-
101 порядок
order
(величины)
- (выполнения операций) — procedure
- (о пределах) — order
переключения с частотой порядка 5 гц. — а switching rate on order of 5 hz.
- (последовательность) — sequence
- вероятности — order of probability
- выполнения работ (раздел бюллетеня) — accomplishment instructions
раздел содержит сведения о последовательности выполнения работ (переходов), — bulletin section "accomplishment instructions" shall contain step-by step instructions for accomplishing the work (modification).
- выполнения работ по переходам — step-fay-step operations
- выработки топлива — fuel management schedule
- действии перед возможной аварийной посадкой (заголовок раздела рлэ) — anticipated crash landing. cabin attendants - alert. fuel quantity - reduce.
- действий перед возможной посадкой на воду (заголовок раздела рлэ) — anticipated ditching. gross weight - reduces as possible. cabin attendants - alert.
- зажигания (пд) — firing order
порядок воспламенения горючей смеси в цилиндре. — the order or sequence in which the cylinders of an internal combustion engine fire.
- (программа) заправки и расхода топлива из баков — fuel loading and management schedule
в полете топливо распределяется в группах баков в соответствии с наличием и порядком расхода топлива. — during flight the fuel is distributed in accordance with the fuel loading and management schedule.
- запуска (двигателя) — (engine) starting procedure
- затяжки (болтов) — tightening sequence
- захода на посадку — approach procedure
- захода на посадку (нескольких самолетов) — approach sequence
- захода на посадку и посадки (последоватепьность действий, этапы, положение шасси и закрылки, скорости) — approach and landing schedule. ; the approach and landing should be made in accordance with the following schedule: condition, maneuvering, descent, landing commit point, flare and landing. configuration: flaps (0о, 4о, 10о), lg down. speed: bug + 40 (20, 10)
- искрообразования магнето — magneto firing order
- использования (графиков) — method of use (of charts)
- нормального запуска двигателя (на земле) — engine normal starting procedure
- нумерации (разделов инструкции) — numbering system
- нумерации цилиндров — cylinder order
- обратный снятию (демонтажу) — reverse procedure from removal
установка (блока) выполняется в порядке обратном снятию. — installation is а reverse of removal
-, обратной установке — reverse procedure from installation
- осмотра — inspection procedure
- передачи (приемки) самолета покупателю (покупателем) совместные наземные проверки, приемо-сдаточный полет. — customer's airplane acceptance procedure
- перекачки топлива из баков — tank usage procedure
топливо перекачивается из баков перекачки в расходные баки для питания двигателей. — fuel is transferred from auxiliary tank to replenish main tanks which feed the engines.
- пользования графиком — procedure for reading the сhart
- предшествования — order or precedence
- предъявления рекламаций — claiming procedure
- работы (цилиндров пд) — firing order
- работы (раздел бюллетеня) — accomplishment instructions
- расхода топлива из баков — fuel tank usage (procedure)
- расхода топлива из баков, аварийный — abnormal fuel tank usage procedure
- расхода топлива из баков, нормальный — normal tank usage procedure
в данном случае баки перекачки пополняют расходные баки до полной выработки топлива. расходные баки питают двигатель. — auxiliary tank replenishes all main tanks until empty. fuel consumed main tanks-to engine.
- расчета (пользуясь графиком) — calculation procedure
- расчета, примерный — example calculation procedure
- сборки — assembly procedure
- сборки схемы поверочной установки — test set-up procedure
- снятия (демонтажа) — removal procedure
- уборки закрылков (в зависимости от скорости) — flap retract schedule. retract flaps on schedule (22о to 10о - v@ + 10 knots, 10о to 4о - v@ + 20 knots)
- (последовательность) управления расходом и перекачкой топлива из баков — fuel management
- установки — installation procedure
-, шахматный — staggered sequence
затягивать гайки в шахматном п. — tighten nuts sequence.
верный с точностью до членов... порядка — correct in... order
сборка в п., обратном разборке — assembly opposite of the disassembly
the practice of saying "assembly is opposite of disassembly" is not satisfactory.
производить сборку (или собирать) в п., обратном разборке — assemble (by) reyersing the disassembly procedure
устанавливать в п., обратном демонтажу — install (by) reyersing the remoyal procedureРусско-английский сборник авиационно-технических терминов > порядок
-
102 сборка (процесс)
assembly
выполнение по-операционных действий для сборки агрегата (изделия, узла). — а step-by-step assembly procedure shall be provided.
- (узел, агрегат) — assembly
ряд деталей или подузлов, или их любое сочетание, соединенные вместе для выполнения определенной функции. — а number of parts or subassemblies or any combination thereof joined together to perform а specific function.
- в порядке обратном разборке — assembly opposite /in reverse/ of the disassembly
в технической документации не рекомендуется применять выражение: производить сборку в порядке обратном разборке — the practice of saying оassembly is opposite of disassemblyп is not satisfactory.
-, окончательная — final assembly
- по переходам (поэтапная) — step-by-step assembly procedure
-, поточная (процесс) — assembly line procedure
поточная сборка применяется в условиях крупных цехов, — the assembly line procedure is used in large shops.
-, предварительная — preliminary assembly
- силовой установки, окончательная (оснащение агрегатами и наружными узлами) — power-plant build-up. installation of accessories in assembly from basic engine to power plant.
- узлов (подзаголовок разделa сборка) — assembly procedure
-, частичная — partial assembly
технология с. — assembly procedure
производить с. — assemble
производить с. в порядке обратном разборке — assemble by reversing the disassembly procedureРусско-английский сборник авиационно-технических терминов > сборка (процесс)
-
103 собирать
collect
(выходящие газы, утечки)
коллектор служит для сбора газов, выходящих из цилиндров пд или турбины гтд. — the collector is used to collect the exhaust gases from the cylinders or turbines.
- (производить сборку) — assemble
- в порядке обратном разборке — assemble reversing the disassembly procedure
- no схеме (эл.) — build on /around/ circuit
built around microprocessor.
- с... — assemble to...
assemble the gearbox to the housing.
- схему проверки — connect the equipment in the setupРусско-английский сборник авиационно-технических терминов > собирать
-
104 порядок сборки
Бизнес, юриспруденция. Русско-английский словарь > порядок сборки
-
105 графитовые блоки
Графитовые изделия прямоугольной формы, размерами 250 х 250 х 600 мм с наличием по торцам выступов и отверстий, обеспечивающих сборку их в колонны, служащие замедлителями или отражателями нейтронов. -
106 базовая деталь
базовая деталь
Деталь, с которой начинают сборку изделия, присоединяя к ней сборочные единицы или другие детали.
[ ГОСТ 23887-79]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > базовая деталь
-
107 базовая сборочная единица
базовая сборочная единица
Сборочная единица, с которой начинают сборку изделия, присоединяя к ней детали или другие сборочные единицы.
[ ГОСТ 23887-79]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > базовая сборочная единица
-
108 бак трансформатора
бак трансформатора
Бак, в котором размещается активная часть трансформатора или трансформаторного агрегата с жидким диэлектриком, газо- или кварценаполненного
[ ГОСТ 16110-82]EN
tank
the vessel in which the core, yoke and windings of a transformer or reactor are contained
[IEV number 811-26-31]FR
cuve
récipient dans lequel le circuit magnétique et les enroulements d'un transformateur ou d'une inductance sont contenus
[IEV number 811-26-31]Параллельные тексты EN-RU
Oil transformers
The magnetic circuit and the windings are immersed in a liquid dielectric that provides insulation and evacuates the heat losses of the transformer.
...
A holding tank is used to recover all the liquid dielectric.
[Legrand]Масляные трансформаторы
Магнитная система и обмотки трансформатора погружены в жидкий диэлектрик, служащий изоляцией и теплоносителем.
...
Активная часть трансформатора находится в баке и полностью покрыта жидким диэлектриком.
[Перевод Интент]
Бак трансформатора
Бак служит для установки в нем активной части трансформатора и заливки масла (некоторые баки специальных трансформаторов заполняют газом или кварцем); он состоит из обвязки 3, дна 4, рамы 2 и крышки 1 с отверстиями для крепления болтами к раме. Крышка закрывает бак и одновременно является основанием для установки расширителя, вводов, приводов переключающих устройств, баллона термосигнализатора, подъемных колец и других деталей (рис. 2). Место разъема крышки с баком уплотняют резиновой полосой, укладываемой на раму в уступ между выступающим торцом обечайки и отверстиями в раме.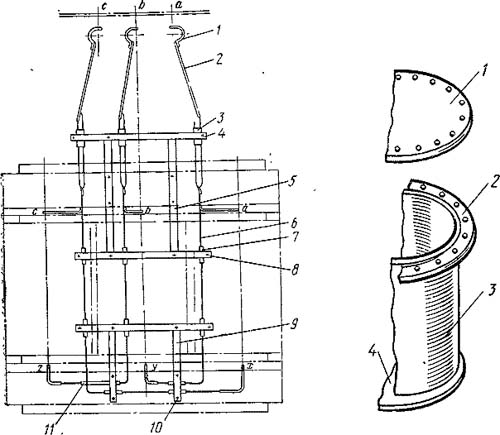
Основные части бака трансформатораКрышка баков трансформаторов мощностью 25 MB-А и выше приварена к обечайке. Бак имеет нижний разъем и состоит из верхней (высокой) съемной части и нижней, являющейся его основанием (днищем). Такое устройство облегчает разборку и сборку трансформаторов и не требует механизмов большой грузоподъемности, поскольку вместо активной части поднимают верхнюю часть бака.
Для перемещения трансформаторов (при монтаже, ремонте) массой до 20 т под днищем устанавливают тележки (по две на трансформатор), при большей массе — каретки; для подъема трансформатора стропами к стенкам бака приварены крюки; для крепления охладителей и термосифонных фильтров — патрубки с фланцами; для заполнения трансформатора маслом установлены вентили.
Баки трансформаторов III габарита и более мощных усиливают поперечными и продольными балками из стального проката (швеллер, тавр, уголок). Механическую прочность бака и непроницаемость сварных швов испытывают избыточным давлением 30—50 кПа.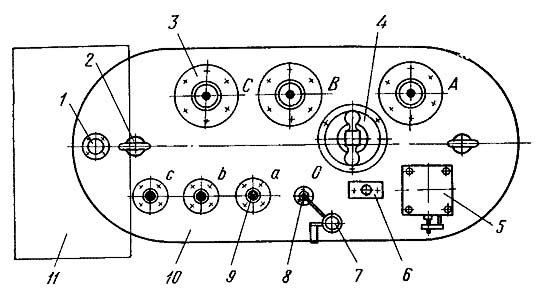
Крышка трансформатора ТМ-400/10 (вид сверху):1 — фланец для соединения с расширителем, 2 — рым, 3 — ввод ВН, 4 — переключатель, 5 — кран, 6 — термометр, 7 — пробивной предохранитель, 8 — ввод нейтрали НН, 9 — линейный ввод НН, 10 — крышка, 11 — место установки расширителя
Для трансформаторов I—V габаритов применяют баки овальной формы, больших габаритов — прямоугольные, с пространственным магнитопроводом—треугольные или круглые. Их изготовляют из листовой стали; стыки листов соединяют привариванием газо- или электросваркой.[http://forca.ru/spravka/spravka/bak-transformatora.html]
Тематики
Классификация
>>>Обобщающие термины
EN
DE
FR
Русско-английский словарь нормативно-технической терминологии > бак трансформатора
-
109 график финальной сборки
график финальной сборки
График готовых продуктов для производства продукции в соответствии с конкретными заказами клиентов в среде «производство на заказ» или «сборка на заказ». Также его называют графиком завершения производства (finishing schedule), поскольку он может задействовать операции, отличные от просто финальной сборки; также он может и не включать сборку, но включать финальное смешивание, вырезание, упаковку и т.п. График финальной сборки разрабатывается после получения заказов клиентов, ограничен доступностью материалов и мощности, и содержит графики исполнения операций, необходимых для завершения изготовления продукта с уровня, где находятся складируемые компоненты (включаемые в главный календарный план), до уровня готовой продукции.
[ http://www.abc.org.ru/gloss.html]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > график финальной сборки
-
110 гризеофульвин
гризеофульвин
Антибиотик, обладающий фунгицидным действием, выделяется некоторыми видами Penicillum, используется в ряде методик благодаря способности блокировать сборку комплексов микротрубочек и слияние пронуклеусов в оплодотворенной яйцеклетке.
[Арефьев В.А., Лисовенко Л.А. Англо-русский толковый словарь генетических терминов 1995 407с.]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > гризеофульвин
-
111 жизненный цикл (информационные технологии)
жизненный цикл
Совокупность всех стадий жизни продукта - от разработки концепции до прекращения эксплуатации.
[ http://www.morepc.ru/dict/]
жизненный цикл
Различные стадии в жизни ИТ-услуги, конфигурационной единицы, инцидента, проблемы, изменения и т.д. Жизненный цикл определяет категории для статуса и разрешенные переходы между статусами. Например:
• Жизненный цикл приложения включает в себя формирование требований, проектирование, сборку, развёртывание, эксплуатацию, оптимизацию.
• Расширенный жизненный цикл инцидента включает в себя обнаружение, реакцию, диагностику, исправление, восстановление и возобновление.
• Жизненный цикл сервера может включать в себя заказ, получение, тестирование, промышленную эксплуатацию, вывод из эксплуатации и т.д.
[Словарь терминов ITIL версия 1.0, 29 июля 2011 г.]EN
lifecycle
The various stages in the life of an IT service, configuration item, incident, problem, change etc. The lifecycle defines the categories for status and the status transitions that are permitted. For example:
• The lifecycle of an application includes requirements, design, build, deploy, operate, optimize
• The expanded incident lifecycle includes detection, diagnosis, repair, recovery and restoration
• The lifecycle of a server may include: ordered, received, in test, live, disposed etc.
[Словарь терминов ITIL версия 1.0, 29 июля 2011 г.]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > жизненный цикл (информационные технологии)
-
112 Интернет-протокол
Интернет-протокол
Межсетевой протокол пакетной передачи, который: - работает с 32-битовыми адресами, обеспечивает адресацию и маршрутизацию пакетов в сети; - работает без установления соединения, не обеспечивает сохранение порядка следования пакетов, не гарантирует доставку пакетов.
[ ГОСТ Р 54456-2011]Тематики
- телевидение, радиовещание, видео
EN
интернет-протокол
Протокол сетевого уровня из стека TCP/IP для сетевой связи без установления соединения. Протокол обеспечивает адресацию, указание типа обслуживания пакетов ToS (type-of-service), фрагментацию, сборку и защиту передачи. Определен в RFC 791 (МСЭ-Т T.808, RFC 791).
[ http://www.iks-media.ru/glossary/index.html?glossid=2400324]
интернет-протокол
Стандартный протокол, определяющий дейтаграмму, которая обеспечивает базу для доставки пакетов без установления соединения.
[ ГОСТ Р 54325-2011 (IEC/TS 61850-2:2003)]Тематики
- релейная защита
- электросвязь, основные понятия
EN
Русско-английский словарь нормативно-технической терминологии > Интернет-протокол
-
113 изготовитель
изготовитель
Производитель электрооборудования (который может быть также поставщиком, импортером или агентом), на чье имя выдан сертификат.
[ ГОСТ Р МЭК 60050-426-2006]
изготовитель
Предприятие, осуществляющее изготовление конструкций и оборудования в соответствии с проектной документацией.
[ ГОСТ Р 52910-2008]
Тематики
- взрывозащита
- сосуды, в т. ч., работающие под давлением
EN
2.6 изготовитель (manufacturer): Физическое или юридическое лицо, несущее ответственность за проектирование, изготовление, упаковывание и/или маркирование медицинского изделия, сборку системы или адаптирование медицинского изделия перед его введением в обращение и/или вводом в эксплуатацию, независимо от того, выполняет ли эти операции само вышеупомянутое лицо или третья сторона от его имени.
Источник: ГОСТ Р ИСО 14971-2006: Изделия медицинские. Применение менеджмента риска к медицинским изделиям оригинал документа
3.4 изготовитель (manufacturer): Лицо или организация, создающие лазерное обрабатывающее оборудование. Если лазерное обрабатывающее оборудование импортируется, то обязанности изготовителя берет на себя импортер. Лицо или организация, отвечающие за модификацию оборудования, рассматривается как изготовитель.
Источник: ГОСТ ЕН 12626-2006: Безопасность металлообрабатывающих станков. Станки для лазерной обработки
3.8 изготовитель (manufacturer): Производитель электрооборудования (который может быть также поставщиком, импортером или агентом), на чье имя выдан сертификат.
Источник: ГОСТ Р МЭК 60079-19-2011: Взрывоопасные среды. Часть 19. Ремонт, проверка и восстановление электрооборудования оригинал документа
3.23 изготовитель (manufacturer): Лицо или организация, ответственная за сварочное производство.
Источник: ГОСТ Р ИСО 15607-2009: Технические требования и аттестация процедур сварки металлических материалов. Общие правила оригинал документа
3.2 изготовитель (manufacturer): Лицо или организация, ответственные за качество конечного продукта, поставляемого на рынок.
1.5.6 изготовитель (manufacturer): Организация, изготовляющая лампы, на которые распространяется настоящий стандарт, на одном или более предприятии одного объединения.
Источник: ГОСТ Р 52706-2007: Лампы накаливания вольфрамовые для бытового и аналогичного общего освещения. Эксплуатационные требования оригинал документа
4.11 изготовитель (manufacturer): Фирма, компания или корпорация, отвечающая за изготовление и маркировку продукции в соответствии с требованиями настоящего стандарта.
Примечания
1. Изготовителем может быть трубный завод, обрабатывающее предприятие, изготовитель муфт или предприятие, нарезающее резьбу.
2. Определение термина приведено в соответствии со стандартом [3].
Источник: ГОСТ Р ИСО 3183-2009: Трубы стальные для трубопроводов нефтяной и газовой промышленности. Общие технические условия оригинал документа
3.18 изготовитель (manufacturer): Изготовитель оборудования или его полномочный представитель, или поставщик оборудования на рынок.
Источник: ГОСТ Р 52459.1-2009: Совместимость технических средств электромагнитная. Технические средства радиосвязи. Часть 1. Общие технические требования и методы испытаний оригинал документа
3.14 изготовитель (manufacturer): В зависимости от контекста - трубное предприятие, обработчик изделий, нарезчик резьбы, изготовитель муфт или укороченных труб, изготовитель соединительных деталей.
Источник: ГОСТ Р 53366-2009: Трубы стальные, применяемые в качестве обсадных или насосно-компрессорных труб для скважин в нефтяной и газовой промышленности. Общие технические условия оригинал документа
3.20 изготовитель (manufacturer): В зависимости от контекста: изготовитель бурильных труб, изготовитель тел бурильных труб или изготовитель замков.
Источник: ГОСТ Р 54383-2011: Трубы стальные бурильные для нефтяной и газовой промышленности. Технические условия оригинал документа
3.4 изготовитель (producer): Лицо, изготавливающее продукцию, подлежащую изоляции от собственной вибрации или вибрации от внешних источников.
Источник: ГОСТ Р ИСО 2017-2-2011: Вибрация и удар. Упругие системы крепления. Часть 2. Технические данные для применения систем виброизоляции для железнодорожного транспорта оригинал документа
3.16 изготовитель (manufacturer): Лицо или организация, ответственная за проектирование, изготовление и испытание баллонов.
Источник: ГОСТ Р ИСО 11439-2010: Газовые баллоны. Баллоны высокого давления для хранения на транспортном средстве природного газа как топлива. Технические условия оригинал документа
4.1.4 изготовитель (manufacturer): Предприятие, компания или корпорация, имеющая производственные мощности для изготовления бесшовных обсадных и насосно-компрессорных труб и трубных заготовок для муфт.
Источник: ГОСТ Р ИСО 13680-2011: Трубы бесшовные обсадные, насосно-компрессорные и трубные заготовки для муфт из коррозионно-стойких высоколегированных сталей и сплавов для нефтяной и газовой промышленности. Технические условия оригинал документа
3.4 изготовитель (manufacturer): Организация, находящаяся по указанному адресу или адресам, которая осуществляет или контролирует такие этапы производства, оценки, транспортирования и хранения изделия, которые позволяют принять на себя ответственность за постоянное соответствие изделия требованиям и нести все обязательства в этой связи.
Примечание - Термин «изготовитель» применяется вместо термина «организация», как определено в ГОСТ Р ИСО 9001. Для целей настоящего стандарта эти термины являются взаимозаменяемыми.
Источник: ГОСТ Р 54370-2011: Взрывоопасные среды. Система менеджмента качества изготовителя оборудования. Требования оригинал документа
3.5 изготовитель (producer): Лицо, изготавливающее продукцию, подлежащую изоляции от собственной вибрации или вибрации от внешних источников.
Источник: ГОСТ Р ИСО 2017-1-2011: Вибрация и удар. Упругие системы крепления. Часть 1. Технические данные для применения систем виброизоляции оригинал документа
3.1 изготовитель (manufacturer): Лицо или организация, ответственная за сварочное производство.
Источник: ГОСТ Р 53525-2009: Координация в сварке. Задачи и обязанности оригинал документа
Русско-английский словарь нормативно-технической терминологии > изготовитель
-
114 интерфейсная плата (карта)
интерфейсная плата (карта)
Интерфейсный модуль или его часть, выполненная на печатной плате, представляющей собой жесткую электронную сборку, куда входят активные элементы, токопроводящие дорожки, один или несколько разъемов, которые могут быть вставлены в заднюю панель.
[Е.С.Алексеев, А.А.Мячев. Англо-русский толковый словарь по системотехнике ЭВМ. Москва 1993]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > интерфейсная плата (карта)
-
115 кейрецу
кейрецу
Группа японских фирм, связанных общим прошлым и имеющих доли в капитале друг друга. Работая независимо, каждая такая фирма, тем не менее, имеет тесные взаимоотношения с другими компаниями в группе. Некоторые кейрецу, например sumitomo и mitsui, горизонтально диверсифицированы и включают в себя фирмы, принадлежащие разным отраслям. Другие кейрецу, например toyota group, вертикально интегрированы, так как построены вокруг одного «системного интегратора», которым обычно служит фирма, осуществляющая окончательную сборку.
[ http://www.up-pro.ru/library/production_management/lean/glossary_termin.html]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > кейрецу
-
116 машинное оборудование
машинное оборудование
термин " машинное оборудование" означает:
- сборочную единицу, состоящую из соединенных частей или компонентов, по крайней мере, одна из которых находится в движении, имеет соответствующие приводы, схему управления, цепь питания, и т.д., соединенные вместе с целью специального применения, в частности, для производства, обработки, перемещения или упаковки материала;
- группу машин, которые для достижения той же цели организованы и управляется таким образом, что они функционируют как единое целое;
- взаимозаменяемое оборудование, модифицирующее функции машины, которое отдельно поставляется на рынок и предназначено для установки на машине или на серии различных машин или на приводном устройстве самим оператором, при условии, что данное оборудование не является запасной частью или инструментом.
[Директива 98/37/ЕЭС по машинному оборудованию]EN
machinery
‘machinery’ means:
— an assembly of linked parts or components, at least one of which moves, with the appropriate
actuators, control and power circuits, etc., joined together for a specific application, in particular
for the processing, treatment, moving or packaging of a material,
— an assembly of machines which, in order to achieve the same end, are arranged and controlled so that they function as an integral whole,
— interchangeable equipment modifying the function of a machine, which is placed on the market for the purpose of being assembled with a machine or a series of different machines or with a tractor by the operator himself in so far as this equipment is not a spare part or a tool
[DIRECTIVE 98/37/EC OF THE EUROPEAN PARLIAMENT AND OF THE COUNCIL]Параллельные тексты EN-RU
3. The following are excluded from the scope of this Directive:
3. Из области применения данной Директивы исключаются:
— machinery whose only power source is directly applied manual effort, unless it is a machine used for lifting or lowering loads,
- машинное оборудование, для которых источником энергии является исключительно непосредственное применение ручной силы, за исключением механизмов для подъема и опускания грузов;
— machinery for medical use used in direct contact with patients,
- медицинские приборы;
— special equipment for use in fairgrounds and/or amusement parks,
- специальное оборудование для использования в аттракционах и/или парках для развлечений;
— steam boilers, tanks and pressure vessels,
- паровые котлы, резервуары и сосуды под давлением;
— machinery specially designed or put into service for nuclear purposes which, in the event of failure, may result in an emission of radioactivity,
- машинное оборудование, специально сконструированное или используемое в атомной отрасли, которые в случае аварии могут привести к выделению радиоактивных веществ;
— radioactive sources forming part of a machine,
- радиоактивные источники, составляющие часть машин;
— firearms,
- стрелковое оружие;
— storage tanks and pipelines for petrol, diesel fuel, inflammable liquids and dangerous substances,
- емкости для хранения или трубопроводы для бензина, дизельного топлива, огнеопасных жидкостей и опасных веществ;
— means of transport, i.e. vehicles and their trailers intended solely for transporting passengers by air or on road, rail or water networks, as well as means of transport in so far as such means are designed for transporting goods by air, on public road or rail networks or on water. Vehicles used in the mineral extraction industry shall not be excluded,
- транспортные средства, т.е. средства перевозки и их прицепы, предназначенные исключительно для перевозки пассажиров по воздуху, автодороге, железной дороге, или водными путями, а также транспортные средства, сконструированные для транспортировки грузов по воздуху, по общедоступным дорогам, железным дорогам или водным путям. Средства транспортировки, используемые в горнодобывающей промышленности, не исключаются из области применения настоящей Директивы;
— seagoing vessels and mobile offshore units together with equipment on board such vessels or units,
- морские суда и мобильные береговые агрегаты вместе с оборудованием на борту, такие как танки или установки;
— cableways, including funicular railways, for the public or private transportation of persons,
- канатные дороги, включая фуникулерные железные дороги для общественного или частного пользования, предназначенные для транспортировки людей;
— agricultural and forestry tractors, as defined in Article 1(1) of Directive 74/150/EEC (1),
(1) Council Directive 74/150/EEC of 4 March 1974 on the approximation of the laws of the Member States relating to the type-approval of wheeled agricultural or forestry tractors (OJ L 84, 28.3.1974, p. 10). Directive as last amended by Decision 95/1/EC, Euratom, ECSC (OJ L 1.1.1995, p. 1).-сельскохозяйственные и лесные тракторы, подпадающие под определение статьи 1 (1) Директивы Совета 74/150/ЕЭС(1);
(1) Директива Совета 74/150/ЕЭС от 4 марта 1974 г. по сближению законодательных актов Государств-членов, относящихся к одобрению типов колесных сельскохозяйственных или лесных тракторов (Официальный журнал Европейских сообществ № L 84, 28.3.1974 г., стр.10). Директива, измененная последний раз Решением 95/1/ЕЭС, Евроатом, ECSC (Официальный журнал Европейских сообществ № L 1/1/1995 г., стр 1)— machines specially designed and constructed for military or police purposes,
- машины, специально сконструированные и созданные для военных и полицейских целей;
— lifts which permanently serve specific levels of buildings and constructions, having a car moving between guides which are rigid and inclined at an angle of more than 15 degrees to the horizontal and designed for the transport of:
(i) persons;
(ii) persons and goods;
(iii) goods alone if the car is accessible, that is to say, a person may enter it without difficulty, and fitted with controls situated inside the car or within reach of a person inside,- лифты и подъемные устройства, постоянно обслуживающие определенные уровни зданий и конструкций, имеющие транспортную тележку, движущуюся между жесткими направляющими, которые имеют угол наклона более 15 градусов к горизонтальной поверхности и сконструированы для транспортировки:
(i) людей;
(ii) людей и имущества;
(iii) только имущества, в том случае, если кабина лифта открыта, т.е. человек может легко войти в такое транспортное средство и манипулировать средствами управления, находящимися внутри кабины или в пределах досягаемости для человека;— means of transport of persons using rack and pinion rail mounted vehicles,
- транспортные средства для перевозки людей, с использованием зубчатых или реечных рельс, по которым перемещается транспортные средства;
— mine winding gear,
- шахтные канатные подъемные устройства;
— theatre elevators,
- театральные подъемники;
— construction site hoists intended for lifting persons or persons and goods.
- строительные подъемники, предназначенные для подъема людей или людей и грузов.
4. Where, for machinery or safety components, the risks referred to in this Directive are wholly or partly covered by specific Community Directives, this Directive shall not apply, or shall cease to apply, in the case of such machinery or safety components and of such risks on the implementation of these specific Directives.
4. Когда для машинного оборудования и компонентов безопасности риски, определенные в настоящей Директиве, полностью или частично покрываются специальными Директивами Сообщества, настоящая Директива не применяется или прекращает свое действие, такое машинное оборудование и компоненты безопасности и такие риски подпадают под действие этих специальных Директив.
5. Where, for machinery, the risks are mainly of electrical origin, such machinery shall be covered exclusively by Directive 73/23/EEC (2).
(2) Council Directive 73/23/EEC of 19 February 1973 on the harmonisation of the laws of Member States relating to electrical equipment designed for use within certain voltage limits (OJ L 77, 26.3.1973, p. 29). Directive as last amended by Directive 93/68/EEC (OJ L 220, 30.8.1993, p. 1).5. Когда риски применения машинного оборудования связаны с электрическими источниками, то такое оборудование охватываются исключительно Директивой 73/23/ЕЭС(2).
(2) Директива Совета 73/23/ЕЭС/ от 19 февраля 1973 года о гармонизации законов Государств-Участников в отношении электрооборудования, предназначенного для использования в условиях определенных пределов напряжения (Официальный журнал Европейских сообществ № L 77, 26.03.1973, стр. 29). Директива с последней поправкой Директивой 93/68/ЕЭС (Официальный журнал Европейских сообществ № L 220, 30.08.1993, стр.1).Article 2
1. Member States shall take all appropriate measures to ensure that machinery or safety components covered by this Directive may be placed on the market and put into service only if they do not endanger the health or safety of persons and, where appropriate, domestic animals or property, when properly installed and maintained and used for their intended purpose.Статья 2
1. Государства - члены должны предпринимать все необходимые меры для обеспечения того, чтобы машинное оборудование или компоненты безопасности, попадающие под действие настоящей Директивы, поставлялись на рынок и вводились в эксплуатацию, только если они не составляют угрозу для здоровья и безопасности людей и домашних животных, или имуществу при условии надлежащей установки и обслуживания, а также использования по прямому назначению.2. This Directive shall not affect Member States’ entitlement to lay down, in due observance of the Treaty, such requirements as they may deem necessary to ensure that persons and in particular workers are protected when using the machinery or safety components in question, provided that this does not mean that the machinery or safety components are modified in a way not specified in the Directive.
2. Настоящая Директива не ограничивает права Государств - членов устанавливать при должном соблюдении Договора такие требования, которые они посчитают необходимыми для обеспечения защиты людей, особенно работников, при использовании машинного оборудования или компонентов безопасности, при условии, что модификация такого машинного оборудования и компонентов безопасности была произведена в соответствии с положениями настоящей Директивы.
3. At trade fairs, exhibitions, demonstrations, etc., Member States shall not prevent the showing of machinery or safety components which do not conform to the provisions of this Directive, provided that a visible sign clearly indicates that such machinery or safety components do not conform and that they are not for sale until they have been brought into conformity by the manufacturer or his authorised representative established in the Community. During demonstrations, adequate safety measures shall be taken to ensure the protection of persons.
3. На торговых ярмарках, выставках, демонстрациях и т.п. Государства - члены не должны препятствовать демонстрации машинного оборудования или компонентов безопасности, которые не соответствуют положениям настоящей Директивы, при условии, что видимый знак четко указывает, что такое машинное оборудование или компоненты безопасности не соответствуют данной Директиве, и что они не предназначаются для продажи до тех пор, пока изготовитель или его уполномоченный представитель в Сообществе не приведет их в полное соответствие с Директивой. Во время демонстраций должны приниматься адекватные меры для обеспечения безопасности граждан.
Article 3
Machinery and safety components covered by this Directive shall satisfy the essential health and safety requirements set out in Annex I.Статья 3
Машинное оборудование, а также компоненты безопасности, относящиеся к области действия настоящей Директивы, должны полностью удовлетворять основным требованиям по обеспечению здоровья и безопасности, изложенным в Приложении 1.Article 4
1. Member States shall not prohibit, restrict or impede the placing on the market and putting into service in their territory of machinery and safety components which comply with this Directive.Статья 4
1. Государства - члены не должны запрещать, ограничивать или препятствовать поставке на рынок машинного оборудования, а также компонентов безопасности, которые соответствуют
требованиям настоящей Директивы.2. Member States shall not prohibit, restrict or impede the placing on the market of machinery where the manufacturer or his authorised representative established in the Community declares in accordance with point B of Annex II that it is intended to be incorporated into machinery or assembled with other machinery to constitute machinery covered by this Directive, except where it can function independently.
‘Interchangeable equipment’, as referred to in the third indent of Article 1(2)(a), must in all cases bear the CE marking and be accompanied by the EC declaration of conformity referred to in Annex II, point A.2. Государства - члены не должны запрещать, ограничивать или препятствовать поставке на рынок машинного оборудования, если изготовитель или его уполномоченный представитель в Сообществе заявляет в соответствии с Приложением II B, что они предназначены для включения в машинное оборудование или компоноваться с другим оборудованием, так, что в соединении они составят машинное оборудование, отвечающее требованиям настоящей Директивы, за исключением тех случаев, когда они могут функционировать независимо.
"Взаимозаменяемое оборудование" в смысле третьего абзаца с черточкой в Статье 1 (2) (a) должно во всех случаях иметь маркировку "СЕ" и сопровождаться декларацией соответствия, определенной в Приложении II, пункте А.3. Member States may not prohibit, restrict or impede the placing on the market of safety components as defined in Article 1(2) where they are accompanied by an EC declaration of conformity by the manufacturer or his authorised representative established in the Community as referred to in Annex II, point C.
3. Государства - члены не имеют права запрещать, ограничивать или препятствовать распространению на рынке компонентов безопасности, определенных Статьей 1 (2), если эти компоненты сопровождаются декларацией соответствия ЕС, заявленной изготовителем или его уполномоченным представителем в Сообществе, как определено в Приложении II, пункте С.
Article 5
1. Member States shall regard the following as conforming to all the provisions of this Directive, including the procedures for checking the conformity provided for in Chapter II:
— machinery bearing the CE marking and accompanied by the EC declaration of conformity referred to in Annex II, point A,
— safety components accompanied by the EC declaration of conformity referred to in Annex II, point C.Статья 5
1. Государства - члены должны считать нижеследующее соответствующим всем положениям настоящей Директивы, включая процедуры проверки соответствия, предусмотренной в Главе II:
- машинное оборудование, имеющее маркировку "СЕ" и сопровождаемое декларацией соответствия ЕС, как указано в Приложении II, пункте A;
- компоненты безопасности, сопровождаемые декларацией соответствия ЕС, как указано в Приложении II, пункте C.
При отсутствии гармонизированных стандартов Государства - члены должны предпринимать любые меры, которые они сочтут необходимыми, для привлечения внимания заинтересованных сторон к существующим национальным техническим стандартам и спецификациям, которые считаются важными или относятся к выполнению основных требований по обеспечению здоровья и безопасности в соответствии с Приложением 1.2. Where a national standard transposing a harmonised standard, the reference for which has been published in the Official Journal of the European Communities, covers one or more of the essential safety requirements, machinery or safety components constructed in accordance with this standard shall be presumed to comply with the relevant essential requirements.
Member States shall publish the references of national standards transposing harmonised standards.2. В тех случаях, когда национальный стандарт, заменяющий гармонизированный стандарт, ссылка на который была опубликована в Официальном журнале Европейских сообществ, покрывает одно или несколько основных требований безопасности, машинное оборудование или компоненты безопасности, сконструированные в соответствии с таким стандартом, должны считаться соответствующими основным требованиям.
Государства - члены должны публиковать ссылки на национальные стандарты, заменяющие гармонизированные стандарты.3. Member States shall ensure that appropriate measures are taken to enable the social partners to have an influence at national level on the process of preparing and monitoring the harmonised standards.
3. Государства - члены должны обеспечивать принятие необходимых мер для того, чтобы их социальные партнеры получали возможность влиять на национальном уровне на процессы подготовки и отслеживания гармонизированных стандартов.
Article 6
1. Where a Member State or the Commission considers that the harmonised standards referred to in Article 5(2) do not entirely satisfy the essential requirements referred to in Article 3, the Commission or the Member State concerned shall bring the matter before the committee set up under Directive 83/189/EEC, giving the reasons therefor. The committee shall deliver an opinion without delay.
Upon receipt of the committee’s opinion, the Commission shall inform the Member States whether or not it is necessary to withdraw those standards from the published information referred to in Article 5(2).Статья 6
1. В случае, если Государство - член или Комиссия считают, что гармонизированные стандарты, рассмотренные в Статье 5 (2), не полностью соответствуют основным требованиям, определенным в Статье 3, Комиссия или заинтересованное Государство - член должны поставить этот вопрос на рассмотрение комитета, созданного в соответствии с Директивой 83/189/ЕЭС, обосновав причины такого обращения. Комитет должен безотлагательно вынести решение.
После получения такого решения комитета Комиссия должна информировать Государства – члены, необходимо или нет отозвать эти стандарты из опубликованной информации, определенной в Статье 5 (2).2. A standing committee shall be set up, consisting of representatives appointed by the Member States and chaired by a representative of the Commission.
The standing committee shall draw up its own rules of procedure.
Any matter relating to the implementation and practical application of this Directive may be brought before the standing committee, in accordance with the following procedure:
The representative of the Commission shall submit to the committee a draft of the measures to be taken. The committee shall deliver its opinion on the draft, within a time limit which the chairman may lay down according to the urgency of the matter, if necessary by taking a vote.
The opinion shall be recorded in the minutes; in addition, each Member State shall have the right to ask to have its position recorded in the minutes.
The Commission shall take the utmost account of the opinion delivered by the committee.
It shall inform the committee of the manner in which its opinion has been taken into account.2. Должен быть создан постоянно действующий комитет, состоящий из представителей, назначенных Государствами – членами, и возглавляемый представителем Комиссии.
Постоянно действующий комитет будет сам устанавливать порядок действий и процедуры.
Любой вопрос, относящийся к выполнению и практическому применению настоящей Директивы, может быть поставлен на рассмотрение постоянно действующего комитета, в соответствии со следующими правилами:
Представитель Комиссии должен представить комитету проект предполагаемых к принятию мер. Комитет должен выразить свое мнение по проекту за время, установленное председателем в соответствии со срочностью вопроса, при необходимости определяемого путем голосования.
Это мнение должно быть зафиксировано в протоколе; кроме того, каждое Государство - член имеет право потребовать отразить свою позицию в протоколе. Комиссия должна максимально учитывать мнение, вынесенное комитетом.
Она должна проинформировать комитет, каким образом было учтено его мнение.Article 7
1. Where a Member State ascertains that:
— machinery bearing the CE marking, or
— safety components accompanied by the EC declaration of conformity, used in accordance with their intended purpose are liable to endanger the safety of persons, and, where appropriate, domestic animals or property, it shall take all appropriate measures to withdraw such machinery or safety components from the market, to prohibit the placing on the market, putting into service or use thereof, or to restrict free movement thereof.
Member States shall immediately inform the Commission of any such measure, indicating the reason for its decision and, in particular, whether non-conformity is due to:
(a) failure to satisfy the essential requirements referred to in Article 3;
(b) incorrect application of the standards referred to in Article 5(2);
(c) shortcomings in the standards themselves referred to in Article 5(2).Статья 7
1. Если Государство - член устанавливает, что:
- машинное оборудование, имеющее маркировку "СЕ", либо
- компоненты безопасности, сопровождаемые декларацией соответствия ЕС, используемые в соответствии с их назначением, могут нести угрозу безопасности людям, и, если это имеет место, домашним животным или собственности, оно должно принять все необходимые меры для изъятия такого машинного оборудования, либо компонентов безопасности с рынка, запретить их поставку на рынок, ввод в эксплуатацию или использование, либо ограничить их свободное обращение.
Государства - члены должны немедленно информировать Комиссию о любых подобных мерах, указать причины такого решения и, в особенности, информировать о том, явилось ли это несоответствие результатом:
a) неспособности удовлетворить основным требованиям, определенным в Статье 3;
b) неправильного применения стандартов, определенных в Статье 5 (п.2);
c) недостатков самих стандартов, определенных в Статье 5 (п. 2).2. The Commission shall enter into consultation with the parties concerned without delay. Where the Commission considers, after this consultation, that the measure is justified, it shall immediately so inform the Member State which took the initiative and the other Member States. Where the Commission considers, after this consultation, that the action is unjustified, it shall immediately so inform the Member State which took the initiative and the manufacturer or his authorised representative established within the Community.
Where the decision referred to in paragraph 1 is based on a shortcoming in the standards, and where the Member State at the origin of the decision maintains its position, the Commission shall immediately inform the committee in order to initiate the procedures referred to in Article 6(1).2. Комиссия должна безотлагательно провести консультацию с заинтересованными сторонами. В случае, если после проведения такой консультации, Комиссия полагает, что такая мера обоснована, она должна немедленно информировать об этом Государство - член, которое выдвинуло эту инициативу, а также остальные Государства - члены. Если Комиссия после проведения такой консультации полагает, что действия не были обоснованными, она немедленно извещает об этом Государство - член, проявившее инициативу, и изготовителя, либо его уполномоченного представителя в Сообществе.
Если решение, указанное в параграфе 1, основано на недостатках в стандартах, и если Государство - член на основании такого решения сохраняет свои позиции, то Комиссия должна немедленно информировать комитет для того, чтобы начать процедуры, описанные в Статье 6 (п. 1).3. Where:
— machinery which does not comply bears the CE marking,
— a safety component which does not comply is accompanied by an EC declaration of conformity,
the competent Member State shall take appropriate action against whom so ever has affixed the marking or drawn up the declaration and shall so inform the Commission and other Member States.3. Если:
- машинное оборудование, не соответствующие требованиям, имеют маркировку "СЕ",
- компоненты безопасности, не соответствующие требованиям, имеют декларацию соответствия ЕС,
компетентное Государство - член должно начать соответствующие действия против любого, кто поставил маркировку, или составил декларацию, и должно проинформировать об этом Комиссию и другие Государства - члены.4. The Commission shall ensure that Member States are kept informed of the progress and outcome of this procedure.
4. Комиссия должна обеспечить, чтобы Государства – члены были постоянно информированы о ходе и результатах данной процедуры.
CHAPTER II
CONFORMITY ASSESSMENT PROCEDURES
Article 8
1. The manufacturer or his authorised representative established in the Community must, in order to certify that machinery and safety components are in conformity with this Directive, draw up for all machinery or safety components manufactured an EC declaration of conformity based on the model given in Annex II, point A or C as appropriate.
In addition, for machinery alone, the manufacturer or his authorised representatives established in the Community must affix to the machine the CE marking.Глава II
Процедуры оценки соответствия
Статья 8
1. Для подтверждения того, что машинное оборудование, а также компоненты безопасности соответствуют положениям настоящей Директивы, изготовитель или его уполномоченный представитель в Сообществе должен составить декларацию ЕС о соответствии на произведенное машинное оборудование и компоненты безопасности по образцу, приведенному в Приложении II, соответственно пунктам A или C.
Корме того, на машинное оборудование изготовитель или его уполномоченный представитель в Сообществе должен нанести маркировку "СЕ" в соответствии со Статьей 10.2. Before placing on the market, the manufacturer, or his authorised representative established in the Community, shall:
(a) if the machinery is not referred to in Annex IV, draw up the file provided for in Annex V;
(b) if the machinery is referred to in Annex IV and its manufacturer does not comply, or only partly complies, with the standards referred to in Article 5(2) or if there are no such standards, submit an example of the machinery for the EC type-examination referred to in Annex VI;
(c) if the machinery is referred to in Annex IV and is manufactured in accordance with the standards referred to in Article 5(2):
— either draw up the file referred to in Annex VI and forward it to a notified body, which will acknowledge receipt of the file as soon as possible and keep it,
— submit the file referred to in Annex VI to the notified body, which will simply verify that the standards referred to in Article 5(2) have been correctly applied and will draw up a certificate of adequacy for the file,
— or submit the example of the machinery for the EC type-examination referred to in Annex VI.2. Перед поставкой на рынок изготовитель или его уполномоченный представитель в Сообществе должен:
(a) в случае, если машинное оборудование не указано в Приложении IV, составить документацию, предусмотренную Приложением V;
(b) если машинное оборудование указано в Приложении IV, и их изготовитель не выполняет, либо выполняет лишь частично требования стандартов, упомянутых в Статье 5 (2), либо, если таких стандартов не существует, то представить образец машинного оборудования для его испытания ЕС, определенного в Приложении VI;
(c) если машинное оборудование указано в Приложении IV и изготовлено в соответствии со стандартами, определенными в Статье 5 (п. 2):
- либо составить документацию, указанную в Приложении VI, и передать ее нотифицированному органу, который подтверждает получение документации в возможно короткие сроки, а также сохраняет ее;
- представить документацию, указанную в Приложении VI, нотифицированному органу, который просто проверит, что стандарты, упомянутые в Статье 5 (2), были применены правильно и составит сертификат соответствия по этой документации;
- либо представить образец машинного оборудования для испытания ЕС типового образца, определенного в Приложении VI.3. Where the first indent of paragraph 2(c) of this Article applies, the provisions of the first sentence of paragraphs 5 and 7 of Annex VI shall also apply.
Where the second indent of paragraph 2(c) of this Article applies, the provisions of paragraphs 5, 6 and 7 of Annex VI shall also apply.3. В тех случаях, когда может быть применен первый абзац параграфа 2 (с) этой Статьи должны также применяться положения первого предложения параграфов 5 и 7 Приложения VI.
В тех случаях, когда может быть применен второй абзац пункта 2 (с), должны также применяться положения параграфов 5, 6 и 7 Приложения VI.4. Where paragraph 2(a) and the first and second indents of paragraph 2(c) apply, the EC declaration of conformity shall solely state conformity with the essential requirements of the Directive.
Where paragraph 2(b) and the third indent of paragraph 2(c) apply, the EC declaration of conformity shall state conformity with the example that underwent EC type-examination.4. В тех случаях, когда применяется параграф 2 (а) и первый и второй абзацы параграфа 2 (c), декларация ЕС о соответствии должна удостоверить соответствие основным требованиям настоящей Директивы.
В случае, когда применяется параграф 2 (b) и третий абзац параграфа 2 (c), декларация ЕС о соответствии должна удостоверить соответствие образцу, прошедшему испытание ЕС типового образца.5. Safety components shall be subject to the certification procedures applicable to machinery pursuant to paragraphs 2, 3 and 4. Furthermore, during EC type-examination, the notified body shall verify the suitability of the safety component for fulfilling the safety functions declared by the manufacturer.
5.Компоненты безопасности должны подвергаться процедурам сертификации, применимым к машинному оборудованию в соответствии с параграфами 2, 3, 4. Более того, во время испытания ЕС типового образца нотифицированный орган должен проверить пригодность компонентов безопасности для выполнения тех функций безопасности, которые заявлены изготовителем.
6. (a) Where the machinery is subject to other Directives concerning other aspects and which also provide for the affixing of the CE marking, the latter shall indicate that the machinery is also presumed to conform to the provisions of those other Directives.
(b) However, where one or more of those Directives allow the manufacturer, during a transitional period, to choose which arrangements to apply, the CE marking shall indicate conformity only to the Directives applied by the manufacturer. In this case, particulars of the Directives applied, as published in the Official Journal of the European Communities, must be given in the documents, notices or instructions required by the directives and accompanying such machinery.6. (a) В тех случаях, когда машинное оборудование подпадает под действие Директив по другим аспектам, которые также предусматривают нанесение маркировки "СЕ", последняя указывает, что такое машинное оборудование соответствуют положениям этих прочих директив.
(b) Тем не менее, когда одна или несколько таких Директив позволяют изготовителям в течение переходного периода выбирать, какие из положений применить, маркировка "СЕ" будет указывать на соответствие только тем Директивам, которые применялись изготовителем. В этом случае подробная информация о примененных Директивах, опубликованных в Официальном журнале Европейских сообществ, должен приводиться в документах, аннотациях или инструкциях, требуемых в соответствии с Директивами, и сопровождать такое машинное оборудование.7. Where neither the manufacturer nor his authorised representative established in the Community fulfils the obligations of paragraphs 1 to 6, these obligations shall fall to any person placing the machinery or safety component on the market in the Community. The same obligations shall apply to any person assembling machinery or parts thereof or safety components of various origins or constructing machinery or safety components for his own use.
7. Если ни изготовитель, ни его уполномоченный представитель в Сообществе не выполнят своих обязательств по предыдущим параграфам, то эти обязательства должны быть выполнены любыми лицами, поставляющими машинное оборудование или компоненты безопасности на рынок Сообщества. Такие же обязательства возлагаются на любые лица, осуществляющие сборку машинного оборудования, либо его частей или компонентов безопасности различного происхождения, либо создающие машинное оборудование или компоненты безопасности для собственного пользования.
8. The obligations referred to in paragraph 7 shall not apply to persons who assemble with a machine or tractor interchangeable equipment as provided for in Article 1, provided that the parts are compatible and each of the constituent parts of the assembled machine bears the CE marking and is accompanied by the EC declaration of conformity.
8. Обязательства, изложенные в параграфе 7, не применяются к лицам, которые собирают с машиной, механизмом или транспортным средством взаимозаменяемое оборудование, указанное в Статье 1, при условии, что эти части совместимы, и каждая из частей машины в сборе имеет маркировку "СЕ" и Декларацию ЕС о соответствии.
Article 9
1. Member States shall notify the Commission and the other Member States of the approved bodies which they have appointed to carry out the procedures referred to in Article 8 together with the specific tasks which these bodies have been appointed to carry out and the identification numbers assigned to them beforehand by the Commission.
The Commission shall publish in the Official Journal of the European Communities a list of the notified bodies and their identification numbers and the tasks for which they have been notified. The Commission shall ensure that this list is kept up to date.Статья 9
1. Государства - члены должны уведомить Комиссию и другие Государства - члены об утвержденных органах, которые назначаются для выполнения процедур, описанных в Статье 8, также как и для различных особых задач, которые этим органам предназначено выполнять, и об идентификационных номерах, предварительно присвоенных им Комиссией.В Официальном журнале Европейских сообществ Комиссия должна публиковать список таких нотифицированных органов и их идентификационные номера, а также задачи, для решения которых они предназначены. Комиссия должна обеспечить своевременность обновления списка.
2. Member States shall apply the criteria laid down in Annex VII in assessing the bodies to be indicated in such notification. Bodies meeting the assessment criteria laid down in the relevant harmonised standards shall be presumed to fulfil those criteria.
2. Государства - члены должны применять критерии, изложенные в Приложении VII, для определения органов, которые будут указаны в таких назначениях. Органы, удовлетворяющие критериям, изложенным в соответствующих гармонизированных стандартах, считаются соответствующими критериям.
3. A Member State which has approved a body must withdraw its notification if it finds that the body no longer meets the criteria referred to in Annex VII. It shall immediately inform the Commission and the other Member States accordingly.
3. Государство - член, утвердившее такой орган, должно отменить его назначение, если оно обнаружит, что он больше не соответствует критериям, изложенным в Приложении VII. Государство - член должно немедленно известить об этом Комиссию и другие Государства - члены.
CHAPTER III
CE MARKING
Article 10
1. The CE conformity marking shall consist of the initials ‘CE’. The form of the marking to be used is shown in Annex III.ГЛАВА III
МАРКИРОВКА "СЕ"
Статья 10
1. Маркировка "СЕ" состоит из заглавных букв "СЕ". Форма маркировки, которая будет использоваться, указана в Приложении III.2. The CE marking shall be affixed to machinery distinctly and visibly in accordance with point 1.7.3 of Annex I.
2. Маркировка "СЕ" должна наноситься на машинное оборудование четко, на видном месте в соответствии с пунктом 1.7.3. Приложения I.
3. The affixing of markings on the machinery which are likely to deceive third parties as to the meaning and form of the CE marking shall be prohibited. Any other marking may be affixed to the machinery provided that the visibility and legibility of the CE marking is not thereby reduced.
3. Нанесение маркировок на машинное оборудование таким образом, что это может ввести в заблуждение относительно значения и формы маркировки "СЕ", запрещено. Любые другие маркировки могут быть нанесены на машинное оборудование таким образом, чтобы не мешать видимости и различимости маркировки "СЕ".
4. Without prejudice to Article 7:
(a) where a Member State establishes that the CE marking has been affixed unduly, the manufacturer or his authorised representative established within the Community shall be obliged to make the product conform as regards the provisions concerning the CE marking and to end the infringement under the conditions imposed by the Member State;
(b) where non-conformity continues, the Member State must take all appropriate measures to restrict or prohibit the placing on the market of the product in question or to ensure that it is withdrawn from the market in accordance with the procedure laid down in Article 7.4. Без ограничения применения Статьи 7:
(a) если Государство - член устанавливает, что маркировка "СЕ" была нанесена неправильно, изготовитель или его уполномоченный представитель в Сообществе будет обязан привести продукцию в соответствии с положениями, касающимися маркировки "СЕ" и положить конец нарушениям на условиях, установленных Государством - членом;
(b) если такое несоответствие будет продолжаться, то Государство - член должно принять все соответствующие меры для ограничения или запрещения поставки на рынок такой продукции, либо обеспечить изъятие ее с рынка в соответствии с процедурами, изложенными в Статье 7.CHAPTER IV
FINAL PROVISIONS
Article 11
Any decision taken pursuant to this Directive which restricts the placing on the market and putting into service of machinery or a safety component shall state the exact grounds on which it is based. Such a decision shall be notified as soon as possible to the party concerned, who shall at the same time be informed of the legal remedies available to him under the laws in force in the Member State concerned and of the time limits to which such remedies are subject.ГЛАВА IV
ЗАКЛЮЧИТЕЛЬНЫЕ ПОЛОЖЕНИЯ
Статья 11
Любое решение, принятое в исполнение настоящей Директивы, ограничивающее поставку на рынок и ввод в эксплуатацию машинного оборудования или компонентов безопасности, должно указывать точные причины, на которых оно основано. Такое решение должно быть по возможности быстро доведено до сведения заинтересованных сторон, их также следует проинформировать о законных мерах, которые могут быть предприняты по действующему законодательству в соответствующем Государстве - члене и о сроках, в которые данные меры применяются.Article 12
The Commission will take the necessary steps to have information on all the relevant decisions relating to the management of this Directive made available.Статья 12
Комиссия предпримет все необходимые шаги для получения информации по всем соответствующим решениям, касающимся применения и распространения настоящей Директивы.Article 13
1. Member States shall communicate to the Commission the texts of the provisions of national law which they adopt in the field governed by this Directive.
2. The Commission shall, before 1 January 1994, examine the progress made in the standardisation work relating to this Directive and propose any appropriate measures.Статья 13
1. Государства - члены должны передать Комиссии тексты положений национальных законодательных актов, принимаемых в сфере, определяемой настоящей Директивой.
2. Комиссия должна до 1 января 1994 г. изучить развитие работ по стандартизации, относящиеся к области действия настоящей Директивы и предложить любые целесообразные меры.Тематики
EN
Русско-английский словарь нормативно-технической терминологии > машинное оборудование
-
117 модульный центр обработки данных (ЦОД)
модульный центр обработки данных (ЦОД)
-
[Интент]Параллельные тексты EN-RU
[ http://dcnt.ru/?p=9299#more-9299]
Data Centers are a hot topic these days. No matter where you look, this once obscure aspect of infrastructure is getting a lot of attention. For years, there have been cost pressures on IT operations and this, when the need for modern capacity is greater than ever, has thrust data centers into the spotlight. Server and rack density continues to rise, placing DC professionals and businesses in tighter and tougher situations while they struggle to manage their IT environments. And now hyper-scale cloud infrastructure is taking traditional technologies to limits never explored before and focusing the imagination of the IT industry on new possibilities.
В настоящее время центры обработки данных являются широко обсуждаемой темой. Куда ни посмотришь, этот некогда малоизвестный аспект инфраструктуры привлекает все больше внимания. Годами ИТ-отделы испытывали нехватку средств и это выдвинуло ЦОДы в центр внимания, в то время, когда необходимость в современных ЦОДах стала как никогда высокой. Плотность серверов и стоек продолжают расти, все больше усложняя ситуацию для специалистов в области охлаждения и организаций в их попытках управлять своими ИТ-средами. И теперь гипермасштабируемая облачная инфраструктура подвергает традиционные технологии невиданным ранее нагрузкам, и заставляет ИТ-индустрию искать новые возможности.
At Microsoft, we have focused a lot of thought and research around how to best operate and maintain our global infrastructure and we want to share those learnings. While obviously there are some aspects that we keep to ourselves, we have shared how we operate facilities daily, our technologies and methodologies, and, most importantly, how we monitor and manage our facilities. Whether it’s speaking at industry events, inviting customers to our “Microsoft data center conferences” held in our data centers, or through other media like blogging and white papers, we believe sharing best practices is paramount and will drive the industry forward. So in that vein, we have some interesting news to share.
В компании MicroSoft уделяют большое внимание изучению наилучших методов эксплуатации и технического обслуживания своей глобальной инфраструктуры и делятся результатами своих исследований. И хотя мы, конечно, не раскрываем некоторые аспекты своих исследований, мы делимся повседневным опытом эксплуатации дата-центров, своими технологиями и методологиями и, что важнее всего, методами контроля и управления своими объектами. Будь то доклады на отраслевых событиях, приглашение клиентов на наши конференции, которые посвящены центрам обработки данных MicroSoft, и проводятся в этих самых дата-центрах, или использование других средств, например, блоги и спецификации, мы уверены, что обмен передовым опытом имеет первостепенное значение и будет продвигать отрасль вперед.
Today we are sharing our Generation 4 Modular Data Center plan. This is our vision and will be the foundation of our cloud data center infrastructure in the next five years. We believe it is one of the most revolutionary changes to happen to data centers in the last 30 years. Joining me, in writing this blog are Daniel Costello, my director of Data Center Research and Engineering and Christian Belady, principal power and cooling architect. I feel their voices will add significant value to driving understanding around the many benefits included in this new design paradigm.
Сейчас мы хотим поделиться своим планом модульного дата-центра четвертого поколения. Это наше видение и оно будет основанием для инфраструктуры наших облачных дата-центров в ближайшие пять лет. Мы считаем, что это одно из самых революционных изменений в дата-центрах за последние 30 лет. Вместе со мной в написании этого блога участвовали Дэниел Костелло, директор по исследованиям и инжинирингу дата-центров, и Кристиан Белади, главный архитектор систем энергоснабжения и охлаждения. Мне кажется, что их авторитет придаст больше веса большому количеству преимуществ, включенных в эту новую парадигму проектирования.
Our “Gen 4” modular data centers will take the flexibility of containerized servers—like those in our Chicago data center—and apply it across the entire facility. So what do we mean by modular? Think of it like “building blocks”, where the data center will be composed of modular units of prefabricated mechanical, electrical, security components, etc., in addition to containerized servers.
Was there a key driver for the Generation 4 Data Center?Наши модульные дата-центры “Gen 4” будут гибкими с контейнерами серверов – как серверы в нашем чикагском дата-центре. И гибкость будет применяться ко всему ЦОД. Итак, что мы подразумеваем под модульностью? Мы думаем о ней как о “строительных блоках”, где дата-центр будет состоять из модульных блоков изготовленных в заводских условиях электрических систем и систем охлаждения, а также систем безопасности и т.п., в дополнение к контейнеризованным серверам.
Был ли ключевой стимул для разработки дата-центра четвертого поколения?
If we were to summarize the promise of our Gen 4 design into a single sentence it would be something like this: “A highly modular, scalable, efficient, just-in-time data center capacity program that can be delivered anywhere in the world very quickly and cheaply, while allowing for continued growth as required.” Sounds too good to be true, doesn’t it? Well, keep in mind that these concepts have been in initial development and prototyping for over a year and are based on cumulative knowledge of previous facility generations and the advances we have made since we began our investments in earnest on this new design.Если бы нам нужно было обобщить достоинства нашего проекта Gen 4 в одном предложении, это выглядело бы следующим образом: “Центр обработки данных с высоким уровнем модульности, расширяемости, и энергетической эффективности, а также возможностью постоянного расширения, в случае необходимости, который можно очень быстро и дешево развертывать в любом месте мира”. Звучит слишком хорошо для того чтобы быть правдой, не так ли? Ну, не забывайте, что эти концепции находились в процессе начальной разработки и создания опытного образца в течение более одного года и основываются на опыте, накопленном в ходе развития предыдущих поколений ЦОД, а также успехах, сделанных нами со времени, когда мы начали вкладывать серьезные средства в этот новый проект.
One of the biggest challenges we’ve had at Microsoft is something Mike likes to call the ‘Goldilock’s Problem’. In a nutshell, the problem can be stated as:
The worst thing we can do in delivering facilities for the business is not have enough capacity online, thus limiting the growth of our products and services.Одну из самых больших проблем, с которыми приходилось сталкиваться Майкрософт, Майк любит называть ‘Проблемой Лютика’. Вкратце, эту проблему можно выразить следующим образом:
Самое худшее, что может быть при строительстве ЦОД для бизнеса, это не располагать достаточными производственными мощностями, и тем самым ограничивать рост наших продуктов и сервисов.The second worst thing we can do in delivering facilities for the business is to have too much capacity online.
А вторым самым худшим моментом в этой сфере может слишком большое количество производственных мощностей.
This has led to a focus on smart, intelligent growth for the business — refining our overall demand picture. It can’t be too hot. It can’t be too cold. It has to be ‘Just Right!’ The capital dollars of investment are too large to make without long term planning. As we struggled to master these interesting challenges, we had to ensure that our technological plan also included solutions for the business and operational challenges we faced as well.
So let’s take a high level look at our Generation 4 designЭто заставило нас сосредоточиваться на интеллектуальном росте для бизнеса — refining our overall demand picture. Это не должно быть слишком горячим. И это не должно быть слишком холодным. Это должно быть ‘как раз, таким как надо!’ Нельзя делать такие большие капиталовложения без долгосрочного планирования. Пока мы старались решить эти интересные проблемы, мы должны были гарантировать, что наш технологический план будет также включать решения для коммерческих и эксплуатационных проблем, с которыми нам также приходилось сталкиваться.
Давайте рассмотрим наш проект дата-центра четвертого поколенияAre you ready for some great visuals? Check out this video at Soapbox. Click here for the Microsoft 4th Gen Video.
It’s a concept video that came out of my Data Center Research and Engineering team, under Daniel Costello, that will give you a view into what we think is the future.
From a configuration, construct-ability and time to market perspective, our primary goals and objectives are to modularize the whole data center. Not just the server side (like the Chicago facility), but the mechanical and electrical space as well. This means using the same kind of parts in pre-manufactured modules, the ability to use containers, skids, or rack-based deployments and the ability to tailor the Redundancy and Reliability requirements to the application at a very specific level.
Посмотрите это видео, перейдите по ссылке для просмотра видео о Microsoft 4th Gen:
Это концептуальное видео, созданное командой отдела Data Center Research and Engineering, возглавляемого Дэниелом Костелло, которое даст вам наше представление о будущем.
С точки зрения конфигурации, строительной технологичности и времени вывода на рынок, нашими главными целями и задачами агрегатирование всего дата-центра. Не только серверную часть, как дата-центр в Чикаго, но также системы охлаждения и электрические системы. Это означает применение деталей одного типа в сборных модулях, возможность использования контейнеров, салазок, или стоечных систем, а также возможность подстраивать требования избыточности и надежности для данного приложения на очень специфичном уровне.Our goals from a cost perspective were simple in concept but tough to deliver. First and foremost, we had to reduce the capital cost per critical Mega Watt by the class of use. Some applications can run with N-level redundancy in the infrastructure, others require a little more infrastructure for support. These different classes of infrastructure requirements meant that optimizing for all cost classes was paramount. At Microsoft, we are not a one trick pony and have many Online products and services (240+) that require different levels of operational support. We understand that and ensured that we addressed it in our design which will allow us to reduce capital costs by 20%-40% or greater depending upon class.
Нашими целями в области затрат были концептуально простыми, но трудно реализуемыми. В первую очередь мы должны были снизить капитальные затраты в пересчете на один мегаватт, в зависимости от класса резервирования. Некоторые приложения могут вполне работать на базе инфраструктуры с резервированием на уровне N, то есть без резервирования, а для работы других приложений требуется больше инфраструктуры. Эти разные классы требований инфраструктуры подразумевали, что оптимизация всех классов затрат имеет преобладающее значение. В Майкрософт мы не ограничиваемся одним решением и располагаем большим количеством интерактивных продуктов и сервисов (240+), которым требуются разные уровни эксплуатационной поддержки. Мы понимаем это, и учитываем это в своем проекте, который позволит нам сокращать капитальные затраты на 20%-40% или более в зависимости от класса.For example, non-critical or geo redundant applications have low hardware reliability requirements on a location basis. As a result, Gen 4 can be configured to provide stripped down, low-cost infrastructure with little or no redundancy and/or temperature control. Let’s say an Online service team decides that due to the dramatically lower cost, they will simply use uncontrolled outside air with temperatures ranging 10-35 C and 20-80% RH. The reality is we are already spec-ing this for all of our servers today and working with server vendors to broaden that range even further as Gen 4 becomes a reality. For this class of infrastructure, we eliminate generators, chillers, UPSs, and possibly lower costs relative to traditional infrastructure.
Например, некритичные или гео-избыточные системы имеют низкие требования к аппаратной надежности на основе местоположения. В результате этого, Gen 4 можно конфигурировать для упрощенной, недорогой инфраструктуры с низким уровнем (или вообще без резервирования) резервирования и / или температурного контроля. Скажем, команда интерактивного сервиса решает, что, в связи с намного меньшими затратами, они будут просто использовать некондиционированный наружный воздух с температурой 10-35°C и влажностью 20-80% RH. В реальности мы уже сегодня предъявляем эти требования к своим серверам и работаем с поставщиками серверов над еще большим расширением диапазона температур, так как наш модуль и подход Gen 4 становится реальностью. Для подобного класса инфраструктуры мы удаляем генераторы, чиллеры, ИБП, и, возможно, будем предлагать более низкие затраты, по сравнению с традиционной инфраструктурой.
Applications that demand higher level of redundancy or temperature control will use configurations of Gen 4 to meet those needs, however, they will also cost more (but still less than traditional data centers). We see this cost difference driving engineering behavioral change in that we predict more applications will drive towards Geo redundancy to lower costs.
Системы, которым требуется более высокий уровень резервирования или температурного контроля, будут использовать конфигурации Gen 4, отвечающие этим требованиям, однако, они будут также стоить больше. Но все равно они будут стоить меньше, чем традиционные дата-центры. Мы предвидим, что эти различия в затратах будут вызывать изменения в методах инжиниринга, и по нашим прогнозам, это будет выражаться в переходе все большего числа систем на гео-избыточность и меньшие затраты.
Another cool thing about Gen 4 is that it allows us to deploy capacity when our demand dictates it. Once finalized, we will no longer need to make large upfront investments. Imagine driving capital costs more closely in-line with actual demand, thus greatly reducing time-to-market and adding the capacity Online inherent in the design. Also reduced is the amount of construction labor required to put these “building blocks” together. Since the entire platform requires pre-manufacture of its core components, on-site construction costs are lowered. This allows us to maximize our return on invested capital.
Еще одно достоинство Gen 4 состоит в том, что он позволяет нам разворачивать дополнительные мощности, когда нам это необходимо. Как только мы закончим проект, нам больше не нужно будет делать большие начальные капиталовложения. Представьте себе возможность более точного согласования капитальных затрат с реальными требованиями, и тем самым значительного снижения времени вывода на рынок и интерактивного добавления мощностей, предусматриваемого проектом. Также снижен объем строительных работ, требуемых для сборки этих “строительных блоков”. Поскольку вся платформа требует предварительного изготовления ее базовых компонентов, затраты на сборку также снижены. Это позволит нам увеличить до максимума окупаемость своих капиталовложений.
Мы все подвергаем сомнениюIn our design process, we questioned everything. You may notice there is no roof and some might be uncomfortable with this. We explored the need of one and throughout our research we got some surprising (positive) results that showed one wasn’t needed.
В своем процессе проектирования мы все подвергаем сомнению. Вы, наверное, обратили внимание на отсутствие крыши, и некоторым специалистам это могло не понравиться. Мы изучили необходимость в крыше и в ходе своих исследований получили удивительные результаты, которые показали, что крыша не нужна.
Серийное производство дата центров
In short, we are striving to bring Henry Ford’s Model T factory to the data center. http://en.wikipedia.org/wiki/Henry_Ford#Model_T. Gen 4 will move data centers from a custom design and build model to a commoditized manufacturing approach. We intend to have our components built in factories and then assemble them in one location (the data center site) very quickly. Think about how a computer, car or plane is built today. Components are manufactured by different companies all over the world to a predefined spec and then integrated in one location based on demands and feature requirements. And just like Henry Ford’s assembly line drove the cost of building and the time-to-market down dramatically for the automobile industry, we expect Gen 4 to do the same for data centers. Everything will be pre-manufactured and assembled on the pad.Мы хотим применить модель автомобильной фабрики Генри Форда к дата-центру. Проект Gen 4 будет способствовать переходу от модели специализированного проектирования и строительства к товарно-производственному, серийному подходу. Мы намерены изготавливать свои компоненты на заводах, а затем очень быстро собирать их в одном месте, в месте строительства дата-центра. Подумайте о том, как сегодня изготавливается компьютер, автомобиль или самолет. Компоненты изготавливаются по заранее определенным спецификациям разными компаниями во всем мире, затем собираются в одном месте на основе спроса и требуемых характеристик. И точно так же как сборочный конвейер Генри Форда привел к значительному уменьшению затрат на производство и времени вывода на рынок в автомобильной промышленности, мы надеемся, что Gen 4 сделает то же самое для дата-центров. Все будет предварительно изготавливаться и собираться на месте.
Невероятно энергоэффективный ЦОД
And did we mention that this platform will be, overall, incredibly energy efficient? From a total energy perspective not only will we have remarkable PUE values, but the total cost of energy going into the facility will be greatly reduced as well. How much energy goes into making concrete? Will we need as much of it? How much energy goes into the fuel of the construction vehicles? This will also be greatly reduced! A key driver is our goal to achieve an average PUE at or below 1.125 by 2012 across our data centers. More than that, we are on a mission to reduce the overall amount of copper and water used in these facilities. We believe these will be the next areas of industry attention when and if the energy problem is solved. So we are asking today…“how can we build a data center with less building”?А мы упоминали, что эта платформа будет, в общем, невероятно энергоэффективной? С точки зрения общей энергии, мы получим не только поразительные значения PUE, но общая стоимость энергии, затраченной на объект будет также значительно снижена. Сколько энергии идет на производство бетона? Нам нужно будет столько энергии? Сколько энергии идет на питание инженерных строительных машин? Это тоже будет значительно снижено! Главным стимулом является достижение среднего PUE не больше 1.125 для всех наших дата-центров к 2012 году. Более того, у нас есть задача сокращения общего количества меди и воды в дата-центрах. Мы думаем, что эти задачи станут следующей заботой отрасли после того как будет решена энергетическая проблема. Итак, сегодня мы спрашиваем себя…“как можно построить дата-центр с меньшим объемом строительных работ”?
Строительство дата центров без чиллеровWe have talked openly and publicly about building chiller-less data centers and running our facilities using aggressive outside economization. Our sincerest hope is that Gen 4 will completely eliminate the use of water. Today’s data centers use massive amounts of water and we see water as the next scarce resource and have decided to take a proactive stance on making water conservation part of our plan.
Мы открыто и публично говорили о строительстве дата-центров без чиллеров и активном использовании в наших центрах обработки данных технологий свободного охлаждения или фрикулинга. Мы искренне надеемся, что Gen 4 позволит полностью отказаться от использования воды. Современные дата-центры расходуют большие объемы воды и так как мы считаем воду следующим редким ресурсом, мы решили принять упреждающие меры и включить экономию воды в свой план.
By sharing this with the industry, we believe everyone can benefit from our methodology. While this concept and approach may be intimidating (or downright frightening) to some in the industry, disclosure ultimately is better for all of us.
Делясь этим опытом с отраслью, мы считаем, что каждый сможет извлечь выгоду из нашей методологией. Хотя эта концепция и подход могут показаться пугающими (или откровенно страшными) для некоторых отраслевых специалистов, раскрывая свои планы мы, в конечном счете, делаем лучше для всех нас.
Gen 4 design (even more than just containers), could reduce the ‘religious’ debates in our industry. With the central spine infrastructure in place, containers or pre-manufactured server halls can be either AC or DC, air-side economized or water-side economized, or not economized at all (though the sanity of that might be questioned). Gen 4 will allow us to decommission, repair and upgrade quickly because everything is modular. No longer will we be governed by the initial decisions made when constructing the facility. We will have almost unlimited use and re-use of the facility and site. We will also be able to use power in an ultra-fluid fashion moving load from critical to non-critical as use and capacity requirements dictate.
Проект Gen 4 позволит уменьшить ‘религиозные’ споры в нашей отрасли. Располагая базовой инфраструктурой, контейнеры или сборные серверные могут оборудоваться системами переменного или постоянного тока, воздушными или водяными экономайзерами, или вообще не использовать экономайзеры. Хотя можно подвергать сомнению разумность такого решения. Gen 4 позволит нам быстро выполнять работы по выводу из эксплуатации, ремонту и модернизации, поскольку все будет модульным. Мы больше не будем руководствоваться начальными решениями, принятыми во время строительства дата-центра. Мы сможем использовать этот дата-центр и инфраструктуру в течение почти неограниченного периода времени. Мы также сможем применять сверхгибкие методы использования электрической энергии, переводя оборудование в режимы критической или некритической нагрузки в соответствии с требуемой мощностью.
Gen 4 – это стандартная платформаFinally, we believe this is a big game changer. Gen 4 will provide a standard platform that our industry can innovate around. For example, all modules in our Gen 4 will have common interfaces clearly defined by our specs and any vendor that meets these specifications will be able to plug into our infrastructure. Whether you are a computer vendor, UPS vendor, generator vendor, etc., you will be able to plug and play into our infrastructure. This means we can also source anyone, anywhere on the globe to minimize costs and maximize performance. We want to help motivate the industry to further innovate—with innovations from which everyone can reap the benefits.
Наконец, мы уверены, что это будет фактором, который значительно изменит ситуацию. Gen 4 будет представлять собой стандартную платформу, которую отрасль сможет обновлять. Например, все модули в нашем Gen 4 будут иметь общепринятые интерфейсы, четко определяемые нашими спецификациями, и оборудование любого поставщика, которое отвечает этим спецификациям можно будет включать в нашу инфраструктуру. Независимо от того производите вы компьютеры, ИБП, генераторы и т.п., вы сможете включать свое оборудование нашу инфраструктуру. Это означает, что мы также сможем обеспечивать всех, в любом месте земного шара, тем самым сводя до минимума затраты и максимальной увеличивая производительность. Мы хотим создать в отрасли мотивацию для дальнейших инноваций – инноваций, от которых каждый сможет получать выгоду.
Главные характеристики дата-центров четвертого поколения Gen4To summarize, the key characteristics of our Generation 4 data centers are:
Scalable
Plug-and-play spine infrastructure
Factory pre-assembled: Pre-Assembled Containers (PACs) & Pre-Manufactured Buildings (PMBs)
Rapid deployment
De-mountable
Reduce TTM
Reduced construction
Sustainable measuresНиже приведены главные характеристики дата-центров четвертого поколения Gen 4:
Расширяемость;
Готовая к использованию базовая инфраструктура;
Изготовление в заводских условиях: сборные контейнеры (PAC) и сборные здания (PMB);
Быстрота развертывания;
Возможность демонтажа;
Снижение времени вывода на рынок (TTM);
Сокращение сроков строительства;
Экологичность;Map applications to DC Class
We hope you join us on this incredible journey of change and innovation!
Long hours of research and engineering time are invested into this process. There are still some long days and nights ahead, but the vision is clear. Rest assured however, that we as refine Generation 4, the team will soon be looking to Generation 5 (even if it is a bit farther out). There is always room to get better.
Использование систем электропитания постоянного тока.
Мы надеемся, что вы присоединитесь к нам в этом невероятном путешествии по миру изменений и инноваций!
На этот проект уже потрачены долгие часы исследований и проектирования. И еще предстоит потратить много дней и ночей, но мы имеем четкое представление о конечной цели. Однако будьте уверены, что как только мы доведем до конца проект модульного дата-центра четвертого поколения, мы вскоре начнем думать о проекте дата-центра пятого поколения. Всегда есть возможность для улучшений.So if you happen to come across Goldilocks in the forest, and you are curious as to why she is smiling you will know that she feels very good about getting very close to ‘JUST RIGHT’.
Generations of Evolution – some background on our data center designsТак что, если вы встретите в лесу девочку по имени Лютик, и вам станет любопытно, почему она улыбается, вы будете знать, что она очень довольна тем, что очень близко подошла к ‘ОПИМАЛЬНОМУ РЕШЕНИЮ’.
Поколения эволюции – история развития наших дата-центровWe thought you might be interested in understanding what happened in the first three generations of our data center designs. When Ray Ozzie wrote his Software plus Services memo it posed a very interesting challenge to us. The winds of change were at ‘tornado’ proportions. That “plus Services” tag had some significant (and unstated) challenges inherent to it. The first was that Microsoft was going to evolve even further into an operations company. While we had been running large scale Internet services since 1995, this development lead us to an entirely new level. Additionally, these “services” would span across both Internet and Enterprise businesses. To those of you who have to operate “stuff”, you know that these are two very different worlds in operational models and challenges. It also meant that, to achieve the same level of reliability and performance required our infrastructure was going to have to scale globally and in a significant way.
Мы подумали, что может быть вам будет интересно узнать историю первых трех поколений наших центров обработки данных. Когда Рэй Оззи написал свою памятную записку Software plus Services, он поставил перед нами очень интересную задачу. Ветра перемен двигались с ураганной скоростью. Это окончание “plus Services” скрывало в себе какие-то значительные и неопределенные задачи. Первая заключалась в том, что Майкрософт собиралась в еще большей степени стать операционной компанией. Несмотря на то, что мы управляли большими интернет-сервисами, начиная с 1995 г., эта разработка подняла нас на абсолютно новый уровень. Кроме того, эти “сервисы” охватывали интернет-компании и корпорации. Тем, кому приходится всем этим управлять, известно, что есть два очень разных мира в области операционных моделей и задач. Это также означало, что для достижения такого же уровня надежности и производительности требовалось, чтобы наша инфраструктура располагала значительными возможностями расширения в глобальных масштабах.
It was that intense atmosphere of change that we first started re-evaluating data center technology and processes in general and our ideas began to reach farther than what was accepted by the industry at large. This was the era of Generation 1. As we look at where most of the world’s data centers are today (and where our facilities were), it represented all the known learning and design requirements that had been in place since IBM built the first purpose-built computer room. These facilities focused more around uptime, reliability and redundancy. Big infrastructure was held accountable to solve all potential environmental shortfalls. This is where the majority of infrastructure in the industry still is today.
Именно в этой атмосфере серьезных изменений мы впервые начали переоценку ЦОД-технологий и технологий вообще, и наши идеи начали выходить за пределы общепринятых в отрасли представлений. Это была эпоха ЦОД первого поколения. Когда мы узнали, где сегодня располагается большинство мировых дата-центров и где находятся наши предприятия, это представляло весь опыт и навыки проектирования, накопленные со времени, когда IBM построила первую серверную. В этих ЦОД больше внимания уделялось бесперебойной работе, надежности и резервированию. Большая инфраструктура была призвана решать все потенциальные экологические проблемы. Сегодня большая часть инфраструктуры все еще находится на этом этапе своего развития.
We soon realized that traditional data centers were quickly becoming outdated. They were not keeping up with the demands of what was happening technologically and environmentally. That’s when we kicked off our Generation 2 design. Gen 2 facilities started taking into account sustainability, energy efficiency, and really looking at the total cost of energy and operations.
Очень быстро мы поняли, что стандартные дата-центры очень быстро становятся устаревшими. Они не поспевали за темпами изменений технологических и экологических требований. Именно тогда мы стали разрабатывать ЦОД второго поколения. В этих дата-центрах Gen 2 стали принимать во внимание такие факторы как устойчивое развитие, энергетическая эффективность, а также общие энергетические и эксплуатационные.
No longer did we view data centers just for the upfront capital costs, but we took a hard look at the facility over the course of its life. Our Quincy, Washington and San Antonio, Texas facilities are examples of our Gen 2 data centers where we explored and implemented new ways to lessen the impact on the environment. These facilities are considered two leading industry examples, based on their energy efficiency and ability to run and operate at new levels of scale and performance by leveraging clean hydro power (Quincy) and recycled waste water (San Antonio) to cool the facility during peak cooling months.
Мы больше не рассматривали дата-центры только с точки зрения начальных капитальных затрат, а внимательно следили за работой ЦОД на протяжении его срока службы. Наши объекты в Куинси, Вашингтоне, и Сан-Антонио, Техас, являются образцами наших ЦОД второго поколения, в которых мы изучали и применяли на практике новые способы снижения воздействия на окружающую среду. Эти объекты считаются двумя ведущими отраслевыми примерами, исходя из их энергетической эффективности и способности работать на новых уровнях производительности, основанных на использовании чистой энергии воды (Куинси) и рециклирования отработанной воды (Сан-Антонио) для охлаждения объекта в самых жарких месяцах.
As we were delivering our Gen 2 facilities into steel and concrete, our Generation 3 facilities were rapidly driving the evolution of the program. The key concepts for our Gen 3 design are increased modularity and greater concentration around energy efficiency and scale. The Gen 3 facility will be best represented by the Chicago, Illinois facility currently under construction. This facility will seem very foreign compared to the traditional data center concepts most of the industry is comfortable with. In fact, if you ever sit around in our container hanger in Chicago it will look incredibly different from a traditional raised-floor data center. We anticipate this modularization will drive huge efficiencies in terms of cost and operations for our business. We will also introduce significant changes in the environmental systems used to run our facilities. These concepts and processes (where applicable) will help us gain even greater efficiencies in our existing footprint, allowing us to further maximize infrastructure investments.
Так как наши ЦОД второго поколения строились из стали и бетона, наши центры обработки данных третьего поколения начали их быстро вытеснять. Главными концептуальными особенностями ЦОД третьего поколения Gen 3 являются повышенная модульность и большее внимание к энергетической эффективности и масштабированию. Дата-центры третьего поколения лучше всего представлены объектом, который в настоящее время строится в Чикаго, Иллинойс. Этот ЦОД будет выглядеть очень необычно, по сравнению с общепринятыми в отрасли представлениями о дата-центре. Действительно, если вам когда-либо удастся побывать в нашем контейнерном ангаре в Чикаго, он покажется вам совершенно непохожим на обычный дата-центр с фальшполом. Мы предполагаем, что этот модульный подход будет способствовать значительному повышению эффективности нашего бизнеса в отношении затрат и операций. Мы также внесем существенные изменения в климатические системы, используемые в наших ЦОД. Эти концепции и технологии, если применимо, позволят нам добиться еще большей эффективности наших существующих дата-центров, и тем самым еще больше увеличивать капиталовложения в инфраструктуру.
This is definitely a journey, not a destination industry. In fact, our Generation 4 design has been under heavy engineering for viability and cost for over a year. While the demand of our commercial growth required us to make investments as we grew, we treated each step in the learning as a process for further innovation in data centers. The design for our future Gen 4 facilities enabled us to make visionary advances that addressed the challenges of building, running, and operating facilities all in one concerted effort.
Это определенно путешествие, а не конечный пункт назначения. На самом деле, наш проект ЦОД четвертого поколения подвергался серьезным испытаниям на жизнеспособность и затраты на протяжении целого года. Хотя необходимость в коммерческом росте требовала от нас постоянных капиталовложений, мы рассматривали каждый этап своего развития как шаг к будущим инновациям в области дата-центров. Проект наших будущих ЦОД четвертого поколения Gen 4 позволил нам делать фантастические предположения, которые касались задач строительства, управления и эксплуатации объектов как единого упорядоченного процесса.
Тематики
Синонимы
EN
Русско-английский словарь нормативно-технической терминологии > модульный центр обработки данных (ЦОД)
-
118 НКУ распределения и управления
- switchgear/controlgear
- switchgear and controlgear
- switchboard
- PSC-assembly
- power switchgear and controlgear assembly
- panel
- LV switchgear assembly
- LV switchgear and controlgear assembly
- low-voltage switchgear and controlgear assembly
- low voltage switchgear and controlgear assembly
- low voltage switchboard
- low voltage controlgear and assembly
- electrical switchboard
- assembly
низковольтное устройство распределения и управления (НКУ)
Низковольтные коммутационные аппараты и устройства управления, измерения, сигнализации, защиты, регулирования, собранные совместно, со всеми внутренними электрическими и механическими соединениями и конструктивными элементами.
[ ГОСТ Р МЭК 61439-1-2012]
низковольтное устройство распределения и управления
Комбинация низковольтных коммутационных аппаратов с устройствами управления, измерения, сигнализации, защиты, регулирования и т. п., полностью смонтированных изготовителем НКУ (под его ответственность на единой конструктивной основе) со всеми внутренними электрическими и механическими соединениями с соответствующими конструктивными элементами
Примечания
1. В настоящем стандарте сокращение НКУ используют для обозначения низковольтных комплектных устройств распределения и управления.
2. Аппараты, входящие в состав НКУ, могут быть электромеханическими или электронными.
3. По различным причинам, например по условиям транспортирования или изготовления, некоторые операции сборки могут быть выполнены на месте установки, вне предприятия-изготовителя.
[ ГОСТ Р 51321. 1-2000 ( МЭК 60439-1-92)]EN
power switchgear and controlgear assembly (PSC-assembly)
low-voltage switchgear and controlgear assembly used to distribute and control energy for all types of loads, intended for industrial, commercial and similar applications where operation by ordinary persons is not intended
[IEC 61439-2, ed. 1.0 (2009-01)]
low-voltage switchgear and controlgear assembly
combination of one or more low-voltage switching devices together with associated control, measuring, signalling, protective, regulation equipment, etc., completely assembled under the responsibility of the manufacturer with all the internal electrical and mechanical interconnections and structural parts.
[IEC 61892-3, ed. 2.0 (2007-11)]
switchgear and controlgear
a general term covering switching devices and their combination with associated control, measuring, protective and regulating equipment, also assemblies of such devices and equipment with associated interconnections, accessories, enclosures and supporting structures
[IEV number 441-11-01]
switchgear and controlgear
electric equipment intended to be connected to an electric circuit for the purpose of carrying out one or more of the following functions: protection, control, isolation, switching
NOTE – The French and English terms can be considered as equivalent in most cases. However, the French term has a broader meaning than the English term and includes for example connecting devices, plugs and socket-outlets, etc. In English, these latter devices are known as accessories.
[IEV number 826-16-03 ]
switchboard
A large single electric control panel, frame, or assembly of panels on which are mounted (either on the back or on the face, or both) switches, overcurrent and other protective devices, buses, and usually instruments; not intended for installation in a cabinet but may be completely enclosed in metal; usually is accessible from both the front and rear.
[ McGraw-Hill Dictionary of Architecture & Construction]
switchboard
One or more panels accommodating control switches, indicators, and other apparatus for operating electric circuits
[ The American Heritage Dictionary of the English Language]FR
ensemble d'appareillage de puissance (ensemble PSC)
ensemble d'appareillage à basse tension utilisé pour répartir et commander l'énergie pour tous les types de charges et prévu pour des applications industrielles, commerciales et analogues dans lesquelles l'exploitation par des personnes ordinaires n'est pas prévue
[IEC 61439-2, ed. 1.0 (2009-01)]
appareillage, m
matériel électrique destiné à être relié à un circuit électrique en vue d'assurer une ou plusieurs des fonctions suivantes: protection, commande, sectionnement, connexion
NOTE – Les termes français et anglais peuvent être considérés comme équivalents dans la plupart des cas. Toutefois, le terme français couvre un domaine plus étendu que le terme anglais, et comprend notamment les dispositifs de connexion, les prises de courant, etc. En anglais, ces derniers sont dénommés "accessories".
[IEV number 826-16-03 ]
appareillage
terme général applicable aux appareils de connexion et à leur combinaison avec des appareils de commande, de mesure, de protection et de réglage qui leur sont associés, ainsi qu'aux ensembles de tels appareils avec les connexions, les accessoires, les enveloppes et les charpentes correspondantes
[IEV number 441-11-01]
A switchboard as defined in the National Electrical Code is a large single panel, frame, or assembly of panels on which are mounted, on the face or back or both switches, overcurrent and other protective devices, buses, and, usually, instruments.
Switchboards are generally accessible from the rear as well as from the front and are not intended to be installed in cabinets.
The types of switchboards, classified by basic features of construction, are as follows:
1. Live-front vertical panels
2. Dead-front boards
3. Safety enclosed boards( metal-clad)
[American electricians’ handbook]
The switchboard plays an essential role in the availability of electric power, while meeting the needs of personal and property safety.
Its definition, design and installation are based on precise rules; there is no place for improvisation.
The IEC 61439 standard aims to better define " low-voltage switchgear and controlgear assemblies", ensuring that the specified performances are reached.
It specifies in particular:
> the responsibilities of each player, distinguishing those of the original equipment manufacturer - the organization that performed the original design and associated verification of an assembly in accordance with the standard, and of the assembly manufacturer - the organization taking responsibility for the finished assembly;
> the design and verification rules, constituting a benchmark for product certification.
All the component parts of the electrical switchboard are concerned by the IEC 61439 standard.
Equipment produced in accordance with the requirements of this switchboard standard ensures the safety and reliability of the installation.
A switchboard must comply with the requirements of standard IEC 61439-1 and 2 to guarantee the safety and reliability of the installation.
Managers of installations, fully aware of the professional and legal liabilities weighing on their company and on themselves, demand a high level of safety for the electrical installation.
What is more, the serious economic consequences of prolonged halts in production mean that the electrical switchboard must provide excellent continuity of service, whatever the operating conditions.
[Schneider Electric]НКУ играет главную роль в обеспечении электроэнергией, удовлетворяя при этом всем требованиям по безопасности людей и сохранности имущества.
Выбор конструкции, проектирование и монтаж основаны на чётких правилах, не допускающих никакой импровизации.
Требования к низковольтным комплектным устройствам распределения и управления сформулированы в стандарте МЭК 61439 (ГОСТ Р 51321. 1-2000).
В частности, он определяет:
> распределение ответственности между изготовителем НКУ - организацией, разработавшей конструкцию НКУ и проверившей его на соответствие требованиям стандарта, и сборщиком – организацией, выполнившей сборку НКУ;
> конструкцию, технические характеристики, виды и методы испытаний НКУ.
В стандарте МЭК 61439 (ГОСТ Р 51321. 1-2000) описываются все компоненты НКУ.
Оборудование, изготовленное в соответствии с требованиями этого стандарта, обеспечивает безопасность и надежность электроустановки.
Для того чтобы гарантировать безопасность эксплуатации и надежность работы электроустановки, распределительный щит должен соответствовать требованиям стандарта МЭК 61439-1 и 2.
Лица, ответственные за электроустановки, должны быть полностью осведомлены о профессиональной и юридической ответственности, возложенной на их компанию и на них лично, за обеспечение высокого уровня безопасности эксплуатации этих электроустановок.
Кроме того, поскольку длительные перерывы производства приводят к серьезным экономическим последствиям, электрический распределительный щит должен обеспечивать надежную и бесперебойную работу независимо от условий эксплуатации.
[Перевод Интент]LV switchgear assemblies are undoubtedly the components of the electric installation more subject to the direct intervention of personnel (operations, maintenance, etc.) and for this reason users demand from them higher and higher safety requirements.
The compliance of an assembly with the state of the art and therefore, presumptively, with the relevant technical Standard, cannot be based only on the fact that the components which constitute it comply with the state of the art and therefore, at least presumptively, with the relevant technical standards.
In other words, the whole assembly must be designed, built and tested in compliance with the state of the art.
Since the assemblies under consideration are low voltage equipment, their rated voltage shall not exceed 1000 Va.c. or 1500 Vd.c. As regards currents, neither upper nor lower limits are provided in the application field of this Standard.
The Standard IEC 60439-1 states the construction, safety and maintenance requirements for low voltage switchgear and controlgear assemblies, without dealing with the functional aspects which remain a competence of the designer of the plant for which the assembly is intended.
[ABB]Низковольтные комплектные устройства (НКУ), вне всякого сомнения, являются частями электроустановок, которые наиболее подвержены непосредственному вмешательству оперативного, обслуживающего и т. п. персонала. Вот почему требования потребителей к безопасности НКУ становятся все выше и выше.
Соответствие НКУ современному положению дел и вследствие этого, гипотетически, соответствующим техническим стандартам, не может основываться только на том факте, что составляющие НКУ компоненты соответствуют современному состоянию дел и поэтому, по крайней мере, гипотетически, - соответствующим техническим стандартам
Другими словами, НКУ должно быть разработано, изготовлено и испытано в соответствии с современными требованиями.
Мы рассматриваем низковольтные комплектные устройства и это означает, что их номинальное напряжение не превышает 1000 В переменного тока или 1500 В постоянного тока. Что касается тока, то ни верхнее, ни нижнее значение стандартами, относящимися к данной области, не оговариваются
Стандарт МЭК 60439-1 устанавливает требования к конструкции, безопасности и техническому обслуживанию низковольтных комплектных устройств без учета их функций, полагая, что функции НКУ являются компетенцией проектировщиков электроустановки, частью которых эти НКУ являются.
[Перевод Интент]Тематики
- НКУ (шкафы, пульты,...)
Классификация
>>>Действия
Синонимы
Сопутствующие термины
EN
- assembly
- electrical switchboard
- low voltage controlgear and assembly
- low voltage switchboard
- low voltage switchgear and controlgear assembly
- low-voltage switchgear and controlgear assembly
- LV switchgear and controlgear assembly
- LV switchgear assembly
- panel
- power switchgear and controlgear assembly
- PSC-assembly
- switchboard
- switchgear and controlgear
- switchgear/controlgear
DE
- Schaltanlagen und/oder Schaltgeräte
FR
Русско-английский словарь нормативно-технической терминологии > НКУ распределения и управления
-
119 подвесной потолок
потолок подвесной
Потолок, прикрепляемый к перекрытию на подвесках
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]
подвесной потолок
фальшпотолок
навесной потолок
Потолок, состоящий из съемных и взаимозаменяемых панелей, который создает область между декоративной поверхностью и структурой над ней.
(ISO/IEC 11801)
[ http://www.iks-media.ru/glossary/index.html?glossid=2400324]
Устройство подвесного потолка
Устройство подвесных потолков: 1 — гипсоволоконные плиты; 2 — направляющие Т-профили; 3 — промежуточные Т-профили; 4 — подвески с регулируемыми пластинами; 5 — уровень чистого потолка; 6 — пристенный уголокМонтируя подвесной потолок, сначала производят сборку направляющих профилей. В комплект подвесного потолка входит два вида профилей ( пристенный уголок и Т-образный профиль), а также вертикальные подвески и регулировочные пружинные пластины.
Сначала потолок очищают от грязи, пыли и проводят разметку. С помощью гибкого уровня провешивают и отмечают линию горизонта чистого потолка. Отмечают на всех стенах по периметру потолка точки уровня, а затем соединяют все точки сплошной линией.
Далее проводят разбивку потолка. Так как стандартный размер гипсовых и гипсоволоконных плит 60x60 см, то разметку крепления направляющих профилей проводят на расстоянии 60 см друг от друга. Сначала на полу комнаты проводят черновую раскладку плит, чтобы определять количество плит, помещающихся по длине и ширине комнаты. Если количество плит оказывается целое, то разметку на потолке начинают, отступив от стены на расстояние 60 см. Если же количество плит — дробное, то для симметричного их размещения на потолке первые разметки от стен делают на расстоянии, равном половине остатка длины или ширины комнаты. Например: длина комнаты 500 см, делим на размер плитки 60 см и получаем 8 целых плиток (480 см) и 20 см остатка. Делим остаток пополам, полученные 10 см и есть расстояние, на которое необходимо отступить от стены (по длине комнаты) для разметки первого направляющего профиля. Отметив эту точку (вверху стен1>1 у потолка), отмечают такое же расстояние на противоположной стене. Между этими точками натягивают шнур и вдоль шнура на расстоянии 100 см друг от друга в поверхности потолка просверливают отверстия для креплений профиля. Отступив от первого ряда на 60 см, снова натягивают шнур и вдоль него просверливают отверстия под крепежные аксессуары. Таким образом, передвигая шнур на 60 см от предыдущего размеченного ряда, размечают и высверливают отверстия на всей поверхности потолка. Для крепления пристенных уголков также высверливают в намеченных местах над линией уровня чистого потолка.
Следующим шагом в устройстве потолка будет закрепление пристенного уголка. Длина уголка 360 см, он имеет два ребра, одно из которых содержит многочисленные отверстия для крепления, а второе ребро с наружной стороны покрыто (декорировано) эмалью или винилом. Уголок крепят к стене декорированной стороной вниз. Если длина стены больше длины уголка, то уголок наращивают путем стыковки с отрезком уголка необходимой длины. В углах комнаты профили сопрягают, обрезав декоративное ребро под углом 45°. Раскрой профилей производят ножовкой по металлу. Прикручивают уголок к стенам с помощью шурупов, строго следя за совпадением лицевой стороны уголка с линией уровня чистого потолка.
Далее необходимо подвесить направляющие Т-образные профили. В высверленные отверстия в потолке забивают пластмассовые или деревянные пробки и вкручивают в них крюкообразные дюбеля. Собирают вертикальные подвески, вставляя их по двое в пружинную (Н-образную) пластину, причем с одной стороны вставляют прут-подвеску с петлей, а с другой стороны — подвеску с крюком. Подвеску в сборе петлей набрасывают на крюк дюбеля. Сначала цепляют крайние в ряду подвески, на крюки подвесок цепляют Т-образный профиль лицевой стороной вниз и регулируют с помощью пружинной пластины, поднимая или опуская ее, уровень профиля совмещая с уровнем пристенных уголков — лицевые плоскости уголка и профиля должны совпадать. Если расстояние от стены до стены в направляющих радах больше длины профиля, то второй конец профиля регулируют по высоте с помощью гибкого уровня. Недостающий кусок профиля наращивают, соединив в торец имеющимися на концах профилей замками-защелками.
Отрегулировав уровень профиля на концах, на дюбеля в этом ряду цепляют остальные промежуточные подвески и на их крюки подвешивают весь направляющий профиль. При помощи гибкого уровня проверяют уровень профиля по всей длине, и провисшие места поднимают с помощью регулировки вертикальных подвесок. Таким же способом подвешивают остальные направляющие профили. После подвешивания всех рядов направляющих профилей и окончательной проверки уровня потолка можно приступать к самой облицовке потолка.
В комплект подвесного потолка входят, кроме направляющих, еще промежуточные вставки Т-образного профиля. Длина их 60 см, и предназначены они для поперечного прокладывания между облицовочными плитками в каждом ряду. Поэтому, приступая к облицовке, необходимо приготовить для двух пристенных рядов не только неполномерные плитки, но и в соответствии с шириной этих рядов нарезать прокладочные профили. Для раскроя профилей используют ножовку по металлу, а для нарезки плиток из гипсоволокна — острый нож. Если в длину ряда также не помещается целое количество плиток, то крайние плитки в рядах нарезают, рассчитав остаток в ряду и поделив пополам. Например: длина ряда 350 см делится на 60 см и остаток, равный 50 см, делится на два — 25 см, это ширина всех краевых плиток в каждом ряду.
Укладку плиток начинают с угла комнаты. Берут краевую плитку первого ряда (если краевые ряды и краевые плитки неполномерные, она должна быть по расчетам взятого для примера помещения 10x25 см) и укладывают в углу комнаты, опирая двумя сторонами на уголок и третьей стороной — на направляющий профиль. К четвертой стороне плитки приставляют промежуточный профиль, оперев на пристенный уголок и направляющий профиль.
Следующую плитку укладывают впритык к промежуточному профилю, оперев тремя сторонами на уголок, на промежуточный профиль и на направляющий. Таким образом заполняют весь ряд неполномерными плитками и прокладывают промежуточными неполномерными профилями.
Последняя плитка в ряду должна быть, как и первая, самая маленькая по размеру. Следующие ряды заполняются полномерными плитками и прокладочными профилями и только краевые плитки в рядах неполномерные. Первые плитки последующих рядов опираются одной стороной на пристенный уголок, двумя сторонами — на направляющие профили, а четвертой — на приставленный к плитке промежуточный профиль. Остальные плитки опираются противоположными сторонами на направляющие и промежуточные профили.
Последний ряд, как и первый, собирается из неполномерных плиток и укороченных по ширине ряда промежуточных профилей. Некоторую трудность составляет укладка последней плитки в последнем ряду. Потолочный массив в конце сборки имеет определенное напряжение, и плитки последнего ряда устанавливаются на место впритирку. Поэтому имеет смысл уменьшить их в размере на 2-3 мм по длине и ширине.
Для устройства в подвесном потолке системы электрического освещения используют осветительные щиты с вмонтированными в них приборами освещения. Размеры щитов 60x60 см. Устанавливаются они в подвесном потолке в намеченном месте вместо облицовочных плит таким же способом, как и сами плиты.
[ http://www.helpmaste.ru/artcl-ustrvo_podvesnuh_potolkov.html]
Пожалуй, самыми популярными сегодня считаются подвесные потолки. Они позволяют:
– скрыть коммуникации, смонтированные на потолке, оставив при этом доступ к электрической проводке, вентиляционному и тепловому оборудованию и пр.;
– встраивать разнообразные осветительные приборы;
– устанавливать системы пожаротушения и вентиляционные решетки;
– выравнивать разноуровневый потолок;
– создавать разноуровневый потолок при изначально плоском базовом потолке;
– улучшать акустику помещений.
В современном строительстве широко используются потолки из минераловатных или минераловолокнистых плит.
Плиточные подвесные потолки состоят из каркаса и плит из мягкого или твердого минерального волокна толщиной 1,5 см и размерами 600 х 600 или 610 х 610 мм. В каталоге фирмы «Armstrong» имеются также плиты 600 х 1200 и 625 х 1250 мм. Однако в наличии они бывают не всегда, и чаще всего их приходится заказывать.
Каркас представляет собой набор металлических реек, соединенных между собой в модульную решетку.
Конструкция подвесного потолка состоит из следующих компонентов:
– несущий каркас из металлических труб, уголков, швеллеров и пр.;
– заполнение (плиты, рейки, листы и пр.).
В качестве несомых элементов подвесного потолка или его заполнения используют гипсовые плиты или ДСП, плиты «Акмигран» и «Акминит», плиты из металлических листов, асбестоцементные листы и др. Для устройства акустических подвесных потолков применяют минераловатные плиты, перфорированные гипсовые и металлические плиты, двуслойные плиты с лицевым перфорированным слоем из минераловатной плиты и ДВП.
Подвесные потолки бывают двух видов:
– плиточные;
– реечные.
Плиточные, в свою очередь, подразделяются на влагостойкие и невлагостойкие. Первые чаще всего используются в ванных комнатах, туалетах и на кухнях. Невлагостойкие потолки в этих помещениях устраивать не рекомендуется, так как спустя какое-то время установленные плитки покоробятся и попросту выйдут из строя.
В этом отношении самыми удобными являются реечные потолки: дело в том, что подвесные реечные потолки изготовлены из алюминия, который не боится влаги.Плиточные подвесные потолки
На российском рынке имеется богатый выбор потолков данного типа. Они различаются не только по цене, но и по качеству и назначению, каждый подвесной потолок имеет свои особенности и отличия.
При покупке подвесного потолка особое внимание следует обратить на стыковку плит с каркасом. Дело в том, что продавцы довольно часто продают каркас одной фирмы-производителя, а плиты – другой. Смонтировать такой потолок очень трудно.
Если удастся это сделать, нет гарантии, что он прослужит долго: такой потолок очень быстро начнет деформироваться. Необходимо следить за тем, чтобы форма кромок плит соответствовала типу каркаса.
Самостоятельно смонтировать подвесной потолок можно только в помещениях небольшой площади. В другом случае, особенно если нет опыта подобной работы, лучше всего воспользоваться услугами профессиональных монтажников.
Подвесные каркасы делятся на 3 вида:
– видимый каркас;
– полускрытый каркас;
– скрытый каркас.
В России наибольшее распространение получили видимые и полускрытые каркасы, что обусловлено низкими ценами и простотой монтажа.
Сами подвесные потолки бывают плоскостные и криволинейные.
Последние удобно монтировать при составлении разноуровневых потолков.
В зависимости от материалов, из которых изготовлены потолочные системы, подвесные потолки делятся на следующие виды:
– потолки из минераловатных плит;
– потолки из минераловолокнистых плит;
– потолки из гипсовых плит;
– зеркальные потолки;
– металлические потолки;
– потолки с искусственным освещением.Общая характеристика потолков из минераловолокнистых плит
Минеральное волокно – экологически чистый материал, обеспечивающий отличную звукоизоляцию и тепло. Однако в помещениях с повышенной влажностью (например, кухнях и ванных комнатах) этот материал использовать не рекомендуется.
После покупки, в том случае, если потолок монтируется не сразу, плиты хранят в помещении с температурой 18–30 °C при относительной влажности 70 %. Однако плиты некоторых фирм-производителей можно устанавливать в помещениях с температурой до 40 °C и влажностью до 95 %.
Плиты чаще всего имеют белый цвет, но некоторые производители выпускают панели, окрашенные в различные цвета. Также плиты можно окрашивать латексными красками, однако при этом огнестойкость данного материала понижается.
Потолки из минераловолокнистых плит имеют различную структуру поверхности: гладкая обладает хорошим светоотражением в помещениях с непрямым освещением, фактурная обеспечивает хорошую звукоизоляцию благодаря незаметным микроотверстиям.Общая характеристика потолков из минераловатных плит
Минераловатные плиты представляют собой панели с высокими шумопоглощающими свойствами. Чаще всего эти плиты называют акустическими. Они обладают следующими свойствами:
– снижают общий уровень шума; коэффициент звукопоглощения варьируется от 75 до 90 %;
– отвечают российским стандартам пожарной безопасности;
– могут использоваться в помещениях с повышенной влажностью воздуха (до 95 %).
Существует около 1000 различных оттенков минераловатных плит. При правильной эксплуатации можно надолго сохранить первоначальный цвет таких потолков.Плиточные потолки из пенополистирола
Самым недорогим и практичным материалом для отделки потолка считается декоративная потолочная плитка из полистирола. С помощью обычных инструментов можно довольно быстро оклеить потолок. При работе с полистирольными плитами необходимо знать некоторые правила. Первое – выбор плиток при покупке. Полистирольные плитки подразделяются на 3 основные группы:
– прессованные (штампованные);
– инжекционные;
– экструдированные.
Прессованные плитки производятся из полос толщиной 6–7 мм, нарезанных из блоков пенополистирола строительного назначения.
Инжекционные получают в пресс-формах формовочно-литьевого автомата путем спекания пенополистирольного сырья. Толщина готовых плит 9–14 мм.
Экструдированные получают из экструдированной полистирольной полосы, окрашенной или покрытой пленкой способом прессования.
Второе правило – геометрически выверенные размеры плитки. Большие погрешности в плитке становятся заметными при отделке потолка.
Правильные размеры чаще всего имеет только инжекционная плитка благодаря технологии производства, в то время как прессованная и экструдированная плитка довольно часто характеризуются некоторыми неточностями в размерах.
Производители экструдированной и прессованной плитки продолжают совершенствовать геометрические размеры изделий и добиваются положительных результатов. Тем не менее при покупке обязательно следует проверять плитки.
Третье правило – просушивание пенополистирольных плиток до монтажа в сухом и теплом помещении в течение 3 дней в распакованном виде, иначе вследствие усадки на потолке между плитками могут появиться щели. В особенности это касается инжекционных плиток.
Четвертое правило – сажать плитки следует только на клей, который после сушки становится прозрачным.Инструменты и материалы для устройства подвесного потолка
Для монтажа подвесного потолка фирмы потребуются следующие инструменты:
– рулетка;
– ножницы по металлу;
– отбивной шнур;
– дрель;
– нож со сменными лезвиями для резки плиток;
– ножовка по металлу.
Инструменты для приклейки пенополистирольных плиток:
– гвозди 70–80 мм для монтажа деревянного каркаса под плиты;
– рулетка;
– отбивной шнур;
– молоток;
– нож со сменными лезвиями для резки плиток;
– ножовка по дереву;
– шпатель для нанесения клеевого состава на плитки.
Для наклеивания декоративных пенополистирольных плиток на любые впитывающие минеральные поверхности используют клей на основе ПВА с наполнителями. При высыхании такой клей имеет серо-белый или кремовый цвет. Поэтому в некоторых случаях необходимо брать другой клей – на основе ПВА, но без наполнителей: такой клей после сушки становится прозрачным. Предварительно деревянный каркас огрунтовывают водным раствором ПВА.
Пенополистирольные плитки отечественного производства «Акмигран» и «Акминит» в основном используют в жилых помещениях. Выпускаются такие плитки в виде квадратов размерами 300 х 300, 600 х 600 и 900 х 900 мм, толщиной 20 мм. Облегченная конструкция, правильная прямоугольная форма, ровная лицевая поверхность делают плитки «Акмигран» и «Акминит» очень удобными для облицовки потолков в домашних условиях.
Лицевая сторона плиток матовая, равномерно окрашенная, может быть гладкой, пористой и с различной фактурой (под пробку, джутовое плетение, рифленой, трещиноватой и т. д.).
Крепят данные плитки на черновой каркас. Для более удобного крепления на боковых гранях плиток имеются пазы и выступы.Облицовка потолка минеральными плитками «Акмигран» и «Акминит» и гипсовыми декоративными плитками
В облицовочных работах по отделке потолка различают два способа: устройство плиточных потолков каркасной конструкции и облицовка плитками потолков бескаркасной конструкции. Устройство плиточных потолков каркасной конструкции предполагает наличие горизонтальных направляющих с подвесками (выполняющими несущую функцию подвесного потолка), заделанными в перекрытия. Монтаж таких направляющих возможен лишь при возведении несущих конструкций здания. Поэтому самостоятельно в домашних условиях такой подвесной потолок устроить технически невозможно.
Произвести облицовку потолка бескаркасной конструкции сможет практически каждый. Облицовочные работы принято вести двумя способами: с устройством чернового каркаса и без него.Устройство плиточного потолка на черновом каркасе
Монтаж конструкции, как и в других случаях, подразделяется на несколько этапов:
– подготовка, разбивка и провешивание поверхности;
– подготовка материала;
– установка плиток.
Подготовка поверхности заключается лишь в ее очистке от пыли, это вызвано больше гигиеническими требованиями, а не технологическими. При подготовке плиток сортируют их по наличию пазов и выступов на боковых гранях, в прорези вставляют закладные крюки, соединенные крепежной скобкой (рис. 21).
Рис. 21. Подготовка плиток для устройства потолка: 1 – облицовочная плитка; 2 – закладные крюки; 3 – крепежная скоба.Разбивку и провешивание поверхности начинают с определения чистого уровня потолка. Для этого гибким уровнем определяют и отмечают линии низа потолка (по ним будут установлены пристенные опорные уголки). Затем с помощью рулетки и угольника на полу помещения определяют продольную и поперечную оси и закрепляют их причальными шнурами; по одну сторону от оси раскладывают плитки, определяя таким образом количество плиток в ряду. Ряды, примыкающие к стенам, заполняют неполномерными плитками.
После этого приступают к сооружению и установке чернового каркаса: для этого в потолке по каждому предполагаемому ряду (с шагом в ряду 1 м) закрепляют стальные штыри так, как это показано на рисунке 22.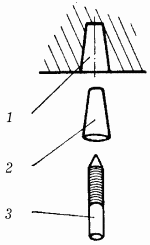
Рис. 22. Крепление чернового каркаса к потолку: 1 – отверстие в потолке; 2 – пластмассовая пробка; 3 – стальной штырь с резьбой.В потолке просверливают отверстия и забивают туда пластмассовые пробки от дюбелей или деревянные шпонки, в которые ввинчивают стальные штыри.
На стальных штырях закрепляют стальной пруток, выполняющий роль горизонтальной направляющей для крепления облицовочных плиток. По периметру стен по линиям низа потолка устанавливают опорные уголки. Черновой каркас для облицовки плитками потолка бескаркасной конструкции готов.
Следующий этап – непосредственно облицовка. Закрепив за опорные уголки на противоположных стенах причальный шнур для первого ряда (фиксирующий нижнюю плоскость потолка), от угла помещения начинают установку плит (рис. 23).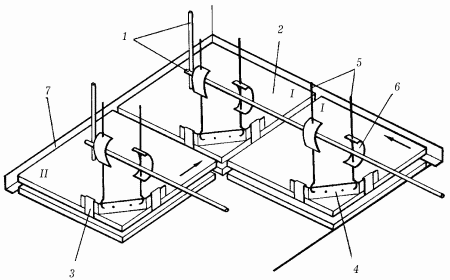
Рис. 23 Устройство плиточного потолка с использованием чернового каркаса: 1 – элементы чернового каркаса; 2 – облицовочные плитки; 3 – закладные крюки; 4 – крепежная скоба; 5 – вертикальная подвеска; 6 – согнутая (пружинная) пластина; 7 – пристенный опорный уголок.Первую плитку опирают двумя сторонами на уголки, а угол с установленными крепежными скобами с помощью вертикальной подвески и согнутой (пружинной) пластины крепят к горизонтальной направляющей чернового каркаса. Следующую плитку одной стороной опирают на пристенный опорный уголок, а выступ на ребре другой стороны совмещают с пазом уже установленной плитки. Свободный угол закрепляют (как и в первом случае) на горизонтальной направляющей чернового каркаса. И так далее до окончания ряда.
По ходу работы нужно следить за горизонтальностью плоскости подвесного потолка (для этого и нужен причальный шнур). Положение плиток, имеющих отклонение от горизонтали, регулируют смещением пружинной пластины по вертикальной подвеске.
Установка средних (не пристенных) плиток 2-го и последующих рядов отличается от установки плиток 1-го ряда тем, что 2 их стороны будут опираться не на пристенные уголки, а на пазы на ребрах ранее уложенных плиток.
По окончании облицовочных работ пристенные опорные уголки можно будет закрыть деревянным потолочным плинтусом.Устройство плиточного потолка без чернового каркаса
Подготовка поверхности потолка к укладке плиток и подготовка материала в данном случае полностью аналогичны предварительным работам при устройстве подвесного потолка с использованием чернового каркаса. Непосредственно облицовочные работы отличаются от способа облицовки с применением чернового каркаса весьма значительно.
Для начала по периметру помещения на стенах на уровне чистого потолка закрепляют опорные уголки. В потолке с шагом, равным длине плиток, просверливают отверстия, в которые забивают пластмассовые пробки от дюбелей либо деревянные шпонки. Затем с помощью дюбелей или шурупов ввинчивают в эти пробки или шпонки подвески для установки облицовочных плиток.
Работу начинают от угла помещения. Первую облицовочную плитку устанавливают следующим образом: 2 сторонами опирают на пристенные уголки, а свободный угол плитки надевают крепежной скобой на подвеску. Вторую плитку устанавливают одной стороной на опорный уголок, выступ другой стороны вставляют в паз уже установленной плитки, а свободный угол закрепляют на подвеску аналогично 1-й плитке. Дальнейшую облицовку производят по уже отработанной технологии (рис. 24).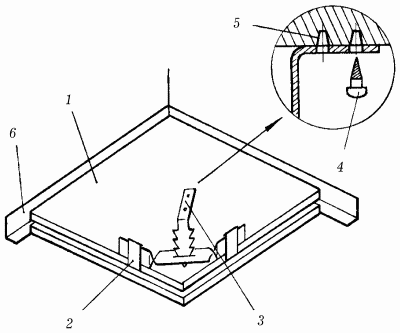
Рис. 24. Устройство плиточного потолка без применения чернового каркаса: 1 – облицовочные плитки; 2 – закладные крюки с крепежной скобой; 3 – подвеска; 4 – шуруп либо дюбель; 5 – пластмассовая пробка или деревянная шпонка; 6 – опорные уголки.Уход за плиточными потолками
Поскольку гипсовые материалы в достаточной степени обладают гигроскопичностью, то их не рекомендуется мыть. Пыль с таких поверхностей удаляют мягкой влажной ветошью, укрепленной на щетке с жесткой щетиной или на венике.
Облицовку в местах отслоения плиток ремонтируют, а треснувшие и сильно загрязненные плитки заменяют новыми (для этого следует оставлять запас материалов). В том случае, если при облицовке потолка были использованы минеральные плитки «Акмигран» и «Акминит», то уход за ними не допускает никакого контакта с водой, приемлема только сухая уборка с помощью пылесоса.Устройство реечных потолков
Реечный подвесной потолок (рис. 25) состоит из алюминиевых реек, загнутых по бокам. В основном в продаже бывают рейки длиной 3 и 4 м. В некоторых фирмах имеются специальные режущие станки, с помощью которых можно отрезать рейку любой длины. Ширина реек – 9, 10, 15, 20 см. Следует сказать, что чаще всего приобретают 10-сантиметровые рейки.
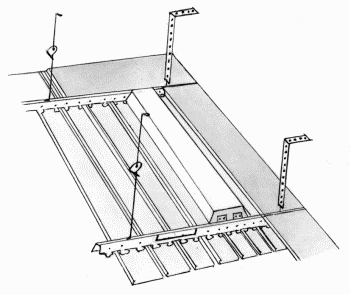
Рис. 25. Устройство реечного подвесного потолка.Другим важным параметром реек для подвесного потолка является их толщина. Чем толще рейка, тем надежнее будет потолок. Самая подходящая толщина для реек – 0,5 мм: этого будет достаточно для того, чтобы потолок не деформировался. Если рейки более тонкие, потолок может погнуться и на нем будут заметны вмятины.
Рейки для подвесных потолков бывают 3 типов:
– открытые;
– закрытые;
– со вставками.
Закрытые рейки (рис. 26) крепят встык, заводя друг за друга, в то время как между открытыми рейками остается небольшой зазор, который, однако, не заметен, если потолок высокий – около 5 м.
Рис. 26. Типы закрытых реек для подвесного потолка.Рейки со вставками (рис. 27) немного напоминают открытые, только расстояние между ними прикрывают узкие алюминиевые полоски.

Рис. 27. Рейки со вставками: а – изнаночная сторона; б – лицевая сторона.Рейки бывают самых разнообразных цветов, однако до сих пор самым популярным цветом остается белый.
При покупке потолка обращают внимание на то, чтобы рейки были упакованы в полиэтиленовую пленку, защищающую материал от царапин и повреждений во время транспортировки. Качественный товар продается именно так. Если потолок не упакован, имеет смысл отказаться от покупки. Все уважающие себя фирмы выпускают потолки на продажу только в полиэтиленовой упаковке.
Реечные потолки бывают открытыми и закрытыми. Основная особенность реечного потолка открытого типа состоит в наличии открытого пространства между декоративными панелями. Такие потолки, как правило, применяют в помещениях с высокими потолками. В обычных жилых помещениях такие потолки устанавливают очень редко, в основном из-за желания создать особое освещение: светильники на потолке должны быть развернуты таким образом, чтобы световой поток не попадал в межпотолочное пространство.
Существует 2 модификации реечных потолков открытого типа (рис. 28): 84 О и 84 О". В основном обе модели отличаются друг от друга шириной зазора между панелями: 6–16 см. Для моделирования таких элементов интерьера, как арки и переходы между разноуровневыми потолками в реечном потолке открытого типа используется стрингер AR.
Рис. 28. Модели потолков открытого типа: а – потолочная панель; б – стрингер; в – закрывающий профиль.Основное отличие потолка закрытого типа от открытого заключается в отсутствии открытого пространства между декоративными панелями. Потолок закрытого типа полностью скрывает внешние коммуникации – противопожарные, электрическую проводку. Реечные закрытые потолки выпускаются следующих типов (рис. 29): 84R, 15 °C и 84R (V).
Рис. 29. Модели потолков закрытого типа: а – потолочная панель; б – стрингер; в – закрывающий профиль.
К модели 84R относится профиль шириной 84 мм, с промежуточным профилем п-образной формы, шириной 16 мм.
К модели потолка 84R (V) относят широкий профиль шириной 84 мм, промежуточный профиль v-образной формы, шириной 16 мм. Указанные выше типы подвесных реечных потолков различаются по дизайну, но совмещаются с помощью стрингера R (подвесной системы), одинакового для всех типов. Для моделирования арок, волн и переходов между различными по высоте уровнями в реечном потолке закрытого типа применяется радиусный стрингер AR. Комплект подвесного потолка закрытого типа 150C включает в себя профили шириной 150 мм, крепление которых на стрингер производится стык в стык.Монтаж подвесных реечных потолков
В комплект подвесного потолка входят:
– собственно рейки;
– шина (каркас);
– плинтус.
Также к комплекту прилагается и инструкция по монтажу.
Кроме реек, важной составной частью конструкции является шина, представляющая собой стальную или алюминиевую планку с зубчиками, за которые цепляют рейки. Для каждого типа реек требуется особая шина, чтобы на готовом покрытии не было перекосов, щелей и изгибов. Кроме того, рейки одной фирмы нельзя крепить на шину другой.
Шину с прикрепленными к ней рейками цепляют за подвес, который можно регулировать по высоте. Это очень важная деталь всей конструкции: потолок получил свое название потому, что висит на подвесе. Следует помнить о том, что подвесные реечные потолки занимают достаточно много места (5–11 см высоты), и применение их в квартире с низкими потолками нецелесообразно.
Плинтус – это декоративная деталь, закрывающая стык между стеной и потолком.
Установку реечного подвесного потолка можно осуществить самостоятельно. Особых умений не потребуется. Главное – действовать очень осторожно, придерживаясь инструкции.
В том случае, если требуется объединить потолком два помещения, находящихся на разных уровнях, приобретают изогнутый подвесной реечный потолок (рис. 30).
Рис. 30. Рейки для изогнутого подвесного потолка.Весь ассортимент реечных потолков условно можно разделить на 5 групп:
– металлик;
– матовый;
– глянцевый;
– зеркальный;
– фактурный.
Цветовая гамма реечных потолков представлена 27 оттенками, причем для каждого вида поверхности есть определенное количество оттенков. Так, например, для матового – 9, для глянцевого – 2, для металлика – 10, для зеркального – 4, для фактурного – 2.
Существуют следующие варианты сборки реечных потолков (рис. 31):
– геометрический узор;
– разноуровневый потолок;
– зеркальный;
– комбинированный (совмещение реечного потолка с другими видами отделки, например, гипсокартоном);
– зональное разделение комнат;
– оформление арок;
– моделирование волн.
[ http://stroy-zametki.narod.ru/2_31.html#1]Тематики
EN
DE
FR
Русско-английский словарь нормативно-технической терминологии > подвесной потолок
-
120 приемо-сдаточные испытания НКУ
приемо-сдаточные испытания НКУ
-
[Интент]8.1.2 Приемо-сдаточные испытания (8.3)
Приемо-сдаточные испытания предназначены для обнаружения возможных дефектов, допущенных при изготовлении НКУ. Их проводят на каждом НКУ после его сборки или на каждой транспортной секции. Повторные испытания на месте монтажа не проводят.
Если типовые блоки изготавливаются одним предприятием и предназначаются исключительно для изготовителя, осуществляющего сборку НКУ в целом, то приемосдаточные испытания должен проводить изготовитель НКУ.
Приемо-сдаточные испытания включают в себя:
a) осмотр НКУ, включая проверку монтажа, и, в случае необходимости, испытание на работоспособность (8.3.1);
b) диэлектрические испытания (8.3.2);
c) проверку средств защиты и электрической непрерывности цепи защиты (8.3.3).
Эти испытания могут проводиться в любом порядке.
Примечание — Проведение приемо-сдаточных испытаний изготовителем НКУ не освобождает организацию, осуществляющую его установку, от необходимости проведения испытания НКУ после транспортирования и установки.
8.1.3 Испытания аппаратов и отдельных комплектующих, встроенных в НКУ
Типовые и приемо-сдаточные испытания не проводят для аппаратов или отдельных комплектующих, встроенных в НКУ, если их выбор проводился в соответствии с требованиями 7.6.1, а монтаж осуществлялся согласно инструкциям изготовителя.
[ ГОСТ 22789-94( МЭК 439-1-85)]
Параллельные тексты EN-RU
In addition to type tests the Standard requires also some routine tests.
These tests are carried out on each manufactured item to ascertain the lack of rough defects due to materials or assembling.
These are non destructive tests and can be carried out in the manufacturer’s factory for switchgear and controlgear supplied already wired or at the installation site after assembling.
The routine tests prescribed by the Standard IEC 60439-1 are:
• visual inspection of the assembly, including inspection of wiring
• electrical operation test
• verification of insulation resistance
• checking of the protective measures and of the electrical continuity of the protective circuits.
[ABB]В дополнение к типовым испытаниям стандарт требует проведения приемосдаточных испытаний.
Таким испытаниям подвергают каждое изготовленное НКУ для обнаружения возможных дефектов, допущенных при изготовлении.
Эти испытания являются неразрушающими и могут выполняться как на предприятии-изготовителе комплектных устройств (подготовленных к поставке НКУ с выполненным электромонтажом), так и на месте эксплуатации после их сборки.
В перечень приемосдаточных испытаний, проводимых на НКУ в соответствии со стандартом МЭК 60439-13, входят следующие проверки и испытания:
• осмотр НКУ, включая проверку электромонтажа;
• проверка электрической работоспособности
• проверка сопротивления изоляции;
• проверка средств защиты и электрической непрерывности цепи защиты.
[Перевод Интент]Тематики
- НКУ (шкафы, пульты,...)
EN
Русско-английский словарь нормативно-технической терминологии > приемо-сдаточные испытания НКУ
См. также в других словарях:
делавший сборку — прил., кол во синонимов: 1 • присборивавший (2) Словарь синонимов ASIS. В.Н. Тришин. 2013 … Словарь синонимов
собиравший в сборку — прил., кол во синонимов: 2 • сборивший (2) • собиравший сборками (2) Словарь синонимов ASIS. В.Н. Тришин. 2013 … Словарь синонимов
собравший в сборку — прил., кол во синонимов: 1 • сосборивший (1) Словарь синонимов ASIS. В.Н. Тришин. 2013 … Словарь синонимов
собранный в сборку — прил., кол во синонимов: 1 • сосборенный (2) Словарь синонимов ASIS. В.Н. Тришин. 2013 … Словарь синонимов
технический ярлык на тепловыделяющую сборку Комиссии по ядерному регулированию США — — [А.С.Гольдберг. Англо русский энергетический словарь. 2006 г.] Тематики энергетика в целом EN NRC fuel assembly docket … Справочник технического переводчика
ТЕСТ НА СБОРКУ ПРЕДМЕТОВ — Общий термин для обозначения любого теста, в котором от субъекта требуется собрать объекты, которые были предварительно разобраны … Толковый словарь по психологии
Тяжёлый понтонно-мостовой парк — 50 тонный перевозной паром Производитель … Википедия
Сборка машин — соединение в определённой последовательности и закрепление деталей, подузлов и узлов для получения машины, удовлетворяющей её назначению. Узлом называют разъёмное или неразъёмное соединение составных частей изделия. Характерным признаком… … Большая советская энциклопедия
Сборки игр серии S.T.A.L.K.E.R. — Содержание 1 Сборка 1098 1.1 Содержание 2 Сборка 1114 2.1 Содержание … Википедия
ОРГАНИЧЕСКИЙ СИНТЕЗ — раздел орг. химии, в к ром рассматриваются пути и методы искусств. создания орг. соед. в лаб. и пром. масштабах. Широко применим в лаб. условиях (гл. обр. для исследоват. целей) и в пром сти (см. Основной органический синтез. Тонкий органический… … Химическая энциклопедия
Volga Siber — / Волга Сайбер … Википедия