-
21 верхний бейнит
ua\ \ верхній бейнітen\ \ upper bainitede\ \ [lang name="German"]oberer Bainit, oberes Zwischenstufengefüge*fr\ \ \ bainite supérieureбейнит с перистым строением, образованный из аустенита при температурах верхней части бейнитной области, т.е. при температурах несколько ниже температуры перлитного превращения (обычно в интервале от 773 до 683 К), выявляющийся в виде относительно крупных образований феррита (например, в форме реек толщиной менее 1 мкм и шириной от 5 до 10 мкм) и тонких пластинок карбидов -
22 губное кольцо
губное кольцо
Круглое кольцо из тонкого жесткого прута с диаметром 25 мм и толщиной менее 2 мм. Должно изготавливаться из немагнитного материала и неподвижно прикрепляться к искусственному рту или HATS. Губное кольцо определяет как эталонную ось рта, так и эталонную точку рта (МСЭ-Т P.10/ G.100).
[ http://www.iks-media.ru/glossary/index.html?glossid=2400324]Тематики
- электросвязь, основные понятия
EN
Русско-английский словарь нормативно-технической терминологии > губное кольцо
-
23 контактный способ
контактный способ
Акустический контакт преобразователя, прижатого к объекту контроля, через слой жидкости толщиной менее половины длины волны.
[Система неразрушающего контроля. Виды (методы) и технология неразрушающего контроля. Термины и определения (справочное пособие). Москва 2003 г.]Тематики
- виды (методы) и технология неразр. контроля
EN
Русско-английский словарь нормативно-технической терминологии > контактный способ
-
24 метод ультратонких срезов
метод ультратонких срезов
Метод приготовления с помощью ультрамикротомов срезов ткани толщиной менее 0,1 мкм для электронной микроскопии; включает ряд специфических этапов (замораживание-высушивание и др.) в сравнении с методом приготовления «обычных» срезов для световой микроскопии.
[Арефьев В.А., Лисовенко Л.А. Англо-русский толковый словарь генетических терминов 1995 407с.]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > метод ультратонких срезов
-
25 тонкая масляная пленка
тонкая масляная пленка
Очень тонкая нефтяная пленка с серебристым или радужным отливом толщиной менее 0,001 мм.
[ ГОСТ Р 53389-2009]Тематики
Обобщающие термины
- свойства нефти/нефтяной пленки
EN
Русско-английский словарь нормативно-технической терминологии > тонкая масляная пленка
-
26 перегородка (в здании)
перегородка
Ненесущая внутренняя вертикальная ограждающая конструкция, разделяющая помещения
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]Перегородки являются планировочным элементом, с помощью которого пространство, заключенное между несущими стенами, разделяется на помещения в соответствии с их функциональным назначением.
В отличие от наружных и внутренних несущих стен, воспринимающих все силовые воздействия, действующие на здание, перегородки никаких нагрузок не несут, кроме собственного веса.
В зависимости от назначения перегородки делятся на ограждающие и выгораживающие.
Ограждающие перегородки полностью изолируют помещения друг от друга по всей высоте, выгораживающие - лишь на определенную высоту или части помещения. К ограждающим перегородкам предъявляются большие требования в части звукоизолирующей способности, и их диапазон в этой части находится в пределах от 30 до 50 децибел.
Нижний предел обеспечивается при весе однородной конструкции от 20 до 100 кг/м2, верхний предел при весе от 150 до 270 кг/м2.
Звукоизолирующая способность перегородок определяется на основании расчетов и требует специальных знаний и навыка. Вместо расчетов можно пользоваться данными таблиц, позволяющими без особых затрат времени выбрать нужную конструкцию и материал перегородки. Из табличных характеристик можно сделать вывод, что звукоизолирующая способность перегородок в пределах 40-50 дб характерна для междуквартирных, а 30-40 дб - для межкомнатных перегородок.
Если в перегородке предусмотрена хотя бы одна дверь, то ее звукоизолирующая способность должна находиться в пределах 30 дб. При необходимости повысить ее уровень изменяется конструкция дверного полотна.
В связи с распространением звука через неплотности сопряжения, поры материала, а при ударном воздействии, через конструкцию, особое внимание следует уделить герметизации мест сопряжения звукоизолирующими материалами и конструктивными преградами.
Перегородки могут быть межквартирными, толщиной не менее 20 см, и межкомнатными, толщиной не менее 10 см. И те, и другие обычно делают из прочных малосгораемых, тепло- и звукопроводных материалов. Деревянные перегородки оштукатуривают.
Перегородки из тонких бревен или пластин чаще всего устанавливают между квартирами или когда 'хотят теплое помещение отделить от холодного.
Наиболее легкие перегородки - дощатые и каркасные. Они могут быть установлены непосредственно по балкам или лагам без устройства фундамента.
Самая простая - дощатая однослойная перегородка из вертикально поставленных досок толщиной 40-60 мм.
Самой экономичной по расходу материалов является каркасная перегородка.
Капитальными называют перегородки из кирпича, гипса (алебастра), шлако- или опилкобетона. Они огнестойки и имеют хорошие звукозащитные качества.
Самыми прочными, самыми долговечными зарекомендовали себя перегородки кирпичные.
Расположение перегородок по отношению к балкам
Перегородка опирается на балку, и с двух сторон ее закрепляют брусками, сечение которых равно сечению половых досок, а бруски закрывают плинтусами.
При установке перегородок вдоль балок между последними врубают особые бруски, называемые ШПАЛАМИ, на которые крепят лагу - лежень.
Иногда в лаге выбирают паз для досок перегородок (в балках его не выбирают). В этом случае в лагах обязательно крепят диафрагму - доску, поставленную на ребро.
Для установки перегородки поперек балок для нее кладут лаги и закрепляют их, а род лагами устраивают диафрагму.
Ее назначение - снизить различные звуки, которые могут проникать через перекрытие, а также удержать тепло и обособить перекрытие друг от друга.
Выполнение перегородок Между потолком и перегородкой обычно ставят зазор на величину осадки (не менее 10 см), который заполняют паклей, смоченной в гипсовом растворе. Перегородки можно" ставить и после окончательной осадки дома, примерно через год после его постройки.
Перегородки из тонких бревен или пластин достаточно тяжелые, поэтому их нужно возводить на балке с подготовленными под нее столбиками.
Бревна такой перегородки обычно притесывают, конопатят, штукатурят, а в обвязках крепят прямыми шипами.
Если при выполнении дощатой однослойной перегородки применяют чисто обрезанные доски без боковых пахов и гребней, их нужно скреплять между собой через 1 -1,5 м по высоте деревянными шпонками или косыми гвоздями.
Такие перегородки обшивают листовыми материалами (фанерой, древесноволокнистыми плитами, плотным картоном) и оштукатуривают. Чтобы уменьшить поперечное коробление широких досок, их раскалывают на более узкие и делают местные трещины.
Звукоизоляция отдельных дощатых перегородок невысокая, поэтому применять их для звукоограждения жилых помещений, особенно спальных комнат, не рекомендуется.
Устанавливают перегородку таким образом. На потолке крепят доску, к которой с одной стороны прибивают треугольный брусок. Затем ставят доски и закрепляют их вторым бруском. К балкам и потолку можно прибить бруски, образующие паз.
С одной стороны перегородки верхний и нижний бруски делают короче на 25-30 см, что необходимо для вставки досок. Сами же доски должны быть на 1 см короче расстояния между обвязкой. Широкие доски надкалывают, а потом в места надкола забивают небольшие клинья и вставляют доски в пазы. Для жесткости их между собой связывают шипами, устанавливаемыми через 100-140 см, но вместо шипов можно использовать и гвозди.
Более надежны по звукоизоляционным качествам двух- и трехслойные дощатые перегородки с внутренней прокладкой из пергамина (строительной бумаги), картона или старых газет (3-4 слоя). В таком случае можно использовать более тонкие доски различной длины, но сбитые заранее в готовые щиты.
Двойные дощатые перегородки чаще всего собирают из щитов шириной 50-60 см с четвертями по кромкам.
Из длинных досок двойные дощатые перегородки делать не следует.
Для большей жесткости на вертикально скрепленные доски можно набить второй слой досок под углом 45 градусов, то есть по диагонали. Между этими слоями можно проложить толь, картон или пергамин.
Для каркасной перегородки применяют бруски или доски толщиной 50-70 мм, которые в зависимости от гибкости листовой или погонажной обшивки устанавливают на расстоянии 40-60 см.
Лучший материал для обшивки каркасных перегородок - фанера толщиной 6-8 мм или листы сухой гипсокартонной штукатурки толщиной 10-14 мм. Древесноволокнистые плиты (ДВП) толщиной 4 мм не годятся для обшивки, потому что при переменной влажности они коробятся.
Каркасно-обшивные перегородки состоят из обвязки, стоек и обшивки. При необходимости между стойками ставят дверную коробку.
Стойки делают из брусков или досок, сечение которых зависит от толщины перегородок. Ставят стойки через 40-120 см друг от друга, а крепят к обвязке шипами или гвоздями, обшивка - тесовая.
Широкие доски надкалывают. Сначала обшивку полностью пробивают с одной стороны, затем с другой. Если перегородку утепляют, то вторую сторону зашивают не сразу, а рядами.
Прибив несколько досок на высоту 50-100 см, пространство между обшивкой засыпают шлаком, опилками с известью и гипсом. Иногда вместо сухой засыпки используют густую массу, которая требует тщательной сушки. В таком случае стойки рекомендуется ставить чаще, а перегородки оштукатуривать мокрой штукатуркой или обивать различными листами (сухой штукатуркой, древес-новолокнистыми листами, фанерой и т. д.).
Стойки для перегородок с заполнителем из плит камыша и соломы делают по толщине утеплительных плит, а размещают на расстоянии их ширины.
Укрепив стойки, между ними ставят камышитовые (соломитовые) плиты и крепят гвоздями, на которые предварительно надевают шайбы диаметром 2-2,5 см.
Крепить плиты к доскам можно и на дощатую обивку. Все щели между плитами конопатят или промазывают гипсовым раствором и штукатурят.
Но их можно применять двойными, склеив предварительно шероховатыми поверхностями попарно, во влажном состоянии, под равномерно распределенной нагрузкой.
При обшивке каркаса под них желательно подложить слой пергамина или картона. Для улучшения звукоизоляции пространство между обшивками можно заполнить опилкобетоном, стружками или старыми газетами.
Если дощатые или каркасные стены устраивают в ванной или душевой, внутреннюю поверхность оштукатуривают цементным раствором или обшивают асбестоцементными листами, а пространство внутри каркаса оставляют свободным с естественной циркуляцией воздуха.
Для перегородок из кирпича, гипса (алебастра), шлако- или опилкобетона требуются либо самостоятельные фундаменты, либо жесткое железобетонное перекрытие. Лишь тонкие перегородки из гипса и опилкобетона можно в отдельных случаях опирать непосредственно на деревянные балки или лаги.
При этом балки должны быть усилены, иметь пролет не менее 3 см, а сами перегородки следует проармировать, чтобы избежать деформационных трещин.
Перегородки из кирпича и шлакобетона можно делать лишь по железобетонному перекрытию или на мелких фундаментах, закладываемых в теплом подполье.
В домах с проветриваемым подпольем и деревянным цокольным перекрытием такие перегородки применять не нужно, потому что для них необходимо устройство заглубленных фундаментов.
Гипсовые перегородки обычно выкладывают из готовых блоков заводского или индивидуального изготовления. Их размеры выбирают с таким расчетом, чтобы масса блока не превышала 25-30 кг. Оптимальная толщина гипсовой перегородки - 8 см.
Поскольку гипс быстро твердеет и набирает прочность, из него в условиях строительства даже при наличии одной разборной формы можно за короткий срок изготовить много отдельных блоков - 3-4 за один час.
Для экономии и облегчения массы блока гипс перед затворением водой смешивают с опилками или шлаком в пропорции 1:2 или 1:4 (по объему).
Готовые гипсовые блоки можно укладывать в перегородку практически на любом растворе: гипсопесчаном, цементно-песчаном, глинопесчаном, цементно-известковом и т. д.
Для плотного прилегания друг к другу блоки формуют с внутренними горизонтальными или вертикальными пазами, которые заполняют раствором в процессе кладки.
Если необходимо, в горизонтальные швы для прочности укладывают проволоку, покрытую антикоррозийным составом (битумом или лаком), или тонкие деревянные рейки. При хорошем формовании и аккуратной укладке блоков поверхность гипсовой перегородки получается достаточно ровной и требует лишь затирки горизонтальных и вертикальных швов.
В отличие от гипса, шлакобетон и особенно опилкобетон сохнут и твердеют медленно, поэтому изготовление из них перегородок требует длительного времени и одновременного использования нескольких форм.
Объемный состав бетона и технология изготовления блоков могут быть применены при возведении внутренних перегородок. При тщательном формовании и аккуратной кладке поверхность таких перегородок также получается достаточно ровной и в большинстве случаев требует лишь затирки монтажных швов. Оптимальная толщина перегородок из легких бетонов - 10-12 см.
Для возведения кирпичных перегородок используют кирпич, укладывая его либо плашмя вдоль перегородки (толщина 120 мм), либо на ребро (65 и 88 мм). Лучше всего использовать красный кирпич, силикатный или сырец. Можно также использовать шлакобетонные камни, но они более толстые и уменьшают площадь помещений.
Кладку кирпичных перегородок ведут впустошовку на цементно-песчаном растворе с добавлением известкового или песчаного теста. Перегородки, выкладываемые на ребро, при их длине не более 1,5 м армируют через 3-5 рядов проволокой диаметром 3-6 мм.
Поверхность кирпичных перегородок оштукатуривают или облицовывают керамической плиткой (в санитарных узлах, вдоль кухонного оборудования).[ http://brigadamasterov.ru/fotofile/peregorodki]
Тематики
Обобщающие термины
Действия
EN
DE
FR
Русско-английский словарь нормативно-технической терминологии > перегородка (в здании)
-
27 композиция
- SDR 9
- SDR 7,4
- SDR 6
- SDR 41
- SDR 33
- SDR 26
- SDR 21
- SDR 17,6
- SDR 17
- SDR 13,6
- SDR 11
- PN 8
- PN 6,3
- PN 6
- PN 5
- PN 4
- PN 3,2
- PN 25
- PN 20
- PN 2,5
- PN 16
- PN 12,5
- PN 10
- composition
композиция
Осмысленное, сложное и/или оригинальное оформление всех движений в программе по фигурному катанию в соответствии с принципами пропорциональности, единства, объемности, рисунка, структуры и выразительности.
[Департамент лингвистических услуг Оргкомитета «Сочи 2014». Глоссарий терминов]EN
composition
Intentional, developed and/or original arrangement of all types of movements in figure skating program according to the principles of proportion, unity, space, pattern, structure and phrasing.
[Департамент лингвистических услуг Оргкомитета «Сочи 2014». Глоссарий терминов]Тематики
EN
3.20 композиция: Гомогенная гранулированная смесь базового полимера (ПЭ), включающая в себя добавки (антиоксиданты, пигменты, стабилизаторы и др.), вводимые на стадии производства композиции, в концентрациях, необходимых для обеспечения изготовления и использования труб, соответствующих требованиям настоящего стандарта».
Пункт 4.1. Первый абзац изложить в новой редакции:
«4.1 Размеры труб из композиций полиэтилена ПЭ 32 приведены в таблице 1, из композиций полиэтилена ПЭ 63, ПЭ 80, ПЭ 100 - в таблицах 2 и 3»;
таблица 1. Наименование. Заменить слова: «из полиэтилена 32» на «из композиций полиэтилена 32»;
головка. Заменить значения максимального рабочего давления воды при 20 °С: 0,25 на 2,5; 0,4 на 4; 0,6 на 6; 1 на 10;
таблицы 2 и 3 изложить в новой редакции:
Таблица 2 - Средний наружный диаметр и овальность труб из композиций полиэтилена ПЭ 63, ПЭ 80, ПЭ 100
В миллиметрах
Номинальный размер DN/OD
Средний наружный диаметр dem
Овальность после экструзии***, не более
dem, min
Предельное отклонение*
10
10,0
+0,3
1,2
12
12,0
+0,3
1,2
16
16,0
+0,3
1,2
20
20,0
+0,3
1,2
25
25,0
+0,3
1,2
32
32,0
+0,3
1,3
40
40,0
+0,4**
1,4
50
50,0
+0,4**
1,4
63
63,0
+0,4
1,5
(75)
75,0
+0,5
1,6
90
90,0
+0,6
1,8
110
110,0
+0,7
2,2
(125)
125,0
+0,8
2,5
(140)
140,0
+0,9
2,8
160
160,0
+1,0
3,2
(180)
180,0
+1,1
3,6
(200)
200,0
+1,2
4,0
225
225,0
+1,4
4,5
250
250,0
+1,5
5,0
280
280,0
+1,7
9,8
315
315,0
+1,9
11,1
355
355,0
+2,2
12,5
400
400,0
+2,4
14,0
450
450,0
+2,7
15,6
500
500,0
+3,0
17,5
(560)
560,0
+3,4
19,6
630
630,0
+3,8
22,1
710
710,0
+6,4
24,9
800
800,0
+7,2
28,0
900
900,0
+8,1
31,5
1000
1000,0
+9,0
35,0
1200
1200,0
+10,8
42,0
1400
1400,0
+12,6
49,0
1600
1600,0
+14,4
56,0
1800
1800,0
+16,2
63,0
2000
2000,0
+18,0
70,0
* Соответствует ГОСТ ИСО 11922-1, квалитет В - для размеров DN/OD ≤ 630, квалитет А - для размеров DN/OD ≥ 710.
** Предельное отклонение увеличено до 0,4 мм по сравнению с указанным в ГОСТ ИСО 11922-1.
*** Соответствует ГОСТ ИСО 11922-1, квалитет N, определяет изготовитель после экструзии.
Примечание - Размеры, взятые в скобки, - нерекомендуемые.
Таблица 3 - Толщины стенок и номинальные давления труб из композиций полиэтилена ПЭ 63, ПЭ 80, ПЭ 100
В миллиметрах
Наименование полиэтилена
SDR 41
SDR 33
SDR 26
SDR 21
Номинальное давление, 105 Па (бар)
ПЭ 63
PN 2,5
PN 3,2
PN 4
PN 5
ПЭ 80
PN 3,2
PN 4
PN 5
PN 6,3
ПЭ 100
PN 4
PN 5
PN 6,3
PN 8
Номинальный размер DN/OD
Толщина стенки е
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
10
-
-
-
-
-
-
-
-
12
-
-
-
-
-
-
-
-
16
-
-
-
-
-
-
-
-
20
-
-
-
-
-
-
-
-
25
-
-
-
-
-
-
-
-
32
-
-
-
-
-
-
-
-
40
-
-
-
-
-
-
2,0*
+0,3
50
-
-
-
-
2,0
+0,3
2,4
+0,4
63
-
-
2,0
+0,3
2,5
+0,4
3,0
+0,4
75
2,0*
+0,3
2,3
+0,4
2,9
+0,4
3,6
+0,5
90
2,2
+0,4
2,8
+0,4
3,5
+0,5
4,3
+0,6
110
2,7
+0,4
3,4
+0,5
4,2
+0,6
5,3
+0,7
125
3,1
+0,5
3,9
+0,5
4,8
+0,6
6,0
+0,7
140
3,5
+0,5
4,3
+0,6
5,4
+0,7
6,7
+0,8
160
4,0
+0,5
4,9
+0,6
6,2
+0,8
7,7
+0,9
180
4,4
+0,6
5,5
+0,7
6,9
+0,8
8,6
+1,0
200
4,9
+0,6
6,2
+0,8
7,7
+0,9
9,6
+1,1
225
5,5
+0,7
6,9
+0,8
8,6
+1,0
10,8
+1,2
250
6,2
+0,8
7,7
+0,9
9,6
+1,1
11,9
+1,3
280
6,9
+0,8
8,6
+1,0
10,7
+1,2
13,4
+1,5
315
7,7
+0,9
9,7
+1,1
12,1
+1,4
15,0
+1,6
355
8,7
+1,0
10,9
+1,2
13,6
+1,5
16,9
+1,8
400
9,8
+1,1
12,3
+1,4
15,3
+1,7
19,1
+2,1
450
11,0
+1,2
13,8
+1,5
17,2
+1,9
21,5
+2,3
500
12,3
+1,4
15,3
+1,7
19,1
+2,1
23,9
+2,5
560
13,7
+1,5
17,2
+1,9
21,4
+2,3
26,7
+2,8
630
15,4
+1,7
19,3
+2,1
24,1
+2,6
30,0
+3,1
710
17,4
+1,9
21,8
+2,3
27,2
+2,9
33,9
+3,5
800
19,6
+2,1
24,5
+2,6
30,6
+3,2
38,1
+4,0
900
22,0
+2,3
27,6
+2,9
34,4
+3,6
42,9
+4,4
1000
24,5
+2,6
30,6
+3,2
38,2
+4,0
47,7
+4,9
1200
29,4
+3,1
36,7
+3,8
45,9
+4,7
57,2
+5,9
1400
34,3
+3,6
42,9
+4,4
53,5
+5,5
66,7
+6,8
1600
39,2
+4,1
49,0
+5,0
61,2
+6,3
76,2
+7,8
1800
44,0
+4,5
55,1
+5,7
68,8
+7,0
85,8
+8,7
2000
48,9
+5,0
61,2
+6,3
76,4
+7,8
95,3
+9,7
Наименование полиэтилена
SDR 17,6
SDR 17
SDR 13,6
SDR 11
Номинальное давление, 105 Па (бар)
ПЭ 63
PN 6
-
PN 8
PN 10
ПЭ 80
(PN 7,5)
PN 8
PN 10
PN 12,5
ПЭ 100
(PN 9,5)
PN 10
PN 12,5
PN 16
Номинальный размер DN/OD
Толщина стенки е
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
10
-
-
-
-
-
-
-
-
12
-
-
-
-
-
-
-
-
16
-
-
-
-
-
-
-
-
20
-
-
-
-
-
-
2,0*
+0,3
25
-
-
-
-
2,0*
+0,3
2,3
+0,4
32
-
-
2,0*
+0,3
2,4
+0,4
3,0*
+0,4
40
2,3
+0,4
2,4
+0,4
3,0
+0,4
3,7
+0,5
50
2,9
+0,4
3,0
+0,4
3,7
+0,5
4,6
+0,6
63
3,6
+0,5
3,8
+0,5
4,7
+0,6
5,8
+0,7
75
4,3
+0,6
4,5
+0,6
5,6
+0,7
6,8
+0,8
90
5,1
+0,7
5,4
+0,7
6,7
+0,8
8,2
+1,0
110
6,3
+0,8
6,6
+0,8
8,1
+1,0
10,0
+1,1
125
7,1
+0,9
7,4
+0,9
9,2
+1,1
11,4
+1,3
140
8,0
+1,0
8,3
+1,0
10,3
+1,2
12,7
+1,4
160
9,1
+1,1
9,5
+1,1
11,8
+1,3
14,6
+1,6
180
10,2
+1,2
10,7
+1,2
13,3
+1,5
16,4
+1,8
200
11,4
+1,3
11,9
+1,3
14,7
+1,6
18,2
+2,0
225
12,8
+1,4
13,4
+1,5
16,6
+1,8
20,5
+2,2
250
14,2
+1,6
14,8
+1,6
18,4
+2,0
22,7
+2,4
280
15,9
+1,7
16,6
+1,8
20,6
+2,2
25,4
+2,7
315
17,9
+1,9
18,7
+2,0
23,2
+2,5
28,6
+3,0
355
20,1
+2,2
21,1
+2,3
26,1
+2,8
32,2
+3,4
400
22,7
+2,4
23,7
+2,5
29,4
+3,1
36,3
+3,8
450
25,5
+2,7
26,7
+2,8
33,1
+3,5
40,9
+4,2
500
28,3
+3,0
29,7
+3,1
36,8
+3,8
45,4
+4,7
560
31,7
+3,3
33,2
+3,5
41,2
+4,3
50,8
+5,2
630
35,7
+3,7
37,4
+3,9
46,3
+4,8
57,2
+5,9
710
40,2
+4,2
42,1
+4,4
52,2
+5,4
64,5
+6,6
800
45,3
+4,7
47,4
+4,9
58,8
+6,0
72,6
+7,4
900
51,0
+5,2
53,3
+5,5
66,1
+6,8
81,7
+8,3
1000
56,6
+5,8
59,3
+6,1
73,5
+7,5
90,8
+9,2
1200
68,0
+6,9
71,1
+7,3
88,2
+9,0
108,9
+11,0
1400
-
-
83,0
+8,4
102,9
+10,4
-
-
1600
-
-
94,8
+9,6
117,5
+11,9
-
-
1800
-
-
106,6
+10,8
-
-
-
-
2000
-
-
118,5
+12,0
-
-
-
-
Наименование полиэтилена
SDR 9
SDR 7,4
SDR 6
Номинальное давление, 105 Па (бар)
ПЭ 63
-
-
-
ПЭ 80
PN 16
PN 20
PN 25
ПЭ 100
PN 20
PN 25
-
Номинальный размер DN/OD
Толщина стенки е
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
10
-
-
-
-
2,0*
+0,3
12
-
-
-
-
2,0
+0,3
16
2,0*
+0,3
2,3*
+0,4
2,7
+0,4
20
2,3
+0,4
3,0*
+0,4
3,4
+0,5
25
2,8
+0,4
3,5
+0,5
4,2
+0,6
32
3,6
+0,5
4,4
+0,6
5,4
+0,7
40
4,5
+0,6
5,5
+0,7
6,7
+0,8
50
5,6
+0,7
6,9
+0,8
8,3
+1,0
63
7,1
+0,9
8,6
+1,0
10,5
+1,2
75
8,4
+1,0
10,3
+1,2
12,5
+1,4
90
10,1
+1,2
12,3
+1,4
15,0
+1,7
110
12,3
+1,4
15,1
+1,7
18,3
+2,0
125
14,0
+1,5
17,1
+1,9
20,8
+2,2
140
15,7
+1,7
19,2
+2,1
23,3
+2,5
160
17,9
+1,9
21,9
+2,3
26,6
+2,8
180
20,1
+2,2
24,6
+2,6
29,9
+3,1
200
22,4
+2,4
27,4
+2,9
33,2
+3,5
225
25,2
+2,7
30,8
+3,2
37,4
+3,9
250
27,9
+2,9
34,2
+3,6
41,5
+4,3
280
31,3
+3,3
38,3
+4,0
46,5
+4,8
315
35,2
+3,7
43,1
+4,5
52,3
+5,4
355
39,7
+4,1
48,5
+5,0
59,0
+6,0
400
44,7
+4,6
54,7
+5,6
66,4
+6,8
450
50,3
+5,2
61,5
+6,3
-
-
500
55,8
+5,7
68,3
+7,0
-
-
560
62,5
+6,4
76,5
+7,8
-
-
630
70,3
+7,2
86,1
+8,7
-
-
710
79,3
+8,1
97,0
+9,8
-
-
800
89,3
+9,1
109,3
+11,1
-
-
900
100,5
+10,2
-
-
-
-
1000
111,6
+11,3
-
-
-
-
* Номинальная толщина стенки труб увеличена в соответствии с условиями применения по сравнению с указанной в ГОСТ ИСО 4065 для данного SDR.
Примечания
1 Номинальные давления PN, указанные в скобках, выбраны из ряда R40 по ГОСТ 8032.
2 Полиэтилен ПЭ 63 не рекомендуется для изготовления труб диаметром более 250 мм.
Пункт 4.1. Исключить слова: «При этом допускается изготовлять трубы с предельными отклонениями, указанными в скобках».
Пункт 4.2. Первый абзац. Заменить значение: «плюс 1 %» на «±1 %»;
второй абзац. Заменить значения: «плюс 3 %» на «±3 %» и «плюс 1,5 %» на «±1,5 %».
Пункт 4.4 исключить.
Пункт 5.1 изложить в новой редакции:
«5.1 Трубы изготовляют из композиций полиэтилена (см. 3.20) минимальной длительной прочностью MRS 3,2 МПа (ПЭ 32), MRS 6,3 МПа (ПЭ 63), MRS 8,0 МПа (ПЭ 80), MRS 10,0 МПа (ПЭ 100) (приложение Г) по технологической документации, утвержденной в установленном порядке. Введение добавок на стадии экструзии труб не допускается. Допускается изготовлять трубы из композиций полиэтилена с использованием вторичного гранулированного полиэтилена ПЭ 32, ПЭ 63, ПЭ 80 или ПЭ 100, полученного из труб собственного производства.
Классификация композиции полиэтилена по уровню минимальной длительной прочности MRS по таблице 4а (кроме ПЭ 32) должна быть установлена изготовителем композиции в соответствии с ГОСТ ИСО 12162.
Таблица 4а - Классификация композиций полиэтилена
Обозначение композиции полиэтилена
Минимальная длительная прочность MRS, МПа
Расчетное напряжение σs,МПа
ПЭ 100
10,0
8,0
ПЭ 80
8,0
6,3
ПЭ 63
6,3
5,0
ПЭ 32
3,2
2,5
Значение MRS и классификацию композиции полиэтилена устанавливают, исходя из значения нижнего доверительного предела прогнозируемой гидростатической прочности σLPL, в соответствии с ГОСТ ИСО 12162. Значение σLPL должно быть определено на основе анализа данных длительных гидростатических испытаний образцов труб, выполненных по ГОСТ 24157. При определении длительной гидростатической прочности композиций полиэтилена ПЭ 100 прямая, описывающая временную зависимость прочности при 80 °С не должна иметь перегиба ранее 5000 ч».
Раздел 5 дополнить пунктом - 5.1а:
«5.1а Трубы должны соответствовать Единым санитарно-эпидемиологическим и гигиеническим требованиям к товарам, подлежащим санитарно-эпидемиологическому и гигиеническому контролю (надзору)».
Пункт 5.2. Таблица 5. Графа «Значение показателя для труб из». Для показателя 1 заменить слова: «с синими продольными полосами в количестве не менее четырех» на «с синими продольными маркировочными полосами в количестве не менее трех»;
после слов «не регламентируются» дополнить словами: «Цвет защитной оболочки - синий»;
показатели 2, 3 и 4 изложить в новой редакции, показатель 5 дополнить знаком сноски «*»; дополнить показателем 7 и сноской «**»:
Наименование показателя
Значение показателя для труб из
Метод испытания
ПЭ 32
ПЭ 63
ПЭ 80
ПЭ 100
2 Относительное удлинение при разрыве, %, не менее
250
350
350
350
По ГОСТ 11262 и 8.4 настоящего стандарта
3 Изменение длины после прогрева (для труб номинальной толщиной 16 мм и менее), %, не более
3
По ГОСТ 27078 и 8.5 настоящего стандарта
4 Стойкость при постоянном внутреннем давлении при 20 °С, ч, не менее
При начальном напряжении в стенке трубы 6,5 МПа 100
При начальном напряжении в стенке трубы 8,0 МПа 100
При начальном напряжении в стенке трубы 9,0 МПа 100
При начальном напряжении в стенке трубы 12,0 МПа 100
По ГОСТ 24157 и 8.6 настоящего стандарта
7 Термостабильность при 200 °С**, мин, не менее
20
По приложению Ж
* В случае пластического разрушения до истечения 165 ч - см. таблицу 5а.
** Допускается проводить испытание при 210 °С или при 220 °С. В случае разногласий испытание проводят при температуре 200 °С.
Пункт 5.3.1. Третий абзац исключить;
дополнить абзацами и примечанием:
«Маркировка не должна приводить к возникновению трещин и других повреждений, ухудшающих прочностные характеристики трубы.
При нанесении маркировки методом печати цвет маркировки должен отличаться от основного цвета трубы. Размер шрифта и качество нанесения маркировки должны обеспечивать ее разборчивость без применения увеличительных приборов.
Примечание - Изготовитель не несет ответственности за маркировку, ставшую неразборчивой в результате следующих действий при монтаже и эксплуатации: окрашивание, снятие верхнего слоя, использование покрытия или применение моющих средств, за исключением согласованных или установленных изготовителем.
Маркировка труб с соэкструзионными слоями и труб с защитной оболочкой - в соответствии с В.2.3 и В.3.4 (приложение В)».
Пункт 5.4.1. Первый абзац. Заменить значение: «до 1 т» на «до 3 т»; дополнить словами: «По согласованию с потребителем из пакетов допускается формировать блок-пакеты массой до 5 т»;
первый и четвертый абзацы. Заменить слова: «и труднодоступных районов» на «и приравненных к ним местностей» (2 раза);
третий абзац. Заменить значение: 20 на 16.
Пункт 6.1. Первый абзац. Заменить слова: «Трубы из полиэтилена» на «Полиэтилен, из которого изготовляют трубы,»; заменить ссылку: ГОСТ 12.1.005 на ГОСТ 12.1.007.
Пункт 6.2. Второй абзац после слов «соответствовать ГОСТ 12.3.030» изложить в новой редакции: «Предельно допустимые концентрации основных продуктов термоокислительной деструкции в воздухе рабочей зоны и класс опасности приведены в таблице 6»;
таблицу 6 изложить в новой редакции:
Таблица 6
Наименование продукта
Предельно допустимая концентрация (ПДК) в воздухе рабочей зоны по ГОСТ 12.1.005*, мг/м3
Класс опасности по ГОСТ 12.1.007
Действие на организм
Формальдегид
0,5
2
Выраженное раздражающее, сенсибилизирующее
Ацетальдегид
5
3
Общее токсическое
Углерода оксид
20
4
Общее токсическое
Органические кислоты (в пересчете на уксусную кислоту)
5
3
Общее токсическое
Аэрозоль полиэтилена
10
4
Общее токсическое
* В Российской Федерации действует ГОСТ 29325,
б) как расчетное значение из нескольких (в соответствии с таблицей 7а) измерений диаметра, равномерно расположенных в выбранном поперечном сечении.
Таблица 7а - Количество измерений диаметра для данного номинального размера
Номинальный размер трубы DN/OD
Количество измерений диаметра в данном поперечном сечении
≤40
4
>40 и ≤600
6
>600 и ≤1600
8
>1600
12
Измерения проводят с погрешностью в соответствии с таблицей 7б.
Таблица 7б - Погрешность измерения диаметра
В миллиметрах
Номинальный размер трубы DN/OD
Допускаемая погрешность единичного измерения
Среднеарифметическое значение округляют до*
≤600
0,1
0,1
600 < DN ≤ 1600
0,2
0,2
>1600
1
1
* Округление среднего значения проводят в большую сторону.
В случае перечисления б), рассчитывают среднеарифметическое значение полученных измерений, округляют в соответствии с таблицей 7б и записывают результат как средний наружный диаметр dеm».
Пункт 8.3.4. Второй абзац. Заменить слова: «в таблицах 1 - 4» на «в таблицах 1, 3».
Пункт 8.3.5. Заменить слова: «определяемыми по ГОСТ 29325» на «измеряемыми».
Пункт 8.3.6. Второй абзац дополнить словами: «в процессе производства».
Пункт 8.4 изложить в новой редакции:
«8.4 Относительное удлинение при разрыве определяют по ГОСТ 11262* на образцах-лопатках, при этом толщина образца должна быть равна толщине стенки трубы. Отрезок трубы, изготовленный из пробы, отобранной по 7.2, разделяют на равное количество секторов, вырезают полосы, располагаемые приблизительно равномерно по окружности трубы, в количестве, указанном в таблице 7в.
________
* В Российской Федерации действуют ГОСТ Р 53652.1-2009 и ГОСТ Р 53652.3-2009.
Таблица 7в - Количество образцов
Номинальный наружный диаметр, dn, мм
20 ≤ dn < 75
75 ≤ dn < 280
280 ≤ dn < 450
dn ≥ 450
Количество полос для изготовления образцов
3
5
5
8
Примечание - Для труб диаметром 40 мм и менее допускается вырезать полосы из двух или трех отрезков труб.
Тип образца, метод изготовления и скорость испытания выбирают в соответствии с таблицей 8.
Таблица 8
Номинальная толщина стенки трубы е, мм
Тип образца по ГОСТ 11262
Способ изготовления
Скорость испытания, мм/мин
е ≤ 5
1
Вырубка штампом-про- сечкой или механическая обработка по ГОСТ 26277
100 ± 10
5 < е ≤12
2
Вырубка штампом-про- сечкой или механическая обработка по ГОСТ 26277
50 ± 5
е > 12
2
Механическая обработка по ГОСТ 26277
25 ±2
или е > 12
3 по рисунку 1
Механическая обработка по ГОСТ 26277
10 ± 1

Рисунок 1 - Образец типа 3
Таблица 9 - Размеры образца типа 3
Параметр
Размеры, мм
Общая длина l1, не менее
250
Начальное расстояние между центрами несущих болтов l2
165 ± 5
Длина рабочей части (параллельная часть) l3
25 ± 1
Расчетная длина l0
20 ± 1
Ширина головки b1
100 ± 3
Ширина рабочей части (параллельная часть) b2,
25 ± 1
Толщина е
Соответствует толщине стенки трубы
Радиус закругления r
25 ± 1
Диаметр отверстия d
30 ± 5
При изготовлении ось образца должна быть параллельна оси трубы и располагаться по центру полосы, при этом штамп-просечку устанавливают на внутреннюю сторону полосы.
Перед испытанием образцы кондиционируют по ГОСТ 12423 при температуре испытания (23 ± 2) °С при номинальной толщине образца, мм:
еn < 3 ………………………………………………..… в течение 1 ч ± 5 мин
3 ≤ еп < 8 ……………………………………………………… » 3 ч ± 15 мин
8 ≤ еn < 16 …………………………………………………….. » 6 ч ± 30 мин
16 ≤ еn < 32 …………………………………………………… » (10 ± 1) ч
еn ≥ 32 …………………………………………………………. » (16 ± 1) ч.
Примечание - При достижении относительного удлинения 500 % испытание может быть прекращено до наступления разрыва образца.
За результат испытания принимают минимальное значение относительного удлинения при разрыве, вычисленное до третьей значащей цифры».
Пункт 8.5 дополнить словами: «на трубах номинальной толщиной стенки 16 мм и менее. При этом образцы перед испытанием кондиционируют в стандартной атмосфере 23 по ГОСТ 12423 при номинальной толщине испытуемой трубы, мм:
еn < 3 ………………………………………………….. в течение 1 ч
3 ≤ еп < 8 ……………………………………………………… » ≥3 ч
8 ≤ еn < 16 …………………………………………………….. » ≥6 ч».
Пункт 8.6. Заменить слова: «на трех пробах» на «на пробах»; исключить слова: «Расчет испытательного давления проводят с точностью 0,01 МПа»; дополнить словами: «Среда испытания - «вода в воде».
Пункт 9.1. Последний абзац. Заменить слова: «и труднодоступные районы» на «и приравненные к ним местности».
Пункт 9.2. Первый абзац изложить в новой редакции:
«Трубы хранят по ГОСТ 15150, раздел 10 в условиях 5 ( ОЖ4) или 8 (ОЖ3). При этом трубы, изготовленные из несажевых композиций полиэтилена, хранят в условиях 8 (ОЖ3) в течение не более 12 мес, по истечению указанного срока они должны быть испытаны по показателям 2, 5, 7 таблицы 5».
Пункт 10.2. Исключить слово: «хранения».
Приложение А. Пункт А. 1. Исключить слово: «нормативных».
Приложение Б. Таблицу Б.2 изложить в новой редакции:
Таблица Б.2 - Расчетная масса 1 м труб из композиций полиэтилена ПЭ 63, ПЭ 80, ПЭ 100
Номинальный размер DN/OD
Расчетная масса 1 м труб, кг
SDR 41
SDR 33
SDR 26
SDR 21
SDR 17,6
SDR 17
SDR 13,6
SDR 11
SDR 9
SDR 7,4
SDR 6
10
-
-
-
-
-
-
-
-
-
-
0,051
12
-
-
-
-
-
-
-
-
-
-
0,064
16
-
-
-
-
-
-
-
-
0,090
0,102
0,115
20
-
-
-
-
-
-
-
0,116
0,132
0,162
0,180
25
-
-
-
-
-
-
0,148
0,169
0,198
0,240
0,277
32
-
-
-
-
-
0,193
0,229
0,277
0,325
0,385
0,453
40
-
-
-
0,244
0,281
0,292
0,353
0,427
0,507
0,600
0,701
50
-
-
0,308
0,369
0,436
0,449
0,545
0,663
0,786
0,935
1,47
63
-
0,392
0,488
0,573
0,682
0,715
0,869
1,05
1,25
1,47
1,73
75
0,469
0,543
0,668
0,821
0,97
1,01
1,23
1,46
1,76
2,09
2,45
90
0,630
0,782
0,969
1,18
1,40
1,45
1,76
2,12
2,54
3,00
3,52
110
0,930
1,16
1,42
1,77
2,07
2,16
2,61
3,14
3,78
4,49
5,25
125
1,22
1,50
1,83
2,26
2,66
2,75
3,37
4,08
4,87
5,78
6,77
140
1,53
1,87
2,31
2,83
3,35
3,46
4,22
5,08
6,12
7,27
8,49
160
1,98
2,41
3,03
3,71
4,35
4,51
5,50
6,67
7,97
9,46
11,1
180
2,47
3,05
3,78
4,66
5,47
5,71
6,98
8,43
10,1
12,0
14,0
200
3,03
3,82
4,68
5,77
6,78
7,04
8,56
10,4
12,5
14,8
17,3
225
3,84
4,76
5,88
7,29
8,55
8,94
10,9
13,2
15,8
18,7
21,9
250
4,81
5,90
7,29
8,92
10,6
11,0
13,4
16,2
19,4
23,1
27,0
280
5,96
7,38
9,09
11,3
13,2
13,8
16,8
20,3
24,4
28,9
33,9
315
7,49
9,35
11,6
14,2
16,7
17,4
21,3
25,7
30,8
36,6
42,8
355
9,53
11,8
14,6
18,0
21,2
22,2
27,0
32,6
39,2
46,4
54,4
400
12,1
15,1
18,6
22,9
26,9
28,0
34,2
41,4
49,7
59,0
69,0
450
15,2
19,0
23,5
29,0
34,0
35,5
43,3
52,4
62,9
74,6
-
500
19,0
23,4
29,0
35,8
42,0
43,9
53,5
64,7
77,5
92,1
-
560
23,6
29,4
36,3
44,8
52,6
55,0
67,1
81,0
97,3
116
-
630
29,9
37,1
46,0
56,5
66,6
69,6
84,8
103
123
146
-
710
38,1
47,3
58,5
72,1
84,7
88,4
108
131
157
186
-
800
48,3
59,9
74,1
91,4
108
112
137
166
199
236
-
900
60,9
75,9
93,8
116
136
142
173
210
252
-
-
1000
75,4
93,5
116
143
168
175
214
259
311
-
-
1200
108
134
167
206
242
252
308
373
-
-
-
1400
148
183
227
280
-
343
419
-
-
-
-
1600
193
239
296
365
-
448
547
-
-
-
-
1800
243
303
375
462
-
567
-
-
-
-
-
2000
300
374
462
571
-
700
-
-
-
-
-
Примечание после таблицы Б.2. Заменить слова: «плотности полиэтилена» на «плотности композиции полиэтилена», «полиэтилена плотностью» на «композиции полиэтилена плотностью».
Приложение В изложить в новой редакции:
Источник: 2:
Русско-английский словарь нормативно-технической терминологии > композиция
-
28 нормально воспламеняемый материал
нормально воспламеняемый материал
Материал, который имеет температуру воспламенения не менее 200 °С и не деформируется и не размягчается при этой температуре.
Например, дерево и материалы на его основе толщиной более 2 мм.
Примечание - Температура воспламенения нормально воспламеняемых материалов и их стойкость к деформации или размягчению основаны на общепринятых значениях, определяемых испытанием в течение 15 мин.
[ ГОСТ Р МЭК 60598-1-2011]Тематики
- лампы, светильники, приборы и комплексы световые
EN
1.2.38 нормально воспламеняемый материал (normally flammable material): Материал, который имеет температуру воспламенения не менее 200 °С и не деформируется и не размягчается при этой температуре.
Например, дерево и материалы на его основе толщиной более 2 мм.
Примечание - Температура воспламенения нормально воспламеняемых материалов и их стойкость к деформации или размягчению основаны на общепринятых значениях, определяемых испытанием в течение 15 мин.
Источник: ГОСТ Р МЭК 60598-1-2011: Светильники. Часть 1. Общие требования и методы испытаний оригинал документа
Русско-английский словарь нормативно-технической терминологии > нормально воспламеняемый материал
-
29 подвесной потолок
потолок подвесной
Потолок, прикрепляемый к перекрытию на подвесках
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]
подвесной потолок
фальшпотолок
навесной потолок
Потолок, состоящий из съемных и взаимозаменяемых панелей, который создает область между декоративной поверхностью и структурой над ней.
(ISO/IEC 11801)
[ http://www.iks-media.ru/glossary/index.html?glossid=2400324]
Устройство подвесного потолка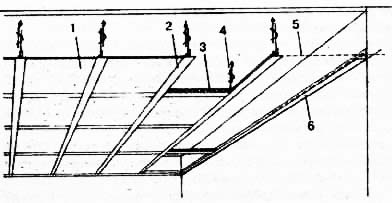
Устройство подвесных потолков: 1 — гипсоволоконные плиты; 2 — направляющие Т-профили; 3 — промежуточные Т-профили; 4 — подвески с регулируемыми пластинами; 5 — уровень чистого потолка; 6 — пристенный уголокМонтируя подвесной потолок, сначала производят сборку направляющих профилей. В комплект подвесного потолка входит два вида профилей ( пристенный уголок и Т-образный профиль), а также вертикальные подвески и регулировочные пружинные пластины.
Сначала потолок очищают от грязи, пыли и проводят разметку. С помощью гибкого уровня провешивают и отмечают линию горизонта чистого потолка. Отмечают на всех стенах по периметру потолка точки уровня, а затем соединяют все точки сплошной линией.
Далее проводят разбивку потолка. Так как стандартный размер гипсовых и гипсоволоконных плит 60x60 см, то разметку крепления направляющих профилей проводят на расстоянии 60 см друг от друга. Сначала на полу комнаты проводят черновую раскладку плит, чтобы определять количество плит, помещающихся по длине и ширине комнаты. Если количество плит оказывается целое, то разметку на потолке начинают, отступив от стены на расстояние 60 см. Если же количество плит — дробное, то для симметричного их размещения на потолке первые разметки от стен делают на расстоянии, равном половине остатка длины или ширины комнаты. Например: длина комнаты 500 см, делим на размер плитки 60 см и получаем 8 целых плиток (480 см) и 20 см остатка. Делим остаток пополам, полученные 10 см и есть расстояние, на которое необходимо отступить от стены (по длине комнаты) для разметки первого направляющего профиля. Отметив эту точку (вверху стен1>1 у потолка), отмечают такое же расстояние на противоположной стене. Между этими точками натягивают шнур и вдоль шнура на расстоянии 100 см друг от друга в поверхности потолка просверливают отверстия для креплений профиля. Отступив от первого ряда на 60 см, снова натягивают шнур и вдоль него просверливают отверстия под крепежные аксессуары. Таким образом, передвигая шнур на 60 см от предыдущего размеченного ряда, размечают и высверливают отверстия на всей поверхности потолка. Для крепления пристенных уголков также высверливают в намеченных местах над линией уровня чистого потолка.
Следующим шагом в устройстве потолка будет закрепление пристенного уголка. Длина уголка 360 см, он имеет два ребра, одно из которых содержит многочисленные отверстия для крепления, а второе ребро с наружной стороны покрыто (декорировано) эмалью или винилом. Уголок крепят к стене декорированной стороной вниз. Если длина стены больше длины уголка, то уголок наращивают путем стыковки с отрезком уголка необходимой длины. В углах комнаты профили сопрягают, обрезав декоративное ребро под углом 45°. Раскрой профилей производят ножовкой по металлу. Прикручивают уголок к стенам с помощью шурупов, строго следя за совпадением лицевой стороны уголка с линией уровня чистого потолка.
Далее необходимо подвесить направляющие Т-образные профили. В высверленные отверстия в потолке забивают пластмассовые или деревянные пробки и вкручивают в них крюкообразные дюбеля. Собирают вертикальные подвески, вставляя их по двое в пружинную (Н-образную) пластину, причем с одной стороны вставляют прут-подвеску с петлей, а с другой стороны — подвеску с крюком. Подвеску в сборе петлей набрасывают на крюк дюбеля. Сначала цепляют крайние в ряду подвески, на крюки подвесок цепляют Т-образный профиль лицевой стороной вниз и регулируют с помощью пружинной пластины, поднимая или опуская ее, уровень профиля совмещая с уровнем пристенных уголков — лицевые плоскости уголка и профиля должны совпадать. Если расстояние от стены до стены в направляющих радах больше длины профиля, то второй конец профиля регулируют по высоте с помощью гибкого уровня. Недостающий кусок профиля наращивают, соединив в торец имеющимися на концах профилей замками-защелками.
Отрегулировав уровень профиля на концах, на дюбеля в этом ряду цепляют остальные промежуточные подвески и на их крюки подвешивают весь направляющий профиль. При помощи гибкого уровня проверяют уровень профиля по всей длине, и провисшие места поднимают с помощью регулировки вертикальных подвесок. Таким же способом подвешивают остальные направляющие профили. После подвешивания всех рядов направляющих профилей и окончательной проверки уровня потолка можно приступать к самой облицовке потолка.
В комплект подвесного потолка входят, кроме направляющих, еще промежуточные вставки Т-образного профиля. Длина их 60 см, и предназначены они для поперечного прокладывания между облицовочными плитками в каждом ряду. Поэтому, приступая к облицовке, необходимо приготовить для двух пристенных рядов не только неполномерные плитки, но и в соответствии с шириной этих рядов нарезать прокладочные профили. Для раскроя профилей используют ножовку по металлу, а для нарезки плиток из гипсоволокна — острый нож. Если в длину ряда также не помещается целое количество плиток, то крайние плитки в рядах нарезают, рассчитав остаток в ряду и поделив пополам. Например: длина ряда 350 см делится на 60 см и остаток, равный 50 см, делится на два — 25 см, это ширина всех краевых плиток в каждом ряду.
Укладку плиток начинают с угла комнаты. Берут краевую плитку первого ряда (если краевые ряды и краевые плитки неполномерные, она должна быть по расчетам взятого для примера помещения 10x25 см) и укладывают в углу комнаты, опирая двумя сторонами на уголок и третьей стороной — на направляющий профиль. К четвертой стороне плитки приставляют промежуточный профиль, оперев на пристенный уголок и направляющий профиль.
Следующую плитку укладывают впритык к промежуточному профилю, оперев тремя сторонами на уголок, на промежуточный профиль и на направляющий. Таким образом заполняют весь ряд неполномерными плитками и прокладывают промежуточными неполномерными профилями.
Последняя плитка в ряду должна быть, как и первая, самая маленькая по размеру. Следующие ряды заполняются полномерными плитками и прокладочными профилями и только краевые плитки в рядах неполномерные. Первые плитки последующих рядов опираются одной стороной на пристенный уголок, двумя сторонами — на направляющие профили, а четвертой — на приставленный к плитке промежуточный профиль. Остальные плитки опираются противоположными сторонами на направляющие и промежуточные профили.
Последний ряд, как и первый, собирается из неполномерных плиток и укороченных по ширине ряда промежуточных профилей. Некоторую трудность составляет укладка последней плитки в последнем ряду. Потолочный массив в конце сборки имеет определенное напряжение, и плитки последнего ряда устанавливаются на место впритирку. Поэтому имеет смысл уменьшить их в размере на 2-3 мм по длине и ширине.
Для устройства в подвесном потолке системы электрического освещения используют осветительные щиты с вмонтированными в них приборами освещения. Размеры щитов 60x60 см. Устанавливаются они в подвесном потолке в намеченном месте вместо облицовочных плит таким же способом, как и сами плиты.
[ http://www.helpmaste.ru/artcl-ustrvo_podvesnuh_potolkov.html]
Пожалуй, самыми популярными сегодня считаются подвесные потолки. Они позволяют:
– скрыть коммуникации, смонтированные на потолке, оставив при этом доступ к электрической проводке, вентиляционному и тепловому оборудованию и пр.;
– встраивать разнообразные осветительные приборы;
– устанавливать системы пожаротушения и вентиляционные решетки;
– выравнивать разноуровневый потолок;
– создавать разноуровневый потолок при изначально плоском базовом потолке;
– улучшать акустику помещений.
В современном строительстве широко используются потолки из минераловатных или минераловолокнистых плит.
Плиточные подвесные потолки состоят из каркаса и плит из мягкого или твердого минерального волокна толщиной 1,5 см и размерами 600 х 600 или 610 х 610 мм. В каталоге фирмы «Armstrong» имеются также плиты 600 х 1200 и 625 х 1250 мм. Однако в наличии они бывают не всегда, и чаще всего их приходится заказывать.
Каркас представляет собой набор металлических реек, соединенных между собой в модульную решетку.
Конструкция подвесного потолка состоит из следующих компонентов:
– несущий каркас из металлических труб, уголков, швеллеров и пр.;
– заполнение (плиты, рейки, листы и пр.).
В качестве несомых элементов подвесного потолка или его заполнения используют гипсовые плиты или ДСП, плиты «Акмигран» и «Акминит», плиты из металлических листов, асбестоцементные листы и др. Для устройства акустических подвесных потолков применяют минераловатные плиты, перфорированные гипсовые и металлические плиты, двуслойные плиты с лицевым перфорированным слоем из минераловатной плиты и ДВП.
Подвесные потолки бывают двух видов:
– плиточные;
– реечные.
Плиточные, в свою очередь, подразделяются на влагостойкие и невлагостойкие. Первые чаще всего используются в ванных комнатах, туалетах и на кухнях. Невлагостойкие потолки в этих помещениях устраивать не рекомендуется, так как спустя какое-то время установленные плитки покоробятся и попросту выйдут из строя.
В этом отношении самыми удобными являются реечные потолки: дело в том, что подвесные реечные потолки изготовлены из алюминия, который не боится влаги.Плиточные подвесные потолки
На российском рынке имеется богатый выбор потолков данного типа. Они различаются не только по цене, но и по качеству и назначению, каждый подвесной потолок имеет свои особенности и отличия.
При покупке подвесного потолка особое внимание следует обратить на стыковку плит с каркасом. Дело в том, что продавцы довольно часто продают каркас одной фирмы-производителя, а плиты – другой. Смонтировать такой потолок очень трудно.
Если удастся это сделать, нет гарантии, что он прослужит долго: такой потолок очень быстро начнет деформироваться. Необходимо следить за тем, чтобы форма кромок плит соответствовала типу каркаса.
Самостоятельно смонтировать подвесной потолок можно только в помещениях небольшой площади. В другом случае, особенно если нет опыта подобной работы, лучше всего воспользоваться услугами профессиональных монтажников.
Подвесные каркасы делятся на 3 вида:
– видимый каркас;
– полускрытый каркас;
– скрытый каркас.
В России наибольшее распространение получили видимые и полускрытые каркасы, что обусловлено низкими ценами и простотой монтажа.
Сами подвесные потолки бывают плоскостные и криволинейные.
Последние удобно монтировать при составлении разноуровневых потолков.
В зависимости от материалов, из которых изготовлены потолочные системы, подвесные потолки делятся на следующие виды:
– потолки из минераловатных плит;
– потолки из минераловолокнистых плит;
– потолки из гипсовых плит;
– зеркальные потолки;
– металлические потолки;
– потолки с искусственным освещением.Общая характеристика потолков из минераловолокнистых плит
Минеральное волокно – экологически чистый материал, обеспечивающий отличную звукоизоляцию и тепло. Однако в помещениях с повышенной влажностью (например, кухнях и ванных комнатах) этот материал использовать не рекомендуется.
После покупки, в том случае, если потолок монтируется не сразу, плиты хранят в помещении с температурой 18–30 °C при относительной влажности 70 %. Однако плиты некоторых фирм-производителей можно устанавливать в помещениях с температурой до 40 °C и влажностью до 95 %.
Плиты чаще всего имеют белый цвет, но некоторые производители выпускают панели, окрашенные в различные цвета. Также плиты можно окрашивать латексными красками, однако при этом огнестойкость данного материала понижается.
Потолки из минераловолокнистых плит имеют различную структуру поверхности: гладкая обладает хорошим светоотражением в помещениях с непрямым освещением, фактурная обеспечивает хорошую звукоизоляцию благодаря незаметным микроотверстиям.Общая характеристика потолков из минераловатных плит
Минераловатные плиты представляют собой панели с высокими шумопоглощающими свойствами. Чаще всего эти плиты называют акустическими. Они обладают следующими свойствами:
– снижают общий уровень шума; коэффициент звукопоглощения варьируется от 75 до 90 %;
– отвечают российским стандартам пожарной безопасности;
– могут использоваться в помещениях с повышенной влажностью воздуха (до 95 %).
Существует около 1000 различных оттенков минераловатных плит. При правильной эксплуатации можно надолго сохранить первоначальный цвет таких потолков.Плиточные потолки из пенополистирола
Самым недорогим и практичным материалом для отделки потолка считается декоративная потолочная плитка из полистирола. С помощью обычных инструментов можно довольно быстро оклеить потолок. При работе с полистирольными плитами необходимо знать некоторые правила. Первое – выбор плиток при покупке. Полистирольные плитки подразделяются на 3 основные группы:
– прессованные (штампованные);
– инжекционные;
– экструдированные.
Прессованные плитки производятся из полос толщиной 6–7 мм, нарезанных из блоков пенополистирола строительного назначения.
Инжекционные получают в пресс-формах формовочно-литьевого автомата путем спекания пенополистирольного сырья. Толщина готовых плит 9–14 мм.
Экструдированные получают из экструдированной полистирольной полосы, окрашенной или покрытой пленкой способом прессования.
Второе правило – геометрически выверенные размеры плитки. Большие погрешности в плитке становятся заметными при отделке потолка.
Правильные размеры чаще всего имеет только инжекционная плитка благодаря технологии производства, в то время как прессованная и экструдированная плитка довольно часто характеризуются некоторыми неточностями в размерах.
Производители экструдированной и прессованной плитки продолжают совершенствовать геометрические размеры изделий и добиваются положительных результатов. Тем не менее при покупке обязательно следует проверять плитки.
Третье правило – просушивание пенополистирольных плиток до монтажа в сухом и теплом помещении в течение 3 дней в распакованном виде, иначе вследствие усадки на потолке между плитками могут появиться щели. В особенности это касается инжекционных плиток.
Четвертое правило – сажать плитки следует только на клей, который после сушки становится прозрачным.Инструменты и материалы для устройства подвесного потолка
Для монтажа подвесного потолка фирмы потребуются следующие инструменты:
– рулетка;
– ножницы по металлу;
– отбивной шнур;
– дрель;
– нож со сменными лезвиями для резки плиток;
– ножовка по металлу.
Инструменты для приклейки пенополистирольных плиток:
– гвозди 70–80 мм для монтажа деревянного каркаса под плиты;
– рулетка;
– отбивной шнур;
– молоток;
– нож со сменными лезвиями для резки плиток;
– ножовка по дереву;
– шпатель для нанесения клеевого состава на плитки.
Для наклеивания декоративных пенополистирольных плиток на любые впитывающие минеральные поверхности используют клей на основе ПВА с наполнителями. При высыхании такой клей имеет серо-белый или кремовый цвет. Поэтому в некоторых случаях необходимо брать другой клей – на основе ПВА, но без наполнителей: такой клей после сушки становится прозрачным. Предварительно деревянный каркас огрунтовывают водным раствором ПВА.
Пенополистирольные плитки отечественного производства «Акмигран» и «Акминит» в основном используют в жилых помещениях. Выпускаются такие плитки в виде квадратов размерами 300 х 300, 600 х 600 и 900 х 900 мм, толщиной 20 мм. Облегченная конструкция, правильная прямоугольная форма, ровная лицевая поверхность делают плитки «Акмигран» и «Акминит» очень удобными для облицовки потолков в домашних условиях.
Лицевая сторона плиток матовая, равномерно окрашенная, может быть гладкой, пористой и с различной фактурой (под пробку, джутовое плетение, рифленой, трещиноватой и т. д.).
Крепят данные плитки на черновой каркас. Для более удобного крепления на боковых гранях плиток имеются пазы и выступы.Облицовка потолка минеральными плитками «Акмигран» и «Акминит» и гипсовыми декоративными плитками
В облицовочных работах по отделке потолка различают два способа: устройство плиточных потолков каркасной конструкции и облицовка плитками потолков бескаркасной конструкции. Устройство плиточных потолков каркасной конструкции предполагает наличие горизонтальных направляющих с подвесками (выполняющими несущую функцию подвесного потолка), заделанными в перекрытия. Монтаж таких направляющих возможен лишь при возведении несущих конструкций здания. Поэтому самостоятельно в домашних условиях такой подвесной потолок устроить технически невозможно.
Произвести облицовку потолка бескаркасной конструкции сможет практически каждый. Облицовочные работы принято вести двумя способами: с устройством чернового каркаса и без него.Устройство плиточного потолка на черновом каркасе
Монтаж конструкции, как и в других случаях, подразделяется на несколько этапов:
– подготовка, разбивка и провешивание поверхности;
– подготовка материала;
– установка плиток.
Подготовка поверхности заключается лишь в ее очистке от пыли, это вызвано больше гигиеническими требованиями, а не технологическими. При подготовке плиток сортируют их по наличию пазов и выступов на боковых гранях, в прорези вставляют закладные крюки, соединенные крепежной скобкой (рис. 21).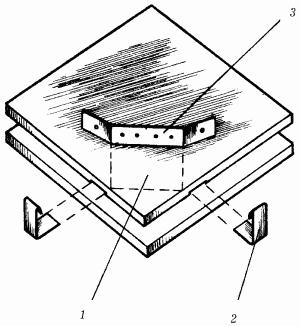
Рис. 21. Подготовка плиток для устройства потолка: 1 – облицовочная плитка; 2 – закладные крюки; 3 – крепежная скоба.Разбивку и провешивание поверхности начинают с определения чистого уровня потолка. Для этого гибким уровнем определяют и отмечают линии низа потолка (по ним будут установлены пристенные опорные уголки). Затем с помощью рулетки и угольника на полу помещения определяют продольную и поперечную оси и закрепляют их причальными шнурами; по одну сторону от оси раскладывают плитки, определяя таким образом количество плиток в ряду. Ряды, примыкающие к стенам, заполняют неполномерными плитками.
После этого приступают к сооружению и установке чернового каркаса: для этого в потолке по каждому предполагаемому ряду (с шагом в ряду 1 м) закрепляют стальные штыри так, как это показано на рисунке 22.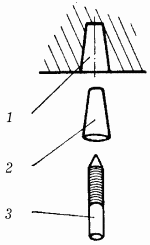
Рис. 22. Крепление чернового каркаса к потолку: 1 – отверстие в потолке; 2 – пластмассовая пробка; 3 – стальной штырь с резьбой.В потолке просверливают отверстия и забивают туда пластмассовые пробки от дюбелей или деревянные шпонки, в которые ввинчивают стальные штыри.
На стальных штырях закрепляют стальной пруток, выполняющий роль горизонтальной направляющей для крепления облицовочных плиток. По периметру стен по линиям низа потолка устанавливают опорные уголки. Черновой каркас для облицовки плитками потолка бескаркасной конструкции готов.
Следующий этап – непосредственно облицовка. Закрепив за опорные уголки на противоположных стенах причальный шнур для первого ряда (фиксирующий нижнюю плоскость потолка), от угла помещения начинают установку плит (рис. 23).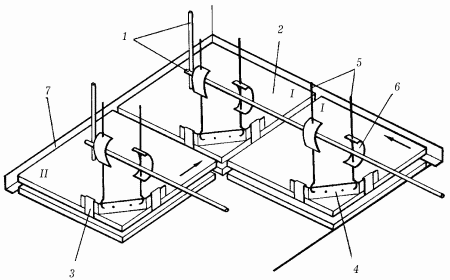
Рис. 23 Устройство плиточного потолка с использованием чернового каркаса: 1 – элементы чернового каркаса; 2 – облицовочные плитки; 3 – закладные крюки; 4 – крепежная скоба; 5 – вертикальная подвеска; 6 – согнутая (пружинная) пластина; 7 – пристенный опорный уголок.Первую плитку опирают двумя сторонами на уголки, а угол с установленными крепежными скобами с помощью вертикальной подвески и согнутой (пружинной) пластины крепят к горизонтальной направляющей чернового каркаса. Следующую плитку одной стороной опирают на пристенный опорный уголок, а выступ на ребре другой стороны совмещают с пазом уже установленной плитки. Свободный угол закрепляют (как и в первом случае) на горизонтальной направляющей чернового каркаса. И так далее до окончания ряда.
По ходу работы нужно следить за горизонтальностью плоскости подвесного потолка (для этого и нужен причальный шнур). Положение плиток, имеющих отклонение от горизонтали, регулируют смещением пружинной пластины по вертикальной подвеске.
Установка средних (не пристенных) плиток 2-го и последующих рядов отличается от установки плиток 1-го ряда тем, что 2 их стороны будут опираться не на пристенные уголки, а на пазы на ребрах ранее уложенных плиток.
По окончании облицовочных работ пристенные опорные уголки можно будет закрыть деревянным потолочным плинтусом.Устройство плиточного потолка без чернового каркаса
Подготовка поверхности потолка к укладке плиток и подготовка материала в данном случае полностью аналогичны предварительным работам при устройстве подвесного потолка с использованием чернового каркаса. Непосредственно облицовочные работы отличаются от способа облицовки с применением чернового каркаса весьма значительно.
Для начала по периметру помещения на стенах на уровне чистого потолка закрепляют опорные уголки. В потолке с шагом, равным длине плиток, просверливают отверстия, в которые забивают пластмассовые пробки от дюбелей либо деревянные шпонки. Затем с помощью дюбелей или шурупов ввинчивают в эти пробки или шпонки подвески для установки облицовочных плиток.
Работу начинают от угла помещения. Первую облицовочную плитку устанавливают следующим образом: 2 сторонами опирают на пристенные уголки, а свободный угол плитки надевают крепежной скобой на подвеску. Вторую плитку устанавливают одной стороной на опорный уголок, выступ другой стороны вставляют в паз уже установленной плитки, а свободный угол закрепляют на подвеску аналогично 1-й плитке. Дальнейшую облицовку производят по уже отработанной технологии (рис. 24).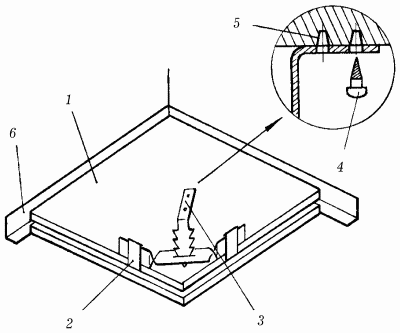
Рис. 24. Устройство плиточного потолка без применения чернового каркаса: 1 – облицовочные плитки; 2 – закладные крюки с крепежной скобой; 3 – подвеска; 4 – шуруп либо дюбель; 5 – пластмассовая пробка или деревянная шпонка; 6 – опорные уголки.Уход за плиточными потолками
Поскольку гипсовые материалы в достаточной степени обладают гигроскопичностью, то их не рекомендуется мыть. Пыль с таких поверхностей удаляют мягкой влажной ветошью, укрепленной на щетке с жесткой щетиной или на венике.
Облицовку в местах отслоения плиток ремонтируют, а треснувшие и сильно загрязненные плитки заменяют новыми (для этого следует оставлять запас материалов). В том случае, если при облицовке потолка были использованы минеральные плитки «Акмигран» и «Акминит», то уход за ними не допускает никакого контакта с водой, приемлема только сухая уборка с помощью пылесоса.Устройство реечных потолков
Реечный подвесной потолок (рис. 25) состоит из алюминиевых реек, загнутых по бокам. В основном в продаже бывают рейки длиной 3 и 4 м. В некоторых фирмах имеются специальные режущие станки, с помощью которых можно отрезать рейку любой длины. Ширина реек – 9, 10, 15, 20 см. Следует сказать, что чаще всего приобретают 10-сантиметровые рейки.
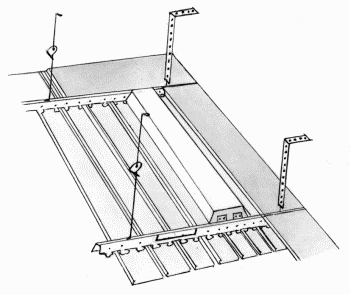
Рис. 25. Устройство реечного подвесного потолка.Другим важным параметром реек для подвесного потолка является их толщина. Чем толще рейка, тем надежнее будет потолок. Самая подходящая толщина для реек – 0,5 мм: этого будет достаточно для того, чтобы потолок не деформировался. Если рейки более тонкие, потолок может погнуться и на нем будут заметны вмятины.
Рейки для подвесных потолков бывают 3 типов:
– открытые;
– закрытые;
– со вставками.
Закрытые рейки (рис. 26) крепят встык, заводя друг за друга, в то время как между открытыми рейками остается небольшой зазор, который, однако, не заметен, если потолок высокий – около 5 м.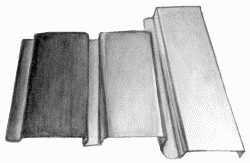
Рис. 26. Типы закрытых реек для подвесного потолка.Рейки со вставками (рис. 27) немного напоминают открытые, только расстояние между ними прикрывают узкие алюминиевые полоски.

Рис. 27. Рейки со вставками: а – изнаночная сторона; б – лицевая сторона.Рейки бывают самых разнообразных цветов, однако до сих пор самым популярным цветом остается белый.
При покупке потолка обращают внимание на то, чтобы рейки были упакованы в полиэтиленовую пленку, защищающую материал от царапин и повреждений во время транспортировки. Качественный товар продается именно так. Если потолок не упакован, имеет смысл отказаться от покупки. Все уважающие себя фирмы выпускают потолки на продажу только в полиэтиленовой упаковке.
Реечные потолки бывают открытыми и закрытыми. Основная особенность реечного потолка открытого типа состоит в наличии открытого пространства между декоративными панелями. Такие потолки, как правило, применяют в помещениях с высокими потолками. В обычных жилых помещениях такие потолки устанавливают очень редко, в основном из-за желания создать особое освещение: светильники на потолке должны быть развернуты таким образом, чтобы световой поток не попадал в межпотолочное пространство.
Существует 2 модификации реечных потолков открытого типа (рис. 28): 84 О и 84 О". В основном обе модели отличаются друг от друга шириной зазора между панелями: 6–16 см. Для моделирования таких элементов интерьера, как арки и переходы между разноуровневыми потолками в реечном потолке открытого типа используется стрингер AR.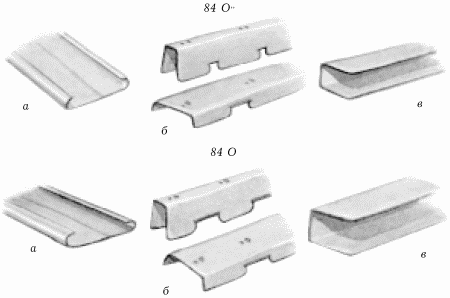
Рис. 28. Модели потолков открытого типа: а – потолочная панель; б – стрингер; в – закрывающий профиль.Основное отличие потолка закрытого типа от открытого заключается в отсутствии открытого пространства между декоративными панелями. Потолок закрытого типа полностью скрывает внешние коммуникации – противопожарные, электрическую проводку. Реечные закрытые потолки выпускаются следующих типов (рис. 29): 84R, 15 °C и 84R (V).
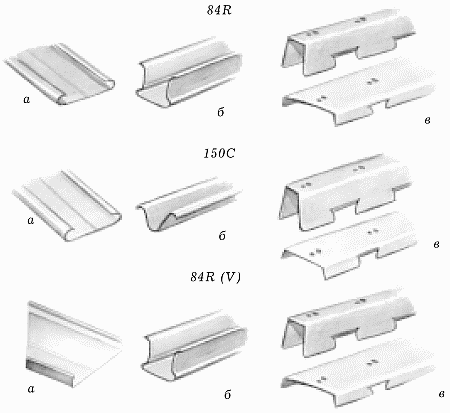
Рис. 29. Модели потолков закрытого типа: а – потолочная панель; б – стрингер; в – закрывающий профиль.
К модели 84R относится профиль шириной 84 мм, с промежуточным профилем п-образной формы, шириной 16 мм.
К модели потолка 84R (V) относят широкий профиль шириной 84 мм, промежуточный профиль v-образной формы, шириной 16 мм. Указанные выше типы подвесных реечных потолков различаются по дизайну, но совмещаются с помощью стрингера R (подвесной системы), одинакового для всех типов. Для моделирования арок, волн и переходов между различными по высоте уровнями в реечном потолке закрытого типа применяется радиусный стрингер AR. Комплект подвесного потолка закрытого типа 150C включает в себя профили шириной 150 мм, крепление которых на стрингер производится стык в стык.Монтаж подвесных реечных потолков
В комплект подвесного потолка входят:
– собственно рейки;
– шина (каркас);
– плинтус.
Также к комплекту прилагается и инструкция по монтажу.
Кроме реек, важной составной частью конструкции является шина, представляющая собой стальную или алюминиевую планку с зубчиками, за которые цепляют рейки. Для каждого типа реек требуется особая шина, чтобы на готовом покрытии не было перекосов, щелей и изгибов. Кроме того, рейки одной фирмы нельзя крепить на шину другой.
Шину с прикрепленными к ней рейками цепляют за подвес, который можно регулировать по высоте. Это очень важная деталь всей конструкции: потолок получил свое название потому, что висит на подвесе. Следует помнить о том, что подвесные реечные потолки занимают достаточно много места (5–11 см высоты), и применение их в квартире с низкими потолками нецелесообразно.
Плинтус – это декоративная деталь, закрывающая стык между стеной и потолком.
Установку реечного подвесного потолка можно осуществить самостоятельно. Особых умений не потребуется. Главное – действовать очень осторожно, придерживаясь инструкции.
В том случае, если требуется объединить потолком два помещения, находящихся на разных уровнях, приобретают изогнутый подвесной реечный потолок (рис. 30).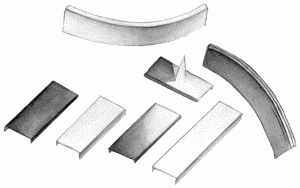
Рис. 30. Рейки для изогнутого подвесного потолка.Весь ассортимент реечных потолков условно можно разделить на 5 групп:
– металлик;
– матовый;
– глянцевый;
– зеркальный;
– фактурный.
Цветовая гамма реечных потолков представлена 27 оттенками, причем для каждого вида поверхности есть определенное количество оттенков. Так, например, для матового – 9, для глянцевого – 2, для металлика – 10, для зеркального – 4, для фактурного – 2.
Существуют следующие варианты сборки реечных потолков (рис. 31):
– геометрический узор;
– разноуровневый потолок;
– зеркальный;
– комбинированный (совмещение реечного потолка с другими видами отделки, например, гипсокартоном);
– зональное разделение комнат;
– оформление арок;
– моделирование волн.
[ http://stroy-zametki.narod.ru/2_31.html#1]Тематики
EN
DE
FR
Русско-английский словарь нормативно-технической терминологии > подвесной потолок
-
30 нормальная работа
нормальная работа
Условия, при которых прибор работает в соответствии с нормальной эксплуатацией, когда прибор подсоединен к сети питания.
[ ГОСТ Р 52161. 1-2004 ( МЭК 60335-1: 2001)]EN
normal operation
conditions under which the appliance is operated in normal use when it is connected to the supply mains
[IEC 60335-1, ed. 4.0 (2001-05)]FR
conditions de fonctionnement normal
conditions dans lesquelles l'appareil est mis en fonctionnement en usage normal lorsqu’il est raccordé au réseau d'alimentation
[IEC 60335-1, ed. 4.0 (2001-05)]Тематики
EN
FR
нормальная работа (normal operation): Работа нагревательного блока после установки в здании в соответствии с инструкциями.
Источник: ГОСТ Р 52161.2.96-2006: Безопасность бытовых и аналогичных электрических приборов. Часть 2.96. Частные требования для гибких листовых нагревательных элементов для обогрева жилых помещений оригинал документа
нормальная работа (normal operation): Работа прибора, как установлено в следующих абзацах.
Примечание - Приборы, не упомянутые ниже, но которые тем не менее могут выполнять одну из функций приготовления пищи, работают, как определено для этой функции, насколько это возможно.
Источник: ГОСТ Р 52161.2.9-2006: Безопасность бытовых и аналогичных электрических приборов. Часть 2.9. Частные требования для грилей, тостеров и аналогичных переносных приборов для приготовления пищи оригинал документа
нормальная работа (normal operation): Работа прибора, как установлено в 3.1.9.101 - 3.1.9.107.
Источник: ГОСТ Р 52161.2.6-2006: Безопасность бытовых и аналогичных электрических приборов. Часть 2.6. Частные требования для стационарных кухонных плит, конфорочных панелей, духовых шкафов и аналогичных приборов оригинал документа
нормальная работа (normal operation): Работа прибора при следующих условиях.
Прибор работаете максимальным количеством воды, для которого он сконструирован, без использования детергентов или ополаскивающих средств, без посуды или столовых приборов. Если очевидно, что при загрузке прибора результаты испытаний будут иными, испытания проводят при загрузке максимальным количеством посуды и столовых приборов, установленным в инструкциях.
Примечание 101 - Посуда и столовые приборы, используемые при испытании, - по ГОСТ 30147.
Воду подают под любым давлением в пределах, установленных в инструкциях, температура воды на входе должна быть:
плюс (60 ± 5) °С или равной установленной в инструкциях (если она выше указанной) - для входных отверстий, предназначенных для подачи только горячей воды;
плюс (15 ± 5) °С - для входных отверстий, предназначенных для подачи только холодной воды.
Если прибор имеет ввод, предназначенный для подачи как холодной, так и горячей воды, температура при испытаниях должна быть наиболее неблагоприятной.
Источник: ГОСТ Р 52161.2.5-2005: Безопасность бытовых и аналогичных электрических приборов. Часть 2.5. Частные требования для посудомоечных машин оригинал документа
нормальная работа (normal operation): Работа прибора при следующих условиях.
Прибор работает при номинальном напряжении непрерывно с входным отверстием для воздуха, отрегулированным на потребляемую мощность Рт, измеренную после 20 с работы. При необходимости через 3 мин проводят окончательное регулирование отверстия.
Потребляемую мощность Ртрассчитывают по формуле
Pm = 0,5×(Pf + Pi),
где Pf - мощность, потребляемая прибором, работающим в течение 3 мин с открытым входным отверстием для воздуха, в ваттах. Любое устройство, используемое для обеспечения циркуляции охлаждающего двигатель воздуха в случае блокирования главного входного отверстия, может работать обычным образом;
Pi - мощность, потребляемая прибором, работающим в течение следующих 20 с с полностью закрытым входным отверстием, в ваттах. Любое устройство, регулируемое без помощи инструмента и используемое для обеспечения циркуляции охлаждающего двигатель воздуха в случае блокирования главного входного отверстия, должно быть отключено.
Если прибор имеет маркировку диапазона номинальных напряжений, то его включают на напряжение, равное среднему значению диапазона напряжений при условии, что разность между предельными значениями диапазона не превышает 10 % среднего значения. Если эта разность превышает 10 %, прибор включают на напряжение, равное верхнему пределу диапазона.
Измерения проводят на приборе, имеющем чистый пылесборник и фильтр, при этом емкость для воды не должна быть заполнена. Если прибор предназначен для использования только со шлангом, съемные насадки и трубки удаляют, а шланг выпрямляют. Если шланг прибора является необязательным элементом, прибор работает без шланга.
Вращающиеся щетки и аналогичные устройства при работе не должны контактировать с какой-либо поверхностью. Чистящие головки, подсоединенные с помощью шланга, при работе не должны контактировать с какой-либо поверхностью.
Выходные отверстия прибора для присоединения необязательных элементов нагружают нагрузкой сопротивления, указанной в маркировке прибора.
Источник: ГОСТ Р 52161.2.2-2005: Безопасность бытовых и аналогичных электрических приборов. Часть 2.2. Частные требования для пылесосов и водовсасывающих чистящих приборов оригинал документа
нормальная работа (normal operation): Работа прибора при следующих условиях.
Машины для обработки полов работают непрерывно, совершая возвратно-поступательные движения со скоростью 15 циклов в минуту на полированной стальной плите на расстояние 1 м. Прибор оснащен щетками для пола с твердой поверхностью в соответствии с инструкциями.
Примечание 101 - Нагрев стальной плиты не допускается. Можно использовать принудительное охлаждение, но при этом необходимо гарантировать, что циркуляция воздуха не влияет на превышение температуры, значение которого определяют.
Машины для щелочной обработки полов работают на необработанных гладких сосновых досках толщиной 25 мм, шириной приблизительно 100 мм, закрепленных внутри на дне металлического поддона. Машина для щелочной обработки совершает возвратно-поступательные движения со скоростью 15 циклов в минуту на расстояние 1 м.
Машины для чистки ковров шампунем работают на ковре, закрепленном внутри на дне металлического поддона, который наполнен водой до уровня приблизительно 3 мм над поверхностью ковра. Ковер изготовлен из нейлоновых волокон высотой ворса приблизительно 6 мм. Машина для чистки шампунем совершает возвратно-поступательные движения со скоростью 10 циклов в минуту на расстояние 1 м.
Если машина для щелочной обработки полов или машина для чистки ковров шампунем снабжена системой распределения жидкости, поддон не заполняют водой, но систему распределения жидкости приводят в действие.
Машины для чистки драпировки шампунем работают без вращающихся щеток или аналогичных устройств, контактирующих с драпировкой или любой другой поверхностью. Всасывающие шланги располагают свободно вне прямой линии с входным отверстием. Система распределения жидкости работает с пустым резервуаром.
Источник: ГОСТ Р 52161.2.10-2005: Безопасность бытовых и аналогичных электрических приборов. Часть 2.10. Частные требования для машин для обработки полов и машин для влажной чистки оригинал документа
нормальная работа (normal operation): Работа прибора при следующих условиях.
Прибор, работающий с неглубокой кастрюлей диаметром 150 мм, которая наполнена водой на высоту не менее 25 мм, устанавливают на горячую поверхность. Если приборы поставляются с сосудами или это установлено в инструкциях, сосуды используют взамен кастрюли.
Прибор работает без кастрюли, если это условие является более неблагоприятным.
Источник: ГОСТ Р 52161.2.12-2005: Безопасность бытовых и аналогичных электрических приборов. Часть 2.12. Частные требования для мармитов и аналогичных приборов оригинал документа
нормальная работа (normal operation): Работа прибора при следующих условиях.
Прибор работает заполненный текстильным материалом массой в сухом состоянии, равной максимальной массе, установленной в инструкциях.
Текстильный материал представляет собой предварительно постиранные, подрубленные двойным швом хлопчатобумажные простыни размером приблизительно 70´70 см, удельной массой в сухом состоянии от 140 до 175 г/м2.
Текстильный материал замачивают в воде, имеющей температуру (25 ± 5) °С и массу, равную массе текстильного материала.
Если функция сушки может автоматически следовать за функцией стирки в стиральной машине, прибор не загружают отдельно. Прибор работает с максимальным количеством текстильного материала, установленным в инструкциях для комбинированного цикла стирки - сушки.
Примечание 101 - Хлопок, в котором содержание влаги не превышает 10 %, рассматривают как находящийся в сухом состоянии.
Хлопок кондиционируют 24 ч в спокойном воздухе при температуре (20 ± 2) °С, относительной влажности от 60 % до 70 % и атмосферном давлении от 860 до 1060 мбар, с содержанием воды приблизительно 7 %.
Источник: ГОСТ Р 52161.2.11-2005: Безопасность бытовых и аналогичных электрических приборов. Часть 2.11. Частные требования для барабанных сушилок оригинал документа
нормальная работа (normal operation): Работа прибора после его установки в соответствии с инструкциями и заполнения холодной водой.
Источник: ГОСТ Р 52161.2.21-2006: Безопасность бытовых и аналогичных электрических приборов. Часть 2.21. Частные требования для аккумуляционных водонагревателей оригинал документа
нормальная работа (normal operation): Работа прибора в следующих условиях.
Источник: ГОСТ Р 52161.2.24-2007: Безопасность бытовых и аналогичных электрических приборов. Часть 2.24. Частные требования к холодильным приборам, мороженицам и устройствам для производства льда оригинал документа
нормальная работа (normal operation): Работа прибора при следующих условиях.
Приборы работают без белья.
Источник: ГОСТ Р 52161.2.44-2008: Безопасность бытовых и аналогичных электрических приборов. Часть 2.44. Частные требования к гладильным машинам оригинал документа
нормальная работа (normal operation): Работа прибора при следующих условиях.
Зарядные устройства батарей для зарядки батарей свинцово-кислотных аккумуляторов и другие зарядные устройства батарей, имеющие номинальный постоянный выходной ток не более 20 А, подсоединяют к цепи, как приведено на рисунке 101. Переменный резистор настраивают таким образом, чтобы ток в цепи был равен номинальному постоянному выходному току при питании зарядного устройства батарей номинальным напряжением.
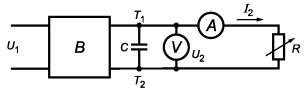
U1 - напряжение питания; U2 - выходное напряжение; I2 - выходной ток; A - амперметр; В - зарядное устройство батарей; V - вольтметр; R - переменный резистор;

где Ir - номинальный постоянный выходной ток, А;
р - коэффициент (для однополупериодного выпрямления р = 1; для двухполупериодного выпрямления р = 2);
f - частота питающей сети, Гц;
Ur - номинальное выходное напряжение постоянного тока, В.
Примечания
1 Конденсатор может иметь емкость, отличающуюся от рассчитанной на ± 20 %.
2 Конденсатор может быть предварительно заряжен до начала работы зарядного устройства батарей.
Рисунок 101 - Цепь для испытания зарядных устройств батарей
Если зарядный ток управляет процессом зарядки батареи, то переменный резистор и конденсатор заменяют разряженной батареей соответствующего типа и максимальной емкости, указанных в инструкциях.
Другие зарядные устройства батарей подсоединяют к разряженной батарее соответствующего типа и максимальной емкости, указанных в инструкциях.
Примечание 101 - Батареи считают разряженными, если:
- плотность электролита менее 1,16 - для батарей свинцово-кислотных аккумуляторов;
- напряжение каждого элемента менее 0,9 В - для батарей никель-кадмиевых аккумуляторов.
Источник: ГОСТ Р 52161.2.29-2007: Безопасность бытовых и аналогичных электрических приборов. Часть 2.29. Частные требования для зарядных устройств батарей оригинал документа
нормальная работа (normal operation): Работа прибора в сосуде, наполненном водой, на максимальной глубине погружения.
Источник: ГОСТ Р 52161.2.74-2008: Безопасность бытовых и аналогичных электрических приборов. Часть 2.74. Частные требования к переносным погружным нагревателям оригинал документа
нормальная работа (normal operation): Работа прибора при следующих условиях.
Текстильные изделия располагают на вешалках или перекладинах в соответствии с инструкциями. Текстильные изделия представляют собой предварительно выстиранные хлопчатобумажные простыни с двойным подрубочным швом размером приблизительно 700×700 мм, массой от 140 до 175 г/м2, определенной в сухом состоянии.
Четыре слоя текстильного изделия используют для приборов, имеющих нагреваемую поверхность, на которую для высушивания помещают текстильное изделие. Один слой используют для приборов, в которых текстильное изделие высушивается потоком теплого воздуха.
Примечание 101 - В случае возникновения сомнений хлопчатобумажные простыни подвергают кондиционированию в течение не менее 24 ч при температуре (20 ± 5) °С и относительной влажности (60 ± 5) %.
Источник: ГОСТ Р 52161.2.43-2008: Безопасность бытовых и аналогичных электрических приборов. Часть 2.43. Частные требования к сушилкам для одежды и перекладинам для полотенец оригинал документа
нормальная работа (normal operation): Работа прибора, постоянно подключенного к воде, поток которой отрегулирован таким образом, чтобы температура на выходе достигала максимального значения без срабатывания термовыключателя.
Источник: ГОСТ Р 52161.2.35-2008: Безопасность бытовых и аналогичных электрических приборов. Часть 2.35. Частные требования к проточным водонагревателям оригинал документа
нормальная работа (normal operation): Работа прибора при следующих условиях. Насос работает при нулевом давлении жидкости на входе, в режиме работы между минимальным и максимальным напором, таким образом, чтобы достигалась наибольшая потребляемая мощность.
Примечание 101 - Напор измеряют между входным и выходным отверстиями.
Источник: ГОСТ Р 52161.2.41-2008: Безопасность бытовых и аналогичных электрических приборов. Часть 2.41. Частные требования к насосам оригинал документа
нормальная работа (normal operation): Работа прибора при следующих условиях.
Источник: ГОСТ Р 52161.2.23-2007: Безопасность бытовых и аналогичных электрических приборов. Часть 2.23. Частные требования для приборов по уходу за кожей и волосами оригинал документа
нормальная работа (normal operation): Работа прибора при следующих условиях.
Источник: ГОСТ Р 52161.2.32-2008: Безопасность бытовых и аналогичных электрических приборов. Часть 2.32. Частные требования к массажным приборам оригинал документа
нормальная работа (normal operation): Работа прибора при следующих условиях.
Источник: ГОСТ Р 52161.2.60-2011: Безопасность бытовых и аналогичных электрических приборов. Часть 2.60. Частные требования к вихревым ваннам и вихревым ваннам для СПА-салонов оригинал документа
нормальная работа (normal operation): Работа прибора в том виде, в каком он был поставлен изготовителем, или с закороченной выходной цепью высокого напряжения в зависимости от того, что наиболее неблагоприятно.
Источник: ГОСТ Р 52161.2.65-2008: Безопасность бытовых и аналогичных электрических приборов. Часть 2.65. Частные требования к приборам для очистки воздуха оригинал документа
нормальная работа (normal operation): Работа приборов при следующих условиях.
Приборы с подставкой работают на подставке, если не указано иное.
Другие приборы работают в соответствии с инструкциями, если не указано иное.
Источник: ГОСТ Р 52161.2.45-2008: Безопасность бытовых и аналогичных электрических приборов. Часть 2.45. Частные требования к переносным нагревательным инструментам и аналогичным приборам оригинал документа
нормальная работа (normal operation): Работа циркуляционного насоса с давлением воды и скоростью потока, отрегулированными в установленных пределах так, чтобы достигалась максимальная потребляемая мощность.
Источник: ГОСТ Р 52161.2.51-2008: Безопасность бытовых и аналогичных электрических приборов. Часть 2.51. Частные требования к стационарным циркуляционным насосам для отопительных систем и систем водоснабжения оригинал документа
нормальная работа (normal operation): Работа прибора при следующих условиях:
- выходная цепь закорочена;
- решетки расположены на максимальном расстоянии, достаточном для поддержания дуги, прибор работает циклами; цикл состоит из 1 с работы и 2 с паузы;
- к решеткам подключена активная нагрузка, которая обеспечивает получение максимального тока.
Источник: ГОСТ Р 52161.2.59-2008: Безопасность бытовых и аналогичных электрических приборов. Часть 2.59. Частные требования к приборам для уничтожения насекомых оригинал документа
нормальная работа (normal operation): Работа прибора при следующих условиях.
Источник: ГОСТ Р 52161.2.17-2009: Безопасность бытовых и аналогичных электрических приборов. Часть 2.17. Частные требования к одеялам, подушкам, одежде и аналогичным гибким нагревательным приборам оригинал документа
Русско-английский словарь нормативно-технической терминологии > нормальная работа
-
31 максимальный уровень
3.28 максимальный уровень: Максимально допустимый уровень наполнения резервуара жидкостью при его эксплуатации, установленный технической документацией на резервуар».
Раздел 4. Наименование изложить в новой редакции: «4 Методы поверки».
Пункт 4.1 после слова «методом» изложить в новой редакции:
«Допускаются:
- комбинация геометрического и объемного методов поверки, например, определение вместимости «мертвой» полости или вместимости резервуара в пределах высоты неровностей днища объемным методом при применении геометрического метода поверки;
- комбинация динамического объемного и статического объемного методов поверки».
Пункты 5.1.1 (таблица 1, головка), 5.1.2. Заменить значение: 50000 на 100000.
Подраздел 5.2. Наименование. Заменить слово: «основных» на «рабочих эталонов».
Подпункты 5.2.1.1, 5.2.1.2, 5.2.1.10, 5.2.2.5 изложить в новой редакции:
«5.2.1.1 Рулетки измерительные 2-го класса точности с верхними пределами измерений 10, 20, 30 и 50 м по ГОСТ 7502.
5.2.1.2 Рулетки измерительные с грузом 2-го класса точности с верхними пределами измерений 10, 20 и 30 м по ГОСТ 7502.
5.2.1.10 Штангенциркуль с диапазонами измерений: от 0 до 125 мм; от 0 до 150 мм; от 150 до 500 мм; от 500 до 1600 мм (черт. 3) по ГОСТ 166.
5.2.2.5 Рулетки измерительные с грузом 2-го класса точности с пределами измерений 10, 20 и 30 м по ГОСТ 7502».
Подраздел 5.2 дополнить подпунктами - 5.2.1.19, 5.2.2.9:
«5.2.1.19 Анализатор течеискатель АНТ-3.
5.2.2.9 Анализатор течеискатель АНТ-3».
Пункт 5.2.4. Заменить слова: «Основные средства поверки резервуаров» на «Применяемые рабочие эталоны и средства поверки».
Пункт 5.2.5 дополнить словами: «по взрывозащищенности - ГОСТ 12.1.011».
Подпункт 5.3.1.4 изложить в новой редакции:
«5.3.1.4 Резервуар при первичной поверке должен быть порожним. При периодической и внеочередной поверках в резервуаре может находиться жидкость до произвольного уровня, а в резервуаре с плавающим покрытием - до минимально допустимого уровня, установленного в технологической карте резервуара.
Плавающая крыша должна быть освобождена от посторонних предметов (от воды и других предметов, не относящихся к плавающей крыше)».
Подпункт 5.3.1.5 до слов «В этом случае» изложить в новой редакции:
«При наличии жидкости в резервуаре для нефтепродукта при его поверке (периодической или внеочередной) допускается использовать результаты измерений вместимости «мертвой» полости, полученные ранее, и вносить их в таблицу Б.9 приложения Б, если изменение базовой высоты резервуара по сравнению с результатами ее измерений в предыдущей поверке составляет не более 0,1 %, а изменения степени наклона и угла направления наклона резервуара составляют не более 1 %»;
подпункт дополнить примечанием:
«Примечание - Вместимость «мертвой» полости резервуара для нефти и нефтепродуктов, образующих парафинистые отложения, при проведении периодической и внеочередной поверок допускается принимать равной ее вместимости, полученной при первичной поверке резервуара или полученной при периодической поверке резервуара после его зачистки».
Подпункт 5.3.2.1. Примечание после слов «до плюс 2 °С - при применении дизельного топлива» дополнить словами: «и воды;».
Пункт 5.3.3 исключить.
Пункт 6.1 после слов «(государственной) метрологической службы» дополнить знаком сноски:1); дополнить сноской:
«1) На территории Российской Федерации орган государственной метрологической службы проходит аккредитацию на право проведения поверки резервуаров».
Пункт 6.2 изложить в новой редакции:
«6.2 Поверки резервуара проводят:
- первичную - после завершения строительства резервуара или капитального ремонта и его гидравлических испытаний - перед вводом его в эксплуатацию;
- периодическую - по истечении срока межповерочного интервала;
- внеочередную - в случаях изменения базовой высоты резервуара более чем на 0,1 % по 9.1.10.3; при внесении в резервуар конструктивных изменений, влияющих на его вместимость, и после очередного полного технического диагностирования».
Пункт 7.1. Заменить слова: «в установленном порядке» на «и промышленной безопасности в установленном порядке2)».
Пункт 7.1, подпункт 7.1.1 дополнить сноской - 2):
«2) На территории Российской Федерации действует Постановление Росгортехнадзора № 21 от 30.04.2002».
Пункт 7.1 дополнить подпунктом - 7.1.1:
«7.1.1 Измерения величин при поверке резервуара проводит группа лиц, включающая поверителя организации, указанной в 6.1, и не менее двух специалистов, прошедших курсы повышения квалификации, и других лиц (при необходимости), аттестованных по промышленной безопасности в установленном порядке2)».
Пункт 7.3 дополнить подпунктом - 7.3.3:
«7.3.3 Лица, выполняющие измерения, должны быть в строительной каске по ГОСТ 12.4.087».
Пункт 7.6. Заменить слова: «или уровень» на «и уровень».
Пункт 7.8 дополнить словами: «и должен быть в строительной каске по ГОСТ 12.4.087».
Пункт 7.9 изложить в новой редакции:
«7.9 Средства поверки по 5.2.1.4, 5.2.1.17, 5.2.1.19 при поверке резервуара геометрическим методом, средства поверки по 5.2.2.1, 5.2.2.2, 5.2.2.8, 5.2.2.9, 5.2.5 при поверке объемным методом должны быть во взрывозащищенном исполнении для групп взрывоопасных смесей категории II В-ТЗ по ГОСТ 12.1.011 и предназначены для эксплуатации на открытом воздухе».
Пункт 7.10 после слова «резервуара» дополнить словами: «в рабочей зоне»;
заменить слова: «на высоте 2000 мм» на «(на высоте 2000 мм)».
Подпункт 8.2.8 исключить.
Подпункт 9.1.1.1 изложить в новой редакции:
«9.1.1.1 Длину окружности Lн измеряют на отметке высоты:
- равной 3/4 высоты первого пояса, если высота пояса находится в пределах от 1500 до 2250 мм;
- равной 8/15 высоты первого пояса, если высота пояса составляет 3000 мм.
При наличии деталей, мешающих измерениям, допускается уменьшать высоту на величину до 300 мм от отметки 3/4 или 8/15 высоты первого пояса».
Подпункт 9.1.1.7 после слов «динамометра усилием» изложить в новой редакции:
«(100 ± 10) Н - для рулеток длиной 10 м и более;
(10 ± 1) Н - для рулеток длиной 1 - 5 м.
Для рулеток с желобчатой лентой - без натяжения».
Подпункт 9.1.1.13. Формула (3). Знаменатель. Заменить знак: «-» на «+».
Подпункт 9.1.1.17. Последний абзац изложить в новой редакции:
«Значение поправок (суммарных при наличии двух и более) на обход в миллиметрах вносят в протокол, форма которого приведена в приложении Б».
Подпункт 9.1.2.2 изложить в новой редакции:
«9.1.2.2 Окружность первого пояса резервуара, измеренную по 9.1.1, разбивают на равные части (откладывают дугу постоянной длины и наносят вертикальные отметки на стенке первого пояса), начиная с образующей резервуара, находящейся в плоскости А (рисунок А.10а), проходящей через точку измерений уровня жидкости и базовой высоты резервуара на направляющей планке измерительного люка и продольную ось резервуара, с соблюдением следующих условий:
- число разбивок должно быть четным;
- число разбивок в зависимости от вместимости резервуара выбирают по таблице 3.
Таблица 3
Наименование показателя
Значение показателя для вместимости резервуара, м3, не менее
100
200
300
400
700
1000
2000
3000
5000
10000
20000
30000
50000
100000
Число разбивок
24
26
28
30
32
34
36
38
40
42
44
46
48
52
Все отметки разбивок пронумеровывают по часовой стрелке в соответствии с рисунком А.10».
Подпункт 9.1.2.5. Второй абзац. Заменить слова: «или ниже ребра» на «и ниже ребра».
Пункт 9.1.3 изложить в новой редакции:
«9.1.3 Определение степени наклона и угла направления наклона резервуара
9.1.3.1 Степень наклона h и угол направления наклона j резервуара определяют по результатам измерений угла и направления наклона контура днища резервуара снаружи (или изнутри) с применением нивелира с рейкой.
9.1.3.2 Степень наклона и угол направления наклона резервуара определяют в два этапа:
- на первом этапе устанавливают номера двух противоположных отметок разбивки (образующих резервуара), через которые проходит приближенное направление наклона резервуара;
- на втором этапе определяют степень наклона и угол уточненного направления наклона резервуара.
9.1.3.3 Приближенное направление наклона резервуара определяют в следующей последовательности:
а) проводят разбивку длины окружности первого пояса по 9.1.2.2;
б) освобождают утор окраек днища (далее - утор днища) резервуара от грунта;
в) устанавливают нивелир напротив первой отметки разбивки на расстоянии 5 - 10 м от резервуара и приводят его в горизонтальное положение;
г) устанавливают рейку вертикально в точке на уторе днища, находящейся напротив первой отметки разбивки, отсчитывают показание шкалы рейки l1 с погрешностью до 1 мм;
д) последовательно устанавливая рейку по часовой стрелке в точках на уторе днища, находящихся напротив отметок разбивки 2, 3,..., v, отсчитывают показания шкалы рейки l2, l3,..., lvс погрешностью до 1 мм;
е) для снятия показаний рейки в оставшихся точках отметок разбивки нивелир устанавливают на расстоянии 5 - 10 м от резервуара напротив отметки разбивки (v +1) и, устанавливая рейку вторично в точке отметки разбивки v, вторично снимают показание рейки l¢v. При этом показание рейки в точке, находящейся напротив отметки разбивки v (крайней) до перенесения нивелира на другое место lv, должно совпадать с показанием рейки в этой же точке разбивки v после перенесения нивелира на другое место, то есть l¢v с погрешностью до 1 мм. Выполнение этого условия обеспечивается регулированием высоты нивелира после перенесения его на другое место.
В случае невозможности выполнения вышеуказанного условия регулированием высоты нивелира на показание рейки в точках, находящихся напротив отметок разбивки (v + 1), (v + 2),..., s, вводят поправку, например на показание рейки в точке, находящейся напротив отметки разбивки (v + 1), l¢v+1 по формуле
lv+1 = l¢v+1 + Dl, (3a)
где l¢v+1 - показание рейки после перенесения нивелира на другое место, мм;
Dl - поправка, мм. Ее значение определяют по формуле
Dl = lv - l¢v, (3б)
где lv - показание рейки, находящейся напротив отметки v до перенесения нивелира на другое место, мм;
l¢v - показание рейки, находящейся напротив отметки v после перенесения нивелира на другое место, мм;
ж) выполняя аналогичные операции по перечислению е), отсчитывают показания рейки до отметки разбивки т (т - число отметок разбивки длины окружности первого пояса резервуара).
Показания шкалы рейки lk вносят в протокол, форма которого приведена в приложении Б (таблица Б.14).
Определяют значение разности показаний шкалы рейки в точках утора днища, находящихся напротив двух противоположных отметок разбивки Dlk, мм (см. таблицу Б.14):
- при числе отметок k от 1 до
 по формуле
по формулеDl¢k = lk - l(m/2+k); (3в)
- при числе отметок от
 до т по формуле
до т по формулеDl²k = lk - l(k-m/2), (3г)
где lk - показание шкалы рейки в точке, находящейся напротив k-й отметки, мм;
l(m/2+k), l(k-m/2) - показания шкалы рейки в точках, находящейся напротив отметок разбивки (т/2 + k) и (k - т/2), мм;
k - номер отметки разбивки. Его значения выбирают из ряда: 1, 2, 3, 4,..., т;
т - число отметок разбивки длины окружности первого пояса резервуара.
Строят график (рисунок А.10) функции Dlk, рассчитываемой по формулам (3в) и (3г). Если кривая, соединяющая точки графика Dlk относительно абсциссы, имеет вид синусоиды с периодом, равным отрезку 1 - т (кривая С на рисунке А.10), то резервуар стоит наклонно, если нет (кривая В) - резервуар стоит не наклонно.
По максимальному значению разности (Dlk)max, определенному по формуле (3в) или (3г), устанавливают приближенное направление наклона резервуара (рисунок А.10б).
Приближенное значение угла направления наклона резервуара jп определяют по формуле
 (3д)
(3д)где N - число разбивок, отсчитываемое от первой отметки разбивки до приближенного направления наклона резервуара, равное k - 1.
9.1.3.4 Степень наклона и уточненный угол направления наклона резервуара определяют в следующей последовательности:
а) проводят дополнительное разбивание длины дуги противоположных разбивок (рисунок А.10б), например находящихся справа от отметок разбивки 6 и 18 (разбивки N5 и N17) и слева от отметок разбивки 6 и 18 (разбивки N6 и N18) от приближенного направления наклона контура днища, определенного по 9.1.3.3;
б) длину дуги дополнительного разбивания DL, мм, соответствующую 1°, вычисляют по формуле

где Lн - длина наружной окружности первого пояса резервуара, мм;
в) дугу длиной, вычисленной по формуле (3е), откладывают справа и слева (наносят вертикальные отметки на стенке первого пояса), начиная с образующих (отметок разбивки), по которым проходит приближенное направление наклона резервуара. Отметки отложенных дополнительных дуг (разбивок) нумеруют арабскими цифрами справа и слева от приближенного направления наклона резервуара;
г) выполняя операции, указанные в перечислениях в) и г) 9.1.3.3, отсчитывают показания шкалы рейки в точках дополнительного разбивания дуг основных разбивок, находящихся слева lл и справа lп от приближенного направления наклона резервуара, с погрешностью до 1 мм.
Результаты показаний шкалы lл, lп вносят в протокол, форма которого приведена в приложении Б».
Подпункт 9.1.6.1 изложить в новой редакции:
«9.1.6.1. Высоту поясов hн измеряют с наружной стороны резервуара вдоль образующей резервуара, находящейся в плоскости А (рисунок А.10а) по 9.1.2.2, при помощи измерительной рулетки с грузом и упорного угольника».
Подпункт 9.1.7.1 после слов «от днища резервуара» изложить в новой редакции: «и от стенки первого пояса резервуара lд угла j1 между плоскостью А и плоскостью С (рисунок А.10а). Значение угла j1 определяют методом разбивания длины окружности первого пояса с погрешностью ± 1° в следующей последовательности:
- длину окружности первого пояса изнутри резервуара разбивают на восемь частей, начиная с плоскости А (рисунок А.10а), по часовой стрелке;
- на днище резервуара через его центр и точки разбивки проводят восемь радиусов;
- устанавливают номер сектора, в пределах которого находится плоскость С (рисунок А.10а);
- в пределах вышеустановленного сектора на стенке резервуара до плоскости С откладывают (размечают) n0-ное число дополнительных хорд длиной S0, соответствующей 1°, вычисляемой по формуле
- значение угла j1 определяют по формуле
j1 = 45N0 + п0,
где N - число больших разбиваний;
п0 - число отложений хорды S0 до плоскости С.
Результаты измерений величин N0, n0, j1 вносят в протокол, форма которого приведена в приложении Б».
Подпункт 9.1.6.5 дополнить абзацем:
«Толщину слоя внутреннего антикоррозионного покрытия dс.п измеряют при помощи ультразвукового толщиномера с погрешностью до 0,1 мм».
Подпункт 9.1.6.6 перед словом «вносят» дополнить обозначением: dс.п.
Пункт 9.1.8. Наименование дополнить словами: «и параметров местных неровностей (хлопунов)».
Подпункт 9.1.8.1 изложить в новой редакции:
«9.1.8.1 Если резервуар имеет несколько приемно-раздаточных патрубков, то высоту «мертвой» полости, соответствующую j-му приемно-раздаточному патрубку (hм.п)j, измеряют рулеткой по стенке резервуара от днища резервуара до нижней точки j-го приемно-раздаточного патрубка. Нумерацию высот «мертвой» полости проводят, начиная с плоскости А (рисунок А.10а).
Если резервуар имеет приемно-раздаточные устройства, например, устройства ПРУ-Д, то измеряют рулеткой (рисунок А.17а):
- высоту по стенке резервуара от контура днища до места установки j-го приемно-раздаточного устройства hyj;
- расстояние от нижнего образующего j-го приемно-раздаточного устройства до его нижнего или верхнего среза hcj;
- длину j-го приемно-раздаточного устройства (расстояние от центра среза устройства до стенки резервуара) lcj.
Результаты измерений величин (hм.п)j, hyj, hcj, lcj в миллиметрах вносят в протокол, форма которого приведена в приложении Б».
Подпункт 9.1.8.2. Второй абзац. Заменить слова: «с восемью радиусами» на «с 24 радиусами», «восьми радиусов» на «24 радиусов», «8 равных частей» на «24 равных части»;
заменить значение: 0 - 8 на 0 - 24;
третий абзац изложить в новой редакции:
«- при отсутствии центральной трубы нивелир устанавливают в центре днища резервуара и измеряют расстояние по вертикали от неровностей днища до визирной линии (до центра окуляра) нивелира (b0) при помощи измерительной рулетки с грузом или рейкой. При наличии центральной трубы нивелир устанавливают последовательно в двух противоположных точках, не лежащих на отмеченных радиусах и отстоящих от стенки резервуара не более 1000 мм».
Пункт 9.1.8 дополнить подпунктами - 9.1.8.4 - 9.1.8.7:
«9.1.8.4 Угол j2 между плоскостью А (рисунок А.10а) и плоскостью В, проходящую через продольные оси приемно-раздаточного патрубка и резервуара, определяют с погрешностью не более ± 1°, используя данные разбивки длины окружности первого пояса по 9.1.2.2 в следующей последовательности:
- устанавливают число полных разбивок N¢0, находящихся до плоскости В (рисунок А.10а);
- по длине дуги разбивки, в пределах которой проходит плоскость В, размечают до образующей приемно-раздаточного патрубка n¢0-ное число дополнительных дуг длиной DL, соответствующей 1°. Длину дуги DL, мм, вычисляют по формуле

- значение угла j2 определяют по формуле
где m - число разбивок длины окружности первого пояса резервуара;
rп.р - радиус приемно-раздаточного патрубка, мм.
9.1.8.5 Результаты измерений величины j2 вносят в протокол, форма которого приведена в приложении Б.
9.1.8.6 В случае определения вместимости «мертвой» полости объемным статическим методом в соответствии с 9.2.2 результаты измерений оформляют протоколом поверки для «мертвой» полости по форме, приведенной в приложении В (заполняют таблицы В.4, В.6, В.8).
9.1.8.7 Площадь хлопуна sx, м2, определяют по результатам измерений длины и ширины хлопуна.
Длину lх и ширину bх хлопуна измеряют измерительной рулеткой. Показания рулетки отсчитывают с точностью до 1 мм.
Высоту хлопуна hx измеряют штангенциркулем или измерительной линейкой. Показания штангенциркуля или линейки отсчитывают с точностью до 1 мм.
Результаты измерений величин lx, bх, hx вносят в протокол, форма которого приведена в приложении Б».
Подпункт 9.1.9.1 изложить в новой редакции:
«9.1.9.1 Измеряют расстояние по горизонтали между линейкой, установленной вертикально по первой внешней образующей резервуара (рисунок А.10), и внешней образующей измерительного люка l1 (рисунок А.16) при помощи измерительной рулетки с погрешностью ± 5 мм».
Подпункт 9.1.10.1. Второй абзац изложить в новой редакции:
«При наличии жидкости в резервуарах с плавающим покрытием уровень ее должен быть не ниже уровня, установленного технологической картой на резервуар»;
дополнить абзацем:
«Базовую высоту резервуара с плавающей крышей измеряют через измерительный люк, установленный на направляющей стойке плавающей крыши или на трубе для радарного уровнемера (рисунок А.2а)».
Подпункт 9.1.10.3 изложить в новой редакции:
«9.1.10.3 Базовую высоту измеряют ежегодно. Ежегодные измерения базовой высоты резервуара проводит комиссия, назначенная приказом руководителя предприятия - владельца резервуара, в состав которой должен быть включен специалист, прошедший курсы повышения квалификации по поверке и калибровке резервуаров.
При ежегодных измерениях базовой высоты резервуара без плавающего покрытия резервуар может быть наполнен до произвольного уровня, резервуар с плавающим покрытием - до минимально допустимого уровня.
Результат измерений базовой высоты резервуара не должен отличаться от ее значения, указанного в протоколе поверки резервуара, более чем на 0,1 %.
Если это условие не выполняется, то проводят повторное измерение базовой высоты при уровне наполнения резервуара, отличающимся от его уровня наполнения, указанного в протоколе поверки резервуара, не более чем на 500 мм.
Результаты измерений базовой высоты оформляют актом, форма которого приведена в приложении Л.
При изменении базовой высоты по сравнению с ее значением, установленным при поверке резервуара, более чем на 0,1 % устанавливают причину и устраняют ее. При отсутствии возможности устранения причины проводят внеочередную поверку резервуара.
Примечание - В Российской Федерации специалисты проходят курсы повышения квалификации в соответствии с 7.1».
Подпункт 9.1.11.1 перед словом «берут» дополнить словами: «а также верхнее положение плавающего покрытия h¢п».
Подпункт 9.1.11.2 изложить в новой редакции:
«9.1.11.2 Высоту нижнего положения плавающего покрытия hп измеряют рулеткой от точки касания днища грузом рулетки до нижнего края образующей плавающего покрытия. Показания рулетки отсчитывают с точностью до 1 мм. Измерения проводят не менее двух раз. Расхождение между результатами двух измерений должно быть не более 2 мм».
Подпункт 9.1.11.3 после слов «и результаты измерений» дополнить обозначением: h¢п.
Подраздел 9.1 дополнить пунктами - 9.1.12, 9.1.13:
«9.1.12 Определение длины внутренней окружности вышестоящего пояса резервуара с плавающей крышей
9.1.12.1 При отсутствии возможности применения приспособления, показанного на рисунке А.6, длину внутренней окружности вышестоящего пояса определяют:
второго пояса (при высоте поясов от 2250 до 3000 мм) или третьего (при высоте поясов 1500 мм) - методом отложения хорд по внутренней стенке пояса;
вышестоящих поясов, начиная с третьего (при высоте поясов от 2250 до 3000 мм) или, начиная с четвертого (при высоте поясов от 1500 мм), - по результатам измерений радиальных отклонений образующих резервуара, проведенных изнутри резервуара.
9.1.12.2 Хорды откладывают на уровнях, отсчитываемых от верхней плоскости плавающей крыши:
1600 мм - при высоте поясов от 2250 до 3000 мм;
1200 мм - при высоте поясов 1500 мм.
9.1.12.3 Перед откладыванием хорд на уровне 1600 мм или на уровне 1200 мм, указанных в 9.1.12.2, при помощи рулетки с грузом через каждые 1000 мм наносят горизонтальные отметки длиной 10 - 20 мм по стенке поясов.
9.1.12.4 Отметки, нанесенные по стенкам поясов на уровнях, указанных в 9.1.12.2, соединяют между собой, применяя гибкую стальную ленту (рулетку). При этом линии горизонтальных окружностей проводят толщиной не более 5 мм.
9.1.12.5 Вычисляют длину хорды S1 по формуле
S1 = D1sin(a1/2), (3ж)
где D1 - внутренний диаметр первого пояса резервуара, вычисляемый по формуле
D1 = Lвн/p, (3и)
где Lвн - внутренняя длина окружности первого пояса, вычисляемая по формуле (Г.2);
a1 - центральный угол, соответствующий длине хорды S1 вычисляемый по формуле
a1 = 360/m1, (3к)
где т1 - число отложений хорд по линиям горизонтальных окружностей. Число т1 в зависимости от номинальной вместимости резервуара принимают по таблице 4.
Таблица 4
Номинальная вместимость резервуара, м3
Число отложений хорд т1
Номинальная вместимость резервуара, м3
Число отложений хорд т1
100
24
3000 (4000)
38
200
26
5000
40
300
28
10000
58
400
32
20000
76
700
34
30000
80
1000
34
50000
120
2000
36
100000
160
9.1.12.6 Хорду S1, длина которой вычислена по формуле (3ж), откладывают по линии горизонтальной окружности, проведенной на высоте 1600 мм и на высоте 1200 мм, указанных в 9.1.12.2, при помощи штангенциркуля (ГОСТ 166, черт. 3) с диапазоном измерений от 500 до 1600 мм.
9.1.12.7 После отложений хорд по 9.1.12.6 измеряют длину остаточной хорды Soп при помощи штангенциркуля с диапазоном измерений 0 - 150 мм с погрешностью не более 0,1 мм. Обозначение «п» соответствует термину: «покрытие».
9.1.12.8 Значения величин S1 и S0п вносят в протокол, форма которого приведена в приложении Б.
9.1.12.9 Длины внутренних окружностей поясов, находящихся выше поясов, указанных в 9.1.12.1, определяют по результатам измерений радиальных отклонений образующих резервуара от вертикали изнутри резервуара с применением измерительной каретки (далее - каретки) в следующей последовательности:
а) длину окружности первого пояса, измеренную по 9.1.1, разбивают на равные части по 9.1.2.2 (наносят вертикальные отметки на уровне 1600 мм или на уровне 1200 мм в соответствии с 9.1.12.3), начиная с плоскости А (рисунок А.10а);
б) штангу 12 с блоком 11 (рисунок А.2а), при помощи которого каретка перемещается по внутренней поверхности резервуара, устанавливают у края площадки обслуживания 13;
в) линейку 6 устанавливают на высоте 400 мм по перечислению а) 9.1.12.9 от верхней плоскости плавающей крыши при помощи магнитного держателя 7 перпендикулярно к стенке резервуара, поочередно для каждой отметки разбивки;
г) для перехода от одной отметки разбивки к другой каретку опускают, а штангу со всей оснасткой передвигают по кольцевой площадке обслуживания резервуара. Расстояние от стенки резервуара до нити отвеса а отсчитывают по линейке 6;
д) измерения вдоль каждой образующей резервуара начинают с отметки разбивки под номером один первого пояса. На каждом следующем поясе измерения проводят в трех сечениях: среднем, находящемся в середине пояса, нижнем и верхнем, расположенных на расстоянии 50 - 100 мм от горизонтального сварочного шва. На верхнем поясе - в двух сечениях: нижнем и среднем. Отсчеты по линейке снимают с погрешностью в пределах ± 1 мм в момент, когда каретка установлена в намеченной точке при неподвижном отвесе;
е) в начальный момент каретку для всех образующих резервуара останавливают на линии горизонтальной окружности на уровне 1600 мм или на уровне 1200 мм.
Результаты измерений расстояния а в миллиметрах вносят в протокол, форма которого приведена в приложении Б.
9.1.13 Высота газового пространства в плавающей крыше
9.1.13.1 Высоту газового пространства hгп (3.25) измеряют при помощи измерительной рулетки с грузом или линейкой не менее двух раз. Расхождение между результатами двух измерений не должно превышать 1 мм.
9.1.13.2 Результаты измерений hгп вносят в протокол, форма которого приведена в приложении Б».
Пункт 9.2.1 дополнить перечислением - е):
«е) угла j2 в соответствии с 9.1.8.4».
Подпункт 9.2.1.2. Заменить номер подпункта: 9.2.1.2 на 9.2.1.1;
перед словом «вносят» дополнить обозначением: j2.
Пункт 9.2.2. Наименование дополнить словами: «или в пределах высоты неровностей днища».
Подпункт 9.2.2.1 после слов «В пределах «мертвой» полости» дополнить словами: «(рисунок А.17) и в пределах неровностей днища (рисунок А.18), если неровности днища выходят за пределы «мертвой» полости;
заменить слова: «не более чем на 30 мм» на «в пределах от 10 до 100 мм».
Подпункт 9.2.2.2. Перечисление д). Заменить слова: «значения 30 мм» на «значения в пределах от 10 до 100 мм».
Пункт 9.2.3 после слов «выше «мертвой» полости» дополнить словами: «или выше высоты неровностей днища».
Подпункт 9.2.3.1 после слов «высоте «мертвой» полости» дополнить словами: «(высоте неровностей днища)».
Подпункт 9.2.3.2 после слов «в пределах «мертвой» полости» дополнить словами: «(до высоты неровностей днища)».
Подпункт 9.2.3.3. Исключить слова: «в соответствии с 9.2.2.2, 9.2.2.3».
Пункт 9.2.3 дополнить подпунктом - 9.2.3.6:
«9.2.3.6 При достижении уровня поверочной жидкости, соответствующего полной вместимости резервуара, измеряют базовую высоту резервуара Нб в соответствии с 9.1.10. Значение базовой высоты не должно отличаться от значения, измеренного по 9.2.1, более чем на 0,1 %».
Подпункт 9.2.5.1. Последний абзац. Заменить значение: ± 0,1 °С на ± 0,2 °С.
Пункт 9.2.6, подпункты 9.2.6.1, 9.2.6.2 исключить.
Подпункт 10.3.1.1. Заменить слова: «максимального уровня Hmax» на «предельного уровня Нпр»;
формулу (4) изложить в новой редакции:
 (4)»;
(4)»;экспликацию после абзаца «fл - высота точки касания днища грузом рулетки;» дополнить абзацем:
«Lвн - длина внутренней окружности 1-го пояса, вычисляемая по формуле (Г.2)».
Подпункт 10.3.1.2. Формулы (5) - (8) изложить в новой редакции:
 (5)
(5) (6)
(6) на участке от Нм.п до Нп, (7)
на участке от Нм.п до Нп, (7)где DV²в.д - объем внутренних деталей, включая объемы опор плавающего покрытия, на участке от Нм.п до Нп;
 - на участке от Нм.п до Нп. (8)»;
- на участке от Нм.п до Нп. (8)»;последний абзац, формулы (9), (10) и экспликации исключить.
Подпункт 10.3.1.5 и формулы (11) - (15) исключить.
Подпункт 10.3.2.1 изложить в новой редакции:
«10.3.2.1 Градуировочную таблицу составляют, суммируя последовательно, начиная с исходного уровня (уровня, соответствующего высоте «мертвой» полости Нм.п), вместимости резервуара, приходящиеся на 1 см высоты наполнения, в соответствии с формулой
 (16)
(16)где Vм.п - вместимость «мертвой» полости, вычисляемая по формуле (Е.12) при изменении k от 0 до v, или по формуле, приведенной в Е.13;
Vk, Vk-1 - дозовые вместимости резервуара при наливе в него k и (k - 1) доз, соответствующие уровням Нk, H(k-1), вычисляемые по формуле (Е.12) при изменении k от v + 1 до значения k, соответствующего полной вместимости резервуара, или по формулам (Е.13), (Е.14) приложения Е и т.д.
Вместимость «мертвой» полости резервуара вычисляют по формуле
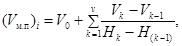
где V0 - объем жидкости до точки касания днища грузом рулетки».
Пункт 11.1. Второй абзац исключить.
Пункт 11.2. Перечисление д) дополнить словами: «(только в случае проведения расчетов вручную)».
Пункт 11.3. Первый абзац после слов «в приложении В» изложить в новой редакции: «Форма акта измерений базовой высоты резервуара, составленного при ежегодных ее измерениях, приведена в приложении Л»;
последний абзац изложить в новой редакции:
«Протокол поверки подписывают поверитель и лица, принявшие участие в проведении измерений параметров резервуара»;
дополнить абзацем:
«Титульный лист и последнюю страницу градуировочной таблицы подписывает поверитель. Подписи поверителя заверяют оттисками поверительного клейма, печати (штампа). Документы, указанные в 11.2, пронумеровывают сквозной нумерацией, прошнуровывают, концы шнурка приклеивают к последнему листу и на месте наклейки наносят оттиск поверительного клейма, печати (штампа)».
Пункт 11.4 изложить в новой редакции:
«11.4 Градуировочные таблицы на резервуары утверждает руководитель организации национальной (государственной) метрологической службы или руководитель метрологической службы юридического лица, аккредитованный на право проведения поверки».
Раздел 11 дополнить пунктом - 11.6 и сноской:
«11.6 Если при поверке резервуара получены отрицательные результаты даже по одному из приведенных ниже параметров:
- значение вместимости «мертвой» полости имеет знак минус;
- размеры хлопунов не соответствуют требованиям правил безопасности1);
- значение степени наклона резервуара более 0,02, если это значение подтверждено результатами измерений отклонения окраек контура днища резервуара от горизонтали, выполненных по методике диагностирования резервуара, то резервуар считается непригодным к эксплуатации и выдают «Извещение о непригодности»;
«1) На территории Российской Федерации действует Постановление Росгортехнадзора № 76 от 09.06.2003 об утверждении Правил устройства вертикальных цилиндрических стальных резервуаров для нефти и нефтепродуктов».
Приложение А дополнить рисунками - А.2а, А.10а (после рисунка А.10), А.10б, А.10в, А.11а, А.17а;
рисунки А.10, А.14, А.15, А.16 изложить в новой редакции:
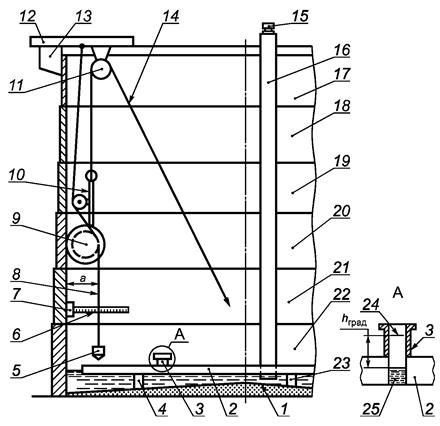
1 - неровности днища; 2 - плавающая крыша; 3, 15 - измерительный люк; 4, 23 - опоры плавающей крыши; 5 - груз отвеса; 6 - линейка;
Рисунок А.2а - Схема измерений радиальных отклонений образующих резервуара с плавающей крышей
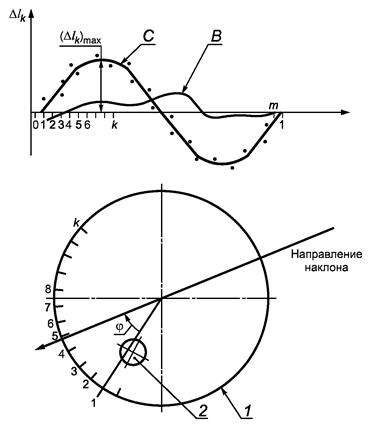
1 - контур днища резервуара; 2 - измерительный люк; Dlk - функция, вычисляемая по формулам (3в) и (3г);
Рисунок А.10 - График функции Dlk и схема направления наклона резервуара
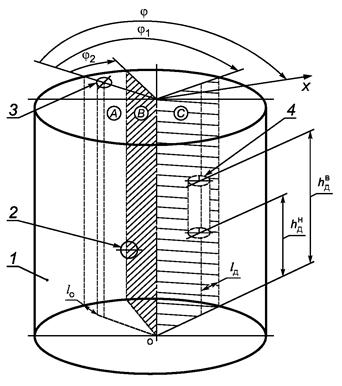
1 - стенка резервуара; 2 - приемно-раздаточный патрубок; 3 - измерительный люк; 4 - внутренняя деталь;
Рисунок А.10а - Схема измерений координат внутренней детали
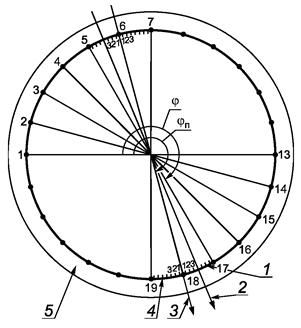
1 - дополнительные отметки справа; 2 - уточненное направление наклона контура днища;
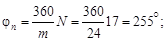 j = jп - п2 = 255 - 3 = 252°
j = jп - п2 = 255 - 3 = 252°Рисунок А.10б - Схема определения угла направления наклона днища
l¢n, l²n - максимальное и минимальное показания рейки по уточненному направлению наклона контура днища;
Рисунок А.10в - Схема наклоненного резервуара
1 - плавающая крыша с опорами; 2 - груз отвеса; 3 - линейка; 4 - нить отвеса; 5 - верхняя площадка обслуживания;
Рисунок А.11а - Схема измерений степени и угла направления наклона резервуара с плавающей крышей
1 - 24 - радиусы; 25 - приемно-раздаточный патрубок; 26 - рейка; 27 - горизонт нивелира; 28 - нивелир;
Рисунок А.14 - Нивелирование днища резервуара при отсутствии центральной трубы
1 - 24 - радиусы; 25 - приемно-раздаточный патрубок; 26 - рейка; 27 - рейка в точке касания днища грузом рулетки;
Рисунок А.15 - Нивелирование днища резервуара при наличии центральной трубы
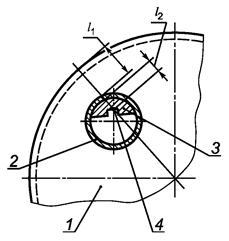
1 - кровля резервуара; 2 - измерительный люк; 3 - направляющая планка; 4 - точка измерений уровня жидкости или
Рисунок А.16 - Схема размещения измерительного люка
1, 3 - приемно-раздаточные устройства; 2 - стенка резервуара; 4 - неровности днища; 5 - контур днища;
Рисунок А.17а - Схема размещения приемно-раздаточных устройств
Приложение Б. Таблицу Б.1 изложить в новой редакции:
Таблица Б.1 - Общие данные
Код документа
Регистрационный номер
Дата
Основание для проведения поверки
Место проведения поверки
Средства измерений
Резервуар
Число
Месяц
Год
Тип
Номер
Назначение
Наличие угла наклона
Погрешность определения вместимости резервуара, %
1
2
3
4
5
6
7
8
9
10
11
12
13
Примечание - В графе 12 указывают знак «+» при наличии угла наклона, знак «-» - при его отсутствии.
таблицу Б.4 изложить в новой редакции:
Таблица Б.4 - Радиальные отклонения образующих резервуара от вертикали
Номер пояса
Точка измерения
Показание линейки а, мм
1
2
3
4
5
6
7
8
9
10
11
12
...
...
т
I
3/4h1
II
Н
С
В
III
Н
С
в
IV
н
с
в
V
н
с
в
VI
н
с
в
...
...
n
н
с
Примечание - При наличии ребра жесткости, например, в v-м поясе (9.1.2.5):
а) если ребро жесткости находится в середине пояса, то в строке «С» вносят показание линейки, определенное по формуле
где
 ,
,  - показания линейки в точках выше и ниже ребра жесткости;
- показания линейки в точках выше и ниже ребра жесткости;б) если ребро жесткости находится ближе к верхнему или нижнему сварному шву, то среднее расстояние от стенки резервуара до нити отвеса вычисляют по формуле
где
 - показание линейки в точке выше нижнего (ниже верхнего) сварного шва.
- показание линейки в точке выше нижнего (ниже верхнего) сварного шва.дополнить таблицей - Б.4.1:
Таблица Б.4.1 - Длины хорд
В миллиметрах
Уровень отложений хорды
Хорда
основная S1п
остаточная S0п
1-е измерение
2-е измерение
1600
1200
Таблица Б.5. Наименование изложить в новой редакции:
«Таблица Б.5 - Параметры поверочной и хранимой жидкостей (нефти и нефтепродуктов)»;
дополнить таблицей - Б.5.1:
Таблица Б.5.1 - Радиальные отклонения образующих первого (второго или третьего для резервуаров с плавающей крышей) и последнего n-го поясов от вертикали
В миллиметрах
Номер пояса
Радиальные отклонения образующих поясов от вертикали
1
2
3
4
5
6
7
...
...
т
I (II или III)
n
таблицу Б.6 дополнить графой - 7:
Толщина слоя антикоррозионного покрытия dс.п, мм
7
таблицы Б.7, Б.8, Б.9 изложить в новой редакции:
Таблица Б.7 - Внутренние детали цилиндрической формы
Диаметр, мм
Высота от днища, мм
Расстояние от стенки первого пояса lд, мм
Число разбиваний
Угол j1,...°
Нижняя граница hвд
Верхняя граница hвд
N0
n0
Таблица Б.8 - Внутренние детали прочей формы
Объем, м3
Высота от днища, мм
Расстояние от стенки первого пояса lд, мм
Число разбиваний
Угол j1,...°
Нижняя граница hвд
Верхняя граница hвд
N0
n0
Таблица Б.9 - Параметры «мертвой» полости с приемно-раздаточным патрубком (ПРП)
Высота hм.п, мм, ПРП под номером
Угол j2,...°, ПРП под номером
Вместимость Vм.п, м3
1
2
3
4
1
2
3
4
1
2
3
4
5
6
7
8
9
Примечание - Графу 9 заполняют только при определении вместимости «мертвой» полости объемным методом и принятие вместимости «мертвой» полости по 5.3.1.5.
дополнить таблицами - Б.9.1, Б.9.2:
Таблица Б.9.1 - Параметры «мертвой» полости с приемно-раздаточным устройством (ПРУ)
Высота установки hу, мм, ПРУ под номером
Расстояние hc, мм, ПРУ под номером
Длина lс, мм, ПРУ под номером
Угол j2,...°, ПРУ под номером
Вместимость
1
2
1
2
1
2
1
2
1
2
3
4
5
6
7
8
9
Примечание - Число граф в зависимости от числа приемно-раздаточных устройств может быть увеличено.
Таблица Б.9.2 - Параметры местных неровностей (хлопунов)
Хлопун
Длина lх
Ширина bх
Высота hх
Таблица Б.10. Графа 1. Заменить значение: 8 на 24;
дополнить примечанием - 3:
«3 При отсутствии центральной трубы вносят (графа 3) значение b0»;
таблицы Б.13, Б.14 изложить в новой редакции:
Таблица Б.13 - Базовая высота резервуара
В миллиметрах
Точка измерения базовой высоты Нб
Номер измерения
1
2
Риска измерительного люка
Верхний срез измерительного люка
Таблица Б.14 - Степень наклона и угол приближенного направления наклона резервуара
Номер точки разбивки k от 1 до т/2
Отсчет по рейке lk, мм
Номер точки разбивки k от (m/2 + l) до т
Отсчет по рейке lk, мм
1
2
3
4
1
l1
m/2 + 1
l(m/2 + 1)
2
l2
m/2 + 2
l(m/2 + 2)
3
l3
m/2 + 3
l(m/2 + 3)
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
m/2
l(m/2)
т
lm
Примечания
1 k (графы 1, 3)- номер разбивки длины окружности первого пояса резервуара, выбирают из ряда: 1, 2, 3,..., т.
2 lk (графы 2, 4) - отсчеты по рейке в точках разбивки k.
дополнить таблицей - Б.14.1:
Таблица Б.14.1 - Степень наклона и угол уточненного направления наклона резервуара
Значение угла n2 при Nп =...
Показание рейки по правой разбивке lп, мм
Значение угла n2 при Nл =...
Показание рейки по правой разбивке lл, мм
l¢п
l²п
l¢л
l²л
1
2
3
4
5
6
-1°
+1°
-2°
+2°
-3°
+3°
-4°
+4°
-5°
+5°
-6°
+6°
-7°
+7°
-8°
+8°
-9°
+9°
-10°
+10°
-11°
+11°
-12°
+12°
-13°
+13°
-14°
+14°
Примечания
1 В графах 1, 4 вносят числа разбивок Nп, Nл (например Nп = 17).
2 l¢п, l²п (графы 2, 3) - показания рейки по правым противоположным разбивкам.
3 l¢л, l²л (графы 5, 6) - показания рейки по левым противоположным разбивкам.
таблицу Б.15 изложить в новой редакции:
Таблица Б.15 - Плавающее покрытие
Масса тп, кг
Диаметр Dп, мм
Расстояние от днища резервуара при крайнем положении, мм
Диаметр отверстия, мм
Параметры опоры
Уровень жидкости в момент всплытия Hвсп, мм
Объем жидкости в момент всплытия Vвсп, м3
нижнем hп
верхнем hп
D1
D2
D3
Диаметр, мм
Число, шт.
Высота, мм
1
2
3
4
5
6
7
8
9
10
11
12
Примечания
1 Если опоры плавающего покрытия приварены к днищу резервуара, то их относят к числу внутренних деталей.
2 Графы 11 и 12 заполняют только при применении объемного метода.
дополнить таблицей - Б.16:
Таблица Б.16 - Высота газового пространства в плавающей крыше
В миллиметрах
Точка измерения высоты газового пространства hгп
Номер измерения
1
2
Риска измерительного люка
Верхний срез измерительного люка
Приложение В. Таблицы В.3, В.5 изложить в новой редакции:
Таблица В.3 - Величины, измеряемые в «мертвой» полости
Высота hм.п, мм, ПРП под номером
Угол j2,...°, ПРП под номером
Отчет по рейке в точке, мм
1
2
3
4
1
2
3
4
касания днища грузом рулетки bл
пересечения 1-го радиуса и 8-й окружности b8.1
Таблица В.5 - Степень наклона и угол приближенного направления наклона резервуара
Номер точки разбивки k от 1 до m/2
Отсчет по рейке lk, мм
Номер точки разбивки k от (m/2 + 1) до т
Отсчет по рейке lk, мм
1
2
3
4
1
l1
m/2 + 1
l(m/2 + l)
2
l2
m/2 + 2
l(m/2 + 2)
3
l3
m/2 + 3
l(m/2 + 3)
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
m/2
l(m/2)
т
lm
Примечания
1 k (графы 1,3)- номер разбивки длины окружности первого пояса резервуара, выбирают из ряда: 1, 2, 3,..., т.
2 lk (графы 2, 4) - отсчеты по рейке в точках разбивки k.
дополнить таблицей - В.5.1
Таблица В.5.1 - Степень наклона и угол уточненного направления наклона резервуара
Значение угла n2 при Nп =...
Показание рейки по правой разбивке lп, мм
Значение угла n2 при Nл =...
Показание рейки по правой разбивке lл, мм
l¢п
l²п
l¢л
l²п
1
2
3
4
5
6
-1°
+1°
-2°
+2°
-3°
+3°
-4°
+4°
-5°
+5°
-6°
+6°
-7°
+7°
-8°
+8°
-9°
+9°
-10°
+10°
-11°
+11°
-12°
+12°
-13°
+13°
-14°
+14°
-15°
+15°
-16°
+16°
Примечания
1 В головках граф 1,4 вносят числа разбивок Nп, Nл (например Nп = 17).
2 l¢п, l"п (графы 2, 3) - показания рейки по правым противоположным разбивкам.
3 l¢л, l"л (графы 5, 6) - показания рейки по левым противоположным разбивкам.
таблицу В.6 изложить в новой редакции:
Таблица В.6 - Текущие значения параметров поверочной жидкости
Номер измерения
Объем дозы (DVc)j, дм3, или показание счетчика жидкости qj, дм3 (Nj, имп.)
Уровень Hj, мм
Температура жидкости, °С
Избыточное давление в счетчике жидкости pj, МПа
Расход Q, дм3/мин, (дм3/имп.)
в резервуаре (Tp)j
в счетчике жидкости (Tт)j
1
2
3
4
5
6
7
1
2
3*
4
5*
...
...
...
* Номера измерений, выделяемые только для счетчиков жидкости с проскоком и только при применении статического метода измерений объема дозы жидкости.
дополнить таблицей - В.9.1:
Таблица В.9.1 - Параметры счетчика жидкости со сдвигом дозирования и проскоком
Наименование параметра
Значение параметра при расходе Q, дм3/мин
100
150
200
250
Сдвиг дозирования С, дм3
Проскок Пр, дм3
Приложение Г. Пункт Г.1.2. Формулу (Г.2) изложить в новой редакции:
«Lвн = Lн - 2p(d1 + dс.к + dс.п), (Г.2)»;
экспликацию дополнить абзацем:
«dс.п - толщина слоя антикоррозийного покрытия».
Пункт Г.1.3 дополнить подпунктами - Г.1.3.1 - Г.1.3.4:
«Г.1.3.1 За значение длины внутренней окружности второго пояса
резервуара с плавающей крышей (L*вн.ц)2п при высоте поясов, равной 1500 мм, принимают значение длины внутренней окружности первого пояса (L*вн.ц)1п, определяемое по формуле
(Lвн.ц)1f = Lн - 2p(d1 + dс.к + dс.п). (Г.2а)
Г.1.3.2 Длину внутренней окружности второго пояса резервуара с плавающей крышей при высоте поясов от 2250 до 3000 мм (L**вн.ц)2п или длину внутренней окружности третьего пояса при высоте поясов 1500 мм (L*вн.ц)3п определяют методом последовательных приближений, используя результаты отложений хорды S1 на уровне 1600 мм или на уровне 1200 мм по 9.1.12.2 настоящего стандарта в следующей последовательности:
а) в качестве первого приближения внутреннего диаметра пояса принимают значение внутреннего диаметра первого пояса, определенного по формуле (3и);
б) вычисляют центральный угол aх1, соответствующий остаточной хорде S0п (например для второго пояса), по формуле

где S0п - длина остаточной хорды, измеренной по 9.1.12.7;
D21 - внутренний диаметр второго пояса в первом приближении, значение которого принимают равным значению внутреннего диаметра первого пояса, определенного по формуле (3и);
в) вычисляют разность углов bх1 по формуле
bх1 = a1т1 + aх1 - 360°,
где a1 - центральный угол, вычисленный по формуле (3к) при числе отложений хорды т1 и принимаемый за значение первого приближения центрального угла;
г) вычисляют центральный угол a2 во втором приближении по формуле
 (Г.2б)
(Г.2б)Если bх1 < 0, то в формуле (Г.2б) принимают знак «+», если bх1 > 0 - знак «-»;
д) вычисляют внутренний диаметр второго пояса D22 во втором приближении по формуле

где S1 - хорда, длину которой вычисляют по формуле (3ж);
е) проверяют выполнение условия
Если это условие не выполняется, то определяют значение внутреннего диаметра второго пояса D32 в третьем приближении, вычисляя последовательно параметры по формулам:

bх2 = a2т1 + aх2 - 360°,

Проверяют выполнение условия
Если это условие не выполняется, то делают следующие приближения до выполнения условия
Выполняя аналогичные операции, указанные в перечислениях а) - е), определяют внутренний диаметр третьего пояса резервуара.
Г.1.3.3 Длины внутренних окружностей второго (L*вн.ц)2п и третьего (L**вн.ц)3п поясов резервуара с плавающей крышей вычисляют по формулам:


где D2, D3 - внутренние диаметры второго и третьего поясов, определенные методом последовательного приближения по Г.1.3.2.
Г.1.3.4 Длины внутренних окружностей вышестоящих поясов резервуара с плавающей крышей
 вычисляют по формуле
вычисляют по формуле (Г.10а)
(Г.10а)где
 - длина внутренней окружности первого пояса, вычисляемая по формуле (Г.2а);
- длина внутренней окружности первого пояса, вычисляемая по формуле (Г.2а);DRcpi - средние радиальные отклонения образующих резервуара, вычисляемые по формуле (Г.9);
i - номер пояса, выбираемый для резервуаров:
- при высоте поясов от 2250 до 3000 мм из ряда: 2, 3,..., n;
- при высоте поясов 1500 мм из ряда: 3, 4,..., n;
n - число поясов резервуара».
Подпункт Г.2.1.2, пункт Г.2.2. Формулу (Г.9) изложить в новой редакции:
«DRcpi = аср.i - аср1 (Г.9)»;
формула (Г.10). Заменить обозначение: DRc.pi на DRcpi.
Пункт Г.2.5. Формулу (Г.12) изложить в новой редакции:
«hi = hнi - Sihнхi + Si+1hнx(i+1), (Г.12)»;
экспликацию дополнить абзацами:
«Si, Si+1 - величины, имеющие абсолютное значение, равное 1, и в зависимости от схемы нахлеста поясов в соответствии с таблицей Б.6 (графа 6) принимают знак «+» или «-»;
hнx(i+1) - нахлеста (i + 1)-го вышестоящего пояса».
Пункт Г.3. Наименование изложить в новой редакции:
Источник: 1:
Русско-английский словарь нормативно-технической терминологии > максимальный уровень
-
32 печь протяжная
печь протяжная
Термическая печь непрерывного действия для нагрева полосы (ленты, проволоки) из стали или цветных металлов, которую протягивают через рабочее пространство. По конструкции печь протяжная может быть горизонтальной (одно- или многоэтаж.) и вертикальной (башен.) с одним или несколькими проходами. В горизонтальной печи протяжной обрабатывают полосу толщиной до 4-6 мм и длиной менее 150-200 м, протягивая ее тянущими роликами или специальными устройствами — «моталками», установленными вне печи, со скоростью до 2 м/с по поддерживающим (опорным) роликам. Для уменьшения длины горизонтальной печи протяжной ролики и нагреватели размещают в несколько рядов — «этажей» по высоте так, что полоса делает 3-5 поворотов, огибая поворотные ролики. Производительность горизонтальных печей невелика (10- 15 т/ч). В вертикальной протяжной печи ленту толщиной до 1 мм длиной 600-1200 м многократно протягивают со скоростью 10-20 м/с по вертикальным каналам — ходам длиной 10-12 м и более, сформированными излучающими трубами или нагревателями с вращающимися поворотными (и опорными) роликами в верхних и нижних частях каналов. При большой производительности (до 40-50 т/ч) вертикальные печи высотой 20-30 м занимают небольшую производственную площадь.
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > печь протяжная
-
33 прокат листовой
- plate/sheet & strip
- flat products
прокат листовой
Прокат прямоугольного сечения с большим отношением ширины к толщине (толстолистовой горячекатаный прокат шириной менее 4800 мм, толщиной 4-160 мм, тонколистовой горячкатаный и холоднокатаный прокат шириной более 500 мм и шириной до 4,0 мм, широкополосный горячекатаный универсальный прокат шириной 200-600 мм и толщиной от 6 до 60 мм и др.). Изготавливается в основном на листопрокатных станах и поставляется в листах и рулонах. Поверхность листового проката может быть гладкой, рифленой, волнистой, иметь покрытие (см. также Листовая сталь).
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
- flat products
- plate/sheet & strip
Русско-английский словарь нормативно-технической терминологии > прокат листовой
-
34 РСМ-эквивалентная структура
4.32 РСМ-эквивалентная структура (PCM-equivalent structure): Волокнистая структура с характеристическим соотношением не менее 3:1, длиной 5 мкм, толщиной от 0,2 до 3,0 мкм.
Примечание - РСМ-эквивалентная структура не обязательно включает какие-либо волокна длиной более 5 мкм и может состоять из групп параллельных волокон асбеста длиной менее 5 мкм.
Источник: ГОСТ Р ИСО 16000-7-2011: Воздух замкнутых помещений. Часть 7. Отбор проб при определении содержания волокон асбеста оригинал документа
Русско-английский словарь нормативно-технической терминологии > РСМ-эквивалентная структура
-
35 Спектральный метод определения никеля, алюминия, магния, марганца, кобальта, олова, меди и циркония в ниобии
4.2. Спектральный метод определения никеля, алюминия, магния, марганца, кобальта, олова, меди и циркония в ниобии
Спектральному методу предшествует перевод анализируемой пробы в пятиокись ниобия.
Метод основан на измерении интенсивности линий элементов примесей в спектре, полученном при испарении пятиокиси ниобия в смеси с графитовым порошком и хлористым натрием из канала графитового электрода в дуге постоянного тока.
Массовую долю примесей в ниобии (табл. 4) определяют по градуировочным графикам, построенным в координатах: логарифм отношения интенсивности линии определяемого элемента и интенсивности фона (
 ) - логарифм концентрации определяемого элемента (lg C).
) - логарифм концентрации определяемого элемента (lg C).4.2.1. Аппаратура, материалы и реактивы
Спектрограф дифракционный типа ДФС-13 с решеткой 600 и 1200 штр/мм и трехлинзовой системой освещения щели или аналогичный прибор (фотоэлектрический прибор типа МФС). Допускается использовать спектрограф ДФС-8 с решеткой 1800 штрихов.
Генератор дуговой типа ДГ-2 с дополнительным реостатом или генератор аналогичного типа.
Выпрямитель 250 - 300 В, 30 - 50 А.
Микрофотометр нерегистрирующий типа МФ-2 или аналогичного типа.
Таблица 4
Определяемая примесь
Массовая доля примеси, %
Никель
1∙10-3 - 2∙10-2
Алюминий
5∙10-4 - 1∙10-2
Магний
1∙10-3 - 2∙10-3
Марганец
5∙10-4 - 5∙10-3
Кобальт
5∙10-4 - 3∙10-2
Олово
1∙10-3 - 1∙10-2
Медь
3∙10-3 - 5∙10-2
Цирконий
1∙10-3 - 2∙10-2
Спектропроектор типа ПС-18, СП-2 или аналогичного типа.
Весы аналитические.
Весы торсионные типа ВТ-500.
Ступка и пестик из органического стекла.
Бокс из органического стекла.
Электропечь муфельная с терморегулятором на температуру до 900 °С.
Чашки платиновые.
Станок для заточки графитовых электродов.
Электроды графитовые, выточенные из графитовых стержней ОС. Ч. 7 - 3 диаметром 6 мм, заточенные на усеченный конус с площадкой диаметром 1,5 мм.
Электроды графитовые, выточенные из графитовых стержней ОС. Ч. 7 - 3 диаметром 6 мм, с каналом глубиной 5 мм, внешний диаметр - 3,0 мм, внутренний диаметр - 2,0 мм, длина заточенной части - 6 мм.
Порошок графитовый ОС. Ч. 8 - 4 по ГОСТ 23463-79.
Фотопластинки спектрографические марок СПЭС и СП-2, размером 9´12/1,2 или 13´18/1,2, обеспечивающие нормальное почернение аналитических линий и близлежащего фона в спектре.
Лампа инфракрасная ИКЗ-500 с регулятором напряжения РНО-250-0,5 или аналогичным.
Спирт этиловый ректификованный по ГОСТ 18300-72, дважды перегнанный в кварцевом приборе.
Никеля окись черная по ГОСТ 4331-78, ч.
Алюминия окись безводная для спектрального анализа, х. ч.
Магния окись по ГОСТ 4526-75, ч. д. а.
Марганца (IV) окись по ГОСТ 4470-79, ч. д. а.
Кобальта (II - III) окись по ГОСТ 4467-79, ч. или ч. д. а.
Олова двуокись, ч. д. а.
Циркония двуокись по ГОСТ 21907-76.
Меди (II) окись по ГОСТ 16539-79.
Натрий хлористый ОС. Ч. 6 - 1.
Ниобия пятиокись, в которой содержание определяемых элементов не превышает установленной для метода нижней границы диапазона определяемых массовых долей.
Проявитель:
метол........................................................................................ 2,2 г
натрий сернистокислый безводный по ГОСТ 195-77......... 96 г
гидрохинон по ГОСТ 19627-74............................................. 8,8 г
натрий углекислый по ГОСТ 83-79...................................... 48 г
калий бромистый по ГОСТ 4160-74..................................... 5 г
вода........................................................................................... до 1000 см3.
Фиксаж:
тиосульфат натрия кристаллический по СТ СЭВ 223-75... 300 г
аммоний хлористый по ГОСТ 3773-72................................ 20 г
вода........................................................................................... до 1000 см3.
4.2.2. Приготовление буферной смеси
Буферную смесь, состоящую из 90 % угольного порошка и 10 % хлористого натрия готовят, смешивая 0,9000 г угольного порошка и 0,1000 г хлористого натрия с 20 см3 спирта в течение 30 мин и высушивая под инфракрасной лампой.
4.2.3. Приготовление образцов сравнения (ОС)
Основной образец сравнения, содержащий по 1 % никеля, алюминия, магния, марганца, кобальта, олова, циркония и меди, готовят механическим истиранием и перемешиванием буферной смеси с окислами соответствующих металлов.
Навески массой 0,0141 г окиси никеля, 0,0189 г окиси алюминия, 0,0186 г окиси магния, 0,0158 г окиси марганца (IV) 0,0136 г (II - III)-окиси кобальта, 0,0127 г двуокиси олова, 0,0125 г окиси меди и 0,0140 г двуокиси циркония помещают в ступке из органического стекла и добавляют 0,8818 г буферной смеси. Смесь тщательно перемешивают, добавляя спирт для поддержания смеси в кашицеобразном состоянии, в течение 1 ч и высушивают под инфракрасной лампой до постоянной массы.
Последовательным разбавлением основного образца сравнения буферной смесью готовят серию образцов сравнения (ОС) с убывающей концентрацией определяемых элементов. Содержание каждой из определяемых примесей (в процентах на содержание металла в металлическом ниобии) и вводимые в смесь навески буферной смеси и разбавляемого образца приведены в табл. 5.
Образцы сравнения хранят в полиэтиленовых банках с крышками.
Таблица 5
Обозначение образца
Массовая доля каждой из определяемых примесей, %
Масса навески, г
буферной смеси
разбавляемого образца
ОС 1
1∙10-1
3,3930
0,3770 (основной образец)
ОС 2
5∙10-2
1,7700
1,7700 (ОС 1)
ОС 3
2∙10-2
2,3100
1,5400 (ОС 2)
ОС 4
1∙10-2
1,8500
1,8500 (ОС 3)
ОС 5
5∙10-3
1,7000
1,7000 (ОС 4)
ОС 6
2∙10-3
2,1000
1,4000 (ОС 5)
ОС 7
1∙10-3
1,5000
1,5000 (ОС 6)
ОС 8
5∙10-4
1,0000
1,0000 (ОС 7)
4.1.2 - 4.2.3. (Измененная редакция, Изм. № 1).
4.2.4. Проведение анализа
4.2.4.1. Перевод металлического ниобия в пятиокись ниобия
Пробу металлического ниобия 1 - 3 г помещают в платиновую чашку и прокаливают в муфельной печи при температуре 800 - 900 °С в течение 2 ч. Полученную пятиокись ниобия в виде белого порошка охлаждают в эксикаторе, помещают в пакет из кальки к передают на спектральный анализ.
4.2.4.2. Определение никеля, алюминия, магния, марганца, кобальта, олова, меди и циркония
Пробы и образцы сравнения готовят в боксе. Для этого 100 мг пробы и 100 мг буферной смеси или 100 мг образца сравнения и 100 мг пятиокиси ниобия тщательно растирают в плексигласовой ступке в течение 5 мин. Подготовленную пробу или образец сравнения набивают в каналы трех графитовых электродов, предварительно обожженных в дуге постоянного тока при 7 А в течение 5 с.
Электроды устанавливают в штатив в вертикальном положении. Верхним электродом служит графитовый стержень, заточенный на конус. Между электродами зажигают дугу постоянного тока силой 7 А с последующим повышением (в течение 20 с) до 15 А. Электрод с пробой включен анодом.
Во избежание выброса материала из кратера электродов, ток включают при сомкнутых электродах с их последующим разведением, величина которого контролируется по проекции на промежуточной диафрагме. Время экспозиции - 120 с, промежуточная диафрагма - 5 мм.
Спектры в области длин волн 2500 - 3500 нм фотографируют с помощью спектрографа ДФС-13 с решеткой 600 штр/мм, используя трехлинзовую систему освещения щели на фотопластинку тип II чув. 15 ед., ширина щели спектрографа 15 мкм.
4.2.4.3. Определение меди
Пробу, приготовленную по п. 4.2.4.2, помещают в канал графитового электрода. Электрод с пробой или образцом сравнения служит анодом (нижний электрод). Верхним электродом является графитовый электрод, заточенный на конус. Между электродами зажигают дугу постоянного тока. В первые 15 с сила тока - 5 А, последующие 1 мин 45 с - 15 А. Полная экспозиция 120 с. Спектры фотографируют на спектрографе ДФС-13 с решеткой 1200 штр/мм с трехлинзовой осветительной системой. Фотопластинка типа ЭС чув. 9. Промежуточная диафрагма 0,8 мм. Шкалу длин волн устанавливают на 320 нм. Ширина щели спектрографа 15 мкм. Во время экспозиции расстояние между электродами поддерживают равным 3 мм.
Спектр каждой пробы и каждого образца сравнения регистрируют на фотопластинке по три раза. Экспонированные пластинки проявляют, промывают водой, фиксируют, окончательно промывают и сушат.
4.2.4.1 - 4.2.4.3. (Измененная редакция, Изм. № 1).
4.2.4.4. Обработка результатов
В каждой спектрограмме фотометрируют почернения аналитической линии определяемого элемента Sл+ф (табл. 6) и близлежащего фона Sф и вычисляют разность почернений DS = Sл+a - Sф.
Таблица 6
Определяемый элемент
Длина волны аналитической линии, нм
Алюминий
309,2
Магний
279,5
Марганец
279,4
Медь
327,4
Олово
284,0
Цирконий
339,2
Никель
300,2
Кобальт
304,4
По трем параллельным значениям DS1, DS2, DS3, полученным по трем спектрограммам, снятым для каждого образца, находят среднее арифметическое результатов
 .
.От полученных средних значений
 переходят к значениям
переходят к значениям  с помощью таблиц, приведенных в приложении к ГОСТ 13637.1-77.
с помощью таблиц, приведенных в приложении к ГОСТ 13637.1-77.Используя значения lg C и
 для образцов сравнения, строят градуировочный график в координатах
для образцов сравнения, строят градуировочный график в координатах  , lg C. По этому графику по значениям
, lg C. По этому графику по значениям  для пробы определяют содержание примеси в пробе.
для пробы определяют содержание примеси в пробе.Разность наибольших и наименьших из результатов трех параллельных и результатов двух анализов с доверительной вероятностью Р = 0,95 не должна превышать величин допускаемых расхождений, приведенных в табл. 7.
Таблица 7
Определяемый элемент
Массовая доля, %
Допускаемое расхождение, %
параллельных определений
результатов анализов
Алюминий
0,0005
0,005
0,01
0,0003
0,003
0,006
0,0002
0,002
0,004
Цирконий
0,001
0,005
0,01
0,0006
0,003
0,005
0,0004
0,002
0,003
Магний
0,001
0,005
0,01
0,0006
0,004
0,006
0,0001
0,003
0,004
Марганец
0,0005
0,005
0,01
0,0003
0,003
0,006
0,0002
0,002
0,004
Медь
0,005
0,01
0,06
0,003
0,003
0,006
0,02
0,002
0,002
0,003
0,01
0,002
Олово
0,001
0,005
0,01
0,0006
0,003
0,005
0,0004
0,002
0,003
Никель
0,001
0,005
0,001
0,0006
0,003
0,005
0,0004
0,002
0,003
Кобальт
0,0005
0,005
0,01
0,0003
0,003
0,005
0,0002
0,002
0,003
Допускаемые расхождения для промежуточных содержаний рассчитывают методом линейной интерполяции.
4.2.4.5. Контроль правильности результатов
Правильность результатов анализа серии проб контролируют для каждой определенной примеси при переходе к новому комплекту образцов сравнения, С этой целью для одной и той же пробы, содержащей определенную примесь в контролируемом диапазоне концентраций с использованием старого и нового комплектов образцов сравнения, получают четыре результата анализа и вычисляют средние арифметические значения. Затем находят разность большего и меньшего значений. Результаты анализа считают правильными, если указанная разность не превышает допускаемых расхождений результатов двух анализов пробы по содержанию определяемой примеси.
Контроль правильности проводят для каждого интервала между ближайшими по содержанию образцами сравнения по мере поступления на анализ соответствующих проб.
4.3. Массовую долю тантала, титана, кремния, железа, вольфрама, молибдена определяют по ГОСТ 18385.1-79 - ГОСТ 18385.4-79 или спектральными методами (пп. 4.3.1 - 4.3.3), кислорода и водорода - по ГОСТ 22720.1-77, азота - по ГОСТ 22720.1-77 или ГОСТ 22720.4-77.
Допускается применять другие методы анализа примесей, по точности не уступающие указанным.
При разногласиях в оценке химического состава его определяют по ГОСТ 18385.1-79 - ГОСТ 18385.4-79, ГОСТ 22720.1-77, ГОСТ 22720.1-77 и ГОСТ 22720.4-77.
Массовую долю углерода определяют по ГОСТ 22720.3-77. Кроме анализатора АН-160, допускается использовать приборы АН-7529 и АН-7560.
4.2.4.4. - 4.3. (Измененная редакция, Изм. № 1).
4.3.1. Спектральный метод определения примесей титана, кремния, железа, никеля, алюминия, магния, марганца, олова, меди, циркония, при массовой доле каждой примеси от 0,001 до 0,02.
Метод основан на возбуждении дугой постоянного тока и фотографической регистрации спектров образцов сравнения и спектров анализируемого материала, превращенного в оксиды прокаливанием, с последующим определением массовой доли примесей по градуировочным графикам, построенным в координатах: логарифм отношения интенсивности линии определяемого элемента к интенсивности фона lg(Iл/Iф) - логарифм массовой доли определяемого элемента lg C.
Относительное среднее квадратическое отклонение, характеризующее сходимость результатов параллельных определений, при массовой доле каждой примеси 0,001 % составляет 0,15, при массовой доле каждой примеси 0,02 % - 0,11.
Суммарная погрешность результата анализа с доверительной вероятностью Р = 0,95 при массовой доле примеси 0,00100 % не должна превышать ± 0,00023 % абс, при массовой доле примеси 0,0200 % - ± 0,0033 % абс.
4.3.1.1. Аппаратура, материалы и реактивы
Спектрограф ДФС-13 с решеткой 1200 штр/мм или аналогичный.
Источник постоянного тока УГЭ, или ВАС-275-100, или аналогичный.
Микроденситометр МД-100, или микрофотометр МФ-2, или аналогичный.
Спектропроектор типа ПС-18, или ДСП-2, или аналогичный.
Весы аналитические с погрешностью взвешивания не более 0,0002 г.
Весы торсионные ВТ-500 или аналогичные с погрешностью взвешивания не более 0,002 г.
Печь муфельная с терморегулятором, на температуру от 400 до 1100 °С.
Шкаф сушильный типа СНОД 3.5.3.5.3.5./3М или аналогичный.
Станок для заточки графитовых электродов.
Ступки и пестики из оргстекла.
Чашки платиновые по ГОСТ 6563-75.
Фотопластинки спектральные: диапозитивные, СП-2, СП-ЭС, обеспечивающие в условиях анализа нормальные почернения аналитических линий и близлежащего фона в спектре.
Порошок графитовый ос. ч. 8 - 4 по ГОСТ 23463-79 или аналогичный, обеспечивающий чистоту по определяемым примесям. Нижние электроды, выточенные из графитовых стержней ос. ч. 7 - 3 диаметром 6 мм, имеющие размеры, мм:
высота заточенной части....................... 10
диаметр заточенной части.................... 4,0
глубина кратера...................................... 3,8
диаметр кратера..................................... 2,5
Верхние электроды из графитовых стержней ос. ч. 7 - 3 диаметром 6 мм, заточенные на усеченный конус с площадкой диаметром 1,5 мм, высотой заточенной конической части 4 мм.
Натрий фтористый, ос. ч. 7 - 3.
Ниобия пятиокись для оптического стекловарения, ос. ч. 7 - 3.
Титана (IV) двуокись, ос. ч. 7 - 3.
Кремния (IV) двуокись по ГОСТ 9428-73, ч. д. а.
Железа (III) окись, ос. ч. 2 - 4.
Никеля (II) закись, ч. д. а.
Алюминия (III) окись, х. ч.
Магния (II), ч. д. а.
Марганца (IV) окись, ос. ч. 9 - 2.
Олова (IV) окись, ч. д. а.
Меди (II) окись (гранулированная) по ГОСТ 16539-79.
Циркония (IV) двуокись, ос. ч. 6 - 2.
Спирт этиловый ректификованный по ГОСТ 18300-87.
Лак идитоловый, 1 %-ный спиртовый раствор.
Метол по ГОСТ 25664-83.
Гидрохинон по ГОСТ 19627-74.
Натрий сернистокислый (сульфит) по ГОСТ 195-77.
Натрий углекислый по ГОСТ 83-79.
Калий бромистый по ГОСТ 4160-74.
Натрия тиосульфат кристаллический по ГОСТ 244-76.
Калий сернистокислый пиро (метабисульфит).
Вода дистиллированная по ГОСТ 6709-72.
Проявитель, готовят следующим образом: 2 г метола, 52 г сульфита натрия, 10 г гидрохинона, 40 г углекислого натрия, 5 г бромистого калия растворяют в воде, в указанной последовательности доводят объем раствора водой до 1000 см3, перемешивают и фильтруют.
Фиксаж, готовят следующим образом: 250 г тиосульфата натрия и 25 г метабисульфита калия растворяют в указанной последовательности в 750 - 800 см3 воды, доводят объем раствора водой до 1000 см3, перемешивают и фильтруют.
Допускается применять проявитель и фиксаж, рекомендованные для применяемых фотопластинок.
Основная смесь, представляющая собой механическую смесь оксида ниобия и оксидов определяемых элементов с массовой долей каждой примеси 1 % в расчете на содержание металла в смеси металлов. Для ее приготовления каждый препарат оксида помещают в отдельную чашку, прокаливают в течение 90 мин в муфельной печи при температурах, указанных в табл. 7, охлаждают в эксикаторе и берут навески, указанные в табл. 7а. Переносят в ступку сначала приблизительно одну четвертую часть навески пятиокиси ниобия, затем полностью навески оксидов всех элементов-примесей и тщательно растирают смесь в ступке в течение 60 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. Затем в ту же ступку переносят оставшуюся часть навески пятиокиси ниобия и опять тщательно растирают смесь в течение 60 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. После этого смесь сушат в сушильном шкафу, а затем прокаливают при температуре (400 ± 20) °С в течение 60 мин и охлаждают в эксикаторе.
Промежуточная смесь и рабочие образцы сравнения (РОС1 - РОС4); готовят, смешивая указанные в табл. 7б массы пятиокиси ниобия, основной смеси, промежуточной смеси и рабочего образца сравнения РОС2. Перед взятием навесок пятиокись ниобия прокаливают 90 мин при (950 ± 20) °С, а ОС, ПС и РОС2 - при температуре (400 ± 20) °С в течение 60 мин и охлаждают в эксикаторе. Смешивают тщательным растиранием в ступке в течение 60 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. После этого смесь сушат в сушильном шкафу, прокаливают при температуре (400 ± 20) °С в течение 60 мин и охлаждают в эксикаторе.
Буферная смесь 95 % графитового порошка и 5 % фтористого натрия. Навески помещают в ступку и тщательно растирают в течение 30 мин.
4.3.1.2. Проведение анализа
Навеску порошка металлического ниобия массой 0,5 г помещают в платиновую чашку, прокаливают в муфельной печи при температуре 800 - 850 °С в течение 2 ч и охлаждают в эксикаторе. Переносят в ступку и смешивают с буферной смесью в соотношении 2:1 (по массе), помещают в пакет из кальки.
Каждый из рабочих образцов сравнения РОС1 - РОС4 также смешивают с буферной смесью в соотношении 2:1 (по массе).
Верхние и нижние электроды обжигают в дуге переменного тока при силе тока 10 А в течение 10 с.
Каждой из полученных смесей (смесь, полученная из навески пробы, и полученные из РОС1 - РОС4) плотно заполняют кратеры шести нижних электродов неоднократным погружением электродов в пакет со смесью. После этого в каждый нижний электрод помещают 2 капли спиртового раствора идитолового лака. Подсушивают электроды в сушильном шкафу при температуре 80 - 90 °С в течение (15 ± 1) мин.
В кассету спектрографа помещают:
в коротковолновую область спектра - диапозитивную фотопластинку;
в длинноволновую - фотопластинку марки СП-2.
Нижний электрод (с материалом пробы или с материалом рабочего образца сравнения) включают анодом дуги постоянного тока. Спектры фотографируют при следующих условиях:
сила тока................................................ 10 ± 0,5 А
межэлектродный промежуток............. 2 мм
экспозиция............................................. (40 ± 3) с
щель спектрографа................................ (0,020 ± 0,001) мм
промежуточная диафрагма.................. (5,0 ± 0,1) мм
деление шкалы длин волн.................... (303,0 ± 2,5) нм
Фотографируют по три раза спектр каждого рабочего образца сравнения и по три раза спектр каждой пробы, используя для каждого образца сравнения (или пробы) три из шести нижних электродов. Затем фотографирование спектров повторяют, используя оставшиеся три заполненных пробой (образцом сравнения) нижних электрода.
Экспонированные фотопластинки проявляют, промывают водой, фиксируют, окончательно промывают водой и сушат.
4.3.1.3. Обработка результатов
В каждой фотопластинке фотометрируют почернения аналитических линий определяемого элемента Sл+ф(табл. 7в) и близлежащего фона Sф и вычисляют разность почернений DS = Sл+ф - Sф.
По трем значениям DS1, DS2, DS3, полученным из трех спектрограмм, снятым для каждого образца на одной фотопластинке, находят среднее арифметическое DS. От полученных значений DS переходят к значениям lg(Iл/Iф) с помощью таблиц, приведенных в ГОСТ 13637.1-77.
Таблица 7а
Наименование препарата
Формула
Температура прокаливания перед взвешиванием, °С (пред. откл. ± 20 °С)
Масса навески прокаленного препарата оксида, г
Коэффициент пересчета массы металла на массу оксида
Масса металла в навеске оксида, г
Массовая доля металла в смеси металлов, %
Пятиокись ниобия
Nb2O5
950
10,2996
1,4305
7,2000
90
Двуокись титана
TiO2
1100
0,1334
1,6680
0,0800
1
Двуокись кремния
SiO2
1100
0,1711
2,1393
0,0800
1
Окись железа
Fe2O3
800
0,1144
1,4297
0,0800
1
Закись никеля
NiO
600
0,1018
1,2725
0,0800
1
Окись алюминия
Al2O3
1100
0,1512
1,8895
0,0800
1
Окись магния
MgO
1100
0,1327
1,6583
0,0800
1
Окись марганца
MnO2
400
0,1266
1,5825
0,0800
1
Окись олова
SnO2
600
0,1016
1,2696
0,0800
1
Окись меди
CuO
700
0,1001
1,2518
0,0800
1
Двуокись циркония
ZrO2
1100
0,1081
1,3508
0,0800
1
11,5406
8,0000
100
Используя значения lg C (где С - массовая доля определяемой примеси по табл. 7б) и полученные по первой фотопластинке значения lg(Iл/Iф) для рабочих образцов сравнения РОС1 - РОС4, строят градуировочный график в координатах lgC, lg(Iл/Iф). По этому графику, используя полученное по той же фотопластинке значение lg(Iл/Iф) для пробы, определяют массовую долю примеси в пробе - первый из двух результатов параллельных определений данной примеси.
Таблица 7б
Обозначение образца
Массовая доля каждой примеси в расчете на содержание металла в смеси металлов, %
Масса навески, г
Суммарная масса смеси оксидов, содержащая 8 г металла, г
прокаленного препарата пятиокиси ниобия
разбавляемого образца (в скобках приведено его обозначение)
Промежуточная смесь
0,100
10,2996
1,1541 (ОС)
11,4537
РОС1
0,020
9,1552
2,2907 (ПС)
11,4459
РОС2
0,009
10,4140
1,0308 (ПС)
11,4443
POС4
0,004
10,1726
1,2716 (РОС2)
11,4442
РОС3
0,003
11,1007
0,3436 (ПС)
11,4443
Таблица 7в
Определяемый элемент
Аналитическая линия, нм
Магний
285,21
Кремний
288,16
Марганец
294,92
Никель
300,25
Железо
302,06
Титан
307,86
Алюминий
308,22
Цирконий
316,60
Олово
317,50
Медь
327,47
Результат второго параллельного определения получают таким же образом по второй пластинке.
Разность большего и меньшего результатов параллельных определений с доверительной вероятностью Р = 0,95 не должна превышать допускаемого расхождения, указанного в табл. 7г.
Таблица 7г
Массовая доля примеси, %
Абсолютное допускаемое расхождение двух результатов параллельных определений, %
0,0010
0,0004
0,020
0,006
Допускаемое расхождение для промежуточных значений массовой доли примеси, не указанных в таблице, находят методом линейного интерполирования.
Если этот норматив удовлетворяется, вычисляют результат анализа - среднее арифметическое результатов двух параллельных определений.
4.3.1.4. Контроль правильности результатов - по п. 4.2.4.5.
4.3.2. Спектральный метод определения примесей вольфрама, молибдена и кобальта при массовой доле каждой примеси от 0,001 до 0,01 %
Метод основан на возбуждении дугой постоянного тока и фотографической регистрации спектров образцов сравнения и анализируемого материала, превращенного в оксиды прокаливанием, с. последующим определением массовой доли примесей по градуировочным графикам.
Относительное среднее квадратическое отклонение, характеризующее сходимость результатов параллельных определений каждой примеси, составляет 0,17 - при массовой доле примеси и 0,10 - при массовой доле примеси 0,005 - 0,010 %.
4.3.2.1. Аппаратура, материалы и реактивы
Спектрограф ДФС-13 с решеткой 600 штр/мм или аналогичный.
Источник постоянного тока ВАС-275-100 или аналогичный.
Микрофотометр МФ-2 или аналогичный.
Спектропроектор ДСП-2 или аналогичный.
Шкаф сушильный типа СНОД 3.5.3.5.3.5/3М или аналогичный.
Весы аналитические с погрешностью взвешивания не более 0,0002 г.
Весы торсионные ВТ-500 или аналогичные.
Печь муфельная с терморегулятором на температуру от 400 до 1000 °С.
Электроплитки с закрытой спиралью и покрытием, исключающим загрязнение определяемыми элементами.
Станок для заточки графитовых электродов.
Ступки и пестики из оргстекла.
Чашки платиновые по ГОСТ 6563-75.
Эксикаторы.
Фотопластинки формата 9´12 см спектральные тип II и ЭС или аналогичные, обеспечивающие в условиях анализа нормальные почернения аналитических линий и фона в спектре.
Нижние электроды типа «рюмка», выточенные из графитовых стержней ос. ч. 7 - 3 диаметром 6 мм, имеющие размеры, мм:
высота «рюмки»...................... 5
глубина кратера...................... 3
диаметр кратера...................... 4
диаметр шейки........................ 3,5
высота шейки.......................... 3,5
Верхние электроды - стержни диаметром 6 мм из графита ос. ч. 7 - 3, заточенные на цилиндр диаметром 4 мм.
Кислота соляная по ГОСТ 14261-77, ос. ч.
Ниобия пятиокись, ос. ч. 7 - 3, в спектре которой в условиях анализа отсутствуют аналитические линии определяемых примесей.
Вольфрама (VI) окись, ч. д. а.
Молибдена (IV) окись, ч. д. а.
Кобальта (II, III) окись по ГОСТ 4467-79.
Сурьмы (III) окись, х. ч.
Свинец хлористый.
Калий сернокислый, ос. ч. 6 - 4.
Спирт этиловый ректификованный по ГОСТ 18300-87.
Метол по ГОСТ 25664-83.
Гидрохинон по ГОСТ 5644-75.
Натрий сернистокислый (сульфит) по ГОСТ 195-77.
Калий бромистый по ГОСТ 4160-74, ч. д. а.
Натрий углекислый по ГОСТ 83-79, ч. д. а.
Натрия тиосульфат кристаллический по ГОСТ 244-76.
Калий сернистокислый пиро (метабисульфит).
Вода дистиллированная по ГОСТ 6709-72.
Посуда химическая термостойкая: стаканы вместимостью на 100, 500 и 1000 см3, воронки.
Проявитель, готовят следующим образом: 2 г метола, 52 г сульфита натрия, 10 г гидрохинона, 40 г углекислого натрия, 5 г бромистого калия растворяют в воде в указанной последовательности, доводят объем раствора водой до 1000 см3, перемешивают и фильтруют.
Фиксаж, готовят следующим образом: 250 г тиосульфата натрия и 25 г метабисульфита калия растворяют в указанной последовательности в 750 - 800 см3 воды, доводят объем раствора водой до 1000 см3, перемешивают и фильтруют.
Допускается применять проявитель и фиксаж, рекомендованные для применяемых фотопластинок.
Буферная смесь, готовят следующим образом: тщательно растирают в ступке 7,4900 г хлористого свинца, 2,5000 г сернокислого калия, 0,0100 г окиси сурьмы. Время истирания на виброистирателе 40 - 50 мин, вручную - 90 - 120 мин.
Основная смесь, представляющая собой механическую смесь оксидов ниобия и определяемых примесей с массовой долей каждой примеси 1 % в расчете на содержание металла в смеси металлов. Для приготовления смеси каждый препарат оксидов помещают в отдельную чашку, прокаливают в течение 90 мин в муфельной печи при температурах, указанных в табл. 7д, охлаждают в эксикаторе и берут навески, указанные в табл. 7д. Переносят в ступку сначала приблизительно 1/4 часть навески пятиокиси ниобия, затем полностью навески оксидов всех примесей и тщательно растирают смесь в ступке в течение 60 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. Затем в ту же ступку переносят оставшуюся часть навески пятиокиси ниобия и опять тщательно растирают смесь в течение 60 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. После этого смесь сушат в сушильном шкафу, затем прокаливают при температуре (400 ± 20) °C в течение 60 мин и охлаждают в эксикаторе.
Промежуточную смесь и рабочие образцы сравнения (РОС1 - РОС4) готовят, смешивая указанные в табл. 7е навески пятиокиси ниобия, основной смеси, промежуточной смеси и рабочего образца сравнения РОС1. Перед взятием навесок пятиокись ниобия прокаливают 90 мин при (950 ± 20) °С, а ОС, ПС и РОС1 - при температуре (400 ± 20) °С в течение 60 мин; охлаждают в эксикаторе. Смешивают тщательным растиранием в ступке в течение 90 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. После этого смесь сушат в сушильном шкафу, прокалива
Таблица 7д
Наименование препарата
Формула
Температура прокаливания перед взвешиванием, °С
Масса навески прокаленного препарата оксида, г
Коэффициент пересчета массы металла на массу оксида
Масса металла в навеске оксида, г
Массовая доля металла в смеси металлов, %
Пятиокись ниобия
Nb2O5
900 - 1000
13,8759
1,4305
9,7000
97
Трехокись вольфрама
WO3
650
0,1261
1,2611
0,1000
1
Трехокись молибдена
MoO3
450 - 500
0,1500
1,5003
0,1000
1
Окись кобальта
Со2О3
800
0,1407
1,4072
0,1000
1
14,2927
10,0000
100
находят значения lg(Iл/Iф), пользуясь таблицами по ГОСТ 13637-77. Используя значения lg C ( где С - массовая доля вольфрама по табл. 7е) и полученные по первой фотопластинке значения lg(Iл/Iф) для рабочих образцов сравнения РОС1 - РОС4, строят градуировочный график в координатах lgC, lg(Iл/Iф). Поэтому графику, используя полученные по той же фотопластинке значения lg(Iл/Iф) для пробы, определяют массовую долю вольфрама в пробе - первый из двух результатов параллельных определений. Результат второго параллельного определения вольфрама получают таким же образом по второй фотопластинке.
При определении молибдена и кобальта для каждого из трех спектров (пробы или образца сравнения), снятых на одной фотопластинке, находят значение DS = Sл - Scи вычисляют среднее арифметическое трех значений - значение
 . По полученным значениям DS для образцов сравнения строят градуировочный график в координатах lgC, DS, где С - массовая доля определяемого элемента в образцах сравнения согласно табл. 7. По этому графику, используя полученные по той же фотопластинке значения DS для пробы, определяют массовую долю определяемого элемента в пробе - первый из двух результатов параллельных определений. Результат второго параллельного определения получают таким же образом по второй фотопластинке.
. По полученным значениям DS для образцов сравнения строят градуировочный график в координатах lgC, DS, где С - массовая доля определяемого элемента в образцах сравнения согласно табл. 7. По этому графику, используя полученные по той же фотопластинке значения DS для пробы, определяют массовую долю определяемого элемента в пробе - первый из двух результатов параллельных определений. Результат второго параллельного определения получают таким же образом по второй фотопластинке.Таблица 7е
Обозначение образца
Массовая доля каждой из определяемых примесей, в расчете на содержание металла в смеси металлов, %
Масса навески, г
Суммарная масса смеси оксидов, содержащая 10 г металлов, г
прокаленного препарата пятиокиси ниобия
разбавляемого образца (в скобках приведено его обозначение)
ПС
0,100
12,8745
1,4293 (ПС)
14,3038
РОС1
0,010
12,8745
1,4301 (ПС)
14,3049
РОС2
0,004
13,7328
0,5722 (ПС)
14,3050
РОС3
0,002
14,0189
0,2861 (ПС)
14,3050
РОС4
0,001
12,8745
1,4305 (РОС1)
14,3050
Разность большего и меньшего результатов параллельных определений элемента с доверительной вероятностью Р = 0,95 не должна превышать допускаемого расхождения, приведенного в табл. 7ж и табл. 7з.
Если этот норматив удовлетворяется, вычисляют результат анализа - среднее арифметическое двух результатов параллельных определений.
Таблица 7ж
Массовая доля примеси, %
Абсолютное допускаемое расхождение двух результатов параллельных определений, %
0,0010
0,0005
0,0050
0,0014
0,0100
0,0028
Допускаемые расхождения для промежуточных значений массовой доли примеси, не указанных в таблице, находят методом линейной интерполяции.
4.3.2.4. Контроль правильности результатов - по п. 4.2.4.5.
4.3.3. Экстракционно-фотометрический метод определения тантала (от 0,02 до 0,10 %)
Метод основан на измерении оптической плотности толуольного экстракта фтортанталата бриллиантового зеленого.
4.3.3.1. Аппаратура, материалы и реактивы
Весы аналитические.
Таблица 7з
Определяемый элемент
Аналитическая линия, нм
Интервал определяемых значений массовой доли, %
Вольфрам
400,87
От 0,001 до 0,01
Молибден
319,40
» 0,001 » 0,004
320,88
» 0,001 » 0,01
Кобальт
340,51
» 0,001 » 0,004
345,35
» 0,001 » 0,01
Плитка электрическая лабораторная с закрытой спиралью мощностью 3 кВт.
Центрифуга лабораторная, марки ЦЛК-1 или аналогичная.
Колориметр фотоэлектрический концентрационный КФК-2 или аналогичный.
Пипетки 1-2-2; 2-2-5; 2-2-10; 2-2-20; 2-2-25; 2-2-50; 6-2-10 по ГОСТ 20292-74.
Цилиндры 1-500; 1-2000 по ГОСТ 1770-74.
Бюретки 6-2-5; 1-2-100 по ГОСТ 20292-74.
Колбы 2-100-2; 2-200-2; 2-500-2 по ГОСТ 1770-741
Стакан В-1-100 ТС по ГОСТ 25336-82.
Стакан фторопластовый с носиком вместимостью 100 см3.
Банка БН-0,5, по ГОСТ 17000-71.
Бидон БДЦ-5,0 по ГОСТ 17000-71.
Пробки из пластмассы по ГОСТ 1770-74.
Цилиндры из полиэтилена вместимостью 60 см3.
Пробирки центрифужные из полиэтилена вместимостью 10 см3.
Пипетки из полиэтилена вместимостью 10 см3.
Кислота серная по ГОСТ 4204-77, х. ч. раствор 5 моль/дм3 и 1,4 моль/дм3.
Кислота азотная по ГОСТ 4461-77, х. ч.
Кислота фтористоводородная по ГОСТ 10484-78, х. ч., раствор 7,5 моль/дм3.
Раствор для отмывки экстрактов с концентрациями серной кислоты 1,18 моль/дм3 и фтористоводородной кислоты 0,98 моль/дм3. Для приготовления 5 дм3 раствора в полиэтиленовый бидон помещают 245 см3 раствора фтористоводородной кислоты 20 моль/дм3, 1175 см3 раствора серной кислоты 5 моль/дм3, 3580 см3 дистиллированной воды и перемешивают в течение 30 - 40 с.
Бриллиантовый зеленый, ч., раствор 3 г/дм3, готовят растворением 3 г красителя в 1 дм3 воды на холоду в течение 1 ч при перемешивании с помощью электромеханической мешалки.
Толуол по ГОСТ 5789-78, ч. д. а.
Ацетон по ГОСТ 2603-79, ч. д. а.
Аммоний сернокислый по ГОСТ 3769-78, х. ч.
Порошок танталовый (высокой чистоты), с массовой долей тантала не менее 99,5 %.
Вода дистиллированная по ГОСТ 6709-72.
4.3.3.2. Подготовка к измерению
4.3.3.2.1. Приготовление основного раствора и рабочих растворов
Основной раствор пятиокиси тантала 0,200 г/дм3: навеску металлического порошка тантала 0,0819 г, взвешенную с погрешностью ± 0,0005 г, помещают во фторопластовый стакан, добавляют полиэтиленовой пипеткой 5,0 см3 концентрированной фтористоводородной кислоты, 0,5 см3 азотной кислоты, нагревают на плитке до полного растворения навески и упаривают до объема 1 - 2 см3. Раствор переводят в мерную колбу вместимостью 500 см3, в которую предварительно помещают 250 см3 дистиллированной воды, доводят до метки и перемешивают в течение 30 - 40 с. Приготовленный раствор хранят в полиэтиленовой посуде.
Рабочие растворы пятиокиси тантала 2,0 и 20,0 мкг/см3 отбирают пипеткой 2,0 и 20,0 см3 основного раствора в мерные колбы вместимостью 200 см3, добавляют 56,0 см3 раствора серной кислоты 5 моль/дм3, доводят водой до метки и перемешивают в течение 30 - 40 с.
4.3.3.2.2. Построение градуировочного графика
В полиэтиленовые ампулы помещают из бюретки 2,0; 4,0; 6,0; 8,0; 10,0 см3 рабочего раствора 2,0 мкг/см3 и 1,0; 2,0; 3,0; 4,0; 5,0 см3 рабочего раствора 20,0 мкг/см3. Доводят раствором серной кислоты концентрации 1,4 моль/дм3 (2,8 н) до 10,0 см3, добавляют полиэтиленовой пипеткой 1,5 см3 раствора фтористоводородной кислоты 7,5 моль/дм3, 25,0 см3 толуола, добавляют из бюретки 11,0 см3 раствора бриллиантового зеленого и встряхивают в течение 60 с на электромеханическом встряхивателе или вручную. После расслаивания фаз в течение 60 - 90 с 10 см3 экстракта помещают в центрифужную пробирку и центрифугируют в течение 3 мин со скоростью 3000 мин-1.
Оптическую плотность измеряют на КФК-2 в кюветах с толщиной слоя поглощения 5,0 мм в интервале 20 - 100 мкг пятиокиси тантала и 30,0 мм в интервале 4 - 20 мкг пятиокиси тантала при λmax = (590 ± 10) нм. В качестве раствора сравнения применяют толуол.
Одновременно через все стадии проводят два параллельных контрольных опыта. Оптическая плотность контрольного опыта не должна превышать 0,03 в кювете 30 мм и 0,005 - в кювете 5 мм. По полученным данным строят два градуировочных графика.
4.3.3.3. Проведение измерений
Пробу массой 0,1000 г, взвешенную с погрешностью не более 0,0005 г, помещают во фторопластовый стакан, добавляют полиэтиленовой пипеткой 10 см3 концентрированной фтористоводородной кислоты, затем пипеткой 2,0 см3 азотной кислоты и 8,0 см3 концентрированной серной кислоты, нагревают на плитке до начала выделения паров серной кислоты, затем продолжают нагрев еще 2 - 3 мин. Стаканы охлаждают до температуры (25 ± 5) °С, добавляют 3,0 г сульфата аммония, разбавляют водой до 10 см3 и переводят в мерную колбу вместимостью 100 см3, доводят водой до метки и перемешивают 30 - 40 с.
Аликвотную часть полученного раствора, содержащую 4 - 100 мкг пятиокиси тантала, помещают в полиэтиленовый цилиндр вместимостью 60 см3, доводят раствором серной кислоты концентрации 5 моль/дм3 до 10,0 см3, добавляют 1,5 см3 раствора фтористоводородной кислоты концентрации 7,5 моль/дм3 и оставляют на 8 - 10 мин. Далее добавляют пипеткой 25,0 см3 толуола, 11,0 см3 раствора бриллиантового зеленого и производят экстракцию, как описано в п. 4.3.3.2. После расслаивания фазы разделяют и экстракт в количестве 20 - 25 см3 отмывают. Добавляют 10,5 см3 раствора для отмывки (полиэтиленовой пипеткой), 10,0 см3 раствора бриллиантового зеленого из бюретки и встряхивают, как описано в п. 4.3.3.2. После расслаивания фазы разделяют и экстракт в количестве не менее 16,0 см3 вновь подвергают операции отмывки. После расслаивания фаз 10 см3 экстракта помещают в центрифужную пробирку и центрифугируют в течение 3 мин со скоростью 3000 об/мин.
Оптическую плотность экстракта измеряют на КФК-2, как описано в п. 4.3.3.2.2. В закрытых полиэтиленовых пробирках экстракты стабильны в течение 4 ч. Допускается проведение экстракции и отмывки экстрактов одновременно в шестнадцати пробирках. Массу пятиокиси тантала определяют по градуировочному графику.
4.3.3.4. Обработка результатов
Массовую долю тантала (X) в процентах вычисляют по формуле
где m - масса пятиокиси тантала, найденная по градуировочному графику, мкг;
m1- масса навески пробы, г;
a - аликвотная часть раствора, отбираемая для экстракции, см3;
V - объем мерной колбы, равный 100 см3;
1,221 - коэффициент пересчета.
За результат измерений принимают среднее арифметическое результатов двух параллельных определений.
Допускаемые расхождения результатов двух параллельных определений не должны превышать значений допускаемых расхождений, приведенных в табл. 7и.
4.3.3.5. Контроль правильности анализа
Контроль правильности анализа проводят методом добавок.
Суммарная массовая доля тантала в пробе с добавкой должна быть не меньше утроенного значения нижней границы определяемых массовых долей и не больше верхней границы определяемых массовых долей.
Таблица 7и
Массовая доля тантала, %
Допускаемые расхождения, %
0,02
0,01
0,05
0,01
0,10
0,02
Суммарное содержание тантала (Х1) в пробе с добавкой в процентах вычисляют по формуле
где Хан - массовая доля тантала в пробе, %;
m1- масса тантала, введенная с добавкой, мкг;
m2- масса навески пробы, г.
Анализ считают правильным (Р = 0,95), если разность большей и меньшей из двух величин Х1и результата анализа пробы с добавкой не превышает
где d1- допускаемое расхождение между результатами двух параллельных определений в пробе без добавки;
d2- допускаемое расхождение между результатами двух параллельных определений в пробе с добавкой.
4.3.1 - 4.3.3.5. (Введены дополнительно, Изм. № 1).
Источник: ГОСТ 26252-84: Порошок ниобиевый. Технические условия оригинал документа
Русско-английский словарь нормативно-технической терминологии > Спектральный метод определения никеля, алюминия, магния, марганца, кобальта, олова, меди и циркония в ниобии
-
36 баттенсы
1) Naval: battens (сорт пиломатериалов)2) Military: (пиломатериал) battens3) Engineering: battens4) Construction: batten (узкие доски толщиной 5 см и больше, шириной менее 22,S см) -
37 пило-или лесоматериал
Универсальный русско-английский словарь > пило-или лесоматериал
-
38 полуогнестойкая постройка
Универсальный русско-английский словарь > полуогнестойкая постройка
-
39 скантлинг
Forestry: scantling (доска толщиной в 2 дм, не менее, и шириной от 2 дм до 5, 5 дм) -
40 толстостенный металлический барабан
Engineering: heavy gage drum (из стали толщиной не менее 1, 9 мм), heavy-gage drumУниверсальный русско-английский словарь > толстостенный металлический барабан
См. также в других словарях:
ГОСТ Р МЭК 60950-1-2005: Оборудование информационных технологий. Требования безопасности. Часть 1. Общие требования — Терминология ГОСТ Р МЭК 60950 1 2005: Оборудование информационных технологий. Требования безопасности. Часть 1. Общие требования оригинал документа: 1.2.12.9 вспененный материал класса воспламеняемости HBF (HBF class foamed material): Материал,… … Словарь-справочник терминов нормативно-технической документации
ГОСТ Р МЭК 60950-1-2009: Оборудование информационных технологий. Требования безопасности. Часть 1. Общие требования — Терминология ГОСТ Р МЭК 60950 1 2009: Оборудование информационных технологий. Требования безопасности. Часть 1. Общие требования оригинал документа: 1.2.12.9 (вспененный) материал класса воспламеняемости HBF (HBF class foamed material): Материал … Словарь-справочник терминов нормативно-технической документации
Семейство Дельфиновые (Delphinidae) — Дельфиновые мелкие (1 10 м), преимущественно очень подвижные морские китообразные стройного сложения. У большинства дельфиновых имеется спинной плавник, расположенный близ середины тела. У хвостового плавника на заднем крае глубокая… … Биологическая энциклопедия
фанерование — Рис. 1. Стяжка трещины на кромке шпона. Рис. 1. Стяжка трещины на кромке шпона: а до стяжки; б после стяжки и закрепления полоской бумаги; 1 лист шпона; 2 полоска бумаги. фанерование облицовка лущёным или строганым шпоном деталей столярных… … Энциклопедия «Жилище»
Прокатное производство — получение путём прокатки (См. Прокатка) из стали и других металлов различных изделий и полуфабрикатов, а также дополнительная обработка их с целью повышения качества (термическая обработка, травление, нанесение покрытий). В промышленных… … Большая советская энциклопедия
Прокатный стан — машина для обработки давлением металла и др. материалов между вращающимися валками, т. е. для осуществления процесса прокатки (См. Прокатка), в более широком значении автоматическая система или линия машин (агрегат), выполняющая не только … Большая советская энциклопедия
Винипласт листовой промышленный — Винипласт листовой промышленный жесткий листовой термопластичный материал. Винипласт изготавливают из непластифицированного или частично пластифицированного поливинилхлорида, с добавками вспомогательных веществ, прессованием пленок или… … Википедия
ДОМЕННОЙ СТЕНКИ ДИНАМИКА — поступательное или колебательное движение доменной стенки (ДС) в магнитоупорядоченном веществе с магнитной доменной структурой[в ферромагнетиках (ФМ), ферримагнетиках (ФРМ) и слабых ферромагнетиках (СФМ)], возникающее под действием приложенного… … Физическая энциклопедия
Лесоматериалы — материалы из древесины, сохранившие её природную физическую структуру и химический состав, получаемые из поваленных деревьев, хлыстов и (или из их частей) путём поперечного и (или) продольного деления. Под этими видами деления подразумеваются:… … Википедия
РЕНТГЕНОВСКАЯ ОПТИКА — область исследований, в к рой изучаются явления и процессы распространения рентг. излучения при его взаимодействии с веществом, а также разрабатываются элементы для рентг. приборов. При рассмотрении вопросов Р. о. рентг. диапазон условно делят на … Физическая энциклопедия
классификация — 3.14 классификация (classification): Схема, в соответствии с которой информация подразделяется на категории с целью применения соответствующих защитных мер против этих категорий. Примечание Соответствующие защитные меры применяют для следующих… … Словарь-справочник терминов нормативно-технической документации