-
1 локальная аномалия силы тяжести
локальная аномалия силы тяжести
Высокочастотная составляющая аномального поля силы тяжести, выделяемая для решения конкретной геологической задачи.
[ ГОСТ Р 52334-2005 ]Тематики
EN
DE
FR
Русско-французский словарь нормативно-технической терминологии > локальная аномалия силы тяжести
-
2 контакт-деталь
контакт-деталь
Одна из токопроводящих частей 1), образующих контакт.
МЭК 60050(441-15-06).
[ ГОСТ Р 50030. 1-2000 ( МЭК 60947-1-99)]
1) Должно быть проводящих
[Интент]
контакт-деталь
Деталь, соприкасающаяся с другой при образовании электрического контакта
[ ГОСТ 14312-79]EN
contact (piece)
one of the conductive parts forming a contact
[IEV number 441-15-06 ]FR
(pièce de) contact
une des pièces conductrices formant un contact
[IEV number 441-15-06 ]1. Коммутирующая электрическая контакт-деталь
[IEV number 444-04-06]EN
- Contact set - контактная группа
-
Ouput circuit - выходная цепь
contact circuit - цепь контакта
contact - контакт - Contact member - контактный элемент (контактная пружина)
- рабочая поверхность контакт-детали
-
Contact (piece) - контакт деталь
FR
- Jeu de contacts - контактная группа
-
Circuit de sortie - выходная цепь
circuit de contact - цепь контакта
contact - контакт - Element de contact - контактный элемент (контактная пружина)
- рабочая поверхность контакт-детали
-
Piece de contact - контакт-деталь
[Перевод Интент]
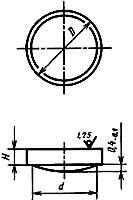
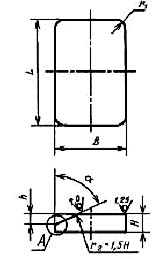
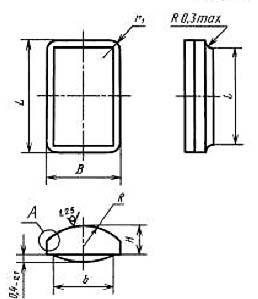
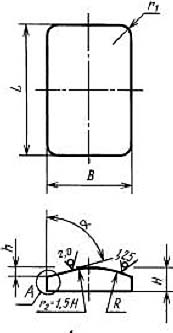
Типы коммутирующих электрических контакт-деталей (контактов) по ГОСТ 3884-77
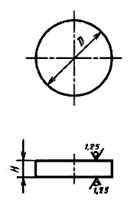
ПП - с плоской рабочей и нерабочей поверхностями
ПР - с плоской рабочей поверхностью и с рельефом для сварки (сферическим или цилиндрическим) со стороны нерабочей поверхности
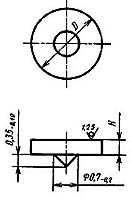
ПШ - с плоской рабочей поверхностью и с коническим шипом на нерабочей поверхности
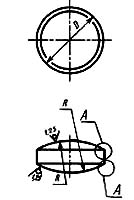
СС - со сферической рабочей и сферической нерабочей поверхностями
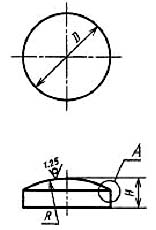
СП - со сферической рабочей поверхностью и плоской нерабочей поверхностью
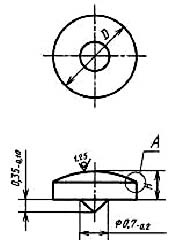
СШ - со сферической рабочей поверхностью и коническим шипом на нерабочей поверхности
СР - со сферической рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ПуП - с усеченной плоской рабочей поверхностью и плоской нерабочей поверхностью
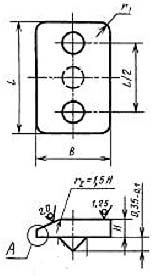
ПуШ - с усеченной плоской рабочей поверхностью и коническим шипом на нерабочей поверхности
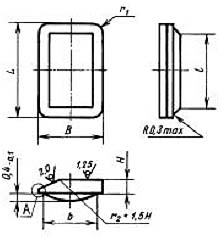
ПуР - с усеченной плоской рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
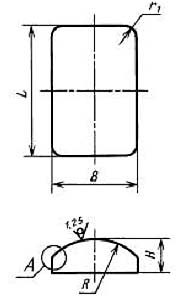
ЦП - с цилиндрической рабочей поверхностью и плоской нерабочей поверхностью
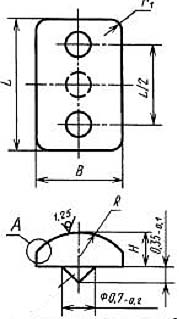
ЦШ - с цилиндрической рабочей поверхностью и коническим шипом на нерабочей поверхности
ЦР - с цилиндрической рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ЦуП - с усеченной цилиндрической рабочей поверхностью и плоской нерабочей поверхностью
ЦуШ - с усеченной цилиндрической рабочей поверхностью и коническим шипом на нерабочей поверхности
2. Контакт-деталь электрического соединителя

Рис. Tyco Electronics
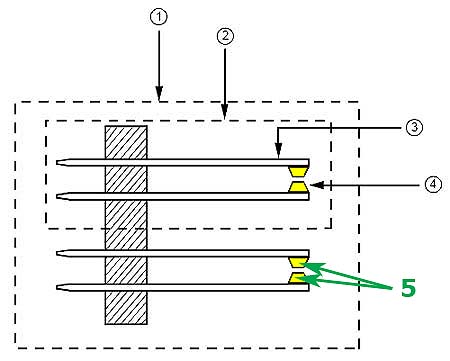
Извлекаемые штампованные контакты электрического соединителя:
1 - Гнездовая контакт-деталь (гнездовой контакт)
2 - Штыревая контакт-деталь (штыревой контакт)3. Контакт-деталь, как часть разборного или неразборного контактного электрического соединения
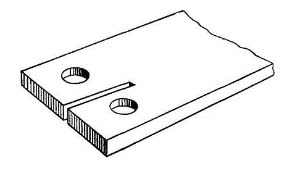
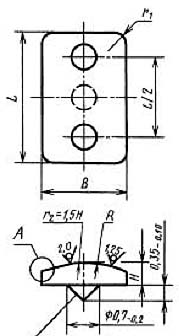
Требования к подготовке рабочих поверхностей контакт-деталей
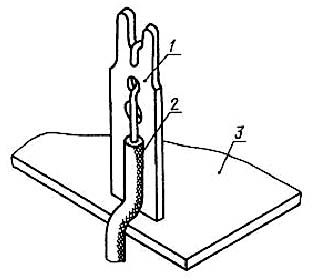
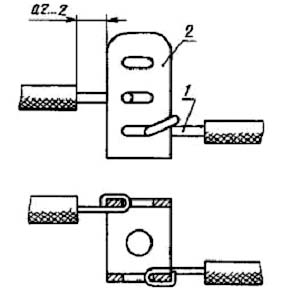
1. Контакт-детали, имеющие два и более отверстий под болты в поперечном ряду, рекомендуется выполнять с продольными разрезами, как показано на чертеже.
2. Рабочие поверхности контакт-деталей разборных контактных соединений и неразборных контактных соединений с линейной арматурой непосредственно перед сборкой должны быть подготовлены:
- медные без покрытия и алюмомедные - зачищены.
При зачистке алюмомедных проводов не должна быть повреждена медная оболочка;
- алюминиевые и из алюминиевых сплавов - зачищены и смазаны нейтральной смазкой (вазелин КВЗ по ГОСТ 15975-70, ЦИАТИМ-221 по ГОСТ 9433-80 или другими смазками с аналогичными свойствами).
Рекомендуемое время между зачисткой и смазкой не более 1 ч;
- рабочие поверхности, имеющие защитные металлические покрытия, - промыты органическим растворителем.
3. Рабочие поверхности медных контакт-деталей, соединяемых способом опрессовки, должны быть зачищены, если иное не указано в стандартах или технических условиях на конкретные виды электротехнических устройств.
Рабочие поверхности алюминиевых контакт-деталей должны быть зачищены и смазаны кварцевазелиновой пастой или другими смазками, пастами и компаундами с аналогичными свойствами.
4. Поверхности контакт-деталей, соединяемых сваркой или пайкой, должны быть предварительно зачищены, обезжирены или протравлены.
[ ГОСТ 10434-82]4. Контакт-деталь, устанавливаемая на печатной плате для присоединения проводов
Тематики
EN
DE
FR
Русско-французский словарь нормативно-технической терминологии > контакт-деталь
См. также в других словарях:
ГОСТ 9433-80 — 3 с. (1) Смазка ЦИАТИМ 221. Технические условия Взамен: ГОСТ 9433 60 Изменение №1/ИУС 11 1982 Изменение №2/ИУС 7 1986 Изменение №3/ИУС 7 1991 раздел 75.100 … Указатель национальных стандартов 2013
ГОСТ 9433-80 — Смазка ЦИАТИМ 221. Технические условия. Взамен ГОСТ 9433 60 [br] НД чинний: від 1982 01 01 Зміни: (1 XI 82); (2 VII 86); (3 VII 91) Технічний комітет: ТК 38 Мова: Ru Метод прийняття: Кількість сторінок: 4 Код НД згідно з ДК 004: 75.100 … Покажчик національних стандартів
ГОСТ 22091.4-86 — 14 с. (3) Приборы рентгеновские. Методы измерения напряжения рентгеновской трубки Взамен: ГОСТ 21817.2 76; ГОСТ 22091.4 76 раздел 19.100 … Указатель национальных стандартов 2013
ГОСТ 23481-79 — Мясо птицы. Метод гистологического анализа [br] НД чинний: від 1980 07 01 Зміни: (1 II 85); (2 IV 90) Технічний комітет: ТК 140 Мова: Ru Метод прийняття: Кількість сторінок: 6 Код НД згідно з ДК 004: 67.120.20 … Покажчик національних стандартів
9433 — ГОСТ 9433{ 80} Смазка ЦИАТИМ 221. Технические условия. ОКС: 75.100 КГС: Б32 Смазки антифрикционные термостойкие, морозостойкие, противозадирные и химически стойкие Взамен: ГОСТ 9433 60 Действие: С 01.01.82 Изменен: ИУС 11/82, 7/86, 7/91… … Справочник ГОСТов
23785.2 — ГОСТ 23785.2{ 2001} Ткань кордная. Метод определения толщины. ОКС: 59.080.30 КГС: М99 Методы испытаний. Упаковка. Маркировка Взамен: ГОСТ 23785.2 79 Действие: С 01.12.2002 Текст документа: ГОСТ 23785.2 «Ткань кордная. Метод определения толщины.» … Справочник ГОСТов
Временное уплотнение каналов телеметрической системы — 62. Временное уплотнение каналов телеметрической системы Временное уплотнение Е.Time division multiplex Метод уплотнения каналов телеметрической системы, обеспечивающий передачу по одному каналу связи сообщений нескольких источников информации… … Словарь-справочник терминов нормативно-технической документации
Сварка дуговая под флюсом проволочным электродом — – дуговая сварка под флюсом, при которой используют только один проволочный электрод. [ГОСТ Р ИСО 857 1 2009] Рубрика термина: Сварка Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги, А … Энциклопедия терминов, определений и пояснений строительных материалов
75.100 — Мастила, технічні оливи та суміжна з ними продукція ГОСТ 9.052 88 ЕСЗКС. Масла и смазки. Методы лабораторных испытаний на стойкость к воздействию плесневых грибов. Взамен ГОСТ 9.052 75 ГОСТ 9.054 75 ЕСЗКС. Консервационные масла, смазки и… … Покажчик національних стандартів
Требования — 5.2 Требования к вертикальной разметке 5.2.1 На поверхность столбиков, обращенную в сторону приближающихся транспортных средств, наносят вертикальную разметку по ГОСТ Р 51256 в виде полосы черного цвета (рисунки 9 и 10) и крепят световозвращатели … Словарь-справочник терминов нормативно-технической документации
75.100 — Смазки, индустриальные масла и связанные с ними продукты ГОСТ 4.23 83 ГОСТ 4.24 84 ГОСТ 9.052 88 ГОСТ 9.054 75 ГОСТ 9.080 77 ГОСТ 9.082 77 ГОСТ 9.085 78 ГОСТ 9.512 96 … Указатель национальных стандартов 2013