-
21 fusion zone
зона расплавления
зона сплавления
Область расплавленного основного металла, как определено на поперечном сечении сварного соединения.
[ http://www.manual-steel.ru/eng-a.html]Тематики
Синонимы
EN
зона сплавления
Зона, где находятся частично оплавившиеся зёрна металла на границе основного металла сварного шва
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]
зона сплавления при сварке
зона сплавления
Зона частично сплавившихся зерен на границе основного металла и металла шва.
[ ГОСТ 2601-84]Тематики
- сварка, резка, пайка
Синонимы
EN
DE
FR
зона сплавления при сварке
Зона частично сплавившихся зерен на границе основного металла и металла шва.
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
Англо-русский словарь нормативно-технической терминологии > fusion zone
-
22 metal deposit factor
коэффициент наплавки при сварке
коэффициент наплавки
Коэффициент, выраженный отношением массы металла, наплавленной за единицу времени горения дуги, отнесенной к единице сварочного тока.
[ ГОСТ 2601-84]Тематики
- сварка, резка, пайка
Синонимы
EN
DE
FR
коэффициент наплавки при сварке
Коэффициент, выраженный отношением массы металла, наплавленной за единицу времени горения дуги, отнесенной к единице сварочного тока.
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
Англо-русский словарь нормативно-технической терминологии > metal deposit factor
-
23 heat affected zone
- термического влияния (в электроэрозионной обработке)
- зона термического влияния при сварке
- Зона термического влияния
зона термического влияния при сварке
Участок основного металла, не подвергшийся расплавлению, структура и свойства которого изменились в результате нагрева при сварке или наплавке.
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
зона термического влияния
Поверхностный слой металла электрода-заготовки или электрода-инструмента с измененными в результате теплового воздействия при электроэрозионной обработке структурой и свойствами
[ ГОСТ 25331-82]Тематики
EN
100. Зона термического влияния
D. Wärmeeinflußzone
E. Heat affected zone
Часть паяного соединения с измененными под влиянием нагрева при пайке структурой и свойствами паяемого материала
Источник: ГОСТ 17325-79: Пайка и лужение. Основные термины и определения оригинал документа
Англо-русский словарь нормативно-технической терминологии > heat affected zone
-
24 automatic welding filter
3.1 автоматический сварочный светофильтр (automatic welding filter): Защитный светофильтр, который автоматически переключает при возникновении сварочной дуги свой градационный шифр с низкого значения (градационный шифр в осветленном состоянии) на более высокое значение (градационный шифр в затемненном состоянии).
Источник: ГОСТ Р 12.4.238-2007: Система стандартов безопасности труда. Средства индивидуальной защиты глаз и лица при сварке и аналогичных процессах. Общие технические условия оригинал документа
3.1 автоматический сварочный светофильтр (automatic welding filter): Защитный светофильтр, который при возникновении сварочной дуги автоматически переключает свой градационный шифр с низкого значения (градационный шифр в осветленном состоянии) на более высокое значение (градационный шифр в затемненном состоянии).
Англо-русский словарь нормативно-технической терминологии > automatic welding filter
-
25 automatic welding filter with manual scale number setting
- автоматический сварочный светофильтр с ручной установкой градационного шифра
3.2 автоматический сварочный светофильтр с ручной установкой градационного шифра (automatic welding filter with manual scale number setting): Защитный светофильтр, который автоматически переключает при возникновении сварочной дуги свой градационный шифр с низкого значения (градационный шифр в осветленном состоянии) на более высокое значение (градационный шифр в затемненном состоянии) по выбору сварщика.
Источник: ГОСТ Р 12.4.238-2007: Система стандартов безопасности труда. Средства индивидуальной защиты глаз и лица при сварке и аналогичных процессах. Общие технические условия оригинал документа
3.1.1 автоматический сварочный светофильтр с ручной установкой градационного шифра (automatic welding filter with manual scale number setting): Защитный светофильтр, который при возникновении сварочной дуги автоматически переключает свой градационный шифр с низкого значения (градационный шифр светофильтра в осветленном состоянии) на более высокое заданное сварщиком значение (градационный шифр светофильтра в затемненном состоянии).
Англо-русский словарь нормативно-технической терминологии > automatic welding filter with manual scale number setting
-
26 switching time
время коммутации
время переключения
—
[Я.Н.Лугинский, М.С.Фези-Жилинская, Ю.С.Кабиров. Англо-русский словарь по электротехнике и электроэнергетике, Москва, 1999 г.]Тематики
- электротехника, основные понятия
Синонимы
EN
время переключения модуля (блока) СВЧ
время переключения
tпрк
Интервал времени с момента включения (выключения) управляющего сигнала до момента перехода модуля (блока) СВЧ в другое состояние, определяемое по заданному уровню отсчета.
[ ГОСТ 23221-78]Тематики
Обобщающие термины
- модули СВЧ, блоки СВЧ
Синонимы
EN
время перемагничивания
Интервал времени, необходимый для перемагничивания кольцевого образца из состояния остаточной индукции в противоположное состояние с максимальной индукцией под действием импульса магнитного поля определенной формы, длительности и амплитуды.
Примечание
Условно принято время перемагничивания определять интервалом времени, равным длительности импульса выходного сигнала с кольцевого образца на уровне 0,1 его амплитуды.
[ ГОСТ 19693-74]Тематики
EN
DE
FR
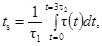
3.4 время переключения (switching time): Время переключения ts автоматического сварочного светофильтра определяется по следующей формуле:
 (1)
(1)где t = 0 - момент возникновения дуги;
t(t) - световой коэффициент пропускания светофильтра через время t после возникновения дуги;
t1 - световой коэффициент пропускания светофильтра в осветленном состоянии;
t2 - минимальный световой коэффициент пропускания светофильтра в затемненном состоянии;
t - время, в течение которого световой коэффициент пропускания достигает значения 3t2.
Примечание - В случае кратковременного воздействия света его ослепляющее действие пропорционально произведению освещенности глаза на время. Временная зависимость процесса потемнения может варьироваться в широких пределах в зависимости от конструкции сварочного светофильтра с переключаемым градационным шифром. Поэтому целесообразно определять время переключения как интеграл светового коэффициента пропускания по времени.
Источник: ГОСТ Р 12.4.238-2007: Система стандартов безопасности труда. Средства индивидуальной защиты глаз и лица при сварке и аналогичных процессах. Общие технические условия оригинал документа
3.5 время переключения (switching time) ts: Время переключения автоматического сварочного светофильтра вычисляют по формуле
 (1)
(1)где t, равное 0, - момент возникновения дуги;
t(t) - световой коэффициент пропускания через время t после возникновения дуги;
t = t · (t(t) = 3t2) - момент времени, при котором световой коэффициент пропускания достигает утроенного значения минимального светового коэффициента пропускания в состоянии наибольшего (максимального) затемнения.
Примечание - В случае кратковременного воздействия света его ослепляющее действие пропорционально произведению освещенности глаза на время. Временная зависимость процесса затемнения может варьироваться в широких пределах в зависимости от конструкции сварочного светофильтра с переключаемым градационным шифром. Поэтому целесообразно определять время переключения как интеграл светового коэффициента пропускания по времени.
Англо-русский словарь нормативно-технической терминологии > switching time
-
27 filler
1. наполнитель; заполняющий материал2. наплавочный материал ( при сварке) ; присадочный металл
* * *
наполнитель; наплавочный материал при сварке
* * *
1) наплавочный материал ( при сварке); присадочный материал; заполняющий материал3) заливная горловина ( бака); наливное отверстие; фитинг для налива ()4) наполнитель (в смазках, битумных композициях)•- back filler
- barrel filler
- cavings filler
- crack filler
- fissure filler
- oil filler
- pitch filler* * * -
28 laser weld
2) Металлургия: соединение, полученное при сварке лучом лазера3) Вычислительная техника: лазерная сварка, лазерное сварное соединение, сварка лазерным лучом4) Автоматика: лазерный сварной шов, шов при лазерной сварке -
29 rolling position
2) Сварка: поворотное положение при сварке (Для труб)3) Глоссарий компании Сахалин Энерджи: для труб4) Нефть и газ: поворотное положение (при сварке труб) -
30 welding position
1) Строительство: положение изделия при сварке2) Нефть: место сварки, положение при сварке3) Сварка: положение шва, пространственное положение сварки4) Автоматика: положение шва при сварке, сварочное положение -
31 parallel-gap weld
oxy-acetylene weld — шов, полученный при газовой сварке
automatic weld — шов, полученный автоматической сваркой
laser weld — сварка лазерным лучом; лазерная сварка
fusion weld — шов, полученный при сварке плавлением
field weld — шов, выполняемый при монтажной сварке
English-Russian big polytechnic dictionary > parallel-gap weld
-
32 upset metal
- грат при сварке
- выдавленный металл (в стыке) (св.)
выдавленный металл (в стыке) (св.)
—
[ http://slovarionline.ru/anglo_russkiy_slovar_neftegazovoy_promyishlennosti/]Тематики
EN
грат при сварке
грат
Металл, выдавленный за счет осадки при сварке.
[ ГОСТ 2601-84]Тематики
- сварка, резка, пайка
Синонимы
EN
DE
FR
Англо-русский словарь нормативно-технической терминологии > upset metal
-
33 upsetting
осадка при сварке
осaдкa
Операция местной пластической деформации свариваемых частей при сварке с применением давления.
[ ГОСТ 2601-84]Тематики
- сварка, резка, пайка
Синонимы
EN
DE
FR
3.8 высадка (upsetting): Технологическая операция выполнения высаженного конца трубы.
Примечание - Термин введен с целью уточнения понятия процесса.
Источник: ГОСТ Р 54383-2011: Трубы стальные бурильные для нефтяной и газовой промышленности. Технические условия оригинал документа
Англо-русский словарь нормативно-технической терминологии > upsetting
-
34 burn-out
угар при сварке
угар
Потери металла на испарение и окисление при сварке.
[ ГОСТ 2601-84]Тематики
- сварка, резка, пайка
Синонимы
EN
DE
FR
Англо-русский словарь нормативно-технической терминологии > burn-out
-
35 burn-off
угар при сварке
угар
Потери металла на испарение и окисление при сварке.
[ ГОСТ 2601-84]Тематики
- сварка, резка, пайка
Синонимы
EN
DE
FR
Англо-русский словарь нормативно-технической терминологии > burn-off
-
36 burn-out loss
угар при сварке
угар
Потери металла на испарение и окисление при сварке.
[ ГОСТ 2601-84]Тематики
- сварка, резка, пайка
Синонимы
EN
DE
FR
Англо-русский словарь нормативно-технической терминологии > burn-out loss
-
37 automatic welding filter with automatic scale number setting
- автоматический сварочный светофильтр с автоматической установкой градационного шифра
3.3 автоматический сварочный светофильтр с автоматической установкой градационного шифра (automatic welding filter with automatic scale number setting): Защитный светофильтр с переключаемым градационным шифром, в котором градационный шифр в затемненном состоянии зависит от освещенности, создаваемой сварочной дугой.
Источник: ГОСТ Р 12.4.238-2007: Система стандартов безопасности труда. Средства индивидуальной защиты глаз и лица при сварке и аналогичных процессах. Общие технические условия оригинал документа
3.1.2 автоматический сварочный светофильтр с автоматической установкой градационного шифра (automatic welding filter with automatic scale number setting): Сварочный светофильтр с изменяющимся градационным шифром, устанавливающимся автоматически в зависимости от освещенности, создаваемой сварочной дугой.
Англо-русский словарь нормативно-технической терминологии > automatic welding filter with automatic scale number setting
-
38 light state scale number
3.5 градационный шифр светофильтра в осветленном состоянии (light state scale number): Градационный шифр, соответствующий максимальному световому коэффициенту пропускания t1(см. рисунок 1).

t1 - градационный шифр в осветленном состоянии; td - промежуточные значения градационного
Рисунок 1 - Значения градационных шифров автоматического сварочного светофильтра в различных его состояниях
Источник: ГОСТ Р 12.4.238-2007: Система стандартов безопасности труда. Средства индивидуальной защиты глаз и лица при сварке и аналогичных процессах. Общие технические условия оригинал документа
3.2 градационный шифр светофильтра в осветленном состоянии (light state scale number): Градационный шифр, соответствующий максимальному световому коэффициенту пропускания t1, (см. рисунок 1).
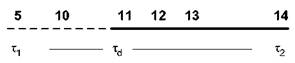
t1 - максимальный световой коэффициент пропускания в осветленном состоянии;
td - промежуточные значения светового коэффициента пропускания в затемненном состоянии;
t2 - минимальный световой коэффициент пропускания в состоянии наибольшего (максимального) затемнения.
Англо-русский словарь нормативно-технической терминологии > light state scale number
-
39 dark state scale number
3.7 градационный шифр светофильтра в затемненном состоянии (dark state scale number): Градационный шифр, соответствующий световому коэффициенту пропускания td, достигаемому после возникновения сварочной дуги (см. рисунок 1).
Источник: ГОСТ Р 12.4.238-2007: Система стандартов безопасности труда. Средства индивидуальной защиты глаз и лица при сварке и аналогичных процессах. Общие технические условия оригинал документа
3.3 градационный шифр светофильтра в затемненном состоянии (dark state scale number): Градационный шифр, соответствующий световому коэффициенту пропускания td автоматического сварочного светофильтра, устанавливаемому в процессе возникновения сварочной дуги (см. рисунок 1).
Англо-русский словарь нормативно-технической терминологии > dark state scale number
-
40 tack weld
прихватка
Короткий сварной шов для фиксации взаимного расположения подлежащих сварке деталей
[ ГОСТ 2601-84]
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]Тематики
- сварка, резка, пайка
EN
DE
FR
прихваточный шов
прихватка
—
[ http://slovarionline.ru/anglo_russkiy_slovar_neftegazovoy_promyishlennosti/]Тематики
Синонимы
EN
прихваточный шов (при сварке)
—
[А.С.Гольдберг. Англо-русский энергетический словарь. 2006 г.]Тематики
EN
4.34 технологический шов (tack weld): Прерывистый или непрерывный сварной шов, используемый для выравнивания соединяемых кромок до момента выполнения окончательного сварного соединения.
Источник: ГОСТ Р ИСО 3183-2009: Трубы стальные для трубопроводов нефтяной и газовой промышленности. Общие технические условия оригинал документа
3.2.3.6 прихваточный шов (tack weld): Шов, используемый для выравнивания примыкающих кромок перед сваркой заключительным швом.
Источник: ГОСТ Р ИСО 3183-1-2007: Трубы стальные для трубопроводов. Технические условия. Часть 1. Требования к трубам класса А оригинал документа
Англо-русский словарь нормативно-технической терминологии > tack weld
См. также в других словарях:
ГОСТ Р 12.4.238-2007: Система стандартов безопасности труда. Средства индивидуальной защиты глаз и лица при сварке и аналогичных процессах. Общие технические условия — Терминология ГОСТ Р 12.4.238 2007: Система стандартов безопасности труда. Средства индивидуальной защиты глаз и лица при сварке и аналогичных процессах. Общие технические условия оригинал документа: 3.1 автоматический сварочный светофильтр… … Словарь-справочник терминов нормативно-технической документации
Зона термического влияния при сварке — Зона сплавления 124. Зона термического влияния при сварке Участок основного металла, не подвергшийся расплавлению, структура и свойства которого изменились в результате нагрева при сварке или наплавке Источник: ГОСТ 2601 84: Сварка металлов.… … Словарь-справочник терминов нормативно-технической документации
проход при сварке — проход Однократное перемещение в одном направлении источника тепла при сварке и (или) наплавке. [ГОСТ 2601 84] проход При сварке однократное перемещение в одном направлении источника тепла при сварке и/или наплавке [Терминологический словарь по… … Справочник технического переводчика
Зона термического влияния при сварке. Зона термического влияния — Участок основного металла от линии сплавления до зоны, в которой происходит изменение структуры и свойств металла в результате нагрева при сварке или наплавке Источник: РД 03 606 03: Инструкция по визуальному и измерительному контролю Зона… … Словарь-справочник терминов нормативно-технической документации
средства защиты при сварке — 3.17 средства защиты при сварке (welding protectors): Средства, обеспечивающие сварщику защиту глаз и лица от опасного оптического излучения и других факторов риска при сварке и аналогичных процессах. Примечание Под средствами защиты… … Словарь-справочник терминов нормативно-технической документации
Мощность контактной машины при сварке — 35. Мощность контактной машины при сварке Мощность при сварке Произведение номинального напряжения питающей сети и потребляемого тока контактной машины при сварке Источник: ГОСТ 22990 78: Машины контактные. Термины и определения оригинал… … Словарь-справочник терминов нормативно-технической документации
Зона термического влияния при сварке — – участок основного металла, не подвергшийся расплавлению, структура и свойства которого изменились в результате нагрева при сварке или наплавке. [ГОСТ 2601 84] Рубрика термина: Сварка Рубрики энциклопедии: Абразивное оборудование, Абразивы … Энциклопедия терминов, определений и пояснений строительных материалов
Мощность контактной машины при сварке — – произведение номинального напряжения питающей сети и потребляемого тока контактной машины при сварке. [ГОСТ 22990 78] Рубрика термина: Арматурное оборудование Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги … Энциклопедия терминов, определений и пояснений строительных материалов
Проход при сварке — – однократное перемещение в одном направлении источника тепла при сварке и (или) наплавке. [ГОСТ 2601 84] Рубрика термина: Сварка Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги, Автотехника … Энциклопедия терминов, определений и пояснений строительных материалов
грат при сварке — грат Металл, выдавленный за счет осадки при сварке. [ГОСТ 2601 84] Тематики сварка, резка, пайка Синонимы грат EN flashupset metal DE Schweißgrat FR bavuremétal refoulé … Справочник технического переводчика
зона термического влияния при сварке — Участок основного металла, не подвергшийся расплавлению, структура и свойства которого изменились в результате нагрева при сварке или наплавке. [http://www.manual steel.ru/eng a.html] Тематики металлургия в целом EN heat affected zone … Справочник технического переводчика