-
1 CO2
сокр.1) сокр. Kohlendioxid2) свар. (необходимое) количество углекислого газа, автомат для сварки в среде углекислого газа, автоматическая сварка в среде углекислого газа, аппарат для сварки в среде углекислого газа, баллон для хранения углекислого газа, горелка для сварки в среде углекислого газа, дуга горящая в среде углекислого газа, заварка корня шва в среде углекислого газа, малогабаритный аппарат для сварки в среде углекислого газа, металл, наплавленный в среде углекислого газа, наплавка в среде углекислого газа, полуавтоматическая сварка в среде углекислого газа, проволока для сварки в среде углекислого газа, рабочий, выполняющий сварку в среде углекислого газа, рабочий, сваривающий трубы в среде углекислого газа, редуктор для углекислого газа, ручная сварка в среде углекислого газа, сваренный в среде углекислого газа, сварка в среде углекислого газа, сварка кольцевых швов труб в среде углекислого газа, сварка подварного шва в среде углекислого газа, сварка тонкой проволокой в среде углекислого газа, степень чистоты углекислого газа, техника сварки в среде углекислого газа, углекислотный баллон, установка для ручной сварки в среде углекислого газа, установка для сварки в среде углекислого газа, установка для сварки тонкой проволокой в среде углекислого газа, шов таврового соединения, сваренный в среде, шов таврового соединения, сваренный в среде углекислого газа, шов, сваренный в среде углекислого газа -
2 Elektrode
f( сварочный) электродartähnliche Elektrode - электрод того же состава, что и основной металл
artfremde Elektrode - электрод, отличающийся по составу от основного металла
artgleiche Elektrode - см. artähnliche Elektrode
Elektrode aus kohlenstoffarmem Stahl - электрод со стержнем из малоуглеродистой стали
blanke Elektrode - см. nackte Elektrode
dickumhüllte (dickummantelte) Elektrode - толстопокрытый (толстообмазанный) электрод
dünngetauchte Elektrode - электрод, изготовленный погружением
eisenausbringende (eisenpulverhaltige) Elektrode - электрод с железным порошком в покрытии
Elektrode für das Schweißen von Fallnähten - электрод для сварки швов сверху вниз
Elektrode für das Wechsel- und Gleichstromschweißen - электрод для сварки на переменном и постоянном токе
getauchte Elektrode - электрод, изготовленный погружением
heißgehende (heißschweißende) Elektrode - "горячий" электрод ( для уменьшения скорости кристаллизации ванны)
hocheisenpulverhaltige Elektrode - электрод с повышенным содержанием железного порошка
hüllenlegierte Elektrode - электрод, легированный через покрытие
kaltgehende (kaltschweißende) Elektrode - "холодный" электрод ( для увеличения скорости кристаллизации ванны)
kerndrahtlegierte Elektrode - электрод, легированный через сердечник
leichtgetauchte Elektrode - см. dünngetauchte Elektrode
leichtumhüllte Elektrode - см. dünnumhüllte Elektrode
metallbandumwickelte Elektrode - электрод, обернутый металлической лентой
minusgepolte Elektrode - электрод, подключенный к отрицательному полюсу ( источника питания)
Elektrode mit ballig aufsetzender Elektrodenspitze - электрод с выпуклой рабочей поверхносп ю в виде вставки
Elektrode mit feintropfigem Werkstoffübergang - электрод с мелкокапельным переносом металла
Elektrode mit flacher Arbeitsfläche - электрод с плоской рабочей поверхностью
Elektrode mit geriffeltem Kerndraht - электрод с покрытием в насечке стержня
Elektrode mit großtropfigem Werkstoffübergang - электрод с крупнокапельным переносом металла
Elektrode mit hohem Ausbringen (mit hoher Ausbeute) - электрод с высоким коэффициентом перехода металла в шов
Elektrode mit kegelförmiger Elektrodenspitze - электрод с конической рабочей поверхностью
Elektrode mit mitteltropfigem Werkstoffübergang - электрод со среднекапельным переносом металла
Elektrode mit planer Elektrodenspitze - электрод с плоской рабочей поверхностью
Elektrode mit profiliertem Kerndraht - электрод с покрытием в продольных канавках
mitteldick umhüllte (mittelstark umhüllte) Elektrode - электрод со средней толщиной покрытия
Elektrode mit tropfenförmigem Werkstoffübergang - электрод с капельным переносом металла
nackte Elektrode - голый электрод, электрод без покрытия
nichtumhüllte Elektrode - см. nackte Elektrode
pendelnde Elektrode - электрод, совершающий колебания ( поперек или вдоль шва)
plattenförmige Elektrode - см. flache Elektrode
plusgepolte Elektrode - электрод, подключенный к положительному полюсу ( источника питания)
schutzgasbildende Elektrode - электрод, создающий газовую защиту ( сварочной ванны)
stromüberlastbare Elektrode - электрод, допускающий работу на высоких плотностях тока
umwickelte Elektrode - электрод с обмоткой, оплетенный электрод
wechselstromgängige Elektrode - электрод, допускающий сварку на переменном токе
wechselstromschweißbare Elektrode - электрод для сварки на переменном токе
Elektrode zum Pressluft-Lichtbogenschneiden - электрод для воздушнодуговой резки
zusammengestellte Elektrode - 1. составной электрод 2. плавящийся мундштук ( при электрошлаковой сварке)
Russisch-Deutsches worterbuch der schweß-und lottechnik > Elektrode
-
3 Buckelschweißen
рельефная сварка
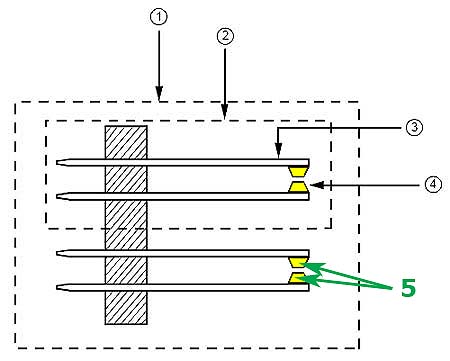
Контактная сварка, при которой сварное соединение получается на отдельных участках, обусловленных их геометрической формой, в том число по выступам.
[ ГОСТ 2601-84]
рельефная сварка
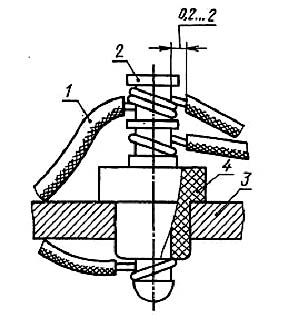
Контактная сварка, при которой сила и ток локализуются на выступе или выступах, расположенных на одной или нескольких сопрягаемых поверхностях и сплющивающихся при сварке (см. рисунок 25).
Примечание - Ток и сила обычно передаются через плиты, зажимы и захваты.
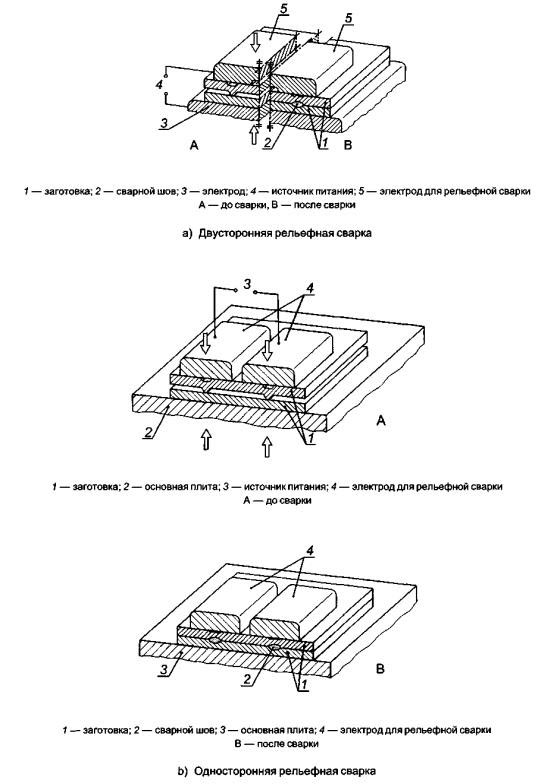
1 - заготовка; 2 - сварной шов; 3 - электрод; 4 - источник питания; 5 - электрод для рельефной сварки
А - до сварки; В - после сварки
а) Двусторонняя рельефная сварка
1 - заготовка; 2 - основная плита; 3 - источник питания; 4 - электрод для рельефной сварки
А - до сварки
1 - заготовка; 2 - сварной шов; 3 - основная плита; 4 - электрод для рельефной сварки
В - после сварки
а) Односторонняя рельефная сварка
Рисунок 25 - Рельефная сварка
[ ГОСТ Р ИСО 857-1-2009]Тематики
- сварка, резка, пайка
EN
DE
FR
Немецко-русский словарь нормативно-технической терминологии > Buckelschweißen
-
4 Hochfrequenz-Schweißpresse
сущ.свар. высокочастотный пресс для сварки пластмасс, пресс для сварки (пластмасс) токами высокой частоты, пресс для сварки (пластмасс) током высокой частоты, пресс для сварки пластмасс токами высокой частоты, пресс для сварки пластмасс током высокой частоты, высокочастотный пресс для сварки (пластмасс)Универсальный немецко-русский словарь > Hochfrequenz-Schweißpresse
-
5 schweißgerecht
прил.1) тех. рациональный с точки зрения сварки, целесообразный с точки зрения сварки2) свар. рационально с точки зрения сварки, технологичный с точки зрения сварки, удовлетворяющий требованиям сварки, целесообразно с точки зрения сварки -
6 Punktelektrode
fэлектрод для точечной сваркиgerade Punktelektrode mit geneigt aufsetzender Spitze - электрод с наклонной контактной поверхностью для точечной сварки
Punktelektrode mit senkrecht aufsetzender Spitze - вертикальный электрод для точечной сварки
rotationssymmetrische Punktelektrode - вертикальный симметричный электрод для точечной сварки
Russisch-Deutsches worterbuch der schweß-und lottechnik > Punktelektrode
-
7 Punktschweißmaschine
fточечная сварочная машина, машина для точечной сваркиfußbetätigte Punktschweißmaschine - точечная сварочная машина с педальным приводом
handhebelbetätigte Punktschweißmaschine - точечная сварочная машина с ручным включением
hydraulisch betätigte Punktschweißmaschine - точечная сварочная машина с гидравлическим приводом механизма сжатия
Punktschweißmaschine mit Batteriespeicherung - аккумуляторная машина для точечной сварки
Punktschweißmaschine mit induktiver Speicherung - электромагнитная машина для точечной сварки
Punktschweißmaschine mit kapazitiver Speicherung - конденсаторная машина для точечной свайки
pneumatisch betätigte Punktschweißmaschine - точечная сварочная машина с пневматическим приводом механизма сжатия
Russisch-Deutsches worterbuch der schweß-und lottechnik > Punktschweißmaschine
-
8 Schweißzange
сущ.1) стр. электрододержатель (для ручной дуговой сварки), сварочные клещи (для точечной контактной сварки)2) электр. электрододержатель (для дуговой сварки), сварочные клещи (для точечной сварки), электродержатель (для дуговой сварки) -
9 Punktschweißzange
fклещи для точечной сваркиhydraulische Punktschweißzange - клещи для точечной сварки с гидравлическим приводом механизма сжатия
Punktschweißzange mit eingebautem Transformator - клещи для точечной сварки с встроенным трансформатором
pneumatische Punktschweißzange - клещи для точечной сварки с пневматическим приводом механизма сжатия
Russisch-Deutsches worterbuch der schweß-und lottechnik > Punktschweißzange
-
10 HF-Schweißgerät
1. сокр.свар. аппарат для сварки токами высокой частоты, аппарат для сварки током высокой частоты2. сущ.свар. сварки токами высокой частоты, сварки током высокой частоты -
11 Schweißanweisung
сущ.2) свар. ТУ на сварочные работы, описание регламента сварки, спецификация технологии сварки, технические условия по сварочным процедурам, технические требования к швам сварных соединений [по Справочнику ASME], технические условия процесса сварки, технологическая карта сварки (WPS) -
12 Schweißzeitgeber
сущ.1) электр. дозатор времени сварки, дозатор сварки, задатчик времени сварки2) свар. реле времени сварки -
13 Stumpfschweißmaschine
сущ.1) тех. машина для сварки в стык2) стр. машина для сварки встык3) свар. машина для контактной стыковой сварки, машина для стыковой сварки, стыковая сварочная машинаУниверсальный немецко-русский словарь > Stumpfschweißmaschine
-
14 Lage
f1. слой2. положениеschweißgerechte Lage - положение, удобное для сварки
Russisch-Deutsches worterbuch der schweß-und lottechnik > Lage
-
15 Pulver
n1. флюс2. порошок (см. тж. Schweißpulver)manganfreies Pulver - см. manganloses Pulver
Pulver mit kurzem Erstarrungsintervall - флюс с небольшим интервалом затвердевания, короткий флюс
Pulver mit langem Erstarrungsintervall - флюс с большим интервалом затвердевания, длинный флюс
mittelviskoses Pulver - флюс, дающий шлак средней вязкости
siliziumkarbidhaltiges Pulver - флюс, содержащий карбиды кремния
stark viskoses Pulver - флюс, дающий шлак высокой вязкости
tonerdhaltiges Pulver - флюс, содержащий глинозем
wenig viskoses Pulver - флюс, дающий жидкотекучий шлак
Russisch-Deutsches worterbuch der schweß-und lottechnik > Pulver
-
16 Schweißstelle
f1. место сварки2. сварочный постRussisch-Deutsches worterbuch der schweß-und lottechnik > Schweißstelle
-
17 Schweißverfahren
nспособ сваркиRussisch-Deutsches worterbuch der schweß-und lottechnik > Schweißverfahren
-
18 Kontaktglied
контакт-деталь
Одна из токопроводящих частей 1), образующих контакт.
МЭК 60050(441-15-06).
[ ГОСТ Р 50030. 1-2000 ( МЭК 60947-1-99)]
1) Должно быть проводящих
[Интент]
контакт-деталь
Деталь, соприкасающаяся с другой при образовании электрического контакта
[ ГОСТ 14312-79]EN
contact (piece)
one of the conductive parts forming a contact
[IEV number 441-15-06 ]FR
(pièce de) contact
une des pièces conductrices formant un contact
[IEV number 441-15-06 ]1. Коммутирующая электрическая контакт-деталь
[IEV number 444-04-06]EN
- Contact set - контактная группа
-
Ouput circuit - выходная цепь
contact circuit - цепь контакта
contact - контакт - Contact member - контактный элемент (контактная пружина)
- рабочая поверхность контакт-детали
-
Contact (piece) - контакт деталь
FR
- Jeu de contacts - контактная группа
-
Circuit de sortie - выходная цепь
circuit de contact - цепь контакта
contact - контакт - Element de contact - контактный элемент (контактная пружина)
- рабочая поверхность контакт-детали
-
Piece de contact - контакт-деталь
[Перевод Интент]
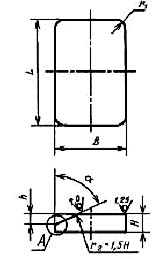
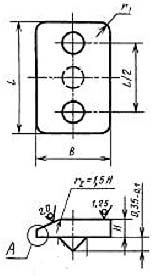
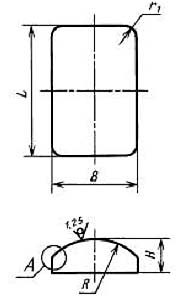
Типы коммутирующих электрических контакт-деталей (контактов) по ГОСТ 3884-77
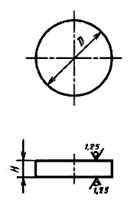
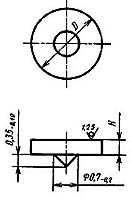
ПП - с плоской рабочей и нерабочей поверхностями
ПР - с плоской рабочей поверхностью и с рельефом для сварки (сферическим или цилиндрическим) со стороны нерабочей поверхности
ПШ - с плоской рабочей поверхностью и с коническим шипом на нерабочей поверхности
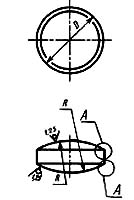
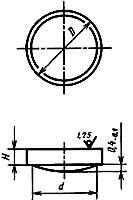
СС - со сферической рабочей и сферической нерабочей поверхностями
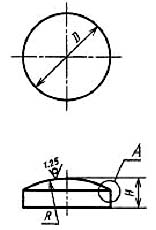
СП - со сферической рабочей поверхностью и плоской нерабочей поверхностью
СШ - со сферической рабочей поверхностью и коническим шипом на нерабочей поверхности
СР - со сферической рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ПуП - с усеченной плоской рабочей поверхностью и плоской нерабочей поверхностью
ПуШ - с усеченной плоской рабочей поверхностью и коническим шипом на нерабочей поверхности
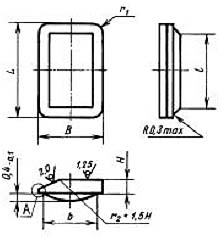
ПуР - с усеченной плоской рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
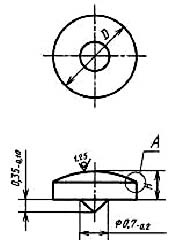
ЦП - с цилиндрической рабочей поверхностью и плоской нерабочей поверхностью
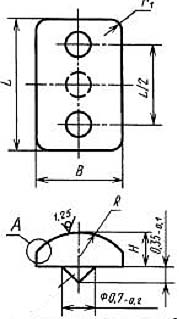
ЦШ - с цилиндрической рабочей поверхностью и коническим шипом на нерабочей поверхности
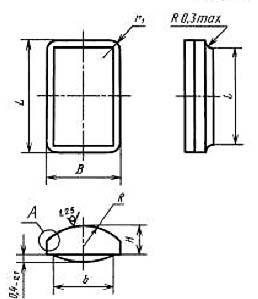
ЦР - с цилиндрической рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
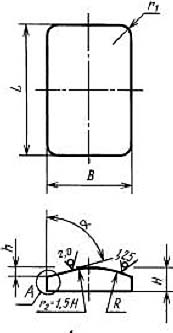
ЦуП - с усеченной цилиндрической рабочей поверхностью и плоской нерабочей поверхностью
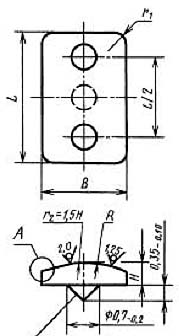
ЦуШ - с усеченной цилиндрической рабочей поверхностью и коническим шипом на нерабочей поверхности
2. Контакт-деталь электрического соединителя

Рис. Tyco Electronics
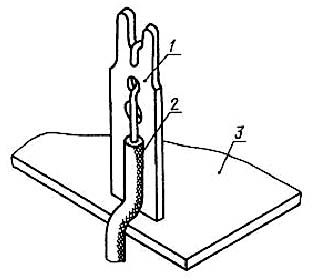
Извлекаемые штампованные контакты электрического соединителя:
1 - Гнездовая контакт-деталь (гнездовой контакт)
2 - Штыревая контакт-деталь (штыревой контакт)3. Контакт-деталь, как часть разборного или неразборного контактного электрического соединения
Требования к подготовке рабочих поверхностей контакт-деталей
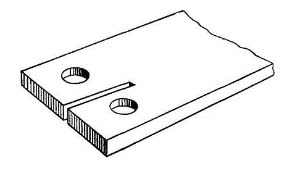
1. Контакт-детали, имеющие два и более отверстий под болты в поперечном ряду, рекомендуется выполнять с продольными разрезами, как показано на чертеже.
2. Рабочие поверхности контакт-деталей разборных контактных соединений и неразборных контактных соединений с линейной арматурой непосредственно перед сборкой должны быть подготовлены:
- медные без покрытия и алюмомедные - зачищены.
При зачистке алюмомедных проводов не должна быть повреждена медная оболочка;
- алюминиевые и из алюминиевых сплавов - зачищены и смазаны нейтральной смазкой (вазелин КВЗ по ГОСТ 15975-70, ЦИАТИМ-221 по ГОСТ 9433-80 или другими смазками с аналогичными свойствами).
Рекомендуемое время между зачисткой и смазкой не более 1 ч;
- рабочие поверхности, имеющие защитные металлические покрытия, - промыты органическим растворителем.
3. Рабочие поверхности медных контакт-деталей, соединяемых способом опрессовки, должны быть зачищены, если иное не указано в стандартах или технических условиях на конкретные виды электротехнических устройств.
Рабочие поверхности алюминиевых контакт-деталей должны быть зачищены и смазаны кварцевазелиновой пастой или другими смазками, пастами и компаундами с аналогичными свойствами.
4. Поверхности контакт-деталей, соединяемых сваркой или пайкой, должны быть предварительно зачищены, обезжирены или протравлены.
[ ГОСТ 10434-82]4. Контакт-деталь, устанавливаемая на печатной плате для присоединения проводов
Тематики
EN
DE
FR
контактный элемент
Деталь аппарата для цепей управления (неподвижная или подвижная, проводящая или изолированная) для замыкания или размыкания единственного пути прохождения тока в цепи.
Примечания:
1. Контактный элемент и механизм передачи усилия могут быть объединены в единый узел, но чаще один или несколько элементов могут быть скомбинированы с одним или несколькими механизмами передачи усилия, и их конструкция может быть разной.
2. В состав контактных элементов не входят катушки и магниты управления.
[ ГОСТ 50030.5.1-2005]
контактный элемент
контакт (2)
-
[IEV number 151-12-16]EN
contact member
contact (2)
conductive element intended to make an electric contact
[IEV number 151-12-16]FR
élément de contact, m
contact (2), m
élément conducteur destiné à établir un contact électrique
[IEV number 151-12-16]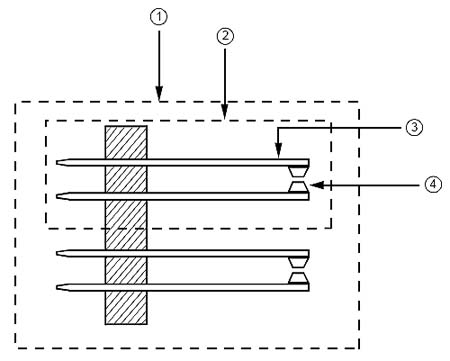
[IEV number 444-04-06]EN
- Contact set - контактная группа
-
Ouput circuit - выходная цепь
contact circuit - цепь контакта
contact - контакт - Contact member - контактный элемент
- Contact point - рабочая поверхность контакт-детали, контакт-деталь
FR
- Jeu de contacts - контактная группа
-
Circuit de sortie - выходная цепь
circuit de contact - цепь контакта
contact - контакт - Element de contact - контактный элемент
-
Piece de contact - рабочая поверхность контакт-детали, контакт-деталь
[Перевод Интент]
Примечания
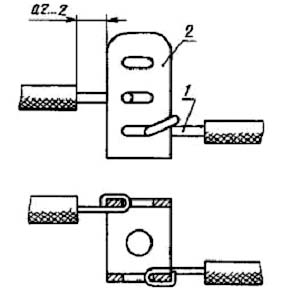
1 - Контактный элемент такой конструкции как на рисунке слева называют также конактная пружина.
2 - По существу, контактный элемент, это одна из частей контакта,
т. е. в замыкающем, размыкающем и переключающем контактах любой подвижный и неподвижный контакт является контактным элементом.
[Интент]Тематики
Синонимы
EN
DE
FR
контактный элемент электрического реле
Проводящая часть контакта электрического реле, электрически изолированная от другой части или других частей, если цепь контакта электрического реле разомкнута
[ ГОСТ 16022-83]Тематики
EN
DE
FR
102. Контактный элемент электрического реле
D. Kontaktglied
E. Contact member
F. Elément de contact
Проводящая часть контакта электрического реле, электрически изолированная от другой части или других частей, если цепь контакта электрического реле разомкнута
Источник: ГОСТ 16022-83: Реле электрические. Термины и определения оригинал документа
Немецко-русский словарь нормативно-технической терминологии > Kontaktglied
-
19 Kontaktstück
контакт-деталь
Одна из токопроводящих частей 1), образующих контакт.
МЭК 60050(441-15-06).
[ ГОСТ Р 50030. 1-2000 ( МЭК 60947-1-99)]
1) Должно быть проводящих
[Интент]
контакт-деталь
Деталь, соприкасающаяся с другой при образовании электрического контакта
[ ГОСТ 14312-79]EN
contact (piece)
one of the conductive parts forming a contact
[IEV number 441-15-06 ]FR
(pièce de) contact
une des pièces conductrices formant un contact
[IEV number 441-15-06 ]1. Коммутирующая электрическая контакт-деталь
[IEV number 444-04-06]EN
- Contact set - контактная группа
-
Ouput circuit - выходная цепь
contact circuit - цепь контакта
contact - контакт - Contact member - контактный элемент (контактная пружина)
- рабочая поверхность контакт-детали
-
Contact (piece) - контакт деталь
FR
- Jeu de contacts - контактная группа
-
Circuit de sortie - выходная цепь
circuit de contact - цепь контакта
contact - контакт - Element de contact - контактный элемент (контактная пружина)
- рабочая поверхность контакт-детали
-
Piece de contact - контакт-деталь
[Перевод Интент]
Типы коммутирующих электрических контакт-деталей (контактов) по ГОСТ 3884-77
ПП - с плоской рабочей и нерабочей поверхностями
ПР - с плоской рабочей поверхностью и с рельефом для сварки (сферическим или цилиндрическим) со стороны нерабочей поверхности
ПШ - с плоской рабочей поверхностью и с коническим шипом на нерабочей поверхности
СС - со сферической рабочей и сферической нерабочей поверхностями
СП - со сферической рабочей поверхностью и плоской нерабочей поверхностью
СШ - со сферической рабочей поверхностью и коническим шипом на нерабочей поверхности
СР - со сферической рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ПуП - с усеченной плоской рабочей поверхностью и плоской нерабочей поверхностью
ПуШ - с усеченной плоской рабочей поверхностью и коническим шипом на нерабочей поверхности
ПуР - с усеченной плоской рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ЦП - с цилиндрической рабочей поверхностью и плоской нерабочей поверхностью
ЦШ - с цилиндрической рабочей поверхностью и коническим шипом на нерабочей поверхности
ЦР - с цилиндрической рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ЦуП - с усеченной цилиндрической рабочей поверхностью и плоской нерабочей поверхностью
ЦуШ - с усеченной цилиндрической рабочей поверхностью и коническим шипом на нерабочей поверхности
2. Контакт-деталь электрического соединителя
Рис. Tyco Electronics
Извлекаемые штампованные контакты электрического соединителя:
1 - Гнездовая контакт-деталь (гнездовой контакт)
2 - Штыревая контакт-деталь (штыревой контакт)3. Контакт-деталь, как часть разборного или неразборного контактного электрического соединения
Требования к подготовке рабочих поверхностей контакт-деталей
1. Контакт-детали, имеющие два и более отверстий под болты в поперечном ряду, рекомендуется выполнять с продольными разрезами, как показано на чертеже.
2. Рабочие поверхности контакт-деталей разборных контактных соединений и неразборных контактных соединений с линейной арматурой непосредственно перед сборкой должны быть подготовлены:
- медные без покрытия и алюмомедные - зачищены.
При зачистке алюмомедных проводов не должна быть повреждена медная оболочка;
- алюминиевые и из алюминиевых сплавов - зачищены и смазаны нейтральной смазкой (вазелин КВЗ по ГОСТ 15975-70, ЦИАТИМ-221 по ГОСТ 9433-80 или другими смазками с аналогичными свойствами).
Рекомендуемое время между зачисткой и смазкой не более 1 ч;
- рабочие поверхности, имеющие защитные металлические покрытия, - промыты органическим растворителем.
3. Рабочие поверхности медных контакт-деталей, соединяемых способом опрессовки, должны быть зачищены, если иное не указано в стандартах или технических условиях на конкретные виды электротехнических устройств.
Рабочие поверхности алюминиевых контакт-деталей должны быть зачищены и смазаны кварцевазелиновой пастой или другими смазками, пастами и компаундами с аналогичными свойствами.
4. Поверхности контакт-деталей, соединяемых сваркой или пайкой, должны быть предварительно зачищены, обезжирены или протравлены.
[ ГОСТ 10434-82]4. Контакт-деталь, устанавливаемая на печатной плате для присоединения проводов
Тематики
EN
DE
FR
контакт-деталь электрического реле
Часть контактного элемента электрического реле, с помощью которой происходит замыкание или размыкание контакта
[ ГОСТ 16022-83]Тематики
EN
DE
FR
103. Контакт-деталь электрического реле
D. Kontaktstück
E. Contact tip (or point)
F. Pièce de contact
Часть контактного элемента электрического реле, с помощью которой происходит замыкание или размыкание контакта
Источник: ГОСТ 16022-83: Реле электрические. Термины и определения оригинал документа
Немецко-русский словарь нормативно-технической терминологии > Kontaktstück
-
20 Schaltstück
контакт-деталь
Одна из токопроводящих частей 1), образующих контакт.
МЭК 60050(441-15-06).
[ ГОСТ Р 50030. 1-2000 ( МЭК 60947-1-99)]
1) Должно быть проводящих
[Интент]
контакт-деталь
Деталь, соприкасающаяся с другой при образовании электрического контакта
[ ГОСТ 14312-79]EN
contact (piece)
one of the conductive parts forming a contact
[IEV number 441-15-06 ]FR
(pièce de) contact
une des pièces conductrices formant un contact
[IEV number 441-15-06 ]1. Коммутирующая электрическая контакт-деталь
[IEV number 444-04-06]EN
- Contact set - контактная группа
-
Ouput circuit - выходная цепь
contact circuit - цепь контакта
contact - контакт - Contact member - контактный элемент (контактная пружина)
- рабочая поверхность контакт-детали
-
Contact (piece) - контакт деталь
FR
- Jeu de contacts - контактная группа
-
Circuit de sortie - выходная цепь
circuit de contact - цепь контакта
contact - контакт - Element de contact - контактный элемент (контактная пружина)
- рабочая поверхность контакт-детали
-
Piece de contact - контакт-деталь
[Перевод Интент]
Типы коммутирующих электрических контакт-деталей (контактов) по ГОСТ 3884-77
ПП - с плоской рабочей и нерабочей поверхностями
ПР - с плоской рабочей поверхностью и с рельефом для сварки (сферическим или цилиндрическим) со стороны нерабочей поверхности
ПШ - с плоской рабочей поверхностью и с коническим шипом на нерабочей поверхности
СС - со сферической рабочей и сферической нерабочей поверхностями
СП - со сферической рабочей поверхностью и плоской нерабочей поверхностью
СШ - со сферической рабочей поверхностью и коническим шипом на нерабочей поверхности
СР - со сферической рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ПуП - с усеченной плоской рабочей поверхностью и плоской нерабочей поверхностью
ПуШ - с усеченной плоской рабочей поверхностью и коническим шипом на нерабочей поверхности
ПуР - с усеченной плоской рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ЦП - с цилиндрической рабочей поверхностью и плоской нерабочей поверхностью
ЦШ - с цилиндрической рабочей поверхностью и коническим шипом на нерабочей поверхности
ЦР - с цилиндрической рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ЦуП - с усеченной цилиндрической рабочей поверхностью и плоской нерабочей поверхностью
ЦуШ - с усеченной цилиндрической рабочей поверхностью и коническим шипом на нерабочей поверхности
2. Контакт-деталь электрического соединителя
Рис. Tyco Electronics
Извлекаемые штампованные контакты электрического соединителя:
1 - Гнездовая контакт-деталь (гнездовой контакт)
2 - Штыревая контакт-деталь (штыревой контакт)3. Контакт-деталь, как часть разборного или неразборного контактного электрического соединения
Требования к подготовке рабочих поверхностей контакт-деталей
1. Контакт-детали, имеющие два и более отверстий под болты в поперечном ряду, рекомендуется выполнять с продольными разрезами, как показано на чертеже.
2. Рабочие поверхности контакт-деталей разборных контактных соединений и неразборных контактных соединений с линейной арматурой непосредственно перед сборкой должны быть подготовлены:
- медные без покрытия и алюмомедные - зачищены.
При зачистке алюмомедных проводов не должна быть повреждена медная оболочка;
- алюминиевые и из алюминиевых сплавов - зачищены и смазаны нейтральной смазкой (вазелин КВЗ по ГОСТ 15975-70, ЦИАТИМ-221 по ГОСТ 9433-80 или другими смазками с аналогичными свойствами).
Рекомендуемое время между зачисткой и смазкой не более 1 ч;
- рабочие поверхности, имеющие защитные металлические покрытия, - промыты органическим растворителем.
3. Рабочие поверхности медных контакт-деталей, соединяемых способом опрессовки, должны быть зачищены, если иное не указано в стандартах или технических условиях на конкретные виды электротехнических устройств.
Рабочие поверхности алюминиевых контакт-деталей должны быть зачищены и смазаны кварцевазелиновой пастой или другими смазками, пастами и компаундами с аналогичными свойствами.
4. Поверхности контакт-деталей, соединяемых сваркой или пайкой, должны быть предварительно зачищены, обезжирены или протравлены.
[ ГОСТ 10434-82]4. Контакт-деталь, устанавливаемая на печатной плате для присоединения проводов
Тематики
EN
DE
FR
Немецко-русский словарь нормативно-технической терминологии > Schaltstück
См. также в других словарях:
ГОСТ Р ИСО 857-1-2009: Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения — Терминология ГОСТ Р ИСО 857 1 2009: Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения оригинал документа: 6.4 автоматическая сварка: Сварка, при которой все операции механизированы (см. таблицу 1).… … Словарь-справочник терминов нормативно-технической документации
ГОСТ Р ИСО 15607-2009: Технические требования и аттестация процедур сварки металлических материалов. Общие правила — Терминология ГОСТ Р ИСО 15607 2009: Технические требования и аттестация процедур сварки металлических материалов. Общие правила оригинал документа: 3.22 дефект (imperfection): Нарушение сплошности сварного шва или отклонение от установленной… … Словарь-справочник терминов нормативно-технической документации
СТО Газпром 2-2.2-136-2007: Инструкция по технологиям сварки при строительстве и ремонте промысловых и магистральных газопроводов. Часть I — Терминология СТО Газпром 2 2.2 136 2007: Инструкция по технологиям сварки при строительстве и ремонте промысловых и магистральных газопроводов. Часть I: 3.1.1 автоматическая сварка: Дуговая сварка, при которой возбуждение дуги, подача сварочной… … Словарь-справочник терминов нормативно-технической документации
ГОСТ Р 53526-2009: Персонал, выполняющий сварку. Аттестационные испытания операторов сварки плавлением и наладчиков контактной сварки для полностью механизированной и автоматической сварки металлических материалов — Терминология ГОСТ Р 53526 2009: Персонал, выполняющий сварку. Аттестационные испытания операторов сварки плавлением и наладчиков контактной сварки для полностью механизированной и автоматической сварки металлических материалов оригинал документа … Словарь-справочник терминов нормативно-технической документации
ГОСТ Р МЭК 60974-1-2004: Источники питания для дуговой сварки. Требования безопасности — Терминология ГОСТ Р МЭК 60974 1 2004: Источники питания для дуговой сварки. Требования безопасности оригинал документа: 3.7 внешний осмотр: Внешний осмотр на наличие явных отклонений от технической документации с учетом требований… … Словарь-справочник терминов нормативно-технической документации
предпроизводственное испытание сварки — 3.8 предпроизводственное испытание сварки (pre production welding test): Испытание сварки, имеющее те же функции, что и испытание процедуры сварки, но основанное на нестандартном контрольном образце, имитирующем производственные условия. Источник … Словарь-справочник терминов нормативно-технической документации
программа сварки — 5.4.6 программа сварки: Программа, устанавливающая всю технологию сварки (например, последовательность сварки, условия сварки, параметры сварки). Источник: ГОСТ Р ИСО 857 1 2009: Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки… … Словарь-справочник терминов нормативно-технической документации
ГОСТ Р ИСО 12176-2-2011: Трубы и фитинги пластмассовые. Оборудование для сварки полиэтиленовых систем. Часть 2. Сварка с закладными нагревателями — Терминология ГОСТ Р ИСО 12176 2 2011: Трубы и фитинги пластмассовые. Оборудование для сварки полиэтиленовых систем. Часть 2. Сварка с закладными нагревателями оригинал документа: 3.4 автоматический аппарат: Любой из аппаратов (3.2) с… … Словарь-справочник терминов нормативно-технической документации
Аттестованная технология сварки — 3.1 Аттестованная технология сварки конкретная технология сварки, которая прошла приемку в данной производственной организации в соответствии с требованиями настоящего РД, что подтверждается Свидетельством НАКСа о готовности организации к ее… … Словарь-справочник терминов нормативно-технической документации
наладчик контактной сварки — 3.11 наладчик контактной сварки: При контактной сварке лицо, которое осуществляет наладку механизированной или автоматической сварки. Источник … Словарь-справочник терминов нормативно-технической документации
СТП 005-97: Технология монтажной сварки стальных конструкций мостов — Терминология СТП 005 97: Технология монтажной сварки стальных конструкций мостов: 12.12. Для предотвращения пожаров участок сварочных работ должен быть очищен от стружки, пакли, опилок, мусора и других пожароопасных веществ. Запрещаются… … Словарь-справочник терминов нормативно-технической документации