-
81 испытание на износ
ua\ \ випробування на зносen\ \ wear testde\ \ Verschleißprüfungfr\ \ \ essai d'usureмеханическое испытание, проводимое с целью определения изменения размеров, формы или состояния поверхности об-разцов или изделий вследствие разрушения поверхностного слоя в процессе трения -
82 коррозия
-
83 металлизация
ua\ \ металізаціяen\ \ [lang name="English"]metallization, metallizingde\ \ [lang name="German"]Metallisieren, Metallisierungfr\ \ \ metallisationнанесение покрытий из металлов и сплавов на поверхности заготовок или изделий -
84 эрозия
-
85 diffusion aid
присадка при диффузионной сварке (твёрдый присадочный металл, наносимый на плотно прилегающие поверхности при диффузионной сварке изделий)Англо-русский словарь промышленной и научной лексики > diffusion aid
-
86 flux dam
флюсоудерживающее приспособление (для удержания в процессе сварки слоя флюса на поверхности свариваемых изделий)Англо-русский словарь промышленной и научной лексики > flux dam
-
87 gouging abrasive
Англо-русский словарь промышленной и научной лексики > gouging abrasive
-
88 нанопроизводство
НанопроизводствоПроизводство изделий с использованием сборщиков– ассемблеров, готовых молекул, и/или молекулярных «билдинг блоков». Методы нанопроизводства можно разделить на две категории: нисходящие методы («сверху-вниз»), при использовании которых молекулы или более крупные молекулярные объединения удаляются с имеющейся поверхности, и восходящие методы («снизу-вверх»), при которых атомы или молекулы собираются в наноструктуры.см. наноизготовление.Russian-English dictionary of Nanotechnology > нанопроизводство
-
89 nanofabrication
НанопроизводствоПроизводство изделий с использованием сборщиков– ассемблеров, готовых молекул, и/или молекулярных «билдинг блоков». Методы нанопроизводства можно разделить на две категории: нисходящие методы («сверху-вниз»), при использовании которых молекулы или более крупные молекулярные объединения удаляются с имеющейся поверхности, и восходящие методы («снизу-вверх»), при которых атомы или молекулы собираются в наноструктуры.см. наноизготовление.Russian-English dictionary of Nanotechnology > nanofabrication
-
90 дефектоскопия
flaw detection, inspection (for
(контроль) — defects)
-, капиллярная — liquid penetrant inspection /testing method/
-, люминисцентная (люма) — fluorescent inspection
-, магнитная — magnetic inspection
обнаружение поверхностных или расположенных у поверхмости дефектов изделий из ферромагнитных сплавов путем намагничивания проверяемой детали и покрытия поверхности мелкими железными опилками (порошком).в местах наличия трещин (или др. дефектов) металлический порошок образует возвышение no форме дефекта в результате усиления магнитного потока. — the determination of flaws at or near the surface of a ferro-magnetic metal by magnetizing the metal or member to be tested and then dusting dry, fine iron particles onto the surface. flaws on or near the surface of the metal will cause an increase in the magnetic flux at that point with а resultant ridge of the metallic powder.
-, магнитно-порошковая — magnetic particle inspection /testing method/
- методом вихревых токов — dye current inspection /testing method/
- методом красок (цветная) — dye penetrant inspection
crack detection procedure by using penetrant or fluorescent dyes.
- методом проникающих жидкостей — liquid penetrant inspection
-, меразрушающая — non-destructive inspection
-, рентгеновская — x-ray inspection
-, токовихревая — eddy current inspection /testing method/
-, ультразвуковая (узк) — ultrasonic inspection /testing method/
-, цветная — dye penetrant inspection
-, электромагнитная метод д. — electro-magnetic inspection inspection methodРусско-английский сборник авиационно-технических терминов > дефектоскопия
-
91 бурт крепежного изделия
бурт крепежного изделия
бурт
Ндп. фланец
Выступ на опорной поверхности многогранной гайки, головки болта или винта, выполненный в форме цилиндра или усеченного конуса диаметром, бóльшим диаметра их описанной окружности
[ ГОСТ 27017-86]Недопустимые, нерекомендуемые
Тематики
Обобщающие термины
Синонимы
EN
DE
FR
Русско-английский словарь нормативно-технической терминологии > бурт крепежного изделия
-
92 волна уплотнения
волна уплотнения
Волна резкого градиента плотности, перемещ. от поверхности внутрь порошк. тела, возникающая в процессах горяч. прессования крупногабаритных изделий из порошков вследствие сильной завис-ти уплотняемости и эффективной теплопроводности от темп-ры.
[ http://metaltrade.ru/abc/a.htm]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > волна уплотнения
-
93 высадка (металлургия)
высадка
Технологич. операция горячей и холодной обработки металлов давлением, заключающаяся в увеличении поперечного размера части заготовки в результате ее деформации осадкой. Горячую в. для получения поковок шестерен, клапанов, полуосей, валиков и т.п. осуществляют, как правило, на горизонтально-ковочных и электровысадочных машинах. Для горячей в. крепежных изделий используют разные способы. Болты, винты и заклепки диам. 16—42 мм высаживают на фрикц. прессах, однопозиц. горячевысадочных автоматах и многопозиц. роторных автоматах. Гайки высаживают на многопозиц. гаечных автоматах. Процесс произ-ва болтов М16-М42 из среднеуглерод. и легиров. сталей включает: отрезку заготовки, нагрев до 900-1150 °С идущей на высадку части заготовки, высадку головки с облоем и обсечку его. Холодная в. — наиб. распростран. способ изготовл. метизов диам. до 24 мм (болтов, винтов, шпилек, гаек, шурупов, заклепок и т.п.) с точными размерами, хорошим кач-вом поверхности и не требующих дополнительной механич. обработки. Стержневые резьбовые изделия производят холодной в. калиброванного проката на автоматах-комбайнах или поточных линиях, где производится отрезка заготовки, высадка головки, редуцирование стержня, накатка резьбы.
[ http://metaltrade.ru/abc/a.htm]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > высадка (металлургия)
-
94 вытяжная заклепка
вытяжная заклепка
-
[Интент]
Заклепки вытяжные алюминиевые
Вытяжные заклепки относятся к разряду вспомогательных элементов, которые способны скреплять между собой несколько деталей. Данные заклепки характеризуются тем, что при их установке не требуется доступ с обеих сторон. Это значит, что они облегчат дополнительное соединение уже зафиксированного предмета. Заклепки незаменимы для крепления металлов, которые не подлежат сварке. Они способны уберечь металл от преждевременного повреждения и деформации. Вытяжные заклепки широко применяются в масштабном строительстве, в ремонте и конструкции машин, в электронике и многих других отраслях.
Помимо вытяжных заклепок, бывают комбинированные, резьбовые, полукруглые, потайные, подстроенные под установку при помощи молотка. В качестве материала для заклепок используется медь, сталь, алюминий, нержавейка.
Заклепки вытяжные алюминиевые выполнены из стали, однако соединяющим материалом служит алюминий. Вытяжная заклепка работает по принципу крепления двух элементов: заклепки из стального материала и алюминия. Обе заклепки выполняют неразъемное соединение конструкций из твердых материалов и тонких листов металла.
Изделие представляет собой тандем гильзы и стержня. Монтаж заклепок, независимо от материала их изготовления, осуществляется с использованием одной стороны. Заклепку необходимо лишь вставить в приготовленное отверстие и вытянуть стержень при помощи заклепочника. Таким образом, получается прочное прилегание деталей.
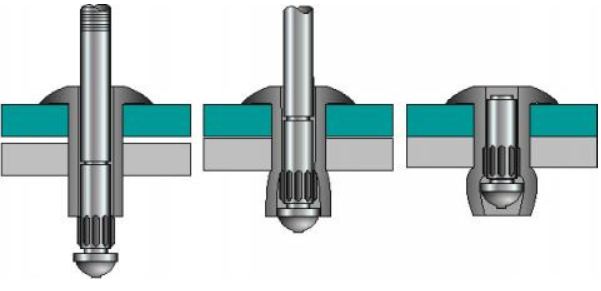
Вытяжные заклепки принято различать по типу бортика:
- заклепка со стандартным бортом является универсальной. Область ее применения довольно широкая;
- с потайным бортиком заклепка используется в том случае, когда головка не должна быть видна на поверхности основания после монтажа. Наносится на гладкую поверхность;
- заклепка с широким бортиком. За счет своих увеличенных параметров, бортик снизит давление на основание. Такие заклепки получили свое широкое использование в креплении изделий из деликатного материала.
[ Источник]
Тематики
EN
Русско-английский словарь нормативно-технической терминологии > вытяжная заклепка
-
95 гидродинамическое волочение
гидродинамическое волочение
Волочение проволоки с использов. комбинир. волочильных устр-в, включ. напорную волоку, кольцо-насадку и рабочую волоку. Смазка перед напорной волокой захватывается движущ. проволокой и вовлекается в микрозазор в кольцах-насадках. Микрозазор от кольца к кольцу уменьшается, давление смазки все больше повышается, и у входа в деформац. зону рабочей волоки создаются условия жидкостного трения. Поэтому г. В. позволяет использовать не только эмульсии или легкие масла, но и достаточно густые смазки, например натриевое мьио. Создаваемые условия жидкостного трения позволяют проводить г. в. с повышен. скоростями при высоком кач-ве поверхности и точности протягиваемых изделий и существенно повышают стойкость волочильного инструмента.
Из-за необходимости использ. насосов весьма высокого давления и сложности заправки проволоки в волоки г. в. используют только в случаях, когда исключается возможность применения других, более простых способов волочения.
[ http://metaltrade.ru/abc/a.htm]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > гидродинамическое волочение
-
96 головка крепежного изделия
головка крепежного изделия
головка
Часть крепежного изделия, имеющего стержень, служащая для передачи крутящего момента и (или) образования опорной поверхности
[ ГОСТ 27017-86]Тематики
Обобщающие термины
Синонимы
EN
DE
FR
Русско-английский словарь нормативно-технической терминологии > головка крепежного изделия
-
97 износостойкость (металлургия)
износостойкость
Способность материалов или изделий сохранять форму и размеры в условиях повторяющегося механического взаимодействия, преимущественно трения, с другими телами или веществами. Износостойкость зависит не только от свойств поверхности материала, но и от характеристик системы износа (от материалов сопряженного и промежуточного тел, участвующих в процессах изнашивания, от условий их взаимодействия, характера взаимного движения и нагружения и т.п.). Износостойкость характеризуется длительностью работы до предельного заданного износа и оценивается при испытаниях на стенде или в эксплуатационных условиях.
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > износостойкость (металлургия)
-
98 ионное легирование
ионное легирование
Введение легир. атомов в тв. материал бомбардировкой ионами его поверхности; использ. для повышения электропроводности полупроводников, износостойкости стальных изделий и др.
[ http://metaltrade.ru/abc/a.htm]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > ионное легирование
-
99 магнитная обработка водных систем
магнитная обработка водных систем
Изменения свойств технической воды, водных растворов и суспензий после их протекания сквозь магнитное поле. Магнитная обработка ускоряет коагуляцию взвесей, смачивание водой поверхности твердых тел, адсорбцию ПАВ, процессы кристаллизации и растворения. Магнитная обработка улучшает очистку воды от взвесей, процессы обогащения полезных ископаемых, повышает прочность кирпича, бетона и других изделий из вяжущих веществ. Магнитная обработка осуществляется посредством аппаратов, состоящих из нескольких пар постоянных магнитов или электромагнитов, между полюсами которых протекают водные системы.
[ http://metaltrade.ru/abc/a.htm]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > магнитная обработка водных систем
-
100 макровключения
макровключения
Неметаллич. включения, обнаружив, в изломе или на поверхности стальных изделий невооруж. глазом или при помощи лупы, т.е. при увеличении до 25х.
[ http://metaltrade.ru/abc/a.htm]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > макровключения
См. также в других словарях:
окрашивание металлических изделий — окрашивание металлических изделий — применяется для защиты их от коррозии и другие.гих вредных воздействий, а также для придания изделиям красивого внешнего вида. Основные способы: обычное (механическое), химическое и электрохимическое… … Энциклопедия «Жилище»
отделка изделий из древесины (древесных материалов) — отделка Создание на поверхности изделий из древесины (древесных материалов) защитно декоративных покрытий. [ГОСТ 17743 86] Тематики технология деревообрабатыв. и мебльн. промышл. Синонимы отделка … Справочник технического переводчика
Отделка изделий из древесины (древесных материалов) — 80. Отделка изделий из древесины (древесных материалов) Создание на поверхности изделий из древесины (древесных материалов) защитно декоративных покрытий Источник: ГОСТ 17743 86: Технология деревообрабатывающей и мебельной промышленности. Термины … Словарь-справочник терминов нормативно-технической документации
Отделка изделий из древесины — (древесных материалов) – создание на поверхности изделий из древесины (древесных материалов) защитно декоративных покрытий. [ГОСТ 17743 86] Рубрика термина: Изделия деревянные Рубрики энциклопедии: Абразивное оборудование, Абразивы,… … Энциклопедия терминов, определений и пояснений строительных материалов
Ремонт лепных изделий с расчисткой покрасок и догипсовкой орнамента или рисунка изделий — 1.8.3. Ремонт лепных изделий с расчисткой покрасок и догипсовкой орнамента или рисунка изделий: 01. Удаление негодных частей изделия. 02. Очистка сохранившейся части поверхности изделия от покрасок и загрязнений вручную со смачиванием водой. 03.… … Словарь-справочник терминов нормативно-технической документации
Смена негодных изделий — 1.8.1. Смена негодных изделий: 01. Отбивка негодного изделия или детали. 02. Удаление креплений. 03. Срубка вручную всех неровностей на основании. 04. Насечка поверхности. 05. Очистка поверхности основания щетками. 06. Разметка мест установки. 07 … Словарь-справочник терминов нормативно-технической документации
Расчистка покрасок изделий — 1.8.2. Расчистка покрасок изделий: 01. Очистка от покрасок и естественных загрязнений вручную со смачиванием поверхности водой. 02. Выведение ржавых пятен. 03. Исправление орнамента с заделкой раствором раковин, трещин и царапин на изделии с… … Словарь-справочник терминов нормативно-технической документации
Шероховатость обработанной поверхности — 3.3. Шероховатость обработанной поверхности Наибольшее значение параметра шероховатости по ГОСТ 2789 при наибольшем диаметре обрабатываемого зубчатого колеса до 800 мм для станков класса точности В Ra 1,0 мкм, класса точности A Ra0,63 мкм.… … Словарь-справочник терминов нормативно-технической документации
Условия обработки образцов-изделий — 3.4. Условия обработки образцов изделий Шлифуемые поверхности должны быть предварительно обработаны. Опорные поверхности должны быть окончательно обработаны шлифованием. Образцы изделия располагают на рабочей поверхности стола и закрепляют.… … Словарь-справочник терминов нормативно-технической документации
ГОСТ 30630.0.0-99: Методы испытаний на стойкость к внешним воздействующим факторам машин, приборов и других технических изделий. Общие требования — Терминология ГОСТ 30630.0.0 99: Методы испытаний на стойкость к внешним воздействующим факторам машин, приборов и других технических изделий. Общие требования оригинал документа: 3.26 арбитражные измерения (испытания): По ГОСТ 15150, приложение 1 … Словарь-справочник терминов нормативно-технической документации
Отделка изделий из волокнистых веществ* — (аппретура). Окончательная О. изделий из волокнистых веществ, пряжи или тканей, имеет целью придать им вид совершенно готовых изделий и выставить в наиболее благоприятном свете присущие им качества. Разнообразные приемы, употребляемые для этой… … Энциклопедический словарь Ф.А. Брокгауза и И.А. Ефрона