты оформляют актом, форма которого приведена в приложении Л.
При изменении базовой высоты по сравнению с ее значением, установленным при поверке резервуара, более чем на 0,1 % устанавливают причину и устраняют ее. При отсутствии возможности устранения причины проводят внеочередную поверку резервуара.
Примечание - В Российской Федерации специалисты проходят курсы повышения квалификации в соответствии с 7.1».
Подпункт 9.1.11.1 перед словом «берут» дополнить словами: «а также верхнее положение плавающего покрытия h¢п».
Подпункт 9.1.11.2 изложить в новой редакции:
«9.1.11.2 Высоту нижнего положения плавающего покрытия hп измеряют рулеткой от точки касания днища грузом рулетки до нижнего края образующей плавающего покрытия. Показания рулетки отсчитывают с точностью до 1 мм. Измерения проводят не менее двух раз. Расхождение между результатами двух измерений должно быть не более 2 мм».
Подпункт 9.1.11.3 после слов «и результаты измерений» дополнить обозначением: h¢п.
Подраздел 9.1 дополнить пунктами - 9.1.12, 9.1.13:
«9.1.12 Определение длины внутренней окружности вышестоящего пояса резервуара с плавающей крышей
9.1.12.1 При отсутствии возможности применения приспособления, показанного на рисунке А.6, длину внутренней окружности вышестоящего пояса определяют:
второго пояса (при высоте поясов от 2250 до 3000 мм) или третьего (при высоте поясов 1500 мм) - методом отложения хорд по внутренней стенке пояса;
вышестоящих поясов, начиная с третьего (при высоте поясов от 2250 до 3000 мм) или, начиная с четвертого (при высоте поясов от 1500 мм), - по результатам измерений радиальных отклонений образующих резервуара, проведенных изнутри резервуара.
9.1.12.2 Хорды откладывают на уровнях, отсчитываемых от верхней плоскости плавающей крыши:
1600 мм - при высоте поясов от 2250 до 3000 мм;
1200 мм - при высоте поясов 1500 мм.
9.1.12.3 Перед откладыванием хорд на уровне 1600 мм или на уровне 1200 мм, указанных в 9.1.12.2, при помощи рулетки с грузом через каждые 1000 мм наносят горизонтальные отметки длиной 10 - 20 мм по стенке поясов.
9.1.12.4 Отметки, нанесенные по стенкам поясов на уровнях, указанных в 9.1.12.2, соединяют между собой, применяя гибкую стальную ленту (рулетку). При этом линии горизонтальных окружностей проводят толщиной не более 5 мм.
9.1.12.5 Вычисляют длину хорды S1 по формуле
S1 = D1sin(a1/2), (3ж)
где D1 - внутренний диаметр первого пояса резервуара, вычисляемый по формуле
D1 = Lвн/p, (3и)
где Lвн - внутренняя длина окружности первого пояса, вычисляемая по формуле (Г.2);
a1 - центральный угол, соответствующий длине хорды S1 вычисляемый по формуле
a1 = 360/m1, (3к)
где т1 - число отложений хорд по линиям горизонтальных окружностей. Число т1 в зависимости от номинальной вместимости резервуара принимают по таблице 4.
Таблица 4
Номинальная вместимость резервуара, м3
Число отложений хорд т1
Номинальная вместимость резервуара, м3
Число отложений хорд т1
100
24
3000 (4000)
38
200
26
5000
40
300
28
10000
58
400
32
20000
76
700
34
30000
80
1000
34
50000
120
2000
36
100000
160
9.1.12.6 Хорду S1, длина которой вычислена по формуле (3ж), откладывают по линии горизонтальной окружности, проведенной на высоте 1600 мм и на высоте 1200 мм, указанных в 9.1.12.2, при помощи штангенциркуля (ГОСТ 166, черт. 3) с диапазоном измерений от 500 до 1600 мм.
9.1.12.7 После отложений хорд по 9.1.12.6 измеряют длину остаточной хорды Soп при помощи штангенциркуля с диапазоном измерений 0 - 150 мм с погрешностью не более 0,1 мм. Обозначение «п» соответствует термину: «покрытие».
9.1.12.8 Значения величин S1 и S0п вносят в протокол, форма которого приведена в приложении Б.
9.1.12.9 Длины внутренних окружностей поясов, находящихся выше поясов, указанных в 9.1.12.1, определяют по результатам измерений радиальных отклонений образующих резервуара от вертикали изнутри резервуара с применением измерительной каретки (далее - каретки) в следующей последовательности:
а) длину окружности первого пояса, измеренную по 9.1.1, разбивают на равные части по 9.1.2.2 (наносят вертикальные отметки на уровне 1600 мм или на уровне 1200 мм в соответствии с 9.1.12.3), начиная с плоскости А (рисунок А.10а);
б) штангу 12 с блоком 11 (рисунок А.2а), при помощи которого каретка перемещается по внутренней поверхности резервуара, устанавливают у края площадки обслуживания 13;
в) линейку 6 устанавливают на высоте 400 мм по перечислению а) 9.1.12.9 от верхней плоскости плавающей крыши при помощи магнитного держателя 7 перпендикулярно к стенке резервуара, поочередно для каждой отметки разбивки;
г) для перехода от одной отметки разбивки к другой каретку опускают, а штангу со всей оснасткой передвигают по кольцевой площадке обслуживания резервуара. Расстояние от стенки резервуара до нити отвеса а отсчитывают по линейке 6;
д) измерения вдоль каждой образующей резервуара начинают с отметки разбивки под номером один первого пояса. На каждом следующем поясе измерения проводят в трех сечениях: среднем, находящемся в середине пояса, нижнем и верхнем, расположенных на расстоянии 50 - 100 мм от горизонтального сварочного шва. На верхнем поясе - в двух сечениях: нижнем и среднем. Отсчеты по линейке снимают с погрешностью в пределах ± 1 мм в момент, когда каретка установлена в намеченной точке при неподвижном отвесе;
е) в начальный момент каретку для всех образующих резервуара останавливают на линии горизонтальной окружности на уровне 1600 мм или на уровне 1200 мм.
Результаты измерений расстояния а в миллиметрах вносят в протокол, форма которого приведена в приложении Б.
9.1.13 Высота газового пространства в плавающей крыше
9.1.13.1 Высоту газового пространства hгп (3.25) измеряют при помощи измерительной рулетки с грузом или линейкой не менее двух раз. Расхождение между результатами двух измерений не должно превышать 1 мм.
9.1.13.2 Результаты измерений hгп вносят в протокол, форма которого приведена в приложении Б».
Пункт 9.2.1 дополнить перечислением - е):
«е) угла j2 в соответствии с 9.1.8.4».
Подпункт 9.2.1.2. Заменить номер подпункта: 9.2.1.2 на 9.2.1.1;
перед словом «вносят» дополнить обозначением: j2.
Пункт 9.2.2. Наименование дополнить словами: «или в пределах высоты неровностей днища».
Подпункт 9.2.2.1 после слов «В пределах «мертвой» полости» дополнить словами: «(рисунок А.17) и в пределах неровностей днища (рисунок А.18), если неровности днища выходят за пределы «мертвой» полости;
заменить слова: «не более чем на 30 мм» на «в пределах от 10 до 100 мм».
Подпункт 9.2.2.2. Перечисление д). Заменить слова: «значения 30 мм» на «значения в пределах от 10 до 100 мм».
Пункт 9.2.3 после слов «выше «мертвой» полости» дополнить словами: «или выше высоты неровностей днища».
Подпункт 9.2.3.1 после слов «высоте «мертвой» полости» дополнить словами: «(высоте неровностей днища)».
Подпункт 9.2.3.2 после слов «в пределах «мертвой» полости» дополнить словами: «(до высоты неровностей днища)».
Подпункт 9.2.3.3. Исключить слова: «в соответствии с 9.2.2.2, 9.2.2.3».
Пункт 9.2.3 дополнить подпунктом - 9.2.3.6:
«9.2.3.6 При достижении уровня поверочной жидкости, соответствующего полной вместимости резервуара, измеряют базовую высоту резервуара Нб в соответствии с 9.1.10. Значение базовой высоты не должно отличаться от значения, измеренного по 9.2.1, более чем на 0,1 %».
Подпункт 9.2.5.1. Последний абзац. Заменить значение: ± 0,1 °С на ± 0,2 °С.
Пункт 9.2.6, подпункты 9.2.6.1, 9.2.6.2 исключить.
Подпункт 10.3.1.1. Заменить слова: «максимального уровня Hmax» на «предельного уровня Нпр»;
формулу (4) изложить в новой редакции:
 (4)»;
(4)»;экспликацию после абзаца «fл - высота точки касания днища грузом рулетки;» дополнить абзацем:
«Lвн - длина внутренней окружности 1-го пояса, вычисляемая по формуле (Г.2)».
Подпункт 10.3.1.2. Формулы (5) - (8) изложить в новой редакции:
 (5)
(5) (6)
(6) на участке от Нм.п до Нп, (7)
на участке от Нм.п до Нп, (7)где DV²в.д - объем внутренних деталей, включая объемы опор плавающего покрытия, на участке от Нм.п до Нп;
 - на участке от Нм.п до Нп. (8)»;
- на участке от Нм.п до Нп. (8)»;последний абзац, формулы (9), (10) и экспликации исключить.
Подпункт 10.3.1.5 и формулы (11) - (15) исключить.
Подпункт 10.3.2.1 изложить в новой редакции:
«10.3.2.1 Градуировочную таблицу составляют, суммируя последовательно, начиная с исходного уровня (уровня, соответствующего высоте «мертвой» полости Нм.п), вместимости резервуара, приходящиеся на 1 см высоты наполнения, в соответствии с формулой
 (16)
(16)где Vм.п - вместимость «мертвой» полости, вычисляемая по формуле (Е.12) при изменении k от 0 до v, или по формуле, приведенной в Е.13;
Vk, Vk-1 - дозовые вместимости резервуара при наливе в него k и (k - 1) доз, соответствующие уровням Нk, H(k-1), вычисляемые по формуле (Е.12) при изменении k от v + 1 до значения k, соответствующего полной вместимости резервуара, или по формулам (Е.13), (Е.14) приложения Е и т.д.
Вместимость «мертвой» полости резервуара вычисляют по формуле
где V0 - объем жидкости до точки касания днища грузом рулетки».
Пункт 11.1. Второй абзац исключить.
Пункт 11.2. Перечисление д) дополнить словами: «(только в случае проведения расчетов вручную)».
Пункт 11.3. Первый абзац после слов «в приложении В» изложить в новой редакции: «Форма акта измерений базовой высоты резервуара, составленного при ежегодных ее измерениях, приведена в приложении Л»;
последний абзац изложить в новой редакции:
«Протокол поверки подписывают поверитель и лица, принявшие участие в проведении измерений параметров резервуара»;
дополнить абзацем:
«Титульный лист и последнюю страницу градуировочной таблицы подписывает поверитель. Подписи поверителя заверяют оттисками поверительного клейма, печати (штампа). Документы, указанные в 11.2, пронумеровывают сквозной нумерацией, прошнуровывают, концы шнурка приклеивают к последнему листу и на месте наклейки наносят оттиск поверительного клейма, печати (штампа)».
Пункт 11.4 изложить в новой редакции:
«11.4 Градуировочные таблицы на резервуары утверждает руководитель организации национальной (государственной) метрологической службы или руководитель метрологической службы юридического лица, аккредитованный на право проведения поверки».
Раздел 11 дополнить пунктом - 11.6 и сноской:
«11.6 Если при поверке резервуара получены отрицательные результаты даже по одному из приведенных ниже параметров:
- значение вместимости «мертвой» полости имеет знак минус;
- размеры хлопунов не соответствуют требованиям правил безопасности1);
- значение степени наклона резервуара более 0,02, если это значение подтверждено результатами измерений отклонения окраек контура днища резервуара от горизонтали, выполненных по методике диагностирования резервуара, то резервуар считается непригодным к эксплуатации и выдают «Извещение о непригодности»;
«1) На территории Российской Федерации действует Постановление Росгортехнадзора № 76 от 09.06.2003 об утверждении Правил устройства вертикальных цилиндрических стальных резервуаров для нефти и нефтепродуктов».
Приложение А дополнить рисунками - А.2а, А.10а (после рисунка А.10), А.10б, А.10в, А.11а, А.17а;
рисунки А.10, А.14, А.15, А.16 изложить в новой редакции:
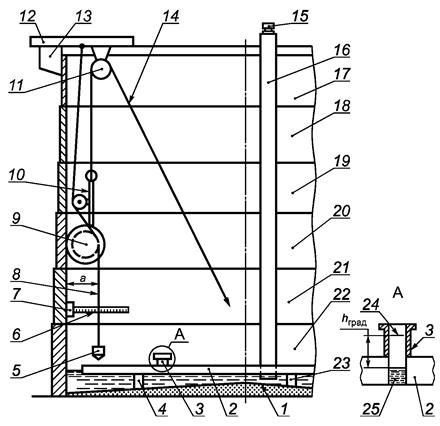
1 - неровности днища; 2 - плавающая крыша; 3, 15 - измерительный люк; 4, 23 - опоры плавающей крыши; 5 - груз отвеса; 6 - линейка;
Рисунок А.2а - Схема измерений радиальных отклонений образующих резервуара с плавающей крышей
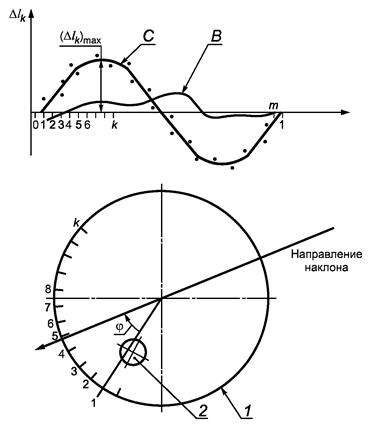
1 - контур днища резервуара; 2 - измерительный люк; Dlk - функция, вычисляемая по формулам (3в) и (3г);
Рисунок А.10 - График функции Dlk и схема направления наклона резервуара
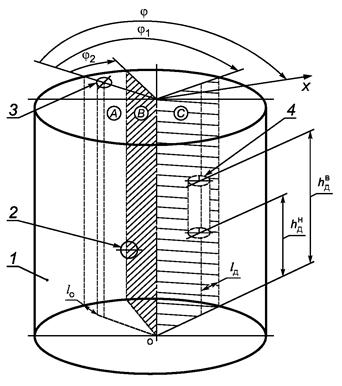
1 - стенка резервуара; 2 - приемно-раздаточный патрубок; 3 - измерительный люк; 4 - внутренняя деталь;
Рисунок А.10а - Схема измерений координат внутренней детали
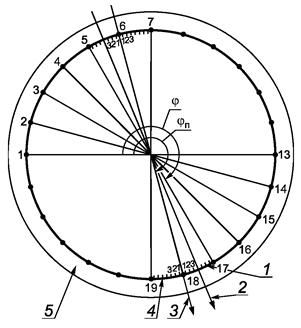
1 - дополнительные отметки справа; 2 - уточненное направление наклона контура днища;
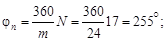 j = jп - п2 = 255 - 3 = 252°
j = jп - п2 = 255 - 3 = 252°Рисунок А.10б - Схема определения угла направления наклона днища
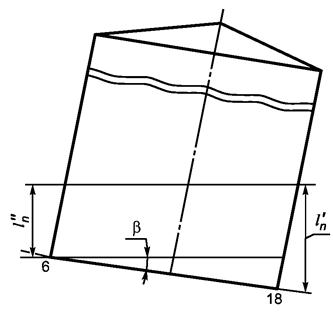
l¢n, l²n - максимальное и минимальное показания рейки по уточненному направлению наклона контура днища;
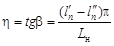
Рисунок А.10в - Схема наклоненного резервуара
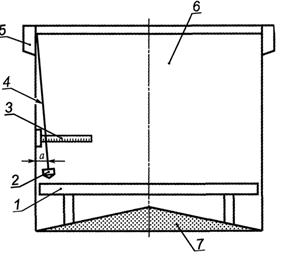
1 - плавающая крыша с опорами; 2 - груз отвеса; 3 - линейка; 4 - нить отвеса; 5 - верхняя площадка обслуживания;
Рисунок А.11а - Схема измерений степени и угла направления наклона резервуара с плавающей крышей
1 - 24 - радиусы; 25 - приемно-раздаточный патрубок; 26 - рейка; 27 - горизонт нивелира; 28 - нивелир;
Рисунок А.14 - Нивелирование днища резервуара при отсутствии центральной трубы
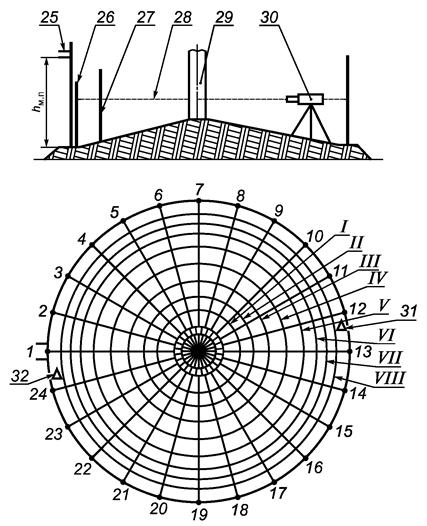
1 - 24 - радиусы; 25 - приемно-раздаточный патрубок; 26 - рейка; 27 - рейка в точке касания днища грузом рулетки;
Рисунок А.15 - Нивелирование днища резервуара при наличии центральной трубы
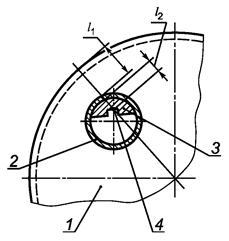
1 - кровля резервуара; 2 - измерительный люк; 3 - направляющая планка; 4 - точка измерений уровня жидкости или
Рисунок А.16 - Схема размещения измерительного люка
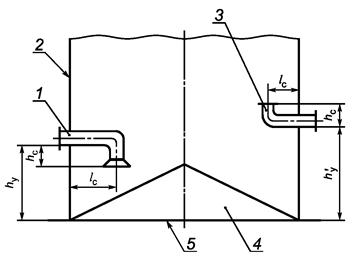
1, 3 - приемно-раздаточные устройства; 2 - стенка резервуара; 4 - неровности днища; 5 - контур днища;
Рисунок А.17а - Схема размещения приемно-раздаточных устройств
Приложение Б. Таблицу Б.1 изложить в новой редакции:
Таблица Б.1 - Общие данные
Код документа
Регистрационный номер
Дата
Основание для проведения поверки
Место проведения поверки
Средства измерений
Резервуар
Число
Месяц
Год
Тип
Номер
Назначение
Наличие угла наклона
Погрешность определения вместимости резервуара, %
1
2
3
4
5
6
7
8
9
10
11
12
13
Примечание - В графе 12 указывают знак «+» при наличии угла наклона, знак «-» - при его отсутствии.
таблицу Б.4 изложить в новой редакции:
Таблица Б.4 - Радиальные отклонения образующих резервуара от вертикали
Номер пояса
Точка измерения
Показание линейки а, мм
1
2
3
4
5
6
7
8
9
10
11
12
...
...
т
I
3/4h1
II
Н
С
В
III
Н
С
в
IV
н
с
в
V
н
с
в
VI
н
с
в
...
...
n
н
с
Примечание - При наличии ребра жесткости, например, в v-м поясе (9.1.2.5):
а) если ребро жесткости находится в середине пояса, то в строке «С» вносят показание линейки, определенное по формуле
где
 ,
,  - показания линейки в точках выше и ниже ребра жесткости;
- показания линейки в точках выше и ниже ребра жесткости;б) если ребро жесткости находится ближе к верхнему или нижнему сварному шву, то среднее расстояние от стенки резервуара до нити отвеса вычисляют по формуле
где
 - показание линейки в точке выше нижнего (ниже верхнего) сварного шва.
- показание линейки в точке выше нижнего (ниже верхнего) сварного шва.дополнить таблицей - Б.4.1:
Таблица Б.4.1 - Длины хорд
В миллиметрах
Уровень отложений хорды
Хорда
основная S1п
остаточная S0п
1-е измерение
2-е измерение
1600
1200
Таблица Б.5. Наименование изложить в новой редакции:
«Таблица Б.5 - Параметры поверочной и хранимой жидкостей (нефти и нефтепродуктов)»;
дополнить таблицей - Б.5.1:
Таблица Б.5.1 - Радиальные отклонения образующих первого (второго или третьего для резервуаров с плавающей крышей) и последнего n-го поясов от вертикали
В миллиметрах
Номер пояса
Радиальные отклонения образующих поясов от вертикали
1
2
3
4
5
6
7
...
...
т
I (II или III)
n
таблицу Б.6 дополнить графой - 7:
Толщина слоя антикоррозионного покрытия dс.п, мм
7
таблицы Б.7, Б.8, Б.9 изложить в новой редакции:
Таблица Б.7 - Внутренние детали цилиндрической формы
Диаметр, мм
Высота от днища, мм
Расстояние от стенки первого пояса lд, мм
Число разбиваний
Угол j1,...°
Нижняя граница hвд
Верхняя граница hвд
N0
n0
Таблица Б.8 - Внутренние детали прочей формы
Объем, м3
Высота от днища, мм
Расстояние от стенки первого пояса lд, мм
Число разбиваний
Угол j1,...°
Нижняя граница hвд
Верхняя граница hвд
N0
n0
Таблица Б.9 - Параметры «мертвой» полости с приемно-раздаточным патрубком (ПРП)
Высота hм.п, мм, ПРП под номером
Угол j2,...°, ПРП под номером
Вместимость Vм.п, м3
1
2
3
4
1
2
3
4
1
2
3
4
5
6
7
8
9
Примечание - Графу 9 заполняют только при определении вместимости «мертвой» полости объемным методом и принятие вместимости «мертвой» полости по 5.3.1.5.
дополнить таблицами - Б.9.1, Б.9.2:
Таблица Б.9.1 - Параметры «мертвой» полости с приемно-раздаточным устройством (ПРУ)
Высота установки hу, мм, ПРУ под номером
Расстояние hc, мм, ПРУ под номером
Длина lс, мм, ПРУ под номером
Угол j2,...°, ПРУ под номером
Вместимость
1
2
1
2
1
2
1
2
1
2
3
4
5
6
7
8
9
Примечание - Число граф в зависимости от числа приемно-раздаточных устройств может быть увеличено.
Таблица Б.9.2 - Параметры местных неровностей (хлопунов)
Хлопун
Длина lх
Ширина bх
Высота hх
Таблица Б.10. Графа 1. Заменить значение: 8 на 24;
дополнить примечанием - 3:
«3 При отсутствии центральной трубы вносят (графа 3) значение b0»;
таблицы Б.13, Б.14 изложить в новой редакции:
Таблица Б.13 - Базовая высота резервуара
В миллиметрах
Точка измерения базовой высоты Нб
Номер измерения
1
2
Риска измерительного люка
Верхний срез измерительного люка
Таблица Б.14 - Степень наклона и угол приближенного направления наклона резервуара
Номер точки разбивки k от 1 до т/2
Отсчет по рейке lk, мм
Номер точки разбивки k от (m/2 + l) до т
Отсчет по рейке lk, мм
1
2
3
4
1
l1
m/2 + 1
l(m/2 + 1)
2
l2
m/2 + 2
l(m/2 + 2)
3
l3
m/2 + 3
l(m/2 + 3)
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
m/2
l(m/2)
т
lm
Примечания
1 k (графы 1, 3)- номер разбивки длины окружности первого пояса резервуара, выбирают из ряда: 1, 2, 3,..., т.
2 lk (графы 2, 4) - отсчеты по рейке в точках разбивки k.
дополнить таблицей - Б.14.1:
Таблица Б.14.1 - Степень наклона и угол уточненного направления наклона резервуара
Значение угла n2 при Nп =...
Показание рейки по правой разбивке lп, мм
Значение угла n2 при Nл =...
Показание рейки по правой разбивке lл, мм
l¢п
l²п
l¢л
l²л
1
2
3
4
5
6
-1°
+1°
-2°
+2°
-3°
+3°
-4°
+4°
-5°
+5°
-6°
+6°
-7°
+7°
-8°
+8°
-9°
+9°
-10°
+10°
-11°
+11°
-12°
+12°
-13°
+13°
-14°
+14°
Примечания
1 В графах 1, 4 вносят числа разбивок Nп, Nл (например Nп = 17).
2 l¢п, l²п (графы 2, 3) - показания рейки по правым противоположным разбивкам.
3 l¢л, l²л (графы 5, 6) - показания рейки по левым противоположным разбивкам.
таблицу Б.15 изложить в новой редакции:
Таблица Б.15 - Плавающее покрытие
Масса тп, кг
Диаметр Dп, мм
Расстояние от днища резервуара при крайнем положении, мм
Диаметр отверстия, мм
Параметры опоры
Уровень жидкости в момент всплытия Hвсп, мм
Объем жидкости в момент всплытия Vвсп, м3
нижнем hп
верхнем hп
D1
D2
D3
Диаметр, мм
Число, шт.
Высота, мм
1
2
3
4
5
6
7
8
9
10
11
12
Примечания
1 Если опоры плавающего покрытия приварены к днищу резервуара, то их относят к числу внутренних деталей.
2 Графы 11 и 12 заполняют только при применении объемного метода.
дополнить таблицей - Б.16:
Таблица Б.16 - Высота газового пространства в плавающей крыше
В миллиметрах
Точка измерения высоты газового пространства hгп
Номер измерения
1
2
Риска измерительного люка
Верхний срез измерительного люка
Приложение В. Таблицы В.3, В.5 изложить в новой редакции:
Таблица В.3 - Величины, измеряемые в «мертвой» полости
Высота hм.п, мм, ПРП под номером
Угол j2,...°, ПРП под номером
Отчет по рейке в точке, мм
1
2
3
4
1
2
3
4
касания днища грузом рулетки bл
пересечения 1-го радиуса и 8-й окружности b8.1
Таблица В.5 - Степень наклона и угол приближенного направления наклона резервуара
Номер точки разбивки k от 1 до m/2
Отсчет по рейке lk, мм
Номер точки разбивки k от (m/2 + 1) до т
Отсчет по рейке lk, мм
1
2
3
4
1
l1
m/2 + 1
l(m/2 + l)
2
l2
m/2 + 2
l(m/2 + 2)
3
l3
m/2 + 3
l(m/2 + 3)
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
m/2
l(m/2)
т
lm
Примечания
1 k (графы 1,3)- номер разбивки длины окружности первого пояса резервуара, выбирают из ряда: 1, 2, 3,..., т.
2 lk (графы 2, 4) - отсчеты по рейке в точках разбивки k.
дополнить таблицей - В.5.1
Таблица В.5.1 - Степень наклона и угол уточненного направления наклона резервуара
Значение угла n2 при Nп =...
Показание рейки по правой разбивке lп, мм
Значение угла n2 при Nл =...
Показание рейки по правой разбивке lл, мм
l¢п
l²п
l¢л
l²п
1
2
3
4
5
6
-1°
+1°
-2°
+2°
-3°
+3°
-4°
+4°
-5°
+5°
-6°
+6°
-7°
+7°
-8°
+8°
-9°
+9°
-10°
+10°
-11°
+11°
-12°
+12°
-13°
+13°
-14°
+14°
-15°
+15°
-16°
+16°
Примечания
1 В головках граф 1,4 вносят числа разбивок Nп, Nл (например Nп = 17).
2 l¢п, l"п (графы 2, 3) - показания рейки по правым противоположным разбивкам.
3 l¢л, l"л (графы 5, 6) - показания рейки по левым противоположным разбивкам.
таблицу В.6 изложить в новой редакции:
Таблица В.6 - Текущие значения параметров поверочной жидкости
Номер измерения
Объем дозы (DVc)j, дм3, или показание счетчика жидкости qj, дм3 (Nj, имп.)
Уровень Hj, мм
Температура жидкости, °С
Избыточное давление в счетчике жидкости pj, МПа
Расход Q, дм3/мин, (дм3/имп.)
в резервуаре (Tp)j
в счетчике жидкости (Tт)j
1
2
3
4
5
6
7
1
2
3*
4
5*
...
...
...
* Номера измерений, выделяемые только для счетчиков жидкости с проскоком и только при применении статического метода измерений объема дозы жидкости.
дополнить таблицей - В.9.1:
Таблица В.9.1 - Параметры счетчика жидкости со сдвигом дозирования и проскоком
Наименование параметра
Значение параметра при расходе Q, дм3/мин
100
150
200
250
Сдвиг дозирования С, дм3
Проскок Пр, дм3
Приложение Г. Пункт Г.1.2. Формулу (Г.2) изложить в новой редакции:
«Lвн = Lн - 2p(d1 + dс.к + dс.п), (Г.2)»;
экспликацию дополнить абзацем:
«dс.п - толщина слоя антикоррозийного покрытия».
Пункт Г.1.3 дополнить подпунктами - Г.1.3.1 - Г.1.3.4:
«Г.1.3.1 За значение длины внутренней окружности второго пояса
резервуара с плавающей крышей (L*вн.ц)2п при высоте поясов, равной 1500 мм, принимают значение длины внутренней окружности первого пояса (L*вн.ц)1п, определяемое по формуле
(Lвн.ц)1f = Lн - 2p(d1 + dс.к + dс.п). (Г.2а)
Г.1.3.2 Длину внутренней окружности второго пояса резервуара с плавающей крышей при высоте поясов от 2250 до 3000 мм (L**вн.ц)2п или длину внутренней окружности третьего пояса при высоте поясов 1500 мм (L*вн.ц)3п определяют методом последовательных приближений, используя результаты отложений хорды S1 на уровне 1600 мм или на уровне 1200 мм по 9.1.12.2 настоящего стандарта в следующей последовательности:
а) в качестве первого приближения внутреннего диаметра пояса принимают значение внутреннего диаметра первого пояса, определенного по формуле (3и);
б) вычисляют центральный угол aх1, соответствующий остаточной хорде S0п (например для второго пояса), по формуле

где S0п - длина остаточной хорды, измеренной по 9.1.12.7;
D21 - внутренний диаметр второго пояса в первом приближении, значение которого принимают равным значению внутреннего диаметра первого пояса, определенного по формуле (3и);
в) вычисляют разность углов bх1 по формуле
bх1 = a1т1 + aх1 - 360°,
где a1 - центральный угол, вычисленный по формуле (3к) при числе отложений хорды т1 и принимаемый за значение первого приближения центрального угла;
г) вычисляют центральный угол a2 во втором приближении по формуле
 (Г.2б)
(Г.2б)Если bх1 < 0, то в формуле (Г.2б) принимают знак «+», если bх1 > 0 - знак «-»;
д) вычисляют внутренний диаметр второго пояса D22 во втором приближении по формуле

где S1 - хорда, длину которой вычисляют по формуле (3ж);
е) проверяют выполнение условия
Если это условие не выполняется, то определяют значение внутреннего диаметра второго пояса D32 в третьем приближении, вычисляя последовательно параметры по формулам:

bх2 = a2т1 + aх2 - 360°,

Проверяют выполнение условия
Если это условие не выполняется, то делают следующие приближения до выполнения условия
Выполняя аналогичные операции, указанные в перечислениях а) - е), определяют внутренний диаметр третьего пояса резервуара.
Г.1.3.3 Длины внутренних окружностей второго (L*вн.ц)2п и третьего (L**вн.ц)3п поясов резервуара с плавающей крышей вычисляют по формулам:


где D2, D3 - внутренние диаметры второго и третьего поясов, определенные методом последовательного приближения по Г.1.3.2.
Г.1.3.4 Длины внутренних окружностей вышестоящих поясов резервуара с плавающей крышей
 вычисляют по формуле
вычисляют по формуле (Г.10а)
(Г.10а)где
 - длина внутренней окружности первого пояса, вычисляемая по формуле (Г.2а);
- длина внутренней окружности первого пояса, вычисляемая по формуле (Г.2а);DRcpi - средние радиальные отклонения образующих резервуара, вычисляемые по формуле (Г.9);
i - номер пояса, выбираемый для резервуаров:
- при высоте поясов от 2250 до 3000 мм из ряда: 2, 3,..., n;
- при высоте поясов 1500 мм из ряда: 3, 4,..., n;
n - число поясов резервуара».
Подпункт Г.2.1.2, пункт Г.2.2. Формулу (Г.9) изложить в новой редакции:
«DRcpi = аср.i - аср1 (Г.9)»;
формула (Г.10). Заменить обозначение: DRc.pi на DRcpi.
Пункт Г.2.5. Формулу (Г.12) изложить в новой редакции:
«hi = hнi - Sihнхi + Si+1hнx(i+1), (Г.12)»;
экспликацию дополнить абзацами:
«Si, Si+1 - величины, имеющие абсолютное значение, равное 1, и в зависимости от схемы нахлеста поясов в соответствии с таблицей Б.6 (графа 6) принимают знак «+» или «-»;
hнx(i+1) - нахлеста (i + 1)-го вышестоящего пояса».
Пункт Г.3. Наименование изложить в новой редакции:
Источник: 1:
Англо-русский словарь нормативно-технической терминологии > III
-
33 batch management solution
система рецептурного управления технологическим процессом
-
[Интент]Вообще, batch-процесс – это вид технологического процесса, который иногда противопоставляют непрерывному процессу. Иногда batch-процессы называют рецептурными процессами (или просто рецептами); эту терминологию мы и будем в дальнейшем использовать. Слово “batch” еще можно перевести как “партия продукции”, и это тоже относится к затрагиваемой теме, так как в результате рецептурного процесса производится партия продукции. Ладно, хватит путаницы – теперь по делу.
Раньше мы рассматривали технологические процессы, которые идут непрерывно в течение 24 часов в день, 7 дней в неделю, 365 дней в году. Хотя, на самом деле, раз в году делают плановый останов на несколько дней для выполнения ремонтных и других работ, но это происходит строго в соответствии с планом, и этому предшествуют значительные подготовительные работы. В другое же время остановка производства – это “чрезвычайное” происшествие. При этом отдельно взятая технологическая установка принимает участие в производстве одного вида продукции, а сам процесс идет по фиксированной технологической цепочке с неизменными настройками (уставками). Короче, все скучно, однообразно и весьма предсказуемо.
А теперь представим гипотетический пищевой цех по производству сока. При этом цех может производить несколько видов сока: яблочный, вишневый и апельсиновый, т.е. 3 вида продукции. Пусть сок производится из концентрированного сока в специальной емкости с мешалкой, где он тщательно смешивается с водой, а потом пастеризуется и идет на розлив (пакетирование).
Имеет ли смысл ставить для производства этих трех видов сока три производственные линии (по одной линии на каждый вид сока)? Было бы круто, но чрезвычайно дорого. Выход – использовать одну и ту же линию для выпуска разных видов продукции. При этом понятно, что и технологические параметры для производства различных соков будут заметно друг от друга отличаться. Например, вишневый концентрат нужно смешивать с водой гораздо дольше, чем яблочный, но пастеризовать его надо при меньшей температуре (я на самом деле этого не знаю - чисто предположение:)
Набор технологических параметров для производства определенного вида продукции называется рецептом (recipe). В нашем примере для сока это может быть: соотношение вода/концентрат, длительность и температура смешивания; температура пастеризации + другие параметры. В общем случае, рецепт также может содержать последовательность технологических операций, которые для различных видов продукции могут быть, строго говоря, разными. Хотя на практике, как правило, рецепт не подразумевает различающиеся технологические операции, а содержит всего лишь массив технологических уставок для того или иного продукта.Рис. 1. Иллюстрация рецептурного управления на примере производства различных видов сока
Это все напоминает процесс приготовления еды на кухне, где мы оттачиваем рецепты разных блюд, но при этом используем одни и те же орудия (кастрюли, ножи, разделочные доски, плиту и т.д.)
Теперь попробуем дать характеристику batch-процессу:
1. На выходе несколько видов продукции.
2. При производстве разных видов продукции задействуется одно и то же технологическое оборудование.
3. Имеется множество рецептов.
4. Производство по “партиям”, которое может быть относительно легко и без последствий остановлено после завершения партии, а потом возобновлено.
Автоматизированное управление batch-процессом называется рецептурным управлением (batch control, или recipe control). Этот вид управления несколько специфичен, и требует от системы управления некоторой смекалки. Конечно, можно использовать для задач рецептурного управления обычные программные блоки, подходящие для управления непрерывным процессом, НО на практике это приводит к огромным трудностям (=головной боли) при попытке все это реализовать, используя стандартные подходы программирования. Поэтому многие производители АСУ ТП разработали специализированные batch-модули, которые адаптированы именно под рецептурные процессы. Эти модули могут выполняться на уровне ПЛК или на выделенном сервере batch. Иногда эти сервера, к тому же, резервируются. Также batch-модули дополняются специализированной средой разработки batch-программ, что сильно облегчает жизнь инженера.
На рисунке ниже в качестве примера приведена конфигурация верхнего уровня АСУ ТП SIMATIC PCS 7, оснащенной выделенным сервером batch.Рис. 2. Структурная схема АСУ ТП с выделенным сервером batch
Перечислим основные обязанности системы batch-управления:
1. Ну, собственно, самая главная задача – хранение/загрузка рецептов и их выполнение в режиме реального времени ( batch process management).
2. Отслеживание, не занята ли технологическая установка выполнением другого рецепта. Если занята, то выделяется другая аналогичная установка для выполнения данного рецепта ( process unit allocation).
3. Формирование отчетов об изготовление партии продукции в задаваемой пользователем форме. Причем, требуются отчеты с возможностью отслеживания истории (ретроспективы) “прогона” партии по технологической цепочке ( reporting and batch tracking).
4. Расчет различных показателей эффективности производства, как, например: удельного времени простоя (в %), производительности (в л/c) технологической установки или полного времени изготовления партии продукции (в мин).
5. Планирование изготовления партий, что фактически подразумевает составление производственного расписания. Ну, это на самом деле ни одна система в полном объеме пока не реализует ( batch planning).
И еще несколько слов.
Как правило, пакет batch состоит из двух частей – операторской (клиентской) и исполняемой. Клиентская часть устанавливается на АРМы и всего лишь обеспечивает удобный операторский интерфейс. Клиентская часть, как правило, органично вписывается в общую операторскую среду, и работа с ней идет непосредственно из мнемосхем.
Исполняемая часть – это костяк системы. Именно она ответственна за автоматизированное выполнение задач рецептурного управления, описанных выше. Исполняемая часть прогружается в специальные серверы batch или в обычные ПЛК в зависимости от архитектуры АСУ ТП.
И еще. Существует международный стандарт ISA-88, специфицирующий batch-процессы, определяющий модель и философию рецептурного управления, а также стандартизирующий соответствующую терминологию. Документ тяжеловесный, и посему прочитан полностью мной не был. Тем не менее, в следующей части я попытаюсь более детально описать рецептурные системы с привязкой именно к стандарту ISA-88.[ http://kazanets.narod.ru/Batch_P1.htm]
Тематики
EN
Англо-русский словарь нормативно-технической терминологии > batch management solution
-
34 position
- устанавливать в заданное положение
- располагать
- позиция
- залегание (о горных породах, пластах)
- гнездо разъемного соединителя
- вывод
вывод
Проводящая часть аппарата, предназначенная для электрического соединения с внешними цепями.
[ ГОСТ Р 50030. 1-2000 ( МЭК 60947-1-99)]
вывод
Часть выключателя с контактами, служащими для присоединения к выключателю проводников внешней цепи
[ ГОСТ Р 52565-2006]
вывод электротехнического изделия (устройства)
Ндп. клемма
Часть электротехнического изделия (устройства), предназначенная для электрического соединения его с другими изделиями (устройствами).
[ ГОСТ 18311-80]
вывод (трансформатора)
Токоведущая часть, предназначенная для присоединения обмотки к внешним проводникам
[ ГОСТ 30830-2002]
вывод
Точка электрической цепи, предназначенная для выполнения соединений с другой электрической цепью.
[ ГОСТ Р 52002-2003]
вывод
-
[IEV number 151-12-12]EN
terminal
component provided for the connection of a device to external conductors.
[IEC 62271-100, ed. 2.0 (2008-04)]
terminal
the conductive part of one pole, composed of one or more clamping unit(s) and insulation if necessary
[IEC 60669-1, ed. 3.0 (1998-02)]
terminal
conductive part of a device, electric circuit or electric network, provided for connecting that device, electric circuit or electric network to one or more external conductors
NOTE – The term "terminal" is also used for a connection point in circuit theory.
Source: see IEC 60050-131
[IEV number 151-12-12]FR
borne
composant destiné à raccorder un disjoncteur à des conducteurs extérieurs.
[IEC 62271-100, ed. 2.0 (2008-04)]
borne
partie unipolaire conductrice composée d'un ou plusieurs organes de serrage, isolée si nécessaire
[IEC 60669-1, ed. 3.0 (1998-02)]
borne, f
partie conductrice d'un dispositif, d'un circuit électrique ou d'un réseau électrique, destinée à le connecter à un ou plusieurs conducteurs extérieurs
NOTE – Le terme "borne" désigne aussi un point de connexion en théorie des circuits.
Source: voir la CEI 60050-131
[IEV number 151-12-12]Недопустимые, нерекомендуемые
Тематики
- вывод, зажим электрический
Классификация
>>>Синонимы
EN
DE
FR
залегание (о горных породах, пластах)
—
[ http://slovarionline.ru/anglo_russkiy_slovar_neftegazovoy_promyishlennosti/]Тематики
EN
позиция
Фиксированное положение, занимаемое неизменно закрепленной обрабатываемой заготовкой или собираемой сборочной единицей совместно с приспособлением относительно инструмента или неподвижной части оборудования при выполнении определенной части операции.
[ГОСТ 3.1109-82]Тематики
EN
DE
FR
располагать
размешать
определять положение
—
[А.С.Гольдберг. Англо-русский энергетический словарь. 2006 г.]Тематики
Синонимы
EN
устанавливать в заданное положение
—
[А.С.Гольдберг. Англо-русский энергетический словарь. 2006 г.]Тематики
EN
55. Позиция
D. Position
E. Position
F. Position
Источник: ГОСТ 3.1109-82: Единая система технологической документации. Термины и определения основных понятий оригинал документа
Англо-русский словарь нормативно-технической терминологии > position
-
35 assembly
- узел оборудования
- сборочная единица
- сборка (монтаж)
- сборка
- подузел
- НКУ распределения и управления
- конструкция
- клеевое соединение
- ассемблирование
ассемблирование
Компиляция программ с языка ассемблера.
[ ГОСТ 19781-90]Тематики
- обеспеч. систем обраб. информ. программное
EN
клеевое соединение
Ндп. клеенное соединение
Соединение частей изделия склеиванием.
[ ГОСТ 28780-90]Недопустимые, нерекомендуемые
Тематики
EN
конструкция
Устройство, взаимное расположение частей и состав машины, механизма или сооружения.
[ http://sl3d.ru/o-slovare.html]Параллельные тексты EN-RU
The new valve profile is design to ensure smooth and precise control at low capacities for improved part load performances.
[Lennox]Вентиль новой конструкции обеспечивает плавное и точное регулирование при низкой производительности холодильного контура, что увеличивает его эффективность при неполной нагрузке.
[Интент]
Тематики
EN
низковольтное устройство распределения и управления (НКУ)
Низковольтные коммутационные аппараты и устройства управления, измерения, сигнализации, защиты, регулирования, собранные совместно, со всеми внутренними электрическими и механическими соединениями и конструктивными элементами.
[ ГОСТ Р МЭК 61439-1-2012]
низковольтное устройство распределения и управления
Комбинация низковольтных коммутационных аппаратов с устройствами управления, измерения, сигнализации, защиты, регулирования и т. п., полностью смонтированных изготовителем НКУ (под его ответственность на единой конструктивной основе) со всеми внутренними электрическими и механическими соединениями с соответствующими конструктивными элементами
Примечания
1. В настоящем стандарте сокращение НКУ используют для обозначения низковольтных комплектных устройств распределения и управления.
2. Аппараты, входящие в состав НКУ, могут быть электромеханическими или электронными.
3. По различным причинам, например по условиям транспортирования или изготовления, некоторые операции сборки могут быть выполнены на месте установки, вне предприятия-изготовителя.
[ ГОСТ Р 51321. 1-2000 ( МЭК 60439-1-92)]EN
power switchgear and controlgear assembly (PSC-assembly)
low-voltage switchgear and controlgear assembly used to distribute and control energy for all types of loads, intended for industrial, commercial and similar applications where operation by ordinary persons is not intended
[IEC 61439-2, ed. 1.0 (2009-01)]
low-voltage switchgear and controlgear assembly
combination of one or more low-voltage switching devices together with associated control, measuring, signalling, protective, regulation equipment, etc., completely assembled under the responsibility of the manufacturer with all the internal electrical and mechanical interconnections and structural parts.
[IEC 61892-3, ed. 2.0 (2007-11)]
switchgear and controlgear
a general term covering switching devices and their combination with associated control, measuring, protective and regulating equipment, also assemblies of such devices and equipment with associated interconnections, accessories, enclosures and supporting structures
[IEV number 441-11-01]
switchgear and controlgear
electric equipment intended to be connected to an electric circuit for the purpose of carrying out one or more of the following functions: protection, control, isolation, switching
NOTE – The French and English terms can be considered as equivalent in most cases. However, the French term has a broader meaning than the English term and includes for example connecting devices, plugs and socket-outlets, etc. In English, these latter devices are known as accessories.
[IEV number 826-16-03 ]
switchboard
A large single electric control panel, frame, or assembly of panels on which are mounted (either on the back or on the face, or both) switches, overcurrent and other protective devices, buses, and usually instruments; not intended for installation in a cabinet but may be completely enclosed in metal; usually is accessible from both the front and rear.
[ McGraw-Hill Dictionary of Architecture & Construction]
switchboard
One or more panels accommodating control switches, indicators, and other apparatus for operating electric circuits
[ The American Heritage Dictionary of the English Language]FR
ensemble d'appareillage de puissance (ensemble PSC)
ensemble d'appareillage à basse tension utilisé pour répartir et commander l'énergie pour tous les types de charges et prévu pour des applications industrielles, commerciales et analogues dans lesquelles l'exploitation par des personnes ordinaires n'est pas prévue
[IEC 61439-2, ed. 1.0 (2009-01)]
appareillage, m
matériel électrique destiné à être relié à un circuit électrique en vue d'assurer une ou plusieurs des fonctions suivantes: protection, commande, sectionnement, connexion
NOTE – Les termes français et anglais peuvent être considérés comme équivalents dans la plupart des cas. Toutefois, le terme français couvre un domaine plus étendu que le terme anglais, et comprend notamment les dispositifs de connexion, les prises de courant, etc. En anglais, ces derniers sont dénommés "accessories".
[IEV number 826-16-03 ]
appareillage
terme général applicable aux appareils de connexion et à leur combinaison avec des appareils de commande, de mesure, de protection et de réglage qui leur sont associés, ainsi qu'aux ensembles de tels appareils avec les connexions, les accessoires, les enveloppes et les charpentes correspondantes
[IEV number 441-11-01]
A switchboard as defined in the National Electrical Code is a large single panel, frame, or assembly of panels on which are mounted, on the face or back or both switches, overcurrent and other protective devices, buses, and, usually, instruments.
Switchboards are generally accessible from the rear as well as from the front and are not intended to be installed in cabinets.
The types of switchboards, classified by basic features of construction, are as follows:
1. Live-front vertical panels
2. Dead-front boards
3. Safety enclosed boards( metal-clad)
[American electricians’ handbook]
The switchboard plays an essential role in the availability of electric power, while meeting the needs of personal and property safety.
Its definition, design and installation are based on precise rules; there is no place for improvisation.
The IEC 61439 standard aims to better define " low-voltage switchgear and controlgear assemblies", ensuring that the specified performances are reached.
It specifies in particular:
> the responsibilities of each player, distinguishing those of the original equipment manufacturer - the organization that performed the original design and associated verification of an assembly in accordance with the standard, and of the assembly manufacturer - the organization taking responsibility for the finished assembly;
> the design and verification rules, constituting a benchmark for product certification.
All the component parts of the electrical switchboard are concerned by the IEC 61439 standard.
Equipment produced in accordance with the requirements of this switchboard standard ensures the safety and reliability of the installation.
A switchboard must comply with the requirements of standard IEC 61439-1 and 2 to guarantee the safety and reliability of the installation.
Managers of installations, fully aware of the professional and legal liabilities weighing on their company and on themselves, demand a high level of safety for the electrical installation.
What is more, the serious economic consequences of prolonged halts in production mean that the electrical switchboard must provide excellent continuity of service, whatever the operating conditions.
[Schneider Electric]НКУ играет главную роль в обеспечении электроэнергией, удовлетворяя при этом всем требованиям по безопасности людей и сохранности имущества.
Выбор конструкции, проектирование и монтаж основаны на чётких правилах, не допускающих никакой импровизации.
Требования к низковольтным комплектным устройствам распределения и управления сформулированы в стандарте МЭК 61439 (ГОСТ Р 51321. 1-2000).
В частности, он определяет:
> распределение ответственности между изготовителем НКУ - организацией, разработавшей конструкцию НКУ и проверившей его на соответствие требованиям стандарта, и сборщиком – организацией, выполнившей сборку НКУ;
> конструкцию, технические характеристики, виды и методы испытаний НКУ.
В стандарте МЭК 61439 (ГОСТ Р 51321. 1-2000) описываются все компоненты НКУ.
Оборудование, изготовленное в соответствии с требованиями этого стандарта, обеспечивает безопасность и надежность электроустановки.
Для того чтобы гарантировать безопасность эксплуатации и надежность работы электроустановки, распределительный щит должен соответствовать требованиям стандарта МЭК 61439-1 и 2.
Лица, ответственные за электроустановки, должны быть полностью осведомлены о профессиональной и юридической ответственности, возложенной на их компанию и на них лично, за обеспечение высокого уровня безопасности эксплуатации этих электроустановок.
Кроме того, поскольку длительные перерывы производства приводят к серьезным экономическим последствиям, электрический распределительный щит должен обеспечивать надежную и бесперебойную работу независимо от условий эксплуатации.
[Перевод Интент]LV switchgear assemblies are undoubtedly the components of the electric installation more subject to the direct intervention of personnel (operations, maintenance, etc.) and for this reason users demand from them higher and higher safety requirements.
The compliance of an assembly with the state of the art and therefore, presumptively, with the relevant technical Standard, cannot be based only on the fact that the components which constitute it comply with the state of the art and therefore, at least presumptively, with the relevant technical standards.
In other words, the whole assembly must be designed, built and tested in compliance with the state of the art.
Since the assemblies under consideration are low voltage equipment, their rated voltage shall not exceed 1000 Va.c. or 1500 Vd.c. As regards currents, neither upper nor lower limits are provided in the application field of this Standard.
The Standard IEC 60439-1 states the construction, safety and maintenance requirements for low voltage switchgear and controlgear assemblies, without dealing with the functional aspects which remain a competence of the designer of the plant for which the assembly is intended.
[ABB]Низковольтные комплектные устройства (НКУ), вне всякого сомнения, являются частями электроустановок, которые наиболее подвержены непосредственному вмешательству оперативного, обслуживающего и т. п. персонала. Вот почему требования потребителей к безопасности НКУ становятся все выше и выше.
Соответствие НКУ современному положению дел и вследствие этого, гипотетически, соответствующим техническим стандартам, не может основываться только на том факте, что составляющие НКУ компоненты соответствуют современному состоянию дел и поэтому, по крайней мере, гипотетически, - соответствующим техническим стандартам
Другими словами, НКУ должно быть разработано, изготовлено и испытано в соответствии с современными требованиями.
Мы рассматриваем низковольтные комплектные устройства и это означает, что их номинальное напряжение не превышает 1000 В переменного тока или 1500 В постоянного тока. Что касается тока, то ни верхнее, ни нижнее значение стандартами, относящимися к данной области, не оговариваются
Стандарт МЭК 60439-1 устанавливает требования к конструкции, безопасности и техническому обслуживанию низковольтных комплектных устройств без учета их функций, полагая, что функции НКУ являются компетенцией проектировщиков электроустановки, частью которых эти НКУ являются.
[Перевод Интент]Тематики
- НКУ (шкафы, пульты,...)
Классификация
>>>Действия
Синонимы
Сопутствующие термины
EN
- assembly
- electrical switchboard
- low voltage controlgear and assembly
- low voltage switchboard
- low voltage switchgear and controlgear assembly
- low-voltage switchgear and controlgear assembly
- LV switchgear and controlgear assembly
- LV switchgear assembly
- panel
- power switchgear and controlgear assembly
- PSC-assembly
- switchboard
- switchgear and controlgear
- switchgear/controlgear
DE
- Schaltanlagen und/oder Schaltgeräte
FR
подузел
узел
сборная деталь
собранный узел
блок
агрегат
—
[ http://slovarionline.ru/anglo_russkiy_slovar_neftegazovoy_promyishlennosti/]Тематики
Синонимы
EN
сборка
Процесс соединения и закрепления элементов и деталей в готовые узлы, монтажные блоки, конструкции или изделия
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]
сборка
Образование соединений составных частей изделия.
Примечания:
1. Примером видов сборки является клепка, сварка заготовок и т.д.
2. Соединение может быть разъемным или неразъемным
[ГОСТ 3.1109-82]Тематики
EN
DE
FR
узел оборудования
компоновочный узел
компоновка
ассемблирование
—
[Л.Г.Суменко. Англо-русский словарь по информационным технологиям. М.: ГП ЦНИИС, 2003.]Тематики
Синонимы
EN
3.2.10 сборочная единица (assembly): Изделие, которое разлагаемо на множество комплектующих или других сборочных единиц с точки зрения конкретного приложения предметной области;
Источник: ГОСТ Р ИСО 10303-1-99: Системы автоматизации производства и их интеграция. Представление данных об изделии и обмен этими данными. Часть 1. Общие представления и основополагающие принципы оригинал документа
3.3.1 конструкция (assembly) предназначена для того, чтобы:
а) удерживать каскетку на голове;
б) поглощать кинетическую энергию, возникающую при ударе, и распределять усилие по поверхности головы.
Примечание - Внутренняя оснастка может состоять из элементов, указанных в 3.3.2 - 3.3.5.
Источник: ГОСТ Р 12.4.245-2007: Система стандартов безопасности труда. Каскетки защитные. Общие технические требования. Методы испытаний оригинал документа
52. Ассемблирование
Assembly
Компиляция программ с языка ассемблера
Источник: ГОСТ 19781-90: Обеспечение систем обработки информации программное. Термины и определения оригинал документа
39. Сборка
D. Fügen
E. Assembly
F. Assemblage
Источник: ГОСТ 3.1109-82: Единая система технологической документации. Термины и определения основных понятий оригинал документа
Англо-русский словарь нормативно-технической терминологии > assembly
-
36 blank
- электрод-заготовка
- чистый фильтр
- слепой опыт
- пробел (в тексте) (в криптографии)
- пробел
- лаковый диск
- заготовка для профилирования
- заготовка (металлургия)
- заготовка
- глухой (фланец)
- болванка
- бланк (для документа)
- бланк
бланк
Плоская заготовка, предназначенная для изготовления корпуса сборной банки.
[ ГОСТ 24373-80]Тематики
- произв. металл. банок для консервов
Обобщающие термины
- основные части, конструктивные элементы и детали банок
EN
DE
FR
болванка
заготовка
—
[ http://slovarionline.ru/anglo_russkiy_slovar_neftegazovoy_promyishlennosti/]Тематики
Синонимы
EN
глухой (фланец)
—
[ http://slovarionline.ru/anglo_russkiy_slovar_neftegazovoy_promyishlennosti/]Тематики
EN
заготовка
Предмет труда, из которого изменением формы, размеров, свойств поверхности и (или) материала изготавливают деталь.
[ГОСТ 3.1109-82]
заготовка
Промежуточный продукт металлургического производства, получаемый электролизом, литьем или пластической деформацией, предназначенный для дальнейшей металлургической переработки.
[ ГОСТ 25501-82]Тематики
EN
DE
FR
заготовка
1. Горячекатаная заготовка из слитка, с поперечным сечением обычно в пределах от 105 до 230 см2 (16-36 дюймов2), с шириной меньше, чем двойная толщина. Когда поперечное сечение превышает 230 см2 (36 дюймов2), тогда не применим универсально используемый термин блюм. Размер менее 105 см2 (16 дюймов2) обычно называется прутком.
2. Круглый или квадратный пруток, полученный путем ковки, прокатки или выдавливанием.
[ http://www.manual-steel.ru/eng-a.html]
заготовка
1. В штамповке — отрезанный кусок листового металла, который обычно подвергается дальнейшему деформированию.
2. Спрессованная, полу- или полностью спеченная порошковая металлическая смесь в необработанном состоянии и требующая резки, механической обработки или другой операции для придания окончательной формы.
3. Заготовка для ковки.
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
заготовка для профилирования
заготовка
Ндп. исходная заготовка
Прокат, предназначенный для изготовления гнутых профилей.
[ ГОСТ 14350-80]Недопустимые, нерекомендуемые
Тематики
Обобщающие термины
Синонимы
EN
DE
FR
лаковый диск
Ндп. тондиск
Носитель механической звукозаписи, имеющий форму диска и состоящий из основы и лакового рабочего слоя.
[ ГОСТ 13699-91]Недопустимые, нерекомендуемые
Тематики
EN
DE
FR
пробел
Незапечатанный промежуток между оттисками с печатающих элементов полосы набора.
[ ГОСТ Р 7.0.3-2006]
пробел
Литера, воспроизводимая отсутствием начертания.
[ ГОСТ 19781-90]
пробел
Чистый, незапечатанный промежуток между двумя словами в строке набора, группами строк и т.д.
[ http://www.morepc.ru/dict/]Тематики
- издания, основные виды и элементы
- обеспеч. систем обраб. информ. программное
Обобщающие термины
EN
DE
FR
электрод-заготовка
заготовка
Ндп. электрод-деталь
электрод-изделие
ЭЗ
Электрод, являющийся при обработке заготовкой.
[ ГОСТ 25331-82]Недопустимые, нерекомендуемые
Тематики
Синонимы
EN
4.9 чистый фильтр (blank): Неиспользованный фильтр, предоставляемый для анализа в целях контроля.
Источник: ГОСТ Р ИСО 16000-7-2011: Воздух замкнутых помещений. Часть 7. Отбор проб при определении содержания волокон асбеста оригинал документа
101. Заготовка
D. Rohteil
E. Blank
F. Ebauche
Источник: ГОСТ 3.1109-82: Единая система технологической документации. Термины и определения основных понятий оригинал документа
Англо-русский словарь нормативно-технической терминологии > blank
-
37 cycle
mцикл □ enclencher un cycle включать цикл (обработки)cycle automatique de production — автоматический производственный цикл, непрерывный цикл производстваcycle «carré» — обработка с четырёх сторонcycle par seconde — период в секунду, герц, г -
38 automate programmable à mémoire
программируемый логический контроллер
ПЛК
-
[Интент]
контроллер
Управляющее устройство, осуществляющее автоматическое управление посредством программной реализации алгоритмов управления.
[Сборник рекомендуемых терминов. Выпуск 107. Теория управления.
Академия наук СССР. Комитет научно-технической терминологии. 1984 г.]EN
storage-programmable logic controller
computer-aided control equipment or system whose logic sequence can be varied via a directly or remote-control connected programming device, for example a control panel, a host computer or a portable terminal
[IEV ref 351-32-34]FR
automate programmable à mémoire
См. также:
équipement ou système de commande assisté par ordinateur dont la séquence logique peut être modifiée directement ou par l'intermédiaire d'un dispositif de programmation relié à une télécommande, par exemple un panneau de commande, un ordinateur hôte ou un terminal de données portatif
[IEV ref 351-32-34]
- архитектура контроллера;
- производительность контроллера;
- время реакции контроллера;
КЛАССИФИКАЦИЯ
Основным показателем ПЛК является количество каналов ввода-вывода. По этому признаку ПЛК делятся на следующие группы:- нано- ПЛК (менее 16 каналов);
- микро-ПЛК (более 16, до 100 каналов);
- средние (более 100, до 500 каналов);
- большие (более 500 каналов).
- моноблочными - в которых устройство ввода-вывода не может быть удалено из контроллера или заменено на другое. Конструктивно контроллер представляет собой единое целое с устройствами ввода-вывода (например, одноплатный контроллер). Моноблочный контроллер может иметь, например, 16 каналов дискретного ввода и 8 каналов релейного вывода;
- модульные - состоящие из общей корзины (шасси), в которой располагаются модуль центрального процессора и сменные модули ввода-вывода. Состав модулей выбирается пользователем в зависимости от решаемой задачи. Типовое количество слотов для сменных модулей - от 8 до 32;
- распределенные (с удаленными модулями ввода-вывода) - в которых модули ввода-вывода выполнены в отдельных корпусах, соединяются с модулем контроллера по сети (обычно на основе интерфейса RS-485) и могут быть расположены на расстоянии до 1,2 км от процессорного модуля.
Многие контроллеры имеют набор сменных процессорных плат разной производительности. Это позволяет расширить круг потенциальных пользователей системы без изменения ее конструктива.
По конструктивному исполнению и способу крепления контроллеры делятся на:- панельные (для монтажа на панель или дверцу шкафа);
- для монтажа на DIN-рейку внутри шкафа;
- для крепления на стене;
- стоечные - для монтажа в стойке;
- бескорпусные (обычно одноплатные) для применения в специализированных конструктивах производителей оборудования (OEM - "Original Equipment Manufact urer").
По области применения контроллеры делятся на следующие типы:- универсальные общепромышленные;
- для управления роботами;
- для управления позиционированием и перемещением;
- коммуникационные;
- ПИД-контроллеры;
- специализированные.
По способу программирования контроллеры бывают:- программируемые с лицевой панели контроллера;
- программируемые переносным программатором;
- программируемые с помощью дисплея, мыши и клавиатуры;
- программируемые с помощью персонального компьютера.
Контроллеры могут программироваться на следующих языках:- на классических алгоритмических языках (C, С#, Visual Basic);
- на языках МЭК 61131-3.
Контроллеры могут содержать в своем составе модули ввода-вывода или не содержать их. Примерами контроллеров без модулей ввода-вывода являются коммуникационные контроллеры, которые выполняют функцию межсетевого шлюза, или контроллеры, получающие данные от контроллеров нижнего уровня иерархии АСУ ТП. Контроллеры для систем автоматизации
Слово "контроллер" произошло от английского "control" (управление), а не от русского "контроль" (учет, проверка). Контроллером в системах автоматизации называют устройство, выполняющее управление физическими процессами по записанному в него алгоритму, с использованием информации, получаемой от датчиков и выводимой в исполнительные устройства.
Первые контроллеры появились на рубеже 60-х и 70-х годов в автомобильной промышленности, где использовались для автоматизации сборочных линий. В то время компьютеры стоили чрезвычайно дорого, поэтому контроллеры строились на жесткой логике (программировались аппаратно), что было гораздо дешевле. Однако перенастройка с одной технологической линии на другую требовала фактически изготовления нового контроллера. Поэтому появились контроллеры, алгоритм работы которых мог быть изменен несколько проще - с помощью схемы соединений реле. Такие контроллеры получили название программируемых логических контроллеров (ПЛК), и этот термин сохранился до настоящего времени. Везде ниже термины "контроллер" и "ПЛК" мы будем употреблять как синонимы.
Немного позже появились ПЛК, которые можно было программировать на машинно-ориентированном языке, что было проще конструктивно, но требовало участия специально обученного программиста для внесения даже незначительных изменений в алгоритм управления. С этого момента началась борьба за упрощение процесса программирования ПЛК, которая привела сначала к созданию языков высокого уровня, затем - специализированных языков визуального программирования, похожих на язык релейной логики. В настоящее время этот процесс завершился созданием международного стандарта IEC (МЭК) 1131-3, который позже был переименован в МЭК 61131-3. Стандарт МЭК 61131-3 поддерживает пять языков технологического программирования, что исключает необходимость привлечения профессиональных программистов при построении систем с контроллерами, оставляя для них решение нестандартных задач.
В связи с тем, что способ программирования является наиболее существенным классифицирующим признаком контроллера, понятие "ПЛК" все реже используется для обозначения управляющих контроллеров, которые не поддерживают технологические языки программирования. Жесткие ограничения на стоимость и огромное разнообразие целей автоматизации привели к невозможности создания универсального ПЛК, как это случилось с офисными компьютерами. Область автоматизации выдвигает множество задач, в соответствии с которыми развивается и рынок, содержащий сотни непохожих друг на друга контроллеров, различающихся десятками параметров.
Выбор оптимального для конкретной задачи контроллера основывается обычно на соответствии функциональных характеристик контроллера решаемой задаче при условии минимальной его стоимости. Учитываются также другие важные характеристики (температурный диапазон, надежность, бренд изготовителя, наличие разрешений Ростехнадзора, сертификатов и т. п.).
Несмотря на огромное разнообразие контроллеров, в их развитии заметны следующие общие тенденции:- уменьшение габаритов;
- расширение функциональных возможностей;
- увеличение количества поддерживаемых интерфейсов и сетей;
- использование идеологии "открытых систем";
- использование языков программирования стандарта МЭК 61131-3;
- снижение цены.
[ http://bookasutp.ru/Chapter6_1.aspx]
Программируемый логический контроллер (ПЛК, PLC) – микропроцессорное устройство, предназначенное для управления технологическим процессом и другими сложными технологическими объектами.
Принцип работы контроллера состоит в выполнение следующего цикла операций:
1. Сбор сигналов с датчиков;
2. Обработка сигналов согласно прикладному алгоритму управления;
3. Выдача управляющих воздействий на исполнительные устройства.
В нормальном режиме работы контроллер непрерывно выполняет этот цикл с частотой от 50 раз в секунду. Время, затрачиваемое контроллером на выполнение полного цикла, часто называют временем (или периодом) сканирования; в большинстве современных ПЛК сканирование может настраиваться пользователем в диапазоне от 20 до 30000 миллисекунд. Для быстрых технологических процессов, где критична скорость реакции системы и требуется оперативное регулирование, время сканирования может составлять 20 мс, однако для большинства непрерывных процессов период 100 мс считается вполне приемлемым.
Аппаратно контроллеры имеют модульную архитектуру и могут состоять из следующих компонентов:
1. Базовая панель ( Baseplate). Она служит для размещения на ней других модулей системы, устанавливаемых в специально отведенные позиции (слоты). Внутри базовой панели проходят две шины: одна - для подачи питания на электронные модули, другая – для пересылки данных и информационного обмена между модулями.
2. Модуль центрального вычислительного устройства ( СPU). Это мозг системы. Собственно в нем и происходит математическая обработка данных. Для связи с другими устройствами CPU часто оснащается сетевым интерфейсом, поддерживающим тот или иной коммуникационный стандарт.
3. Дополнительные коммуникационные модули. Необходимы для добавления сетевых интерфейсов, неподдерживаемых напрямую самим CPU. Коммуникационные модули существенно расширяют возможности ПЛК по сетевому взаимодействию. C их помощью к контроллеру подключают узлы распределенного ввода/вывода, интеллектуальные полевые приборы и станции операторского уровня.
4. Блок питания. Нужен для запитки системы от 220 V. Однако многие ПЛК не имеют стандартного блока питания и запитываются от внешнего. Рис.1. Контроллер РСУ с коммуникациями Profibus и Ethernet.
Рис.1. Контроллер РСУ с коммуникациями Profibus и Ethernet.
Иногда на базовую панель, помимо указанных выше, допускается устанавливать модули ввода/вывода полевых сигналов, которые образуют так называемый локальный ввод/вывод. Однако для большинства РСУ (DCS) характерно использование именно распределенного (удаленного) ввода/вывода.
Отличительной особенностью контроллеров, применяемых в DCS, является возможность их резервирования. Резервирование нужно для повышения отказоустойчивости системы и заключается, как правило, в дублировании аппаратных модулей системы. Рис. 2. Резервированный контроллер с коммуникациями Profibus и Ethernet.
Рис. 2. Резервированный контроллер с коммуникациями Profibus и Ethernet.
Резервируемые модули работают параллельно и выполняют одни и те же функции. При этом один модуль находится в активном состоянии, а другой, являясь резервом, – в режиме “standby”. В случае отказа активного модуля, система автоматически переключается на резерв (это называется “горячий резерв”).
Обратите внимание, контроллеры связаны шиной синхронизации, по которой они мониторят состояние друг друга. Это решение позволяет разнести резервированные модули на значительное расстояние друг от друга (например, расположить их в разных шкафах или даже аппаратных).
Допустим, в данный момент активен левый контроллер, правый – находится в резерве. При этом, даже находясь в резерве, правый контроллер располагает всеми процессными данными и выполняет те же самые математические операции, что и левый. Контроллеры синхронизированы. Предположим, случается отказ левого контроллера, а именно модуля CPU. Управление автоматически передается резервному контроллеру, и теперь он становится главным. Здесь очень большое значение имеют время, которое система тратит на переключение на резерв (обычно меньше 0.5 с) и отсутствие возмущений (удара). Теперь система работает на резерве. Как только инженер заменит отказавший модуль CPU на исправный, система автоматически передаст ему управление и возвратится в исходное состояние.
На рис. 3 изображен резервированный контроллер S7-400H производства Siemens. Данный контроллер входит в состав РСУ Simatic PCS7. Рис. 3. Резервированный контроллер S7-400H. Несколько другое техническое решение показано на примере резервированного контроллера FCP270 производства Foxboro (рис. 4). Данный контроллер входит в состав системы управления Foxboro IA Series.
Рис. 3. Резервированный контроллер S7-400H. Несколько другое техническое решение показано на примере резервированного контроллера FCP270 производства Foxboro (рис. 4). Данный контроллер входит в состав системы управления Foxboro IA Series. Рис. 4. Резервированный контроллер FCP270.
Рис. 4. Резервированный контроллер FCP270.
На базовой панели инсталлировано два процессорных модуля, работающих как резервированная пара, и коммуникационный модуль для сопряжения с оптическими сетями стандарта Ethernet. Взаимодействие между модулями происходит по внутренней шине (тоже резервированной), спрятанной непосредственно в базовую панель (ее не видно на рисунке).
На рисунке ниже показан контроллер AC800M производства ABB (часть РСУ Extended Automation System 800xA). Рис. 5. Контроллер AC800M.
Рис. 5. Контроллер AC800M.
Это не резервированный вариант. Контроллер состоит из двух коммуникационных модулей, одного СPU и одного локального модуля ввода/вывода. Кроме этого, к контроллеру можно подключить до 64 внешних модулей ввода/вывода.
При построении РСУ важно выбрать контроллер, удовлетворяющий всем техническим условиям и требованиям конкретного производства. Подбирая оптимальную конфигурацию, инженеры оперируют определенными техническими характеристиками промышленных контроллеров. Наиболее значимые перечислены ниже:
1. Возможность полного резервирования. Для задач, где отказоустойчивость критична (химия, нефтехимия, металлургия и т.д.), применение резервированных конфигураций вполне оправдано, тогда как для других менее ответственных производств резервирование зачастую оказывается избыточным решением.
2. Количество и тип поддерживаемых коммуникационных интерфейсов. Это определяет гибкость и масштабируемость системы управления в целом. Современные контроллеры способны поддерживать до 10 стандартов передачи данных одновременно, что во многом определяет их универсальность.
3. Быстродействие. Измеряется, как правило, в количестве выполняемых в секунду элементарных операций (до 200 млн.). Иногда быстродействие измеряется количеством обрабатываемых за секунду функциональных блоков (что такое функциональный блок – будет рассказано в следующей статье). Быстродействие зависит от типа центрального процессора (популярные производители - Intel, AMD, Motorola, Texas Instruments и т.д.)
4. Объем оперативной памяти. Во время работы контроллера в его оперативную память загружены запрограммированные пользователем алгоритмы автоматизированного управления, операционная система, библиотечные модули и т.д. Очевидно, чем больше оперативной памяти, тем сложнее и объемнее алгоритмы контроллер может выполнять, тем больше простора для творчества у программиста. Варьируется от 256 килобайт до 32 мегабайт.
5. Надежность. Наработка на отказ до 10-12 лет.
6. Наличие специализированных средств разработки и поддержка различных языков программирования. Очевидно, что существование специализированный среды разработки прикладных программ – это стандарт для современного контроллера АСУ ТП. Для удобства программиста реализуется поддержка сразу нескольких языков как визуального, так и текстового (процедурного) программирования (FBD, SFC, IL, LAD, ST; об этом в следующей статье).
7. Возможность изменения алгоритмов управления на “лету” (online changes), т.е. без остановки работы контроллера. Для большинства контроллеров, применяемых в РСУ, поддержка online changes жизненно необходима, так как позволяет тонко настраивать систему или расширять ее функционал прямо на работающем производстве.
8. Возможность локального ввода/вывода. Как видно из рис. 4 контроллер Foxboro FCP270 рассчитан на работу только с удаленной подсистемой ввода/вывода, подключаемой к нему по оптическим каналам. Simatic S7-400 может спокойно работать как с локальными модулями ввода/вывода (свободные слоты на базовой панели есть), так и удаленными узлами.
9. Вес, габаритные размеры, вид монтажа (на DIN-рейку, на монтажную панель или в стойку 19”). Важно учитывать при проектировании и сборке системных шкафов.
10. Условия эксплуатации (температура, влажность, механические нагрузки). Большинство промышленных контроллеров могут работать в нечеловеческих условиях от 0 до 65 °С и при влажности до 95-98%.
[ http://kazanets.narod.ru/PLC_PART1.htm]Тематики
Синонимы
EN
DE
- speicherprogrammierbare Steuerung, f
FR
Франко-русский словарь нормативно-технической терминологии > automate programmable à mémoire
39 speicherprogrammierbare Steuerung, f
программируемый логический контроллер
ПЛК
-
[Интент]
контроллер
Управляющее устройство, осуществляющее автоматическое управление посредством программной реализации алгоритмов управления.
[Сборник рекомендуемых терминов. Выпуск 107. Теория управления.
Академия наук СССР. Комитет научно-технической терминологии. 1984 г.]EN
storage-programmable logic controller
computer-aided control equipment or system whose logic sequence can be varied via a directly or remote-control connected programming device, for example a control panel, a host computer or a portable terminal
[IEV ref 351-32-34]FR
automate programmable à mémoire
См. также:
équipement ou système de commande assisté par ordinateur dont la séquence logique peut être modifiée directement ou par l'intermédiaire d'un dispositif de programmation relié à une télécommande, par exemple un panneau de commande, un ordinateur hôte ou un terminal de données portatif
[IEV ref 351-32-34]
- архитектура контроллера;
- производительность контроллера;
- время реакции контроллера;
КЛАССИФИКАЦИЯ
Основным показателем ПЛК является количество каналов ввода-вывода. По этому признаку ПЛК делятся на следующие группы:- нано- ПЛК (менее 16 каналов);
- микро-ПЛК (более 16, до 100 каналов);
- средние (более 100, до 500 каналов);
- большие (более 500 каналов).
- моноблочными - в которых устройство ввода-вывода не может быть удалено из контроллера или заменено на другое. Конструктивно контроллер представляет собой единое целое с устройствами ввода-вывода (например, одноплатный контроллер). Моноблочный контроллер может иметь, например, 16 каналов дискретного ввода и 8 каналов релейного вывода;
- модульные - состоящие из общей корзины (шасси), в которой располагаются модуль центрального процессора и сменные модули ввода-вывода. Состав модулей выбирается пользователем в зависимости от решаемой задачи. Типовое количество слотов для сменных модулей - от 8 до 32;
- распределенные (с удаленными модулями ввода-вывода) - в которых модули ввода-вывода выполнены в отдельных корпусах, соединяются с модулем контроллера по сети (обычно на основе интерфейса RS-485) и могут быть расположены на расстоянии до 1,2 км от процессорного модуля.
Многие контроллеры имеют набор сменных процессорных плат разной производительности. Это позволяет расширить круг потенциальных пользователей системы без изменения ее конструктива.
По конструктивному исполнению и способу крепления контроллеры делятся на:- панельные (для монтажа на панель или дверцу шкафа);
- для монтажа на DIN-рейку внутри шкафа;
- для крепления на стене;
- стоечные - для монтажа в стойке;
- бескорпусные (обычно одноплатные) для применения в специализированных конструктивах производителей оборудования (OEM - "Original Equipment Manufact urer").
По области применения контроллеры делятся на следующие типы:- универсальные общепромышленные;
- для управления роботами;
- для управления позиционированием и перемещением;
- коммуникационные;
- ПИД-контроллеры;
- специализированные.
По способу программирования контроллеры бывают:- программируемые с лицевой панели контроллера;
- программируемые переносным программатором;
- программируемые с помощью дисплея, мыши и клавиатуры;
- программируемые с помощью персонального компьютера.
Контроллеры могут программироваться на следующих языках:- на классических алгоритмических языках (C, С#, Visual Basic);
- на языках МЭК 61131-3.
Контроллеры могут содержать в своем составе модули ввода-вывода или не содержать их. Примерами контроллеров без модулей ввода-вывода являются коммуникационные контроллеры, которые выполняют функцию межсетевого шлюза, или контроллеры, получающие данные от контроллеров нижнего уровня иерархии АСУ ТП. Контроллеры для систем автоматизации
Слово "контроллер" произошло от английского "control" (управление), а не от русского "контроль" (учет, проверка). Контроллером в системах автоматизации называют устройство, выполняющее управление физическими процессами по записанному в него алгоритму, с использованием информации, получаемой от датчиков и выводимой в исполнительные устройства.
Первые контроллеры появились на рубеже 60-х и 70-х годов в автомобильной промышленности, где использовались для автоматизации сборочных линий. В то время компьютеры стоили чрезвычайно дорого, поэтому контроллеры строились на жесткой логике (программировались аппаратно), что было гораздо дешевле. Однако перенастройка с одной технологической линии на другую требовала фактически изготовления нового контроллера. Поэтому появились контроллеры, алгоритм работы которых мог быть изменен несколько проще - с помощью схемы соединений реле. Такие контроллеры получили название программируемых логических контроллеров (ПЛК), и этот термин сохранился до настоящего времени. Везде ниже термины "контроллер" и "ПЛК" мы будем употреблять как синонимы.
Немного позже появились ПЛК, которые можно было программировать на машинно-ориентированном языке, что было проще конструктивно, но требовало участия специально обученного программиста для внесения даже незначительных изменений в алгоритм управления. С этого момента началась борьба за упрощение процесса программирования ПЛК, которая привела сначала к созданию языков высокого уровня, затем - специализированных языков визуального программирования, похожих на язык релейной логики. В настоящее время этот процесс завершился созданием международного стандарта IEC (МЭК) 1131-3, который позже был переименован в МЭК 61131-3. Стандарт МЭК 61131-3 поддерживает пять языков технологического программирования, что исключает необходимость привлечения профессиональных программистов при построении систем с контроллерами, оставляя для них решение нестандартных задач.
В связи с тем, что способ программирования является наиболее существенным классифицирующим признаком контроллера, понятие "ПЛК" все реже используется для обозначения управляющих контроллеров, которые не поддерживают технологические языки программирования. Жесткие ограничения на стоимость и огромное разнообразие целей автоматизации привели к невозможности создания универсального ПЛК, как это случилось с офисными компьютерами. Область автоматизации выдвигает множество задач, в соответствии с которыми развивается и рынок, содержащий сотни непохожих друг на друга контроллеров, различающихся десятками параметров.
Выбор оптимального для конкретной задачи контроллера основывается обычно на соответствии функциональных характеристик контроллера решаемой задаче при условии минимальной его стоимости. Учитываются также другие важные характеристики (температурный диапазон, надежность, бренд изготовителя, наличие разрешений Ростехнадзора, сертификатов и т. п.).
Несмотря на огромное разнообразие контроллеров, в их развитии заметны следующие общие тенденции:- уменьшение габаритов;
- расширение функциональных возможностей;
- увеличение количества поддерживаемых интерфейсов и сетей;
- использование идеологии "открытых систем";
- использование языков программирования стандарта МЭК 61131-3;
- снижение цены.
[ http://bookasutp.ru/Chapter6_1.aspx]
Программируемый логический контроллер (ПЛК, PLC) – микропроцессорное устройство, предназначенное для управления технологическим процессом и другими сложными технологическими объектами.
Принцип работы контроллера состоит в выполнение следующего цикла операций:
1. Сбор сигналов с датчиков;
2. Обработка сигналов согласно прикладному алгоритму управления;
3. Выдача управляющих воздействий на исполнительные устройства.
В нормальном режиме работы контроллер непрерывно выполняет этот цикл с частотой от 50 раз в секунду. Время, затрачиваемое контроллером на выполнение полного цикла, часто называют временем (или периодом) сканирования; в большинстве современных ПЛК сканирование может настраиваться пользователем в диапазоне от 20 до 30000 миллисекунд. Для быстрых технологических процессов, где критична скорость реакции системы и требуется оперативное регулирование, время сканирования может составлять 20 мс, однако для большинства непрерывных процессов период 100 мс считается вполне приемлемым.
Аппаратно контроллеры имеют модульную архитектуру и могут состоять из следующих компонентов:
1. Базовая панель ( Baseplate). Она служит для размещения на ней других модулей системы, устанавливаемых в специально отведенные позиции (слоты). Внутри базовой панели проходят две шины: одна - для подачи питания на электронные модули, другая – для пересылки данных и информационного обмена между модулями.
2. Модуль центрального вычислительного устройства ( СPU). Это мозг системы. Собственно в нем и происходит математическая обработка данных. Для связи с другими устройствами CPU часто оснащается сетевым интерфейсом, поддерживающим тот или иной коммуникационный стандарт.
3. Дополнительные коммуникационные модули. Необходимы для добавления сетевых интерфейсов, неподдерживаемых напрямую самим CPU. Коммуникационные модули существенно расширяют возможности ПЛК по сетевому взаимодействию. C их помощью к контроллеру подключают узлы распределенного ввода/вывода, интеллектуальные полевые приборы и станции операторского уровня.
4. Блок питания. Нужен для запитки системы от 220 V. Однако многие ПЛК не имеют стандартного блока питания и запитываются от внешнего.
Рис.1. Контроллер РСУ с коммуникациями Profibus и Ethernet.
Иногда на базовую панель, помимо указанных выше, допускается устанавливать модули ввода/вывода полевых сигналов, которые образуют так называемый локальный ввод/вывод. Однако для большинства РСУ (DCS) характерно использование именно распределенного (удаленного) ввода/вывода.
Отличительной особенностью контроллеров, применяемых в DCS, является возможность их резервирования. Резервирование нужно для повышения отказоустойчивости системы и заключается, как правило, в дублировании аппаратных модулей системы.
Рис. 2. Резервированный контроллер с коммуникациями Profibus и Ethernet.
Резервируемые модули работают параллельно и выполняют одни и те же функции. При этом один модуль находится в активном состоянии, а другой, являясь резервом, – в режиме “standby”. В случае отказа активного модуля, система автоматически переключается на резерв (это называется “горячий резерв”).
Обратите внимание, контроллеры связаны шиной синхронизации, по которой они мониторят состояние друг друга. Это решение позволяет разнести резервированные модули на значительное расстояние друг от друга (например, расположить их в разных шкафах или даже аппаратных).
Допустим, в данный момент активен левый контроллер, правый – находится в резерве. При этом, даже находясь в резерве, правый контроллер располагает всеми процессными данными и выполняет те же самые математические операции, что и левый. Контроллеры синхронизированы. Предположим, случается отказ левого контроллера, а именно модуля CPU. Управление автоматически передается резервному контроллеру, и теперь он становится главным. Здесь очень большое значение имеют время, которое система тратит на переключение на резерв (обычно меньше 0.5 с) и отсутствие возмущений (удара). Теперь система работает на резерве. Как только инженер заменит отказавший модуль CPU на исправный, система автоматически передаст ему управление и возвратится в исходное состояние.
На рис. 3 изображен резервированный контроллер S7-400H производства Siemens. Данный контроллер входит в состав РСУ Simatic PCS7.
Рис. 3. Резервированный контроллер S7-400H. Несколько другое техническое решение показано на примере резервированного контроллера FCP270 производства Foxboro (рис. 4). Данный контроллер входит в состав системы управления Foxboro IA Series.
Рис. 4. Резервированный контроллер FCP270.
На базовой панели инсталлировано два процессорных модуля, работающих как резервированная пара, и коммуникационный модуль для сопряжения с оптическими сетями стандарта Ethernet. Взаимодействие между модулями происходит по внутренней шине (тоже резервированной), спрятанной непосредственно в базовую панель (ее не видно на рисунке).
На рисунке ниже показан контроллер AC800M производства ABB (часть РСУ Extended Automation System 800xA).
Рис. 5. Контроллер AC800M.
Это не резервированный вариант. Контроллер состоит из двух коммуникационных модулей, одного СPU и одного локального модуля ввода/вывода. Кроме этого, к контроллеру можно подключить до 64 внешних модулей ввода/вывода.
При построении РСУ важно выбрать контроллер, удовлетворяющий всем техническим условиям и требованиям конкретного производства. Подбирая оптимальную конфигурацию, инженеры оперируют определенными техническими характеристиками промышленных контроллеров. Наиболее значимые перечислены ниже:
1. Возможность полного резервирования. Для задач, где отказоустойчивость критична (химия, нефтехимия, металлургия и т.д.), применение резервированных конфигураций вполне оправдано, тогда как для других менее ответственных производств резервирование зачастую оказывается избыточным решением.
2. Количество и тип поддерживаемых коммуникационных интерфейсов. Это определяет гибкость и масштабируемость системы управления в целом. Современные контроллеры способны поддерживать до 10 стандартов передачи данных одновременно, что во многом определяет их универсальность.
3. Быстродействие. Измеряется, как правило, в количестве выполняемых в секунду элементарных операций (до 200 млн.). Иногда быстродействие измеряется количеством обрабатываемых за секунду функциональных блоков (что такое функциональный блок – будет рассказано в следующей статье). Быстродействие зависит от типа центрального процессора (популярные производители - Intel, AMD, Motorola, Texas Instruments и т.д.)
4. Объем оперативной памяти. Во время работы контроллера в его оперативную память загружены запрограммированные пользователем алгоритмы автоматизированного управления, операционная система, библиотечные модули и т.д. Очевидно, чем больше оперативной памяти, тем сложнее и объемнее алгоритмы контроллер может выполнять, тем больше простора для творчества у программиста. Варьируется от 256 килобайт до 32 мегабайт.
5. Надежность. Наработка на отказ до 10-12 лет.
6. Наличие специализированных средств разработки и поддержка различных языков программирования. Очевидно, что существование специализированный среды разработки прикладных программ – это стандарт для современного контроллера АСУ ТП. Для удобства программиста реализуется поддержка сразу нескольких языков как визуального, так и текстового (процедурного) программирования (FBD, SFC, IL, LAD, ST; об этом в следующей статье).
7. Возможность изменения алгоритмов управления на “лету” (online changes), т.е. без остановки работы контроллера. Для большинства контроллеров, применяемых в РСУ, поддержка online changes жизненно необходима, так как позволяет тонко настраивать систему или расширять ее функционал прямо на работающем производстве.
8. Возможность локального ввода/вывода. Как видно из рис. 4 контроллер Foxboro FCP270 рассчитан на работу только с удаленной подсистемой ввода/вывода, подключаемой к нему по оптическим каналам. Simatic S7-400 может спокойно работать как с локальными модулями ввода/вывода (свободные слоты на базовой панели есть), так и удаленными узлами.
9. Вес, габаритные размеры, вид монтажа (на DIN-рейку, на монтажную панель или в стойку 19”). Важно учитывать при проектировании и сборке системных шкафов.
10. Условия эксплуатации (температура, влажность, механические нагрузки). Большинство промышленных контроллеров могут работать в нечеловеческих условиях от 0 до 65 °С и при влажности до 95-98%.
[ http://kazanets.narod.ru/PLC_PART1.htm]Тематики
Синонимы
EN
DE
- speicherprogrammierbare Steuerung, f
FR
Немецко-русский словарь нормативно-технической терминологии > speicherprogrammierbare Steuerung, f
40 plc
- связь по ЛЭП
- программируемый логический контроллер
- несущая в канале ВЧ-связи по ЛЭП
- маскирование потери пакета
- контроллер с программируемой логикой
- акционерная компания с ограниченной ответственностью
акционерная компания с ограниченной ответственностью
AG - аббревиатура для обозначения AKTIENGESELLSCHAFT (акционерное общество). Оно пишется после названия немецких, австрийских или швейцарских компаний и является эквивалентом английской аббревиатуры plc (public limited company-акционерная компания с ограниченной ответственностью). Сравни: GmbH.
[ http://www.vocable.ru/dictionary/533/symbol/97]Тематики
EN
DE
- AG
контроллер с программируемой логикой
—
[А.С.Гольдберг. Англо-русский энергетический словарь. 2006 г.]Тематики
EN
маскирование потери пакета
Метод сокрытия факта потери медиапакетов путем генерирования синтезируемых пакетов (МСЭ-T G.1050).
[ http://www.iks-media.ru/glossary/index.html?glossid=2400324]Тематики
- электросвязь, основные понятия
EN
несущая в канале ВЧ-связи по ЛЭП
—
[Я.Н.Лугинский, М.С.Фези-Жилинская, Ю.С.Кабиров. Англо-русский словарь по электротехнике и электроэнергетике, Москва, 1999]Тематики
- электротехника, основные понятия
EN
программируемый логический контроллер
ПЛК
-
[Интент]
контроллер
Управляющее устройство, осуществляющее автоматическое управление посредством программной реализации алгоритмов управления.
[Сборник рекомендуемых терминов. Выпуск 107. Теория управления.
Академия наук СССР. Комитет научно-технической терминологии. 1984 г.]EN
storage-programmable logic controller
computer-aided control equipment or system whose logic sequence can be varied via a directly or remote-control connected programming device, for example a control panel, a host computer or a portable terminal
[IEV ref 351-32-34]FR
automate programmable à mémoire
См. также:
équipement ou système de commande assisté par ordinateur dont la séquence logique peut être modifiée directement ou par l'intermédiaire d'un dispositif de programmation relié à une télécommande, par exemple un panneau de commande, un ordinateur hôte ou un terminal de données portatif
[IEV ref 351-32-34]
- архитектура контроллера;
- производительность контроллера;
- время реакции контроллера;
КЛАССИФИКАЦИЯ
Основным показателем ПЛК является количество каналов ввода-вывода. По этому признаку ПЛК делятся на следующие группы:- нано- ПЛК (менее 16 каналов);
- микро-ПЛК (более 16, до 100 каналов);
- средние (более 100, до 500 каналов);
- большие (более 500 каналов).
- моноблочными - в которых устройство ввода-вывода не может быть удалено из контроллера или заменено на другое. Конструктивно контроллер представляет собой единое целое с устройствами ввода-вывода (например, одноплатный контроллер). Моноблочный контроллер может иметь, например, 16 каналов дискретного ввода и 8 каналов релейного вывода;
- модульные - состоящие из общей корзины (шасси), в которой располагаются модуль центрального процессора и сменные модули ввода-вывода. Состав модулей выбирается пользователем в зависимости от решаемой задачи. Типовое количество слотов для сменных модулей - от 8 до 32;
- распределенные (с удаленными модулями ввода-вывода) - в которых модули ввода-вывода выполнены в отдельных корпусах, соединяются с модулем контроллера по сети (обычно на основе интерфейса RS-485) и могут быть расположены на расстоянии до 1,2 км от процессорного модуля.
Многие контроллеры имеют набор сменных процессорных плат разной производительности. Это позволяет расширить круг потенциальных пользователей системы без изменения ее конструктива.
По конструктивному исполнению и способу крепления контроллеры делятся на:- панельные (для монтажа на панель или дверцу шкафа);
- для монтажа на DIN-рейку внутри шкафа;
- для крепления на стене;
- стоечные - для монтажа в стойке;
- бескорпусные (обычно одноплатные) для применения в специализированных конструктивах производителей оборудования (OEM - "Original Equipment Manufact urer").
По области применения контроллеры делятся на следующие типы:- универсальные общепромышленные;
- для управления роботами;
- для управления позиционированием и перемещением;
- коммуникационные;
- ПИД-контроллеры;
- специализированные.
По способу программирования контроллеры бывают:- программируемые с лицевой панели контроллера;
- программируемые переносным программатором;
- программируемые с помощью дисплея, мыши и клавиатуры;
- программируемые с помощью персонального компьютера.
Контроллеры могут программироваться на следующих языках:- на классических алгоритмических языках (C, С#, Visual Basic);
- на языках МЭК 61131-3.
Контроллеры могут содержать в своем составе модули ввода-вывода или не содержать их. Примерами контроллеров без модулей ввода-вывода являются коммуникационные контроллеры, которые выполняют функцию межсетевого шлюза, или контроллеры, получающие данные от контроллеров нижнего уровня иерархии АСУ ТП. Контроллеры для систем автоматизации
Слово "контроллер" произошло от английского "control" (управление), а не от русского "контроль" (учет, проверка). Контроллером в системах автоматизации называют устройство, выполняющее управление физическими процессами по записанному в него алгоритму, с использованием информации, получаемой от датчиков и выводимой в исполнительные устройства.
Первые контроллеры появились на рубеже 60-х и 70-х годов в автомобильной промышленности, где использовались для автоматизации сборочных линий. В то время компьютеры стоили чрезвычайно дорого, поэтому контроллеры строились на жесткой логике (программировались аппаратно), что было гораздо дешевле. Однако перенастройка с одной технологической линии на другую требовала фактически изготовления нового контроллера. Поэтому появились контроллеры, алгоритм работы которых мог быть изменен несколько проще - с помощью схемы соединений реле. Такие контроллеры получили название программируемых логических контроллеров (ПЛК), и этот термин сохранился до настоящего времени. Везде ниже термины "контроллер" и "ПЛК" мы будем употреблять как синонимы.
Немного позже появились ПЛК, которые можно было программировать на машинно-ориентированном языке, что было проще конструктивно, но требовало участия специально обученного программиста для внесения даже незначительных изменений в алгоритм управления. С этого момента началась борьба за упрощение процесса программирования ПЛК, которая привела сначала к созданию языков высокого уровня, затем - специализированных языков визуального программирования, похожих на язык релейной логики. В настоящее время этот процесс завершился созданием международного стандарта IEC (МЭК) 1131-3, который позже был переименован в МЭК 61131-3. Стандарт МЭК 61131-3 поддерживает пять языков технологического программирования, что исключает необходимость привлечения профессиональных программистов при построении систем с контроллерами, оставляя для них решение нестандартных задач.
В связи с тем, что способ программирования является наиболее существенным классифицирующим признаком контроллера, понятие "ПЛК" все реже используется для обозначения управляющих контроллеров, которые не поддерживают технологические языки программирования. Жесткие ограничения на стоимость и огромное разнообразие целей автоматизации привели к невозможности создания универсального ПЛК, как это случилось с офисными компьютерами. Область автоматизации выдвигает множество задач, в соответствии с которыми развивается и рынок, содержащий сотни непохожих друг на друга контроллеров, различающихся десятками параметров.
Выбор оптимального для конкретной задачи контроллера основывается обычно на соответствии функциональных характеристик контроллера решаемой задаче при условии минимальной его стоимости. Учитываются также другие важные характеристики (температурный диапазон, надежность, бренд изготовителя, наличие разрешений Ростехнадзора, сертификатов и т. п.).
Несмотря на огромное разнообразие контроллеров, в их развитии заметны следующие общие тенденции:- уменьшение габаритов;
- расширение функциональных возможностей;
- увеличение количества поддерживаемых интерфейсов и сетей;
- использование идеологии "открытых систем";
- использование языков программирования стандарта МЭК 61131-3;
- снижение цены.
[ http://bookasutp.ru/Chapter6_1.aspx]
Программируемый логический контроллер (ПЛК, PLC) – микропроцессорное устройство, предназначенное для управления технологическим процессом и другими сложными технологическими объектами.
Принцип работы контроллера состоит в выполнение следующего цикла операций:
1. Сбор сигналов с датчиков;
2. Обработка сигналов согласно прикладному алгоритму управления;
3. Выдача управляющих воздействий на исполнительные устройства.
В нормальном режиме работы контроллер непрерывно выполняет этот цикл с частотой от 50 раз в секунду. Время, затрачиваемое контроллером на выполнение полного цикла, часто называют временем (или периодом) сканирования; в большинстве современных ПЛК сканирование может настраиваться пользователем в диапазоне от 20 до 30000 миллисекунд. Для быстрых технологических процессов, где критична скорость реакции системы и требуется оперативное регулирование, время сканирования может составлять 20 мс, однако для большинства непрерывных процессов период 100 мс считается вполне приемлемым.
Аппаратно контроллеры имеют модульную архитектуру и могут состоять из следующих компонентов:
1. Базовая панель ( Baseplate). Она служит для размещения на ней других модулей системы, устанавливаемых в специально отведенные позиции (слоты). Внутри базовой панели проходят две шины: одна - для подачи питания на электронные модули, другая – для пересылки данных и информационного обмена между модулями.
2. Модуль центрального вычислительного устройства ( СPU). Это мозг системы. Собственно в нем и происходит математическая обработка данных. Для связи с другими устройствами CPU часто оснащается сетевым интерфейсом, поддерживающим тот или иной коммуникационный стандарт.
3. Дополнительные коммуникационные модули. Необходимы для добавления сетевых интерфейсов, неподдерживаемых напрямую самим CPU. Коммуникационные модули существенно расширяют возможности ПЛК по сетевому взаимодействию. C их помощью к контроллеру подключают узлы распределенного ввода/вывода, интеллектуальные полевые приборы и станции операторского уровня.
4. Блок питания. Нужен для запитки системы от 220 V. Однако многие ПЛК не имеют стандартного блока питания и запитываются от внешнего.
Рис.1. Контроллер РСУ с коммуникациями Profibus и Ethernet.
Иногда на базовую панель, помимо указанных выше, допускается устанавливать модули ввода/вывода полевых сигналов, которые образуют так называемый локальный ввод/вывод. Однако для большинства РСУ (DCS) характерно использование именно распределенного (удаленного) ввода/вывода.
Отличительной особенностью контроллеров, применяемых в DCS, является возможность их резервирования. Резервирование нужно для повышения отказоустойчивости системы и заключается, как правило, в дублировании аппаратных модулей системы.
Рис. 2. Резервированный контроллер с коммуникациями Profibus и Ethernet.
Резервируемые модули работают параллельно и выполняют одни и те же функции. При этом один модуль находится в активном состоянии, а другой, являясь резервом, – в режиме “standby”. В случае отказа активного модуля, система автоматически переключается на резерв (это называется “горячий резерв”).
Обратите внимание, контроллеры связаны шиной синхронизации, по которой они мониторят состояние друг друга. Это решение позволяет разнести резервированные модули на значительное расстояние друг от друга (например, расположить их в разных шкафах или даже аппаратных).
Допустим, в данный момент активен левый контроллер, правый – находится в резерве. При этом, даже находясь в резерве, правый контроллер располагает всеми процессными данными и выполняет те же самые математические операции, что и левый. Контроллеры синхронизированы. Предположим, случается отказ левого контроллера, а именно модуля CPU. Управление автоматически передается резервному контроллеру, и теперь он становится главным. Здесь очень большое значение имеют время, которое система тратит на переключение на резерв (обычно меньше 0.5 с) и отсутствие возмущений (удара). Теперь система работает на резерве. Как только инженер заменит отказавший модуль CPU на исправный, система автоматически передаст ему управление и возвратится в исходное состояние.
На рис. 3 изображен резервированный контроллер S7-400H производства Siemens. Данный контроллер входит в состав РСУ Simatic PCS7.
Рис. 3. Резервированный контроллер S7-400H. Несколько другое техническое решение показано на примере резервированного контроллера FCP270 производства Foxboro (рис. 4). Данный контроллер входит в состав системы управления Foxboro IA Series.
Рис. 4. Резервированный контроллер FCP270.
На базовой панели инсталлировано два процессорных модуля, работающих как резервированная пара, и коммуникационный модуль для сопряжения с оптическими сетями стандарта Ethernet. Взаимодействие между модулями происходит по внутренней шине (тоже резервированной), спрятанной непосредственно в базовую панель (ее не видно на рисунке).
На рисунке ниже показан контроллер AC800M производства ABB (часть РСУ Extended Automation System 800xA).
Рис. 5. Контроллер AC800M.
Это не резервированный вариант. Контроллер состоит из двух коммуникационных модулей, одного СPU и одного локального модуля ввода/вывода. Кроме этого, к контроллеру можно подключить до 64 внешних модулей ввода/вывода.
При построении РСУ важно выбрать контроллер, удовлетворяющий всем техническим условиям и требованиям конкретного производства. Подбирая оптимальную конфигурацию, инженеры оперируют определенными техническими характеристиками промышленных контроллеров. Наиболее значимые перечислены ниже:
1. Возможность полного резервирования. Для задач, где отказоустойчивость критична (химия, нефтехимия, металлургия и т.д.), применение резервированных конфигураций вполне оправдано, тогда как для других менее ответственных производств резервирование зачастую оказывается избыточным решением.
2. Количество и тип поддерживаемых коммуникационных интерфейсов. Это определяет гибкость и масштабируемость системы управления в целом. Современные контроллеры способны поддерживать до 10 стандартов передачи данных одновременно, что во многом определяет их универсальность.
3. Быстродействие. Измеряется, как правило, в количестве выполняемых в секунду элементарных операций (до 200 млн.). Иногда быстродействие измеряется количеством обрабатываемых за секунду функциональных блоков (что такое функциональный блок – будет рассказано в следующей статье). Быстродействие зависит от типа центрального процессора (популярные производители - Intel, AMD, Motorola, Texas Instruments и т.д.)
4. Объем оперативной памяти. Во время работы контроллера в его оперативную память загружены запрограммированные пользователем алгоритмы автоматизированного управления, операционная система, библиотечные модули и т.д. Очевидно, чем больше оперативной памяти, тем сложнее и объемнее алгоритмы контроллер может выполнять, тем больше простора для творчества у программиста. Варьируется от 256 килобайт до 32 мегабайт.
5. Надежность. Наработка на отказ до 10-12 лет.
6. Наличие специализированных средств разработки и поддержка различных языков программирования. Очевидно, что существование специализированный среды разработки прикладных программ – это стандарт для современного контроллера АСУ ТП. Для удобства программиста реализуется поддержка сразу нескольких языков как визуального, так и текстового (процедурного) программирования (FBD, SFC, IL, LAD, ST; об этом в следующей статье).
7. Возможность изменения алгоритмов управления на “лету” (online changes), т.е. без остановки работы контроллера. Для большинства контроллеров, применяемых в РСУ, поддержка online changes жизненно необходима, так как позволяет тонко настраивать систему или расширять ее функционал прямо на работающем производстве.
8. Возможность локального ввода/вывода. Как видно из рис. 4 контроллер Foxboro FCP270 рассчитан на работу только с удаленной подсистемой ввода/вывода, подключаемой к нему по оптическим каналам. Simatic S7-400 может спокойно работать как с локальными модулями ввода/вывода (свободные слоты на базовой панели есть), так и удаленными узлами.
9. Вес, габаритные размеры, вид монтажа (на DIN-рейку, на монтажную панель или в стойку 19”). Важно учитывать при проектировании и сборке системных шкафов.
10. Условия эксплуатации (температура, влажность, механические нагрузки). Большинство промышленных контроллеров могут работать в нечеловеческих условиях от 0 до 65 °С и при влажности до 95-98%.
[ http://kazanets.narod.ru/PLC_PART1.htm]Тематики
Синонимы
EN
DE
- speicherprogrammierbare Steuerung, f
FR
связь по ЛЭП
—
[Я.Н.Лугинский, М.С.Фези-Жилинская, Ю.С.Кабиров. Англо-русский словарь по электротехнике и электроэнергетике, Москва, 1999 г.]Тематики
- электротехника, основные понятия
EN
Англо-русский словарь нормативно-технической терминологии > plc
СтраницыСм. также в других словарях:
ГОСТ 3.1109-82: Единая система технологической документации. Термины и определения основных понятий — Терминология ГОСТ 3.1109 82: Единая система технологической документации. Термины и определения основных понятий оригинал документа: 77. Время на личные потребности D. Zeit für naturliche Bedürfniße E. Time for personal needs Определения термина… … Словарь-справочник терминов нормативно-технической документации
50.1.031-2001: Информационные технологии поддержки жизненного цикла продукции. Терминологический словарь. Часть 1. Стадии жизненного цикла продукции — Терминология 50.1.031 2001: Информационные технологии поддержки жизненного цикла продукции. Терминологический словарь. Часть 1. Стадии жизненного цикла продукции: 3.7.12. (всеобщее) управление качеством : Совокупность программных средств и данных … Словарь-справочник терминов нормативно-технической документации
Р 50.1.031-2001: Информационные технологии поддержки жизненного цикла продукции. Терминологический словарь. Часть 1. Стадии жизненного цикла продукции — Терминология Р 50.1.031 2001: Информационные технологии поддержки жизненного цикла продукции. Терминологический словарь. Часть 1. Стадии жизненного цикла продукции: 3.7.12. (всеобщее) управление качеством : Совокупность программных средств и… … Словарь-справочник терминов нормативно-технической документации
ГОСТ Р МЭК 60204-1-2007: Безопасность машин. Электрооборудование машин и механизмов. Часть 1. Общие требования — Терминология ГОСТ Р МЭК 60204 1 2007: Безопасность машин. Электрооборудование машин и механизмов. Часть 1. Общие требования оригинал документа: TN систем питания Испытания по методу 1 в соответствии с 18.2.2 могут быть проведены для каждой цепи… … Словарь-справочник терминов нормативно-технической документации
ИСО 9004-1-94: Управление качеством и элементы системы качества. Часть 1. Руководящие указания — Терминология ИСО 9004 1 94: Управление качеством и элементы системы качества. Часть 1. Руководящие указания: 8.7. Анализ готовности продукций к реализации Следует определить возможности организации для поставки новой или модернизированной… … Словарь-справочник терминов нормативно-технической документации
Вводная часть ИТ — 5.2. Вводная часть ИТ должна содержать следующие сведения: наименование оборудования основание для разработки документации на создание оборудования; назначение оборудования; цель разработки оборудования; ссылки на проведенные научно технические и … Словарь-справочник терминов нормативно-технической документации
Технологический процесс — (Process) Определение технологического процесса, типы технологического процесса Определение технологического процесса, типы технологического процесса, правила процесса Содержание Содержание Определение . Понятие технологического процесса Основные … Энциклопедия инвестора
Технологическая операция — Эта статья или раздел нуждается в переработке. Пожалуйста, улучшите статью в соответствии с правилами написания статей … Википедия
Технологический процесс — (ТП), сокр. техпроцесс это упорядоченная последовательность взаимосвязанных действий, выполняющихся с момента возникновения исходных данных до получения требуемого результата. Технологический процесс это часть производственного… … Википедия
МД 3.02-2000: Технологические правила проектирования. Методическое руководство — Терминология МД 3.02 2000: Технологические правила проектирования. Методическое руководство: Инвестиционный строительный проект Совокупность организационно технических мероприятий по реализации инвестиций в объекты капитального строительства в… … Словарь-справочник терминов нормативно-технической документации
Технологический переход — – законченная часть технологической операции, выполняемая над одной или несколькими поверхностями заготовки, одним или несколькими одновременно работающими инструментами при неизменных режимах обработки. Обработка следующей поверхности… … Энциклопедия терминов, определений и пояснений строительных материалов
 18+© Академик, 2000-2024
18+© Академик, 2000-2024- Обратная связь: Техподдержка, Реклама на сайте
Экспорт словарей на сайты, сделанные на PHP, Joomla, Drupal, WordPress, MODx.
Перевод: со всех языков на русский
с русского на все языки- С русского на:
- Все языки
- Со всех языков на:
- Все языки
- Английский
- Немецкий
- Русский
- Французский