-
1 фундамент в виде сплошной плиты
Engineering: mat foundationУниверсальный русско-английский словарь > фундамент в виде сплошной плиты
-
2 фундамент
м. foundation, substructure, baseленточный фундамент — strip foundation; continuous footing
-
3 фундамент
1) basis
2) foundation
– бетонный фундамент
– жесткий фундамент
– закладывать фундамент
– кессонный фундамент
– консольный фундамент
– ленточный фундамент
– пилонный фундамент
– плоский фундамент
– прочный фундамент
– свайный фундамент
– сеймостойкий фундамент
– сплошной фундамент
– спусковой фундамент
– фундамент инструмента
– фундамент машин
– фундамент под стены
– шахтный фундамент
фундамент в виде плиты — slab foundation
фундамент глубокого заложения — deep foundation
-
4 опорная плита
-
5 фундаментная плита
1. foundation frame2. bed plateРусско-английский новый политехнический словарь > фундаментная плита
-
6 козырек (элемент здания)
козырек
Консольный навес в виде плиты, оболочки, настила или сетки над входом в здание или над проходами людей у защитных ограждений
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]Тематики
EN
DE
FR
Русско-английский словарь нормативно-технической терминологии > козырек (элемент здания)
-
7 ростверк свайный
ростверк свайный
Конструкция верхней части свайного фундамента в виде плиты или балки, объединяющей сваи в одну устойчивую систему
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]Тематики
EN
DE
FR
Русско-английский словарь нормативно-технической терминологии > ростверк свайный
-
8 подвесной потолок
потолок подвесной
Потолок, прикрепляемый к перекрытию на подвесках
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]
подвесной потолок
фальшпотолок
навесной потолок
Потолок, состоящий из съемных и взаимозаменяемых панелей, который создает область между декоративной поверхностью и структурой над ней.
(ISO/IEC 11801)
[ http://www.iks-media.ru/glossary/index.html?glossid=2400324]
Устройство подвесного потолка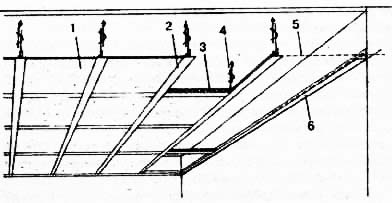
Устройство подвесных потолков: 1 — гипсоволоконные плиты; 2 — направляющие Т-профили; 3 — промежуточные Т-профили; 4 — подвески с регулируемыми пластинами; 5 — уровень чистого потолка; 6 — пристенный уголокМонтируя подвесной потолок, сначала производят сборку направляющих профилей. В комплект подвесного потолка входит два вида профилей ( пристенный уголок и Т-образный профиль), а также вертикальные подвески и регулировочные пружинные пластины.
Сначала потолок очищают от грязи, пыли и проводят разметку. С помощью гибкого уровня провешивают и отмечают линию горизонта чистого потолка. Отмечают на всех стенах по периметру потолка точки уровня, а затем соединяют все точки сплошной линией.
Далее проводят разбивку потолка. Так как стандартный размер гипсовых и гипсоволоконных плит 60x60 см, то разметку крепления направляющих профилей проводят на расстоянии 60 см друг от друга. Сначала на полу комнаты проводят черновую раскладку плит, чтобы определять количество плит, помещающихся по длине и ширине комнаты. Если количество плит оказывается целое, то разметку на потолке начинают, отступив от стены на расстояние 60 см. Если же количество плит — дробное, то для симметричного их размещения на потолке первые разметки от стен делают на расстоянии, равном половине остатка длины или ширины комнаты. Например: длина комнаты 500 см, делим на размер плитки 60 см и получаем 8 целых плиток (480 см) и 20 см остатка. Делим остаток пополам, полученные 10 см и есть расстояние, на которое необходимо отступить от стены (по длине комнаты) для разметки первого направляющего профиля. Отметив эту точку (вверху стен1>1 у потолка), отмечают такое же расстояние на противоположной стене. Между этими точками натягивают шнур и вдоль шнура на расстоянии 100 см друг от друга в поверхности потолка просверливают отверстия для креплений профиля. Отступив от первого ряда на 60 см, снова натягивают шнур и вдоль него просверливают отверстия под крепежные аксессуары. Таким образом, передвигая шнур на 60 см от предыдущего размеченного ряда, размечают и высверливают отверстия на всей поверхности потолка. Для крепления пристенных уголков также высверливают в намеченных местах над линией уровня чистого потолка.
Следующим шагом в устройстве потолка будет закрепление пристенного уголка. Длина уголка 360 см, он имеет два ребра, одно из которых содержит многочисленные отверстия для крепления, а второе ребро с наружной стороны покрыто (декорировано) эмалью или винилом. Уголок крепят к стене декорированной стороной вниз. Если длина стены больше длины уголка, то уголок наращивают путем стыковки с отрезком уголка необходимой длины. В углах комнаты профили сопрягают, обрезав декоративное ребро под углом 45°. Раскрой профилей производят ножовкой по металлу. Прикручивают уголок к стенам с помощью шурупов, строго следя за совпадением лицевой стороны уголка с линией уровня чистого потолка.
Далее необходимо подвесить направляющие Т-образные профили. В высверленные отверстия в потолке забивают пластмассовые или деревянные пробки и вкручивают в них крюкообразные дюбеля. Собирают вертикальные подвески, вставляя их по двое в пружинную (Н-образную) пластину, причем с одной стороны вставляют прут-подвеску с петлей, а с другой стороны — подвеску с крюком. Подвеску в сборе петлей набрасывают на крюк дюбеля. Сначала цепляют крайние в ряду подвески, на крюки подвесок цепляют Т-образный профиль лицевой стороной вниз и регулируют с помощью пружинной пластины, поднимая или опуская ее, уровень профиля совмещая с уровнем пристенных уголков — лицевые плоскости уголка и профиля должны совпадать. Если расстояние от стены до стены в направляющих радах больше длины профиля, то второй конец профиля регулируют по высоте с помощью гибкого уровня. Недостающий кусок профиля наращивают, соединив в торец имеющимися на концах профилей замками-защелками.
Отрегулировав уровень профиля на концах, на дюбеля в этом ряду цепляют остальные промежуточные подвески и на их крюки подвешивают весь направляющий профиль. При помощи гибкого уровня проверяют уровень профиля по всей длине, и провисшие места поднимают с помощью регулировки вертикальных подвесок. Таким же способом подвешивают остальные направляющие профили. После подвешивания всех рядов направляющих профилей и окончательной проверки уровня потолка можно приступать к самой облицовке потолка.
В комплект подвесного потолка входят, кроме направляющих, еще промежуточные вставки Т-образного профиля. Длина их 60 см, и предназначены они для поперечного прокладывания между облицовочными плитками в каждом ряду. Поэтому, приступая к облицовке, необходимо приготовить для двух пристенных рядов не только неполномерные плитки, но и в соответствии с шириной этих рядов нарезать прокладочные профили. Для раскроя профилей используют ножовку по металлу, а для нарезки плиток из гипсоволокна — острый нож. Если в длину ряда также не помещается целое количество плиток, то крайние плитки в рядах нарезают, рассчитав остаток в ряду и поделив пополам. Например: длина ряда 350 см делится на 60 см и остаток, равный 50 см, делится на два — 25 см, это ширина всех краевых плиток в каждом ряду.
Укладку плиток начинают с угла комнаты. Берут краевую плитку первого ряда (если краевые ряды и краевые плитки неполномерные, она должна быть по расчетам взятого для примера помещения 10x25 см) и укладывают в углу комнаты, опирая двумя сторонами на уголок и третьей стороной — на направляющий профиль. К четвертой стороне плитки приставляют промежуточный профиль, оперев на пристенный уголок и направляющий профиль.
Следующую плитку укладывают впритык к промежуточному профилю, оперев тремя сторонами на уголок, на промежуточный профиль и на направляющий. Таким образом заполняют весь ряд неполномерными плитками и прокладывают промежуточными неполномерными профилями.
Последняя плитка в ряду должна быть, как и первая, самая маленькая по размеру. Следующие ряды заполняются полномерными плитками и прокладочными профилями и только краевые плитки в рядах неполномерные. Первые плитки последующих рядов опираются одной стороной на пристенный уголок, двумя сторонами — на направляющие профили, а четвертой — на приставленный к плитке промежуточный профиль. Остальные плитки опираются противоположными сторонами на направляющие и промежуточные профили.
Последний ряд, как и первый, собирается из неполномерных плиток и укороченных по ширине ряда промежуточных профилей. Некоторую трудность составляет укладка последней плитки в последнем ряду. Потолочный массив в конце сборки имеет определенное напряжение, и плитки последнего ряда устанавливаются на место впритирку. Поэтому имеет смысл уменьшить их в размере на 2-3 мм по длине и ширине.
Для устройства в подвесном потолке системы электрического освещения используют осветительные щиты с вмонтированными в них приборами освещения. Размеры щитов 60x60 см. Устанавливаются они в подвесном потолке в намеченном месте вместо облицовочных плит таким же способом, как и сами плиты.
[ http://www.helpmaste.ru/artcl-ustrvo_podvesnuh_potolkov.html]
Пожалуй, самыми популярными сегодня считаются подвесные потолки. Они позволяют:
– скрыть коммуникации, смонтированные на потолке, оставив при этом доступ к электрической проводке, вентиляционному и тепловому оборудованию и пр.;
– встраивать разнообразные осветительные приборы;
– устанавливать системы пожаротушения и вентиляционные решетки;
– выравнивать разноуровневый потолок;
– создавать разноуровневый потолок при изначально плоском базовом потолке;
– улучшать акустику помещений.
В современном строительстве широко используются потолки из минераловатных или минераловолокнистых плит.
Плиточные подвесные потолки состоят из каркаса и плит из мягкого или твердого минерального волокна толщиной 1,5 см и размерами 600 х 600 или 610 х 610 мм. В каталоге фирмы «Armstrong» имеются также плиты 600 х 1200 и 625 х 1250 мм. Однако в наличии они бывают не всегда, и чаще всего их приходится заказывать.
Каркас представляет собой набор металлических реек, соединенных между собой в модульную решетку.
Конструкция подвесного потолка состоит из следующих компонентов:
– несущий каркас из металлических труб, уголков, швеллеров и пр.;
– заполнение (плиты, рейки, листы и пр.).
В качестве несомых элементов подвесного потолка или его заполнения используют гипсовые плиты или ДСП, плиты «Акмигран» и «Акминит», плиты из металлических листов, асбестоцементные листы и др. Для устройства акустических подвесных потолков применяют минераловатные плиты, перфорированные гипсовые и металлические плиты, двуслойные плиты с лицевым перфорированным слоем из минераловатной плиты и ДВП.
Подвесные потолки бывают двух видов:
– плиточные;
– реечные.
Плиточные, в свою очередь, подразделяются на влагостойкие и невлагостойкие. Первые чаще всего используются в ванных комнатах, туалетах и на кухнях. Невлагостойкие потолки в этих помещениях устраивать не рекомендуется, так как спустя какое-то время установленные плитки покоробятся и попросту выйдут из строя.
В этом отношении самыми удобными являются реечные потолки: дело в том, что подвесные реечные потолки изготовлены из алюминия, который не боится влаги.Плиточные подвесные потолки
На российском рынке имеется богатый выбор потолков данного типа. Они различаются не только по цене, но и по качеству и назначению, каждый подвесной потолок имеет свои особенности и отличия.
При покупке подвесного потолка особое внимание следует обратить на стыковку плит с каркасом. Дело в том, что продавцы довольно часто продают каркас одной фирмы-производителя, а плиты – другой. Смонтировать такой потолок очень трудно.
Если удастся это сделать, нет гарантии, что он прослужит долго: такой потолок очень быстро начнет деформироваться. Необходимо следить за тем, чтобы форма кромок плит соответствовала типу каркаса.
Самостоятельно смонтировать подвесной потолок можно только в помещениях небольшой площади. В другом случае, особенно если нет опыта подобной работы, лучше всего воспользоваться услугами профессиональных монтажников.
Подвесные каркасы делятся на 3 вида:
– видимый каркас;
– полускрытый каркас;
– скрытый каркас.
В России наибольшее распространение получили видимые и полускрытые каркасы, что обусловлено низкими ценами и простотой монтажа.
Сами подвесные потолки бывают плоскостные и криволинейные.
Последние удобно монтировать при составлении разноуровневых потолков.
В зависимости от материалов, из которых изготовлены потолочные системы, подвесные потолки делятся на следующие виды:
– потолки из минераловатных плит;
– потолки из минераловолокнистых плит;
– потолки из гипсовых плит;
– зеркальные потолки;
– металлические потолки;
– потолки с искусственным освещением.Общая характеристика потолков из минераловолокнистых плит
Минеральное волокно – экологически чистый материал, обеспечивающий отличную звукоизоляцию и тепло. Однако в помещениях с повышенной влажностью (например, кухнях и ванных комнатах) этот материал использовать не рекомендуется.
После покупки, в том случае, если потолок монтируется не сразу, плиты хранят в помещении с температурой 18–30 °C при относительной влажности 70 %. Однако плиты некоторых фирм-производителей можно устанавливать в помещениях с температурой до 40 °C и влажностью до 95 %.
Плиты чаще всего имеют белый цвет, но некоторые производители выпускают панели, окрашенные в различные цвета. Также плиты можно окрашивать латексными красками, однако при этом огнестойкость данного материала понижается.
Потолки из минераловолокнистых плит имеют различную структуру поверхности: гладкая обладает хорошим светоотражением в помещениях с непрямым освещением, фактурная обеспечивает хорошую звукоизоляцию благодаря незаметным микроотверстиям.Общая характеристика потолков из минераловатных плит
Минераловатные плиты представляют собой панели с высокими шумопоглощающими свойствами. Чаще всего эти плиты называют акустическими. Они обладают следующими свойствами:
– снижают общий уровень шума; коэффициент звукопоглощения варьируется от 75 до 90 %;
– отвечают российским стандартам пожарной безопасности;
– могут использоваться в помещениях с повышенной влажностью воздуха (до 95 %).
Существует около 1000 различных оттенков минераловатных плит. При правильной эксплуатации можно надолго сохранить первоначальный цвет таких потолков.Плиточные потолки из пенополистирола
Самым недорогим и практичным материалом для отделки потолка считается декоративная потолочная плитка из полистирола. С помощью обычных инструментов можно довольно быстро оклеить потолок. При работе с полистирольными плитами необходимо знать некоторые правила. Первое – выбор плиток при покупке. Полистирольные плитки подразделяются на 3 основные группы:
– прессованные (штампованные);
– инжекционные;
– экструдированные.
Прессованные плитки производятся из полос толщиной 6–7 мм, нарезанных из блоков пенополистирола строительного назначения.
Инжекционные получают в пресс-формах формовочно-литьевого автомата путем спекания пенополистирольного сырья. Толщина готовых плит 9–14 мм.
Экструдированные получают из экструдированной полистирольной полосы, окрашенной или покрытой пленкой способом прессования.
Второе правило – геометрически выверенные размеры плитки. Большие погрешности в плитке становятся заметными при отделке потолка.
Правильные размеры чаще всего имеет только инжекционная плитка благодаря технологии производства, в то время как прессованная и экструдированная плитка довольно часто характеризуются некоторыми неточностями в размерах.
Производители экструдированной и прессованной плитки продолжают совершенствовать геометрические размеры изделий и добиваются положительных результатов. Тем не менее при покупке обязательно следует проверять плитки.
Третье правило – просушивание пенополистирольных плиток до монтажа в сухом и теплом помещении в течение 3 дней в распакованном виде, иначе вследствие усадки на потолке между плитками могут появиться щели. В особенности это касается инжекционных плиток.
Четвертое правило – сажать плитки следует только на клей, который после сушки становится прозрачным.Инструменты и материалы для устройства подвесного потолка
Для монтажа подвесного потолка фирмы потребуются следующие инструменты:
– рулетка;
– ножницы по металлу;
– отбивной шнур;
– дрель;
– нож со сменными лезвиями для резки плиток;
– ножовка по металлу.
Инструменты для приклейки пенополистирольных плиток:
– гвозди 70–80 мм для монтажа деревянного каркаса под плиты;
– рулетка;
– отбивной шнур;
– молоток;
– нож со сменными лезвиями для резки плиток;
– ножовка по дереву;
– шпатель для нанесения клеевого состава на плитки.
Для наклеивания декоративных пенополистирольных плиток на любые впитывающие минеральные поверхности используют клей на основе ПВА с наполнителями. При высыхании такой клей имеет серо-белый или кремовый цвет. Поэтому в некоторых случаях необходимо брать другой клей – на основе ПВА, но без наполнителей: такой клей после сушки становится прозрачным. Предварительно деревянный каркас огрунтовывают водным раствором ПВА.
Пенополистирольные плитки отечественного производства «Акмигран» и «Акминит» в основном используют в жилых помещениях. Выпускаются такие плитки в виде квадратов размерами 300 х 300, 600 х 600 и 900 х 900 мм, толщиной 20 мм. Облегченная конструкция, правильная прямоугольная форма, ровная лицевая поверхность делают плитки «Акмигран» и «Акминит» очень удобными для облицовки потолков в домашних условиях.
Лицевая сторона плиток матовая, равномерно окрашенная, может быть гладкой, пористой и с различной фактурой (под пробку, джутовое плетение, рифленой, трещиноватой и т. д.).
Крепят данные плитки на черновой каркас. Для более удобного крепления на боковых гранях плиток имеются пазы и выступы.Облицовка потолка минеральными плитками «Акмигран» и «Акминит» и гипсовыми декоративными плитками
В облицовочных работах по отделке потолка различают два способа: устройство плиточных потолков каркасной конструкции и облицовка плитками потолков бескаркасной конструкции. Устройство плиточных потолков каркасной конструкции предполагает наличие горизонтальных направляющих с подвесками (выполняющими несущую функцию подвесного потолка), заделанными в перекрытия. Монтаж таких направляющих возможен лишь при возведении несущих конструкций здания. Поэтому самостоятельно в домашних условиях такой подвесной потолок устроить технически невозможно.
Произвести облицовку потолка бескаркасной конструкции сможет практически каждый. Облицовочные работы принято вести двумя способами: с устройством чернового каркаса и без него.Устройство плиточного потолка на черновом каркасе
Монтаж конструкции, как и в других случаях, подразделяется на несколько этапов:
– подготовка, разбивка и провешивание поверхности;
– подготовка материала;
– установка плиток.
Подготовка поверхности заключается лишь в ее очистке от пыли, это вызвано больше гигиеническими требованиями, а не технологическими. При подготовке плиток сортируют их по наличию пазов и выступов на боковых гранях, в прорези вставляют закладные крюки, соединенные крепежной скобкой (рис. 21).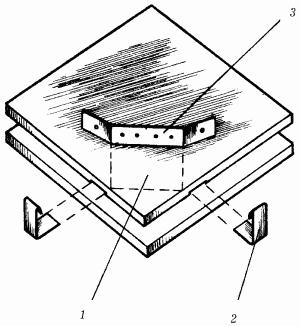
Рис. 21. Подготовка плиток для устройства потолка: 1 – облицовочная плитка; 2 – закладные крюки; 3 – крепежная скоба.Разбивку и провешивание поверхности начинают с определения чистого уровня потолка. Для этого гибким уровнем определяют и отмечают линии низа потолка (по ним будут установлены пристенные опорные уголки). Затем с помощью рулетки и угольника на полу помещения определяют продольную и поперечную оси и закрепляют их причальными шнурами; по одну сторону от оси раскладывают плитки, определяя таким образом количество плиток в ряду. Ряды, примыкающие к стенам, заполняют неполномерными плитками.
После этого приступают к сооружению и установке чернового каркаса: для этого в потолке по каждому предполагаемому ряду (с шагом в ряду 1 м) закрепляют стальные штыри так, как это показано на рисунке 22.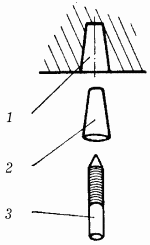
Рис. 22. Крепление чернового каркаса к потолку: 1 – отверстие в потолке; 2 – пластмассовая пробка; 3 – стальной штырь с резьбой.В потолке просверливают отверстия и забивают туда пластмассовые пробки от дюбелей или деревянные шпонки, в которые ввинчивают стальные штыри.
На стальных штырях закрепляют стальной пруток, выполняющий роль горизонтальной направляющей для крепления облицовочных плиток. По периметру стен по линиям низа потолка устанавливают опорные уголки. Черновой каркас для облицовки плитками потолка бескаркасной конструкции готов.
Следующий этап – непосредственно облицовка. Закрепив за опорные уголки на противоположных стенах причальный шнур для первого ряда (фиксирующий нижнюю плоскость потолка), от угла помещения начинают установку плит (рис. 23).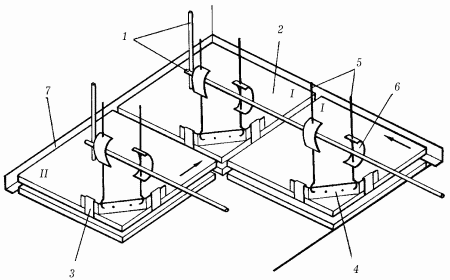
Рис. 23 Устройство плиточного потолка с использованием чернового каркаса: 1 – элементы чернового каркаса; 2 – облицовочные плитки; 3 – закладные крюки; 4 – крепежная скоба; 5 – вертикальная подвеска; 6 – согнутая (пружинная) пластина; 7 – пристенный опорный уголок.Первую плитку опирают двумя сторонами на уголки, а угол с установленными крепежными скобами с помощью вертикальной подвески и согнутой (пружинной) пластины крепят к горизонтальной направляющей чернового каркаса. Следующую плитку одной стороной опирают на пристенный опорный уголок, а выступ на ребре другой стороны совмещают с пазом уже установленной плитки. Свободный угол закрепляют (как и в первом случае) на горизонтальной направляющей чернового каркаса. И так далее до окончания ряда.
По ходу работы нужно следить за горизонтальностью плоскости подвесного потолка (для этого и нужен причальный шнур). Положение плиток, имеющих отклонение от горизонтали, регулируют смещением пружинной пластины по вертикальной подвеске.
Установка средних (не пристенных) плиток 2-го и последующих рядов отличается от установки плиток 1-го ряда тем, что 2 их стороны будут опираться не на пристенные уголки, а на пазы на ребрах ранее уложенных плиток.
По окончании облицовочных работ пристенные опорные уголки можно будет закрыть деревянным потолочным плинтусом.Устройство плиточного потолка без чернового каркаса
Подготовка поверхности потолка к укладке плиток и подготовка материала в данном случае полностью аналогичны предварительным работам при устройстве подвесного потолка с использованием чернового каркаса. Непосредственно облицовочные работы отличаются от способа облицовки с применением чернового каркаса весьма значительно.
Для начала по периметру помещения на стенах на уровне чистого потолка закрепляют опорные уголки. В потолке с шагом, равным длине плиток, просверливают отверстия, в которые забивают пластмассовые пробки от дюбелей либо деревянные шпонки. Затем с помощью дюбелей или шурупов ввинчивают в эти пробки или шпонки подвески для установки облицовочных плиток.
Работу начинают от угла помещения. Первую облицовочную плитку устанавливают следующим образом: 2 сторонами опирают на пристенные уголки, а свободный угол плитки надевают крепежной скобой на подвеску. Вторую плитку устанавливают одной стороной на опорный уголок, выступ другой стороны вставляют в паз уже установленной плитки, а свободный угол закрепляют на подвеску аналогично 1-й плитке. Дальнейшую облицовку производят по уже отработанной технологии (рис. 24).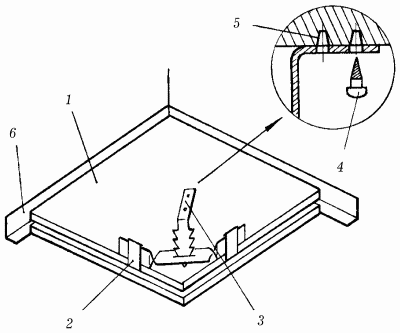
Рис. 24. Устройство плиточного потолка без применения чернового каркаса: 1 – облицовочные плитки; 2 – закладные крюки с крепежной скобой; 3 – подвеска; 4 – шуруп либо дюбель; 5 – пластмассовая пробка или деревянная шпонка; 6 – опорные уголки.Уход за плиточными потолками
Поскольку гипсовые материалы в достаточной степени обладают гигроскопичностью, то их не рекомендуется мыть. Пыль с таких поверхностей удаляют мягкой влажной ветошью, укрепленной на щетке с жесткой щетиной или на венике.
Облицовку в местах отслоения плиток ремонтируют, а треснувшие и сильно загрязненные плитки заменяют новыми (для этого следует оставлять запас материалов). В том случае, если при облицовке потолка были использованы минеральные плитки «Акмигран» и «Акминит», то уход за ними не допускает никакого контакта с водой, приемлема только сухая уборка с помощью пылесоса.Устройство реечных потолков
Реечный подвесной потолок (рис. 25) состоит из алюминиевых реек, загнутых по бокам. В основном в продаже бывают рейки длиной 3 и 4 м. В некоторых фирмах имеются специальные режущие станки, с помощью которых можно отрезать рейку любой длины. Ширина реек – 9, 10, 15, 20 см. Следует сказать, что чаще всего приобретают 10-сантиметровые рейки.
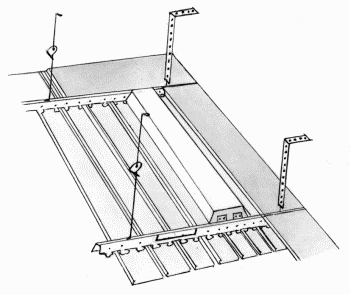
Рис. 25. Устройство реечного подвесного потолка.Другим важным параметром реек для подвесного потолка является их толщина. Чем толще рейка, тем надежнее будет потолок. Самая подходящая толщина для реек – 0,5 мм: этого будет достаточно для того, чтобы потолок не деформировался. Если рейки более тонкие, потолок может погнуться и на нем будут заметны вмятины.
Рейки для подвесных потолков бывают 3 типов:
– открытые;
– закрытые;
– со вставками.
Закрытые рейки (рис. 26) крепят встык, заводя друг за друга, в то время как между открытыми рейками остается небольшой зазор, который, однако, не заметен, если потолок высокий – около 5 м.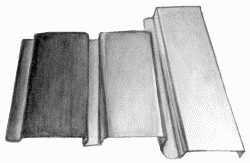
Рис. 26. Типы закрытых реек для подвесного потолка.Рейки со вставками (рис. 27) немного напоминают открытые, только расстояние между ними прикрывают узкие алюминиевые полоски.

Рис. 27. Рейки со вставками: а – изнаночная сторона; б – лицевая сторона.Рейки бывают самых разнообразных цветов, однако до сих пор самым популярным цветом остается белый.
При покупке потолка обращают внимание на то, чтобы рейки были упакованы в полиэтиленовую пленку, защищающую материал от царапин и повреждений во время транспортировки. Качественный товар продается именно так. Если потолок не упакован, имеет смысл отказаться от покупки. Все уважающие себя фирмы выпускают потолки на продажу только в полиэтиленовой упаковке.
Реечные потолки бывают открытыми и закрытыми. Основная особенность реечного потолка открытого типа состоит в наличии открытого пространства между декоративными панелями. Такие потолки, как правило, применяют в помещениях с высокими потолками. В обычных жилых помещениях такие потолки устанавливают очень редко, в основном из-за желания создать особое освещение: светильники на потолке должны быть развернуты таким образом, чтобы световой поток не попадал в межпотолочное пространство.
Существует 2 модификации реечных потолков открытого типа (рис. 28): 84 О и 84 О". В основном обе модели отличаются друг от друга шириной зазора между панелями: 6–16 см. Для моделирования таких элементов интерьера, как арки и переходы между разноуровневыми потолками в реечном потолке открытого типа используется стрингер AR.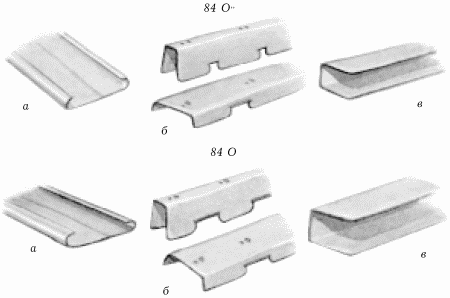
Рис. 28. Модели потолков открытого типа: а – потолочная панель; б – стрингер; в – закрывающий профиль.Основное отличие потолка закрытого типа от открытого заключается в отсутствии открытого пространства между декоративными панелями. Потолок закрытого типа полностью скрывает внешние коммуникации – противопожарные, электрическую проводку. Реечные закрытые потолки выпускаются следующих типов (рис. 29): 84R, 15 °C и 84R (V).
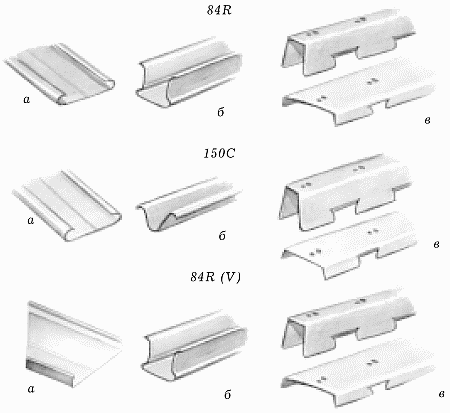
Рис. 29. Модели потолков закрытого типа: а – потолочная панель; б – стрингер; в – закрывающий профиль.
К модели 84R относится профиль шириной 84 мм, с промежуточным профилем п-образной формы, шириной 16 мм.
К модели потолка 84R (V) относят широкий профиль шириной 84 мм, промежуточный профиль v-образной формы, шириной 16 мм. Указанные выше типы подвесных реечных потолков различаются по дизайну, но совмещаются с помощью стрингера R (подвесной системы), одинакового для всех типов. Для моделирования арок, волн и переходов между различными по высоте уровнями в реечном потолке закрытого типа применяется радиусный стрингер AR. Комплект подвесного потолка закрытого типа 150C включает в себя профили шириной 150 мм, крепление которых на стрингер производится стык в стык.Монтаж подвесных реечных потолков
В комплект подвесного потолка входят:
– собственно рейки;
– шина (каркас);
– плинтус.
Также к комплекту прилагается и инструкция по монтажу.
Кроме реек, важной составной частью конструкции является шина, представляющая собой стальную или алюминиевую планку с зубчиками, за которые цепляют рейки. Для каждого типа реек требуется особая шина, чтобы на готовом покрытии не было перекосов, щелей и изгибов. Кроме того, рейки одной фирмы нельзя крепить на шину другой.
Шину с прикрепленными к ней рейками цепляют за подвес, который можно регулировать по высоте. Это очень важная деталь всей конструкции: потолок получил свое название потому, что висит на подвесе. Следует помнить о том, что подвесные реечные потолки занимают достаточно много места (5–11 см высоты), и применение их в квартире с низкими потолками нецелесообразно.
Плинтус – это декоративная деталь, закрывающая стык между стеной и потолком.
Установку реечного подвесного потолка можно осуществить самостоятельно. Особых умений не потребуется. Главное – действовать очень осторожно, придерживаясь инструкции.
В том случае, если требуется объединить потолком два помещения, находящихся на разных уровнях, приобретают изогнутый подвесной реечный потолок (рис. 30).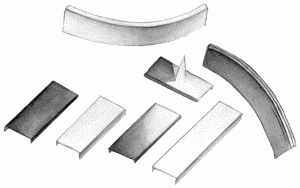
Рис. 30. Рейки для изогнутого подвесного потолка.Весь ассортимент реечных потолков условно можно разделить на 5 групп:
– металлик;
– матовый;
– глянцевый;
– зеркальный;
– фактурный.
Цветовая гамма реечных потолков представлена 27 оттенками, причем для каждого вида поверхности есть определенное количество оттенков. Так, например, для матового – 9, для глянцевого – 2, для металлика – 10, для зеркального – 4, для фактурного – 2.
Существуют следующие варианты сборки реечных потолков (рис. 31):
– геометрический узор;
– разноуровневый потолок;
– зеркальный;
– комбинированный (совмещение реечного потолка с другими видами отделки, например, гипсокартоном);
– зональное разделение комнат;
– оформление арок;
– моделирование волн.
[ http://stroy-zametki.narod.ru/2_31.html#1]Тематики
EN
DE
FR
Русско-английский словарь нормативно-технической терминологии > подвесной потолок
-
9 отделочная работа
отделочные работы
Комплекс строительных работ, связанных с наружной и внутренней отделкой зданий и сооружений с целью повышения их эксплуатационных и эстетических качеств.
[БСЭ]О. р. являются завершающим этапом строительства; от их качественного выполнения во многом зависит общая оценка здания или сооружения, сдаваемого в эксплуатацию. К основным О. р. относят: облицовочные работы, штукатурные работы, покрытие полов (в т. ч. паркетные работы), малярные работы, обойные работы, стекольные работы.
В практике современного строительства жилых, обществ. и промышленных зданий технология производства О. р. существенно изменилась. Всё большее применение находят сборные крупноразмерные элементы, конструкции и детали заводского изготовления, доставляемые на строит. площадку в окончательно отделанном виде (например, панели стен и перекрытий, санитарно-технические кабины, оконные и дверные блоки и др.), что значительно сокращает общий объём послемонтажных О. р. Промышленностью освоен выпуск ряда эффективных отделочных материалов, позволяющих отказаться от наиболее трудоёмких и длительных, т. н. "мокрых", процессов и улучшить качество отделки (листы сухой штукатурки, облицовочные плиты и плитки из пластмасс, влагостойкие обои и т.п.).
О. р. на строительных объектах выполняют при помощи разнообразных средств механизации (передвижные штукатурные ималярные станции, агрегаты для устройства полов из полимерных материалов, шпаклёвочные аппараты, шлифовальные машины, затирочные машины, электрокраскопульты, вибронасосы и др.), значительно облегчающих и ускоряющих процессы отделки зданий и сокращающих количество технологических операций. Однако О. р. всё ещё весьма трудоёмки и составляют в жилищно-гражданском строительстве до 35% всех трудовых затрат на строительно-монтажных работах.
Один из наиболее трудоёмких видово. р. — облицовочные работы, назначением которых является покрытие лицевых поверхностей конструкций штучными изделиями из естественных или искусственных материалов. Все облицовочные изделия обычно поставляют на строительный объект согласно заданным размерам, расцветкам и фактурам, в готовом к применению виде. По виду используемых изделий и способам их крепления к поверхностям различают облицовочные работы наружные и внутренние.
Наружные облицовочные работы сводятся главным образом к облицовке фасадов зданий и сооружений плитами и деталями из природного камня, лицевым кирпичом, керамическими камнями и т.п.; их выполняют, как правило, с внутренних подмостей одновременно с кладкой стен; пространство между стеной и облицовкой заполняют цементным раствором. Иногда каменную облицовку делают по готовым стенам; в этом случае её ведут с наружных лесов (см. Леса строительные). К стене облицовку прикрепляют с помощью монтажных приспособлений (т. н. закрепов, заделываемых в отверстия, высверленные в стене) и заливки пазух раствором. Применяется также крепление облицовки посредством установленных в стене стальных шин или стержней (т. н. облицовка на относе). Конструкция облицовки должна исключать возможность проникновения влаги через швы и стыки облицовочных изделий.
Для внутренних облицовочных работ, заключающихся в основном в облицовке стен, полов и потолков, в современном массовом строительстве применяется широкий ассортимент материалови изделий, позволяющих разнообразить и улучшать отделку интерьеров зданий: керамические и пластмассовые плитки, древесностружечные, древесноволокнистые и асбестоцементные плиты (в т. ч. с эмалированной поверхностью), декоративная фанера, бумажно-слоистый пластик, декоративно-акустические плиты и т.п. Облицовочные работы внутри зданий выполняются, как правило, после окончания общестроительных работ; до начала работ должны быть проложены все скрытые проводки, закончено устройство стояков и санитарно-технических трубопроводов; облицовываемые поверхности выравнивают и просушивают, изделия сортируют по форме, размерам и цветам, при необходимости в изделиях пришлифовывают кромки и просверливают отверстия. Крепят изделия на растворах, мастиках, с помощью обрамляющих фасонных раскладок, на шурупах и др. способами.
[БСЭ]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > отделочная работа
-
10 система охлаждения ЦОДа
система охлаждения ЦОДа
-
[Интент]т
Система охлаждения для небольшого ЦОДаВымышленная компания (далее Заказчик) попросила предложить систему охлаждения для строящегося коммерческого ЦОДа. В основном зале планируется установить:
- 60 стоек с энергопотреблением по 5 кВт (всего 300 кВт) — все элементы, необходимые для обеспечения требуемой температуры и влажности, должны быть установлены сразу;
- 16 стоек с энергопотреблением по 20 кВт (всего 320 кВт) — это оборудование будет устанавливаться постепенно (по мере необходимости), и средства охлаждения планируется развертывать и задействовать по мере подключения и загрузки стоек.
Заказчик заявил, что предпочтение будет отдано энергоэффективным решениям, поэтому желательно задействовать «зеленые» технологии, в первую очередь фрикулинг (естественное охлаждение наружным воздухом — free cooling), и предоставить расчет окупаемости соответствующей опции (с учетом того, что объект находится в Московской области). Планируемый уровень резервирования — N+1, но возможны и другие варианты — при наличии должного обоснования. Кроме того, Заказчик попросил изначально предусмотреть средства мониторинга энергопотребления с целью оптимизации расхода электроэнергии.
ЧТО ПРОГЛЯДЕЛ ЗАКАЗЧИК
В сформулированной в столь общем виде задаче не учтен ряд существенных деталей, на которые не преминули указать эксперты. Так, Дмитрий Чагаров, руководитель направления вентиляции и кондиционирования компании «Утилекс», заметил, что в задании ничего не сказано о характере нагрузки. Он, как и остальные проектировщики, исходил из предположения, что воздушный поток направлен с фронтальной части стоек назад, но, как известно, некоторые коммутаторы спроектированы для охлаждения сбоку — для них придется использовать специальные боковые блоки распределения воздушного потока.
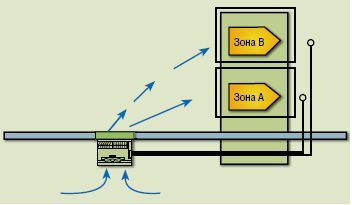
В задании сказано о размещении всех стоек (5 и 20 кВт) в основном зале, однако некоторые эксперты настоятельно рекомендуют выделить отдельную зону для высоконагруженных стоек. По словам Александра Мартынюка, генерального директора консалтинговой компании «Ди Си квадрат», «это будет правильнее и с точки зрения проектирования, и с позиций удобства эксплуатации». Такое выделение (изоляция осуществляется при помощи выгородок) предусмотрено, например, в проекте компании «Комплит»: Владислав Яковенко, начальник отдела инфраструктурных проектов, уверен, что подобное решение, во-первых, облегчит обслуживание оборудования, а во-вторых, позволит использовать различные технологии холодоснабжения в разных зонах. Впрочем, большинство проектировщиков не испытали особых проблем при решении задачи по отводу тепла от стоек 5 и 20 кВт, установленных в одном помещении.
Один из первых вопросов, с которым Заказчик обратился к будущему партнеру, был связан с фальшполом: «Необходим ли он вообще, и если нужен, то какой высоты?». Александр Мартынюк указал, что грамотный расчет высоты фальшпола возможен только при условии предоставления дополнительной информации: о типе стоек (как в них будет организована подача охлаждающего воздуха?); об организации кабельной проводки (под полом или потолком? сколько кабелей? какого диаметра?); об особенностях помещения (высота потолков, соотношение длин стен, наличие выступов и опорных колонн) и т. д. Он советует выполнить температурно-климатическое моделирование помещения с учетом вышеперечисленных параметров и, если потребуется, уточняющих данных. В результате можно будет подготовить рекомендации в отношении оптимальной высоты фальшпола, а также дать оценку целесообразности размещения в одном зале стоек с разной энергонагруженностью.
Что ж, мы действительно не предоставили всей информации, необходимой для подобного моделирования, и проектировщикам пришлось довольствоваться скудными исходными данными. И все же, надеемся, представленные решения окажутся интересными и полезными широкому кругу заказчиков. Им останется только «подогнать» решения «под себя».
«КЛАССИКА» ОХЛАЖДЕНИЯ
Для снятия тепла со стоек при нагрузке 5 кВт большинство проектировщиков предложили самый распространенный на сегодня вариант — установку шкафных прецизионных кондиционеров, подающих холодный воздух в пространство под фальшполом. Подвод воздуха к оборудованию осуществляется в зоне холодных коридоров через перфорированные плиты или воздухораспределительные решетки фальшпола, а отвод воздуха от кондиционеров — из зоны горячих коридоров через верхнюю часть зала или пространство навесного потолка (см. Рисунок 1). Такая схема может быть реализована только при наличии фальшпола достаточной высоты

В вопросе выбора места для установки шкафных кондиционеров единство мнений отсутствует, многие указали на возможность их размещения как в серверном зале, так и в соседнем помещении. Алексей Карпинский, директор департамента инженерных систем компании «Астерос», уверен, что для низконагруженных стоек лучшим решением будет вынос «тяжелой инженерии» за пределы серверного зала (см. Рисунок 2) — тогда для обслуживания кондиционеров внутрь зала входить не придется. «Это повышает надежность работы оборудования, ведь, как известно, наиболее часто оно выходит из строя вследствие человеческого фактора, — объясняет он. — Причем помещение с кондиционерами может быть совершенно не связанным с машинным залом и располагаться, например, через коридор или на другом этаже».

Если стойки мощностью 5 и 20 кВт устанавливаются в одном помещении, Александр Ласый, заместитель директора департамента интеллектуальных зданий компании «Крок», рекомендует организовать физическое разделение горячих и холодных коридоров. В ситуации, когда для высоконагруженных стоек выделяется отдельное помещение, подобного разделения для стоек на 5 кВт не требуется.
ФРЕОН ИЛИ ВОДА
Шкафные кондиционеры на рынке представлены как во фреоновом исполнении, так и в вариантах с водяным охлаждением. При использовании фреоновых кондиционеров на крыше или прилегающей территории необходимо предусмотреть место для установки конденсаторных блоков, а при водяном охлаждении потребуется место под насосную и водоохлаждающие машины (чиллеры).
Специалисты компании «АМДтехнологии» представили Заказчику сравнение различных вариантов фреоновых и водяных систем кондиционирования. Наиболее бюджетный вариант предусматривает установку обычных шкафных фреоновых кондиционеров HPM M50 UA с подачей холодного воздуха под фальшпол. Примерно на четверть дороже обойдутся модели кондиционеров с цифровым спиральным компрессором и электронным терморасширительным вентилем (HPM D50 UA, Digital). Мощность кондиционеров регулируется в зависимости от температуры в помещении, это позволяет добиться 12-процентной экономии электроэнергии, а также уменьшить количество пусков и останова компрессора, что повышает срок службы системы. В случае отсутствия на объекте фальшпола (или его недостаточной высоты) предложен более дорогой по начальным вложениям, но экономичный в эксплуатации вариант с внутрирядными фреоновыми кондиционерами.
Как показывает представленный анализ, фреоновые кондиционеры менее эффективны по сравнению с системой водяного охлаждения. При этом, о чем напоминает Виктор Гаврилов, технический директор «АМДтехнологий», фреоновая система имеет ограничение по длине трубопровода и перепаду высот между внутренними и наружными блоками (эквивалентная общая длина трассы фреонопровода не должна превышать 50 м, а рекомендуемый перепад по высоте — 30 м); у водяной системы таких ограничений нет, поэтому ее можно приспособить к любым особенностям здания и прилегающей территории. Важно также помнить, что при применении фреоновой системы перспективы развития (увеличение плотности энергопотребления) существенно ограничены, тогда как при закладке необходимой инфраструктуры подачи холодной воды к стойкам (трубопроводы, насосы, арматура) нагрузку на стойку можно впоследствии увеличивать до 30 кВт и выше, не прибегая к капитальной реконструкции серверного помещения.
К факторам, которые могут определить выбор в пользу фреоновых кондиционеров, можно отнести отсутствие места на улице (например из-за невозможности обеспечить пожарный проезд) или на кровле (вследствие особенностей конструкции или ее недостаточной несущей способности) для монтажа моноблочных чиллеров наружной установки. При этом большинство экспертов единодушно высказывают мнение, что при указанных мощностях решение на воде экономически целесообразнее и проще в реализации. Кроме того, при использовании воды и/или этиленгликолевой смеси в качестве холодоносителя можно задействовать типовые функции фрикулинга в чиллерах.
Впрочем, функции фрикулинга возможно задействовать и во фреоновых кондиционерах. Такие варианты указаны в предложениях компаний RC Group и «Инженерное бюро ’’Хоссер‘‘», где используются фреоновые кондиционеры со встроенными конденсаторами водяного охлаждения и внешними теплообменниками с функцией фрикулинга (сухие градирни). Специалисты RC Group сразу отказались от варианта с установкой кондиционеров с выносными конденсаторами воздушного охлаждения, поскольку он не соответствует требованию Заказчика задействовать режим фрикулинга. Помимо уже названного они предложили решение на основе кондиционеров, работающих на охлажденной воде. Интересно отметить, что и проектировшики «Инженерного бюро ’’Хоссер‘‘» разработали второй вариант на воде.
Если компания «АМДтехнологии» предложила для стоек на 5 кВт решение на базе внутрирядных кондиционеров только как один из возможных вариантов, то APC by Schneider Electric (см. Рисунок 3), а также один из партнеров этого производителя, компания «Утилекс», отдают предпочтение кондиционерам, устанавливаемым в ряды стоек. В обоих решениях предложено изолировать горячий коридор с помощью системы HACS (см. Рисунок 4). «Для эффективного охлаждения необходимо снизить потери при транспортировке холодного воздуха, поэтому системы кондиционирования лучше установить рядом с нагрузкой. Размещение кондиционеров в отдельном помещении — такая модель применялась в советских вычислительных центрах — в данном случае менее эффективно», — считает Дмитрий Чагаров. В случае использования внутрирядных кондиционеров фальшпол уже не является необходимостью, хотя в проекте «Утилекса» он предусмотрен — для прокладки трасс холодоснабжения, электропитания и СКС.
Михаил Балкаров, системный инженер компании APC by Schneider Electric, отмечает, что при отсутствии фальшпола трубы можно проложить либо в штробах, либо сверху, предусмотрев дополнительный уровень защиты в виде лотков или коробов для контролируемого слива возможных протечек. Если же фальшпол предусматривается, то его рекомендуемая высота составляет не менее 40 см — из соображений удобства прокладки труб.
ЧИЛЛЕР И ЕГО «ОБВЯЗКА»
В большинстве проектов предусматривается установка внешнего чиллера и организация двухконтурной системы холодоснабжения. Во внешнем контуре, связывающем чиллеры и промежуточные теплообменники, холодоносителем служит водный раствор этиленгликоля, а во внутреннем — между теплообменниками и кондиционерами (шкафными и/или внутрирядными) — циркулирует уже чистая вода. Необходимость использования этиленгликоля во внешнем контуре легко объяснима — это вещество зимой не замерзает. У Заказчика возник резонный вопрос: зачем нужен второй контур, и почему нельзя организовать всего один — ведь в этом случае КПД будет выше?
По словам Владислава Яковенко, двухконтурная схема позволяет снизить объем дорогого холодоносителя (этиленгликоля) и является более экологичной. Этиленгликоль — ядовитое, химически активное вещество, и если протечка случится внутри помещения ЦОД, ликвидация последствий такой аварии станет серьезной проблемой для службы эксплуатации. Следует также учитывать, что при содержании гликоля в растворе холодоносителя на уровне 40% потребуются более мощные насосы (из-за высокой вязкости раствора), поэтому потребление энергии и, соответственно, эксплуатационные расходы увеличатся. Наконец, требование к монтажу системы без гликоля гораздо ниже, а эксплуатировать ее проще.
При использовании чиллеров функцию «бесперебойного охлаждения» реализовать довольно просто: при возникновении перебоев с подачей электроэнергии система способна обеспечить охлаждение серверной до запуска дизеля или корректного выключения серверов за счет холодной воды, запасенной в баках-аккумуляторах. Как отмечает Виктор Гаврилов, реализация подобной схемы позволяет удержать изменение градиента температуры в допустимых пределах (ведущие производители серверов требуют, чтобы скорость изменения температуры составляла не более 50С/час, а увеличение этой скорости может привести к поломке серверного оборудования, что особенно часто происходит при возобновлении охлаждения в результате резкого снижения температуры). При пропадании электропитания для поддержания работы чиллерной системы кондиционирования необходимо только обеспечить функционирование перекачивающих насосов и вентиляторов кондиционеров — потребление от ИБП сводится к минимуму. Для классических фреоновых систем необходимо обеспечить питанием весь комплекс целиком (при этом все компрессоры должны быть оснащены функцией «мягкого запуска»), поэтому требуются кондиционеры и ИБП более дорогой комплектации.
КОГДА РАСТЕТ ПЛОТНОСТЬ
Большинство предложенных Заказчику решений для охлаждения высоконагруженных стоек (20 кВт) предусматривает использование внутрирядных кондиционеров. Как полагает Александр Ласый, основная сложность при отводе от стойки 20 кВт тепла с помощью классической схемы охлаждения, базирующейся на шкафных кондиционерах, связана с подачей охлажденного воздуха из-под фальшпольного пространства и доставкой его до тепловыделяющего оборудования. «Значительные перепады давления на перфорированных решетках фальшпола и высокие скорости движения воздуха создают неравномерный воздушный поток в зоне перед стойками даже при разделении горячих и холодных коридоров, — отмечает он. — Это приводит к неравномерному охлаждению стоек и их перегреву. В случае переменной загрузки стоек возникает необходимость перенастраивать систему воздухораспределения через фальшпол, что довольно затруднительно».
Впрочем, некоторые компании «рискнули» предложить для стоек на 20 кВт систему, основанную на тех же принципах, что применяются для стоек на 5кВт, — подачей холодного воздуха под фальшпол. По словам Сергея Бондарева, руководителя отдела продаж «Вайсс Климатехник», его опыт показывает, что установка дополнительных решеток вокруг стойки для увеличения площади сечения, через которое поступает холодный воздух (а значит и его объема), позволяет снимать тепловую нагрузку в 20 кВт. Решение этой компании отличается от других проектов реализацией фрикулинга: конструкция кондиционеров Deltaclima FC производства Weiss Klimatechnik позволяет подводить к ним холодный воздух прямо с улицы.
Интересное решение предложила компания «ЮниКонд», партнер итальянской Uniflair: классическая система охлаждения через фальшпол дополняется оборудованными вентиляторами модулями «активного пола», которые устанавливаются вместо обычных плиток фальшпола. По утверждению специалистов «ЮниКонд», такие модули позволяют существенно увеличить объемы регулируемых потоков воздуха: до 4500 м3/час вместо 800–1000 м3/час от обычной решетки 600х600 мм. Они также отмечают, что просто установить вентилятор в подпольном пространстве недостаточно для обеспечения гарантированного охлаждения серверных стоек. Важно правильно организовать воздушный поток как по давлению, так и по направлению воздуха, чтобы обеспечить подачу воздуха не только в верхнюю часть стойки, но и, в случае необходимости, в ее нижнюю часть. Для этого панель «активного пола» помимо вентилятора комплектуется процессором, датчиками температуры и поворотными ламелями (см. Рисунок 5). Применение модулей «активного пола» без дополнительной изоляции потоков воздуха позволяет увеличить мощность стойки до 15 кВт, а при герметизации холодного коридора (в «ЮниКонд» это решение называют «холодным бассейном») — до 25 кВт.
Как уже говорилось, большинство проектировщиков рекомендовали для стоек на 20 кВт системы с внутрирядным охлаждением и изоляцию потоков горячего и холодного воздуха. Как отмечает Александр Ласый, использование высоконагруженных стоек в сочетании с внутрирядными кондиционерами позволяет увеличить плотность размещения серверного оборудования и сократить пространство (коридоры, проходы) для его обслуживания. Взаимное расположение серверных стоек и кондиционеров в этом случае сводит к минимуму неравномерность распределения холода в аварийной ситуации.
Выбор различных вариантов закрытой архитектуры циркуляции воздуха предложила компания «Астерос»: от изоляции холодного (решение от Knuеrr и Emerson) или горячего коридора (APC) до изоляции воздушных потоков на уровне стойки (Rittal, APC, Emerson, Knuеrr). Причем, как отмечается в проекте, 16 высоконагруженных стоек можно разместить и в отдельном помещении, и в общем зале. В качестве вариантов кондиционерного оборудования специалисты «Астерос» рассмотрели возможность установки внутрирядных кондиционеров APC InRowRP/RD (с изоляцией горячего коридора), Emerson CR040RC и закрытых решений на базе оборудования Knuеrr CoolLoop — во всех этих случаях обеспечивается резервирование на уровне ряда по схеме N+1. Еще один вариант — рядные кондиционеры LCP компании Rittal, состоящие из трех охлаждающих модулей, каждый из которых можно заменить в «горячем» режиме. В полной мере доказав свою «вендоронезависимость», интеграторы «Астерос» все же отметили, что при использовании монобрендового решения, например на базе продуктов Emerson, все элементы могут быть объединены в единую локальную сеть, что позволит оптимизировать работу системы и снизить расход энергии.
Как полагают в «Астерос», размещать трубопроводы в подпотолочной зоне нежелательно, поскольку при наличии подвесного потолка обнаружить и предотвратить протечку и образование конденсата очень сложно. Поэтому они рекомендуют обустроить фальшпол высотой до 300 мм — этого достаточно для прокладки кабельной продукции и трубопроводов холодоснабжения. Так же как и в основном полу, здесь необходимо предусмотреть средства для сбора жидкости при возникновении аварийных ситуаций (гидроизоляция, приямки, разуклонка и т. д.).
Как и шкафные кондиционеры, внутрирядные доводчики выпускаются не только в водяном, но и во фреоновом исполнении. Например, новинка компании RC Group — внутрирядные системы охлаждения Coolside — поставляется в следующих вариантах: с фреоновыми внутренними блоками, с внутренними блоками на охлажденной воде, с одним наружным и одним внутренним фреоновым блоком, а также с одним наружным и несколькими внутренними фреоновыми блоками. Учитывая пожелание Заказчика относительно энергосбережения, для данного проекта выбраны системы Coolside, работающие на охлажденной воде, получаемой от чиллера. Число чиллеров, установленных на первом этапе проекта, придется вдвое увеличить.
Для высокоплотных стоек компания «АМДтехнологии» разработала несколько вариантов решений — в зависимости от концепции, принятой для стоек на 5 кВт. Если Заказчик выберет бюджетный вариант (фреоновые кондиционеры), то в стойках на 20 кВт предлагается установить рядные кондиционеры-доводчики XDH, а в качестве холодильной машины — чиллер внутренней установки с выносными конденсаторами XDC, обеспечивающий циркуляцию холодоносителя для доводчиков XDH. Если же Заказчик с самого начала ориентируется на чиллеры, то рекомендуется добавить еще один чиллер SBH 030 и также использовать кондиционеры-доводчики XDH. Чтобы «развязать» чиллерную воду и фреон 134, используемый кондиционерами XDH, применяются специальные гидравлические модули XDP (см. Рисунок 6).
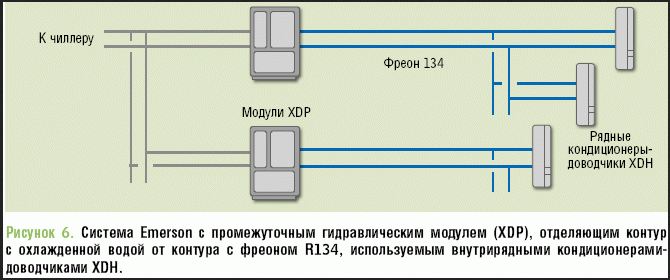
Специалисты самого производителя — компании Emerson Network — предусмотрели только один вариант, основанный на развитии чиллерной системы, предложенной для стоек на 5 кВт. Они отмечают, что использование в системе Liebert XD фреона R134 исключает ввод воды в помещение ЦОД. В основу работы этой системы положено свойство жидкостей поглощать тепло при испарении. Жидкий холодоноситель, нагнетаемый насосом, испаряется в теплообменниках блоков охлаждения XDH, а затем поступает в модуль XDP, где вновь превращается в жидкость в результате процесса конденсации. Таким образом, компрессионный цикл, присутствующий в традиционных системах, исключается. Даже если случится утечка жидкости, экологически безвредный холодоноситель просто испарится, не причинив никакого вреда оборудованию.
Данная схема предполагает возможность поэтапного ввода оборудования: по мере увеличения мощности нагрузки устанавливаются дополнительные доводчики, которые подсоединяются к существующей системе трубопроводов при помощи гибких подводок и быстроразъемных соединений, что не требует остановки системы кондиционирования.
СПЕЦШКАФЫ
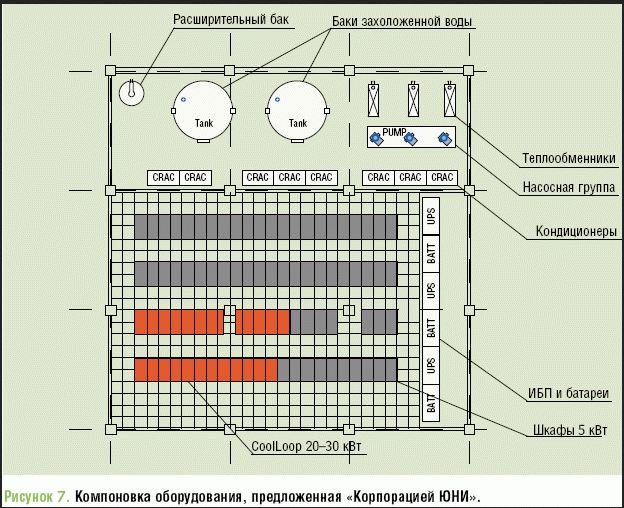
Как считает Александр Шапиро, начальник отдела инженерных систем «Корпорации ЮНИ», тепловыделение 18–20 кВт на шкаф — это примерно та граница, когда тепло можно отвести за разумную цену традиционными методами (с применением внутрирядных и/или подпотолочных доводчиков, выгораживания рядов и т. п.). При более высокой плотности энергопотребления выгоднее использовать закрытые серверные шкафы с локальными системами водяного охлаждения. Желание применить для отвода тепла от второй группы шкафов традиционные методы объяснимо, но, как предупреждает специалист «Корпорации ЮНИ», появление в зале новых энергоемких шкафов потребует монтажа дополнительных холодильных машин, изменения конфигурации выгородок, контроля за изменившейся «тепловой картиной». Проведение таких («грязных») работ в действующем ЦОДе не целесообразно. Поэтому в качестве энергоемких шкафов специалисты «Корпорации ЮНИ» предложили использовать закрытые серверные шкафы CoolLoop с отводом тепла водой производства Knuеrr в варианте с тремя модулями охлаждения (10 кВт каждый, N+1). Подобный вариант предусмотрели и некоторые другие проектировщики.
Минусы такого решения связаны с повышением стоимости проекта (CAPEX) и необходимостью заведения воды в серверный зал. Главный плюс — в отличной масштабируемости: установка новых шкафов не добавляет тепловой нагрузки в зале и не приводит к перераспределению тепла, а подключение шкафа к системе холодоснабжения Заказчик может выполнять своими силами. Кроме того, он имеет возможность путем добавления вентиляционного модуля отвести от шкафа еще 10 кВт тепла (всего 30 кВт при сохранении резервирования N+1) — фактически это резерв для роста. Наконец, как утверждает Александр Шапиро, с точки зрения энергосбережения (OPEX) данное решение является наиболее эффективным.
В проекте «Корпорации ЮНИ» шкафы CoolLoop предполагается установить в общем серверном зале с учетом принципа чередования горячих и холодного коридоров, чем гарантируется работоспособность шкафов при аварийном или технологическом открывании дверей. Причем общее кондиционирование воздуха в зоне энергоемких шкафов обеспечивается аналогично основной зоне серверного зала за одним исключением — запас холода составляет 20–30 кВт. Кондиционеры рекомендовано установить в отдельном помещении, смежном с серверным залом и залом размещения ИБП (см. Рисунок 7). Такая компоновка имеет ряд преимуществ: во-первых, тем самым разграничиваются зоны ответственности службы кондиционирования и ИТ-служб (сотрудникам службы кондиционирования нет необходимости заходить в серверный зал); во-вторых, из зоны размещения кондиционеров обеспечивается подача/забор воздуха как в серверный зал, так и в зал ИБП; в-третьих, сокращается число резервных кондиционеров (резерв общий).
ФРИКУЛИНГ И ЭНЕРГОЭФФЕКТИВНОСТЬ
Как и просил Заказчик, все проектировщики включили функцию фрикулинга в свои решения, но мало кто рассчитал энергетическую эффективность ее использования. Такой расчет провел Михаил Балкаров из APC by Schneider Electric. Выделив три режима работы системы охлаждения — с температурой гликолевого контура 22, 20 и 7°С (режим фрикулинга), — для каждого он указал ее потребление (в процентах от полезной нагрузки) и коэффициент энергетической эффективности (Energy Efficiency Ratio, EER), который определяется как отношение холодопроизводительности кондиционера к потребляемой им мощности. Для нагрузки в 600 кВт среднегодовое потребление предложенной АРС системы охлаждения оказалось равным 66 кВт с функцией фрикулинга и 116 кВт без таковой. Разница 50 кВт в год дает экономию 438 тыс. кВт*ч.
Объясняя высокую энергоэффективность предложенного решения, Михаил Балкаров отмечает, что в первую очередь эти показатели обусловлены выбором чиллеров с высоким EER и применением эффективных внутренних блоков — по его данным, внутрирядные модели кондиционеров в сочетании с изоляцией горячего коридора обеспечивают примерно двукратную экономию по сравнению с наилучшими фальшпольными вариантами и полуторакратную экономию по сравнению с решениями, где используется контейнеризация холодного коридора. Вклад же собственно фрикулинга вторичен — именно поэтому рабочая температура воды выбрана не самой высокой (всего 12°С).
По расчетам специалистов «Комплит», в условиях Московской области предложенное ими решение с функцией фрикулинга за год позволяет снизить расход электроэнергии примерно на 50%. Данная функция (в проекте «Комплит») активизируется при температуре около +7°С, при понижении температуры наружного воздуха вклад фрикулинга в холодопроизводительность будет возрастать. Полностью система выходит на режим экономии при температуре ниже -5°С.
Специалисты «Инженерного бюро ’’Хоссер‘‘» предложили расчет экономии, которую дает применение кондиционеров с функцией фрикулинга (модель ALD-702-GE) по сравнению с использованием устройств, не оснащенных такой функцией (модель ASD-802-A). Как и просил Заказчик, расчет привязан к Московскому региону (см. Рисунок 8).
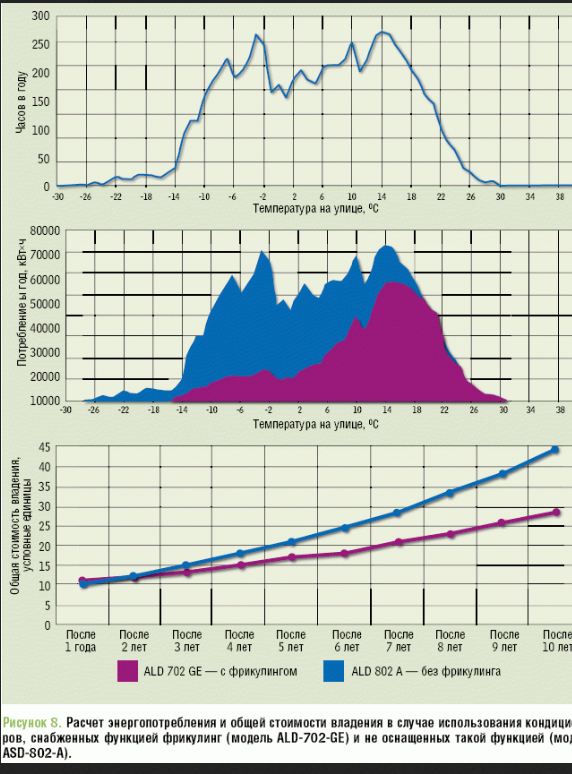
Как отмечает Виктор Гаврилов, энергопотребление в летний период (при максимальной загрузке) у фреоновой системы ниже, чем у чиллерной, но при температуре менее 14°С, энергопотребление последней снижается, что обусловлено работой фрикулинга. Эта функция позволяет существенно повысить срок эксплуатации и надежность системы, так как в зимний период компрессоры практически не работают — в связи с этим ресурс работы чиллерных систем, как минимум, в полтора раза больше чем у фреоновых.
К преимуществам предложенных Заказчику чиллеров Emerson Виктор Гаврилов относит возможность их объединения в единую сеть управления и использования функции каскадной работы холодильных машин в режиме фрикулинга. Более того, разработанная компанией Emerson система Supersaver позволяет управлять температурой холодоносителя в соответствии с изменениями тепловой нагрузки, что увеличивает период времени, в течение которого возможно функционирование системы в этом режиме. По данным Emerson, при установке чиллеров на 330 кВт режим фрикулинга позволяет сэкономить 45% электроэнергии, каскадное включение — 5%, технология Supersaver — еще 16%, итого — 66%.
Но не все столь оптимистичны в отношении фрикулинга. Александр Шапиро напоминает, что в нашу страну культура использования фрикулинга в значительной мере принесена с Запада, между тем как потребительская стоимость этой опции во многом зависит от стоимости электроэнергии, а на сегодняшний день в России и Западной Европе цены серьезно различаются. «Опция фрикулинга ощутимо дорога, в России же достаточно часто ИТ-проекты планируются с дефицитом бюджета. Поэтому Заказчик вынужден выбирать: либо обеспечить планируемые технические показатели ЦОД путем простого решения (не думая о проблеме увеличения OPEX), либо «ломать копья» в попытке доказать целесообразность фрикулинга, соглашаясь на снижение параметров ЦОД. В большинстве случаев выбор делается в пользу первого варианта», — заключает он.
Среди предложенных Заказчику более полутора десятков решений одинаковых нет — даже те, что построены на аналогичных компонентах одного производителя, имеют свои особенности. Это говорит о том, что задачи, связанные с охлаждением, относятся к числу наиболее сложных, и типовые отработанные решения по сути отсутствуют. Тем не менее, среди представленных вариантов Заказчик наверняка сможет выбрать наиболее подходящий с учетом предпочтений в части CAPEX/OPEX и планов по дальнейшему развитию ЦОД.
Александр Барсков — ведущий редактор «Журнала сетевых решений/LAN»
[ http://www.osp.ru/lan/2010/05/13002554/]
Тематики
EN
Русско-английский словарь нормативно-технической терминологии > система охлаждения ЦОДа
-
11 ажурное заполнение отверстия окна
Construction: plate tracery (в виде орнамента, вырезанного из плоской плиты)Универсальный русско-английский словарь > ажурное заполнение отверстия окна
-
12 проверка
check (снк), test, inspection
- (раздел рэ) — adjustment/test
-, автономная (инерц. сист.) — self-testing
-, безвыборочная — random check
- биения (радиального) — check for /of/ eccentricity
- биения (скоса боковой поверхности, напр., колеса турбины) — check of swash. checking the swash of turbine wheel.
- введенных координат гпм — waypoint coordinate insertion /entry/ verification
- включения (работы) системы — system operational test
-, внерегламентная — unschedule maintenance check
проверки или осмотры самолета, его систем и агрегатов, проводимые в результате нарушения нормальных условий эксплуатации, независимо от утвержденных сроков проверок, производятся после грубых посадок, в случае удара молний в самолет, посадки с избыточным весом, столкновения с птицей и др. — those maintenance checks and inspection on the aircraft, its systems and units which are dictated by special or unusual conditions which are not related to the time limits. includes inspections and checks such as hard landing, turbulent air, lightning strike, overweight landing, bird strike
- встроенным контролем — built-in test
test the system by using its built-in test facility /ieature/.
-, выборочная — spot check, sampling inspection
-, выборочная (на работоспособность) — spot test
- гермокабины на герметичность — pressurized cabin leakage test
- готовности (ла) к полету — pre-flight check
"- заправки топливом" — fuel oty test (switch) (выключатель)
-, комплексная (систем) — combined systems checkout
-, контрольная — inspection check
- концентричности (колеса турбины, вала) — check of concentricity (of turbine wheel, shaft)
- координат места ла — aircraft position coordinate verification
- ламп — lamp test
- ламп табло (повторным включением) — annunciator lights recall. any reset annunciator lights can be recalled using the warning, caution and advisory lights test switch.
- межпопетная (перед обратным маршрутом) — turnround check
- методом "прокачек" (функциональная проверка электр. цепей) — functional test
- на выявление трещин (одним из объективных методов дефектоскопии) — inspection for cracks (by emplaying an objective method of inspection)
- на герметичность — leak test
-, наземная — ground check
-, наземная (с опробованием) — ground test
- на нспопнитепьном старте — lne-up check
- на магнитном дефектоскопе (на выявление трещин) — magnetic inspection (for cracks)
- на месте (без демонтажа изделия или агрегата с объекта) — in-situ check /test, inspection/. the on-condition check is normally an in-situ test.
- на оправке — check on mandrel
- на правильность формы и взаимного расположения поверхностей (детали) — test for truth
сюда относятся проверки на (не)плоскостность, (не)перпендикулярность, (не)параллельность, овальность и на правильность совмещения отверстий. — the methods for testing for form and alignment are used to check the flatness, squareness, angular relationship or parallelism of the part surfaces, the alignment of holes or the true circularity of round parts.
- на пробой изоляции — insulation breakdown test
- на работоспособность (для подтверждения нормальной работы изделия) — operational test. the procedure required to ascertain only that a system or unit is operable.
- на работоспособность (для подтверждения эксплуатационных характеристик) — operation test. то demonstrate the engine operational characteristics.
- (реакции двигателя) на сброс газа — deceleration test
- на слух — listening test
перебои в работе двигателя могут определяться проверкой на слух, — listening test is employed to determine the engine rough operation.
- на соответствие техническим условиям — functional test
проверка, проводимая с целью подтверждения, что система или агрегат работает в соответствии с минимально допустимыми ту. — the procedure required to ascertain that а system or unit is functioning in all aspects in accordance with minimum acceptable design specifications.
- на стоянке — ramp check /test, inspection/
simple test module provides rapid ramp check.
- на утечку (герметичность) — leak-test
- на утечку мыльной пеной — leak-test with soap suds арplied
coat the pipe with soap suds to detect leakage.
- наличия электрической цепи от...до... — check of electrical circuit between...and...for continuity
- нивелировки (заклинения) неподвижных поверхностей самолета — check of rigging of fixed surfaces
- огнетушителей (без разряда) — fire extinguisher test (firex
нажать кнопку проверка огнетушителей и в этом случае должны загораться лампы 1-я очередь и 2-я очередь срабатывания. — press the firex test button and all main and altn lights illuminate on fire extinguisher test panel.
-, перекрестная (напр., всех аналогичных приборов) — crosscheck (хснеск) crosscheck the three altimeters.
-, периодическая — periodic check
- пиропатронов (противопожарной системы) — squib test. repeat procedure with squib test switch in aft position.
- плоскостности детали на контрольной плите — check for flatness of a part surface against the face of a surface plate
для проведения данной проверки на поверхность кантрольной плиты наносится краска (берлинская лазурь), затем чистая проверяемая поверхность прижимается к контрольной плите. плоскостность проверяемой поверхности, оценивается no наличию отпечатков краски (на выступающих участках). — то make the test, smear the face of the surface plate with marking (consisting of prussian blue or redlead with oil), then wipe clean the sruface to be checked and rub it lightly on the surface plate. the truth of the surface can be estimated by the appearance of the transferred marking.
-, повторная — recheck
- под током /напряжением/ (оборудования, системы) — test /check/ of equipment energized, alive (equipment) test
- по налету — check by flight hour(s)
-по налету, регламентная — periodic /scheduled/ maintenance cheek by flight hour(s)
-, послемонтажная — post-installation check
-, послеполетная — post-flight check
- по состоянию (по мере надобности) — оn-condition check (ос)
профилактическое техническое обслуживание (контроль качества ремонта), выполняемое в виде периодических осмотров, проверок (или испытаний изделия (агрегата), на обнаружение механических дефектов (в доступных пределах) для определения допустимости дальнейшей эксппуатации изделия (до следующей проверки по состоянию). — а failure preventive primary maintenance (overhaul control) process which requires that the item be periodically inspected, checked or tested against some appropriate physical standards (wear or deterioration limits) to determine whether the item can continue its service (for another ос check interval).
- по техническому состоянию — оn-condition check
- по форме "а" ("в", "с"), регламентная (периодиче — scheduled (periodic) "а" ("в", "с") check
- правильности ввода данных — data entry /insertion/ verification
-, предварительная — preliminary check
-, предвзлетная (по контрольной карте) — pre-takeoff check, before-takeoff check
-, предполетная — pre-flight check
-, предпосадочная (по контрольной карте) — pre-landing check, beforelanding check
-, предстартовая — prestart procedure
- приемистости (двигателя) — acceleration test
- прилегания поверхностей на краску (берлинскую лазурь) — check of the surfaces for close contacting indicated by continuity of (prussian blue) marking transferred
-, принудительная (вводимая вручную) — manually initiated /induced/ test /check/
- противообледенительной системы (надпись) — anti-ice test
- противопожарной системы (надпись) — firex test
- работоспособности — operational test
- работы — operational test
- радиального биения (рабочего колеса турбины (на оправке) — check of eccentricity /concentricity/ of turbine wheel (on mandrel)
-, регламентная — scheduled maintenance check
проверки самолета, его систем и агрегатов в указанные сроки. — those manufacturer recommended check and inspections of the aircraft, its systems and units dictated by the time limits.
- самолетов парка, выборочная — sampling inspection of fleet
"- сигнальных ламп" (надпись) — lamp test
- системы — system test (sys tst)
- системы сигнализации пожаpa — fire warning) test
"- системы сигн. пож. в otc. дв. (надпись) — eng compt fire warn test
-, совместная (проводимая поставщиком и покупателем) — conjoint check, check or test conjointly conducted (by supplier and buyer)
- соконусности несущего винта (вертолета) — rotor blade tracking test
- сопротивления изоляции — insulation-resistance test
test for measuring ohmic resistance of insulation.
- с помощью встроенного контроля — built-in test
- с (к-л.) пульта (или наборного поля) — test /check/ via /from/ сапtrol panel (or keyboard)
-, стартовая — on line test
-, стендовая — bench test
-, стендовая (испытание) — bench check/test/
- технического состояния — operational status check, check for condition
-, транзитная — transit check
план транзитного полета включает транзитную проверку. — the transit time schedule includes transit check.
-, тщательная — thorough check
-, функциональная — functional test
- электрической прочности (изоляции) — (insulation) voltage-withstand test
проверка способности изоляции выдерживать (повышеннoe против нормы) напряжение. — application of voltage (higher than rated) for determining the adequancy of insulation materials against breakdown.
- элементов конструкции (ла), выборочная — structural sampling test
- эффективности системы охлаждения (двигателя и редуктора вертолета) при взлете (висении, наборе высоты, снижении) — takeoff (hovering, climb, descent) cooling test
'включение проверки' (надпись) — test on
причина п. — reason for check /test/
производить п. по 3, пп. a,6 — test the unit according to requirements of para. 3 (a, b)Русско-английский сборник авиационно-технических терминов > проверка
-
13 водобой
водобой
Элемент крепления дна водотока непосредственно за водосливом (водосбросом) плотины в виде массивной плиты, предназначенной для восприятия ударов струй и гашения энергии переливающегося потока воды, а также для защиты русла водотока и грунта основания сооружения от размыва.
[СНиП I-2]
водобой
Массивная часть крепления дна водостока, расположенная за водосливом или водосбором для гашения энергии потока, сбрасываемого из верхнего бьефа, и защищающая русло водотока и грунты основания сооружения от размыва
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]
водобой
Крепление русла за водопропускным сооружением, на котором происходит гашение основной части избыточной кинетической энергии потока и которое воспринимает его динамическое воздействие.
[СО 34.21.308-2005]
водобой
Устройство гидротехнического сооружения в нижнем бьефе, предназначенное для восприятия динамического воздействия потока
[ ГОСТ 26966-86]Тематики
EN
DE
FR
Русско-английский словарь нормативно-технической терминологии > водобой
-
14 волокнистые огнеупоры
волокнистые огнеупоры
Теплоизоляционные состоящие из волокон огнеупоры в виде формованных (плиты, блоки, листы и др.) с неорганиченной или органиченной связкой и неформованные (вата, войлок и др.) изделий. Волокнистые огнеупоры изготовляют преимущественно из высокоглиноземистого и глиноземистого стекловолокна и из корундного поликристаллического волокна, а также из ZrO2 и др. оксидов.
Волокнистые огнеупоры применяют для теплоизоляции и футеровки тепловых агрегатов, а также для заполнения компенсационных швов.
[ http://metaltrade.ru/abc/a.htm]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > волокнистые огнеупоры
-
15 древесная стружка
древесная стружка
Древесные частицы различной формы и величины, специально изготовленные для дальнейшей промышленной переработки или получаемые в виде отходов при обработке древесины на деревообрабатывающих станках
[ ГОСТ 18110-72]
древесная стружка
Тонкие древесные частицы, образующиеся при резании древесины.
[ ГОСТ 23246-78]
стружка древесная
Тонкие узкие относительно короткие слои древесины, являющиеся отходами при строгании пиломатериала или получаемые специально для изготовления древесно-стружечных изделий
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]Тематики
- древесина измельченная
- плиты древесноволокн. и древесностружеч.
EN
DE
FR
Русско-английский словарь нормативно-технической терминологии > древесная стружка
-
16 лесоматериал
лесоматериал
Материал из древесины, сохранивший её природную физическую структуру и химический состав
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]
лесоматериал
Древесина в виде стоящего или срубленного дерева или продуктов его обработки. Не включает в себя древесные плиты и древесную щепу.
http://www.wood.ru/ru/slterm.htmlТематики
EN
DE
FR
Русско-английский словарь нормативно-технической терминологии > лесоматериал
-
17 непрерывный способ прессования древесно-стружечных плит
непрерывный способ прессования древесно-стружечных плит
Способ прессования древесно-стружечных плит, при котором стружечный ковер (осмоленные стружки) непрерывно поступает в пресс и выходит из него в виде ленты.
[ ГОСТ 18110-72]Тематики
- плиты древесноволокн. и древесностружеч.
EN
DE
Русско-английский словарь нормативно-технической терминологии > непрерывный способ прессования древесно-стружечных плит
-
18 нормальная работа
нормальная работа
Условия, при которых прибор работает в соответствии с нормальной эксплуатацией, когда прибор подсоединен к сети питания.
[ ГОСТ Р 52161. 1-2004 ( МЭК 60335-1: 2001)]EN
normal operation
conditions under which the appliance is operated in normal use when it is connected to the supply mains
[IEC 60335-1, ed. 4.0 (2001-05)]FR
conditions de fonctionnement normal
conditions dans lesquelles l'appareil est mis en fonctionnement en usage normal lorsqu’il est raccordé au réseau d'alimentation
[IEC 60335-1, ed. 4.0 (2001-05)]Тематики
EN
FR
нормальная работа (normal operation): Работа нагревательного блока после установки в здании в соответствии с инструкциями.
Источник: ГОСТ Р 52161.2.96-2006: Безопасность бытовых и аналогичных электрических приборов. Часть 2.96. Частные требования для гибких листовых нагревательных элементов для обогрева жилых помещений оригинал документа
нормальная работа (normal operation): Работа прибора, как установлено в следующих абзацах.
Примечание - Приборы, не упомянутые ниже, но которые тем не менее могут выполнять одну из функций приготовления пищи, работают, как определено для этой функции, насколько это возможно.
Источник: ГОСТ Р 52161.2.9-2006: Безопасность бытовых и аналогичных электрических приборов. Часть 2.9. Частные требования для грилей, тостеров и аналогичных переносных приборов для приготовления пищи оригинал документа
нормальная работа (normal operation): Работа прибора, как установлено в 3.1.9.101 - 3.1.9.107.
Источник: ГОСТ Р 52161.2.6-2006: Безопасность бытовых и аналогичных электрических приборов. Часть 2.6. Частные требования для стационарных кухонных плит, конфорочных панелей, духовых шкафов и аналогичных приборов оригинал документа
нормальная работа (normal operation): Работа прибора при следующих условиях.
Прибор работаете максимальным количеством воды, для которого он сконструирован, без использования детергентов или ополаскивающих средств, без посуды или столовых приборов. Если очевидно, что при загрузке прибора результаты испытаний будут иными, испытания проводят при загрузке максимальным количеством посуды и столовых приборов, установленным в инструкциях.
Примечание 101 - Посуда и столовые приборы, используемые при испытании, - по ГОСТ 30147.
Воду подают под любым давлением в пределах, установленных в инструкциях, температура воды на входе должна быть:
плюс (60 ± 5) °С или равной установленной в инструкциях (если она выше указанной) - для входных отверстий, предназначенных для подачи только горячей воды;
плюс (15 ± 5) °С - для входных отверстий, предназначенных для подачи только холодной воды.
Если прибор имеет ввод, предназначенный для подачи как холодной, так и горячей воды, температура при испытаниях должна быть наиболее неблагоприятной.
Источник: ГОСТ Р 52161.2.5-2005: Безопасность бытовых и аналогичных электрических приборов. Часть 2.5. Частные требования для посудомоечных машин оригинал документа
нормальная работа (normal operation): Работа прибора при следующих условиях.
Прибор работает при номинальном напряжении непрерывно с входным отверстием для воздуха, отрегулированным на потребляемую мощность Рт, измеренную после 20 с работы. При необходимости через 3 мин проводят окончательное регулирование отверстия.
Потребляемую мощность Ртрассчитывают по формуле
Pm = 0,5×(Pf + Pi),
где Pf - мощность, потребляемая прибором, работающим в течение 3 мин с открытым входным отверстием для воздуха, в ваттах. Любое устройство, используемое для обеспечения циркуляции охлаждающего двигатель воздуха в случае блокирования главного входного отверстия, может работать обычным образом;
Pi - мощность, потребляемая прибором, работающим в течение следующих 20 с с полностью закрытым входным отверстием, в ваттах. Любое устройство, регулируемое без помощи инструмента и используемое для обеспечения циркуляции охлаждающего двигатель воздуха в случае блокирования главного входного отверстия, должно быть отключено.
Если прибор имеет маркировку диапазона номинальных напряжений, то его включают на напряжение, равное среднему значению диапазона напряжений при условии, что разность между предельными значениями диапазона не превышает 10 % среднего значения. Если эта разность превышает 10 %, прибор включают на напряжение, равное верхнему пределу диапазона.
Измерения проводят на приборе, имеющем чистый пылесборник и фильтр, при этом емкость для воды не должна быть заполнена. Если прибор предназначен для использования только со шлангом, съемные насадки и трубки удаляют, а шланг выпрямляют. Если шланг прибора является необязательным элементом, прибор работает без шланга.
Вращающиеся щетки и аналогичные устройства при работе не должны контактировать с какой-либо поверхностью. Чистящие головки, подсоединенные с помощью шланга, при работе не должны контактировать с какой-либо поверхностью.
Выходные отверстия прибора для присоединения необязательных элементов нагружают нагрузкой сопротивления, указанной в маркировке прибора.
Источник: ГОСТ Р 52161.2.2-2005: Безопасность бытовых и аналогичных электрических приборов. Часть 2.2. Частные требования для пылесосов и водовсасывающих чистящих приборов оригинал документа
нормальная работа (normal operation): Работа прибора при следующих условиях.
Машины для обработки полов работают непрерывно, совершая возвратно-поступательные движения со скоростью 15 циклов в минуту на полированной стальной плите на расстояние 1 м. Прибор оснащен щетками для пола с твердой поверхностью в соответствии с инструкциями.
Примечание 101 - Нагрев стальной плиты не допускается. Можно использовать принудительное охлаждение, но при этом необходимо гарантировать, что циркуляция воздуха не влияет на превышение температуры, значение которого определяют.
Машины для щелочной обработки полов работают на необработанных гладких сосновых досках толщиной 25 мм, шириной приблизительно 100 мм, закрепленных внутри на дне металлического поддона. Машина для щелочной обработки совершает возвратно-поступательные движения со скоростью 15 циклов в минуту на расстояние 1 м.
Машины для чистки ковров шампунем работают на ковре, закрепленном внутри на дне металлического поддона, который наполнен водой до уровня приблизительно 3 мм над поверхностью ковра. Ковер изготовлен из нейлоновых волокон высотой ворса приблизительно 6 мм. Машина для чистки шампунем совершает возвратно-поступательные движения со скоростью 10 циклов в минуту на расстояние 1 м.
Если машина для щелочной обработки полов или машина для чистки ковров шампунем снабжена системой распределения жидкости, поддон не заполняют водой, но систему распределения жидкости приводят в действие.
Машины для чистки драпировки шампунем работают без вращающихся щеток или аналогичных устройств, контактирующих с драпировкой или любой другой поверхностью. Всасывающие шланги располагают свободно вне прямой линии с входным отверстием. Система распределения жидкости работает с пустым резервуаром.
Источник: ГОСТ Р 52161.2.10-2005: Безопасность бытовых и аналогичных электрических приборов. Часть 2.10. Частные требования для машин для обработки полов и машин для влажной чистки оригинал документа
нормальная работа (normal operation): Работа прибора при следующих условиях.
Прибор, работающий с неглубокой кастрюлей диаметром 150 мм, которая наполнена водой на высоту не менее 25 мм, устанавливают на горячую поверхность. Если приборы поставляются с сосудами или это установлено в инструкциях, сосуды используют взамен кастрюли.
Прибор работает без кастрюли, если это условие является более неблагоприятным.
Источник: ГОСТ Р 52161.2.12-2005: Безопасность бытовых и аналогичных электрических приборов. Часть 2.12. Частные требования для мармитов и аналогичных приборов оригинал документа
нормальная работа (normal operation): Работа прибора при следующих условиях.
Прибор работает заполненный текстильным материалом массой в сухом состоянии, равной максимальной массе, установленной в инструкциях.
Текстильный материал представляет собой предварительно постиранные, подрубленные двойным швом хлопчатобумажные простыни размером приблизительно 70´70 см, удельной массой в сухом состоянии от 140 до 175 г/м2.
Текстильный материал замачивают в воде, имеющей температуру (25 ± 5) °С и массу, равную массе текстильного материала.
Если функция сушки может автоматически следовать за функцией стирки в стиральной машине, прибор не загружают отдельно. Прибор работает с максимальным количеством текстильного материала, установленным в инструкциях для комбинированного цикла стирки - сушки.
Примечание 101 - Хлопок, в котором содержание влаги не превышает 10 %, рассматривают как находящийся в сухом состоянии.
Хлопок кондиционируют 24 ч в спокойном воздухе при температуре (20 ± 2) °С, относительной влажности от 60 % до 70 % и атмосферном давлении от 860 до 1060 мбар, с содержанием воды приблизительно 7 %.
Источник: ГОСТ Р 52161.2.11-2005: Безопасность бытовых и аналогичных электрических приборов. Часть 2.11. Частные требования для барабанных сушилок оригинал документа
нормальная работа (normal operation): Работа прибора после его установки в соответствии с инструкциями и заполнения холодной водой.
Источник: ГОСТ Р 52161.2.21-2006: Безопасность бытовых и аналогичных электрических приборов. Часть 2.21. Частные требования для аккумуляционных водонагревателей оригинал документа
нормальная работа (normal operation): Работа прибора в следующих условиях.
Источник: ГОСТ Р 52161.2.24-2007: Безопасность бытовых и аналогичных электрических приборов. Часть 2.24. Частные требования к холодильным приборам, мороженицам и устройствам для производства льда оригинал документа
нормальная работа (normal operation): Работа прибора при следующих условиях.
Приборы работают без белья.
Источник: ГОСТ Р 52161.2.44-2008: Безопасность бытовых и аналогичных электрических приборов. Часть 2.44. Частные требования к гладильным машинам оригинал документа
нормальная работа (normal operation): Работа прибора при следующих условиях.
Зарядные устройства батарей для зарядки батарей свинцово-кислотных аккумуляторов и другие зарядные устройства батарей, имеющие номинальный постоянный выходной ток не более 20 А, подсоединяют к цепи, как приведено на рисунке 101. Переменный резистор настраивают таким образом, чтобы ток в цепи был равен номинальному постоянному выходному току при питании зарядного устройства батарей номинальным напряжением.
U1 - напряжение питания; U2 - выходное напряжение; I2 - выходной ток; A - амперметр; В - зарядное устройство батарей; V - вольтметр; R - переменный резистор;

где Ir - номинальный постоянный выходной ток, А;
р - коэффициент (для однополупериодного выпрямления р = 1; для двухполупериодного выпрямления р = 2);
f - частота питающей сети, Гц;
Ur - номинальное выходное напряжение постоянного тока, В.
Примечания
1 Конденсатор может иметь емкость, отличающуюся от рассчитанной на ± 20 %.
2 Конденсатор может быть предварительно заряжен до начала работы зарядного устройства батарей.
Рисунок 101 - Цепь для испытания зарядных устройств батарей
Если зарядный ток управляет процессом зарядки батареи, то переменный резистор и конденсатор заменяют разряженной батареей соответствующего типа и максимальной емкости, указанных в инструкциях.
Другие зарядные устройства батарей подсоединяют к разряженной батарее соответствующего типа и максимальной емкости, указанных в инструкциях.
Примечание 101 - Батареи считают разряженными, если:
- плотность электролита менее 1,16 - для батарей свинцово-кислотных аккумуляторов;
- напряжение каждого элемента менее 0,9 В - для батарей никель-кадмиевых аккумуляторов.
Источник: ГОСТ Р 52161.2.29-2007: Безопасность бытовых и аналогичных электрических приборов. Часть 2.29. Частные требования для зарядных устройств батарей оригинал документа
нормальная работа (normal operation): Работа прибора в сосуде, наполненном водой, на максимальной глубине погружения.
Источник: ГОСТ Р 52161.2.74-2008: Безопасность бытовых и аналогичных электрических приборов. Часть 2.74. Частные требования к переносным погружным нагревателям оригинал документа
нормальная работа (normal operation): Работа прибора при следующих условиях.
Текстильные изделия располагают на вешалках или перекладинах в соответствии с инструкциями. Текстильные изделия представляют собой предварительно выстиранные хлопчатобумажные простыни с двойным подрубочным швом размером приблизительно 700×700 мм, массой от 140 до 175 г/м2, определенной в сухом состоянии.
Четыре слоя текстильного изделия используют для приборов, имеющих нагреваемую поверхность, на которую для высушивания помещают текстильное изделие. Один слой используют для приборов, в которых текстильное изделие высушивается потоком теплого воздуха.
Примечание 101 - В случае возникновения сомнений хлопчатобумажные простыни подвергают кондиционированию в течение не менее 24 ч при температуре (20 ± 5) °С и относительной влажности (60 ± 5) %.
Источник: ГОСТ Р 52161.2.43-2008: Безопасность бытовых и аналогичных электрических приборов. Часть 2.43. Частные требования к сушилкам для одежды и перекладинам для полотенец оригинал документа
нормальная работа (normal operation): Работа прибора, постоянно подключенного к воде, поток которой отрегулирован таким образом, чтобы температура на выходе достигала максимального значения без срабатывания термовыключателя.
Источник: ГОСТ Р 52161.2.35-2008: Безопасность бытовых и аналогичных электрических приборов. Часть 2.35. Частные требования к проточным водонагревателям оригинал документа
нормальная работа (normal operation): Работа прибора при следующих условиях. Насос работает при нулевом давлении жидкости на входе, в режиме работы между минимальным и максимальным напором, таким образом, чтобы достигалась наибольшая потребляемая мощность.
Примечание 101 - Напор измеряют между входным и выходным отверстиями.
Источник: ГОСТ Р 52161.2.41-2008: Безопасность бытовых и аналогичных электрических приборов. Часть 2.41. Частные требования к насосам оригинал документа
нормальная работа (normal operation): Работа прибора при следующих условиях.
Источник: ГОСТ Р 52161.2.23-2007: Безопасность бытовых и аналогичных электрических приборов. Часть 2.23. Частные требования для приборов по уходу за кожей и волосами оригинал документа
нормальная работа (normal operation): Работа прибора при следующих условиях.
Источник: ГОСТ Р 52161.2.32-2008: Безопасность бытовых и аналогичных электрических приборов. Часть 2.32. Частные требования к массажным приборам оригинал документа
нормальная работа (normal operation): Работа прибора при следующих условиях.
Источник: ГОСТ Р 52161.2.60-2011: Безопасность бытовых и аналогичных электрических приборов. Часть 2.60. Частные требования к вихревым ваннам и вихревым ваннам для СПА-салонов оригинал документа
нормальная работа (normal operation): Работа прибора в том виде, в каком он был поставлен изготовителем, или с закороченной выходной цепью высокого напряжения в зависимости от того, что наиболее неблагоприятно.
Источник: ГОСТ Р 52161.2.65-2008: Безопасность бытовых и аналогичных электрических приборов. Часть 2.65. Частные требования к приборам для очистки воздуха оригинал документа
нормальная работа (normal operation): Работа приборов при следующих условиях.
Приборы с подставкой работают на подставке, если не указано иное.
Другие приборы работают в соответствии с инструкциями, если не указано иное.
Источник: ГОСТ Р 52161.2.45-2008: Безопасность бытовых и аналогичных электрических приборов. Часть 2.45. Частные требования к переносным нагревательным инструментам и аналогичным приборам оригинал документа
нормальная работа (normal operation): Работа циркуляционного насоса с давлением воды и скоростью потока, отрегулированными в установленных пределах так, чтобы достигалась максимальная потребляемая мощность.
Источник: ГОСТ Р 52161.2.51-2008: Безопасность бытовых и аналогичных электрических приборов. Часть 2.51. Частные требования к стационарным циркуляционным насосам для отопительных систем и систем водоснабжения оригинал документа
нормальная работа (normal operation): Работа прибора при следующих условиях:
- выходная цепь закорочена;
- решетки расположены на максимальном расстоянии, достаточном для поддержания дуги, прибор работает циклами; цикл состоит из 1 с работы и 2 с паузы;
- к решеткам подключена активная нагрузка, которая обеспечивает получение максимального тока.
Источник: ГОСТ Р 52161.2.59-2008: Безопасность бытовых и аналогичных электрических приборов. Часть 2.59. Частные требования к приборам для уничтожения насекомых оригинал документа
нормальная работа (normal operation): Работа прибора при следующих условиях.
Источник: ГОСТ Р 52161.2.17-2009: Безопасность бытовых и аналогичных электрических приборов. Часть 2.17. Частные требования к одеялам, подушкам, одежде и аналогичным гибким нагревательным приборам оригинал документа
Русско-английский словарь нормативно-технической терминологии > нормальная работа
-
19 плинт
- 2. skirtingboard
- 2. skirting
- 1. plinth
плинт
1. Нижняя часть базы колонны или пьедестала в виде прямоугольной плиты
2. Тяга, прикрывающая стык стены и пола
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]Тематики
- архитектура, основные понятия
- строительные изделия прочие
EN
- 1. plinth
- 2. skirting
- 2. skirtingboard
DE
FR
Русско-английский словарь нормативно-технической терминологии > плинт
-
20 рельсовая подкладка
рельсовая подкладка
Ндп. подрельсовая подкладка
Стальное изделие, являющееся деталью промежуточного рельсового скрепления и предназначенное для закрепления рельса на опоре (например, на шпале).
Примечания
1. Кроме того, рельсовая подкладка предохраняет опору от повреждений за счет снижения удельных нагрузок, исходящих от колес подвижного состава, позволяет через ее отверстия соединять рельс с опорой и обеспечивает его подуклонку без затеса деревянных шпал.
2. Опора (рельсовая опора) - это элемент верхнего строения железнодорожного пути в виде деревянной, железобетонной, стальной шпалы, железобетонной плиты, рамы, балки, лежня или полушпалы, предназначенного для крепления рельсов (рельсовых нитей) и удержания их на расстоянии, согласно принятой ширине железнодорожной колеи.
[ ГОСТ Р 50542-93]Недопустимые, нерекомендуемые
Тематики
Обобщающие термины
- виды рельсовых накладок, подкладок и клемм
EN
DE
FR
Русско-английский словарь нормативно-технической терминологии > рельсовая подкладка
- 1
- 2
См. также в других словарях:
Плиты кровельные — – тонкостенные плиты, выполняющие функции кровли, крупноразмерные, предварительно напряженные или мелкоштучные в виде бетонной черепицы с нанесенной на поверхность пластиковой пленкой или без нее. [Терминологический словарь по бетону и… … Энциклопедия терминов, определений и пояснений строительных материалов
Плиты торфяные теплоизоляционные (торфоплиты) — – изготовляются сухим или мокрым способом из сфагнового торфа. Сырье размельчается и расчесывается в волк машинах, «разваривается» в варочных чанах и формуется в виде плит в металлических формах. Отформованные плиты высушиваются и при… … Энциклопедия терминов, определений и пояснений строительных материалов
Плиты минераловатные мягкие — – называют минеральным войлоком. Его выпускают в виде рулонов, упакованных в жесткую тару или водонепроницаемую бумагу. Полотнища минерального войлока выпускают длиной 1; 1,5 и 2 м, шириной 0,45; 0,5 и 1 м, толщиной 0 ,05 0,1 м с шагом в… … Энциклопедия терминов, определений и пояснений строительных материалов
Плиты импрегнированные — (белый агломерат) – получают путем формовки и прессования пробковой крупы, в которую добавляют связующие вещества (органические клеи, желатин, каменноугольный пек и смолы). Изготавливаются они в виде плит прямоугольной формы размером… … Энциклопедия терминов, определений и пояснений строительных материалов
Плиты импрегнированные (белый агломерат) — – получают путем формовки и прессования пробковой крупы, в которую добавляют связующие вещества (органические клеи, желатин, каменноугольный пек и смолы). Изготавливаются они в виде плит прямоугольной формы размером 1000×500 мм и… … Энциклопедия терминов, определений и пояснений строительных материалов
Плиты броневые — Чтобы воспрепятствовать разрушительному действию неприятельских снарядов, военные суда защищаются с наружной поверхности прочной оболочкой, состоящей из отдельных толстых, плотно прилегающих друг к другу железных плит, которые привинчены к… … Энциклопедический словарь Ф.А. Брокгауза и И.А. Ефрона
Плиты колошника подвижные — [movable stokline plate] устройство в виде поворотных плит на колошнике доменной печи с конусным засыпным аппаратом; служит для обеспечения требуемого распределения шихты по радиусу колошника … Энциклопедический словарь по металлургии
ГОСТ 27935-88: Плиты древесноволокнистые и древесностружечные. Термины и определения — Терминология ГОСТ 27935 88: Плиты древесноволокнистые и древесностружечные. Термины и определения оригинал документа: 18. Армированная древесностружечная плита Древесностружечная плита, в конструкцию которой входят усиливающие элементы… … Словарь-справочник терминов нормативно-технической документации
ГОСТ 22950-95: Плиты минераловатные повышенной жесткости на синтетическом связующем. Технические условия — Терминология ГОСТ 22950 95: Плиты минераловатные повышенной жесткости на синтетическом связующем. Технические условия оригинал документа: 5.4 Маркировка 5.4.1 Маркировку плит осуществляют по ГОСТ 25880. 5.4.2 Транспортная маркировка должна быть… … Словарь-справочник терминов нормативно-технической документации
СТО НОСТРОЙ 2.7.55-2011: Плиты покрытий и перекрытий сборные железобетонные с предварительно напряженной арматурой для пролетов до 7,2 м. Технические требования к монтажу и контролю их выполнения — Терминология СТО НОСТРОЙ 2.7.55 2011: Плиты покрытий и перекрытий сборные железобетонные с предварительно напряженной арматурой для пролетов до 7,2 м. Технические требования к монтажу и контролю их выполнения: 3.1 балка : Конструктивный элемент,… … Словарь-справочник терминов нормативно-технической документации
Пятно на пласти древесноволокнистой (древесностружечной) плиты — 47. Пятно на пласти древесноволокнистой (древесностружечной) плиты Дефект в виде ограниченного участка на пласти древесноволокнистой (древесностружечной) плиты, выделяющегося по цвету Источник: ГОСТ 27935 88: Плиты древесноволокнистые и… … Словарь-справочник терминов нормативно-технической документации