-
1 пресс-остаток
• пресс-остаток menglish: butt end, discardРусско-английский (-немецко, -французский) металлургический словарь > пресс-остаток
-
2 пресс-остаток
пресс-остаток
Недопрессованная при прессовании часть слитка или заготовки, обычно составляющая 10-20. Относится к отходам процесса.
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > пресс-остаток
-
3 пресс-остаток
discard, butt-end* * *пресс-оста́ток м. метал.
butt-end -
4 пресс-остаток
Уплотнённая масса, остающаяся в профилирующем узле гидравлического прошивного пресса - мундштуке после окончания выпрессовки пресс-массы в контейнере пресса. -
5 пресс-остаток
-
6 пресс-остаток
1) Engineering: butt-end, discard, extrusion discard2) Metallurgy: remainder of billet -
7 пресс-остаток
Русско-английский научно-технический словарь Масловского > пресс-остаток
-
8 пресс-остаток
м. метал. butt-end -
9 пресс-остаток с экспеллера
Makarov: expeller cakeУниверсальный русско-английский словарь > пресс-остаток с экспеллера
-
10 пресс-остаток с экспеллера
Русско-английский словарь по пищевой промышленности > пресс-остаток с экспеллера
-
11 остаток от перегонки пресс-дистиллята
Русско-английский словарь нормативно-технической терминологии > остаток от перегонки пресс-дистиллята
-
12 остаток в тигле литьевой пресс-формы
Polymers: cullУниверсальный русско-английский словарь > остаток в тигле литьевой пресс-формы
-
13 остаток от перегонки пресс-дистиллята
Универсальный русско-английский словарь > остаток от перегонки пресс-дистиллята
-
14 остаток в тигле литьевой пресс-формы
Русско-английский словарь по химии > остаток в тигле литьевой пресс-формы
-
15 прессование металлов
прессование металлов
Обработка металлов и сплавов давлением, заключающееся в придании обрабатываемому металлу заданного сплошного или полого профиля выдавливанием заготовки из замкнутого объема (контейнера) через канал в матрице, форма и размеры которого определяют поперечное сечение получаемого изделия. При прессовании в большей части объема металла заготовки возникает неравномерное всестороннее сжатие. Такие условия наиболее благоприятны при обработке малопластичных металлов, а при обработке относительно пластичных — позволяют осуществлять высокую деформацию, недостижимую при других способах обработки давлением. Только прессованием можно получать за один переход длинномерные полуфабрикаты самой сложной конфигурации. Заготовкой для прессования является, как правило, круг, слиток или непрерывно-литая заготовка; реже используют плоскую, предварительно деформированную заготовку или спеченную заготовку из порошка. Прессование характеризуется обычно скоростью прессования (перемещения пресс-штемпеля с пресс-шайбой) и скоростью истечения (выдавливания металла из канала матрицы). Различают следующие виды прессования металлов: с прямым истечением металла (направление выдавливания изделия совпадает с направлением движения пресс-штемпеля), с обратным истечением (истечение металла в матрицу происходит в направлении, противоположном направлению движения пресс-штемпеля), с боковым истечением (истечение металла происходит под прямым углом к направлению движения пресс-штемпеля) и с непрерывным истечением (выдавливание без применения пресс-шайбы, при котором пресс-остаток от предыдущей заготовки выдавливается последующей заготовкой, свариваясь с ней). Для получения труб и полых профилей из А1- и Mg-, а в некоторых случаях Си- и Ti-сплавов используется также прессование со сваркой. Заготовка сплошного сечения под давлением, передаваемым пресс-штемпелем, рассекается гребнем матрицы на два или несколько потоков. Затем эти потоки под действием высокого давления свариваются, охватывая иглу матрицы, выполненную за одно целое с гребнем. Окончательно труба формируется в кольцевом зазоре между матрицей и иглой. Существуют и другие способы прессования металла: труб из сплошной заготовки с предварительной прошивкой ее иглой; сплошных и полых профилей плавно-переменного или ступенчато-переменного сечения; широких ребровых листов (панелей) из плоского (щелевого) контейнера и т.д. Все большее промышленное применение находит также гидростатическое прессование (гидроэкструзия), при котором давление на заготовку в контейнере создается жидкостью высокого давления (0,5-3 ГПа), подаваемого от внешнего источника, или давлением на жидкость уплотняемого пресс-штемпеля.Прессование металлов осуществляют как с предварительным нагревом заготовки и инструмента, так и без нагрева. Прессование производят на горизонтальных гидравлических прессах; реже, в основном при прессовании труб и гидроэкструзии, используют вертикальные гидравлические прессы. Методом прессованием изготавливают очень широкий сортамент сплошных и полых профилей, труб и панелей, в том числе горячим прессованием получают прутки диаметром от 3 до 250 мм, трубы диаметром от 20 до 500 мм (с толщиной стенки 1,5-25 мм) и т.п.
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > прессование металлов
-
16 butt end
3. пресс-остаток (при прессовании, напр., труб); см. также discardАнгло-русский словарь промышленной и научной лексики > butt end
-
17 discard
1. отходы, отбраковка2. грат (металл, выдавленный из зоны контакта кромок при сварке давлением труб или стыковой сверке полосовой трубной заготовки); см. также barb; burr; fin; flash; rag; ridge; upset3. пресс-остаток (при прессовании, напр., труб); см. также butt endАнгло-русский словарь промышленной и научной лексики > discard
-
18 подвесной потолок
потолок подвесной
Потолок, прикрепляемый к перекрытию на подвесках
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]
подвесной потолок
фальшпотолок
навесной потолок
Потолок, состоящий из съемных и взаимозаменяемых панелей, который создает область между декоративной поверхностью и структурой над ней.
(ISO/IEC 11801)
[ http://www.iks-media.ru/glossary/index.html?glossid=2400324]
Устройство подвесного потолка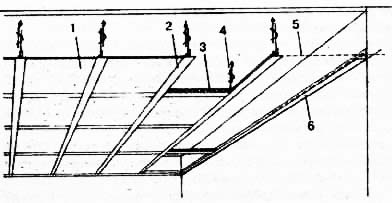
Устройство подвесных потолков: 1 — гипсоволоконные плиты; 2 — направляющие Т-профили; 3 — промежуточные Т-профили; 4 — подвески с регулируемыми пластинами; 5 — уровень чистого потолка; 6 — пристенный уголокМонтируя подвесной потолок, сначала производят сборку направляющих профилей. В комплект подвесного потолка входит два вида профилей ( пристенный уголок и Т-образный профиль), а также вертикальные подвески и регулировочные пружинные пластины.
Сначала потолок очищают от грязи, пыли и проводят разметку. С помощью гибкого уровня провешивают и отмечают линию горизонта чистого потолка. Отмечают на всех стенах по периметру потолка точки уровня, а затем соединяют все точки сплошной линией.
Далее проводят разбивку потолка. Так как стандартный размер гипсовых и гипсоволоконных плит 60x60 см, то разметку крепления направляющих профилей проводят на расстоянии 60 см друг от друга. Сначала на полу комнаты проводят черновую раскладку плит, чтобы определять количество плит, помещающихся по длине и ширине комнаты. Если количество плит оказывается целое, то разметку на потолке начинают, отступив от стены на расстояние 60 см. Если же количество плит — дробное, то для симметричного их размещения на потолке первые разметки от стен делают на расстоянии, равном половине остатка длины или ширины комнаты. Например: длина комнаты 500 см, делим на размер плитки 60 см и получаем 8 целых плиток (480 см) и 20 см остатка. Делим остаток пополам, полученные 10 см и есть расстояние, на которое необходимо отступить от стены (по длине комнаты) для разметки первого направляющего профиля. Отметив эту точку (вверху стен1>1 у потолка), отмечают такое же расстояние на противоположной стене. Между этими точками натягивают шнур и вдоль шнура на расстоянии 100 см друг от друга в поверхности потолка просверливают отверстия для креплений профиля. Отступив от первого ряда на 60 см, снова натягивают шнур и вдоль него просверливают отверстия под крепежные аксессуары. Таким образом, передвигая шнур на 60 см от предыдущего размеченного ряда, размечают и высверливают отверстия на всей поверхности потолка. Для крепления пристенных уголков также высверливают в намеченных местах над линией уровня чистого потолка.
Следующим шагом в устройстве потолка будет закрепление пристенного уголка. Длина уголка 360 см, он имеет два ребра, одно из которых содержит многочисленные отверстия для крепления, а второе ребро с наружной стороны покрыто (декорировано) эмалью или винилом. Уголок крепят к стене декорированной стороной вниз. Если длина стены больше длины уголка, то уголок наращивают путем стыковки с отрезком уголка необходимой длины. В углах комнаты профили сопрягают, обрезав декоративное ребро под углом 45°. Раскрой профилей производят ножовкой по металлу. Прикручивают уголок к стенам с помощью шурупов, строго следя за совпадением лицевой стороны уголка с линией уровня чистого потолка.
Далее необходимо подвесить направляющие Т-образные профили. В высверленные отверстия в потолке забивают пластмассовые или деревянные пробки и вкручивают в них крюкообразные дюбеля. Собирают вертикальные подвески, вставляя их по двое в пружинную (Н-образную) пластину, причем с одной стороны вставляют прут-подвеску с петлей, а с другой стороны — подвеску с крюком. Подвеску в сборе петлей набрасывают на крюк дюбеля. Сначала цепляют крайние в ряду подвески, на крюки подвесок цепляют Т-образный профиль лицевой стороной вниз и регулируют с помощью пружинной пластины, поднимая или опуская ее, уровень профиля совмещая с уровнем пристенных уголков — лицевые плоскости уголка и профиля должны совпадать. Если расстояние от стены до стены в направляющих радах больше длины профиля, то второй конец профиля регулируют по высоте с помощью гибкого уровня. Недостающий кусок профиля наращивают, соединив в торец имеющимися на концах профилей замками-защелками.
Отрегулировав уровень профиля на концах, на дюбеля в этом ряду цепляют остальные промежуточные подвески и на их крюки подвешивают весь направляющий профиль. При помощи гибкого уровня проверяют уровень профиля по всей длине, и провисшие места поднимают с помощью регулировки вертикальных подвесок. Таким же способом подвешивают остальные направляющие профили. После подвешивания всех рядов направляющих профилей и окончательной проверки уровня потолка можно приступать к самой облицовке потолка.
В комплект подвесного потолка входят, кроме направляющих, еще промежуточные вставки Т-образного профиля. Длина их 60 см, и предназначены они для поперечного прокладывания между облицовочными плитками в каждом ряду. Поэтому, приступая к облицовке, необходимо приготовить для двух пристенных рядов не только неполномерные плитки, но и в соответствии с шириной этих рядов нарезать прокладочные профили. Для раскроя профилей используют ножовку по металлу, а для нарезки плиток из гипсоволокна — острый нож. Если в длину ряда также не помещается целое количество плиток, то крайние плитки в рядах нарезают, рассчитав остаток в ряду и поделив пополам. Например: длина ряда 350 см делится на 60 см и остаток, равный 50 см, делится на два — 25 см, это ширина всех краевых плиток в каждом ряду.
Укладку плиток начинают с угла комнаты. Берут краевую плитку первого ряда (если краевые ряды и краевые плитки неполномерные, она должна быть по расчетам взятого для примера помещения 10x25 см) и укладывают в углу комнаты, опирая двумя сторонами на уголок и третьей стороной — на направляющий профиль. К четвертой стороне плитки приставляют промежуточный профиль, оперев на пристенный уголок и направляющий профиль.
Следующую плитку укладывают впритык к промежуточному профилю, оперев тремя сторонами на уголок, на промежуточный профиль и на направляющий. Таким образом заполняют весь ряд неполномерными плитками и прокладывают промежуточными неполномерными профилями.
Последняя плитка в ряду должна быть, как и первая, самая маленькая по размеру. Следующие ряды заполняются полномерными плитками и прокладочными профилями и только краевые плитки в рядах неполномерные. Первые плитки последующих рядов опираются одной стороной на пристенный уголок, двумя сторонами — на направляющие профили, а четвертой — на приставленный к плитке промежуточный профиль. Остальные плитки опираются противоположными сторонами на направляющие и промежуточные профили.
Последний ряд, как и первый, собирается из неполномерных плиток и укороченных по ширине ряда промежуточных профилей. Некоторую трудность составляет укладка последней плитки в последнем ряду. Потолочный массив в конце сборки имеет определенное напряжение, и плитки последнего ряда устанавливаются на место впритирку. Поэтому имеет смысл уменьшить их в размере на 2-3 мм по длине и ширине.
Для устройства в подвесном потолке системы электрического освещения используют осветительные щиты с вмонтированными в них приборами освещения. Размеры щитов 60x60 см. Устанавливаются они в подвесном потолке в намеченном месте вместо облицовочных плит таким же способом, как и сами плиты.
[ http://www.helpmaste.ru/artcl-ustrvo_podvesnuh_potolkov.html]
Пожалуй, самыми популярными сегодня считаются подвесные потолки. Они позволяют:
– скрыть коммуникации, смонтированные на потолке, оставив при этом доступ к электрической проводке, вентиляционному и тепловому оборудованию и пр.;
– встраивать разнообразные осветительные приборы;
– устанавливать системы пожаротушения и вентиляционные решетки;
– выравнивать разноуровневый потолок;
– создавать разноуровневый потолок при изначально плоском базовом потолке;
– улучшать акустику помещений.
В современном строительстве широко используются потолки из минераловатных или минераловолокнистых плит.
Плиточные подвесные потолки состоят из каркаса и плит из мягкого или твердого минерального волокна толщиной 1,5 см и размерами 600 х 600 или 610 х 610 мм. В каталоге фирмы «Armstrong» имеются также плиты 600 х 1200 и 625 х 1250 мм. Однако в наличии они бывают не всегда, и чаще всего их приходится заказывать.
Каркас представляет собой набор металлических реек, соединенных между собой в модульную решетку.
Конструкция подвесного потолка состоит из следующих компонентов:
– несущий каркас из металлических труб, уголков, швеллеров и пр.;
– заполнение (плиты, рейки, листы и пр.).
В качестве несомых элементов подвесного потолка или его заполнения используют гипсовые плиты или ДСП, плиты «Акмигран» и «Акминит», плиты из металлических листов, асбестоцементные листы и др. Для устройства акустических подвесных потолков применяют минераловатные плиты, перфорированные гипсовые и металлические плиты, двуслойные плиты с лицевым перфорированным слоем из минераловатной плиты и ДВП.
Подвесные потолки бывают двух видов:
– плиточные;
– реечные.
Плиточные, в свою очередь, подразделяются на влагостойкие и невлагостойкие. Первые чаще всего используются в ванных комнатах, туалетах и на кухнях. Невлагостойкие потолки в этих помещениях устраивать не рекомендуется, так как спустя какое-то время установленные плитки покоробятся и попросту выйдут из строя.
В этом отношении самыми удобными являются реечные потолки: дело в том, что подвесные реечные потолки изготовлены из алюминия, который не боится влаги.Плиточные подвесные потолки
На российском рынке имеется богатый выбор потолков данного типа. Они различаются не только по цене, но и по качеству и назначению, каждый подвесной потолок имеет свои особенности и отличия.
При покупке подвесного потолка особое внимание следует обратить на стыковку плит с каркасом. Дело в том, что продавцы довольно часто продают каркас одной фирмы-производителя, а плиты – другой. Смонтировать такой потолок очень трудно.
Если удастся это сделать, нет гарантии, что он прослужит долго: такой потолок очень быстро начнет деформироваться. Необходимо следить за тем, чтобы форма кромок плит соответствовала типу каркаса.
Самостоятельно смонтировать подвесной потолок можно только в помещениях небольшой площади. В другом случае, особенно если нет опыта подобной работы, лучше всего воспользоваться услугами профессиональных монтажников.
Подвесные каркасы делятся на 3 вида:
– видимый каркас;
– полускрытый каркас;
– скрытый каркас.
В России наибольшее распространение получили видимые и полускрытые каркасы, что обусловлено низкими ценами и простотой монтажа.
Сами подвесные потолки бывают плоскостные и криволинейные.
Последние удобно монтировать при составлении разноуровневых потолков.
В зависимости от материалов, из которых изготовлены потолочные системы, подвесные потолки делятся на следующие виды:
– потолки из минераловатных плит;
– потолки из минераловолокнистых плит;
– потолки из гипсовых плит;
– зеркальные потолки;
– металлические потолки;
– потолки с искусственным освещением.Общая характеристика потолков из минераловолокнистых плит
Минеральное волокно – экологически чистый материал, обеспечивающий отличную звукоизоляцию и тепло. Однако в помещениях с повышенной влажностью (например, кухнях и ванных комнатах) этот материал использовать не рекомендуется.
После покупки, в том случае, если потолок монтируется не сразу, плиты хранят в помещении с температурой 18–30 °C при относительной влажности 70 %. Однако плиты некоторых фирм-производителей можно устанавливать в помещениях с температурой до 40 °C и влажностью до 95 %.
Плиты чаще всего имеют белый цвет, но некоторые производители выпускают панели, окрашенные в различные цвета. Также плиты можно окрашивать латексными красками, однако при этом огнестойкость данного материала понижается.
Потолки из минераловолокнистых плит имеют различную структуру поверхности: гладкая обладает хорошим светоотражением в помещениях с непрямым освещением, фактурная обеспечивает хорошую звукоизоляцию благодаря незаметным микроотверстиям.Общая характеристика потолков из минераловатных плит
Минераловатные плиты представляют собой панели с высокими шумопоглощающими свойствами. Чаще всего эти плиты называют акустическими. Они обладают следующими свойствами:
– снижают общий уровень шума; коэффициент звукопоглощения варьируется от 75 до 90 %;
– отвечают российским стандартам пожарной безопасности;
– могут использоваться в помещениях с повышенной влажностью воздуха (до 95 %).
Существует около 1000 различных оттенков минераловатных плит. При правильной эксплуатации можно надолго сохранить первоначальный цвет таких потолков.Плиточные потолки из пенополистирола
Самым недорогим и практичным материалом для отделки потолка считается декоративная потолочная плитка из полистирола. С помощью обычных инструментов можно довольно быстро оклеить потолок. При работе с полистирольными плитами необходимо знать некоторые правила. Первое – выбор плиток при покупке. Полистирольные плитки подразделяются на 3 основные группы:
– прессованные (штампованные);
– инжекционные;
– экструдированные.
Прессованные плитки производятся из полос толщиной 6–7 мм, нарезанных из блоков пенополистирола строительного назначения.
Инжекционные получают в пресс-формах формовочно-литьевого автомата путем спекания пенополистирольного сырья. Толщина готовых плит 9–14 мм.
Экструдированные получают из экструдированной полистирольной полосы, окрашенной или покрытой пленкой способом прессования.
Второе правило – геометрически выверенные размеры плитки. Большие погрешности в плитке становятся заметными при отделке потолка.
Правильные размеры чаще всего имеет только инжекционная плитка благодаря технологии производства, в то время как прессованная и экструдированная плитка довольно часто характеризуются некоторыми неточностями в размерах.
Производители экструдированной и прессованной плитки продолжают совершенствовать геометрические размеры изделий и добиваются положительных результатов. Тем не менее при покупке обязательно следует проверять плитки.
Третье правило – просушивание пенополистирольных плиток до монтажа в сухом и теплом помещении в течение 3 дней в распакованном виде, иначе вследствие усадки на потолке между плитками могут появиться щели. В особенности это касается инжекционных плиток.
Четвертое правило – сажать плитки следует только на клей, который после сушки становится прозрачным.Инструменты и материалы для устройства подвесного потолка
Для монтажа подвесного потолка фирмы потребуются следующие инструменты:
– рулетка;
– ножницы по металлу;
– отбивной шнур;
– дрель;
– нож со сменными лезвиями для резки плиток;
– ножовка по металлу.
Инструменты для приклейки пенополистирольных плиток:
– гвозди 70–80 мм для монтажа деревянного каркаса под плиты;
– рулетка;
– отбивной шнур;
– молоток;
– нож со сменными лезвиями для резки плиток;
– ножовка по дереву;
– шпатель для нанесения клеевого состава на плитки.
Для наклеивания декоративных пенополистирольных плиток на любые впитывающие минеральные поверхности используют клей на основе ПВА с наполнителями. При высыхании такой клей имеет серо-белый или кремовый цвет. Поэтому в некоторых случаях необходимо брать другой клей – на основе ПВА, но без наполнителей: такой клей после сушки становится прозрачным. Предварительно деревянный каркас огрунтовывают водным раствором ПВА.
Пенополистирольные плитки отечественного производства «Акмигран» и «Акминит» в основном используют в жилых помещениях. Выпускаются такие плитки в виде квадратов размерами 300 х 300, 600 х 600 и 900 х 900 мм, толщиной 20 мм. Облегченная конструкция, правильная прямоугольная форма, ровная лицевая поверхность делают плитки «Акмигран» и «Акминит» очень удобными для облицовки потолков в домашних условиях.
Лицевая сторона плиток матовая, равномерно окрашенная, может быть гладкой, пористой и с различной фактурой (под пробку, джутовое плетение, рифленой, трещиноватой и т. д.).
Крепят данные плитки на черновой каркас. Для более удобного крепления на боковых гранях плиток имеются пазы и выступы.Облицовка потолка минеральными плитками «Акмигран» и «Акминит» и гипсовыми декоративными плитками
В облицовочных работах по отделке потолка различают два способа: устройство плиточных потолков каркасной конструкции и облицовка плитками потолков бескаркасной конструкции. Устройство плиточных потолков каркасной конструкции предполагает наличие горизонтальных направляющих с подвесками (выполняющими несущую функцию подвесного потолка), заделанными в перекрытия. Монтаж таких направляющих возможен лишь при возведении несущих конструкций здания. Поэтому самостоятельно в домашних условиях такой подвесной потолок устроить технически невозможно.
Произвести облицовку потолка бескаркасной конструкции сможет практически каждый. Облицовочные работы принято вести двумя способами: с устройством чернового каркаса и без него.Устройство плиточного потолка на черновом каркасе
Монтаж конструкции, как и в других случаях, подразделяется на несколько этапов:
– подготовка, разбивка и провешивание поверхности;
– подготовка материала;
– установка плиток.
Подготовка поверхности заключается лишь в ее очистке от пыли, это вызвано больше гигиеническими требованиями, а не технологическими. При подготовке плиток сортируют их по наличию пазов и выступов на боковых гранях, в прорези вставляют закладные крюки, соединенные крепежной скобкой (рис. 21).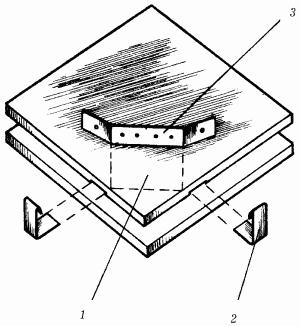
Рис. 21. Подготовка плиток для устройства потолка: 1 – облицовочная плитка; 2 – закладные крюки; 3 – крепежная скоба.Разбивку и провешивание поверхности начинают с определения чистого уровня потолка. Для этого гибким уровнем определяют и отмечают линии низа потолка (по ним будут установлены пристенные опорные уголки). Затем с помощью рулетки и угольника на полу помещения определяют продольную и поперечную оси и закрепляют их причальными шнурами; по одну сторону от оси раскладывают плитки, определяя таким образом количество плиток в ряду. Ряды, примыкающие к стенам, заполняют неполномерными плитками.
После этого приступают к сооружению и установке чернового каркаса: для этого в потолке по каждому предполагаемому ряду (с шагом в ряду 1 м) закрепляют стальные штыри так, как это показано на рисунке 22.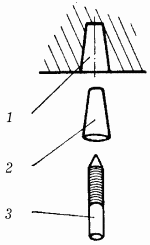
Рис. 22. Крепление чернового каркаса к потолку: 1 – отверстие в потолке; 2 – пластмассовая пробка; 3 – стальной штырь с резьбой.В потолке просверливают отверстия и забивают туда пластмассовые пробки от дюбелей или деревянные шпонки, в которые ввинчивают стальные штыри.
На стальных штырях закрепляют стальной пруток, выполняющий роль горизонтальной направляющей для крепления облицовочных плиток. По периметру стен по линиям низа потолка устанавливают опорные уголки. Черновой каркас для облицовки плитками потолка бескаркасной конструкции готов.
Следующий этап – непосредственно облицовка. Закрепив за опорные уголки на противоположных стенах причальный шнур для первого ряда (фиксирующий нижнюю плоскость потолка), от угла помещения начинают установку плит (рис. 23).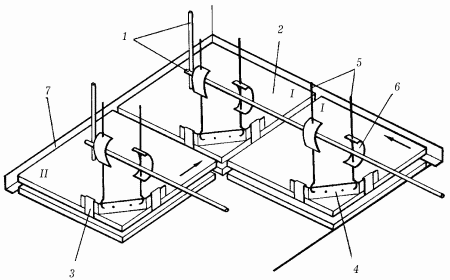
Рис. 23 Устройство плиточного потолка с использованием чернового каркаса: 1 – элементы чернового каркаса; 2 – облицовочные плитки; 3 – закладные крюки; 4 – крепежная скоба; 5 – вертикальная подвеска; 6 – согнутая (пружинная) пластина; 7 – пристенный опорный уголок.Первую плитку опирают двумя сторонами на уголки, а угол с установленными крепежными скобами с помощью вертикальной подвески и согнутой (пружинной) пластины крепят к горизонтальной направляющей чернового каркаса. Следующую плитку одной стороной опирают на пристенный опорный уголок, а выступ на ребре другой стороны совмещают с пазом уже установленной плитки. Свободный угол закрепляют (как и в первом случае) на горизонтальной направляющей чернового каркаса. И так далее до окончания ряда.
По ходу работы нужно следить за горизонтальностью плоскости подвесного потолка (для этого и нужен причальный шнур). Положение плиток, имеющих отклонение от горизонтали, регулируют смещением пружинной пластины по вертикальной подвеске.
Установка средних (не пристенных) плиток 2-го и последующих рядов отличается от установки плиток 1-го ряда тем, что 2 их стороны будут опираться не на пристенные уголки, а на пазы на ребрах ранее уложенных плиток.
По окончании облицовочных работ пристенные опорные уголки можно будет закрыть деревянным потолочным плинтусом.Устройство плиточного потолка без чернового каркаса
Подготовка поверхности потолка к укладке плиток и подготовка материала в данном случае полностью аналогичны предварительным работам при устройстве подвесного потолка с использованием чернового каркаса. Непосредственно облицовочные работы отличаются от способа облицовки с применением чернового каркаса весьма значительно.
Для начала по периметру помещения на стенах на уровне чистого потолка закрепляют опорные уголки. В потолке с шагом, равным длине плиток, просверливают отверстия, в которые забивают пластмассовые пробки от дюбелей либо деревянные шпонки. Затем с помощью дюбелей или шурупов ввинчивают в эти пробки или шпонки подвески для установки облицовочных плиток.
Работу начинают от угла помещения. Первую облицовочную плитку устанавливают следующим образом: 2 сторонами опирают на пристенные уголки, а свободный угол плитки надевают крепежной скобой на подвеску. Вторую плитку устанавливают одной стороной на опорный уголок, выступ другой стороны вставляют в паз уже установленной плитки, а свободный угол закрепляют на подвеску аналогично 1-й плитке. Дальнейшую облицовку производят по уже отработанной технологии (рис. 24).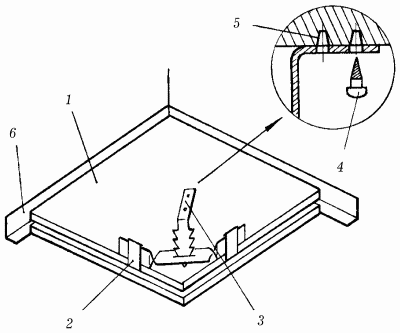
Рис. 24. Устройство плиточного потолка без применения чернового каркаса: 1 – облицовочные плитки; 2 – закладные крюки с крепежной скобой; 3 – подвеска; 4 – шуруп либо дюбель; 5 – пластмассовая пробка или деревянная шпонка; 6 – опорные уголки.Уход за плиточными потолками
Поскольку гипсовые материалы в достаточной степени обладают гигроскопичностью, то их не рекомендуется мыть. Пыль с таких поверхностей удаляют мягкой влажной ветошью, укрепленной на щетке с жесткой щетиной или на венике.
Облицовку в местах отслоения плиток ремонтируют, а треснувшие и сильно загрязненные плитки заменяют новыми (для этого следует оставлять запас материалов). В том случае, если при облицовке потолка были использованы минеральные плитки «Акмигран» и «Акминит», то уход за ними не допускает никакого контакта с водой, приемлема только сухая уборка с помощью пылесоса.Устройство реечных потолков
Реечный подвесной потолок (рис. 25) состоит из алюминиевых реек, загнутых по бокам. В основном в продаже бывают рейки длиной 3 и 4 м. В некоторых фирмах имеются специальные режущие станки, с помощью которых можно отрезать рейку любой длины. Ширина реек – 9, 10, 15, 20 см. Следует сказать, что чаще всего приобретают 10-сантиметровые рейки.
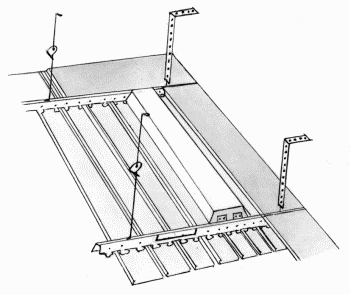
Рис. 25. Устройство реечного подвесного потолка.Другим важным параметром реек для подвесного потолка является их толщина. Чем толще рейка, тем надежнее будет потолок. Самая подходящая толщина для реек – 0,5 мм: этого будет достаточно для того, чтобы потолок не деформировался. Если рейки более тонкие, потолок может погнуться и на нем будут заметны вмятины.
Рейки для подвесных потолков бывают 3 типов:
– открытые;
– закрытые;
– со вставками.
Закрытые рейки (рис. 26) крепят встык, заводя друг за друга, в то время как между открытыми рейками остается небольшой зазор, который, однако, не заметен, если потолок высокий – около 5 м.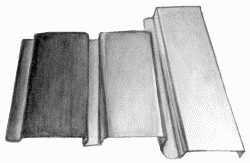
Рис. 26. Типы закрытых реек для подвесного потолка.Рейки со вставками (рис. 27) немного напоминают открытые, только расстояние между ними прикрывают узкие алюминиевые полоски.

Рис. 27. Рейки со вставками: а – изнаночная сторона; б – лицевая сторона.Рейки бывают самых разнообразных цветов, однако до сих пор самым популярным цветом остается белый.
При покупке потолка обращают внимание на то, чтобы рейки были упакованы в полиэтиленовую пленку, защищающую материал от царапин и повреждений во время транспортировки. Качественный товар продается именно так. Если потолок не упакован, имеет смысл отказаться от покупки. Все уважающие себя фирмы выпускают потолки на продажу только в полиэтиленовой упаковке.
Реечные потолки бывают открытыми и закрытыми. Основная особенность реечного потолка открытого типа состоит в наличии открытого пространства между декоративными панелями. Такие потолки, как правило, применяют в помещениях с высокими потолками. В обычных жилых помещениях такие потолки устанавливают очень редко, в основном из-за желания создать особое освещение: светильники на потолке должны быть развернуты таким образом, чтобы световой поток не попадал в межпотолочное пространство.
Существует 2 модификации реечных потолков открытого типа (рис. 28): 84 О и 84 О". В основном обе модели отличаются друг от друга шириной зазора между панелями: 6–16 см. Для моделирования таких элементов интерьера, как арки и переходы между разноуровневыми потолками в реечном потолке открытого типа используется стрингер AR.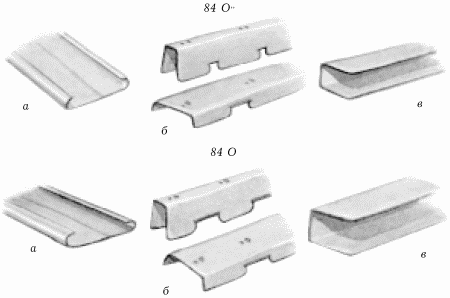
Рис. 28. Модели потолков открытого типа: а – потолочная панель; б – стрингер; в – закрывающий профиль.Основное отличие потолка закрытого типа от открытого заключается в отсутствии открытого пространства между декоративными панелями. Потолок закрытого типа полностью скрывает внешние коммуникации – противопожарные, электрическую проводку. Реечные закрытые потолки выпускаются следующих типов (рис. 29): 84R, 15 °C и 84R (V).
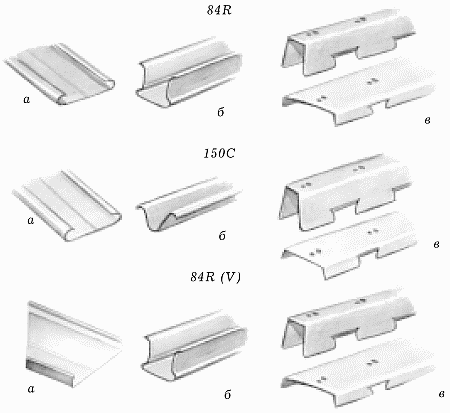
Рис. 29. Модели потолков закрытого типа: а – потолочная панель; б – стрингер; в – закрывающий профиль.
К модели 84R относится профиль шириной 84 мм, с промежуточным профилем п-образной формы, шириной 16 мм.
К модели потолка 84R (V) относят широкий профиль шириной 84 мм, промежуточный профиль v-образной формы, шириной 16 мм. Указанные выше типы подвесных реечных потолков различаются по дизайну, но совмещаются с помощью стрингера R (подвесной системы), одинакового для всех типов. Для моделирования арок, волн и переходов между различными по высоте уровнями в реечном потолке закрытого типа применяется радиусный стрингер AR. Комплект подвесного потолка закрытого типа 150C включает в себя профили шириной 150 мм, крепление которых на стрингер производится стык в стык.Монтаж подвесных реечных потолков
В комплект подвесного потолка входят:
– собственно рейки;
– шина (каркас);
– плинтус.
Также к комплекту прилагается и инструкция по монтажу.
Кроме реек, важной составной частью конструкции является шина, представляющая собой стальную или алюминиевую планку с зубчиками, за которые цепляют рейки. Для каждого типа реек требуется особая шина, чтобы на готовом покрытии не было перекосов, щелей и изгибов. Кроме того, рейки одной фирмы нельзя крепить на шину другой.
Шину с прикрепленными к ней рейками цепляют за подвес, который можно регулировать по высоте. Это очень важная деталь всей конструкции: потолок получил свое название потому, что висит на подвесе. Следует помнить о том, что подвесные реечные потолки занимают достаточно много места (5–11 см высоты), и применение их в квартире с низкими потолками нецелесообразно.
Плинтус – это декоративная деталь, закрывающая стык между стеной и потолком.
Установку реечного подвесного потолка можно осуществить самостоятельно. Особых умений не потребуется. Главное – действовать очень осторожно, придерживаясь инструкции.
В том случае, если требуется объединить потолком два помещения, находящихся на разных уровнях, приобретают изогнутый подвесной реечный потолок (рис. 30).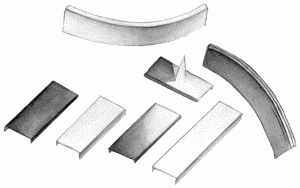
Рис. 30. Рейки для изогнутого подвесного потолка.Весь ассортимент реечных потолков условно можно разделить на 5 групп:
– металлик;
– матовый;
– глянцевый;
– зеркальный;
– фактурный.
Цветовая гамма реечных потолков представлена 27 оттенками, причем для каждого вида поверхности есть определенное количество оттенков. Так, например, для матового – 9, для глянцевого – 2, для металлика – 10, для зеркального – 4, для фактурного – 2.
Существуют следующие варианты сборки реечных потолков (рис. 31):
– геометрический узор;
– разноуровневый потолок;
– зеркальный;
– комбинированный (совмещение реечного потолка с другими видами отделки, например, гипсокартоном);
– зональное разделение комнат;
– оформление арок;
– моделирование волн.
[ http://stroy-zametki.narod.ru/2_31.html#1]Тематики
EN
DE
FR
Русско-английский словарь нормативно-технической терминологии > подвесной потолок
-
19 характеристики
характеристики
—
[ http://www.iks-media.ru/glossary/index.html?glossid=2400324]Тематики
- электросвязь, основные понятия
EN
5.2 Характеристики
5.2.1 Краны должны обеспечивать подачу воды на смыв при минимальном рабочем давлении 0,1 МПа в количествах и с расходами, указанными в таблице 1.
Таблица 1
Условный проход крана Dy, мм
Расход воды, л/с
Количество воды, поступающей на смыв за один цикл, л
мин.
макс.
мин.
макс.
10, 15
0,2
1,0
0,6
4,0
20
1,0
1,7
4,0
7,0
25
1,5
2,0
6,0
8,0
5.2.2 Краны должны иметь устройство для регулирования количества воды, подаваемой на смыв.
5.2.3 Краны должны быть герметичны и выдерживать пробное давление воды не менее 1,6 МПа для кранов I группы и не менее 0,9 МПа - для кранов II группы.
5.2.4 Краны должны обеспечивать плотное закрытие при рабочих давлениях до 1,0 МПа для кранов I группы и до 0,6 МПа - для кранов II группы.
5.2.5 Конструкция крана должна исключать возможность обратного всасывания загрязненной воды в водопроводную сеть из промываемых приборов при возникновении разрежения в системе водопровода до 0,08 МПа. При этом высота подъема воды в смывной трубе не должна превышать 250 мм.
5.2.6 Конструкция крана должна обеспечивать такое его закрытие, при котором давление воды в водопроводной сети перед ним не должно увеличиваться более чем на 50% по сравнению со статическим давлением.
5.2.7 Усилие на пусковое устройство (ручка, кнопка) крана, необходимое для его открытия, не должно быть более 35 Н, а открывание и закрывание вентиля должно происходить при крутящем моменте не более 2Н × м при давлениях, указанных в п. 5.2.4.
5.2.8 Технический ресурс кранов с учетом замены резино-технических изделий должен составлять не менее 100000 рабочих циклов, наработка до отказа - не менее 50000 циклов.
5.2.9 Краны должны классифицироваться по трем акустическим группам I, II, III в зависимости от значения La - уровня шума арматуры в дБА или Ds - приведенной разности уровней в дБА в соответствии с таблицей 2 для вновь разрабатываемой водоразборной арматуры.
Таблица 2 Уровень шума в дБА
Акустическая группа
Ds
La
I
³ 25
£ 20
II
³ 25
£ 30
III
< 15
< 50
5.2.10 Параметр шероховатости видимых в условиях эксплуатации поверхности деталей с защитно-декоративным гальваническим покрытием должен быть Ra £ 0,63 по ГОСТ 2789.
5.2.11 Наружная видимая после монтажа поверхность крана из цветных металлов должна иметь защитно-декоративное гальваническое покрытие вида Н9.б.Х.б по ГОСТ 9.303.
Допускается применение других видов защитно-декоративных покрытий, обеспечивающих качество защиты и декоративность в течение установленного ресурса.
5.2.12 Защитно-декоративное покрытие должно быть сплошным, не иметь отслаивания покрытия и др. дефектов и должно удовлетворять ГОСТ 9.301.
5.2.13 Детали, изготовленные из пластмасс, не должны иметь трещин, вздутий, наплывов, раковин, следов холодного спая и посторонних включений, видимых без применения увеличительных приборов. Выступы или углубления в местах удаления литников не должны превышать 1 мм, а следы от разъема пресс-форм - не более 0,5 мм.
Не допускаются отклонения формы деталей, влияющие не качество их сопряжений.
5.2.14 Детали крана, изготовленные из металла, не должны иметь видимых дефектов (вмятин, гофр, царапин и др.).
5.2.15 Основные размеры метрической резьбы должны соответствовать требованиям ГОСТ 24705 с допусками по ГОСТ 16093, степень точности 7Н - для внутренней и 8g - для наружной резьбы.
Резьба должна быть чистой и не иметь поврежденных витков. Сбеги резьб, недорезы проточки и фаски должны выполняться по ГОСТ 10549. Не допускается наличие сорванных витков, а также заусенцы на поверхности резьбы, препятствующие соединению деталей.
Источник: ГОСТ 11614-94: Краны смывные полуавтоматические. Технические условия оригинал документа
1.2. Характеристики
1.2.1. Качественные показатели зол различных видов должны соответствовать требованиям, указанным в таблице.
Наименование показателя
Вид сжигаемого угля
Значение показателя в зависимости от вида золы
I
II
III
IV
1. Содержание оксида кальция (СаО), % по массе:
для кислой золы, не более
Любой
10
10
10
10
для основной золы, св.
Бурый
10
10
10
10
в том числе:
свободного оксида кальция (СаОсв) не более:
для кислой золы
Любой
Не нормируется
для основной золы
Бурый
5
5
Не нормируется
2
2. Содержание оксида магния (MgO), % по массе, не более
Любой
5
5
Не нормируется
5
3. Содержание сернистых и сернокислых соединений в пересчете на SO3, % по массе, не более:
для кислой золы
Любой
3
5
3
3
для основной золы
Бурый
5
5
6
3
4. Содержание щелочных оксидов в пересчете на Na2O, % по массе, не более:
для кислой золы
Любой
3
3
3
3
для основной золы
Бурый
1,5
1,5
3,5
1,5
5. Потеря массы при прокаливании (п.п.п.), % по массе, не более:
для кислой золы
Антрацитовый
20
25
10
10
Каменный
10
15
7
5
Бурый
3
5
5
2
для основной золы
Бурый
3
5
3
3
6. Удельная поверхность, м2/кг, не менее:
для кислой золы
Любой
250
150
250
300
для основной золы
Бурый
250
200
150
300
7. Остаток на сите № 008, % по массе, не более:
для кислой золы
Любой
20
30
20
15
для основной золы
Бурый
20
20
30
15
Примечания:
1. Допускается в основных золах содержание свободного оксида кальция СаОсв и оксида магния MgO выше указанного в таблице, если обеспечивается равномерность изменения объема образцов при испытании их в автоклаве или применение этих зол обосновано специальными исследованиями бетона по долговечности с учетом конкретных условий эксплуатации.
2. Допускается в золах содержание сернистых и сернокислых соединений и потеря массы при прокаливании выше указанных в таблице, если применение этих зол обосновано специальными исследованиями по долговечности бетонов и коррозионной стойкости арматуры.
3. Допускается в золах I - III видов больший остаток на сите № 008 и меньшая величина удельной поверхности, чем указано в таблице, если при применении этих зол обеспечиваются заданные показатели качества бетона.
1.2.2. Золы в смеси с портландцементом должны обеспечивать равномерность изменения объема при испытании образцов кипячением в воде, а основные золы III вида - в автоклаве.
1.2.3. Влажность золы должна быть не более 1 % по массе.
1.2.4. Золы-уноса в зависимости от величины суммарной удельной эффективной активности естественных радионуклидов Аэфф применяют:
для производства материалов, изделий и конструкций, применяемых для строительства и реконструкции жилых и общественных зданий при Аэфф до 370 Бк/кг;
для производства материалов, изделий и конструкций, применяемых для строительства производственных зданий и сооружений, а также строительства дорог в пределах территорий населенных пунктов и зон перспективной застройки при Аэфф свыше 370 Бк/кг до 740 Бк/кг.
При необходимости в национальных нормах, действующих на территории государства, величина удельной эффективной активности естественных радионуклидов может быть изменена в пределах норм, указанных выше.
Источник: ГОСТ 25818-91**: Золы-уноса тепловых электростанций для бетонов. Технические условия
Русско-английский словарь нормативно-технической терминологии > характеристики
-
20 flash
1. сварочный грат (металл, выдавленный из зоны контакта кромок в процессе сварки давлением труб или стыковой сварки полосовой трубной заготовки); см. также barb; burr; discard; fin; ridge; rag; trim1. вспышка; отблеск; блескАнгло-русский словарь промышленной и научной лексики > flash
См. также в других словарях:
пресс-остаток — сущ., кол во синонимов: 1 • остаток (53) Словарь синонимов ASIS. В.Н. Тришин. 2013 … Словарь синонимов
пресс-остаток — пресс остаток, пресс остатка … Орфографический словарь-справочник
пресс-остаток — Недопрессованная при прессовании часть слитка или заготовки, обычно составляющая 10 20. Относится к отходам процесса. [http://www.manual steel.ru/eng a.html] Тематики металлургия в целом EN butt enddiscard … Справочник технического переводчика
пресс-остаток — Syn: жом остаток, остаток прессования … Металлургический словарь терминов
ПРЕСС-ОСТАТОК — [butt под давлением) избыточное количество металла, остающееся в камере прессования после заполнения металлом полости пресс формы. Величина пресс остатка составляет 8 12% от порции расплава … Металлургический словарь
Пресс-остаток — [butt end, discard] недопрессованная при прессовании (1.) часть слитка или заготовки, обычно составляющая 10 20 %. Относится к отходам процесса … Энциклопедический словарь по металлургии
пресс-... — Первая часть сложных слов со относящийся к прессе, к работникам прессы, напр. пресс бюро, пресс клуб, пресс секретарь, пресс служба. II. ПРЕСС ... Первая часть сложных слов со : 1) относящийся к прессу (в 1 знач.), к прессованию, напр. пресс л … Толковый словарь Ожегова
остаток — Последки, останки, развалины, реликвии, обрезки, объедки, огарок, окурок, осадок; наследие былых времен. Ср. избыток... Словарь русских синонимов и сходных по смыслу выражений. под. ред. Н. Абрамова, М.: Русские словари, 1999. остаток последки,… … Словарь синонимов
ПРЕСС- 2Е — ПРЕСС 2... Первая часть сложных слов со знач.: 1) относящийся к прессу (в 1 знач.), к прессованию, напр. пресс литьё, пресс остаток, пресс форма, пресс эффект; 2) относящийся к прессу (во 2 знач.), напр. пресс бювар; 3) спрессованный, напр. пресс … Толковый словарь Ожегова
остаток прессования — Syn: жом остаток, пресс остаток … Металлургический словарь терминов
остаток от перегонки пресс-дистиллята — — [http://slovarionline.ru/anglo russkiy slovar neftegazovoy promyishlennosti/] Тематики нефтегазовая промышленность EN pressure distillate bottoms … Справочник технического переводчика