-
101 очистка
1. ж. clearing; cleansing; cleaning2. ж. peelingАнтонимический ряд: -
102 Wärmevorbehandlung
-
103 операция по выравниванию труб
операция по выравниванию труб
(перед сваркой на трубоукладочной барже)
[ http://slovarionline.ru/anglo_russkiy_slovar_neftegazovoy_promyishlennosti/]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > операция по выравниванию труб
-
104 прихваточный шов
прихваточный шов
прихватка
—
[ http://slovarionline.ru/anglo_russkiy_slovar_neftegazovoy_promyishlennosti/]Тематики
Синонимы
EN
3.2.3.6 прихваточный шов (tack weld): Шов, используемый для выравнивания примыкающих кромок перед сваркой заключительным швом.
Источник: ГОСТ Р ИСО 3183-1-2007: Трубы стальные для трубопроводов. Технические условия. Часть 1. Требования к трубам класса А оригинал документа
Русско-английский словарь нормативно-технической терминологии > прихваточный шов
-
105 pipeline-up procedure
операция по выравниванию труб
(перед сваркой на трубоукладочной барже)
[ http://slovarionline.ru/anglo_russkiy_slovar_neftegazovoy_promyishlennosti/]Тематики
EN
Англо-русский словарь нормативно-технической терминологии > pipeline-up procedure
-
106 tack weld
прихватка
Короткий сварной шов для фиксации взаимного расположения подлежащих сварке деталей
[ ГОСТ 2601-84]
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]Тематики
- сварка, резка, пайка
EN
DE
FR
прихваточный шов
прихватка
—
[ http://slovarionline.ru/anglo_russkiy_slovar_neftegazovoy_promyishlennosti/]Тематики
Синонимы
EN
прихваточный шов (при сварке)
—
[А.С.Гольдберг. Англо-русский энергетический словарь. 2006 г.]Тематики
EN
4.34 технологический шов (tack weld): Прерывистый или непрерывный сварной шов, используемый для выравнивания соединяемых кромок до момента выполнения окончательного сварного соединения.
Источник: ГОСТ Р ИСО 3183-2009: Трубы стальные для трубопроводов нефтяной и газовой промышленности. Общие технические условия оригинал документа
3.2.3.6 прихваточный шов (tack weld): Шов, используемый для выравнивания примыкающих кромок перед сваркой заключительным швом.
Источник: ГОСТ Р ИСО 3183-1-2007: Трубы стальные для трубопроводов. Технические условия. Часть 1. Требования к трубам класса А оригинал документа
Англо-русский словарь нормативно-технической терминологии > tack weld
-
107 предварительное флюсование
1) Engineering: prefluxing (перёд сваркой или пайкой)2) Metallurgy: prefluxing (перед пайкой или сваркой)Универсальный русско-английский словарь > предварительное флюсование
-
108 нагрев металла
нагрев металла
Технологич. операция повышения темп-ры металла. Цель н. м. перед обработкой давлением (прокаткой, ковкой, штамповкой, кузнечной сваркой и т.д.) — придание ему необход, пластичности, а при термич. или химико-термич. обработке — измен, его механич., физич. или химич. св-в. Н. м. осуществ. гл. обр. либо подводом тепла извне в нагреват. или термич. печах, либо генерацией тепла непосред. в металле, пропуская электрич. ток или возбуждая в нем ток индукцией (см. Индукционный нагрев). При нагреве в печах тепло поступает на поверхность металла, а затем распостран. внутрь. При пропускании электрич. тока через металл тепло выделяется во всем его объеме, в рез-те чего нагрев можно вести с высокой скоростью. Этот метод контакт, нагревапригоден для изделий неб. попереч. сечения и значит, длины. При индукц. н. м. тепло генерир. в тонком поверх, слое, откуда, как и при нагреве в печах, распростран. внутрь. Показатель кач-ва н. м. — равномерность темп-р по поверхности и объему металла.
Н. м. в газ. среде продуктов crop, топлива в плазм, печах или в возд. среде в электрич. печах идет с окислением и обезуглерожив. поверхности металла. Такой нагрев наз. «темным» и применяют гл. обр. перед обработкой металла давлением. Для термич. обработки предпочтителен безокислит., т. н. «светлый» нагрев в нейтр. газе. В ряде случаев н. м. ведут в вакууме, при ХТО — в спец. газ. среде, к-рая реагирует с металлом, напр., обезуглероживая или науглероживая поверхность металла. Нагрев в активной или нейтр. средах ведут в электрич. печах с нагреват. эл-тами, а тж. муфельных.
[ http://metaltrade.ru/abc/a.htm]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > нагрев металла
-
109 metal heating
нагрев металла
Технологич. операция повышения темп-ры металла. Цель н. м. перед обработкой давлением (прокаткой, ковкой, штамповкой, кузнечной сваркой и т.д.) — придание ему необход, пластичности, а при термич. или химико-термич. обработке — измен, его механич., физич. или химич. св-в. Н. м. осуществ. гл. обр. либо подводом тепла извне в нагреват. или термич. печах, либо генерацией тепла непосред. в металле, пропуская электрич. ток или возбуждая в нем ток индукцией (см. Индукционный нагрев). При нагреве в печах тепло поступает на поверхность металла, а затем распостран. внутрь. При пропускании электрич. тока через металл тепло выделяется во всем его объеме, в рез-те чего нагрев можно вести с высокой скоростью. Этот метод контакт, нагревапригоден для изделий неб. попереч. сечения и значит, длины. При индукц. н. м. тепло генерир. в тонком поверх, слое, откуда, как и при нагреве в печах, распростран. внутрь. Показатель кач-ва н. м. — равномерность темп-р по поверхности и объему металла.
Н. м. в газ. среде продуктов crop, топлива в плазм, печах или в возд. среде в электрич. печах идет с окислением и обезуглерожив. поверхности металла. Такой нагрев наз. «темным» и применяют гл. обр. перед обработкой металла давлением. Для термич. обработки предпочтителен безокислит., т. н. «светлый» нагрев в нейтр. газе. В ряде случаев н. м. ведут в вакууме, при ХТО — в спец. газ. среде, к-рая реагирует с металлом, напр., обезуглероживая или науглероживая поверхность металла. Нагрев в активной или нейтр. средах ведут в электрич. печах с нагреват. эл-тами, а тж. муфельных.
[ http://metaltrade.ru/abc/a.htm]Тематики
EN
Англо-русский словарь нормативно-технической терминологии > metal heating
-
110 continuous butt-weld furnace
Англо-русский словарь по прокатке металлов > continuous butt-weld furnace
-
111 assembly
1) сборка, монтаж2) сборочная единица; узел; сборная деталь3) агрегат; сборочная группа•- adapter-and-tool assembly
- antifriction roller assembly
- applicator assembly
- assembly of N-order
- assembly of parts in batch quantities
- automated assembly
- automatized assembly
- auxiliary storage and playback assembly
- ball screw-and-nut assembly
- ballnut assembly
- base jaw assembly
- base-and-top jaw assembly
- beam assembly
- bearing assembly
- bench assembly
- bolted assembly
- brake assembly
- cable assembly
- cam-actuated assembly
- cap screw assembly
- carrier assembly
- chip flushing assembly
- chuck assembly
- clamp assembly
- collet assembly
- collet-and-chuck assembly
- computer-aided automatic assembly
- connector assembly
- contact assembly
- control assembly
- coupling assembly
- crosshead movement assembly
- cushion assembly
- cutter assembly
- cutting head assembly
- cutting tool assembly
- cylinder block-and-piston assembly
- driving assembly
- dual template assembly
- encapsulated assembly
- error-corrective assembly
- fabricated assembly
- fastener assembly
- feed nut assembly
- feeding assembly
- final assembly
- fine focus assembly for laser
- fine focus assembly
- fixture assembly
- flexible assembly
- flow assembly
- flowline assembly
- fuel injection pump assembly
- gear assembly
- generic assembly
- governor assembly
- grinding wheel assembly
- guide assembly
- head assembly
- head-and-disk assembly
- hole saw assembly
- hook assembly
- hose assembly
- hydraulic pallet assembly
- hydraulic pump assembly
- improper assembly
- injected metal assembly
- integrated assembly
- interchangeable assembly
- intermediate assembly
- IR assembly
- jaw assembly
- keying assembly
- kit assembly
- large scale robot assembly
- laser assembly
- layered assembly
- lockup assembly
- LSI assembly
- main assembly
- mast assembly
- mechanical engineering assemblys
- modular assembly
- mold assembly
- motor assembly
- mounting assembly
- multicomponent assembly
- multistation machining assembly
- O.D. grinding assembly
- offending assembly
- oil seal assembly
- PCB assembly
- pickoff assembly
- piston-cylinder assembly
- plain bearing assembly
- plugboard assembly
- power steering assembly
- printed board assembly
- print-wire assembly
- profile slide assembly
- programmable assembly
- progressive assembly
- pushbutton assembly
- rectifier assembly
- relay-based assembly
- right-angle drive assembly
- right-angled drive assembly
- robotic assembly
- robotized assembly
- rotating basket assembly
- safety assembly
- saw head assembly
- sawing assembly
- selective assembly
- semiconductor assembly
- semifinished assembly
- series assembly
- setup bar assembly
- shake-free assembly
- slide assembly
- SMC assembly
- snap-in part assembly
- solid assembly
- spindle assembly
- spindle-head assembly
- stock spindle assembly
- stone assembly
- stop assembly
- stud assembly
- suction pickup assembly
- swing spindle assembly
- swing-arm assembly
- threaded assembly
- tool arm assembly
- tool assembly
- tool carriage and slide assembly
- tool changer assembly
- toolholder assembly
- top jaw assembly
- top-and-base jaw assembly
- torque-coupling assembly
- traction drive roll assembly
- transmission assembly
- triangular assembly
- trivet/turnbuckle assembly
- trolley pole assembly
- turnbuckle assembly
- turntable-based assembly
- twin-column assembly
- ultrasonic drilling assembly
- unified assembly
- unit assembly
- unitary assembly
- universal drive assembly
- variant engine assembly
- variant model assembly
- warning assembly
- weld assembly
- welded assembly
- wheel-dressing assembly
- wire feed assembly
- workholder assembly
- workpiece drive assembly
- workpiece/pallet assembly
- workpiece-retaining assembly
- wrist assemblyEnglish-Russian dictionary of mechanical engineering and automation > assembly
-
112 butt-welding furnace
Англо-русский словарь промышленной и научной лексики > butt-welding furnace
-
113 coil-edge UST equipment
coil-edge ultrasonic equipment — ультразвуковой дефектоскоп для контроля качества концов полос, разматываемых из рулона, перед их сваркой на полосовом прокатном станеАнгло-русский словарь промышленной и научной лексики > coil-edge UST equipment
-
114 continuous butt-welding furnace
Англо-русский словарь промышленной и научной лексики > continuous butt-welding furnace
-
115 welding furnace
Англо-русский словарь промышленной и научной лексики > welding furnace
-
116 контакт-деталь
контакт-деталь
Одна из токопроводящих частей 1), образующих контакт.
МЭК 60050(441-15-06).
[ ГОСТ Р 50030. 1-2000 ( МЭК 60947-1-99)]
1) Должно быть проводящих
[Интент]
контакт-деталь
Деталь, соприкасающаяся с другой при образовании электрического контакта
[ ГОСТ 14312-79]EN
contact (piece)
one of the conductive parts forming a contact
[IEV number 441-15-06 ]FR
(pièce de) contact
une des pièces conductrices formant un contact
[IEV number 441-15-06 ]1. Коммутирующая электрическая контакт-деталь
[IEV number 444-04-06]EN
- Contact set - контактная группа
-
Ouput circuit - выходная цепь
contact circuit - цепь контакта
contact - контакт - Contact member - контактный элемент (контактная пружина)
- рабочая поверхность контакт-детали
-
Contact (piece) - контакт деталь
FR
- Jeu de contacts - контактная группа
-
Circuit de sortie - выходная цепь
circuit de contact - цепь контакта
contact - контакт - Element de contact - контактный элемент (контактная пружина)
- рабочая поверхность контакт-детали
-
Piece de contact - контакт-деталь
[Перевод Интент]
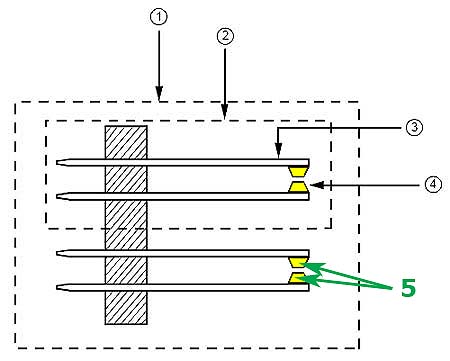
Типы коммутирующих электрических контакт-деталей (контактов) по ГОСТ 3884-77
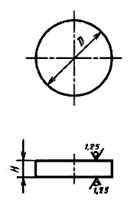
ПП - с плоской рабочей и нерабочей поверхностями
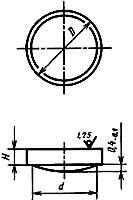
ПР - с плоской рабочей поверхностью и с рельефом для сварки (сферическим или цилиндрическим) со стороны нерабочей поверхности
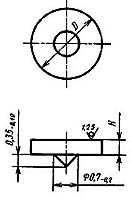
ПШ - с плоской рабочей поверхностью и с коническим шипом на нерабочей поверхности
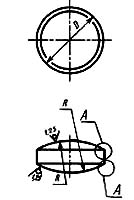
СС - со сферической рабочей и сферической нерабочей поверхностями
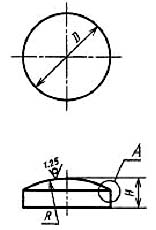
СП - со сферической рабочей поверхностью и плоской нерабочей поверхностью
СШ - со сферической рабочей поверхностью и коническим шипом на нерабочей поверхности
СР - со сферической рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
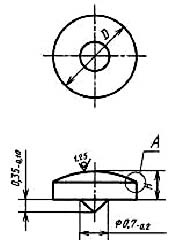
ПуП - с усеченной плоской рабочей поверхностью и плоской нерабочей поверхностью
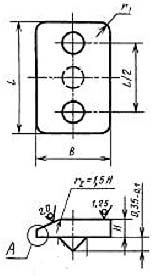
ПуШ - с усеченной плоской рабочей поверхностью и коническим шипом на нерабочей поверхности
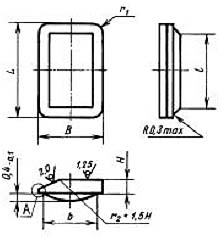
ПуР - с усеченной плоской рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
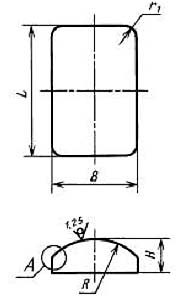
ЦП - с цилиндрической рабочей поверхностью и плоской нерабочей поверхностью
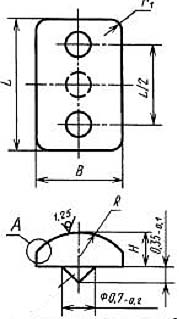
ЦШ - с цилиндрической рабочей поверхностью и коническим шипом на нерабочей поверхности
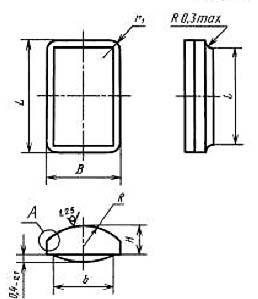
ЦР - с цилиндрической рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
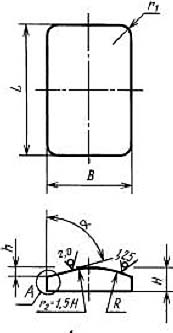
ЦуП - с усеченной цилиндрической рабочей поверхностью и плоской нерабочей поверхностью
ЦуШ - с усеченной цилиндрической рабочей поверхностью и коническим шипом на нерабочей поверхности
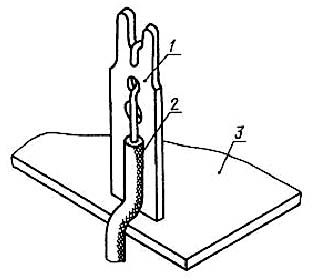
2. Контакт-деталь электрического соединителя

Рис. Tyco Electronics
Извлекаемые штампованные контакты электрического соединителя:
1 - Гнездовая контакт-деталь (гнездовой контакт)
2 - Штыревая контакт-деталь (штыревой контакт)3. Контакт-деталь, как часть разборного или неразборного контактного электрического соединения
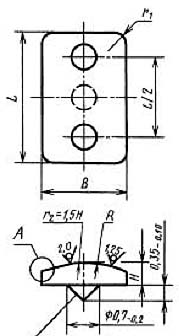
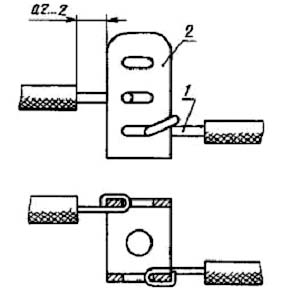
Требования к подготовке рабочих поверхностей контакт-деталей
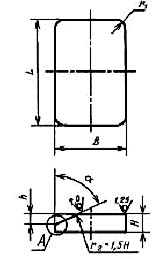
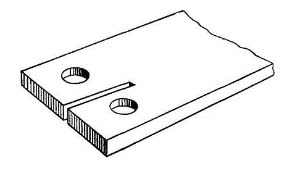
1. Контакт-детали, имеющие два и более отверстий под болты в поперечном ряду, рекомендуется выполнять с продольными разрезами, как показано на чертеже.
2. Рабочие поверхности контакт-деталей разборных контактных соединений и неразборных контактных соединений с линейной арматурой непосредственно перед сборкой должны быть подготовлены:
- медные без покрытия и алюмомедные - зачищены.
При зачистке алюмомедных проводов не должна быть повреждена медная оболочка;
- алюминиевые и из алюминиевых сплавов - зачищены и смазаны нейтральной смазкой (вазелин КВЗ по ГОСТ 15975-70, ЦИАТИМ-221 по ГОСТ 9433-80 или другими смазками с аналогичными свойствами).
Рекомендуемое время между зачисткой и смазкой не более 1 ч;
- рабочие поверхности, имеющие защитные металлические покрытия, - промыты органическим растворителем.
3. Рабочие поверхности медных контакт-деталей, соединяемых способом опрессовки, должны быть зачищены, если иное не указано в стандартах или технических условиях на конкретные виды электротехнических устройств.
Рабочие поверхности алюминиевых контакт-деталей должны быть зачищены и смазаны кварцевазелиновой пастой или другими смазками, пастами и компаундами с аналогичными свойствами.
4. Поверхности контакт-деталей, соединяемых сваркой или пайкой, должны быть предварительно зачищены, обезжирены или протравлены.
[ ГОСТ 10434-82]4. Контакт-деталь, устанавливаемая на печатной плате для присоединения проводов
Тематики
EN
DE
FR
Русско-немецкий словарь нормативно-технической терминологии > контакт-деталь
-
117 (pièce de) contact
контакт-деталь
Одна из токопроводящих частей 1), образующих контакт.
МЭК 60050(441-15-06).
[ ГОСТ Р 50030. 1-2000 ( МЭК 60947-1-99)]
1) Должно быть проводящих
[Интент]
контакт-деталь
Деталь, соприкасающаяся с другой при образовании электрического контакта
[ ГОСТ 14312-79]EN
contact (piece)
one of the conductive parts forming a contact
[IEV number 441-15-06 ]FR
(pièce de) contact
une des pièces conductrices formant un contact
[IEV number 441-15-06 ]1. Коммутирующая электрическая контакт-деталь
[IEV number 444-04-06]EN
- Contact set - контактная группа
-
Ouput circuit - выходная цепь
contact circuit - цепь контакта
contact - контакт - Contact member - контактный элемент (контактная пружина)
- рабочая поверхность контакт-детали
-
Contact (piece) - контакт деталь
FR
- Jeu de contacts - контактная группа
-
Circuit de sortie - выходная цепь
circuit de contact - цепь контакта
contact - контакт - Element de contact - контактный элемент (контактная пружина)
- рабочая поверхность контакт-детали
-
Piece de contact - контакт-деталь
[Перевод Интент]
Типы коммутирующих электрических контакт-деталей (контактов) по ГОСТ 3884-77
ПП - с плоской рабочей и нерабочей поверхностями
ПР - с плоской рабочей поверхностью и с рельефом для сварки (сферическим или цилиндрическим) со стороны нерабочей поверхности
ПШ - с плоской рабочей поверхностью и с коническим шипом на нерабочей поверхности
СС - со сферической рабочей и сферической нерабочей поверхностями
СП - со сферической рабочей поверхностью и плоской нерабочей поверхностью
СШ - со сферической рабочей поверхностью и коническим шипом на нерабочей поверхности
СР - со сферической рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ПуП - с усеченной плоской рабочей поверхностью и плоской нерабочей поверхностью
ПуШ - с усеченной плоской рабочей поверхностью и коническим шипом на нерабочей поверхности
ПуР - с усеченной плоской рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ЦП - с цилиндрической рабочей поверхностью и плоской нерабочей поверхностью
ЦШ - с цилиндрической рабочей поверхностью и коническим шипом на нерабочей поверхности
ЦР - с цилиндрической рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ЦуП - с усеченной цилиндрической рабочей поверхностью и плоской нерабочей поверхностью
ЦуШ - с усеченной цилиндрической рабочей поверхностью и коническим шипом на нерабочей поверхности
2. Контакт-деталь электрического соединителя
Рис. Tyco Electronics
Извлекаемые штампованные контакты электрического соединителя:
1 - Гнездовая контакт-деталь (гнездовой контакт)
2 - Штыревая контакт-деталь (штыревой контакт)3. Контакт-деталь, как часть разборного или неразборного контактного электрического соединения
Требования к подготовке рабочих поверхностей контакт-деталей
1. Контакт-детали, имеющие два и более отверстий под болты в поперечном ряду, рекомендуется выполнять с продольными разрезами, как показано на чертеже.
2. Рабочие поверхности контакт-деталей разборных контактных соединений и неразборных контактных соединений с линейной арматурой непосредственно перед сборкой должны быть подготовлены:
- медные без покрытия и алюмомедные - зачищены.
При зачистке алюмомедных проводов не должна быть повреждена медная оболочка;
- алюминиевые и из алюминиевых сплавов - зачищены и смазаны нейтральной смазкой (вазелин КВЗ по ГОСТ 15975-70, ЦИАТИМ-221 по ГОСТ 9433-80 или другими смазками с аналогичными свойствами).
Рекомендуемое время между зачисткой и смазкой не более 1 ч;
- рабочие поверхности, имеющие защитные металлические покрытия, - промыты органическим растворителем.
3. Рабочие поверхности медных контакт-деталей, соединяемых способом опрессовки, должны быть зачищены, если иное не указано в стандартах или технических условиях на конкретные виды электротехнических устройств.
Рабочие поверхности алюминиевых контакт-деталей должны быть зачищены и смазаны кварцевазелиновой пастой или другими смазками, пастами и компаундами с аналогичными свойствами.
4. Поверхности контакт-деталей, соединяемых сваркой или пайкой, должны быть предварительно зачищены, обезжирены или протравлены.
[ ГОСТ 10434-82]4. Контакт-деталь, устанавливаемая на печатной плате для присоединения проводов
Тематики
EN
DE
FR
Франко-русский словарь нормативно-технической терминологии > (pièce de) contact
-
118 pièce de contact
контакт-деталь
Одна из токопроводящих частей 1), образующих контакт.
МЭК 60050(441-15-06).
[ ГОСТ Р 50030. 1-2000 ( МЭК 60947-1-99)]
1) Должно быть проводящих
[Интент]
контакт-деталь
Деталь, соприкасающаяся с другой при образовании электрического контакта
[ ГОСТ 14312-79]EN
contact (piece)
one of the conductive parts forming a contact
[IEV number 441-15-06 ]FR
(pièce de) contact
une des pièces conductrices formant un contact
[IEV number 441-15-06 ]1. Коммутирующая электрическая контакт-деталь
[IEV number 444-04-06]EN
- Contact set - контактная группа
-
Ouput circuit - выходная цепь
contact circuit - цепь контакта
contact - контакт - Contact member - контактный элемент (контактная пружина)
- рабочая поверхность контакт-детали
-
Contact (piece) - контакт деталь
FR
- Jeu de contacts - контактная группа
-
Circuit de sortie - выходная цепь
circuit de contact - цепь контакта
contact - контакт - Element de contact - контактный элемент (контактная пружина)
- рабочая поверхность контакт-детали
-
Piece de contact - контакт-деталь
[Перевод Интент]
Типы коммутирующих электрических контакт-деталей (контактов) по ГОСТ 3884-77
ПП - с плоской рабочей и нерабочей поверхностями
ПР - с плоской рабочей поверхностью и с рельефом для сварки (сферическим или цилиндрическим) со стороны нерабочей поверхности
ПШ - с плоской рабочей поверхностью и с коническим шипом на нерабочей поверхности
СС - со сферической рабочей и сферической нерабочей поверхностями
СП - со сферической рабочей поверхностью и плоской нерабочей поверхностью
СШ - со сферической рабочей поверхностью и коническим шипом на нерабочей поверхности
СР - со сферической рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ПуП - с усеченной плоской рабочей поверхностью и плоской нерабочей поверхностью
ПуШ - с усеченной плоской рабочей поверхностью и коническим шипом на нерабочей поверхности
ПуР - с усеченной плоской рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ЦП - с цилиндрической рабочей поверхностью и плоской нерабочей поверхностью
ЦШ - с цилиндрической рабочей поверхностью и коническим шипом на нерабочей поверхности
ЦР - с цилиндрической рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ЦуП - с усеченной цилиндрической рабочей поверхностью и плоской нерабочей поверхностью
ЦуШ - с усеченной цилиндрической рабочей поверхностью и коническим шипом на нерабочей поверхности
2. Контакт-деталь электрического соединителя
Рис. Tyco Electronics
Извлекаемые штампованные контакты электрического соединителя:
1 - Гнездовая контакт-деталь (гнездовой контакт)
2 - Штыревая контакт-деталь (штыревой контакт)3. Контакт-деталь, как часть разборного или неразборного контактного электрического соединения
Требования к подготовке рабочих поверхностей контакт-деталей
1. Контакт-детали, имеющие два и более отверстий под болты в поперечном ряду, рекомендуется выполнять с продольными разрезами, как показано на чертеже.
2. Рабочие поверхности контакт-деталей разборных контактных соединений и неразборных контактных соединений с линейной арматурой непосредственно перед сборкой должны быть подготовлены:
- медные без покрытия и алюмомедные - зачищены.
При зачистке алюмомедных проводов не должна быть повреждена медная оболочка;
- алюминиевые и из алюминиевых сплавов - зачищены и смазаны нейтральной смазкой (вазелин КВЗ по ГОСТ 15975-70, ЦИАТИМ-221 по ГОСТ 9433-80 или другими смазками с аналогичными свойствами).
Рекомендуемое время между зачисткой и смазкой не более 1 ч;
- рабочие поверхности, имеющие защитные металлические покрытия, - промыты органическим растворителем.
3. Рабочие поверхности медных контакт-деталей, соединяемых способом опрессовки, должны быть зачищены, если иное не указано в стандартах или технических условиях на конкретные виды электротехнических устройств.
Рабочие поверхности алюминиевых контакт-деталей должны быть зачищены и смазаны кварцевазелиновой пастой или другими смазками, пастами и компаундами с аналогичными свойствами.
4. Поверхности контакт-деталей, соединяемых сваркой или пайкой, должны быть предварительно зачищены, обезжирены или протравлены.
[ ГОСТ 10434-82]4. Контакт-деталь, устанавливаемая на печатной плате для присоединения проводов
Тематики
EN
DE
FR
контакт-деталь электрического реле
Часть контактного элемента электрического реле, с помощью которой происходит замыкание или размыкание контакта
[ ГОСТ 16022-83]Тематики
EN
DE
FR
рабочая поверхность контакт-детали
Часть поверхности контакт-детали, предназначенная для осуществления электрического контакта
[ ГОСТ 14312-79]EN
contact point
contact tip (deprecated for elementary relays)
part of a contact member at which the contact circuit closes or opens
[IEV number 444-04-06]FR
pièce de contact, f
partie d'un élément de contact par laquelle le circuit de contact s'établit ou se rompt
[IEV number 444-04-06]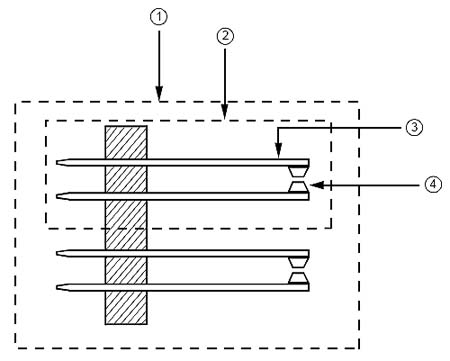
[IEV number 444-04-06]EN
- Contact set - контактная группа
-
Ouput circuit - выходная цепь
contact circuit - цепь контакта
contact - контакт - Contact member - контакт-деталь
- Contact point - рабочая поверхность контакт-детали
FR
- Jeu de contacts - контактная группа
-
Circuit de sortie - выходная цепь
circuit de contact - цепь контакта
contact - контакт - Element de contact - контакт-деталь
- Piece de contact - рабочая поверхность контакт-детали
[Перевод Интент]
Тематики
Обобщающие термины
EN
DE
FR
103. Контакт-деталь электрического реле
D. Kontaktstück
E. Contact tip (or point)
F. Pièce de contact
Часть контактного элемента электрического реле, с помощью которой происходит замыкание или размыкание контакта
Источник: ГОСТ 16022-83: Реле электрические. Термины и определения оригинал документа
Франко-русский словарь нормативно-технической терминологии > pièce de contact
-
119 Kontaktglied
контакт-деталь
Одна из токопроводящих частей 1), образующих контакт.
МЭК 60050(441-15-06).
[ ГОСТ Р 50030. 1-2000 ( МЭК 60947-1-99)]
1) Должно быть проводящих
[Интент]
контакт-деталь
Деталь, соприкасающаяся с другой при образовании электрического контакта
[ ГОСТ 14312-79]EN
contact (piece)
one of the conductive parts forming a contact
[IEV number 441-15-06 ]FR
(pièce de) contact
une des pièces conductrices formant un contact
[IEV number 441-15-06 ]1. Коммутирующая электрическая контакт-деталь
[IEV number 444-04-06]EN
- Contact set - контактная группа
-
Ouput circuit - выходная цепь
contact circuit - цепь контакта
contact - контакт - Contact member - контактный элемент (контактная пружина)
- рабочая поверхность контакт-детали
-
Contact (piece) - контакт деталь
FR
- Jeu de contacts - контактная группа
-
Circuit de sortie - выходная цепь
circuit de contact - цепь контакта
contact - контакт - Element de contact - контактный элемент (контактная пружина)
- рабочая поверхность контакт-детали
-
Piece de contact - контакт-деталь
[Перевод Интент]
Типы коммутирующих электрических контакт-деталей (контактов) по ГОСТ 3884-77
ПП - с плоской рабочей и нерабочей поверхностями
ПР - с плоской рабочей поверхностью и с рельефом для сварки (сферическим или цилиндрическим) со стороны нерабочей поверхности
ПШ - с плоской рабочей поверхностью и с коническим шипом на нерабочей поверхности
СС - со сферической рабочей и сферической нерабочей поверхностями
СП - со сферической рабочей поверхностью и плоской нерабочей поверхностью
СШ - со сферической рабочей поверхностью и коническим шипом на нерабочей поверхности
СР - со сферической рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ПуП - с усеченной плоской рабочей поверхностью и плоской нерабочей поверхностью
ПуШ - с усеченной плоской рабочей поверхностью и коническим шипом на нерабочей поверхности
ПуР - с усеченной плоской рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ЦП - с цилиндрической рабочей поверхностью и плоской нерабочей поверхностью
ЦШ - с цилиндрической рабочей поверхностью и коническим шипом на нерабочей поверхности
ЦР - с цилиндрической рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ЦуП - с усеченной цилиндрической рабочей поверхностью и плоской нерабочей поверхностью
ЦуШ - с усеченной цилиндрической рабочей поверхностью и коническим шипом на нерабочей поверхности
2. Контакт-деталь электрического соединителя
Рис. Tyco Electronics
Извлекаемые штампованные контакты электрического соединителя:
1 - Гнездовая контакт-деталь (гнездовой контакт)
2 - Штыревая контакт-деталь (штыревой контакт)3. Контакт-деталь, как часть разборного или неразборного контактного электрического соединения
Требования к подготовке рабочих поверхностей контакт-деталей
1. Контакт-детали, имеющие два и более отверстий под болты в поперечном ряду, рекомендуется выполнять с продольными разрезами, как показано на чертеже.
2. Рабочие поверхности контакт-деталей разборных контактных соединений и неразборных контактных соединений с линейной арматурой непосредственно перед сборкой должны быть подготовлены:
- медные без покрытия и алюмомедные - зачищены.
При зачистке алюмомедных проводов не должна быть повреждена медная оболочка;
- алюминиевые и из алюминиевых сплавов - зачищены и смазаны нейтральной смазкой (вазелин КВЗ по ГОСТ 15975-70, ЦИАТИМ-221 по ГОСТ 9433-80 или другими смазками с аналогичными свойствами).
Рекомендуемое время между зачисткой и смазкой не более 1 ч;
- рабочие поверхности, имеющие защитные металлические покрытия, - промыты органическим растворителем.
3. Рабочие поверхности медных контакт-деталей, соединяемых способом опрессовки, должны быть зачищены, если иное не указано в стандартах или технических условиях на конкретные виды электротехнических устройств.
Рабочие поверхности алюминиевых контакт-деталей должны быть зачищены и смазаны кварцевазелиновой пастой или другими смазками, пастами и компаундами с аналогичными свойствами.
4. Поверхности контакт-деталей, соединяемых сваркой или пайкой, должны быть предварительно зачищены, обезжирены или протравлены.
[ ГОСТ 10434-82]4. Контакт-деталь, устанавливаемая на печатной плате для присоединения проводов
Тематики
EN
DE
FR
контактный элемент
Деталь аппарата для цепей управления (неподвижная или подвижная, проводящая или изолированная) для замыкания или размыкания единственного пути прохождения тока в цепи.
Примечания:
1. Контактный элемент и механизм передачи усилия могут быть объединены в единый узел, но чаще один или несколько элементов могут быть скомбинированы с одним или несколькими механизмами передачи усилия, и их конструкция может быть разной.
2. В состав контактных элементов не входят катушки и магниты управления.
[ ГОСТ 50030.5.1-2005]
контактный элемент
контакт (2)
-
[IEV number 151-12-16]EN
contact member
contact (2)
conductive element intended to make an electric contact
[IEV number 151-12-16]FR
élément de contact, m
contact (2), m
élément conducteur destiné à établir un contact électrique
[IEV number 151-12-16]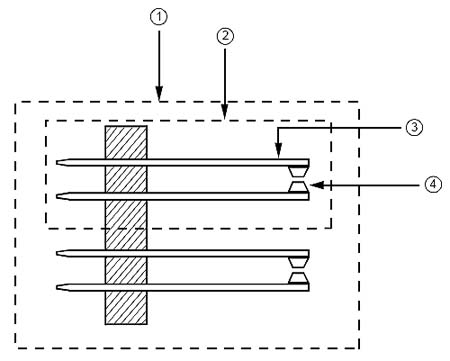
[IEV number 444-04-06]EN
- Contact set - контактная группа
-
Ouput circuit - выходная цепь
contact circuit - цепь контакта
contact - контакт - Contact member - контактный элемент
- Contact point - рабочая поверхность контакт-детали, контакт-деталь
FR
- Jeu de contacts - контактная группа
-
Circuit de sortie - выходная цепь
circuit de contact - цепь контакта
contact - контакт - Element de contact - контактный элемент
-
Piece de contact - рабочая поверхность контакт-детали, контакт-деталь
[Перевод Интент]
Примечания
1 - Контактный элемент такой конструкции как на рисунке слева называют также конактная пружина.
2 - По существу, контактный элемент, это одна из частей контакта,
т. е. в замыкающем, размыкающем и переключающем контактах любой подвижный и неподвижный контакт является контактным элементом.
[Интент]Тематики
Синонимы
EN
DE
FR
контактный элемент электрического реле
Проводящая часть контакта электрического реле, электрически изолированная от другой части или других частей, если цепь контакта электрического реле разомкнута
[ ГОСТ 16022-83]Тематики
EN
DE
FR
102. Контактный элемент электрического реле
D. Kontaktglied
E. Contact member
F. Elément de contact
Проводящая часть контакта электрического реле, электрически изолированная от другой части или других частей, если цепь контакта электрического реле разомкнута
Источник: ГОСТ 16022-83: Реле электрические. Термины и определения оригинал документа
Немецко-русский словарь нормативно-технической терминологии > Kontaktglied
-
120 Kontaktstück
контакт-деталь
Одна из токопроводящих частей 1), образующих контакт.
МЭК 60050(441-15-06).
[ ГОСТ Р 50030. 1-2000 ( МЭК 60947-1-99)]
1) Должно быть проводящих
[Интент]
контакт-деталь
Деталь, соприкасающаяся с другой при образовании электрического контакта
[ ГОСТ 14312-79]EN
contact (piece)
one of the conductive parts forming a contact
[IEV number 441-15-06 ]FR
(pièce de) contact
une des pièces conductrices formant un contact
[IEV number 441-15-06 ]1. Коммутирующая электрическая контакт-деталь
[IEV number 444-04-06]EN
- Contact set - контактная группа
-
Ouput circuit - выходная цепь
contact circuit - цепь контакта
contact - контакт - Contact member - контактный элемент (контактная пружина)
- рабочая поверхность контакт-детали
-
Contact (piece) - контакт деталь
FR
- Jeu de contacts - контактная группа
-
Circuit de sortie - выходная цепь
circuit de contact - цепь контакта
contact - контакт - Element de contact - контактный элемент (контактная пружина)
- рабочая поверхность контакт-детали
-
Piece de contact - контакт-деталь
[Перевод Интент]
Типы коммутирующих электрических контакт-деталей (контактов) по ГОСТ 3884-77
ПП - с плоской рабочей и нерабочей поверхностями
ПР - с плоской рабочей поверхностью и с рельефом для сварки (сферическим или цилиндрическим) со стороны нерабочей поверхности
ПШ - с плоской рабочей поверхностью и с коническим шипом на нерабочей поверхности
СС - со сферической рабочей и сферической нерабочей поверхностями
СП - со сферической рабочей поверхностью и плоской нерабочей поверхностью
СШ - со сферической рабочей поверхностью и коническим шипом на нерабочей поверхности
СР - со сферической рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ПуП - с усеченной плоской рабочей поверхностью и плоской нерабочей поверхностью
ПуШ - с усеченной плоской рабочей поверхностью и коническим шипом на нерабочей поверхности
ПуР - с усеченной плоской рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ЦП - с цилиндрической рабочей поверхностью и плоской нерабочей поверхностью
ЦШ - с цилиндрической рабочей поверхностью и коническим шипом на нерабочей поверхности
ЦР - с цилиндрической рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ЦуП - с усеченной цилиндрической рабочей поверхностью и плоской нерабочей поверхностью
ЦуШ - с усеченной цилиндрической рабочей поверхностью и коническим шипом на нерабочей поверхности
2. Контакт-деталь электрического соединителя
Рис. Tyco Electronics
Извлекаемые штампованные контакты электрического соединителя:
1 - Гнездовая контакт-деталь (гнездовой контакт)
2 - Штыревая контакт-деталь (штыревой контакт)3. Контакт-деталь, как часть разборного или неразборного контактного электрического соединения
Требования к подготовке рабочих поверхностей контакт-деталей
1. Контакт-детали, имеющие два и более отверстий под болты в поперечном ряду, рекомендуется выполнять с продольными разрезами, как показано на чертеже.
2. Рабочие поверхности контакт-деталей разборных контактных соединений и неразборных контактных соединений с линейной арматурой непосредственно перед сборкой должны быть подготовлены:
- медные без покрытия и алюмомедные - зачищены.
При зачистке алюмомедных проводов не должна быть повреждена медная оболочка;
- алюминиевые и из алюминиевых сплавов - зачищены и смазаны нейтральной смазкой (вазелин КВЗ по ГОСТ 15975-70, ЦИАТИМ-221 по ГОСТ 9433-80 или другими смазками с аналогичными свойствами).
Рекомендуемое время между зачисткой и смазкой не более 1 ч;
- рабочие поверхности, имеющие защитные металлические покрытия, - промыты органическим растворителем.
3. Рабочие поверхности медных контакт-деталей, соединяемых способом опрессовки, должны быть зачищены, если иное не указано в стандартах или технических условиях на конкретные виды электротехнических устройств.
Рабочие поверхности алюминиевых контакт-деталей должны быть зачищены и смазаны кварцевазелиновой пастой или другими смазками, пастами и компаундами с аналогичными свойствами.
4. Поверхности контакт-деталей, соединяемых сваркой или пайкой, должны быть предварительно зачищены, обезжирены или протравлены.
[ ГОСТ 10434-82]4. Контакт-деталь, устанавливаемая на печатной плате для присоединения проводов
Тематики
EN
DE
FR
контакт-деталь электрического реле
Часть контактного элемента электрического реле, с помощью которой происходит замыкание или размыкание контакта
[ ГОСТ 16022-83]Тематики
EN
DE
FR
103. Контакт-деталь электрического реле
D. Kontaktstück
E. Contact tip (or point)
F. Pièce de contact
Часть контактного элемента электрического реле, с помощью которой происходит замыкание или размыкание контакта
Источник: ГОСТ 16022-83: Реле электрические. Термины и определения оригинал документа
Немецко-русский словарь нормативно-технической терминологии > Kontaktstück
См. также в других словарях:
инструмент для выравнивания труб перед сваркой — — [http://slovarionline.ru/anglo russkiy slovar neftegazovoy promyishlennosti/] Тематики нефтегазовая промышленность EN grasshopper … Справочник технического переводчика
ГОСТ Р ИСО 3183-1-2007: Трубы стальные для трубопроводов. Технические условия. Часть 1. Требования к трубам класса А — Терминология ГОСТ Р ИСО 3183 1 2007: Трубы стальные для трубопроводов. Технические условия. Часть 1. Требования к трубам класса А оригинал документа: 3.2.2.1 бесшовная труба (seamless pipe): Трубное изделие без сварного шва, изготовленное… … Словарь-справочник терминов нормативно-технической документации
Пантера Pz.Kpfw V — Немецкий тяжелый танк PzKpfw V «ПАНТЕРА» сегодня является, пожалуй, одним из наиболее обсуждаемых. Количество выпущенных изданий и отдельных публикации, посвященных ему, может сравниться только с таковыми о его родном брате танке «Тигр».… … Энциклопедия техники
Бесстыковой путь — (или Бархатный) условное наименование железнодорожного пути, расстояние между рельсовыми стыками которого знач … Википедия
сварка давлением — [pressure welding] сварка в твердом состоянии, осушествляется совместными локальным деформированиями соединенных материалов под действием приложенного к ним давления (статического, импульсного или взрывом) часто в сочетании с ультрозвуковыми… … Энциклопедический словарь по металлургии
СВАРКА ДАВЛЕНИЕМ — [pressure welding] сварка в твердом состоянии, осушествляемая совместным локальным деформированием соединяемых материалов под действием приложенного к ним давления (статического, импульсного или взрывом) часто в сочетании с ультразвуковыми… … Металлургический словарь
СТО Газпром 2-2.2-136-2007: Инструкция по технологиям сварки при строительстве и ремонте промысловых и магистральных газопроводов. Часть I — Терминология СТО Газпром 2 2.2 136 2007: Инструкция по технологиям сварки при строительстве и ремонте промысловых и магистральных газопроводов. Часть I: 3.1.1 автоматическая сварка: Дуговая сварка, при которой возбуждение дуги, подача сварочной… … Словарь-справочник терминов нормативно-технической документации
температура — 3.1 температура: Средняя кинетическая энергия частиц среды, обусловленная их разнонаправленным движением в среде, находящейся в состоянии термодинамического равновесия. Источник: ГОСТ Р ЕН 306 2011: Теплообменники. Измерения и точность измерений… … Словарь-справочник терминов нормативно-технической документации
Подогрев — Preheating Подогрев. (1) Нагрев перед термической или механической обработкой. Для инструментальной стали, нагрев до промежуточной температуры непосредственно перед заключительной аустенитизацией. Для некоторых цветных сплавов нагрев до высокой… … Словарь металлургических терминов
подогрев — 1. Нагрев перед термической или механической обработкой. Для инструментальной стали, нагрев до промежуточной температуры непосредственно перед заключительной аустенитизацией. Для некоторых цветных сплавов нагрев до высокой температуры в течение… … Справочник технического переводчика
Сварка — Сварщик за работой Сварка это технологический процесс получения неразъёмного соединения посредством установления межатомных и межмолекулярных связей между свариваемыми частями изделия при их нагреве (местном или общем), и/или … Википедия