-
41 холм
hill имя существительное: -
42 происхождение
origin имя существительное:provenance (происхождение, источник)provenience (происхождение, источник) -
43 malcontento
m. -
44 черланымаш
черланымашГ.: церлӓнӹмӓшсущ. от черланаш1. заболевание; возникновение болезниКокыртыш дене черланымаш заболевание кашлем.
Грипп дене черланымаш пеш тӱрлын лиеш. «Мар. ӱдыр.» Заболевание гриппом происходит по-разному.
Кодшо ийын йоча-влак коклаште пионер лагерьлаште черланымашат лиеден. «Мар. ком.» В прошлом году среди детей в пионерских лагерях случались и заболевания.
Сравни с:
туешкымаш2. заболеваемость; количество заболеванийЧерланымаш шукеммаш увеличение заболеваемости.
Совет власть ийлаште трахом дене черланымаш палынак иземын. «Мар. ком.» В годы Советской власти заболеваемость трахомой заметно снизилась.
Республикыште эпидемический кугылогар чер дене черланымаш але кугу верым налын шога. «Мар. ком.» Заболеваемость эпидемическим зобом в республике занимает ещё большое место.
-
45 шарымаш
шарымашГ.: шӓрӹмӓшсущ. от шараш1. настил, настилка; расстилание, расстил, расстилка, постилкаКӱвар шарымаш настил полов.
Йытыным шарымаште эн сай примерым кумшо полеводческий бригаде ончыктен. «Мар. ком.» При расстилке льна самый лучший пример показала третья полеводческая бригада.
2. распространение; превращение кем-л. чего-л. в доступное, известное для многихПаша лектышым нӧлталшаш верч кучедалмаште ончыл опытым шарымаш кугу верым налын шогышаш. «Мар. ком.» В борьбе за повышение производительности труда большое место должно занимать распространение передового опыта.
3. распространение; раздача, продажа многим лицам, во многих местахЛотерейым шарымашке ятыр тӱжем активист ушалтеш. «Мар. ком.» К распространению лотереи будет привлечено много тысяч активистов.
4. растягивание, расширение, увеличение ширины чего-л.Портышкемым шарымаш растягивание валенок.
5. мощение; покрытие поверхности чего-л. камнем, досками и т. дКорным шарымаш мощение дороги.
6. перен. развёртывание; расширение кем-л. действия чего-л.Наступленийым шарымаш развёртывание наступления;
соревнованийым шарымаш развёртывание соревнования.
7. перен. расширение, углублениеЭкономический кылым шарымаш расширение экономических связей;
кругозорым шарымаш расширение кругозора.
8. перен. размножение (о животных), продолжение (своего рода)Тукымым шарымаш продолжение рода.
-
46 черланымаш
Г. церлӓ́нӹмӓш сущ. от черланаш1. заболевание; возникновение болезни. Кокыртыш дене черланымаш заболевание кашлем.□ Грипп дене черланымаш пеш тӱрлын лиеш. «Мар. ӱдыр.». Заболевание гриппом происходит по-разному. Кодшо ийын йоча-влак коклаште пионер лагерьлаште черланымашат лиеден. «Мар. ком.». В прошлом году среди детей в пионерских лагерях случались и заболевания. Ср. туешкымаш.2. заболеваемость; количество заболеваний. Черланымаш шукеммаш увеличение заболеваемости.□ Совет власть ийлаште трахом дене черланымаш палынак иземын. «Мар. ком.». В годы Советской власти заболеваемость трахомой заметно снизилась. Республикыште эпидемический кугылогар чер дене черланымаш але кугу верым налын шога. «Мар. ком.». Заболеваемость эпидемическим зобом в республике занимает ещё большое место.Словарь. марийско-русский язык (Марла-рушла мутер) > черланымаш
-
47 шарымаш
Г. шӓ́рӹ мӓш сущ. от шараш1. настил, настилка; расстилание, расстил, расстилка, постилка. Кӱ вар шарымаш настил полов.□ Йытыным шарымаште эн сай примерым кумшо полеводческий бригаде ончыктен. «Мар. ком.». При расстилке льна самый лучший пример показала третья полеводческая бригада.2. распространение; превращение кем-л. чего-л. в доступное, известное для многих. Паша лектышым нӧ лталшаш верч кучедалмаште ончыл опытым шарымаш кугу верым налын шогышаш. «Мар. ком.». В борьбе за повышение производительности труда большое место должно занимать распространение передового опыта.3. распространение; раздача, продажа многим лицам, во многих местах. Лотерейым шарымашке ятыр тӱ жем активист ушалтеш. «Мар. ком.». К распространению лотереи будет привлечено много тысяч активистов.4. растягивание, расширение, увеличение ширины чего-л. Портышкемым шарымаш растягивание валенок.5. мощение; покрытие поверхности чего-л. камнем, досками и т. д. Корным шарымаш мощение дороги.6. перен. развёртывание; расширение кем-л. действия чего-л. Наступленийым шарымаш развёртывание наступления; соревнованийым шарымаш развёртывание соревнования.7. перен. расширение, углубление. Экономический кылым шарымаш расширение экономических связей; кругозорым шарымаш расширение кругозора.8. перен. размножение (о животных), продолжение (своего рода). Тукымым шарымаш продолжение рода.Словарь. марийско-русский язык (Марла-рушла мутер) > шарымаш
-
48 касрат
кн. 1. многочисленность, обильностьмножество, большое количествообилие, изобилие2. прибавление, увеличение, прирост -
49 payment
[ˈpeɪmənt]accommodation payment плата за жилье additional payment дополнительный платеж additional payment последующий платеж advance payment авансовый платеж advance payment внесение аванса advance payment досрочная выплата (долга) advance payment досрочный платеж advance payment of salary досрочная выдача заработной платы after tax payment платеж за вычетом налога after tax payment платеж после уплаты налога against payment после оплаты against payment после получения денег all-inclusive payment оплата всех услуг annual payment годовая плата annual payment ежегодная плата annual payment ежегодный платеж annuity payment выплата аннуитета annuity payment ежегодная выплата anticipated payment досрочный платеж anticipated payment оплата, сделанная раньше срока balloon payment погашение кредита один раз полной суммой balloon payment последний платеж в погашение кредита, который значительно больше предыдущих bonus payment выплата премии book payment оплата по книгам capital payment выплата по инвестициям capital payment платеж капитала care payment выплаты по уходу carry-over payment отсроченный платеж cashless payment безналичная оплата child maintenance payment сем.право плата на содержание ребенка claim corrective payment требовать изменения платежа compensatory payment компенсаторная выплата compensatory payment компенсационный платеж corrective payment дополнительный платеж corruptive payment взятка currency used for payment валюта, используемая для платежа customary mode of payment обычный способ платежа deferred payment отсроченный платеж deficiency payment покрытие дефицита delivery against payment доставка за плату direct pension payment непосредственная выплата пенсии discharge payment выплаты по увольнению, выходное пособие dividend payment выплата дивидендов dividend payment дивиденд к оплате early payment предварительная оплата effect payment осуществлять платеж energy payment плата за энергию equalization payment уравнивающий платеж erroneous payment неверный платеж ex gratia payment добровольный платеж ex-gratia payment добровольный платеж exact payment требовать плату excess payment дополнительный платеж excess payment переплата failing payment просроченный платеж fictitious payment фиктивный платеж final payment окончательный платеж foreign interest payment уплата процентов за рубежом golden parachute payment большое выходное пособие graduated mortgage payment закладная с возрастающей суммой выплат в счет погашения holiday payment отпускное вознаграждение immediate payment немедленная уплата immediate payment срочный платеж indemnity payment гарантийный платеж initial margin payment бирж. первоначальная выплата маржи instalment payment очередной платеж при покупке в рассрочку instalment payment платеж в рассрочку instalment payment plan график платежей при покупке в рассрочку insurance payment страховой платеж payment уплата, платеж, плата; взнос; interest payment выплата процентов interest payment выплата процентов interim payment предварительный платеж internal payment внутренний платеж intragroup payment внутрифирменный платеж lease payment плата за аренду life annuity payment выплата пожизненной ренты, пожизненной пенсии lump sum payment единовременная выплата lump sum payment погашение нескольких платежей единовременной выплатой lump-sum payment крупная выплата maintenance payment выплата алиментов make a payment производить платеж merchandise payment оплата товаров minimum payment минимальная выплата minimum payment минимальный платеж money payment денежный платеж monthly payment ежемесячный платеж net payment чистая сумма платежей once-only payment разовый платеж one-off payment разовый платеж one-time payment разовый платеж outstanding payment просроченный платеж overall payment полный платеж overdue payment просроченный платеж overtime payment плата за сверхурочную работу part payment частичный платеж partial payment частичный платеж payment возмездие payment вознаграждение; возмездие payment вознаграждение payment наказание payment оплата payment плата payment платеж payment погашение долга payment получение денег payment уплата, платеж, плата; взнос; interest payment выплата процентов payment уплата payment at settling period платеж в расчетном периоде payment buy result оплата по результатам работы payment by cheque оплата чеком payment by instalments платеж в рассрочку payment by instalments платеж частями payment by merit поощрительная оплата труда payment by results оплата по результатам payment by users оплата потребителями payment for commodities оплата товаров payment for honour supra protest оплата третьим лицом опротестованного векселя payment for merchandise оплата товаров payment in advance оплата авансом payment in arrears остаточный платеж payment in arrears просроченный платеж payment in cash оплата наличными payment in full полный платеж payment in kind оплата натурой payment in kind оплата товарами и услугами payment of benefit выплата пособия payment of bill погашение векселя payment of cheque оплата чеком payment of claim платеж по иску payment of company taxes уплата налогов с доходов компании payment of damages возмещение убытков payment of dividend выплата дивиденда payment of excise duties уплата акцизных сборов payment of instalment and interest выплата очередного взноса и процентов payment of interim dividend выплата предварительного дивиденда payment of interim dividend выплата промежуточного дивиденда payment of margin выплата маржи payment of pension contribution выплата взноса в пенсионный фонд payment of principal and interest выплата основной суммы и процентов payment of refunds in advance возврат переплат авансом payment of salary in advance выплата заработной платы авансом payment of salary in arrears выплата заработной платы под расчет payment of taxes for prior years уплата налогов за предыдущие годы payment of wages выплата заработной платы payment on account for goods оплата товаров по безналичному расчету payment on quantum meruit оплата по справедливой оценке payment on sight оплата после предъявления payment to owner платеж владельцу penalty payment уплата штрафа pension payment выплата пенсии pension payment пенсионная выплата piecework payment сдельная оплата post-tax payment платеж после удержания налогов premium payment выплата премий premium payment выплата страховой премии premium payment уплата страховых взносов principal payment основной платеж progress payment промежуточная выплата progress payment увеличение кредита по мере строительства объекта prompt payment немедленный платеж provisional payment предварительный платеж punctual payment платеж в срок recorded payment зарегистрированный платеж redundancy payment выходное пособие redundancy payment пособие по безработице refuse payment отказываться от уплаты registered payment зарегистрированный платеж royalty payment уплата роялти running payment текущий платеж salary payment выдача заработной платы service payment оплата услуг stop payment остановка оплаты чека лицом, которое его выписало stop payment приостановленный платеж по чеку stop: payment прекращать(ся); кончать(ся); stop grumbling! перестаньте ворчать!; to stop payment прекратить платежи, обанкротиться supplementary payment дополнительный платеж supplementary payment последующий платеж tax payment выплата налоговых сумм tax payment уплата налогов time payment повременная оплата trade payment плата за товары transfer payment передаточный платеж transfer payment трансфертный платеж wage payment выплата заработной платы welfare payment государственное пособие -
50 программируемый логический контроллер
- speicherprogrammierbare Steuerung, f
программируемый логический контроллер
ПЛК
-
[Интент]
контроллер
Управляющее устройство, осуществляющее автоматическое управление посредством программной реализации алгоритмов управления.
[Сборник рекомендуемых терминов. Выпуск 107. Теория управления.
Академия наук СССР. Комитет научно-технической терминологии. 1984 г.]EN
storage-programmable logic controller
computer-aided control equipment or system whose logic sequence can be varied via a directly or remote-control connected programming device, for example a control panel, a host computer or a portable terminal
[IEV ref 351-32-34]FR
automate programmable à mémoire
См. также:
équipement ou système de commande assisté par ordinateur dont la séquence logique peut être modifiée directement ou par l'intermédiaire d'un dispositif de programmation relié à une télécommande, par exemple un panneau de commande, un ordinateur hôte ou un terminal de données portatif
[IEV ref 351-32-34]
- архитектура контроллера;
- производительность контроллера;
- время реакции контроллера;
КЛАССИФИКАЦИЯ
Основным показателем ПЛК является количество каналов ввода-вывода. По этому признаку ПЛК делятся на следующие группы:- нано- ПЛК (менее 16 каналов);
- микро-ПЛК (более 16, до 100 каналов);
- средние (более 100, до 500 каналов);
- большие (более 500 каналов).
- моноблочными - в которых устройство ввода-вывода не может быть удалено из контроллера или заменено на другое. Конструктивно контроллер представляет собой единое целое с устройствами ввода-вывода (например, одноплатный контроллер). Моноблочный контроллер может иметь, например, 16 каналов дискретного ввода и 8 каналов релейного вывода;
- модульные - состоящие из общей корзины (шасси), в которой располагаются модуль центрального процессора и сменные модули ввода-вывода. Состав модулей выбирается пользователем в зависимости от решаемой задачи. Типовое количество слотов для сменных модулей - от 8 до 32;
- распределенные (с удаленными модулями ввода-вывода) - в которых модули ввода-вывода выполнены в отдельных корпусах, соединяются с модулем контроллера по сети (обычно на основе интерфейса RS-485) и могут быть расположены на расстоянии до 1,2 км от процессорного модуля.
Многие контроллеры имеют набор сменных процессорных плат разной производительности. Это позволяет расширить круг потенциальных пользователей системы без изменения ее конструктива.
По конструктивному исполнению и способу крепления контроллеры делятся на:- панельные (для монтажа на панель или дверцу шкафа);
- для монтажа на DIN-рейку внутри шкафа;
- для крепления на стене;
- стоечные - для монтажа в стойке;
- бескорпусные (обычно одноплатные) для применения в специализированных конструктивах производителей оборудования (OEM - "Original Equipment Manufact urer").
По области применения контроллеры делятся на следующие типы:- универсальные общепромышленные;
- для управления роботами;
- для управления позиционированием и перемещением;
- коммуникационные;
- ПИД-контроллеры;
- специализированные.
По способу программирования контроллеры бывают:- программируемые с лицевой панели контроллера;
- программируемые переносным программатором;
- программируемые с помощью дисплея, мыши и клавиатуры;
- программируемые с помощью персонального компьютера.
Контроллеры могут программироваться на следующих языках:- на классических алгоритмических языках (C, С#, Visual Basic);
- на языках МЭК 61131-3.
Контроллеры могут содержать в своем составе модули ввода-вывода или не содержать их. Примерами контроллеров без модулей ввода-вывода являются коммуникационные контроллеры, которые выполняют функцию межсетевого шлюза, или контроллеры, получающие данные от контроллеров нижнего уровня иерархии АСУ ТП. Контроллеры для систем автоматизации
Слово "контроллер" произошло от английского "control" (управление), а не от русского "контроль" (учет, проверка). Контроллером в системах автоматизации называют устройство, выполняющее управление физическими процессами по записанному в него алгоритму, с использованием информации, получаемой от датчиков и выводимой в исполнительные устройства.
Первые контроллеры появились на рубеже 60-х и 70-х годов в автомобильной промышленности, где использовались для автоматизации сборочных линий. В то время компьютеры стоили чрезвычайно дорого, поэтому контроллеры строились на жесткой логике (программировались аппаратно), что было гораздо дешевле. Однако перенастройка с одной технологической линии на другую требовала фактически изготовления нового контроллера. Поэтому появились контроллеры, алгоритм работы которых мог быть изменен несколько проще - с помощью схемы соединений реле. Такие контроллеры получили название программируемых логических контроллеров (ПЛК), и этот термин сохранился до настоящего времени. Везде ниже термины "контроллер" и "ПЛК" мы будем употреблять как синонимы.
Немного позже появились ПЛК, которые можно было программировать на машинно-ориентированном языке, что было проще конструктивно, но требовало участия специально обученного программиста для внесения даже незначительных изменений в алгоритм управления. С этого момента началась борьба за упрощение процесса программирования ПЛК, которая привела сначала к созданию языков высокого уровня, затем - специализированных языков визуального программирования, похожих на язык релейной логики. В настоящее время этот процесс завершился созданием международного стандарта IEC (МЭК) 1131-3, который позже был переименован в МЭК 61131-3. Стандарт МЭК 61131-3 поддерживает пять языков технологического программирования, что исключает необходимость привлечения профессиональных программистов при построении систем с контроллерами, оставляя для них решение нестандартных задач.
В связи с тем, что способ программирования является наиболее существенным классифицирующим признаком контроллера, понятие "ПЛК" все реже используется для обозначения управляющих контроллеров, которые не поддерживают технологические языки программирования. Жесткие ограничения на стоимость и огромное разнообразие целей автоматизации привели к невозможности создания универсального ПЛК, как это случилось с офисными компьютерами. Область автоматизации выдвигает множество задач, в соответствии с которыми развивается и рынок, содержащий сотни непохожих друг на друга контроллеров, различающихся десятками параметров.
Выбор оптимального для конкретной задачи контроллера основывается обычно на соответствии функциональных характеристик контроллера решаемой задаче при условии минимальной его стоимости. Учитываются также другие важные характеристики (температурный диапазон, надежность, бренд изготовителя, наличие разрешений Ростехнадзора, сертификатов и т. п.).
Несмотря на огромное разнообразие контроллеров, в их развитии заметны следующие общие тенденции:- уменьшение габаритов;
- расширение функциональных возможностей;
- увеличение количества поддерживаемых интерфейсов и сетей;
- использование идеологии "открытых систем";
- использование языков программирования стандарта МЭК 61131-3;
- снижение цены.
[ http://bookasutp.ru/Chapter6_1.aspx]
Программируемый логический контроллер (ПЛК, PLC) – микропроцессорное устройство, предназначенное для управления технологическим процессом и другими сложными технологическими объектами.
Принцип работы контроллера состоит в выполнение следующего цикла операций:
1. Сбор сигналов с датчиков;
2. Обработка сигналов согласно прикладному алгоритму управления;
3. Выдача управляющих воздействий на исполнительные устройства.
В нормальном режиме работы контроллер непрерывно выполняет этот цикл с частотой от 50 раз в секунду. Время, затрачиваемое контроллером на выполнение полного цикла, часто называют временем (или периодом) сканирования; в большинстве современных ПЛК сканирование может настраиваться пользователем в диапазоне от 20 до 30000 миллисекунд. Для быстрых технологических процессов, где критична скорость реакции системы и требуется оперативное регулирование, время сканирования может составлять 20 мс, однако для большинства непрерывных процессов период 100 мс считается вполне приемлемым.
Аппаратно контроллеры имеют модульную архитектуру и могут состоять из следующих компонентов:
1. Базовая панель ( Baseplate). Она служит для размещения на ней других модулей системы, устанавливаемых в специально отведенные позиции (слоты). Внутри базовой панели проходят две шины: одна - для подачи питания на электронные модули, другая – для пересылки данных и информационного обмена между модулями.
2. Модуль центрального вычислительного устройства ( СPU). Это мозг системы. Собственно в нем и происходит математическая обработка данных. Для связи с другими устройствами CPU часто оснащается сетевым интерфейсом, поддерживающим тот или иной коммуникационный стандарт.
3. Дополнительные коммуникационные модули. Необходимы для добавления сетевых интерфейсов, неподдерживаемых напрямую самим CPU. Коммуникационные модули существенно расширяют возможности ПЛК по сетевому взаимодействию. C их помощью к контроллеру подключают узлы распределенного ввода/вывода, интеллектуальные полевые приборы и станции операторского уровня.
4. Блок питания. Нужен для запитки системы от 220 V. Однако многие ПЛК не имеют стандартного блока питания и запитываются от внешнего. Рис.1. Контроллер РСУ с коммуникациями Profibus и Ethernet.
Рис.1. Контроллер РСУ с коммуникациями Profibus и Ethernet.
Иногда на базовую панель, помимо указанных выше, допускается устанавливать модули ввода/вывода полевых сигналов, которые образуют так называемый локальный ввод/вывод. Однако для большинства РСУ (DCS) характерно использование именно распределенного (удаленного) ввода/вывода.
Отличительной особенностью контроллеров, применяемых в DCS, является возможность их резервирования. Резервирование нужно для повышения отказоустойчивости системы и заключается, как правило, в дублировании аппаратных модулей системы. Рис. 2. Резервированный контроллер с коммуникациями Profibus и Ethernet.
Рис. 2. Резервированный контроллер с коммуникациями Profibus и Ethernet.
Резервируемые модули работают параллельно и выполняют одни и те же функции. При этом один модуль находится в активном состоянии, а другой, являясь резервом, – в режиме “standby”. В случае отказа активного модуля, система автоматически переключается на резерв (это называется “горячий резерв”).
Обратите внимание, контроллеры связаны шиной синхронизации, по которой они мониторят состояние друг друга. Это решение позволяет разнести резервированные модули на значительное расстояние друг от друга (например, расположить их в разных шкафах или даже аппаратных).
Допустим, в данный момент активен левый контроллер, правый – находится в резерве. При этом, даже находясь в резерве, правый контроллер располагает всеми процессными данными и выполняет те же самые математические операции, что и левый. Контроллеры синхронизированы. Предположим, случается отказ левого контроллера, а именно модуля CPU. Управление автоматически передается резервному контроллеру, и теперь он становится главным. Здесь очень большое значение имеют время, которое система тратит на переключение на резерв (обычно меньше 0.5 с) и отсутствие возмущений (удара). Теперь система работает на резерве. Как только инженер заменит отказавший модуль CPU на исправный, система автоматически передаст ему управление и возвратится в исходное состояние.
На рис. 3 изображен резервированный контроллер S7-400H производства Siemens. Данный контроллер входит в состав РСУ Simatic PCS7. Рис. 3. Резервированный контроллер S7-400H. Несколько другое техническое решение показано на примере резервированного контроллера FCP270 производства Foxboro (рис. 4). Данный контроллер входит в состав системы управления Foxboro IA Series.
Рис. 3. Резервированный контроллер S7-400H. Несколько другое техническое решение показано на примере резервированного контроллера FCP270 производства Foxboro (рис. 4). Данный контроллер входит в состав системы управления Foxboro IA Series. Рис. 4. Резервированный контроллер FCP270.
Рис. 4. Резервированный контроллер FCP270.
На базовой панели инсталлировано два процессорных модуля, работающих как резервированная пара, и коммуникационный модуль для сопряжения с оптическими сетями стандарта Ethernet. Взаимодействие между модулями происходит по внутренней шине (тоже резервированной), спрятанной непосредственно в базовую панель (ее не видно на рисунке).
На рисунке ниже показан контроллер AC800M производства ABB (часть РСУ Extended Automation System 800xA). Рис. 5. Контроллер AC800M.
Рис. 5. Контроллер AC800M.
Это не резервированный вариант. Контроллер состоит из двух коммуникационных модулей, одного СPU и одного локального модуля ввода/вывода. Кроме этого, к контроллеру можно подключить до 64 внешних модулей ввода/вывода.
При построении РСУ важно выбрать контроллер, удовлетворяющий всем техническим условиям и требованиям конкретного производства. Подбирая оптимальную конфигурацию, инженеры оперируют определенными техническими характеристиками промышленных контроллеров. Наиболее значимые перечислены ниже:
1. Возможность полного резервирования. Для задач, где отказоустойчивость критична (химия, нефтехимия, металлургия и т.д.), применение резервированных конфигураций вполне оправдано, тогда как для других менее ответственных производств резервирование зачастую оказывается избыточным решением.
2. Количество и тип поддерживаемых коммуникационных интерфейсов. Это определяет гибкость и масштабируемость системы управления в целом. Современные контроллеры способны поддерживать до 10 стандартов передачи данных одновременно, что во многом определяет их универсальность.
3. Быстродействие. Измеряется, как правило, в количестве выполняемых в секунду элементарных операций (до 200 млн.). Иногда быстродействие измеряется количеством обрабатываемых за секунду функциональных блоков (что такое функциональный блок – будет рассказано в следующей статье). Быстродействие зависит от типа центрального процессора (популярные производители - Intel, AMD, Motorola, Texas Instruments и т.д.)
4. Объем оперативной памяти. Во время работы контроллера в его оперативную память загружены запрограммированные пользователем алгоритмы автоматизированного управления, операционная система, библиотечные модули и т.д. Очевидно, чем больше оперативной памяти, тем сложнее и объемнее алгоритмы контроллер может выполнять, тем больше простора для творчества у программиста. Варьируется от 256 килобайт до 32 мегабайт.
5. Надежность. Наработка на отказ до 10-12 лет.
6. Наличие специализированных средств разработки и поддержка различных языков программирования. Очевидно, что существование специализированный среды разработки прикладных программ – это стандарт для современного контроллера АСУ ТП. Для удобства программиста реализуется поддержка сразу нескольких языков как визуального, так и текстового (процедурного) программирования (FBD, SFC, IL, LAD, ST; об этом в следующей статье).
7. Возможность изменения алгоритмов управления на “лету” (online changes), т.е. без остановки работы контроллера. Для большинства контроллеров, применяемых в РСУ, поддержка online changes жизненно необходима, так как позволяет тонко настраивать систему или расширять ее функционал прямо на работающем производстве.
8. Возможность локального ввода/вывода. Как видно из рис. 4 контроллер Foxboro FCP270 рассчитан на работу только с удаленной подсистемой ввода/вывода, подключаемой к нему по оптическим каналам. Simatic S7-400 может спокойно работать как с локальными модулями ввода/вывода (свободные слоты на базовой панели есть), так и удаленными узлами.
9. Вес, габаритные размеры, вид монтажа (на DIN-рейку, на монтажную панель или в стойку 19”). Важно учитывать при проектировании и сборке системных шкафов.
10. Условия эксплуатации (температура, влажность, механические нагрузки). Большинство промышленных контроллеров могут работать в нечеловеческих условиях от 0 до 65 °С и при влажности до 95-98%.
[ http://kazanets.narod.ru/PLC_PART1.htm]Тематики
Синонимы
EN
DE
- speicherprogrammierbare Steuerung, f
FR
Русско-немецкий словарь нормативно-технической терминологии > программируемый логический контроллер
51 automate programmable à mémoire
программируемый логический контроллер
ПЛК
-
[Интент]
контроллер
Управляющее устройство, осуществляющее автоматическое управление посредством программной реализации алгоритмов управления.
[Сборник рекомендуемых терминов. Выпуск 107. Теория управления.
Академия наук СССР. Комитет научно-технической терминологии. 1984 г.]EN
storage-programmable logic controller
computer-aided control equipment or system whose logic sequence can be varied via a directly or remote-control connected programming device, for example a control panel, a host computer or a portable terminal
[IEV ref 351-32-34]FR
automate programmable à mémoire
См. также:
équipement ou système de commande assisté par ordinateur dont la séquence logique peut être modifiée directement ou par l'intermédiaire d'un dispositif de programmation relié à une télécommande, par exemple un panneau de commande, un ordinateur hôte ou un terminal de données portatif
[IEV ref 351-32-34]
- архитектура контроллера;
- производительность контроллера;
- время реакции контроллера;
КЛАССИФИКАЦИЯ
Основным показателем ПЛК является количество каналов ввода-вывода. По этому признаку ПЛК делятся на следующие группы:- нано- ПЛК (менее 16 каналов);
- микро-ПЛК (более 16, до 100 каналов);
- средние (более 100, до 500 каналов);
- большие (более 500 каналов).
- моноблочными - в которых устройство ввода-вывода не может быть удалено из контроллера или заменено на другое. Конструктивно контроллер представляет собой единое целое с устройствами ввода-вывода (например, одноплатный контроллер). Моноблочный контроллер может иметь, например, 16 каналов дискретного ввода и 8 каналов релейного вывода;
- модульные - состоящие из общей корзины (шасси), в которой располагаются модуль центрального процессора и сменные модули ввода-вывода. Состав модулей выбирается пользователем в зависимости от решаемой задачи. Типовое количество слотов для сменных модулей - от 8 до 32;
- распределенные (с удаленными модулями ввода-вывода) - в которых модули ввода-вывода выполнены в отдельных корпусах, соединяются с модулем контроллера по сети (обычно на основе интерфейса RS-485) и могут быть расположены на расстоянии до 1,2 км от процессорного модуля.
Многие контроллеры имеют набор сменных процессорных плат разной производительности. Это позволяет расширить круг потенциальных пользователей системы без изменения ее конструктива.
По конструктивному исполнению и способу крепления контроллеры делятся на:- панельные (для монтажа на панель или дверцу шкафа);
- для монтажа на DIN-рейку внутри шкафа;
- для крепления на стене;
- стоечные - для монтажа в стойке;
- бескорпусные (обычно одноплатные) для применения в специализированных конструктивах производителей оборудования (OEM - "Original Equipment Manufact urer").
По области применения контроллеры делятся на следующие типы:- универсальные общепромышленные;
- для управления роботами;
- для управления позиционированием и перемещением;
- коммуникационные;
- ПИД-контроллеры;
- специализированные.
По способу программирования контроллеры бывают:- программируемые с лицевой панели контроллера;
- программируемые переносным программатором;
- программируемые с помощью дисплея, мыши и клавиатуры;
- программируемые с помощью персонального компьютера.
Контроллеры могут программироваться на следующих языках:- на классических алгоритмических языках (C, С#, Visual Basic);
- на языках МЭК 61131-3.
Контроллеры могут содержать в своем составе модули ввода-вывода или не содержать их. Примерами контроллеров без модулей ввода-вывода являются коммуникационные контроллеры, которые выполняют функцию межсетевого шлюза, или контроллеры, получающие данные от контроллеров нижнего уровня иерархии АСУ ТП. Контроллеры для систем автоматизации
Слово "контроллер" произошло от английского "control" (управление), а не от русского "контроль" (учет, проверка). Контроллером в системах автоматизации называют устройство, выполняющее управление физическими процессами по записанному в него алгоритму, с использованием информации, получаемой от датчиков и выводимой в исполнительные устройства.
Первые контроллеры появились на рубеже 60-х и 70-х годов в автомобильной промышленности, где использовались для автоматизации сборочных линий. В то время компьютеры стоили чрезвычайно дорого, поэтому контроллеры строились на жесткой логике (программировались аппаратно), что было гораздо дешевле. Однако перенастройка с одной технологической линии на другую требовала фактически изготовления нового контроллера. Поэтому появились контроллеры, алгоритм работы которых мог быть изменен несколько проще - с помощью схемы соединений реле. Такие контроллеры получили название программируемых логических контроллеров (ПЛК), и этот термин сохранился до настоящего времени. Везде ниже термины "контроллер" и "ПЛК" мы будем употреблять как синонимы.
Немного позже появились ПЛК, которые можно было программировать на машинно-ориентированном языке, что было проще конструктивно, но требовало участия специально обученного программиста для внесения даже незначительных изменений в алгоритм управления. С этого момента началась борьба за упрощение процесса программирования ПЛК, которая привела сначала к созданию языков высокого уровня, затем - специализированных языков визуального программирования, похожих на язык релейной логики. В настоящее время этот процесс завершился созданием международного стандарта IEC (МЭК) 1131-3, который позже был переименован в МЭК 61131-3. Стандарт МЭК 61131-3 поддерживает пять языков технологического программирования, что исключает необходимость привлечения профессиональных программистов при построении систем с контроллерами, оставляя для них решение нестандартных задач.
В связи с тем, что способ программирования является наиболее существенным классифицирующим признаком контроллера, понятие "ПЛК" все реже используется для обозначения управляющих контроллеров, которые не поддерживают технологические языки программирования. Жесткие ограничения на стоимость и огромное разнообразие целей автоматизации привели к невозможности создания универсального ПЛК, как это случилось с офисными компьютерами. Область автоматизации выдвигает множество задач, в соответствии с которыми развивается и рынок, содержащий сотни непохожих друг на друга контроллеров, различающихся десятками параметров.
Выбор оптимального для конкретной задачи контроллера основывается обычно на соответствии функциональных характеристик контроллера решаемой задаче при условии минимальной его стоимости. Учитываются также другие важные характеристики (температурный диапазон, надежность, бренд изготовителя, наличие разрешений Ростехнадзора, сертификатов и т. п.).
Несмотря на огромное разнообразие контроллеров, в их развитии заметны следующие общие тенденции:- уменьшение габаритов;
- расширение функциональных возможностей;
- увеличение количества поддерживаемых интерфейсов и сетей;
- использование идеологии "открытых систем";
- использование языков программирования стандарта МЭК 61131-3;
- снижение цены.
[ http://bookasutp.ru/Chapter6_1.aspx]
Программируемый логический контроллер (ПЛК, PLC) – микропроцессорное устройство, предназначенное для управления технологическим процессом и другими сложными технологическими объектами.
Принцип работы контроллера состоит в выполнение следующего цикла операций:
1. Сбор сигналов с датчиков;
2. Обработка сигналов согласно прикладному алгоритму управления;
3. Выдача управляющих воздействий на исполнительные устройства.
В нормальном режиме работы контроллер непрерывно выполняет этот цикл с частотой от 50 раз в секунду. Время, затрачиваемое контроллером на выполнение полного цикла, часто называют временем (или периодом) сканирования; в большинстве современных ПЛК сканирование может настраиваться пользователем в диапазоне от 20 до 30000 миллисекунд. Для быстрых технологических процессов, где критична скорость реакции системы и требуется оперативное регулирование, время сканирования может составлять 20 мс, однако для большинства непрерывных процессов период 100 мс считается вполне приемлемым.
Аппаратно контроллеры имеют модульную архитектуру и могут состоять из следующих компонентов:
1. Базовая панель ( Baseplate). Она служит для размещения на ней других модулей системы, устанавливаемых в специально отведенные позиции (слоты). Внутри базовой панели проходят две шины: одна - для подачи питания на электронные модули, другая – для пересылки данных и информационного обмена между модулями.
2. Модуль центрального вычислительного устройства ( СPU). Это мозг системы. Собственно в нем и происходит математическая обработка данных. Для связи с другими устройствами CPU часто оснащается сетевым интерфейсом, поддерживающим тот или иной коммуникационный стандарт.
3. Дополнительные коммуникационные модули. Необходимы для добавления сетевых интерфейсов, неподдерживаемых напрямую самим CPU. Коммуникационные модули существенно расширяют возможности ПЛК по сетевому взаимодействию. C их помощью к контроллеру подключают узлы распределенного ввода/вывода, интеллектуальные полевые приборы и станции операторского уровня.
4. Блок питания. Нужен для запитки системы от 220 V. Однако многие ПЛК не имеют стандартного блока питания и запитываются от внешнего.
Рис.1. Контроллер РСУ с коммуникациями Profibus и Ethernet.
Иногда на базовую панель, помимо указанных выше, допускается устанавливать модули ввода/вывода полевых сигналов, которые образуют так называемый локальный ввод/вывод. Однако для большинства РСУ (DCS) характерно использование именно распределенного (удаленного) ввода/вывода.
Отличительной особенностью контроллеров, применяемых в DCS, является возможность их резервирования. Резервирование нужно для повышения отказоустойчивости системы и заключается, как правило, в дублировании аппаратных модулей системы.
Рис. 2. Резервированный контроллер с коммуникациями Profibus и Ethernet.
Резервируемые модули работают параллельно и выполняют одни и те же функции. При этом один модуль находится в активном состоянии, а другой, являясь резервом, – в режиме “standby”. В случае отказа активного модуля, система автоматически переключается на резерв (это называется “горячий резерв”).
Обратите внимание, контроллеры связаны шиной синхронизации, по которой они мониторят состояние друг друга. Это решение позволяет разнести резервированные модули на значительное расстояние друг от друга (например, расположить их в разных шкафах или даже аппаратных).
Допустим, в данный момент активен левый контроллер, правый – находится в резерве. При этом, даже находясь в резерве, правый контроллер располагает всеми процессными данными и выполняет те же самые математические операции, что и левый. Контроллеры синхронизированы. Предположим, случается отказ левого контроллера, а именно модуля CPU. Управление автоматически передается резервному контроллеру, и теперь он становится главным. Здесь очень большое значение имеют время, которое система тратит на переключение на резерв (обычно меньше 0.5 с) и отсутствие возмущений (удара). Теперь система работает на резерве. Как только инженер заменит отказавший модуль CPU на исправный, система автоматически передаст ему управление и возвратится в исходное состояние.
На рис. 3 изображен резервированный контроллер S7-400H производства Siemens. Данный контроллер входит в состав РСУ Simatic PCS7.
Рис. 3. Резервированный контроллер S7-400H. Несколько другое техническое решение показано на примере резервированного контроллера FCP270 производства Foxboro (рис. 4). Данный контроллер входит в состав системы управления Foxboro IA Series.
Рис. 4. Резервированный контроллер FCP270.
На базовой панели инсталлировано два процессорных модуля, работающих как резервированная пара, и коммуникационный модуль для сопряжения с оптическими сетями стандарта Ethernet. Взаимодействие между модулями происходит по внутренней шине (тоже резервированной), спрятанной непосредственно в базовую панель (ее не видно на рисунке).
На рисунке ниже показан контроллер AC800M производства ABB (часть РСУ Extended Automation System 800xA).
Рис. 5. Контроллер AC800M.
Это не резервированный вариант. Контроллер состоит из двух коммуникационных модулей, одного СPU и одного локального модуля ввода/вывода. Кроме этого, к контроллеру можно подключить до 64 внешних модулей ввода/вывода.
При построении РСУ важно выбрать контроллер, удовлетворяющий всем техническим условиям и требованиям конкретного производства. Подбирая оптимальную конфигурацию, инженеры оперируют определенными техническими характеристиками промышленных контроллеров. Наиболее значимые перечислены ниже:
1. Возможность полного резервирования. Для задач, где отказоустойчивость критична (химия, нефтехимия, металлургия и т.д.), применение резервированных конфигураций вполне оправдано, тогда как для других менее ответственных производств резервирование зачастую оказывается избыточным решением.
2. Количество и тип поддерживаемых коммуникационных интерфейсов. Это определяет гибкость и масштабируемость системы управления в целом. Современные контроллеры способны поддерживать до 10 стандартов передачи данных одновременно, что во многом определяет их универсальность.
3. Быстродействие. Измеряется, как правило, в количестве выполняемых в секунду элементарных операций (до 200 млн.). Иногда быстродействие измеряется количеством обрабатываемых за секунду функциональных блоков (что такое функциональный блок – будет рассказано в следующей статье). Быстродействие зависит от типа центрального процессора (популярные производители - Intel, AMD, Motorola, Texas Instruments и т.д.)
4. Объем оперативной памяти. Во время работы контроллера в его оперативную память загружены запрограммированные пользователем алгоритмы автоматизированного управления, операционная система, библиотечные модули и т.д. Очевидно, чем больше оперативной памяти, тем сложнее и объемнее алгоритмы контроллер может выполнять, тем больше простора для творчества у программиста. Варьируется от 256 килобайт до 32 мегабайт.
5. Надежность. Наработка на отказ до 10-12 лет.
6. Наличие специализированных средств разработки и поддержка различных языков программирования. Очевидно, что существование специализированный среды разработки прикладных программ – это стандарт для современного контроллера АСУ ТП. Для удобства программиста реализуется поддержка сразу нескольких языков как визуального, так и текстового (процедурного) программирования (FBD, SFC, IL, LAD, ST; об этом в следующей статье).
7. Возможность изменения алгоритмов управления на “лету” (online changes), т.е. без остановки работы контроллера. Для большинства контроллеров, применяемых в РСУ, поддержка online changes жизненно необходима, так как позволяет тонко настраивать систему или расширять ее функционал прямо на работающем производстве.
8. Возможность локального ввода/вывода. Как видно из рис. 4 контроллер Foxboro FCP270 рассчитан на работу только с удаленной подсистемой ввода/вывода, подключаемой к нему по оптическим каналам. Simatic S7-400 может спокойно работать как с локальными модулями ввода/вывода (свободные слоты на базовой панели есть), так и удаленными узлами.
9. Вес, габаритные размеры, вид монтажа (на DIN-рейку, на монтажную панель или в стойку 19”). Важно учитывать при проектировании и сборке системных шкафов.
10. Условия эксплуатации (температура, влажность, механические нагрузки). Большинство промышленных контроллеров могут работать в нечеловеческих условиях от 0 до 65 °С и при влажности до 95-98%.
[ http://kazanets.narod.ru/PLC_PART1.htm]Тематики
Синонимы
EN
DE
- speicherprogrammierbare Steuerung, f
FR
Франко-русский словарь нормативно-технической терминологии > automate programmable à mémoire
52 speicherprogrammierbare Steuerung, f
программируемый логический контроллер
ПЛК
-
[Интент]
контроллер
Управляющее устройство, осуществляющее автоматическое управление посредством программной реализации алгоритмов управления.
[Сборник рекомендуемых терминов. Выпуск 107. Теория управления.
Академия наук СССР. Комитет научно-технической терминологии. 1984 г.]EN
storage-programmable logic controller
computer-aided control equipment or system whose logic sequence can be varied via a directly or remote-control connected programming device, for example a control panel, a host computer or a portable terminal
[IEV ref 351-32-34]FR
automate programmable à mémoire
См. также:
équipement ou système de commande assisté par ordinateur dont la séquence logique peut être modifiée directement ou par l'intermédiaire d'un dispositif de programmation relié à une télécommande, par exemple un panneau de commande, un ordinateur hôte ou un terminal de données portatif
[IEV ref 351-32-34]
- архитектура контроллера;
- производительность контроллера;
- время реакции контроллера;
КЛАССИФИКАЦИЯ
Основным показателем ПЛК является количество каналов ввода-вывода. По этому признаку ПЛК делятся на следующие группы:- нано- ПЛК (менее 16 каналов);
- микро-ПЛК (более 16, до 100 каналов);
- средние (более 100, до 500 каналов);
- большие (более 500 каналов).
- моноблочными - в которых устройство ввода-вывода не может быть удалено из контроллера или заменено на другое. Конструктивно контроллер представляет собой единое целое с устройствами ввода-вывода (например, одноплатный контроллер). Моноблочный контроллер может иметь, например, 16 каналов дискретного ввода и 8 каналов релейного вывода;
- модульные - состоящие из общей корзины (шасси), в которой располагаются модуль центрального процессора и сменные модули ввода-вывода. Состав модулей выбирается пользователем в зависимости от решаемой задачи. Типовое количество слотов для сменных модулей - от 8 до 32;
- распределенные (с удаленными модулями ввода-вывода) - в которых модули ввода-вывода выполнены в отдельных корпусах, соединяются с модулем контроллера по сети (обычно на основе интерфейса RS-485) и могут быть расположены на расстоянии до 1,2 км от процессорного модуля.
Многие контроллеры имеют набор сменных процессорных плат разной производительности. Это позволяет расширить круг потенциальных пользователей системы без изменения ее конструктива.
По конструктивному исполнению и способу крепления контроллеры делятся на:- панельные (для монтажа на панель или дверцу шкафа);
- для монтажа на DIN-рейку внутри шкафа;
- для крепления на стене;
- стоечные - для монтажа в стойке;
- бескорпусные (обычно одноплатные) для применения в специализированных конструктивах производителей оборудования (OEM - "Original Equipment Manufact urer").
По области применения контроллеры делятся на следующие типы:- универсальные общепромышленные;
- для управления роботами;
- для управления позиционированием и перемещением;
- коммуникационные;
- ПИД-контроллеры;
- специализированные.
По способу программирования контроллеры бывают:- программируемые с лицевой панели контроллера;
- программируемые переносным программатором;
- программируемые с помощью дисплея, мыши и клавиатуры;
- программируемые с помощью персонального компьютера.
Контроллеры могут программироваться на следующих языках:- на классических алгоритмических языках (C, С#, Visual Basic);
- на языках МЭК 61131-3.
Контроллеры могут содержать в своем составе модули ввода-вывода или не содержать их. Примерами контроллеров без модулей ввода-вывода являются коммуникационные контроллеры, которые выполняют функцию межсетевого шлюза, или контроллеры, получающие данные от контроллеров нижнего уровня иерархии АСУ ТП. Контроллеры для систем автоматизации
Слово "контроллер" произошло от английского "control" (управление), а не от русского "контроль" (учет, проверка). Контроллером в системах автоматизации называют устройство, выполняющее управление физическими процессами по записанному в него алгоритму, с использованием информации, получаемой от датчиков и выводимой в исполнительные устройства.
Первые контроллеры появились на рубеже 60-х и 70-х годов в автомобильной промышленности, где использовались для автоматизации сборочных линий. В то время компьютеры стоили чрезвычайно дорого, поэтому контроллеры строились на жесткой логике (программировались аппаратно), что было гораздо дешевле. Однако перенастройка с одной технологической линии на другую требовала фактически изготовления нового контроллера. Поэтому появились контроллеры, алгоритм работы которых мог быть изменен несколько проще - с помощью схемы соединений реле. Такие контроллеры получили название программируемых логических контроллеров (ПЛК), и этот термин сохранился до настоящего времени. Везде ниже термины "контроллер" и "ПЛК" мы будем употреблять как синонимы.
Немного позже появились ПЛК, которые можно было программировать на машинно-ориентированном языке, что было проще конструктивно, но требовало участия специально обученного программиста для внесения даже незначительных изменений в алгоритм управления. С этого момента началась борьба за упрощение процесса программирования ПЛК, которая привела сначала к созданию языков высокого уровня, затем - специализированных языков визуального программирования, похожих на язык релейной логики. В настоящее время этот процесс завершился созданием международного стандарта IEC (МЭК) 1131-3, который позже был переименован в МЭК 61131-3. Стандарт МЭК 61131-3 поддерживает пять языков технологического программирования, что исключает необходимость привлечения профессиональных программистов при построении систем с контроллерами, оставляя для них решение нестандартных задач.
В связи с тем, что способ программирования является наиболее существенным классифицирующим признаком контроллера, понятие "ПЛК" все реже используется для обозначения управляющих контроллеров, которые не поддерживают технологические языки программирования. Жесткие ограничения на стоимость и огромное разнообразие целей автоматизации привели к невозможности создания универсального ПЛК, как это случилось с офисными компьютерами. Область автоматизации выдвигает множество задач, в соответствии с которыми развивается и рынок, содержащий сотни непохожих друг на друга контроллеров, различающихся десятками параметров.
Выбор оптимального для конкретной задачи контроллера основывается обычно на соответствии функциональных характеристик контроллера решаемой задаче при условии минимальной его стоимости. Учитываются также другие важные характеристики (температурный диапазон, надежность, бренд изготовителя, наличие разрешений Ростехнадзора, сертификатов и т. п.).
Несмотря на огромное разнообразие контроллеров, в их развитии заметны следующие общие тенденции:- уменьшение габаритов;
- расширение функциональных возможностей;
- увеличение количества поддерживаемых интерфейсов и сетей;
- использование идеологии "открытых систем";
- использование языков программирования стандарта МЭК 61131-3;
- снижение цены.
[ http://bookasutp.ru/Chapter6_1.aspx]
Программируемый логический контроллер (ПЛК, PLC) – микропроцессорное устройство, предназначенное для управления технологическим процессом и другими сложными технологическими объектами.
Принцип работы контроллера состоит в выполнение следующего цикла операций:
1. Сбор сигналов с датчиков;
2. Обработка сигналов согласно прикладному алгоритму управления;
3. Выдача управляющих воздействий на исполнительные устройства.
В нормальном режиме работы контроллер непрерывно выполняет этот цикл с частотой от 50 раз в секунду. Время, затрачиваемое контроллером на выполнение полного цикла, часто называют временем (или периодом) сканирования; в большинстве современных ПЛК сканирование может настраиваться пользователем в диапазоне от 20 до 30000 миллисекунд. Для быстрых технологических процессов, где критична скорость реакции системы и требуется оперативное регулирование, время сканирования может составлять 20 мс, однако для большинства непрерывных процессов период 100 мс считается вполне приемлемым.
Аппаратно контроллеры имеют модульную архитектуру и могут состоять из следующих компонентов:
1. Базовая панель ( Baseplate). Она служит для размещения на ней других модулей системы, устанавливаемых в специально отведенные позиции (слоты). Внутри базовой панели проходят две шины: одна - для подачи питания на электронные модули, другая – для пересылки данных и информационного обмена между модулями.
2. Модуль центрального вычислительного устройства ( СPU). Это мозг системы. Собственно в нем и происходит математическая обработка данных. Для связи с другими устройствами CPU часто оснащается сетевым интерфейсом, поддерживающим тот или иной коммуникационный стандарт.
3. Дополнительные коммуникационные модули. Необходимы для добавления сетевых интерфейсов, неподдерживаемых напрямую самим CPU. Коммуникационные модули существенно расширяют возможности ПЛК по сетевому взаимодействию. C их помощью к контроллеру подключают узлы распределенного ввода/вывода, интеллектуальные полевые приборы и станции операторского уровня.
4. Блок питания. Нужен для запитки системы от 220 V. Однако многие ПЛК не имеют стандартного блока питания и запитываются от внешнего.
Рис.1. Контроллер РСУ с коммуникациями Profibus и Ethernet.
Иногда на базовую панель, помимо указанных выше, допускается устанавливать модули ввода/вывода полевых сигналов, которые образуют так называемый локальный ввод/вывод. Однако для большинства РСУ (DCS) характерно использование именно распределенного (удаленного) ввода/вывода.
Отличительной особенностью контроллеров, применяемых в DCS, является возможность их резервирования. Резервирование нужно для повышения отказоустойчивости системы и заключается, как правило, в дублировании аппаратных модулей системы.
Рис. 2. Резервированный контроллер с коммуникациями Profibus и Ethernet.
Резервируемые модули работают параллельно и выполняют одни и те же функции. При этом один модуль находится в активном состоянии, а другой, являясь резервом, – в режиме “standby”. В случае отказа активного модуля, система автоматически переключается на резерв (это называется “горячий резерв”).
Обратите внимание, контроллеры связаны шиной синхронизации, по которой они мониторят состояние друг друга. Это решение позволяет разнести резервированные модули на значительное расстояние друг от друга (например, расположить их в разных шкафах или даже аппаратных).
Допустим, в данный момент активен левый контроллер, правый – находится в резерве. При этом, даже находясь в резерве, правый контроллер располагает всеми процессными данными и выполняет те же самые математические операции, что и левый. Контроллеры синхронизированы. Предположим, случается отказ левого контроллера, а именно модуля CPU. Управление автоматически передается резервному контроллеру, и теперь он становится главным. Здесь очень большое значение имеют время, которое система тратит на переключение на резерв (обычно меньше 0.5 с) и отсутствие возмущений (удара). Теперь система работает на резерве. Как только инженер заменит отказавший модуль CPU на исправный, система автоматически передаст ему управление и возвратится в исходное состояние.
На рис. 3 изображен резервированный контроллер S7-400H производства Siemens. Данный контроллер входит в состав РСУ Simatic PCS7.
Рис. 3. Резервированный контроллер S7-400H. Несколько другое техническое решение показано на примере резервированного контроллера FCP270 производства Foxboro (рис. 4). Данный контроллер входит в состав системы управления Foxboro IA Series.
Рис. 4. Резервированный контроллер FCP270.
На базовой панели инсталлировано два процессорных модуля, работающих как резервированная пара, и коммуникационный модуль для сопряжения с оптическими сетями стандарта Ethernet. Взаимодействие между модулями происходит по внутренней шине (тоже резервированной), спрятанной непосредственно в базовую панель (ее не видно на рисунке).
На рисунке ниже показан контроллер AC800M производства ABB (часть РСУ Extended Automation System 800xA).
Рис. 5. Контроллер AC800M.
Это не резервированный вариант. Контроллер состоит из двух коммуникационных модулей, одного СPU и одного локального модуля ввода/вывода. Кроме этого, к контроллеру можно подключить до 64 внешних модулей ввода/вывода.
При построении РСУ важно выбрать контроллер, удовлетворяющий всем техническим условиям и требованиям конкретного производства. Подбирая оптимальную конфигурацию, инженеры оперируют определенными техническими характеристиками промышленных контроллеров. Наиболее значимые перечислены ниже:
1. Возможность полного резервирования. Для задач, где отказоустойчивость критична (химия, нефтехимия, металлургия и т.д.), применение резервированных конфигураций вполне оправдано, тогда как для других менее ответственных производств резервирование зачастую оказывается избыточным решением.
2. Количество и тип поддерживаемых коммуникационных интерфейсов. Это определяет гибкость и масштабируемость системы управления в целом. Современные контроллеры способны поддерживать до 10 стандартов передачи данных одновременно, что во многом определяет их универсальность.
3. Быстродействие. Измеряется, как правило, в количестве выполняемых в секунду элементарных операций (до 200 млн.). Иногда быстродействие измеряется количеством обрабатываемых за секунду функциональных блоков (что такое функциональный блок – будет рассказано в следующей статье). Быстродействие зависит от типа центрального процессора (популярные производители - Intel, AMD, Motorola, Texas Instruments и т.д.)
4. Объем оперативной памяти. Во время работы контроллера в его оперативную память загружены запрограммированные пользователем алгоритмы автоматизированного управления, операционная система, библиотечные модули и т.д. Очевидно, чем больше оперативной памяти, тем сложнее и объемнее алгоритмы контроллер может выполнять, тем больше простора для творчества у программиста. Варьируется от 256 килобайт до 32 мегабайт.
5. Надежность. Наработка на отказ до 10-12 лет.
6. Наличие специализированных средств разработки и поддержка различных языков программирования. Очевидно, что существование специализированный среды разработки прикладных программ – это стандарт для современного контроллера АСУ ТП. Для удобства программиста реализуется поддержка сразу нескольких языков как визуального, так и текстового (процедурного) программирования (FBD, SFC, IL, LAD, ST; об этом в следующей статье).
7. Возможность изменения алгоритмов управления на “лету” (online changes), т.е. без остановки работы контроллера. Для большинства контроллеров, применяемых в РСУ, поддержка online changes жизненно необходима, так как позволяет тонко настраивать систему или расширять ее функционал прямо на работающем производстве.
8. Возможность локального ввода/вывода. Как видно из рис. 4 контроллер Foxboro FCP270 рассчитан на работу только с удаленной подсистемой ввода/вывода, подключаемой к нему по оптическим каналам. Simatic S7-400 может спокойно работать как с локальными модулями ввода/вывода (свободные слоты на базовой панели есть), так и удаленными узлами.
9. Вес, габаритные размеры, вид монтажа (на DIN-рейку, на монтажную панель или в стойку 19”). Важно учитывать при проектировании и сборке системных шкафов.
10. Условия эксплуатации (температура, влажность, механические нагрузки). Большинство промышленных контроллеров могут работать в нечеловеческих условиях от 0 до 65 °С и при влажности до 95-98%.
[ http://kazanets.narod.ru/PLC_PART1.htm]Тематики
Синонимы
EN
DE
- speicherprogrammierbare Steuerung, f
FR
Немецко-русский словарь нормативно-технической терминологии > speicherprogrammierbare Steuerung, f
53 активная передача данных
активная передача данных
—
[Интент]Революционной разработкой MOXA можно назвать внедрение в модулях ioLogik системы активной передачи данных, реализованной технологией Active IO. Применяя эту технологию в системах телеметрии, пользователь может отказаться от классической технологии опроса модулей ввода/вывода со стороны операторских АРМ и переложить задачу оповещения об изменении состояния контролируемых параметров на сами модули ioLogik.
Такой подход имеет ряд неоспоримых преимуществ.
Во-первых, оператор узнает о произошедших событиях мгновенно от самого модуля сбора данных, не дожидаясь очередного цикла опроса исполнительных устройств со стороны сервера.
Во-вторых, с центрального сервера сбора данных снимается ресурсоемкая задача постоянного опроса устройств сбора данных.
В-третьих, что немаловажно для больших распределенных систем управления, отказ от постоянного опроса периферийных модулей радикально снижает нагрузку на сеть передачи данных.
Большое значение имеет возможность расширения системы управления в процессе эксплуатации.
Так, если в традиционной архитектуре пассивного опроса увеличение количества контролируемых точек неминуемо ведет к задержкам и увеличению времени реакции, то принцип активной передачи данных позволяет избежать этой проблемы, передавая данные лишь в момент изменения состояния канала.
[Журнал “ИСУП” № 2(26)_2010]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > активная передача данных
54 дистанционное техническое обслуживание
дистанционное техническое обслуживание
Техническое обслуживание объекта, проводимое под управлением персонала без его непосредственного присутствия.
[ОСТ 45.152-99 ]Параллельные тексты EN-RU из ABB Review. Перевод компании Интент
Service from afarДистанционный сервисABB’s Remote Service concept is revolutionizing the robotics industryРазработанная АББ концепция дистанционного обслуживания Remote Service революционизирует робототехникуABB robots are found in industrial applications everywhere – lifting, packing, grinding and welding, to name a few. Robust and tireless, they work around the clock and are critical to a company’s productivity. Thus, keeping these robots in top shape is essential – any failure can lead to serious output consequences. But what happens when a robot malfunctions?Роботы АББ используются во всех отраслях промышленности для перемещения грузов, упаковки, шлифовки, сварки – всего и не перечислить. Надежные и неутомимые работники, способные трудиться день и ночь, они представляют большую ценность для владельца. Поэтому очень важно поддерживать их в надлежащей состоянии, ведь любой отказ может иметь серьезные последствия. Но что делать, если робот все-таки сломался?ABB’s new Remote Service concept holds the answer: This approach enables a malfunctioning robot to alarm for help itself. An ABB service engineer then receives whole diagnostic information via wireless technology, analyzes the data on a Web site and responds with support in just minutes. This unique service is paying off for customers and ABB alike, and in the process is revolutionizing service thinking.Ответом на этот вопрос стала новая концепция Remote Service от АББ, согласно которой неисправный робот сам просит о помощи. C помощью беспроводной технологии специалист сервисной службы АББ получает всю необходимую диагностическую информацию, анализирует данные на web-сайте и через считанные минуты выдает рекомендации по устранению отказа. Эта уникальная возможность одинаково ценна как для заказчиков, так и для самой компании АББ. В перспективе она способна в корне изменить весь подход к организации технического обслуживания.Every minute of production downtime can have financially disastrous consequences for a company. Traditional reactive service is no longer sufficient since on-site service engineer visits also demand great amounts of time and money. Thus, companies not only require faster help from the service organization when needed but they also want to avoid disturbances in production.Каждая минута простоя производства может привести к губительным финансовым последствиям. Традиционная организация сервиса, предусматривающая ликвидацию возникающих неисправностей, становится все менее эффективной, поскольку вызов сервисного инженера на место эксплуатации робота сопряжен с большими затратами времени и денег. Предприятия требуют от сервисной организации не только более быстрого оказания помощи, но и предотвращения возможных сбоев производства.In 2006, ABB developed a new approach to better meet customer’s expectations: Using the latest technologies to reach the robots at customer sites around the world, ABB could support them remotely in just minutes, thereby reducing the need for site visits. Thus the new Remote Service concept was quickly brought to fruition and was launched in mid-2007. Statistics show that by using the system the majority of production stoppages can be avoided.В 2006 г. компания АББ разработала новый подход к удовлетворению ожиданий своих заказчиков. Использование современных технологий позволяет специалистам АББ получать информацию от роботов из любой точки мира и в считанные минуты оказывать помощь дистанционно, в результате чего сокращается количество выездов на место установки. Запущенная в середине 2007 г. концепция Remote Service быстро себя оправдала. Статистика показывает, что её применение позволило предотвратить большое число остановок производства.Reactive maintenance The hardware that makes ABB Remote Service possible consists of a communication unit, which has a function similar to that of an airplane’s so-called black box 1. This “service box” is connected to the robot’s control system and can read and transmit diagnostic information. The unit not only reads critical diagnostic information that enables immediate support in the event of a failure, but also makes it possible to monitor and analyze the robot’s condition, thereby proactively detecting the need for maintenance.Устранение возникающих неисправностей Аппаратное устройство, с помощью которого реализуется концепция Remote Service, представляет собой коммуникационный блок, работающий аналогично черному ящику самолета (рис. 1). Этот блок считывает диагностические данные из контроллера робота и передает их по каналу GSM. Считывается не только информация, необходимая для оказания немедленной помощи в случае отказа, но и сведения, позволяющие контролировать и анализировать состояние робота для прогнозирования неисправностей и планирования технического обслуживания.If the robot breaks down, the service box immediately stores the status of the robot, its historical data (as log files), and diagnostic parameters such as temperature and power supply. Equipped with a built-in modem and using the GSM network, the box transmits the data to a central server for analysis and presentation on a dedicated Web site. Alerts are automatically sent to the nearest of ABB’s 1,200 robot service engineers who then accesses the detailed data and error log to analyze the problem.При поломке робота сервисный блок немедленно сохраняет данные о его состоянии, сведения из рабочего журнала, а также значения диагностических параметров (температура и характеристики питания). Эти данные передаются встроенным GSM-модемом на центральный сервер для анализа и представления на соответствующем web-сайте. Аварийные сообщения автоматически пересылаются ближайшему к месту аварии одному из 1200 сервисных инженеров-робототехников АББ, который получает доступ к детальной информации и журналу аварий для анализа возникшей проблемы.A remotely based ABB engineer can then quickly identify the exact fault, offering rapid customer support. For problems that cannot be solved remotely, the service engineer can arrange for quick delivery of spare parts and visit the site to repair the robot. Even if the engineer must make a site visit, service is faster, more efficient and performed to a higher standard than otherwise possible.Специалист АББ может дистанционно идентифицировать отказ и оказать быструю помощь заказчику. Если неисправность не может быть устранена дистанционно, сервисный инженер организовывает доставку запасных частей и выезд ремонтной бригады. Даже если необходимо разрешение проблемы на месте, предшествующая дистанционная диагностика позволяет минимизировать объем работ и сократить время простоя.Remote Service enables engineers to “talk” to robots remotely and to utilize tools that enable smart, fast and automatic analysis. The system is based on a machine-to-machine (M2M) concept, which works automatically, requiring human input only for analysis and personalized customer recommendations. ABB was recognized for this innovative solution at the M2M United Conference in Chicago in 2008 Factbox.Remote Service позволяет инженерам «разговаривать» с роботами на расстоянии и предоставляет в их распоряжение интеллектуальные средства быстрого автоматизированного анализа. Система основана на основе технологии автоматической связи машины с машиной (M2M), где участие человека сводится к анализу данных и выдаче рекомендаций клиенту. В 2008 г. это инновационное решение от АББ получило приз на конференции M2M United Conference в Чикаго (см. вставку).Proactive maintenanceRemote Service also allows ABB engineers to monitor and detect potential problems in the robot system and opens up new possibilities for proactive maintenance.Прогнозирование неисправностейRemote Service позволяет инженерам АББ дистанционно контролировать состояние роботов и прогнозировать возможные неисправности, что открывает новые возможности по организации профилактического обслуживания.The service box regularly takes condition measurements. By monitoring key parameters over time, Remote Service can identify potential failures and when necessary notify both the end customer and the appropriate ABB engineer. The management and storage of full system backups is a very powerful service to help recover from critical situations caused, for example, by operator errors.Сервисный блок регулярно выполняет диагностические измерения. Непрерывно контролируя ключевые параметры, Remote Service может распознать потенциальные опасности и, при необходимости, оповещать владельца оборудования и соответствующего специалиста АББ. Резервирование данных для возможного отката является мощным средством, обеспечивающим восстановление системы в критических ситуациях, например, после ошибки оператора.The first Remote Service installation took place in the automotive industry in the United States and quickly proved its value. The motherboard in a robot cabinet overheated and the rise in temperature triggered an alarm via Remote Service. Because of the alarm, engineers were able to replace a faulty fan, preventing a costly production shutdown.Первая система Remote Service была установлена на автозаводе в США и очень скоро была оценена по достоинству. Она обнаружила перегрев материнской платы в шкафу управления роботом и передала сигнал о превышении допустимой температуры, благодаря чему инженеры смогли заменить неисправный вентилятор и предотвратить дорогостоящую остановку производства.MyRobot: 24-hour remote access
Having regular access to a robot’s condition data is also essential to achieving lean production. At any time, from any location, customers can verify their robots’ status and access maintenance information and performance reports simply by logging in to ABB’s MyRobot Web site. The service enables customers to easily compare performances, identify bottlenecks or developing issues, and initiate the mostСайт MyRobot: круглосуточный дистанционный доступДля того чтобы обеспечить бесперебойное производство, необходимо иметь регулярный доступ к информации о состоянии робота. Зайдя на соответствующую страницу сайта MyRobot компании АББ, заказчики получат все необходимые данные, включая сведения о техническом обслуживании и отчеты о производительности своего робота. Эта услуга позволяет легко сравнивать данные о производительности, обнаруживать возможные проблемы, а также оптимизировать планирование технического обслуживания и модернизации. С помощью MyRobot можно значительно увеличить выпуск продукции и уменьшить количество выбросов.Award-winning solutionIn June 2008, the innovative Remote Service solution won the Gold Value Chain award at the M2M United Conference in Chicago. The value chain award honors successful corporate adopters of M2M (machine–to-machine) technology and highlights the process of combining multiple technologies to deliver high-quality services to customers. ABB won in the categoryof Smart Services.Приз за удачное решениеВ июне 2008 г. инновационное решение Remote Service получило награду Gold Value Chain (Золотая цепь) на конференции M2M United Conference в Чикаго. «Золотая цепь» присуждается за успешное масштабное внедрение технологии M2M (машина – машина), а также за достижения в объединении различных технологий для предоставления высококачественных услуг заказчикам. АББ одержала победу в номинации «Интеллектуальный сервис».Case study: Tetley Tetley GB Ltd is the world’s second-largest manufacturer and distributor of tea. The company’s manufacturing and distribution business is spread across 40 countries and sells over 60 branded tea bags. Tetley’s UK tea production facility in Eaglescliffe, County Durham is the sole producer of Tetley tea bags 2.Пример применения: Tetley Компания TetleyGB Ltd является вторым по величине мировым производителем и поставщиком чая. Производственные и торговые филиалы компании имеются в 40 странах, а продукция распространяется под 60 торговыми марками. Чаеразвесочная фабрика в Иглсклифф, графство Дарем, Великобритания – единственный производитель чая Tetley в пакетиках (рис. 2).ABB offers a flexible choice of service agreements for both new and existing robot installations, which can help extend the mean time between failures, shorten the time to repair and lower the cost of automated production.Предлагаемые АББ контракты на выполнение технического обслуживания как уже имеющихся, так и вновь устанавливаемых роботов, позволяют значительно увеличить среднюю наработку на отказ, сократить время ремонта и общую стоимость автоматизированного производства.Robots in the plant’s production line were tripping alarms and delaying the whole production cycle. The spurious alarms resulted in much unnecessary downtime that was spent resetting the robots in the hope that another breakdown could be avoided. Each time an alarm was tripped, several hours of production time was lost. “It was for this reason that we were keen to try out ABB’s Remote Service agreement,” said Colin Trevor, plant maintenance manager.Установленные в технологической линии роботы выдавали аварийные сигналы, задерживающие выполнение производственного цикла. Ложные срабатывания вынуждали перезапускать роботов в надежде предотвратить возможные отказы, в результате чего после каждого аварийного сигнала производство останавливалось на несколько часов. «Именно поэтому мы решили попробовать заключить с АББ контракт на дистанционное техническое обслуживание», – сказал Колин Тревор, начальник технической службы фабрики.To prevent future disruptions caused by unplanned downtime, Tetley signed an ABB Response Package service agreement, which included installing a service box and system infrastructure into the robot control systems. Using the Remote Service solution, ABB remotely monitors and collects data on the “wear and tear” and productivity of the robotic cells; this data is then shared with the customer and contributes to smooth-running production cycles.Для предотвращения ущерба в результате незапланированных простоев Tetley заключила с АББ контракт на комплексное обслуживание Response Package, согласно которому системы управления роботами были дооборудованы сервисными блоками с необходимой инфраструктурой. С помощью Remote Service компания АББ дистанционно собирает данные о наработке, износе и производительности роботизированных модулей. Эти данные предоставляются заказчику для оптимизации загрузки производственного оборудования.Higher production uptimeSince the implementation of Remote Service, Tetley has enjoyed greatly reduced robot downtime, with no further disruptions caused by unforeseen problems. “The Remote Service package has dramatically changed the plant,” said Trevor. “We no longer have breakdown issues throughout the shift, helping us to achieve much longer periods of robot uptime. As we have learned, world-class manufacturing facilities need world-class support packages. Remote monitoring of our robots helps us to maintain machine uptime, prevent costly downtime and ensures my employees can be put to more valuable use.”Увеличение полезного времениС момента внедрения Remote Service компания Tetley была приятно удивлена резким сокращением простоя роботов и отсутствием незапланированных остановок производства. «Пакет Remote Service резко изменил ситуацию на предприятии», – сказал Тревор. «Мы избавились от простоев роботов и смогли резко увеличить их эксплуатационную готовность. Мы поняли, что для производственного оборудования мирового класса необходим сервисный пакет мирового класса. Дистанционный контроль роботов помогает нам поддерживать их в рабочем состоянии, предотвращать дорогостоящие простои и задействовать наш персонал для выполнения более важных задач».Service accessRemote Service is available worldwide, connecting more than 500 robots. Companies that have up to 30 robots are often good candidates for the Remote Service offering, as they usually have neither the engineers nor the requisite skills to deal with robotics faults themselves. Larger companies are also enthusiastic about Remote Service, as the proactive services will improve the lifetime of their equipment and increase overall production uptime.Доступность сервисаСеть Remote Service охватывает более 700 роботов по всему миру. Потенциальными заказчиками Remote Service являются компании, имеющие до 30 роботов, но не имеющие инженеров и техников, способных самостоятельно устранять их неисправности. Интерес к Remote Service проявляют и более крупные компании, поскольку они заинтересованы в увеличении срока службы и эксплуатационной готовности производственного оборудования.In today’s competitive environment, business profitability often relies on demanding production schedules that do not always leave time for exhaustive or repeated equipment health checks. ABB’s Remote Service agreements are designed to monitor its customers’ robots to identify when problems are likely to occur and ensure that help is dispatched before the problem can escalate. In over 60 percent of ABB’s service calls, its robots can be brought back online remotely, without further intervention.В условиях современной конкуренции окупаемость бизнеса часто зависит от соблюдения жестких графиков производства, не оставляющих времени для полномасштабных или периодических проверок исправности оборудования. Контракт Remote Service предусматривает мониторинг состояния роботов заказчика для прогнозирования возможных неисправностей и принятие мер по их предотвращению. В более чем 60 % случаев для устранения неисправности достаточно дистанционной консультации в сервисной службе АББ, дальнейшего вмешательства не требуется.ABB offers a flexible choice of service agreements for both new and existing robot installations, which helps extend the mean time between failures, shorten the time to repair and lower the total cost of ownership. With four new packages available – Support, Response, Maintenance and Warranty, each backed up by ABB’s Remote Service technology – businesses can minimize the impact of unplanned downtime and achieve improved production-line efficiency.Компания АББ предлагает гибкий выбор контрактов на выполнение технического обслуживания как уже имеющихся, так и вновь устанавливаемых роботов, которые позволяют значительно увеличить среднюю наработку на отказ, сократить время ремонта и эксплуатационные расходы. Четыре новых пакета на основе технологии Remote Service – Support, Response, Maintenance и Warranty – позволяют минимизировать внеплановые простои и значительно повысить эффективность производства.The benefits of Remote Sevice are clear: improved availability, fewer service visits, lower maintenance costs and maximized total cost of ownership. This unique service sets ABB apart from its competitors and is the beginning of a revolution in service thinking. It provides ABB with a great opportunity to improve customer access to its expertise and develop more advanced services worldwide.Преимущества дистанционного технического обслуживания очевидны: повышенная надежность, уменьшение выездов ремонтных бригад, уменьшение затрат на обслуживание и общих эксплуатационных расходов. Эта уникальная услуга дает компании АББ преимущества над конкурентами и демонстрирует революционный подход к организации сервиса. Благодаря ей компания АББ расширяет доступ заказчиков к опыту своих специалистов и получает возможность более эффективного оказания технической помощи по всему миру.Тематики
- тех. обсл. и ремонт средств электросвязи
Обобщающие термины
EN
Русско-английский словарь нормативно-технической терминологии > дистанционное техническое обслуживание
55 наука об управлении
наука об управлении
Точнее, комплекс наук, занимающихся вопросами управления, социальная, общественная наука о принципах и закономерностях управления общественным производством на различных его уровнях. Степень научности управления определяется глубиной познания качественных и количественных закономерностей функционирования и развития экономики. На Западе распространено двойное понимание термина «Н.у.»: в единственном числе (management science) как приложения количественных методов в управлении (синоним исследования операций) и во множественном числе (management sciences) как приложения в управлении не только количественных методов, но также экономики, психологии, социологии. Научно-технический прогресс ознаменовался кардинальными сдвигами в области хозяйственного управления. Объективная необходимость этих сдвигов определяется колоссальным развитием производства и его возросшими связями с наукой, усложнением технологических процессов. Большое значение имеет увеличение численности и повышение культурно-технического уровня рабочего класса и интеллигенции. Объективная возможность этих сдвигов определяется достижениями XX в. в области таких фундаментальных наук, как математика, логика, кибернетика, психология и социология, ряда прикладных наук, а также успехами в области производства электронно-вычислительной техники. Их достижения синтезирует целый комплекс дисциплин, рассматривающих с разных сторон вопросы управления, в том числе и управления экономическими процессами: это экономическая кибернетика, системный анализ, теория экономической информации, эвристические методы, теория (принятия) решений, теория игр и другие. Они исходят из того, что процесс управления (с кибернетической точки зрения) есть процесс сбора, переработки информации и выдачи продукта такой переработки в виде новой информации, т.е. решений, указаний и т.д. Общая задача перечисленных дисциплин — усовершенствование технологии этого процесса путем построения и реализации систем менеджмента: производственных, маркетинговых, финансовых, экологических, банковских, фондовых, транспортных и т.д.. Не следует преувеличивать значение такой технологии управления, ибо человек был и остается главным фактором в управлении. Но современная технология помогает человеку принимать более эффективные решения, добиваться более высоких результатов и сфера ее применения неуклонно расширяется. Важнейшими предвозвестниками менеджмента как системы методов управления капиталистическими фирмами и предприятиями были американские ученые Ф.Тейлор и Э.Мэйо, французский специалист А.Файоль. За последние годы в центр внимания многих концепций управления выдвигаются процессы принятия решений с использованием математической формализации (в том числе оптимизационных моделей), а также построенных на ее основе компьютьерных систем поддержки решений, экспертных систем, систем искусственного интеллекта. Создается ряд конкурирующих между собой «моделей управления», например, управление по отклонениям (management by exception), управление по конечным результатам (management by results), управление на основе делегирования прав и ответственности (management by delegation) и др. В России одним из предвозвестников современной Н.у. был философ-марксист А.А.Богданов, выдвинувший идею создания науки об общих законах организации — тектологии. С первых лет Советской власти работы в этой области были связаны в большой мере с именем А.К.Гастева, который с 1920-го по 1938 г. руководил Центральным институтом труда, был инициатором и организатором широкого движения за научную организацию труда (НОТ), пропагандировал популярную в те годы систему Ф.Тейлора. При Сталине Институт труда был разогнан, Гастев — репрессирован, исследования в области науки об управлении, так же как в ряде других областей современной экономики, были свернуты, переводы научной экономической литературы — практически прекращены. Все это было возобновлено лишь в начале 60-х гг. В настоящее время в стране вопросами Н.у. занимаются крупные научные коллективы — Институт системных исследований, ЦЭМИ, Институт проблем управления им. В.Трапезникова, Институт проблем управления сложными системами и др. Для обучения хозяйственных кадров созданы Академия народного хозяйства (соединившаяся в 2012 году с Академией государственной службы), факультеты управления и организации производства в ряде экономических институтов, множество школ, университетов и академий менеджмента.
[ http://slovar-lopatnikov.ru/]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > наука об управлении
56 программируемый логический контроллер
программируемый логический контроллер
ПЛК
-
[Интент]
контроллер
Управляющее устройство, осуществляющее автоматическое управление посредством программной реализации алгоритмов управления.
[Сборник рекомендуемых терминов. Выпуск 107. Теория управления.
Академия наук СССР. Комитет научно-технической терминологии. 1984 г.]EN
storage-programmable logic controller
computer-aided control equipment or system whose logic sequence can be varied via a directly or remote-control connected programming device, for example a control panel, a host computer or a portable terminal
[IEV ref 351-32-34]FR
automate programmable à mémoire
См. также:
équipement ou système de commande assisté par ordinateur dont la séquence logique peut être modifiée directement ou par l'intermédiaire d'un dispositif de programmation relié à une télécommande, par exemple un panneau de commande, un ordinateur hôte ou un terminal de données portatif
[IEV ref 351-32-34]
- архитектура контроллера;
- производительность контроллера;
- время реакции контроллера;
КЛАССИФИКАЦИЯ
Основным показателем ПЛК является количество каналов ввода-вывода. По этому признаку ПЛК делятся на следующие группы:- нано- ПЛК (менее 16 каналов);
- микро-ПЛК (более 16, до 100 каналов);
- средние (более 100, до 500 каналов);
- большие (более 500 каналов).
- моноблочными - в которых устройство ввода-вывода не может быть удалено из контроллера или заменено на другое. Конструктивно контроллер представляет собой единое целое с устройствами ввода-вывода (например, одноплатный контроллер). Моноблочный контроллер может иметь, например, 16 каналов дискретного ввода и 8 каналов релейного вывода;
- модульные - состоящие из общей корзины (шасси), в которой располагаются модуль центрального процессора и сменные модули ввода-вывода. Состав модулей выбирается пользователем в зависимости от решаемой задачи. Типовое количество слотов для сменных модулей - от 8 до 32;
- распределенные (с удаленными модулями ввода-вывода) - в которых модули ввода-вывода выполнены в отдельных корпусах, соединяются с модулем контроллера по сети (обычно на основе интерфейса RS-485) и могут быть расположены на расстоянии до 1,2 км от процессорного модуля.
Многие контроллеры имеют набор сменных процессорных плат разной производительности. Это позволяет расширить круг потенциальных пользователей системы без изменения ее конструктива.
По конструктивному исполнению и способу крепления контроллеры делятся на:- панельные (для монтажа на панель или дверцу шкафа);
- для монтажа на DIN-рейку внутри шкафа;
- для крепления на стене;
- стоечные - для монтажа в стойке;
- бескорпусные (обычно одноплатные) для применения в специализированных конструктивах производителей оборудования (OEM - "Original Equipment Manufact urer").
По области применения контроллеры делятся на следующие типы:- универсальные общепромышленные;
- для управления роботами;
- для управления позиционированием и перемещением;
- коммуникационные;
- ПИД-контроллеры;
- специализированные.
По способу программирования контроллеры бывают:- программируемые с лицевой панели контроллера;
- программируемые переносным программатором;
- программируемые с помощью дисплея, мыши и клавиатуры;
- программируемые с помощью персонального компьютера.
Контроллеры могут программироваться на следующих языках:- на классических алгоритмических языках (C, С#, Visual Basic);
- на языках МЭК 61131-3.
Контроллеры могут содержать в своем составе модули ввода-вывода или не содержать их. Примерами контроллеров без модулей ввода-вывода являются коммуникационные контроллеры, которые выполняют функцию межсетевого шлюза, или контроллеры, получающие данные от контроллеров нижнего уровня иерархии АСУ ТП. Контроллеры для систем автоматизации
Слово "контроллер" произошло от английского "control" (управление), а не от русского "контроль" (учет, проверка). Контроллером в системах автоматизации называют устройство, выполняющее управление физическими процессами по записанному в него алгоритму, с использованием информации, получаемой от датчиков и выводимой в исполнительные устройства.
Первые контроллеры появились на рубеже 60-х и 70-х годов в автомобильной промышленности, где использовались для автоматизации сборочных линий. В то время компьютеры стоили чрезвычайно дорого, поэтому контроллеры строились на жесткой логике (программировались аппаратно), что было гораздо дешевле. Однако перенастройка с одной технологической линии на другую требовала фактически изготовления нового контроллера. Поэтому появились контроллеры, алгоритм работы которых мог быть изменен несколько проще - с помощью схемы соединений реле. Такие контроллеры получили название программируемых логических контроллеров (ПЛК), и этот термин сохранился до настоящего времени. Везде ниже термины "контроллер" и "ПЛК" мы будем употреблять как синонимы.
Немного позже появились ПЛК, которые можно было программировать на машинно-ориентированном языке, что было проще конструктивно, но требовало участия специально обученного программиста для внесения даже незначительных изменений в алгоритм управления. С этого момента началась борьба за упрощение процесса программирования ПЛК, которая привела сначала к созданию языков высокого уровня, затем - специализированных языков визуального программирования, похожих на язык релейной логики. В настоящее время этот процесс завершился созданием международного стандарта IEC (МЭК) 1131-3, который позже был переименован в МЭК 61131-3. Стандарт МЭК 61131-3 поддерживает пять языков технологического программирования, что исключает необходимость привлечения профессиональных программистов при построении систем с контроллерами, оставляя для них решение нестандартных задач.
В связи с тем, что способ программирования является наиболее существенным классифицирующим признаком контроллера, понятие "ПЛК" все реже используется для обозначения управляющих контроллеров, которые не поддерживают технологические языки программирования. Жесткие ограничения на стоимость и огромное разнообразие целей автоматизации привели к невозможности создания универсального ПЛК, как это случилось с офисными компьютерами. Область автоматизации выдвигает множество задач, в соответствии с которыми развивается и рынок, содержащий сотни непохожих друг на друга контроллеров, различающихся десятками параметров.
Выбор оптимального для конкретной задачи контроллера основывается обычно на соответствии функциональных характеристик контроллера решаемой задаче при условии минимальной его стоимости. Учитываются также другие важные характеристики (температурный диапазон, надежность, бренд изготовителя, наличие разрешений Ростехнадзора, сертификатов и т. п.).
Несмотря на огромное разнообразие контроллеров, в их развитии заметны следующие общие тенденции:- уменьшение габаритов;
- расширение функциональных возможностей;
- увеличение количества поддерживаемых интерфейсов и сетей;
- использование идеологии "открытых систем";
- использование языков программирования стандарта МЭК 61131-3;
- снижение цены.
[ http://bookasutp.ru/Chapter6_1.aspx]
Программируемый логический контроллер (ПЛК, PLC) – микропроцессорное устройство, предназначенное для управления технологическим процессом и другими сложными технологическими объектами.
Принцип работы контроллера состоит в выполнение следующего цикла операций:
1. Сбор сигналов с датчиков;
2. Обработка сигналов согласно прикладному алгоритму управления;
3. Выдача управляющих воздействий на исполнительные устройства.
В нормальном режиме работы контроллер непрерывно выполняет этот цикл с частотой от 50 раз в секунду. Время, затрачиваемое контроллером на выполнение полного цикла, часто называют временем (или периодом) сканирования; в большинстве современных ПЛК сканирование может настраиваться пользователем в диапазоне от 20 до 30000 миллисекунд. Для быстрых технологических процессов, где критична скорость реакции системы и требуется оперативное регулирование, время сканирования может составлять 20 мс, однако для большинства непрерывных процессов период 100 мс считается вполне приемлемым.
Аппаратно контроллеры имеют модульную архитектуру и могут состоять из следующих компонентов:
1. Базовая панель ( Baseplate). Она служит для размещения на ней других модулей системы, устанавливаемых в специально отведенные позиции (слоты). Внутри базовой панели проходят две шины: одна - для подачи питания на электронные модули, другая – для пересылки данных и информационного обмена между модулями.
2. Модуль центрального вычислительного устройства ( СPU). Это мозг системы. Собственно в нем и происходит математическая обработка данных. Для связи с другими устройствами CPU часто оснащается сетевым интерфейсом, поддерживающим тот или иной коммуникационный стандарт.
3. Дополнительные коммуникационные модули. Необходимы для добавления сетевых интерфейсов, неподдерживаемых напрямую самим CPU. Коммуникационные модули существенно расширяют возможности ПЛК по сетевому взаимодействию. C их помощью к контроллеру подключают узлы распределенного ввода/вывода, интеллектуальные полевые приборы и станции операторского уровня.
4. Блок питания. Нужен для запитки системы от 220 V. Однако многие ПЛК не имеют стандартного блока питания и запитываются от внешнего.
Рис.1. Контроллер РСУ с коммуникациями Profibus и Ethernet.
Иногда на базовую панель, помимо указанных выше, допускается устанавливать модули ввода/вывода полевых сигналов, которые образуют так называемый локальный ввод/вывод. Однако для большинства РСУ (DCS) характерно использование именно распределенного (удаленного) ввода/вывода.
Отличительной особенностью контроллеров, применяемых в DCS, является возможность их резервирования. Резервирование нужно для повышения отказоустойчивости системы и заключается, как правило, в дублировании аппаратных модулей системы.
Рис. 2. Резервированный контроллер с коммуникациями Profibus и Ethernet.
Резервируемые модули работают параллельно и выполняют одни и те же функции. При этом один модуль находится в активном состоянии, а другой, являясь резервом, – в режиме “standby”. В случае отказа активного модуля, система автоматически переключается на резерв (это называется “горячий резерв”).
Обратите внимание, контроллеры связаны шиной синхронизации, по которой они мониторят состояние друг друга. Это решение позволяет разнести резервированные модули на значительное расстояние друг от друга (например, расположить их в разных шкафах или даже аппаратных).
Допустим, в данный момент активен левый контроллер, правый – находится в резерве. При этом, даже находясь в резерве, правый контроллер располагает всеми процессными данными и выполняет те же самые математические операции, что и левый. Контроллеры синхронизированы. Предположим, случается отказ левого контроллера, а именно модуля CPU. Управление автоматически передается резервному контроллеру, и теперь он становится главным. Здесь очень большое значение имеют время, которое система тратит на переключение на резерв (обычно меньше 0.5 с) и отсутствие возмущений (удара). Теперь система работает на резерве. Как только инженер заменит отказавший модуль CPU на исправный, система автоматически передаст ему управление и возвратится в исходное состояние.
На рис. 3 изображен резервированный контроллер S7-400H производства Siemens. Данный контроллер входит в состав РСУ Simatic PCS7.
Рис. 3. Резервированный контроллер S7-400H. Несколько другое техническое решение показано на примере резервированного контроллера FCP270 производства Foxboro (рис. 4). Данный контроллер входит в состав системы управления Foxboro IA Series.
Рис. 4. Резервированный контроллер FCP270.
На базовой панели инсталлировано два процессорных модуля, работающих как резервированная пара, и коммуникационный модуль для сопряжения с оптическими сетями стандарта Ethernet. Взаимодействие между модулями происходит по внутренней шине (тоже резервированной), спрятанной непосредственно в базовую панель (ее не видно на рисунке).
На рисунке ниже показан контроллер AC800M производства ABB (часть РСУ Extended Automation System 800xA).
Рис. 5. Контроллер AC800M.
Это не резервированный вариант. Контроллер состоит из двух коммуникационных модулей, одного СPU и одного локального модуля ввода/вывода. Кроме этого, к контроллеру можно подключить до 64 внешних модулей ввода/вывода.
При построении РСУ важно выбрать контроллер, удовлетворяющий всем техническим условиям и требованиям конкретного производства. Подбирая оптимальную конфигурацию, инженеры оперируют определенными техническими характеристиками промышленных контроллеров. Наиболее значимые перечислены ниже:
1. Возможность полного резервирования. Для задач, где отказоустойчивость критична (химия, нефтехимия, металлургия и т.д.), применение резервированных конфигураций вполне оправдано, тогда как для других менее ответственных производств резервирование зачастую оказывается избыточным решением.
2. Количество и тип поддерживаемых коммуникационных интерфейсов. Это определяет гибкость и масштабируемость системы управления в целом. Современные контроллеры способны поддерживать до 10 стандартов передачи данных одновременно, что во многом определяет их универсальность.
3. Быстродействие. Измеряется, как правило, в количестве выполняемых в секунду элементарных операций (до 200 млн.). Иногда быстродействие измеряется количеством обрабатываемых за секунду функциональных блоков (что такое функциональный блок – будет рассказано в следующей статье). Быстродействие зависит от типа центрального процессора (популярные производители - Intel, AMD, Motorola, Texas Instruments и т.д.)
4. Объем оперативной памяти. Во время работы контроллера в его оперативную память загружены запрограммированные пользователем алгоритмы автоматизированного управления, операционная система, библиотечные модули и т.д. Очевидно, чем больше оперативной памяти, тем сложнее и объемнее алгоритмы контроллер может выполнять, тем больше простора для творчества у программиста. Варьируется от 256 килобайт до 32 мегабайт.
5. Надежность. Наработка на отказ до 10-12 лет.
6. Наличие специализированных средств разработки и поддержка различных языков программирования. Очевидно, что существование специализированный среды разработки прикладных программ – это стандарт для современного контроллера АСУ ТП. Для удобства программиста реализуется поддержка сразу нескольких языков как визуального, так и текстового (процедурного) программирования (FBD, SFC, IL, LAD, ST; об этом в следующей статье).
7. Возможность изменения алгоритмов управления на “лету” (online changes), т.е. без остановки работы контроллера. Для большинства контроллеров, применяемых в РСУ, поддержка online changes жизненно необходима, так как позволяет тонко настраивать систему или расширять ее функционал прямо на работающем производстве.
8. Возможность локального ввода/вывода. Как видно из рис. 4 контроллер Foxboro FCP270 рассчитан на работу только с удаленной подсистемой ввода/вывода, подключаемой к нему по оптическим каналам. Simatic S7-400 может спокойно работать как с локальными модулями ввода/вывода (свободные слоты на базовой панели есть), так и удаленными узлами.
9. Вес, габаритные размеры, вид монтажа (на DIN-рейку, на монтажную панель или в стойку 19”). Важно учитывать при проектировании и сборке системных шкафов.
10. Условия эксплуатации (температура, влажность, механические нагрузки). Большинство промышленных контроллеров могут работать в нечеловеческих условиях от 0 до 65 °С и при влажности до 95-98%.
[ http://kazanets.narod.ru/PLC_PART1.htm]Тематики
Синонимы
EN
DE
- speicherprogrammierbare Steuerung, f
FR
Русско-английский словарь нормативно-технической терминологии > программируемый логический контроллер
57 релейная защита
защита
Совокупность устройств, предназначенных для обнаружения повреждений или других анормальных режимов в энергосистеме, отключения повреждения, прекращения анормальных режимов и подачи команд или сигналов.
Примечания:
1) Термин «защита» является общим термином для устройств защиты или систем защиты.
2) Термин «защита» может употребляться для описания защиты целой энергосистемы или защиты отдельной установки в энергосистеме, например: защита трансформатора, защита линии, защита генератора.
3) Защита не включает в себя оборудование установки энергосистемы, предназначенное, например, для ограничения перенапряжений в энергосистеме. Однако, она включает в себя оборудование, предназначенное для управления отклонениями напряжения или частоты в энергосистеме, такое как оборудование для автоматического управления реакторами для автоматической разгрузки и т.п.
[Разработка типовых структурных схем микропроцессорных устройств РЗА на объектах ОАО "ФКС ЕЭС". Пояснительная записка. Новосибирск 2006 г.]
релейная защита
—
[А.С.Гольдберг. Англо-русский энергетический словарь. 2006 г.]
релейная защита
релейная защита электрических систем
Совокупность устройств (или отдельное устройство), содержащая реле и способная реагировать на короткие замыкания (КЗ) в различных элементах электрической системы — автоматически выявлять и отключать поврежденный участок. В ряде случаев Р. з. может реагировать и на др. нарушения нормального режима работы системы (например, на повышение тока, напряжения) — включать сигнализацию или (реже) отключать соответствующий элемент системы. КЗ — основной вид повреждений в электрических системах как по частоте возникновения, так и по масштабам отрицательных последствий. При КЗ наступает резкое и неравномерное понижение напряжения в системе и значительное увеличение тока в отдельных её элементах, что в конечном счёте может привести к прекращению электроснабжения потребителей и разрушению оборудования. Применение Р. з. сводит вредные последствия КЗ к минимуму.
Р. з. срабатывает при изменениях определённых электрических величин. Чаще всего встречается Р. з., реагирующая на повышение тока (токовая защита). Нередко в качестве воздействующей величины используют напряжение. Применяют также Р. з., реагирующую на снижение отношения напряжения к току, которое пропорционально расстоянию (дистанции) от Р. з. до места КЗ (дистанционная защита). Обычно устройства Р. з. изолированы от системы; информация об электрических величинах поступает на них от измерительных трансформаторов тока или напряжения либо от др. измерительных преобразователей.
Как правило, каждый элемент электрической системы (генератор, трансформатор, линию электропередачи и т.д.) оборудуют отдельными устройствами Р. з. Защита системы в целом обеспечивается комплексной селективной Р. з., при этом отключение поврежденного элемента осуществляется вполне определённым устройством Р. з., а остальные устройства, получая информацию о КЗ, не срабатывают. Такая Р. з. должна срабатывать при КЗ, внутренних по отношению к защищаемому элементу, не срабатывать при внешних, а также не срабатывать в отсутствии КЗ.
Селективность (избирательность) Р. з. характеризуется протяжённостью зоны срабатывания защиты (при КЗ в пределах этой зоны Р. з. срабатывает с заданным быстродействием) и видами режимов работы системы, при которых предусматривается её несрабатывание. В зависимости от уровня селективности при внешних КЗ принято делить Р. з. на абсолютно селективные, не срабатывающие при любых внешних КЗ, относительно селективные, срабатывание которых при внешних КЗ предусмотрено только в случае отказа защиты или выключателя смежного поврежденного элемента, и неселективные, срабатывание которых допускается (в целях упрощения) при внешних КЗ в границах некоторой зоны. Наиболее распространены относительно селективные Р. з. Любая Р. з. должна удовлетворять требованиям устойчивости функционирования, характеризующейся совершенством способов "распознавания" защитой режима работы электрической системы, и надёжности функционирования, определяющейся в первую очередь отсутствием отказов устройств Р. з.
Один из простейших путей достижения селективности Р. з. (обычно токовых и дистанционных) — применение реле, в которых между моментом возникновения требования о срабатывании реле и завершением процесса срабатывания проходит строго определённый промежуток времени, называется выдержкой времени (см. Реле времени).
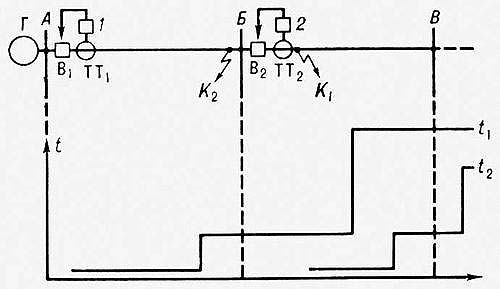
На рис. 1 показаны схема участка радиальной электрической сети с односторонним питанием (при котором ток к месту КЗ идёт с одной стороны), оснащенного относительно селективной Р. з., и соответствующие выдержки времени. Устройства Р. з. 1 и 2 имеют по три ступени, каждая из которых настроена на определённые значения входного сигнала т. о., что выдержка времени этих устройств ступенчато зависит от расстояния до места КЗ. Протяжённость зон, защищаемых отдельными ступенями, и соответствующие им выдержки времени выбираются с таким расчётом, чтобы устройства защиты поврежденных участков сети срабатывали раньше др. устройств. Зону первой ступени Р. з., не имеющей специального замедления срабатывания, приходится принимать несколько меньшей защищаемого участка, поскольку, например, устройство 1 не способно различить КЗ в точках K1 и K2. Последние ступени Р. з. (в Р. з., показанной на рис. 1, — третьи) — резервные, у них часто нет четко ограниченной зоны срабатывания.

В сетях, в которых ток к месту КЗ может идти с двух сторон (от разных источников питания или по обходной связи), относительно селективные Р. з. выполняют направленными — срабатывающими только тогда, когда мощность КЗ передаётся через защищаемые элементы в условном направлении от шин ближайшей подстанции в линию. Так, при КЗ в точке К (рис. 2) могут сработать только устройства 1, 3, 4 и 6. При этом устройства 1 и 3 (4 и 6) для обеспечения селективности согласованы между собой по зонам срабатывания и выдержкам времени.
В ряде случаев — на достаточно мощных генераторах, трансформаторах, линиях напряжением 110 кв и выше — для обеспечения высокого быстродействия Р. з. применяют сравнительно сложные абсолютно селективные защиты. Из них наиболее распространены т. н. продольные защиты, к которым для распознавания КЗ, в конце "своего" и в начале смежного участков подводится информация с разных концов элемента. Так, продольная дифференциальная токовая защита реагирует на геометрическую разность векторов токов на концах элемента. Эта разность при внешнем КЗ теоретически равна нулю, а при внутреннем — току в месте КЗ. В защитах др. типов производится сопоставление фаз векторов тока (дифференциально-фазная защита) или направлений потока мощности на концах элемента. К продольным защитам электрических машин и линий длиной примерно до 10 км информация об изменении электрических величин поступает непосредственно по соединительным проводам. На более длинных линиях для передачи такой информации обычно используют ВЧ каналы связи по проводам самой линии, а также УКВ каналы радиосвязи и радиорелейные линии.
Э. П. Смирнов.
[БСЭ, 1969-1978]НАЗНАЧЕНИЕ РЕЛЕЙНОЙ ЗАЩИТЫ
В энергетических системах могут возникать повреждения и ненормальные режимы работы электрооборудования электростанций и подстанций, их распределительных устройств, линий электропередачи и электроустановок потребителей электрической энергии.
Повреждения в большинстве случаев сопровождаются значительным увеличением тока и глубоким понижением напряжения в элементах энергосистемы.
Повышенный ток выделяет большое количество тепла, вызывающее разрушения в месте повреждения и опасный нагрев неповрежденных линий и оборудования, по которым этот ток проходит.
Понижение напряжения нарушает нормальную работу потребителей электроэнергии и устойчивость параллельной работы генераторов и энергосистемы в целом.
Ненормальные режимы обычно приводят к отклонению величин напряжения, тока и частоты от допустимых значений. При понижении частоты и напряжения создается опасность нарушения нормальной работы потребителей и устойчивости энергосистемы, а повышение напряжения и тока угрожает повреждением оборудования и линий электропередачи.
Таким образом, повреждения нарушают работу энергосистемы и потребителей электроэнергии, а ненормальные режимы создают возможность возникновения повреждений или расстройства работы энергосистемы.
Для обеспечения нормальной работы энергетической системы и потребителей электроэнергии необходимо возможно быстрее выявлять и отделять место повреждения от неповрежденной сети, восстанавливая таким путем нормальные условия их работы и прекращая разрушения в месте повреждения.
Опасные последствия ненормальных режимов также можно предотвратить, если своевременно обнаружить отклонение от нормального режима и принять меры к его устранению (например, снизить ток при его возрастании, понизить напряжение при его увеличении и т. д.).
В связи с этим возникает необходимость в создании и применении автоматических устройств, выполняющих указанные операции и защищающих систему и ее элементы от опасных последствий повреждений и ненормальных режимов.
Первоначально в качестве подобной защиты применялись плавкие предохранители. Однако по мере роста мощности и напряжения электрических установок и усложнения их схем коммутации такой способ защиты стал недостаточным, в силу чего были созданы защитные устройства, выполняемые при помощи специальных автоматов — реле, получившие название релейной защиты.
Релейная защита является основным видом электрической автоматики, без которой невозможна нормальная и надежная работа современных энергетических систем. Она осуществляет непрерывный контроль за состоянием и режимом работы всех элементов энергосистемы и реагирует на возникновение повреждений и ненормальных режимов.
При возникновении повреждений защита выявляет и отключает от системы поврежденный участок, воздействуя на специальные силовые выключатели, предназначенные для размыкания токов повреждения.
При возникновении ненормальных режимов защита выявляет их и в зависимости от характера нарушения производит операции, необходимые для восстановления нормального режима, или подает сигнал дежурному персоналу.
В современных электрических системах релейная защита тесно связана с электрической автоматикой, предназначенной для быстрого автоматического восстановления нормального режима и питания потребителей.
К основным устройствам такой автоматики относятся:- автоматы повторного включения (АПВ),
- автоматы включения резервных источников питания и оборудования (АВР),
- автоматы частотной разгрузки (АЧР).
[Чернобровов Н. В. Релейная защита. Учебное пособие для техникумов]
Тематики
Синонимы
EN
Русско-английский словарь нормативно-технической терминологии > релейная защита
58 управление аварийными сигналами
управление аварийными сигналами
-
[Интент]
Переход от аналоговых систем к цифровым привел к широкому, иногда бесконтрольному использованию аварийных сигналов. Текущая программа снижения количества нежелательных аварийных сигналов, контроля, определения приоритетности и адекватного реагирования на такие сигналы будет способствовать надежной и эффективной работе предприятия.Если технология хороша, то, казалось бы, чем шире она применяется, тем лучше. Разве не так? Как раз нет. Больше не всегда означает лучше. Наступление эпохи микропроцессоров и широкое распространение современных распределенных систем управления (DCS) упростило подачу сигналов тревоги при любом сбое технологического процесса, поскольку затраты на это невелики или равны нулю. В результате в настоящее время на большинстве предприятий имеются системы, подающие ежедневно огромное количество аварийных сигналов и уведомлений, что мешает работе, а иногда приводит к катастрофическим ситуациям.
„Всем известно, насколько важной является система управления аварийными сигналами. Но, несмотря на это, на производстве такие системы управления внедряются достаточно редко", - отмечает Тодд Стауффер, руководитель отдела маркетинга PCS7 в компании Siemens Energy & Automation. Однако события последних лет, среди которых взрыв на нефтеперегонном заводе BP в Техасе в марте 2005 г., в результате которого погибло 15 и получило травмы 170 человек, могут изменить отношение к данной проблеме. В отчете об этом событии говорится, что аварийные сигналы не всегда были технически обоснованы.
Широкое распространение компьютеризированного оборудования и распределенных систем управления сделало более простым и быстрым формирование аварийных сигналов. Согласно новым принципам аварийные сигналы следует формировать только тогда, когда необходимы ответные действия оператора. (С разрешения Siemens Energy & Automation)
Этот и другие подобные инциденты побудили специалистов многих предприятий пересмотреть программы управления аварийными сигналами. Специалисты пытаются найти причины непомерного роста числа аварийных сигналов, изучить и применить передовой опыт и содействовать разработке стандартов. Все это подталкивает многие компании к оценке и внедрению эталонных стандартов, таких, например, как Publication 191 Ассоциации пользователей средств разработки и материалов (EEMUA) „Системы аварийной сигнализации: Руководство по разработке, управлению и поставке", которую многие называют фактическим стандартом систем управления аварийными сигналами. Тим Дональдсон, директор по маркетингу компании Iconics, отмечает: „Распределение и частота/колебания аварийных сигналов, взаимная корреляция, время реакции и изменения в действиях оператора в течение определенного интервала времени являются основными показателями отчетов, которые входят в стандарт EEMUA и обеспечивают полезную информацию для улучшения работы предприятия”. Помимо этого как конечные пользователи, так и поставщики поддерживают развитие таких стандартов, как SP-18.02 ISA «Управление системами аварийной сигнализации для обрабатывающих отраслей промышленности». (см. сопроводительный раздел „Стандарты, эталоны, передовой опыт" для получения более подробных сведений).
Предполагается, что одной из причин взрыва на нефтеперегонном заводе BP в Техасе в 2005 г., в результате которого погибло 15 и получило ранения 170 человек, а также был нанесен значительный ущерб имуществу, стала неэффективная система аварийных сигналов.(Источник: Комиссия по химической безопасности и расследованию аварий США)
На большинстве предприятий системы аварийной сигнализации очень часто имеют слишком большое количество аварийных сигналов. Это в высшей степени нецелесообразно. Показатели EEMUA являются эталонными. Они содержатся в Publication 191 (1999), „Системы аварийной сигнализации: Руководство по разработке, управлению и поставке".
Начало работы
Наиболее важным представляется вопрос: почему так велико количество аварийных сигналов? Стауффер объясняет это следующим образом: „В эпоху аналоговых систем аварийные сигналы реализовывались аппаратно. Они должны были соответствующим образом разрабатываться и устанавливаться. Каждый аварийный сигнал имел реальную стоимость - примерно 1000 долл. США. Поэтому они выполнялись тщательно. С развитием современных DCS аварийные сигналы практически ничего не стоят, в связи с чем на предприятиях стремятся устанавливать все возможные сигналы".
Характеристики «хорошего» аварийного сообщения
В число базовых требований к аварийному сообщению, включенных в аттестационный документ EEMUA, входит ясное, непротиворечивое представление информации. На каждом экране дисплея:
• Должно быть четко определено возникшее состояние;
• Следует использовать терминологию, понятную для оператора;
• Должна применяться непротиворечивая система сокращений, основанная на стандартном словаре сокращений для данной отрасли производства;
• Следует использовать согласованную структуру сообщения;
• Система не должна строиться только на основе теговых обозначений и номеров;
• Следует проверить удобство работы на реальном производстве.
Информация из Publication 191 (1999) EEMUA „Системы аварийной сигнализации: Руководство по разработке, управлению и поставке".
Качественная система управления аварийными сигналами должна опираться на руководящий документ. В стандарте ISA SP-18.02 «Управление системами аварийной сигнализации для обрабатывающих отраслей промышленности», предложен целостный подход, основанный на модели жизненного цикла, которая включает в себя определяющие принципы, обучение, контроль и аудит.
Именно поэтому операторы сегодня часто сталкиваются с проблемой резкого роста аварийных сигналов. В соответствии с рекомендациями Publication 191 EEMUA средняя частота аварийных сигналов не должна превышать одного сигнала за 10 минут, или не более 144 сигналов в день. В большинстве отраслей промышленности показатели значительно выше и находятся в диапазоне 5-9 сигналов за 10 минут (см. таблицу Эталонные показатели для аварийных сигналов). Дэвид Гэртнер, руководитель служб управления аварийными сигналами в компании Invensys Process Systems, вспоминает, что при запуске производственной установки пяти операторам за полгода поступило 5 миллионов сигналов тревоги. „От одного из устройств было получено 550 000 аварийных сигналов. Устройство работает на протяжении многих месяцев, и до сих пор никто не решился отключить его”.
Практика прошлых лет заключалась в том, чтобы использовать любые аварийные сигналы независимо от того - нужны они или нет. Однако в последнее время при конфигурировании систем аварийных сигналов исходят из необходимости ответных действий со стороны оператора. Этот принцип, который отражает фундаментальные изменения в разработке систем и взаимодействии операторов, стал основой проекта стандарта SP18 ISA. В этом документе дается следующее определение аварийного сигнала: „звуковой и/или визуальный способ привлечения внимания, указывающий оператору на неисправность оборудования, отклонения в технологическом процессе или аномальные условия эксплуатации, которые требуют реагирования”. При такой практике сигнал конфигурируется только в том случае, когда на него необходим ответ оператора.
Адекватная реакция
Особенно важно учитывать следующую рекомендацию: „Не следует ничего предпринимать в отношении событий, для которых нет измерительного инструмента (обычно программного)”.Высказывания Ника Сэнд-за, сопредседателя комитета по разработке стандартов для систем управления аварийными сигналами SP-18.00.02 Общества ISA и менеджера технологий управления процессами химического производства DuPont, подчеркивают необходимость контроля: „Система контроля должна сообщать - в каком состоянии находятся аварийные сигналы. По каким аварийным сигналам проводится техническое обслуживание? Сколько сигналов имеет самый высокий приоритет? Какие из них относятся к системе безопасности? Она также должна сообщать об эффективности работы системы. Соответствует ли ее работа вашим целям и основополагающим принципам?"
Кейт Джоунз, старший менеджер по системам визуализации в Wonderware, добавляет: „Во многих отраслях промышленности, например в фармацевтике и в пищевой промышленности, уже сегодня требуется ведение баз данных по материалам и ингредиентам. Эта информация может также оказаться полезной при анализе аварийных сигналов. Мы можем установить комплект оборудования, работающего в реальном времени. Оно помогает определить место, где возникла проблема, с которой связан аварийный сигнал. Например, можно создать простые гистограммы частот аварийных сигналов. Можно сформировать отчеты об аварийных сигналах в соответствии с разными уровнями системы контроля, которая предоставляет сведения как для менеджеров, так и для исполнителей”.
Представитель компании Invensys Гэртнер утверждает, что двумя основными элементами каждой программы управления аварийными сигналами должны быть: „хороший аналитический инструмент, с помощью которого можно определить устройства, подающие наибольшее количество аварийных сигналов, и эффективный технологический процесс, позволяющий объединить усилия персонала и технические средства для устранения неисправностей. Инструментарий помогает выявить источник проблемы. С его помощью можно определить наиболее частые сигналы, а также ложные и отвлекающие сигналы. Таким образом, мы можем выяснить, где и когда возникают аварийные сигналы, можем провести анализ основных причин и выяснить, почему происходит резкое увеличение сигналов, а также установить для них новые приоритеты. На многих предприятиях высокий приоритет установлен для всех аварийных сигналов. Это неприемлемое решение. Наиболее разумным способом распределения приоритетности является следующий: 5 % аварийных сигналов имеют приоритет № 1, 15% приоритет № 2, и 80% приоритет № 3. В этом случае оператор может отреагировать на те сигналы, которые действительно важны”.
И, тем не менее, Марк МакТэвиш, руководитель группы решений в области управления аварийными сигналами и международных курсов обучения в компании Matrikon, отмечает: „Необходимо помнить, что программное обеспечение - это всего лишь инструмент, оно само по себе не является решением. Аварийные сигналы должны представлять собой исключительные случаи, которые указывают на события, выходящие за приемлемые рамки. Удачные программы управления аварийными сигналами позволяют добиться внедрения на производстве именно такого подхода. Они помогают инженерам изо дня в день управлять своими установками, обеспечивая надежный контроль качества и повышение производительности за счет снижения незапланированных простоев”.
Система, нацеленная на оператора
Тем не менее, даже наличия хорошей системы сигнализации и механизма контроля и анализа ее функционирования еще недостаточно. Необходимо следовать основополагающим принципам, руководящему документу, который должен стать фундаментом для всей системы аварийной сигнализации в целом, подчеркивает Сэндз, сопредседатель ISA SP18. При разработке стандарта „основное внимание мы уделяем не только рационализации аварийных сигналов, - говорит он, - но и жизненному циклу систем управления аварийными сигналами в целом, включая обучение, внесение изменений, совершенствование и периодический контроль на производственном участке. Мы стремимся использовать целостный подход к системе управления аварийными сигналами, построенной в соответствии с ISA 84.00.01, Функциональная безопасность: Системы безопасности с измерительной аппаратурой для сектора обрабатывающей промышленности». (см. диаграмму Модель жизненного цикла системы управления аварийными сигналами)”.
«В данном подходе учитывается участие оператора. Многие недооценивают роль оператора,- отмечает МакТэвиш из Matrikon. - Система управления аварийными сигналами строится вокруг оператора. Инженерам трудно понять проблемы оператора, если они не побывают на его месте и не получат опыт управления аварийными сигналами. Они считают, что знают потребности оператора, но зачастую оказывается, что это не так”.
Удобное отображение информации с помощью человеко-машинного интерфейса является наиболее существенным аспектом системы управления аварийными сигналами. Джонс из Wonderware говорит: „Аварийные сигналы перед поступлением к оператору должны быть отфильтрованы так, чтобы до оператора дошли нужные сообщения. Программное обеспечение предоставляет инструментарий для удобной конфигурации этих параметров, но также важны согласованность и подтверждение ответных действий”.
Аварийный сигнал должен сообщать о том, что необходимо сделать. Например, как отмечает Стауффер из Siemens: „Когда специалист по автоматизации настраивает конфигурацию системы, он может задать обозначение для физического устройства в соответствии с системой идентификационных или контурных тегов ISA. При этом обозначение аварийного сигнала может выглядеть как LIC-120. Но оператору информацию представляют в другом виде. Для него это 'регулятор уровня для резервуара XYZ'. Если в сообщении оператору указываются неверные сведения, то могут возникнуть проблемы. Оператор, а не специалист по автоматизации является адресатом. Он - единственный, кто реагирует на сигналы. Сообщение должно быть сразу же абсолютно понятным для него!"
Эдди Хабиби, основатель и главный исполнительный директор PAS, отмечает: „Эффективность деятельности оператора, которая существенно влияет на надежность и рентабельность предприятия, выходит за рамки совершенствования системы управления аварийными сигналами. Инвестиции в операторов являются такими же важными, как инвестиции в современные системы управления технологическим процессом. Нельзя добиться эффективности работы операторов без учета человеческого фактора. Компетентный оператор хорошо знает технологический процесс, имеет прекрасные навыки общения и обращения с людьми и всегда находится в состоянии готовности в отношении всех событий системы аварийных сигналов”. „До возникновения DCS, -продолжает он, - перед оператором находилась схема технологического процесса, на которой были указаны все трубопроводы и измерительное оборудование. С переходом на управление с помощью ЭВМ сотни схем трубопроводов и контрольно-измерительных приборов были занесены в компьютерные системы. При этом не подумали об интерфейсе оператора. Когда произошел переход от аналоговых систем и физических схем панели управления к цифровым системам с экранными интерфейсами, оператор утратил целостную картину происходящего”.
«Оператору также требуется иметь необходимое образование в области технологических процессов, - подчеркивает Хабиби. - Мы часто недооцениваем роль обучения. Каковы принципы работы насоса или компрессора? Летчик гражданской авиации проходит бесчисленные часы подготовки. Он должен быть достаточно подготовленным перед тем, как ему разрешат взять на себя ответственность за многие жизни. В руках оператора химического производства возможно лежит не меньшее, если не большее количество жизней, но его подготовка обычно ограничивается двухмесячными курсами, а потом он учится на рабочем месте. Необходимо больше внимания уделять повышению квалификации операторов производства”.
Рентабельность
Эффективная система управления аварийными сигналами стоит времени и денег. Однако и неэффективная система также стоит денег и времени, но приводит к снижению производительности и повышению риска для человеческой жизни. Хотя создание новой программы управления аварийными сигналами или пересмотр и реконструкция старой может обескуражить кого угодно, существует масса информации по способам реализации и достижения целей системы управления аварийными сигналами.
Наиболее важным является именно определение цели и способов ее достижения. МакТэвиш говорит, что система должна выдавать своевременные аварийные сигналы, которые не дублируют друг друга, адекватно отражают ситуацию, помогают оператору диагностировать проблему и определять эффективное направление действий. „Целью является поддержание производства в безопасном, надежном рабочем состоянии, которое позволяет выпускать качественный продукт. В конечном итоге целью является финансовая прибыль. Если на предприятии не удается достичь этих целей, то его существование находится под вопросом.
Управление аварийными сигналами - это процесс, а не схема, - подводит итог Гэртнер из Invensys. - Это то же самое, что и производственная безопасность. Это - постоянный процесс, он никогда не заканчивается. Мы уже осознали высокую стоимость низкой эффективности и руководители предприятий больше не хотят за нее расплачиваться”.
Автор: Джини Катцель, Control Engineering
[ http://controlengrussia.com/artykul/article/hmi-upravlenie-avariinymi-signalami/]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > управление аварийными сигналами
59 программируемый логический контроллер
программируемый логический контроллер
ПЛК
-
[Интент]
контроллер
Управляющее устройство, осуществляющее автоматическое управление посредством программной реализации алгоритмов управления.
[Сборник рекомендуемых терминов. Выпуск 107. Теория управления.
Академия наук СССР. Комитет научно-технической терминологии. 1984 г.]EN
storage-programmable logic controller
computer-aided control equipment or system whose logic sequence can be varied via a directly or remote-control connected programming device, for example a control panel, a host computer or a portable terminal
[IEV ref 351-32-34]FR
automate programmable à mémoire
См. также:
équipement ou système de commande assisté par ordinateur dont la séquence logique peut être modifiée directement ou par l'intermédiaire d'un dispositif de programmation relié à une télécommande, par exemple un panneau de commande, un ordinateur hôte ou un terminal de données portatif
[IEV ref 351-32-34]
- архитектура контроллера;
- производительность контроллера;
- время реакции контроллера;
КЛАССИФИКАЦИЯ
Основным показателем ПЛК является количество каналов ввода-вывода. По этому признаку ПЛК делятся на следующие группы:- нано- ПЛК (менее 16 каналов);
- микро-ПЛК (более 16, до 100 каналов);
- средние (более 100, до 500 каналов);
- большие (более 500 каналов).
- моноблочными - в которых устройство ввода-вывода не может быть удалено из контроллера или заменено на другое. Конструктивно контроллер представляет собой единое целое с устройствами ввода-вывода (например, одноплатный контроллер). Моноблочный контроллер может иметь, например, 16 каналов дискретного ввода и 8 каналов релейного вывода;
- модульные - состоящие из общей корзины (шасси), в которой располагаются модуль центрального процессора и сменные модули ввода-вывода. Состав модулей выбирается пользователем в зависимости от решаемой задачи. Типовое количество слотов для сменных модулей - от 8 до 32;
- распределенные (с удаленными модулями ввода-вывода) - в которых модули ввода-вывода выполнены в отдельных корпусах, соединяются с модулем контроллера по сети (обычно на основе интерфейса RS-485) и могут быть расположены на расстоянии до 1,2 км от процессорного модуля.
Многие контроллеры имеют набор сменных процессорных плат разной производительности. Это позволяет расширить круг потенциальных пользователей системы без изменения ее конструктива.
По конструктивному исполнению и способу крепления контроллеры делятся на:- панельные (для монтажа на панель или дверцу шкафа);
- для монтажа на DIN-рейку внутри шкафа;
- для крепления на стене;
- стоечные - для монтажа в стойке;
- бескорпусные (обычно одноплатные) для применения в специализированных конструктивах производителей оборудования (OEM - "Original Equipment Manufact urer").
По области применения контроллеры делятся на следующие типы:- универсальные общепромышленные;
- для управления роботами;
- для управления позиционированием и перемещением;
- коммуникационные;
- ПИД-контроллеры;
- специализированные.
По способу программирования контроллеры бывают:- программируемые с лицевой панели контроллера;
- программируемые переносным программатором;
- программируемые с помощью дисплея, мыши и клавиатуры;
- программируемые с помощью персонального компьютера.
Контроллеры могут программироваться на следующих языках:- на классических алгоритмических языках (C, С#, Visual Basic);
- на языках МЭК 61131-3.
Контроллеры могут содержать в своем составе модули ввода-вывода или не содержать их. Примерами контроллеров без модулей ввода-вывода являются коммуникационные контроллеры, которые выполняют функцию межсетевого шлюза, или контроллеры, получающие данные от контроллеров нижнего уровня иерархии АСУ ТП. Контроллеры для систем автоматизации
Слово "контроллер" произошло от английского "control" (управление), а не от русского "контроль" (учет, проверка). Контроллером в системах автоматизации называют устройство, выполняющее управление физическими процессами по записанному в него алгоритму, с использованием информации, получаемой от датчиков и выводимой в исполнительные устройства.
Первые контроллеры появились на рубеже 60-х и 70-х годов в автомобильной промышленности, где использовались для автоматизации сборочных линий. В то время компьютеры стоили чрезвычайно дорого, поэтому контроллеры строились на жесткой логике (программировались аппаратно), что было гораздо дешевле. Однако перенастройка с одной технологической линии на другую требовала фактически изготовления нового контроллера. Поэтому появились контроллеры, алгоритм работы которых мог быть изменен несколько проще - с помощью схемы соединений реле. Такие контроллеры получили название программируемых логических контроллеров (ПЛК), и этот термин сохранился до настоящего времени. Везде ниже термины "контроллер" и "ПЛК" мы будем употреблять как синонимы.
Немного позже появились ПЛК, которые можно было программировать на машинно-ориентированном языке, что было проще конструктивно, но требовало участия специально обученного программиста для внесения даже незначительных изменений в алгоритм управления. С этого момента началась борьба за упрощение процесса программирования ПЛК, которая привела сначала к созданию языков высокого уровня, затем - специализированных языков визуального программирования, похожих на язык релейной логики. В настоящее время этот процесс завершился созданием международного стандарта IEC (МЭК) 1131-3, который позже был переименован в МЭК 61131-3. Стандарт МЭК 61131-3 поддерживает пять языков технологического программирования, что исключает необходимость привлечения профессиональных программистов при построении систем с контроллерами, оставляя для них решение нестандартных задач.
В связи с тем, что способ программирования является наиболее существенным классифицирующим признаком контроллера, понятие "ПЛК" все реже используется для обозначения управляющих контроллеров, которые не поддерживают технологические языки программирования. Жесткие ограничения на стоимость и огромное разнообразие целей автоматизации привели к невозможности создания универсального ПЛК, как это случилось с офисными компьютерами. Область автоматизации выдвигает множество задач, в соответствии с которыми развивается и рынок, содержащий сотни непохожих друг на друга контроллеров, различающихся десятками параметров.
Выбор оптимального для конкретной задачи контроллера основывается обычно на соответствии функциональных характеристик контроллера решаемой задаче при условии минимальной его стоимости. Учитываются также другие важные характеристики (температурный диапазон, надежность, бренд изготовителя, наличие разрешений Ростехнадзора, сертификатов и т. п.).
Несмотря на огромное разнообразие контроллеров, в их развитии заметны следующие общие тенденции:- уменьшение габаритов;
- расширение функциональных возможностей;
- увеличение количества поддерживаемых интерфейсов и сетей;
- использование идеологии "открытых систем";
- использование языков программирования стандарта МЭК 61131-3;
- снижение цены.
[ http://bookasutp.ru/Chapter6_1.aspx]
Программируемый логический контроллер (ПЛК, PLC) – микропроцессорное устройство, предназначенное для управления технологическим процессом и другими сложными технологическими объектами.
Принцип работы контроллера состоит в выполнение следующего цикла операций:
1. Сбор сигналов с датчиков;
2. Обработка сигналов согласно прикладному алгоритму управления;
3. Выдача управляющих воздействий на исполнительные устройства.
В нормальном режиме работы контроллер непрерывно выполняет этот цикл с частотой от 50 раз в секунду. Время, затрачиваемое контроллером на выполнение полного цикла, часто называют временем (или периодом) сканирования; в большинстве современных ПЛК сканирование может настраиваться пользователем в диапазоне от 20 до 30000 миллисекунд. Для быстрых технологических процессов, где критична скорость реакции системы и требуется оперативное регулирование, время сканирования может составлять 20 мс, однако для большинства непрерывных процессов период 100 мс считается вполне приемлемым.
Аппаратно контроллеры имеют модульную архитектуру и могут состоять из следующих компонентов:
1. Базовая панель ( Baseplate). Она служит для размещения на ней других модулей системы, устанавливаемых в специально отведенные позиции (слоты). Внутри базовой панели проходят две шины: одна - для подачи питания на электронные модули, другая – для пересылки данных и информационного обмена между модулями.
2. Модуль центрального вычислительного устройства ( СPU). Это мозг системы. Собственно в нем и происходит математическая обработка данных. Для связи с другими устройствами CPU часто оснащается сетевым интерфейсом, поддерживающим тот или иной коммуникационный стандарт.
3. Дополнительные коммуникационные модули. Необходимы для добавления сетевых интерфейсов, неподдерживаемых напрямую самим CPU. Коммуникационные модули существенно расширяют возможности ПЛК по сетевому взаимодействию. C их помощью к контроллеру подключают узлы распределенного ввода/вывода, интеллектуальные полевые приборы и станции операторского уровня.
4. Блок питания. Нужен для запитки системы от 220 V. Однако многие ПЛК не имеют стандартного блока питания и запитываются от внешнего.
Рис.1. Контроллер РСУ с коммуникациями Profibus и Ethernet.
Иногда на базовую панель, помимо указанных выше, допускается устанавливать модули ввода/вывода полевых сигналов, которые образуют так называемый локальный ввод/вывод. Однако для большинства РСУ (DCS) характерно использование именно распределенного (удаленного) ввода/вывода.
Отличительной особенностью контроллеров, применяемых в DCS, является возможность их резервирования. Резервирование нужно для повышения отказоустойчивости системы и заключается, как правило, в дублировании аппаратных модулей системы.
Рис. 2. Резервированный контроллер с коммуникациями Profibus и Ethernet.
Резервируемые модули работают параллельно и выполняют одни и те же функции. При этом один модуль находится в активном состоянии, а другой, являясь резервом, – в режиме “standby”. В случае отказа активного модуля, система автоматически переключается на резерв (это называется “горячий резерв”).
Обратите внимание, контроллеры связаны шиной синхронизации, по которой они мониторят состояние друг друга. Это решение позволяет разнести резервированные модули на значительное расстояние друг от друга (например, расположить их в разных шкафах или даже аппаратных).
Допустим, в данный момент активен левый контроллер, правый – находится в резерве. При этом, даже находясь в резерве, правый контроллер располагает всеми процессными данными и выполняет те же самые математические операции, что и левый. Контроллеры синхронизированы. Предположим, случается отказ левого контроллера, а именно модуля CPU. Управление автоматически передается резервному контроллеру, и теперь он становится главным. Здесь очень большое значение имеют время, которое система тратит на переключение на резерв (обычно меньше 0.5 с) и отсутствие возмущений (удара). Теперь система работает на резерве. Как только инженер заменит отказавший модуль CPU на исправный, система автоматически передаст ему управление и возвратится в исходное состояние.
На рис. 3 изображен резервированный контроллер S7-400H производства Siemens. Данный контроллер входит в состав РСУ Simatic PCS7.
Рис. 3. Резервированный контроллер S7-400H. Несколько другое техническое решение показано на примере резервированного контроллера FCP270 производства Foxboro (рис. 4). Данный контроллер входит в состав системы управления Foxboro IA Series.
Рис. 4. Резервированный контроллер FCP270.
На базовой панели инсталлировано два процессорных модуля, работающих как резервированная пара, и коммуникационный модуль для сопряжения с оптическими сетями стандарта Ethernet. Взаимодействие между модулями происходит по внутренней шине (тоже резервированной), спрятанной непосредственно в базовую панель (ее не видно на рисунке).
На рисунке ниже показан контроллер AC800M производства ABB (часть РСУ Extended Automation System 800xA).
Рис. 5. Контроллер AC800M.
Это не резервированный вариант. Контроллер состоит из двух коммуникационных модулей, одного СPU и одного локального модуля ввода/вывода. Кроме этого, к контроллеру можно подключить до 64 внешних модулей ввода/вывода.
При построении РСУ важно выбрать контроллер, удовлетворяющий всем техническим условиям и требованиям конкретного производства. Подбирая оптимальную конфигурацию, инженеры оперируют определенными техническими характеристиками промышленных контроллеров. Наиболее значимые перечислены ниже:
1. Возможность полного резервирования. Для задач, где отказоустойчивость критична (химия, нефтехимия, металлургия и т.д.), применение резервированных конфигураций вполне оправдано, тогда как для других менее ответственных производств резервирование зачастую оказывается избыточным решением.
2. Количество и тип поддерживаемых коммуникационных интерфейсов. Это определяет гибкость и масштабируемость системы управления в целом. Современные контроллеры способны поддерживать до 10 стандартов передачи данных одновременно, что во многом определяет их универсальность.
3. Быстродействие. Измеряется, как правило, в количестве выполняемых в секунду элементарных операций (до 200 млн.). Иногда быстродействие измеряется количеством обрабатываемых за секунду функциональных блоков (что такое функциональный блок – будет рассказано в следующей статье). Быстродействие зависит от типа центрального процессора (популярные производители - Intel, AMD, Motorola, Texas Instruments и т.д.)
4. Объем оперативной памяти. Во время работы контроллера в его оперативную память загружены запрограммированные пользователем алгоритмы автоматизированного управления, операционная система, библиотечные модули и т.д. Очевидно, чем больше оперативной памяти, тем сложнее и объемнее алгоритмы контроллер может выполнять, тем больше простора для творчества у программиста. Варьируется от 256 килобайт до 32 мегабайт.
5. Надежность. Наработка на отказ до 10-12 лет.
6. Наличие специализированных средств разработки и поддержка различных языков программирования. Очевидно, что существование специализированный среды разработки прикладных программ – это стандарт для современного контроллера АСУ ТП. Для удобства программиста реализуется поддержка сразу нескольких языков как визуального, так и текстового (процедурного) программирования (FBD, SFC, IL, LAD, ST; об этом в следующей статье).
7. Возможность изменения алгоритмов управления на “лету” (online changes), т.е. без остановки работы контроллера. Для большинства контроллеров, применяемых в РСУ, поддержка online changes жизненно необходима, так как позволяет тонко настраивать систему или расширять ее функционал прямо на работающем производстве.
8. Возможность локального ввода/вывода. Как видно из рис. 4 контроллер Foxboro FCP270 рассчитан на работу только с удаленной подсистемой ввода/вывода, подключаемой к нему по оптическим каналам. Simatic S7-400 может спокойно работать как с локальными модулями ввода/вывода (свободные слоты на базовой панели есть), так и удаленными узлами.
9. Вес, габаритные размеры, вид монтажа (на DIN-рейку, на монтажную панель или в стойку 19”). Важно учитывать при проектировании и сборке системных шкафов.
10. Условия эксплуатации (температура, влажность, механические нагрузки). Большинство промышленных контроллеров могут работать в нечеловеческих условиях от 0 до 65 °С и при влажности до 95-98%.
[ http://kazanets.narod.ru/PLC_PART1.htm]Тематики
Синонимы
EN
DE
- speicherprogrammierbare Steuerung, f
FR
Русско-французский словарь нормативно-технической терминологии > программируемый логический контроллер
60 active data transfer
активная передача данных
—
[Интент]Революционной разработкой MOXA можно назвать внедрение в модулях ioLogik системы активной передачи данных, реализованной технологией Active IO. Применяя эту технологию в системах телеметрии, пользователь может отказаться от классической технологии опроса модулей ввода/вывода со стороны операторских АРМ и переложить задачу оповещения об изменении состояния контролируемых параметров на сами модули ioLogik.
Такой подход имеет ряд неоспоримых преимуществ.
Во-первых, оператор узнает о произошедших событиях мгновенно от самого модуля сбора данных, не дожидаясь очередного цикла опроса исполнительных устройств со стороны сервера.
Во-вторых, с центрального сервера сбора данных снимается ресурсоемкая задача постоянного опроса устройств сбора данных.
В-третьих, что немаловажно для больших распределенных систем управления, отказ от постоянного опроса периферийных модулей радикально снижает нагрузку на сеть передачи данных.
Большое значение имеет возможность расширения системы управления в процессе эксплуатации.
Так, если в традиционной архитектуре пассивного опроса увеличение количества контролируемых точек неминуемо ведет к задержкам и увеличению времени реакции, то принцип активной передачи данных позволяет избежать этой проблемы, передавая данные лишь в момент изменения состояния канала.
[Журнал “ИСУП” № 2(26)_2010]Тематики
EN
Англо-русский словарь нормативно-технической терминологии > active data transfer
СтраницыСм. также в других словарях:
увеличение температуры внутри НКУ — [Интент] Параллельные тексты EN RU Temperature rise inside assemblies An excessive temperature rise inside assemblies represents one of the main problems which are often subject for discussion and to which users pay the most attention. It is… … Справочник технического переводчика
Лауреаты Сталинской премии за выдающиеся изобретения — Содержание 1 1941 2 1942 3 1943 4 1946 4.1 Премии … Википедия
ПЕЧЕНЬ — ПЕЧЕНЬ. Содержание: I. Аштомия печени............... 526 II. Гистология печени.............. 542 III. Нормальная физиология печени...... 548 IV. Патологическая физиология печени..... 554 V. Патологическая анатомия печени...... 565 VІ.… … Большая медицинская энциклопедия
ЛЕЙКОЦИТОЗЫ — ЛЕЙКОЦИТОЗЫ. Содержание: Перераспределительный Л. и механизм его происхождения.................556 Механизм происхождения истинных Л. .... 557 Состояние костного мозга при Л........560 Физиологические Л................560 Патологические Л … Большая медицинская энциклопедия
ТУЛЯРЕМИЯ — ТУЛЯРЕМИЯ, заразная б нь, вызываемая Вас. t.ularense (от названия графства в Калифорнии). Впервые обнаружена Мек Коем (Мс Coy) в 1908 г. у крыс и земляных белок. В 1912 г. получена культура микроба на свернутой яичной среде (Мек Кой), а в 1919… … Большая медицинская энциклопедия
КЛАСС ИНФУЗОРИИ (INFUSORIA или CILIATA) — Простейшие этого обширного по количеству видов около 6 тыс. класса широко распространены в природе. (Эта цифра приводится в сводке Корлисса, 1961 г.). К ним относятся многочисленные обитатели морских и пресных вод. Некоторые виды… … Биологическая энциклопедия
ПАРАТИФ — ПАРАТИФ. Содержание: Бактериология ♦ ................. 719 Эпидемиология.................. 727 Этиология..................... 728 Статистика . ................... 729 Патогенез..................... 732 Патологическая анатомия............… … Большая медицинская энциклопедия
Астрономические бинокли — Бинокль легко навести на нужный небесный объект, поэтому они широко используются для наблюдения ночного неба даже при наличии телескопа. Стереоскопического изображения не получается даже для удалённых наземных объектов, но использование сразу… … Википедия
Астрономический бинокль — (бинокуляр) бинокль, предназначенный для наблюдения астрономических объектов: Луны, планет и их спутников, звёзд и их скоплений, туманностей, галактик и т. д … Википедия
История авиации — Проверить информацию. Необходимо проверить точность фактов и достоверность сведений, изложенных в этой статье. На странице обсуждения должны быть пояснения … Википедия
Взрывчатые вещества* — будучи при обыкновенных условиях более или менее постоянны, под влиянием накаливания, удара, трения и тому под. способны взрывать , то есть быстро разлагаться, превращаясь в накаленные сжатые газы, стремящиеся занять большой объем. Происходящие… … Энциклопедический словарь Ф.А. Брокгауза и И.А. Ефрона
 18+© Академик, 2000-2024
18+© Академик, 2000-2024- Обратная связь: Техподдержка, Реклама на сайте
Экспорт словарей на сайты, сделанные на PHP, Joomla, Drupal, WordPress, MODx.
Перевод: со всех языков на все языки
со всех языков на все языки- Со всех языков на:
- Все языки
- Со всех языков на:
- Все языки
- Английский
- Немецкий
- Русский
- Французский