-
21 mechanical straightedge
English-Russian dictionary of aviation and missile bases > mechanical straightedge
-
22 surplus aggregate
English-Russian dictionary of aviation and missile bases > surplus aggregate
-
23 undulation
волнистость ( неровность) поверхности ( покрытия)English-Russian dictionary of aviation and missile bases > undulation
-
24 alligatoring
-
25 II, III
2.6. На третьей захватке выполняют работы по уплотнению грунта насыпи.
Грунт уплотняют слоями толщиной 0,25 - 0,30 м последовательными круговыми проходами пневмокатка ДУ-101 по всей ширине насыпи за десять проходов по одному следу.
Уплотнять грунт следует при оптимальной влажности, определенной по ГОСТ 22733-77, которая не должна выходить за пределы указанной в табл. 1 для разных типов грунтов.
Таблица 1
Вид грунта
Влажность при требуемом коэффициенте уплотнения
1 - 0,98
0,95
0,90
Пески пылеватые, супеси легкие, крупные
Не более 1,35
Не более 1,6
Не нормируется
Супеси легкие и пылеватые
0,8 - 1,25
0,75 - 1,35
0,7 - 1,6
Супеси тяжелые пылеватые и суглинки легкие пылеватые
0,85 - 1,15
0,8 - 1,2
0,75 - 1,4
Суглинки тяжелые пылеватые, глины
0,95 - 1,05
0,9 - 1,1
0,85 - 1,2
При недостаточной влажности грунт увлажняют с помощью поливомоечной машины. В технологической карте (табл. 3) расход воды на эти цели принят в количестве 3 % от объема грунта.
Уплотнение следует начинать на расстоянии 2 м от бровки насыпи. Затем, смещая каток при каждом последующем проходе на 1/3 ширины следа в сторону бровки, прикатывают края насыпи, после чего уплотнение продолжают круговыми проходами катка, смещая полосы уплотнения от краев насыпи к ее оси, с перекрытием каждого следа на 1/3 ширины.
Каждый последующий проход по одному и тому же следу начинают после перекрытия предыдущими проходами всей ширины земляного полотна.
Требуемый коэффициент уплотнения грунта приведен в табл. 2. При оптимальной влажности грунта для достижения коэффициента уплотнения 0,95 ориентировочно назначают 6 - 8 проходов катка для связных и 4 - 6 - для несвязных грунтов; для достижения коэффициента уплотнения 0,98 - 8 - 12 проходов для связных и 6 - 8 - для несвязных грунтов. Необходимое количество проходов катка по одному следу уточняется пробной укаткой.
Таблица 2
Элементы земляного полотна
Глубина расположения слоя от поверхности покрытия, м
Наименьший коэффициент уплотнения грунта при типе дорожных одежд
капитальном
облегченном и переходном
в дорожно-климатических зонах
I
II, III
IV, V
I
II, III
IV, V
Рабочий слой
До 1,5
0,98 - 0,96
1,0 - 0,98
0,98 - 0,95
0,95 - 0,93
0,98 - 0,95
0,95
Для связных грунтов на начальном этапе уплотнения давление в шинах катка не должно превышать 0,2 - 0,3 МПа, на заключительном этапе - 0,6 - 0,8 МПа. При уплотнении песков давление в шинах на всех стадиях уплотнения не должно быть более 0,2 - 0,3 МПа.
Первый и последний проходы по полосе укатки выполняют на малой скорости пневмокатка (2 - 2,5 км/ч), промежуточные проходы - на большей (до 8 - 10 км/ч).
Отсыпку каждого последующего слоя можно производить только после разравнивания, уплотнения предыдущего и контроля качества работ.
Источник: snip-id-42047: Технологические карты на устройство земляного полотна и дорожной одежды
Англо-русский словарь нормативно-технической терминологии > II, III
-
26 IV, V
2.6. На третьей захватке выполняют работы по уплотнению грунта насыпи.
Грунт уплотняют слоями толщиной 0,25 - 0,30 м последовательными круговыми проходами пневмокатка ДУ-101 по всей ширине насыпи за десять проходов по одному следу.
Уплотнять грунт следует при оптимальной влажности, определенной по ГОСТ 22733-77, которая не должна выходить за пределы указанной в табл. 1 для разных типов грунтов.
Таблица 1
Вид грунта
Влажность при требуемом коэффициенте уплотнения
1 - 0,98
0,95
0,90
Пески пылеватые, супеси легкие, крупные
Не более 1,35
Не более 1,6
Не нормируется
Супеси легкие и пылеватые
0,8 - 1,25
0,75 - 1,35
0,7 - 1,6
Супеси тяжелые пылеватые и суглинки легкие пылеватые
0,85 - 1,15
0,8 - 1,2
0,75 - 1,4
Суглинки тяжелые пылеватые, глины
0,95 - 1,05
0,9 - 1,1
0,85 - 1,2
При недостаточной влажности грунт увлажняют с помощью поливомоечной машины. В технологической карте (табл. 3) расход воды на эти цели принят в количестве 3 % от объема грунта.
Уплотнение следует начинать на расстоянии 2 м от бровки насыпи. Затем, смещая каток при каждом последующем проходе на 1/3 ширины следа в сторону бровки, прикатывают края насыпи, после чего уплотнение продолжают круговыми проходами катка, смещая полосы уплотнения от краев насыпи к ее оси, с перекрытием каждого следа на 1/3 ширины.
Каждый последующий проход по одному и тому же следу начинают после перекрытия предыдущими проходами всей ширины земляного полотна.
Требуемый коэффициент уплотнения грунта приведен в табл. 2. При оптимальной влажности грунта для достижения коэффициента уплотнения 0,95 ориентировочно назначают 6 - 8 проходов катка для связных и 4 - 6 - для несвязных грунтов; для достижения коэффициента уплотнения 0,98 - 8 - 12 проходов для связных и 6 - 8 - для несвязных грунтов. Необходимое количество проходов катка по одному следу уточняется пробной укаткой.
Таблица 2
Элементы земляного полотна
Глубина расположения слоя от поверхности покрытия, м
Наименьший коэффициент уплотнения грунта при типе дорожных одежд
капитальном
облегченном и переходном
в дорожно-климатических зонах
I
II, III
IV, V
I
II, III
IV, V
Рабочий слой
До 1,5
0,98 - 0,96
1,0 - 0,98
0,98 - 0,95
0,95 - 0,93
0,98 - 0,95
0,95
Для связных грунтов на начальном этапе уплотнения давление в шинах катка не должно превышать 0,2 - 0,3 МПа, на заключительном этапе - 0,6 - 0,8 МПа. При уплотнении песков давление в шинах на всех стадиях уплотнения не должно быть более 0,2 - 0,3 МПа.
Первый и последний проходы по полосе укатки выполняют на малой скорости пневмокатка (2 - 2,5 км/ч), промежуточные проходы - на большей (до 8 - 10 км/ч).
Отсыпку каждого последующего слоя можно производить только после разравнивания, уплотнения предыдущего и контроля качества работ.
Источник: snip-id-42047: Технологические карты на устройство земляного полотна и дорожной одежды
Англо-русский словарь нормативно-технической терминологии > IV, V
-
27 inleakage
-
28 III
- Характеристики
- Требования к исходным материалам
- Рабочая документация архитектурно-строительной части памятника в целом.
- Паяные узлы
- Минимальное обязательное количество зеркал заднего вида
- максимальный уровень
- конденсатор или RC-сборка класса X
- вычислитель
- Внутренние зеркала заднего вида (класс I)
1.5.3 конденсатор или RC-сборка класса X (capacitor or RC-unit of class X): Конденсатор или RC-сборка, применяемые в случаях, когда пробой конденсатора или RC-сборки не ведет к опасности поражения электрическим током.
Конденсаторы класса X подразделяют на три подкласса (см. таблицу IA) в соответствии с импульсным пиковым напряжением, наложенным на напряжение сети, воздействию которых они могут быть подвергнуты при эксплуатации. Такое импульсное напряжение может возникать из-за разрядов молний на наружных линиях, от включения соседнего оборудования или аппаратуры, в которой применяется конденсатор.
Таблица IA
Подкласс
Пиковое импульсное напряжение при эксплуатации, кВ
Категория сборки по МЭК 60664-1
Применение
Пиковое импульсное напряжение UP,подаваемое перед испытанием на срок службы, кВ
Х1
>2,5
£4,0
III
При высоких импульсных напряжениях
При Сном £ 1,0 мкФ UР= 4;
при Сном > 1,0 мкФ
UР=

Х2
£2,5
II
Общего назначения
При Сном £ 1,0 мкФ UР = 2,5;
при Сном > 1,0 мкФ
UР=

Х3
£1,2
-
Общего назначения
Не подается
Примечание - Коэффициент, используемый при уменьшении UРдля значений емкости более 1,0 мкФ, дает возможность поддерживать постоянным значение произведения 1/2Сном · U
 для этих значений емкости.
для этих значений емкости.Источник: ГОСТ Р МЭК 60384-14-2004: Конденсаторы постоянной емкости для электронной аппаратуры. Часть 14. Групповые технические условия на конденсаторы постоянной емкости для подавления электромагнитных помех и соединения с питающими магистралями оригинал документа
3.5 Паяные узлы
Термины, относящиеся к паяным узлам, приведены на рисунках 4 и 5.
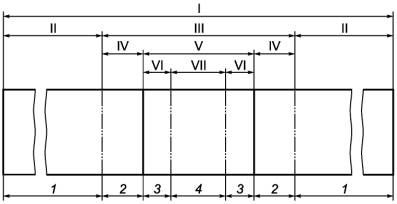
Термины, относящиеся к деталям
Паяный узел/деталь
I
Зона основного материала
II
Паяное соединение
III
Зона термического влияния
IV
Паяный шов
V
Диффузионная/переходная зона
VI
Зона металла припоя
VII
Термины, относящиеся к материалам
Основной материал
1
Основной материал, претерпевший изменения при пайке
2
Диффузионная (переходная) зона
3
Металл припоя
4
Рисунок 4 - Термины, относящиеся к деталям и материалам паяных узлов
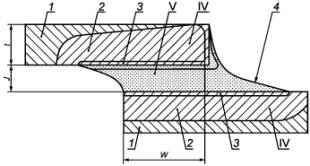
Материал
1 - основной материал;
2 - основной материал, претерпевший изменения при пайке;
3 - диффузионная (переходная) зона;
4 - металл припоя
Узел
IV - зона термического влияния,
V - паяный шов
Размеры
t - толщина детали,
J - эффективная ширина соединения,
W - длина нахлестки
Рисунок 5 - Схема паяного соединения
Источник: ГОСТ Р ИСО 857-2-2009: Сварка и родственные процессы. Словарь. Часть 2. Процессы пайки. Термины и определения оригинал документа
5.2 Характеристики
5.2.1 Краны должны обеспечивать подачу воды на смыв при минимальном рабочем давлении 0,1 МПа в количествах и с расходами, указанными в таблице 1.
Таблица 1
Условный проход крана Dy, мм
Расход воды, л/с
Количество воды, поступающей на смыв за один цикл, л
мин.
макс.
мин.
макс.
10, 15
0,2
1,0
0,6
4,0
20
1,0
1,7
4,0
7,0
25
1,5
2,0
6,0
8,0
5.2.2 Краны должны иметь устройство для регулирования количества воды, подаваемой на смыв.
5.2.3 Краны должны быть герметичны и выдерживать пробное давление воды не менее 1,6 МПа для кранов I группы и не менее 0,9 МПа - для кранов II группы.
5.2.4 Краны должны обеспечивать плотное закрытие при рабочих давлениях до 1,0 МПа для кранов I группы и до 0,6 МПа - для кранов II группы.
5.2.5 Конструкция крана должна исключать возможность обратного всасывания загрязненной воды в водопроводную сеть из промываемых приборов при возникновении разрежения в системе водопровода до 0,08 МПа. При этом высота подъема воды в смывной трубе не должна превышать 250 мм.
5.2.6 Конструкция крана должна обеспечивать такое его закрытие, при котором давление воды в водопроводной сети перед ним не должно увеличиваться более чем на 50% по сравнению со статическим давлением.
5.2.7 Усилие на пусковое устройство (ручка, кнопка) крана, необходимое для его открытия, не должно быть более 35 Н, а открывание и закрывание вентиля должно происходить при крутящем моменте не более 2Н × м при давлениях, указанных в п. 5.2.4.
5.2.8 Технический ресурс кранов с учетом замены резино-технических изделий должен составлять не менее 100000 рабочих циклов, наработка до отказа - не менее 50000 циклов.
5.2.9 Краны должны классифицироваться по трем акустическим группам I, II, III в зависимости от значения La - уровня шума арматуры в дБА или Ds - приведенной разности уровней в дБА в соответствии с таблицей 2 для вновь разрабатываемой водоразборной арматуры.
Таблица 2 Уровень шума в дБА
Акустическая группа
Ds
La
I
³ 25
£ 20
II
³ 25
£ 30
III
< 15
< 50
5.2.10 Параметр шероховатости видимых в условиях эксплуатации поверхности деталей с защитно-декоративным гальваническим покрытием должен быть Ra £ 0,63 по ГОСТ 2789.
5.2.11 Наружная видимая после монтажа поверхность крана из цветных металлов должна иметь защитно-декоративное гальваническое покрытие вида Н9.б.Х.б по ГОСТ 9.303.
Допускается применение других видов защитно-декоративных покрытий, обеспечивающих качество защиты и декоративность в течение установленного ресурса.
5.2.12 Защитно-декоративное покрытие должно быть сплошным, не иметь отслаивания покрытия и др. дефектов и должно удовлетворять ГОСТ 9.301.
5.2.13 Детали, изготовленные из пластмасс, не должны иметь трещин, вздутий, наплывов, раковин, следов холодного спая и посторонних включений, видимых без применения увеличительных приборов. Выступы или углубления в местах удаления литников не должны превышать 1 мм, а следы от разъема пресс-форм - не более 0,5 мм.
Не допускаются отклонения формы деталей, влияющие не качество их сопряжений.
5.2.14 Детали крана, изготовленные из металла, не должны иметь видимых дефектов (вмятин, гофр, царапин и др.).
5.2.15 Основные размеры метрической резьбы должны соответствовать требованиям ГОСТ 24705 с допусками по ГОСТ 16093, степень точности 7Н - для внутренней и 8g - для наружной резьбы.
Резьба должна быть чистой и не иметь поврежденных витков. Сбеги резьб, недорезы проточки и фаски должны выполняться по ГОСТ 10549. Не допускается наличие сорванных витков, а также заусенцы на поверхности резьбы, препятствующие соединению деталей.
Источник: ГОСТ 11614-94: Краны смывные полуавтоматические. Технические условия оригинал документа
7.1.1 Внутренние зеркала заднего вида (класс I)
Отражающая поверхность должна иметь такие размеры, чтобы в них можно было вписать прямоугольник, одна из сторон которого равна 4 см, а другая α,если
7.1.2 Внешние зеркала заднего вида (классы II и III)
7.1.2.1 Отражающая поверхность должна иметь такие размеры, чтобы в них можно было вписать:
7.1.2.1.1 прямоугольник, высота которого составляет 4 см, а основание, измеренное в сантиметрах, равно α;
7.1.2.1.2 сегмент, параллельный высоте прямоугольника, длина которого, выраженная в сантиметрах, равна b.
7.1.2.2 Минимальные значения α и b приведены в следующей таблице.
Классы зеркал заднего вида
Категория транспортных средств, для которых предназначены зеркала заднего вида
α
β
II
М2, М3, N2 и N3

20
III
M1 и N1, N2 и N3 (в случае применения предписаний 16.2.1.3)

7
Источник: ГОСТ Р 41.46-99: Единообразные предписания, касающиеся официального утверждения зеркал заднего вида и механических транспортных средств в отношении установки на них зеркал заднего вида оригинал документа
16.2.1 Минимальное обязательное количество зеркал заднего вида
16.2.1.1 Для транспортных средств категорий М и N предписываемое в 16.5 поле обзора должно обеспечиваться минимальным обязательным количеством зеркал заднего вида, указанным в таблице.
16.2.1.2 Однако в случае транспортных средств категорий М1 и N1:
16.2.1.2.1 если внутреннее зеркало заднего вида не отвечает предписаниям 16.5.2, то на транспортном средстве должно быть установлено дополнительное внешнее зеркало заднего вида. Это зеркало устанавливают с правой стороны транспортного средства в странах с правосторонним движением и с левой стороны - в странах с левосторонним движением;
Категория транспортного средства
Внутренние зеркала заднего вида класса I
Количество зеркал заднего вида
Основные зеркала классов
Широкоугольные зеркала класса IV
Зеркала бокового обзора класса V
II
III
M1
1
(см. также
16.2.1.2)
-
(см. также 16.2.1.2.3)
1 Устанавливается на стороне, противоположной стороне направления движения (см. также 16.2.2.1)
-
-
М2
-
2
(по одному с левой и правой сторон)
-
(см. также 16.2.2.4)
(см. также 16.2.2.2 и 16.3.7)
М3
-
2
(по одному с левой и правой сторон)
-
(см. также 16.2.2.4)
(см. также 16.2.2.2 и 16.3.7)
N1
1
(см. также 16.2.1.2)
(см. также 16.2.1.2.3)
1 Устанавливается на стороне, противоположной стороне направления движения (см. также 16.2.2.1)
-
-
N2 ≤ 7,5 т
-
(см. также 16.2.2.3)
2
(по одному с левой и правой сторон)
-
(см. также 16.2.1.3)
(см. также 16.2.2.4 и 16.2.1.4)
-
(см. также 16.2.2.2 и 16.3.7)
N2 ≥ 7,5 т
-
(см. также 16.2.2.3)
2
(по одному с левой и правой сторон)
-
(см. также 16.2.1.3)
1
-
1
(см. также 16.3.7)
N3
-
(см. также 16.2.2.3)
2
(по одному с левой и правой сторон)
-
(см. также 16.2.1.3)
1
-
1
(см. также 16.3.7)
Источник: ГОСТ Р 41.46-99: Единообразные предписания, касающиеся официального утверждения зеркал заднего вида и механических транспортных средств в отношении установки на них зеркал заднего вида оригинал документа
1.2. Характеристики
1.2.1. Качественные показатели зол различных видов должны соответствовать требованиям, указанным в таблице.
Наименование показателя
Вид сжигаемого угля
Значение показателя в зависимости от вида золы
I
II
III
IV
1. Содержание оксида кальция (СаО), % по массе:
для кислой золы, не более
Любой
10
10
10
10
для основной золы, св.
Бурый
10
10
10
10
в том числе:
свободного оксида кальция (СаОсв) не более:
для кислой золы
Любой
Не нормируется
для основной золы
Бурый
5
5
Не нормируется
2
2. Содержание оксида магния (MgO), % по массе, не более
Любой
5
5
Не нормируется
5
3. Содержание сернистых и сернокислых соединений в пересчете на SO3, % по массе, не более:
для кислой золы
Любой
3
5
3
3
для основной золы
Бурый
5
5
6
3
4. Содержание щелочных оксидов в пересчете на Na2O, % по массе, не более:
для кислой золы
Любой
3
3
3
3
для основной золы
Бурый
1,5
1,5
3,5
1,5
5. Потеря массы при прокаливании (п.п.п.), % по массе, не более:
для кислой золы
Антрацитовый
20
25
10
10
Каменный
10
15
7
5
Бурый
3
5
5
2
для основной золы
Бурый
3
5
3
3
6. Удельная поверхность, м2/кг, не менее:
для кислой золы
Любой
250
150
250
300
для основной золы
Бурый
250
200
150
300
7. Остаток на сите № 008, % по массе, не более:
для кислой золы
Любой
20
30
20
15
для основной золы
Бурый
20
20
30
15
Примечания:
1. Допускается в основных золах содержание свободного оксида кальция СаОсв и оксида магния MgO выше указанного в таблице, если обеспечивается равномерность изменения объема образцов при испытании их в автоклаве или применение этих зол обосновано специальными исследованиями бетона по долговечности с учетом конкретных условий эксплуатации.
2. Допускается в золах содержание сернистых и сернокислых соединений и потеря массы при прокаливании выше указанных в таблице, если применение этих зол обосновано специальными исследованиями по долговечности бетонов и коррозионной стойкости арматуры.
3. Допускается в золах I - III видов больший остаток на сите № 008 и меньшая величина удельной поверхности, чем указано в таблице, если при применении этих зол обеспечиваются заданные показатели качества бетона.
1.2.2. Золы в смеси с портландцементом должны обеспечивать равномерность изменения объема при испытании образцов кипячением в воде, а основные золы III вида - в автоклаве.
1.2.3. Влажность золы должна быть не более 1 % по массе.
1.2.4. Золы-уноса в зависимости от величины суммарной удельной эффективной активности естественных радионуклидов Аэфф применяют:
для производства материалов, изделий и конструкций, применяемых для строительства и реконструкции жилых и общественных зданий при Аэфф до 370 Бк/кг;
для производства материалов, изделий и конструкций, применяемых для строительства производственных зданий и сооружений, а также строительства дорог в пределах территорий населенных пунктов и зон перспективной застройки при Аэфф свыше 370 Бк/кг до 740 Бк/кг.
При необходимости в национальных нормах, действующих на территории государства, величина удельной эффективной активности естественных радионуклидов может быть изменена в пределах норм, указанных выше.
Источник: ГОСТ 25818-91**: Золы-уноса тепловых электростанций для бетонов. Технические условия
4.2 Требования к исходным материалам
4.2.1 Для приготовления смесей следует применять нефтяные дорожные битумы марок БНД(БН) 90/130 и 60/90 по ГОСТ 22245-90*.
4.2.2 Для пластификации старого битума, содержащегося в грануляте, рекомендуется использовать менее вязкие битумы и добавки поверхностно-активных веществ катионного типа. В качестве пластифицирующих добавок при производстве смесей с добавками гранулята допускается применение жидких дорожных битумов марок МГ и МГО по ГОСТ 11955-82*.
4.2.3 В качестве крупных фракций минерального материала следует применять щебень из плотных горных пород с максимальным размером зерен 20 мм для мелкозернистых смесей и 40 мм - для крупнозернистых смесей по ГОСТ 8267-93*.
4.2.4 Физико-механические свойства щебня должны отвечать требованиям ГОСТ 9128-97* в зависимости от вида, типа и марки выпускаемой асфальтобетонной смеси.
4.2.5 Песок для приготовления смесей должен отвечать требованиям ГОСТ 8736-93* и ГОСТ 9128-97*.
4.2.6 Для приготовления смесей следует применять минеральный порошок, отвечающий требованиям ГОСТ Р 52129-2003.
4.2.7 В качестве гранулята следует использовать продукты холодного фрезерования асфальтобетонных покрытий в виде крошки или гранулята асфальтобетонного лома, прошедшего предварительное измельчение в дробильно-сортировочной установке.
4.2.8 Максимальный размер гранулята старого асфальтобетона должен быть не более 20 мм.
4.2.9 Перед подбором состава асфальтобетонной смеси и ее приготовлением партию старого асфальтобетона следует испытать в лаборатории для определения среднего зернового состава минеральной части и среднего содержания битума. Минимальный объем партии гранулята должен быть достаточным для непрерывной работы асфальтосмесительной установки в течение одной смены.
4.2.10 Гранулят в каждой партии должен быть однородным по составу. Коэффициент вариации содержания щебня (фр. 5 - 20 мм) и песка (фр. 0,071 - 5 мм) в партии гранулята не должен превышать 0,25. Коэффициент вариации содержания зерен размером менее 0,071 мм и битума не должен превышать 0,20. При больших значениях коэффициента вариации штабель гранулята асфальтовой крошки следует перемешивать для придания однородности материалу.
4.2.11 Физико-механические свойства асфальтобетонов с добавкой гранулята должны отвечать требованиям ГОСТ 9128-97*. Кроме этого, предел прочности при сжатии плотных асфальтобетонов всех типов при температуре 50 °С не должен превышать для марки I - 1,8, марки II - 2,0, марки III - 2,ЗМПа. Данное требование не распространяется на результаты испытаний образцов, отформованных вторично из вырубок и кернов, отобранных из уплотненного покрытия.
4.2.12 Составы асфальтобетонных смесей с добавками гранулята следует подбирать в лаборатории с выполнением всех требований ГОСТ 9128-97* и настоящих ТР. При подборе состава смеси необходимо принимать в расчет средний состав и свойства старого асфальтобетона в заготовленной партии, определяемые в соответствии с ГОСТ 12801-98*. При этом размеры зерен минеральной части старого асфальтобетона менее 0,63 мм, от 0,36 до 5 мм и более 5 мм принимаются как части минерального порошка, песка и щебня соответственно, а содержание битума в составе гранулята - как часть битума в проектируемой смеси.
4.2.13 Температура смеси при выпуске из смесителя должна отвечать требованиям ГОСТ 9128-97*.
4.2.14 Показатель однородности асфальтобетонов с добавкой гранулята, определяемый по величине коэффициента вариации прочности на сжатие при температуре 50°С, должен соответствовать указанному в таблице 1.
Таблица 1 - Требования к однородности смесей
Наименование показателя
Значения коэффициента вариации по маркам, не более
I
II
III
Прочность на сжатие при температуре 50 °С
0,16
0,18
0,20
5.1.2. Рабочая документация архитектурно-строительной части памятника в целом.
Таблица 5.7.
№№ п.п.
Объем памятника, в тыс. куб.м.
Базовая цена, руб.
Категории сложности
I
II
III
IV
а
б
в
г
1.
до 0,25
6433
7301
9241
12416
2.
0,5
7736
8799
11165
14994
3.
1,0
8697
99999
12832
17496
4.
3,0
12348
14100
17972
24312
5.
5,0
15300
17496
22329
30260
6.
10,0
21385
24499
31315
42505
7.
20,0
29562
33894
43382
58946
8.
30,0
35476
40693
52112
70842
9.
50,0
55380
63592
81504
110896
10.
70,0
84516
97085
204103
169493
11.
100,0
115466
132689
170199
231764
12.
150,0
167288
192281
246699
336015
13.
200,0
219180
251975
323327
440435
14.
На каждые 50,0 более 200,0
44088
50759
65149
88763
3.21 вычислитель: Средство измерительной техники, которое преобразовывает выходные сигналы средств измерений объема и расхода газа, измерительных преобразователей параметров потока и среды и вычисляет объем газа, приведенный к стандартным условиям.
Примечание - Для вычислителя нормируют предел допускаемой погрешности преобразования входных сигналов и погрешность вычислений».
Раздел 4. Четвертый абзац изложить в новой редакции:
«ПР - преобразователь расхода;».
Подраздел 5.1.Третий, четвертый абзацы. Заменить слова: «более 105 м3/ч» на «от 105 м3/ч включ.»; «более 2 × 104 до 105 м3/ч включ.» на «от 2 × 104 до 105 м3/ч включ.»;
седьмой - последний абзацы изложить в новой редакции:
«По назначению СИКГ подразделяют на следующие классы:
- А - СИКГ, предназначенные для выполнения измерений в целях проведения взаимных расчетов;
- Б - СИКГ, предназначенные для выполнения измерений объемов газа, потребляемого на собственные технологические и инфраструктурные нужды (выработка электроэнергии, котельные, печи подогрева нефти, печи УПСВ, путевые подогреватели и т. п.);
- В - СИКГ, предназначенные для выполнения измерений объемов газа, сбрасываемых в атмосферу и сжигаемых на факелах (установки сброса газа на свечу, факельные установки и т. п.)».
Подраздел 5.2. Таблицу 1 изложить в новой редакции:
Таблица 1
Категория
Пределы допускаемой относительной
А
Б
В
I
±1,5
±2,5
±5,0
II
±2,0
±2,5
±5,0
III
±2,5
±3,0
±5,0
IV
±3,0
±4,0
±5,0
Примечание - При отсутствии технических решений, обеспечивающих однофазность потока по измерительной линии, для всех категорий и классов СИКГ пределы допускаемой относительной погрешности измерений объема свободного нефтяного газа, приведенного к стандартным условиям, составляют не более ±5 %».
Подпункт 5.3.4.3. Первый абзац изложить в новой редакции:
«Относительную погрешность объема газа, приведенного к стандартным условиям, по результатам измерений при помощи СИ объема (объемного расхода) при рабочих условиях определяют при отсутствии в составе СИ корректора или вычислителя и при их наличии»;
формула (3). Экспликацию изложить в новой редакции:
«
 p - коэффициент влияния давления на объем газа, приведенный к стандартным условиям;
p - коэффициент влияния давления на объем газа, приведенный к стандартным условиям;dp - относительная погрешность измерений давления газа;
 - коэффициент влияния температуры на объем газа, приведенный к стандартным условиям;
- коэффициент влияния температуры на объем газа, приведенный к стандартным условиям;dТ - относительная погрешность измерений температуры газа;
 - относительная погрешность определения коэффициента сжимаемости газа.»;
- относительная погрешность определения коэффициента сжимаемости газа.»;Источник: 1:
3.28 максимальный уровень: Максимально допустимый уровень наполнения резервуара жидкостью при его эксплуатации, установленный технической документацией на резервуар».
Раздел 4. Наименование изложить в новой редакции: «4 Методы поверки».
Пункт 4.1 после слова «методом» изложить в новой редакции:
«Допускаются:
- комбинация геометрического и объемного методов поверки, например, определение вместимости «мертвой» полости или вместимости резервуара в пределах высоты неровностей днища объемным методом при применении геометрического метода поверки;
- комбинация динамического объемного и статического объемного методов поверки».
Пункты 5.1.1 (таблица 1, головка), 5.1.2. Заменить значение: 50000 на 100000.
Подраздел 5.2. Наименование. Заменить слово: «основных» на «рабочих эталонов».
Подпункты 5.2.1.1, 5.2.1.2, 5.2.1.10, 5.2.2.5 изложить в новой редакции:
«5.2.1.1 Рулетки измерительные 2-го класса точности с верхними пределами измерений 10, 20, 30 и 50 м по ГОСТ 7502.
5.2.1.2 Рулетки измерительные с грузом 2-го класса точности с верхними пределами измерений 10, 20 и 30 м по ГОСТ 7502.
5.2.1.10 Штангенциркуль с диапазонами измерений: от 0 до 125 мм; от 0 до 150 мм; от 150 до 500 мм; от 500 до 1600 мм (черт. 3) по ГОСТ 166.
5.2.2.5 Рулетки измерительные с грузом 2-го класса точности с пределами измерений 10, 20 и 30 м по ГОСТ 7502».
Подраздел 5.2 дополнить подпунктами - 5.2.1.19, 5.2.2.9:
«5.2.1.19 Анализатор течеискатель АНТ-3.
5.2.2.9 Анализатор течеискатель АНТ-3».
Пункт 5.2.4. Заменить слова: «Основные средства поверки резервуаров» на «Применяемые рабочие эталоны и средства поверки».
Пункт 5.2.5 дополнить словами: «по взрывозащищенности - ГОСТ 12.1.011».
Подпункт 5.3.1.4 изложить в новой редакции:
«5.3.1.4 Резервуар при первичной поверке должен быть порожним. При периодической и внеочередной поверках в резервуаре может находиться жидкость до произвольного уровня, а в резервуаре с плавающим покрытием - до минимально допустимого уровня, установленного в технологической карте резервуара.
Плавающая крыша должна быть освобождена от посторонних предметов (от воды и других предметов, не относящихся к плавающей крыше)».
Подпункт 5.3.1.5 до слов «В этом случае» изложить в новой редакции:
«При наличии жидкости в резервуаре для нефтепродукта при его поверке (периодической или внеочередной) допускается использовать результаты измерений вместимости «мертвой» полости, полученные ранее, и вносить их в таблицу Б.9 приложения Б, если изменение базовой высоты резервуара по сравнению с результатами ее измерений в предыдущей поверке составляет не более 0,1 %, а изменения степени наклона и угла направления наклона резервуара составляют не более 1 %»;
подпункт дополнить примечанием:
«Примечание - Вместимость «мертвой» полости резервуара для нефти и нефтепродуктов, образующих парафинистые отложения, при проведении периодической и внеочередной поверок допускается принимать равной ее вместимости, полученной при первичной поверке резервуара или полученной при периодической поверке резервуара после его зачистки».
Подпункт 5.3.2.1. Примечание после слов «до плюс 2 °С - при применении дизельного топлива» дополнить словами: «и воды;».
Пункт 5.3.3 исключить.
Пункт 6.1 после слов «(государственной) метрологической службы» дополнить знаком сноски:1); дополнить сноской:
«1) На территории Российской Федерации орган государственной метрологической службы проходит аккредитацию на право проведения поверки резервуаров».
Пункт 6.2 изложить в новой редакции:
«6.2 Поверки резервуара проводят:
- первичную - после завершения строительства резервуара или капитального ремонта и его гидравлических испытаний - перед вводом его в эксплуатацию;
- периодическую - по истечении срока межповерочного интервала;
- внеочередную - в случаях изменения базовой высоты резервуара более чем на 0,1 % по 9.1.10.3; при внесении в резервуар конструктивных изменений, влияющих на его вместимость, и после очередного полного технического диагностирования».
Пункт 7.1. Заменить слова: «в установленном порядке» на «и промышленной безопасности в установленном порядке2)».
Пункт 7.1, подпункт 7.1.1 дополнить сноской - 2):
«2) На территории Российской Федерации действует Постановление Росгортехнадзора № 21 от 30.04.2002».
Пункт 7.1 дополнить подпунктом - 7.1.1:
«7.1.1 Измерения величин при поверке резервуара проводит группа лиц, включающая поверителя организации, указанной в 6.1, и не менее двух специалистов, прошедших курсы повышения квалификации, и других лиц (при необходимости), аттестованных по промышленной безопасности в установленном порядке2)».
Пункт 7.3 дополнить подпунктом - 7.3.3:
«7.3.3 Лица, выполняющие измерения, должны быть в строительной каске по ГОСТ 12.4.087».
Пункт 7.6. Заменить слова: «или уровень» на «и уровень».
Пункт 7.8 дополнить словами: «и должен быть в строительной каске по ГОСТ 12.4.087».
Пункт 7.9 изложить в новой редакции:
«7.9 Средства поверки по 5.2.1.4, 5.2.1.17, 5.2.1.19 при поверке резервуара геометрическим методом, средства поверки по 5.2.2.1, 5.2.2.2, 5.2.2.8, 5.2.2.9, 5.2.5 при поверке объемным методом должны быть во взрывозащищенном исполнении для групп взрывоопасных смесей категории II В-ТЗ по ГОСТ 12.1.011 и предназначены для эксплуатации на открытом воздухе».
Пункт 7.10 после слова «резервуара» дополнить словами: «в рабочей зоне»;
заменить слова: «на высоте 2000 мм» на «(на высоте 2000 мм)».
Подпункт 8.2.8 исключить.
Подпункт 9.1.1.1 изложить в новой редакции:
«9.1.1.1 Длину окружности Lн измеряют на отметке высоты:
- равной 3/4 высоты первого пояса, если высота пояса находится в пределах от 1500 до 2250 мм;
- равной 8/15 высоты первого пояса, если высота пояса составляет 3000 мм.
При наличии деталей, мешающих измерениям, допускается уменьшать высоту на величину до 300 мм от отметки 3/4 или 8/15 высоты первого пояса».
Подпункт 9.1.1.7 после слов «динамометра усилием» изложить в новой редакции:
«(100 ± 10) Н - для рулеток длиной 10 м и более;
(10 ± 1) Н - для рулеток длиной 1 - 5 м.
Для рулеток с желобчатой лентой - без натяжения».
Подпункт 9.1.1.13. Формула (3). Знаменатель. Заменить знак: «-» на «+».
Подпункт 9.1.1.17. Последний абзац изложить в новой редакции:
«Значение поправок (суммарных при наличии двух и более) на обход в миллиметрах вносят в протокол, форма которого приведена в приложении Б».
Подпункт 9.1.2.2 изложить в новой редакции:
«9.1.2.2 Окружность первого пояса резервуара, измеренную по 9.1.1, разбивают на равные части (откладывают дугу постоянной длины и наносят вертикальные отметки на стенке первого пояса), начиная с образующей резервуара, находящейся в плоскости А (рисунок А.10а), проходящей через точку измерений уровня жидкости и базовой высоты резервуара на направляющей планке измерительного люка и продольную ось резервуара, с соблюдением следующих условий:
- число разбивок должно быть четным;
- число разбивок в зависимости от вместимости резервуара выбирают по таблице 3.
Таблица 3
Наименование показателя
Значение показателя для вместимости резервуара, м3, не менее
100
200
300
400
700
1000
2000
3000
5000
10000
20000
30000
50000
100000
Число разбивок
24
26
28
30
32
34
36
38
40
42
44
46
48
52
Все отметки разбивок пронумеровывают по часовой стрелке в соответствии с рисунком А.10».
Подпункт 9.1.2.5. Второй абзац. Заменить слова: «или ниже ребра» на «и ниже ребра».
Пункт 9.1.3 изложить в новой редакции:
«9.1.3 Определение степени наклона и угла направления наклона резервуара
9.1.3.1 Степень наклона h и угол направления наклона j резервуара определяют по результатам измерений угла и направления наклона контура днища резервуара снаружи (или изнутри) с применением нивелира с рейкой.
9.1.3.2 Степень наклона и угол направления наклона резервуара определяют в два этапа:
- на первом этапе устанавливают номера двух противоположных отметок разбивки (образующих резервуара), через которые проходит приближенное направление наклона резервуара;
- на втором этапе определяют степень наклона и угол уточненного направления наклона резервуара.
9.1.3.3 Приближенное направление наклона резервуара определяют в следующей последовательности:
а) проводят разбивку длины окружности первого пояса по 9.1.2.2;
б) освобождают утор окраек днища (далее - утор днища) резервуара от грунта;
в) устанавливают нивелир напротив первой отметки разбивки на расстоянии 5 - 10 м от резервуара и приводят его в горизонтальное положение;
г) устанавливают рейку вертикально в точке на уторе днища, находящейся напротив первой отметки разбивки, отсчитывают показание шкалы рейки l1 с погрешностью до 1 мм;
д) последовательно устанавливая рейку по часовой стрелке в точках на уторе днища, находящихся напротив отметок разбивки 2, 3,..., v, отсчитывают показания шкалы рейки l2, l3,..., lvс погрешностью до 1 мм;
е) для снятия показаний рейки в оставшихся точках отметок разбивки нивелир устанавливают на расстоянии 5 - 10 м от резервуара напротив отметки разбивки (v +1) и, устанавливая рейку вторично в точке отметки разбивки v, вторично снимают показание рейки l¢v. При этом показание рейки в точке, находящейся напротив отметки разбивки v (крайней) до перенесения нивелира на другое место lv, должно совпадать с показанием рейки в этой же точке разбивки v после перенесения нивелира на другое место, то есть l¢v с погрешностью до 1 мм. Выполнение этого условия обеспечивается регулированием высоты нивелира после перенесения его на другое место.
В случае невозможности выполнения вышеуказанного условия регулированием высоты нивелира на показание рейки в точках, находящихся напротив отметок разбивки (v + 1), (v + 2),..., s, вводят поправку, например на показание рейки в точке, находящейся напротив отметки разбивки (v + 1), l¢v+1 по формуле
lv+1 = l¢v+1 + Dl, (3a)
где l¢v+1 - показание рейки после перенесения нивелира на другое место, мм;
Dl - поправка, мм. Ее значение определяют по формуле
Dl = lv - l¢v, (3б)
где lv - показание рейки, находящейся напротив отметки v до перенесения нивелира на другое место, мм;
l¢v - показание рейки, находящейся напротив отметки v после перенесения нивелира на другое место, мм;
ж) выполняя аналогичные операции по перечислению е), отсчитывают показания рейки до отметки разбивки т (т - число отметок разбивки длины окружности первого пояса резервуара).
Показания шкалы рейки lk вносят в протокол, форма которого приведена в приложении Б (таблица Б.14).
Определяют значение разности показаний шкалы рейки в точках утора днища, находящихся напротив двух противоположных отметок разбивки Dlk, мм (см. таблицу Б.14):
- при числе отметок k от 1 до
 по формуле
по формулеDl¢k = lk - l(m/2+k); (3в)
- при числе отметок от
 до т по формуле
до т по формулеDl²k = lk - l(k-m/2), (3г)
где lk - показание шкалы рейки в точке, находящейся напротив k-й отметки, мм;
l(m/2+k), l(k-m/2) - показания шкалы рейки в точках, находящейся напротив отметок разбивки (т/2 + k) и (k - т/2), мм;
k - номер отметки разбивки. Его значения выбирают из ряда: 1, 2, 3, 4,..., т;
т - число отметок разбивки длины окружности первого пояса резервуара.
Строят график (рисунок А.10) функции Dlk, рассчитываемой по формулам (3в) и (3г). Если кривая, соединяющая точки графика Dlk относительно абсциссы, имеет вид синусоиды с периодом, равным отрезку 1 - т (кривая С на рисунке А.10), то резервуар стоит наклонно, если нет (кривая В) - резервуар стоит не наклонно.
По максимальному значению разности (Dlk)max, определенному по формуле (3в) или (3г), устанавливают приближенное направление наклона резервуара (рисунок А.10б).
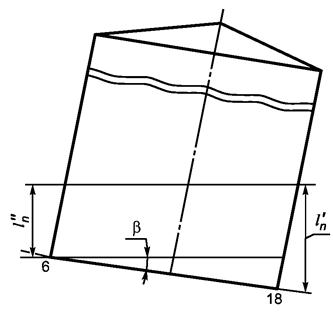
Приближенное значение угла направления наклона резервуара jп определяют по формуле
 (3д)
(3д)где N - число разбивок, отсчитываемое от первой отметки разбивки до приближенного направления наклона резервуара, равное k - 1.
9.1.3.4 Степень наклона и уточненный угол направления наклона резервуара определяют в следующей последовательности:
а) проводят дополнительное разбивание длины дуги противоположных разбивок (рисунок А.10б), например находящихся справа от отметок разбивки 6 и 18 (разбивки N5 и N17) и слева от отметок разбивки 6 и 18 (разбивки N6 и N18) от приближенного направления наклона контура днища, определенного по 9.1.3.3;
б) длину дуги дополнительного разбивания DL, мм, соответствующую 1°, вычисляют по формуле

где Lн - длина наружной окружности первого пояса резервуара, мм;
в) дугу длиной, вычисленной по формуле (3е), откладывают справа и слева (наносят вертикальные отметки на стенке первого пояса), начиная с образующих (отметок разбивки), по которым проходит приближенное направление наклона резервуара. Отметки отложенных дополнительных дуг (разбивок) нумеруют арабскими цифрами справа и слева от приближенного направления наклона резервуара;
г) выполняя операции, указанные в перечислениях в) и г) 9.1.3.3, отсчитывают показания шкалы рейки в точках дополнительного разбивания дуг основных разбивок, находящихся слева lл и справа lп от приближенного направления наклона резервуара, с погрешностью до 1 мм.
Результаты показаний шкалы lл, lп вносят в протокол, форма которого приведена в приложении Б».
Подпункт 9.1.6.1 изложить в новой редакции:
«9.1.6.1. Высоту поясов hн измеряют с наружной стороны резервуара вдоль образующей резервуара, находящейся в плоскости А (рисунок А.10а) по 9.1.2.2, при помощи измерительной рулетки с грузом и упорного угольника».
Подпункт 9.1.7.1 после слов «от днища резервуара» изложить в новой редакции: «и от стенки первого пояса резервуара lд угла j1 между плоскостью А и плоскостью С (рисунок А.10а). Значение угла j1 определяют методом разбивания длины окружности первого пояса с погрешностью ± 1° в следующей последовательности:
- длину окружности первого пояса изнутри резервуара разбивают на восемь частей, начиная с плоскости А (рисунок А.10а), по часовой стрелке;
- на днище резервуара через его центр и точки разбивки проводят восемь радиусов;
- устанавливают номер сектора, в пределах которого находится плоскость С (рисунок А.10а);
- в пределах вышеустановленного сектора на стенке резервуара до плоскости С откладывают (размечают) n0-ное число дополнительных хорд длиной S0, соответствующей 1°, вычисляемой по формуле
- значение угла j1 определяют по формуле
j1 = 45N0 + п0,
где N - число больших разбиваний;
п0 - число отложений хорды S0 до плоскости С.
Результаты измерений величин N0, n0, j1 вносят в протокол, форма которого приведена в приложении Б».
Подпункт 9.1.6.5 дополнить абзацем:
«Толщину слоя внутреннего антикоррозионного покрытия dс.п измеряют при помощи ультразвукового толщиномера с погрешностью до 0,1 мм».
Подпункт 9.1.6.6 перед словом «вносят» дополнить обозначением: dс.п.
Пункт 9.1.8. Наименование дополнить словами: «и параметров местных неровностей (хлопунов)».
Подпункт 9.1.8.1 изложить в новой редакции:
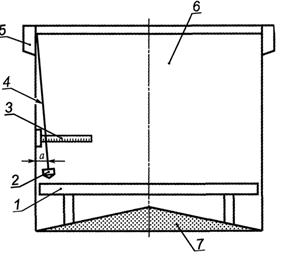
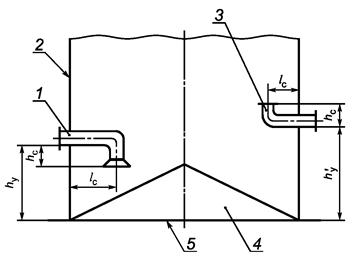
«9.1.8.1 Если резервуар имеет несколько приемно-раздаточных патрубков, то высоту «мертвой» полости, соответствующую j-му приемно-раздаточному патрубку (hм.п)j, измеряют рулеткой по стенке резервуара от днища резервуара до нижней точки j-го приемно-раздаточного патрубка. Нумерацию высот «мертвой» полости проводят, начиная с плоскости А (рисунок А.10а).
Если резервуар имеет приемно-раздаточные устройства, например, устройства ПРУ-Д, то измеряют рулеткой (рисунок А.17а):
- высоту по стенке резервуара от контура днища до места установки j-го приемно-раздаточного устройства hyj;
- расстояние от нижнего образующего j-го приемно-раздаточного устройства до его нижнего или верхнего среза hcj;
- длину j-го приемно-раздаточного устройства (расстояние от центра среза устройства до стенки резервуара) lcj.
Результаты измерений величин (hм.п)j, hyj, hcj, lcj в миллиметрах вносят в протокол, форма которого приведена в приложении Б».
Подпункт 9.1.8.2. Второй абзац. Заменить слова: «с восемью радиусами» на «с 24 радиусами», «восьми радиусов» на «24 радиусов», «8 равных частей» на «24 равных части»;
заменить значение: 0 - 8 на 0 - 24;
третий абзац изложить в новой редакции:
«- при отсутствии центральной трубы нивелир устанавливают в центре днища резервуара и измеряют расстояние по вертикали от неровностей днища до визирной линии (до центра окуляра) нивелира (b0) при помощи измерительной рулетки с грузом или рейкой. При наличии центральной трубы нивелир устанавливают последовательно в двух противоположных точках, не лежащих на отмеченных радиусах и отстоящих от стенки резервуара не более 1000 мм».
Пункт 9.1.8 дополнить подпунктами - 9.1.8.4 - 9.1.8.7:
«9.1.8.4 Угол j2 между плоскостью А (рисунок А.10а) и плоскостью В, проходящую через продольные оси приемно-раздаточного патрубка и резервуара, определяют с погрешностью не более ± 1°, используя данные разбивки длины окружности первого пояса по 9.1.2.2 в следующей последовательности:
- устанавливают число полных разбивок N¢0, находящихся до плоскости В (рисунок А.10а);
- по длине дуги разбивки, в пределах которой проходит плоскость В, размечают до образующей приемно-раздаточного патрубка n¢0-ное число дополнительных дуг длиной DL, соответствующей 1°. Длину дуги DL, мм, вычисляют по формуле

- значение угла j2 определяют по формуле
где m - число разбивок длины окружности первого пояса резервуара;
rп.р - радиус приемно-раздаточного патрубка, мм.
9.1.8.5 Результаты измерений величины j2 вносят в протокол, форма которого приведена в приложении Б.
9.1.8.6 В случае определения вместимости «мертвой» полости объемным статическим методом в соответствии с 9.2.2 результаты измерений оформляют протоколом поверки для «мертвой» полости по форме, приведенной в приложении В (заполняют таблицы В.4, В.6, В.8).
9.1.8.7 Площадь хлопуна sx, м2, определяют по результатам измерений длины и ширины хлопуна.
Длину lх и ширину bх хлопуна измеряют измерительной рулеткой. Показания рулетки отсчитывают с точностью до 1 мм.
Высоту хлопуна hx измеряют штангенциркулем или измерительной линейкой. Показания штангенциркуля или линейки отсчитывают с точностью до 1 мм.
Результаты измерений величин lx, bх, hx вносят в протокол, форма которого приведена в приложении Б».
Подпункт 9.1.9.1 изложить в новой редакции:
«9.1.9.1 Измеряют расстояние по горизонтали между линейкой, установленной вертикально по первой внешней образующей резервуара (рисунок А.10), и внешней образующей измерительного люка l1 (рисунок А.16) при помощи измерительной рулетки с погрешностью ± 5 мм».
Подпункт 9.1.10.1. Второй абзац изложить в новой редакции:
«При наличии жидкости в резервуарах с плавающим покрытием уровень ее должен быть не ниже уровня, установленного технологической картой на резервуар»;
дополнить абзацем:
«Базовую высоту резервуара с плавающей крышей измеряют через измерительный люк, установленный на направляющей стойке плавающей крыши или на трубе для радарного уровнемера (рисунок А.2а)».
Подпункт 9.1.10.3 изложить в новой редакции:
«9.1.10.3 Базовую высоту измеряют ежегодно. Ежегодные измерения базовой высоты резервуара проводит комиссия, назначенная приказом руководителя предприятия - владельца резервуара, в состав которой должен быть включен специалист, прошедший курсы повышения квалификации по поверке и калибровке резервуаров.
При ежегодных измерениях базовой высоты резервуара без плавающего покрытия резервуар может быть наполнен до произвольного уровня, резервуар с плавающим покрытием - до минимально допустимого уровня.
Результат измерений базовой высоты резервуара не должен отличаться от ее значения, указанного в протоколе поверки резервуара, более чем на 0,1 %.
Если это условие не выполняется, то проводят повторное измерение базовой высоты при уровне наполнения резервуара, отличающимся от его уровня наполнения, указанного в протоколе поверки резервуара, не более чем на 500 мм.
Результаты измерений базовой высоты оформляют актом, форма которого приведена в приложении Л.
При изменении базовой высоты по сравнению с ее значением, установленным при поверке резервуара, более чем на 0,1 % устанавливают причину и устраняют ее. При отсутствии возможности устранения причины проводят внеочередную поверку резервуара.
Примечание - В Российской Федерации специалисты проходят курсы повышения квалификации в соответствии с 7.1».
Подпункт 9.1.11.1 перед словом «берут» дополнить словами: «а также верхнее положение плавающего покрытия h¢п».
Подпункт 9.1.11.2 изложить в новой редакции:
«9.1.11.2 Высоту нижнего положения плавающего покрытия hп измеряют рулеткой от точки касания днища грузом рулетки до нижнего края образующей плавающего покрытия. Показания рулетки отсчитывают с точностью до 1 мм. Измерения проводят не менее двух раз. Расхождение между результатами двух измерений должно быть не более 2 мм».
Подпункт 9.1.11.3 после слов «и результаты измерений» дополнить обозначением: h¢п.
Подраздел 9.1 дополнить пунктами - 9.1.12, 9.1.13:
«9.1.12 Определение длины внутренней окружности вышестоящего пояса резервуара с плавающей крышей
9.1.12.1 При отсутствии возможности применения приспособления, показанного на рисунке А.6, длину внутренней окружности вышестоящего пояса определяют:
второго пояса (при высоте поясов от 2250 до 3000 мм) или третьего (при высоте поясов 1500 мм) - методом отложения хорд по внутренней стенке пояса;
вышестоящих поясов, начиная с третьего (при высоте поясов от 2250 до 3000 мм) или, начиная с четвертого (при высоте поясов от 1500 мм), - по результатам измерений радиальных отклонений образующих резервуара, проведенных изнутри резервуара.
9.1.12.2 Хорды откладывают на уровнях, отсчитываемых от верхней плоскости плавающей крыши:
1600 мм - при высоте поясов от 2250 до 3000 мм;
1200 мм - при высоте поясов 1500 мм.
9.1.12.3 Перед откладыванием хорд на уровне 1600 мм или на уровне 1200 мм, указанных в 9.1.12.2, при помощи рулетки с грузом через каждые 1000 мм наносят горизонтальные отметки длиной 10 - 20 мм по стенке поясов.
9.1.12.4 Отметки, нанесенные по стенкам поясов на уровнях, указанных в 9.1.12.2, соединяют между собой, применяя гибкую стальную ленту (рулетку). При этом линии горизонтальных окружностей проводят толщиной не более 5 мм.
9.1.12.5 Вычисляют длину хорды S1 по формуле
S1 = D1sin(a1/2), (3ж)
где D1 - внутренний диаметр первого пояса резервуара, вычисляемый по формуле
D1 = Lвн/p, (3и)
где Lвн - внутренняя длина окружности первого пояса, вычисляемая по формуле (Г.2);
a1 - центральный угол, соответствующий длине хорды S1 вычисляемый по формуле
a1 = 360/m1, (3к)
где т1 - число отложений хорд по линиям горизонтальных окружностей. Число т1 в зависимости от номинальной вместимости резервуара принимают по таблице 4.
Таблица 4
Номинальная вместимость резервуара, м3
Число отложений хорд т1
Номинальная вместимость резервуара, м3
Число отложений хорд т1
100
24
3000 (4000)
38
200
26
5000
40
300
28
10000
58
400
32
20000
76
700
34
30000
80
1000
34
50000
120
2000
36
100000
160
9.1.12.6 Хорду S1, длина которой вычислена по формуле (3ж), откладывают по линии горизонтальной окружности, проведенной на высоте 1600 мм и на высоте 1200 мм, указанных в 9.1.12.2, при помощи штангенциркуля (ГОСТ 166, черт. 3) с диапазоном измерений от 500 до 1600 мм.
9.1.12.7 После отложений хорд по 9.1.12.6 измеряют длину остаточной хорды Soп при помощи штангенциркуля с диапазоном измерений 0 - 150 мм с погрешностью не более 0,1 мм. Обозначение «п» соответствует термину: «покрытие».
9.1.12.8 Значения величин S1 и S0п вносят в протокол, форма которого приведена в приложении Б.
9.1.12.9 Длины внутренних окружностей поясов, находящихся выше поясов, указанных в 9.1.12.1, определяют по результатам измерений радиальных отклонений образующих резервуара от вертикали изнутри резервуара с применением измерительной каретки (далее - каретки) в следующей последовательности:
а) длину окружности первого пояса, измеренную по 9.1.1, разбивают на равные части по 9.1.2.2 (наносят вертикальные отметки на уровне 1600 мм или на уровне 1200 мм в соответствии с 9.1.12.3), начиная с плоскости А (рисунок А.10а);
б) штангу 12 с блоком 11 (рисунок А.2а), при помощи которого каретка перемещается по внутренней поверхности резервуара, устанавливают у края площадки обслуживания 13;
в) линейку 6 устанавливают на высоте 400 мм по перечислению а) 9.1.12.9 от верхней плоскости плавающей крыши при помощи магнитного держателя 7 перпендикулярно к стенке резервуара, поочередно для каждой отметки разбивки;
г) для перехода от одной отметки разбивки к другой каретку опускают, а штангу со всей оснасткой передвигают по кольцевой площадке обслуживания резервуара. Расстояние от стенки резервуара до нити отвеса а отсчитывают по линейке 6;
д) измерения вдоль каждой образующей резервуара начинают с отметки разбивки под номером один первого пояса. На каждом следующем поясе измерения проводят в трех сечениях: среднем, находящемся в середине пояса, нижнем и верхнем, расположенных на расстоянии 50 - 100 мм от горизонтального сварочного шва. На верхнем поясе - в двух сечениях: нижнем и среднем. Отсчеты по линейке снимают с погрешностью в пределах ± 1 мм в момент, когда каретка установлена в намеченной точке при неподвижном отвесе;
е) в начальный момент каретку для всех образующих резервуара останавливают на линии горизонтальной окружности на уровне 1600 мм или на уровне 1200 мм.
Результаты измерений расстояния а в миллиметрах вносят в протокол, форма которого приведена в приложении Б.
9.1.13 Высота газового пространства в плавающей крыше
9.1.13.1 Высоту газового пространства hгп (3.25) измеряют при помощи измерительной рулетки с грузом или линейкой не менее двух раз. Расхождение между результатами двух измерений не должно превышать 1 мм.
9.1.13.2 Результаты измерений hгп вносят в протокол, форма которого приведена в приложении Б».
Пункт 9.2.1 дополнить перечислением - е):
«е) угла j2 в соответствии с 9.1.8.4».
Подпункт 9.2.1.2. Заменить номер подпункта: 9.2.1.2 на 9.2.1.1;
перед словом «вносят» дополнить обозначением: j2.
Пункт 9.2.2. Наименование дополнить словами: «или в пределах высоты неровностей днища».
Подпункт 9.2.2.1 после слов «В пределах «мертвой» полости» дополнить словами: «(рисунок А.17) и в пределах неровностей днища (рисунок А.18), если неровности днища выходят за пределы «мертвой» полости;
заменить слова: «не более чем на 30 мм» на «в пределах от 10 до 100 мм».
Подпункт 9.2.2.2. Перечисление д). Заменить слова: «значения 30 мм» на «значения в пределах от 10 до 100 мм».
Пункт 9.2.3 после слов «выше «мертвой» полости» дополнить словами: «или выше высоты неровностей днища».
Подпункт 9.2.3.1 после слов «высоте «мертвой» полости» дополнить словами: «(высоте неровностей днища)».
Подпункт 9.2.3.2 после слов «в пределах «мертвой» полости» дополнить словами: «(до высоты неровностей днища)».
Подпункт 9.2.3.3. Исключить слова: «в соответствии с 9.2.2.2, 9.2.2.3».
Пункт 9.2.3 дополнить подпунктом - 9.2.3.6:
«9.2.3.6 При достижении уровня поверочной жидкости, соответствующего полной вместимости резервуара, измеряют базовую высоту резервуара Нб в соответствии с 9.1.10. Значение базовой высоты не должно отличаться от значения, измеренного по 9.2.1, более чем на 0,1 %».
Подпункт 9.2.5.1. Последний абзац. Заменить значение: ± 0,1 °С на ± 0,2 °С.
Пункт 9.2.6, подпункты 9.2.6.1, 9.2.6.2 исключить.
Подпункт 10.3.1.1. Заменить слова: «максимального уровня Hmax» на «предельного уровня Нпр»;
формулу (4) изложить в новой редакции:
 (4)»;
(4)»;экспликацию после абзаца «fл - высота точки касания днища грузом рулетки;» дополнить абзацем:
«Lвн - длина внутренней окружности 1-го пояса, вычисляемая по формуле (Г.2)».
Подпункт 10.3.1.2. Формулы (5) - (8) изложить в новой редакции:
 (5)
(5) (6)
(6) на участке от Нм.п до Нп, (7)
на участке от Нм.п до Нп, (7)где DV²в.д - объем внутренних деталей, включая объемы опор плавающего покрытия, на участке от Нм.п до Нп;
 - на участке от Нм.п до Нп. (8)»;
- на участке от Нм.п до Нп. (8)»;последний абзац, формулы (9), (10) и экспликации исключить.
Подпункт 10.3.1.5 и формулы (11) - (15) исключить.
Подпункт 10.3.2.1 изложить в новой редакции:
«10.3.2.1 Градуировочную таблицу составляют, суммируя последовательно, начиная с исходного уровня (уровня, соответствующего высоте «мертвой» полости Нм.п), вместимости резервуара, приходящиеся на 1 см высоты наполнения, в соответствии с формулой
 (16)
(16)где Vм.п - вместимость «мертвой» полости, вычисляемая по формуле (Е.12) при изменении k от 0 до v, или по формуле, приведенной в Е.13;
Vk, Vk-1 - дозовые вместимости резервуара при наливе в него k и (k - 1) доз, соответствующие уровням Нk, H(k-1), вычисляемые по формуле (Е.12) при изменении k от v + 1 до значения k, соответствующего полной вместимости резервуара, или по формулам (Е.13), (Е.14) приложения Е и т.д.
Вместимость «мертвой» полости резервуара вычисляют по формуле
где V0 - объем жидкости до точки касания днища грузом рулетки».
Пункт 11.1. Второй абзац исключить.
Пункт 11.2. Перечисление д) дополнить словами: «(только в случае проведения расчетов вручную)».
Пункт 11.3. Первый абзац после слов «в приложении В» изложить в новой редакции: «Форма акта измерений базовой высоты резервуара, составленного при ежегодных ее измерениях, приведена в приложении Л»;
последний абзац изложить в новой редакции:
«Протокол поверки подписывают поверитель и лица, принявшие участие в проведении измерений параметров резервуара»;
дополнить абзацем:
«Титульный лист и последнюю страницу градуировочной таблицы подписывает поверитель. Подписи поверителя заверяют оттисками поверительного клейма, печати (штампа). Документы, указанные в 11.2, пронумеровывают сквозной нумерацией, прошнуровывают, концы шнурка приклеивают к последнему листу и на месте наклейки наносят оттиск поверительного клейма, печати (штампа)».
Пункт 11.4 изложить в новой редакции:
«11.4 Градуировочные таблицы на резервуары утверждает руководитель организации национальной (государственной) метрологической службы или руководитель метрологической службы юридического лица, аккредитованный на право проведения поверки».
Раздел 11 дополнить пунктом - 11.6 и сноской:
«11.6 Если при поверке резервуара получены отрицательные результаты даже по одному из приведенных ниже параметров:
- значение вместимости «мертвой» полости имеет знак минус;
- размеры хлопунов не соответствуют требованиям правил безопасности1);
- значение степени наклона резервуара более 0,02, если это значение подтверждено результатами измерений отклонения окраек контура днища резервуара от горизонтали, выполненных по методике диагностирования резервуара, то резервуар считается непригодным к эксплуатации и выдают «Извещение о непригодности»;
«1) На территории Российской Федерации действует Постановление Росгортехнадзора № 76 от 09.06.2003 об утверждении Правил устройства вертикальных цилиндрических стальных резервуаров для нефти и нефтепродуктов».
Приложение А дополнить рисунками - А.2а, А.10а (после рисунка А.10), А.10б, А.10в, А.11а, А.17а;
рисунки А.10, А.14, А.15, А.16 изложить в новой редакции:
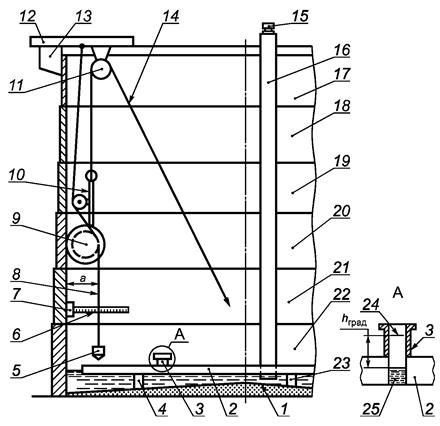
1 - неровности днища; 2 - плавающая крыша; 3, 15 - измерительный люк; 4, 23 - опоры плавающей крыши; 5 - груз отвеса; 6 - линейка;
Рисунок А.2а - Схема измерений радиальных отклонений образующих резервуара с плавающей крышей
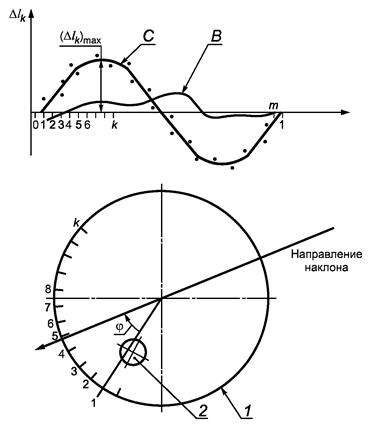
1 - контур днища резервуара; 2 - измерительный люк; Dlk - функция, вычисляемая по формулам (3в) и (3г);
Рисунок А.10 - График функции Dlk и схема направления наклона резервуара
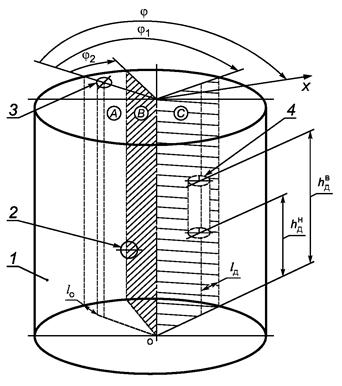
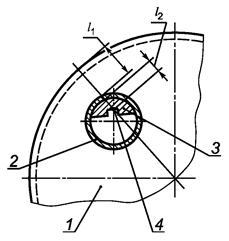
1 - стенка резервуара; 2 - приемно-раздаточный патрубок; 3 - измерительный люк; 4 - внутренняя деталь;
Рисунок А.10а - Схема измерений координат внутренней детали
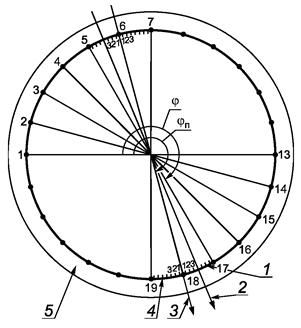
1 - дополнительные отметки справа; 2 - уточненное направление наклона контура днища;
 j = jп - п2 = 255 - 3 = 252°
j = jп - п2 = 255 - 3 = 252°Рисунок А.10б - Схема определения угла направления наклона днища
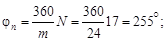
l¢n, l²n - максимальное и минимальное показания рейки по уточненному направлению наклона контура днища;
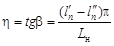
Рисунок А.10в - Схема наклоненного резервуара
1 - плавающая крыша с опорами; 2 - груз отвеса; 3 - линейка; 4 - нить отвеса; 5 - верхняя площадка обслуживания;
Рисунок А.11а - Схема измерений степени и угла направления наклона резервуара с плавающей крышей
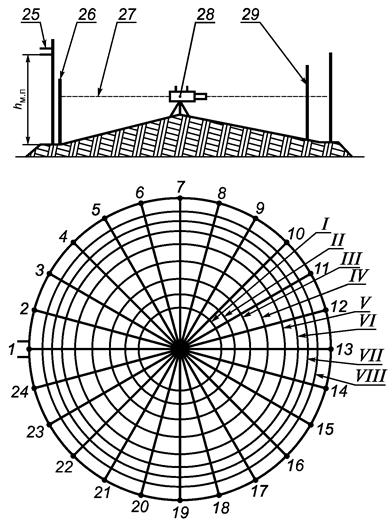
1 - 24 - радиусы; 25 - приемно-раздаточный патрубок; 26 - рейка; 27 - горизонт нивелира; 28 - нивелир;
Рисунок А.14 - Нивелирование днища резервуара при отсутствии центральной трубы
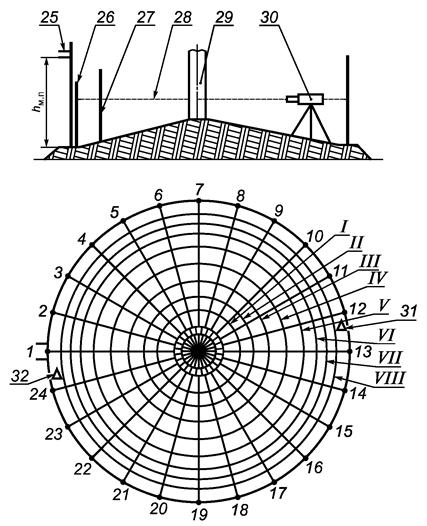
1 - 24 - радиусы; 25 - приемно-раздаточный патрубок; 26 - рейка; 27 - рейка в точке касания днища грузом рулетки;
Рисунок А.15 - Нивелирование днища резервуара при наличии центральной трубы
1 - кровля резервуара; 2 - измерительный люк; 3 - направляющая планка; 4 - точка измерений уровня жидкости или
Рисунок А.16 - Схема размещения измерительного люка
1, 3 - приемно-раздаточные устройства; 2 - стенка резервуара; 4 - неровности днища; 5 - контур днища;
Рисунок А.17а - Схема размещения приемно-раздаточных устройств
Приложение Б. Таблицу Б.1 изложить в новой редакции:
Таблица Б.1 - Общие данные
Код документа
Регистрационный номер
Дата
Основание для проведения поверки
Место проведения поверки
Средства измерений
Резервуар
Число
Месяц
Год
Тип
Номер
Назначение
Наличие угла наклона
Погрешность определения вместимости резервуара, %
1
2
3
4
5
6
7
8
9
10
11
12
13
Примечание - В графе 12 указывают знак «+» при наличии угла наклона, знак «-» - при его отсутствии.
таблицу Б.4 изложить в новой редакции:
Таблица Б.4 - Радиальные отклонения образующих резервуара от вертикали
Номер пояса
Точка измерения
Показание линейки а, мм
1
2
3
4
5
6
7
8
9
10
11
12
...
...
т
I
3/4h1
II
Н
С
В
III
Н
С
в
IV
н
с
в
V
н
с
в
VI
н
с
в
...
...
n
н
с
Примечание - При наличии ребра жесткости, например, в v-м поясе (9.1.2.5):
а) если ребро жесткости находится в середине пояса, то в строке «С» вносят показание линейки, определенное по формуле
где
 ,
,  - показания линейки в точках выше и ниже ребра жесткости;
- показания линейки в точках выше и ниже ребра жесткости;б) если ребро жесткости находится ближе к верхнему или нижнему сварному шву, то среднее расстояние от стенки резервуара до нити отвеса вычисляют по формуле
где
 - показание линейки в точке выше нижнего (ниже верхнего) сварного шва.
- показание линейки в точке выше нижнего (ниже верхнего) сварного шва.дополнить таблицей - Б.4.1:
Таблица Б.4.1 - Длины хорд
В миллиметрах
Уровень отложений хорды
Хорда
основная S1п
остаточная S0п
1-е измерение
2-е измерение
1600
1200
Таблица Б.5. Наименование изложить в новой редакции:
«Таблица Б.5 - Параметры поверочной и хранимой жидкостей (нефти и нефтепродуктов)»;
дополнить таблицей - Б.5.1:
Таблица Б.5.1 - Радиальные отклонения образующих первого (второго или третьего для резервуаров с плавающей крышей) и последнего n-го поясов от вертикали
В миллиметрах
Номер пояса
Радиальные отклонения образующих поясов от вертикали
1
2
3
4
5
6
7
...
...
т
I (II или III)
n
таблицу Б.6 дополнить графой - 7:
Толщина слоя антикоррозионного покрытия dс.п, мм
7
таблицы Б.7, Б.8, Б.9 изложить в новой редакции:
Таблица Б.7 - Внутренние детали цилиндрической формы
Диаметр, мм
Высота от днища, мм
Расстояние от стенки первого пояса lд, мм
Число разбиваний
Угол j1,...°
Нижняя граница hвд
Верхняя граница hвд
N0
n0
Таблица Б.8 - Внутренние детали прочей формы
Объем, м3
Высота от днища, мм
Расстояние от стенки первого пояса lд, мм
Число разбиваний
Угол j1,...°
Нижняя граница hвд
Верхняя граница hвд
N0
n0
Таблица Б.9 - Параметры «мертвой» полости с приемно-раздаточным патрубком (ПРП)
Высота hм.п, мм, ПРП под номером
Угол j2,...°, ПРП под номером
Вместимость Vм.п, м3
1
2
3
4
1
2
3
4
1
2
3
4
5
6
7
8
9
Примечание - Графу 9 заполняют только при определении вместимости «мертвой» полости объемным методом и принятие вместимости «мертвой» полости по 5.3.1.5.
дополнить таблицами - Б.9.1, Б.9.2:
Таблица Б.9.1 - Параметры «мертвой» полости с приемно-раздаточным устройством (ПРУ)
Высота установки hу, мм, ПРУ под номером
Расстояние hc, мм, ПРУ под номером
Длина lс, мм, ПРУ под номером
Угол j2,...°, ПРУ под номером
Вместимость
1
2
1
2
1
2
1
2
1
2
3
4
5
6
7
8
9
Примечание - Число граф в зависимости от числа приемно-раздаточных устройств может быть увеличено.
Таблица Б.9.2 - Параметры местных неровностей (хлопунов)
Хлопун
Длина lх
Ширина bх
Высота hх
Таблица Б.10. Графа 1. Заменить значение: 8 на 24;
дополнить примечанием - 3:
«3 При отсутствии центральной трубы вносят (графа 3) значение b0»;
таблицы Б.13, Б.14 изложить в новой редакции:
Таблица Б.13 - Базовая высота резервуара
В миллиметрах
Точка измерения базовой высоты Нб
Номер измерения
1
2
Риска измерительного люка
Верхний срез измерительного люка
Таблица Б.14 - Степень наклона и угол приближенного направления наклона резервуара
Номер точки разбивки k от 1 до т/2
Отсчет по рейке lk, мм
Номер точки разбивки k от (m/2 + l) до т
Отсчет по рейке lk, мм
1
2
3
4
1
l1
m/2 + 1
l(m/2 + 1)
2
l2
m/2 + 2
l(m/2 + 2)
3
l3
m/2 + 3
l(m/2 + 3)
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
m/2
l(m/2)
т
lm
Примечания
1 k (графы 1, 3)- номер разбивки длины окружности первого пояса резервуара, выбирают из ряда: 1, 2, 3,..., т.
2 lk (графы 2, 4) - отсчеты по рейке в точках разбивки k.
дополнить таблицей - Б.14.1:
Таблица Б.14.1 - Степень наклона и угол уточненного направления наклона резервуара
Значение угла n2 при Nп =...
Показание рейки по правой разбивке lп, мм
Значение угла n2 при Nл =...
Показание рейки по правой разбивке lл, мм
l¢п
l²п
l¢л
l²л
1
2
3
4
5
6
-1°
+1°
-2°
+2°
-3°
+3°
-4°
+4°
-5°
+5°
-6°
+6°
-7°
+7°
-8°
+8°
-9°
+9°
-10°
+10°
-11°
+11°
-12°
+12°
-13°
+13°
-14°
+14°
Примечания
1 В графах 1, 4 вносят числа разбивок Nп, Nл (например Nп = 17).
2 l¢п, l²п (графы 2, 3) - показания рейки по правым противоположным разбивкам.
3 l¢л, l²л (графы 5, 6) - показания рейки по левым противоположным разбивкам.
таблицу Б.15 изложить в новой редакции:
Таблица Б.15 - Плавающее покрытие
Масса тп, кг
Диаметр Dп, мм
Расстояние от днища резервуара при крайнем положении, мм
Диаметр отверстия, мм
Параметры опоры
Уровень жидкости в момент всплытия Hвсп, мм
Объем жидкости в момент всплытия Vвсп, м3
нижнем hп
верхнем hп
D1
D2
D3
Диаметр, мм
Число, шт.
Высота, мм
1
2
3
4
5
6
7
8
9
10
11
12
Примечания
1 Если опоры плавающего покрытия приварены к днищу резервуара, то их относят к числу внутренних деталей.
2 Графы 11 и 12 заполняют только при применении объемного метода.
дополнить таблицей - Б.16:
Таблица Б.16 - Высота газового пространства в плавающей крыше
В миллиметрах
Точка измерения высоты газового пространства hгп
Номер измерения
1
2
Риска измерительного люка
Верхний срез измерительного люка
Приложение В. Таблицы В.3, В.5 изложить в новой редакции:
Таблица В.3 - Величины, измеряемые в «мертвой» полости
Высота hм.п, мм, ПРП под номером
Угол j2,...°, ПРП под номером
Отчет по рейке в точке, мм
1
2
3
4
1
2
3
4
касания днища грузом рулетки bл
пересечения 1-го радиуса и 8-й окружности b8.1
Таблица В.5 - Степень наклона и угол приближенного направления наклона резервуара
Номер точки разбивки k от 1 до m/2
Отсчет по рейке lk, мм
Номер точки разбивки k от (m/2 + 1) до т
Отсчет по рейке lk, мм
1
2
3
4
1
l1
m/2 + 1
l(m/2 + l)
2
l2
m/2 + 2
l(m/2 + 2)
3
l3
m/2 + 3
l(m/2 + 3)
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
m/2
l(m/2)
т
lm
Примечания
1 k (графы 1,3)- номер разбивки длины окружности первого пояса резервуара, выбирают из ряда: 1, 2, 3,..., т.
2 lk (графы 2, 4) - отсчеты по рейке в точках разбивки k.
дополнить таблицей - В.5.1
Таблица В.5.1 - Степень наклона и угол уточненного направления наклона резервуара
Значение угла n2 при Nп =...
Показание рейки по правой разбивке lп, мм
Значение угла n2 при Nл =...
Показание рейки по правой разбивке lл, мм
l¢п
l²п
l¢л
l²п
1
2
3
4
5
6
-1°
+1°
-2°
+2°
-3°
+3°
-4°
+4°
-5°
+5°
-6°
+6°
-7°
+7°
-8°
+8°
-9°
+9°
-10°
+10°
-11°
+11°
-12°
+12°
-13°
+13°
-14°
+14°
-15°
+15°
-16°
+16°
Примечания
1 В головках граф 1,4 вносят числа разбивок Nп, Nл (например Nп = 17).
2 l¢п, l"п (графы 2, 3) - показания рейки по правым противоположным разбивкам.
3 l¢л, l"л (графы 5, 6) - показания рейки по левым противоположным разбивкам.
таблицу В.6 изложить в новой редакции:
Таблица В.6 - Текущие значения параметров поверочной жидкости
Номер измерения
Объем дозы (DVc)j, дм3, или показание счетчика жидкости qj, дм3 (Nj, имп.)
Уровень Hj, мм
Температура жидкости, °С
Избыточное давление в счетчике жидкости pj, МПа
Расход Q, дм3/мин, (дм3/имп.)
в резервуаре (Tp)j
в счетчике жидкости (Tт)j
1
2
3
4
5
6
7
1
2
3*
4
5*
...
...
...
* Номера измерений, выделяемые только для счетчиков жидкости с проскоком и только при применении статического метода измерений объема дозы жидкости.
дополнить таблицей - В.9.1:
Таблица В.9.1 - Параметры счетчика жидкости со сдвигом дозирования и проскоком
Наименование параметра
Значение параметра при расходе Q, дм3/мин
100
150
200
250
Сдвиг дозирования С, дм3
Проскок Пр, дм3
Приложение Г. Пункт Г.1.2. Формулу (Г.2) изложить в новой редакции:
«Lвн = Lн - 2p(d1 + dс.к + dс.п), (Г.2)»;
экспликацию дополнить абзацем:
«dс.п - толщина слоя антикоррозийного покрытия».
Пункт Г.1.3 дополнить подпунктами - Г.1.3.1 - Г.1.3.4:
«Г.1.3.1 За значение длины внутренней окружности второго пояса
резервуара с плавающей крышей (L*вн.ц)2п при высоте поясов, равной 1500 мм, принимают значение длины внутренней окружности первого пояса (L*вн.ц)1п, определяемое по формуле
(Lвн.ц)1f = Lн - 2p(d1 + dс.к + dс.п). (Г.2а)
Г.1.3.2 Длину внутренней окружности второго пояса резервуара с плавающей крышей при высоте поясов от 2250 до 3000 мм (L**вн.ц)2п или длину внутренней окружности третьего пояса при высоте поясов 1500 мм (L*вн.ц)3п определяют методом последовательных приближений, используя результаты отложений хорды S1 на уровне 1600 мм или на уровне 1200 мм по 9.1.12.2 настоящего стандарта в следующей последовательности:
а) в качестве первого приближения внутреннего диаметра пояса принимают значение внутреннего диаметра первого пояса, определенного по формуле (3и);
б) вычисляют центральный угол aх1, соответствующий остаточной хорде S0п (например для второго пояса), по формуле

где S0п - длина остаточной хорды, измеренной по 9.1.12.7;
D21 - внутренний диаметр второго пояса в первом приближении, значение которого принимают равным значению внутреннего диаметра первого пояса, определенного по формуле (3и);
в) вычисляют разность углов bх1 по формуле
bх1 = a1т1 + aх1 - 360°,
где a1 - центральный угол, вычисленный по формуле (3к) при числе отложений хорды т1 и принимаемый за значение первого приближения центрального угла;
г) вычисляют центральный угол a2 во втором приближении по формуле
 (Г.2б)
(Г.2б)Если bх1 < 0, то в формуле (Г.2б) принимают знак «+», если bх1 > 0 - знак «-»;
д) вычисляют внутренний диаметр второго пояса D22 во втором приближении по формуле

где S1 - хорда, длину которой вычисляют по формуле (3ж);
е) проверяют выполнение условия
Если это условие не выполняется, то определяют значение внутреннего диаметра второго пояса D32 в третьем приближении, вычисляя последовательно параметры по формулам:

bх2 = a2т1 + aх2 - 360°,

Проверяют выполнение условия
Если это условие не выполняется, то делают следующие приближения до выполнения условия
Выполняя аналогичные операции, указанные в перечислениях а) - е), определяют внутренний диаметр третьего пояса резервуара.
Г.1.3.3 Длины внутренних окружностей второго (L*вн.ц)2п и третьего (L**вн.ц)3п поясов резервуара с плавающей крышей вычисляют по формулам:


где D2, D3 - внутренние диаметры второго и третьего поясов, определенные методом последовательного приближения по Г.1.3.2.
Г.1.3.4 Длины внутренних окружностей вышестоящих поясов резервуара с плавающей крышей
 вычисляют по формуле
вычисляют по формуле (Г.10а)
(Г.10а)где
 - длина внутренней окружности первого пояса, вычисляемая по формуле (Г.2а);
- длина внутренней окружности первого пояса, вычисляемая по формуле (Г.2а);DRcpi - средние радиальные отклонения образующих резервуара, вычисляемые по формуле (Г.9);
i - номер пояса, выбираемый для резервуаров:
- при высоте поясов от 2250 до 3000 мм из ряда: 2, 3,..., n;
- при высоте поясов 1500 мм из ряда: 3, 4,..., n;
n - число поясов резервуара».
Подпункт Г.2.1.2, пункт Г.2.2. Формулу (Г.9) изложить в новой редакции:
«DRcpi = аср.i - аср1 (Г.9)»;
формула (Г.10). Заменить обозначение: DRc.pi на DRcpi.
Пункт Г.2.5. Формулу (Г.12) изложить в новой редакции:
«hi = hнi - Sihнхi + Si+1hнx(i+1), (Г.12)»;
экспликацию дополнить абзацами:
«Si, Si+1 - величины, имеющие абсолютное значение, равное 1, и в зависимости от схемы нахлеста поясов в соответствии с таблицей Б.6 (графа 6) принимают знак «+» или «-»;
hнx(i+1) - нахлеста (i + 1)-го вышестоящего пояса».
Пункт Г.3. Наименование изложить в новой редакции:
Источник: 1:
Англо-русский словарь нормативно-технической терминологии > III
-
29 gloss
- отблеск
- лоск бумаги (картона)
- долговременная маркировка
- блеск покрытия
- блеск лакокрасочного покрытия
блеск лакокрасочного покрытия
Оптическое свойство поверхности лакокрасочного покрытия, характеризующее ее способность зеркально отражать световые лучи.
[ ГОСТ 28246-2006]Тематики
Обобщающие термины
EN
DE
FR
лоск бумаги (картона)
Свойство поверхности бумаги (картона) зеркально отражать сетевой поток.
[ ГОСТ 17052-86]Тематики
EN
DE
FR
3.11 отблеск (gloss): Тип проявления свойств поверхности, когда отражаемые поверхностью яркие объекты видны на поверхности.
Источник: ГОСТ Р ИСО 9241-5-2009: Эргономические требования к проведению офисных работ с использованием видеодисплейных терминалов (VDT). Часть 5. Требования к расположению рабочей станции и осанке оператора оригинал документа
3.3. Блеск покрытия
D. Glanz
E. Gloss
F. Brillant
Источник: ГОСТ 28451-90: Краски и лаки. Перечень эквивалентных терминов оригинал документа
04.02.27 долговременная маркировка [ permanent marking]: Изображение, полученное с помощью интрузивного или неинтрузивного маркирования, которое должно оставаться различимым, как минимум, в течение установленного срока службы изделия.
Сравнить с терминологической статьей «соединение» по ИСО/МЭК19762-11).
______________
1)Терминологическая статья 04.02.27 не связана с указанной терминологической статьей.
<2>4 Сокращения
ECI интерпретация в расширенном канале [extended channel interpretation]
DPM прямое маркирование изделий [direct part marking]
BWA коррекция ширины штриха [bar width adjustment]
BWC компенсация ширины штриха [barwidth compensation]
CPI число знаков на дюйм [characters per inch]
PCS сигнал контраста печати [print contrast signal]
ORM оптический носитель данных [optically readable medium]
FoV поле обзора [field of view]
Алфавитный указатель терминов на английском языке
(n, k)symbology
04.02.13
add-on symbol
03.02.29
alignment pattern
04.02.07
aperture
02.04.09
auto discrimination
02.04.33
auxiliary character/pattern
03.01.04
background
02.02.05
bar
02.01.05
bar code character
02.01.09
bar code density
03.02.14
barcode master
03.02.19
barcode reader
02.04.05
barcode symbol
02.01.03
bar height
02.01.16
bar-space sequence
02.01.20
barwidth
02.01.17
barwidth adjustment
03.02.21
barwidth compensation
03.02.22
barwidth gain/loss
03.02.23
barwidth increase
03.02.24
barwidth reduction
03.02.25
bearer bar
03.02.11
binary symbology
03.01.10
characters per inch
03.02.15
charge-coupled device
02.04.13
coded character set
02.01.08
column
04.02.11
compaction mode
04.02.15
composite symbol
04.02.14
contact scanner
02.04.07
continuous code
03.01.12
corner marks
03.02.20
data codeword
04.02.18
data region
04.02.17
decodability
02.02.28
decode algorithm
02.02.01
defect
02.02.22
delineator
03.02.30
densitometer
02.02.18
depth of field (1)
02.04.30
depth of field (2)
02.04.31
diffuse reflection
02.02.09
direct part marking
04.02.24
discrete code
03.01.13
dot code
04.02.05
effective aperture
02.04.10
element
02.01.14
erasure
04.02.21
error correction codeword
04.02.19
error correction level
04.02.20
even parity
03.02.08
field of view
02.04.32
film master
03.02.18
finder pattern
04.02.08
fixed beam scanner
02.04.16
fixed parity
03.02.10
fixed pattern
04.02.03
flat-bed scanner
02.04.21
gloss
02.02.13
guard pattern
03.02.04
helium neon laser
02.04.14
integrated artwork
03.02.28
intercharacter gap
03.01.08
intrusive marking
04.02.25
label printing machine
02.04.34
ladder orientation
03.02.05
laser engraver
02.04.35
latch character
02.01.24
linear bar code symbol
03.01.01
magnification factor
03.02.27
matrix symbology
04.02.04
modular symbology
03.01.11
module (1)
02.01.13
module (2)
04.02.06
modulo
03.02.03
moving beam scanner
02.04.15
multi-row symbology
04.02.09
non-intrusive marking
04.02.26
odd parity
03.02.07
omnidirectional
03.01.14
omnidirectional scanner
02.04.20
opacity
02.02.16
optically readable medium
02.01.01
optical throw
02.04.27
orientation
02.04.23
orientation pattern
02.01.22
oscillating mirror scanner
02.04.19
overhead
03.01.03
overprinting
02.04.36
pad character
04.02.22
pad codeword
04.02.23
permanent marking
04.02.27
photometer
02.02.19
picket fence orientation
03.02.06
pitch
02.04.26
pixel
02.04.37
print contrast signal
02.02.20
printability gauge
03.02.26
printability test
02.02.21
print quality
02.02.02
quiet zone
02.01.06
raster
02.04.18
raster scanner
02.04.17
reading angle
02.04.22
reading distance
02.04.29
read rate
02.04.06
redundancy
03.01.05
reference decode algorithm
02.02.26
reference threshold
02.02.27
reflectance
02.02.07
reflectance difference
02.02.11
regular reflection
02.02.08
resolution
02.01.15
row
04.02.10
scanner
02.04.04
scanning window
02.04.28
scan, noun (1)
02.04.01
scan, noun (2)
02.04.03
scan reflectance profile
02.02.17
scan, verb
02.04.02
self-checking
02.01.21
shift character
02.01.23
short read
03.02.12
show through
02.02.12
single line (beam) scanner
02.04.11
skew
02.04.25
slot reader
02.04.12
speck
02.02.24
spectral response
02.02.10
spot
02.02.25
stacked symbology
04.02.12
stop character/pattern
03.01.02
structured append
04.02.16
substitution error
03.02.01
substrate
02.02.06
symbol architecture
02.01.04
symbol aspect ratio
02.01.19
symbol character
02.01.07
symbol check character
03.02.02
symbol density
03.02.16
symbology
02.01.02
symbol width
02.01.18
tilt
02.04.24
transmittance (l)
02.02.14
transmittance (2)
02.02.15
truncation
03.02.13
two-dimensional symbol (1)
04.02.01
two-dimensional symbol (2)
04.02.02
two-width symbology
03.01.09
variable parity encodation
03.02.09
verification
02.02.03
verifier
02.02.04
vertical redundancy
03.01.06
void
02.02.23
wand
02.04.08
wide: narrow ratio
03.01.07
X dimension
02.01.10
Y dimension
02.01.11
Z dimension
02.01.12
zero-suppression
03.02.17
<2>Приложение ДА1)
______________
1)
Источник: ГОСТ Р ИСО/МЭК 19762-2-2011: Информационные технологии. Технологии автоматической идентификации и сбора данных (АИСД). Гармонизированный словарь. Часть 2. Оптические носители данных (ОНД) оригинал документа
Англо-русский словарь нормативно-технической терминологии > gloss
-
30 adhesion
- прилипание (вследствие смачивания)
- адгезия газотермического покрытия
- адгезия (металлургия)
- адгезия
- адгезионная прочность сцепления кладки (адгезия)
адгезионная прочность сцепления кладки (адгезия)
Сопротивление растяжению или срезу (сдвигу), возникающее между раствором и контактной поверхностью кладки из камней или блоков.
[Англо-русский словарь по проектированию строительных конструкций. МНТКС, Москва, 2011]Тематики
EN
адгезия
прочность сцепления
Совокупность сил, связывающих покрытие с окрашиваемой поверхностью.
[ ГОСТ Р 52804-2007]
адгезия
Поверхностное явление, приводящее к сцеплению между приведенными в соприкосновение разнородными материалами под действием физико-химических сил.
[ ГОСТ 28780-90]
адгезия
Совокупность сил связи между высохшей пленкой и окрашиваемой поверхностью.
[ ГОСТ 28246-89]
адгезия
Слипание разнородных твердых или жидких тел, соприкасающихся своими поверхностями, обусловленное межмолекулярным взаимодействием.
[СНиП I-2]Тематики
Обобщающие термины
Синонимы
EN
DE
FR
адгезия
Слипание разнородных тв. или жидких тел по поверхности их контакта. А. обусловлена межмолекулярным взаимодействием или хим. связью, характеризуется работой, затрачиваемой на разделение тел, отнесенной к площади поверхности их контакта. Следствие а. жидкости к поверхности тв. тела — смачивание. А. двух тв. тел невелика вследствие неизбежного наличия неровностей на поверхности и уступает а. тв. тела и жидкого или двух жидких тел. Частный случай а. — аутогезия проявляется при соприкосновении однородных тел. При а. сохраняется граница раздела фаз между телами. А. проявляется при коагуляции неметаллич. включений в жидких металлах и сплавах. В результате а. укрупняются неметаллич. включения, что способствует их выделению из металла в шлак. А. или смачивание неметаллич. включений жидким металлом может: а) препятствовать удалению включений из металла, если включения хорошо смачиваются расплавом металла (т.е. величина а. большая); б) способствовать удалению включений из металла, если включения плохо смачиваются расплавом металла (т.е. величина а. невелика).
При холодной сварке тв. металлы в пластич. состоянии соединяют под давлением. А. обусловливает сцепление гальванич. или иных покрытий (оксидных, сульфидных) на поверхности металлов для защиты изделий. А. широко используется при пайке, лужении, цинковании, нанесении лакокрасочных покрытий, предохраняющих металл от коррозии. А. имеет большое значение в порошковой металлургии при формировании и спекании изделий из металлических порошков, а также при создании разных композиционных материалов, в к-рых частицы того или иного вещ-ва соединяются с волокнами основы сплава. А. усиливается, когда поверхности тел электрически заряжены и при контакте образуется донорно-акцепторная связь. Усилить а. можно хим. очисткой поверхности, обезжириванием, вакуумированием, ионной бомбардировкой, воздействием эл.-магн. излучения.
[ http://metaltrade.ru/abc/a.htm]Тематики
EN
адгезия газотермического покрытия
адгезия
Образование атомной или молекулярной связи между поверхностью основы и частицами газотермического покрытия.
[ ГОСТ 28076-89]Тематики
Синонимы
EN
FR
прилипание (вследствие смачивания)
липкость
способность прилипать к поверхности
—
[ http://slovarionline.ru/anglo_russkiy_slovar_neftegazovoy_promyishlennosti/]Тематики
Синонимы
EN
3.1. Адгезия
D. Haftung
E. Adhesion
F. Adhérence
D. Verträglichkeit (von Erzeugnissen)
E. Compatibility (of products)
F. Compatibilité (de produits)
3.2б Совместимость лакокрасочного материала с поверхностью
D. Verträglichkeit (eines Erzeugnisses mit dem Untergrund)
E. Compatibility (of product with the substrate)
F. Compatibilité (d’un produit avec le subjectile)
Источник: ГОСТ 28451-90: Краски и лаки. Перечень эквивалентных терминов оригинал документа
Англо-русский словарь нормативно-технической терминологии > adhesion
-
31 resurfacing
1) Авиация: нанесение нового покрытия2) Морской термин: возобновляющий покрытие, всплытие3) Техника: перекладка дорожного покрытия4) Строительство: восстанавливающий покрытие, восстановление покрытия, перекладка мостовой, перекладка покрытия5) Железнодорожный термин: восстановление поверхности7) Лесоводство: повторное калибрование, повторное строгание, повторное шлифование8) Металлургия: заправление откосов, заправляющий откосы9) Механика: повторно очищающий поверхность, повторное очищение поверхности10) Полимеры: восстановление повреждённой поверхности, заточка инструмента11) Лазерная медицина: фотоомоложение (non ablative wrinkle reduction with the laser system)12) Молекулярная биология: изменение поверхности -
32 removability of protective polymeric covering
качество снимаемости защитного полимерного покрытия
качество снимаемости покрытия
Оценка способности защитного полимерного покрытия отслаиваться целой полосой с ограниченной поверхности основания под воздействием статической нагрузки, в баллах.
[ ГОСТ 19465-74]Тематики
- покрытия для улучшения радиац. обстан.
Синонимы
EN
DE
FR
- une qualité d’enlèvement d’une couverture polymère de protection
13a. Качество снимаемости защитного полимерного покрытия
Качество снимаемости покрытия
D. Die Abnahmenheitsqualität des Schutzpolymeranstriches
E. Removability of protective polymeric covering
F. Une qualité d’enlevement d’une couverture polymère de protection
(Введен дополнительно, Изм. № 2).
Оценка способности защитного полимерного покрытия отслаиваться целой полосой с ограниченной поверхности основания под воздействием статической нагрузки, в баллах
Источник: ГОСТ 19465-74: Покрытия полимерные защитные для улучшения радиационной обстановки. Термины и определения оригинал документа
Англо-русский словарь нормативно-технической терминологии > removability of protective polymeric covering
-
33 contact (piece)
контакт-деталь
Одна из токопроводящих частей 1), образующих контакт.
МЭК 60050(441-15-06).
[ ГОСТ Р 50030. 1-2000 ( МЭК 60947-1-99)]
1) Должно быть проводящих
[Интент]
контакт-деталь
Деталь, соприкасающаяся с другой при образовании электрического контакта
[ ГОСТ 14312-79]EN
contact (piece)
one of the conductive parts forming a contact
[IEV number 441-15-06 ]FR
(pièce de) contact
une des pièces conductrices formant un contact
[IEV number 441-15-06 ]1. Коммутирующая электрическая контакт-деталь
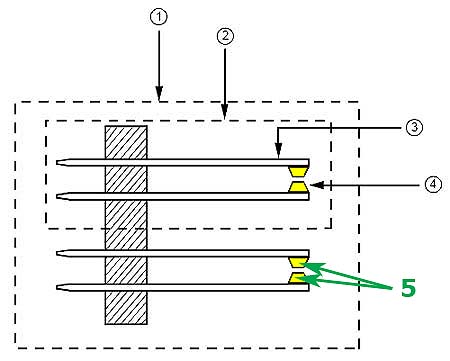
[IEV number 444-04-06]EN
- Contact set - контактная группа
-
Ouput circuit - выходная цепь
contact circuit - цепь контакта
contact - контакт - Contact member - контактный элемент (контактная пружина)
- рабочая поверхность контакт-детали
-
Contact (piece) - контакт деталь
FR
- Jeu de contacts - контактная группа
-
Circuit de sortie - выходная цепь
circuit de contact - цепь контакта
contact - контакт - Element de contact - контактный элемент (контактная пружина)
- рабочая поверхность контакт-детали
-
Piece de contact - контакт-деталь
[Перевод Интент]
Типы коммутирующих электрических контакт-деталей (контактов) по ГОСТ 3884-77
ПП - с плоской рабочей и нерабочей поверхностями
ПР - с плоской рабочей поверхностью и с рельефом для сварки (сферическим или цилиндрическим) со стороны нерабочей поверхности
ПШ - с плоской рабочей поверхностью и с коническим шипом на нерабочей поверхности
СС - со сферической рабочей и сферической нерабочей поверхностями
СП - со сферической рабочей поверхностью и плоской нерабочей поверхностью
СШ - со сферической рабочей поверхностью и коническим шипом на нерабочей поверхности
СР - со сферической рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ПуП - с усеченной плоской рабочей поверхностью и плоской нерабочей поверхностью
ПуШ - с усеченной плоской рабочей поверхностью и коническим шипом на нерабочей поверхности
ПуР - с усеченной плоской рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ЦП - с цилиндрической рабочей поверхностью и плоской нерабочей поверхностью
ЦШ - с цилиндрической рабочей поверхностью и коническим шипом на нерабочей поверхности
ЦР - с цилиндрической рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
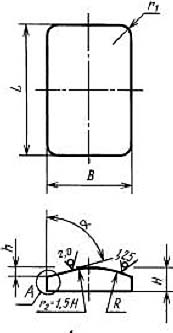
ЦуП - с усеченной цилиндрической рабочей поверхностью и плоской нерабочей поверхностью
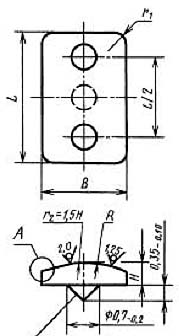
ЦуШ - с усеченной цилиндрической рабочей поверхностью и коническим шипом на нерабочей поверхности
2. Контакт-деталь электрического соединителя

Рис. Tyco Electronics
Извлекаемые штампованные контакты электрического соединителя:
1 - Гнездовая контакт-деталь (гнездовой контакт)
2 - Штыревая контакт-деталь (штыревой контакт)3. Контакт-деталь, как часть разборного или неразборного контактного электрического соединения
Требования к подготовке рабочих поверхностей контакт-деталей
1. Контакт-детали, имеющие два и более отверстий под болты в поперечном ряду, рекомендуется выполнять с продольными разрезами, как показано на чертеже.
2. Рабочие поверхности контакт-деталей разборных контактных соединений и неразборных контактных соединений с линейной арматурой непосредственно перед сборкой должны быть подготовлены:
- медные без покрытия и алюмомедные - зачищены.
При зачистке алюмомедных проводов не должна быть повреждена медная оболочка;
- алюминиевые и из алюминиевых сплавов - зачищены и смазаны нейтральной смазкой (вазелин КВЗ по ГОСТ 15975-70, ЦИАТИМ-221 по ГОСТ 9433-80 или другими смазками с аналогичными свойствами).
Рекомендуемое время между зачисткой и смазкой не более 1 ч;
- рабочие поверхности, имеющие защитные металлические покрытия, - промыты органическим растворителем.
3. Рабочие поверхности медных контакт-деталей, соединяемых способом опрессовки, должны быть зачищены, если иное не указано в стандартах или технических условиях на конкретные виды электротехнических устройств.
Рабочие поверхности алюминиевых контакт-деталей должны быть зачищены и смазаны кварцевазелиновой пастой или другими смазками, пастами и компаундами с аналогичными свойствами.
4. Поверхности контакт-деталей, соединяемых сваркой или пайкой, должны быть предварительно зачищены, обезжирены или протравлены.
[ ГОСТ 10434-82]4. Контакт-деталь, устанавливаемая на печатной плате для присоединения проводов
Тематики
EN
DE
FR
Англо-русский словарь нормативно-технической терминологии > contact (piece)
-
34 contact part
контакт-деталь
Одна из токопроводящих частей 1), образующих контакт.
МЭК 60050(441-15-06).
[ ГОСТ Р 50030. 1-2000 ( МЭК 60947-1-99)]
1) Должно быть проводящих
[Интент]
контакт-деталь
Деталь, соприкасающаяся с другой при образовании электрического контакта
[ ГОСТ 14312-79]EN
contact (piece)
one of the conductive parts forming a contact
[IEV number 441-15-06 ]FR
(pièce de) contact
une des pièces conductrices formant un contact
[IEV number 441-15-06 ]1. Коммутирующая электрическая контакт-деталь
[IEV number 444-04-06]EN
- Contact set - контактная группа
-
Ouput circuit - выходная цепь
contact circuit - цепь контакта
contact - контакт - Contact member - контактный элемент (контактная пружина)
- рабочая поверхность контакт-детали
-
Contact (piece) - контакт деталь
FR
- Jeu de contacts - контактная группа
-
Circuit de sortie - выходная цепь
circuit de contact - цепь контакта
contact - контакт - Element de contact - контактный элемент (контактная пружина)
- рабочая поверхность контакт-детали
-
Piece de contact - контакт-деталь
[Перевод Интент]
Типы коммутирующих электрических контакт-деталей (контактов) по ГОСТ 3884-77
ПП - с плоской рабочей и нерабочей поверхностями
ПР - с плоской рабочей поверхностью и с рельефом для сварки (сферическим или цилиндрическим) со стороны нерабочей поверхности
ПШ - с плоской рабочей поверхностью и с коническим шипом на нерабочей поверхности
СС - со сферической рабочей и сферической нерабочей поверхностями
СП - со сферической рабочей поверхностью и плоской нерабочей поверхностью
СШ - со сферической рабочей поверхностью и коническим шипом на нерабочей поверхности
СР - со сферической рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ПуП - с усеченной плоской рабочей поверхностью и плоской нерабочей поверхностью
ПуШ - с усеченной плоской рабочей поверхностью и коническим шипом на нерабочей поверхности
ПуР - с усеченной плоской рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ЦП - с цилиндрической рабочей поверхностью и плоской нерабочей поверхностью
ЦШ - с цилиндрической рабочей поверхностью и коническим шипом на нерабочей поверхности
ЦР - с цилиндрической рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ЦуП - с усеченной цилиндрической рабочей поверхностью и плоской нерабочей поверхностью
ЦуШ - с усеченной цилиндрической рабочей поверхностью и коническим шипом на нерабочей поверхности
2. Контакт-деталь электрического соединителя
Рис. Tyco Electronics
Извлекаемые штампованные контакты электрического соединителя:
1 - Гнездовая контакт-деталь (гнездовой контакт)
2 - Штыревая контакт-деталь (штыревой контакт)3. Контакт-деталь, как часть разборного или неразборного контактного электрического соединения
Требования к подготовке рабочих поверхностей контакт-деталей
1. Контакт-детали, имеющие два и более отверстий под болты в поперечном ряду, рекомендуется выполнять с продольными разрезами, как показано на чертеже.
2. Рабочие поверхности контакт-деталей разборных контактных соединений и неразборных контактных соединений с линейной арматурой непосредственно перед сборкой должны быть подготовлены:
- медные без покрытия и алюмомедные - зачищены.
При зачистке алюмомедных проводов не должна быть повреждена медная оболочка;
- алюминиевые и из алюминиевых сплавов - зачищены и смазаны нейтральной смазкой (вазелин КВЗ по ГОСТ 15975-70, ЦИАТИМ-221 по ГОСТ 9433-80 или другими смазками с аналогичными свойствами).
Рекомендуемое время между зачисткой и смазкой не более 1 ч;
- рабочие поверхности, имеющие защитные металлические покрытия, - промыты органическим растворителем.
3. Рабочие поверхности медных контакт-деталей, соединяемых способом опрессовки, должны быть зачищены, если иное не указано в стандартах или технических условиях на конкретные виды электротехнических устройств.
Рабочие поверхности алюминиевых контакт-деталей должны быть зачищены и смазаны кварцевазелиновой пастой или другими смазками, пастами и компаундами с аналогичными свойствами.
4. Поверхности контакт-деталей, соединяемых сваркой или пайкой, должны быть предварительно зачищены, обезжирены или протравлены.
[ ГОСТ 10434-82]4. Контакт-деталь, устанавливаемая на печатной плате для присоединения проводов
Тематики
EN
DE
FR
Англо-русский словарь нормативно-технической терминологии > contact part
-
35 contact piece
контакт-деталь
Одна из токопроводящих частей 1), образующих контакт.
МЭК 60050(441-15-06).
[ ГОСТ Р 50030. 1-2000 ( МЭК 60947-1-99)]
1) Должно быть проводящих
[Интент]
контакт-деталь
Деталь, соприкасающаяся с другой при образовании электрического контакта
[ ГОСТ 14312-79]EN
contact (piece)
one of the conductive parts forming a contact
[IEV number 441-15-06 ]FR
(pièce de) contact
une des pièces conductrices formant un contact
[IEV number 441-15-06 ]1. Коммутирующая электрическая контакт-деталь
[IEV number 444-04-06]EN
- Contact set - контактная группа
-
Ouput circuit - выходная цепь
contact circuit - цепь контакта
contact - контакт - Contact member - контактный элемент (контактная пружина)
- рабочая поверхность контакт-детали
-
Contact (piece) - контакт деталь
FR
- Jeu de contacts - контактная группа
-
Circuit de sortie - выходная цепь
circuit de contact - цепь контакта
contact - контакт - Element de contact - контактный элемент (контактная пружина)
- рабочая поверхность контакт-детали
-
Piece de contact - контакт-деталь
[Перевод Интент]
Типы коммутирующих электрических контакт-деталей (контактов) по ГОСТ 3884-77
ПП - с плоской рабочей и нерабочей поверхностями
ПР - с плоской рабочей поверхностью и с рельефом для сварки (сферическим или цилиндрическим) со стороны нерабочей поверхности
ПШ - с плоской рабочей поверхностью и с коническим шипом на нерабочей поверхности
СС - со сферической рабочей и сферической нерабочей поверхностями
СП - со сферической рабочей поверхностью и плоской нерабочей поверхностью
СШ - со сферической рабочей поверхностью и коническим шипом на нерабочей поверхности
СР - со сферической рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ПуП - с усеченной плоской рабочей поверхностью и плоской нерабочей поверхностью
ПуШ - с усеченной плоской рабочей поверхностью и коническим шипом на нерабочей поверхности
ПуР - с усеченной плоской рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ЦП - с цилиндрической рабочей поверхностью и плоской нерабочей поверхностью
ЦШ - с цилиндрической рабочей поверхностью и коническим шипом на нерабочей поверхности
ЦР - с цилиндрической рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ЦуП - с усеченной цилиндрической рабочей поверхностью и плоской нерабочей поверхностью
ЦуШ - с усеченной цилиндрической рабочей поверхностью и коническим шипом на нерабочей поверхности
2. Контакт-деталь электрического соединителя
Рис. Tyco Electronics
Извлекаемые штампованные контакты электрического соединителя:
1 - Гнездовая контакт-деталь (гнездовой контакт)
2 - Штыревая контакт-деталь (штыревой контакт)3. Контакт-деталь, как часть разборного или неразборного контактного электрического соединения
Требования к подготовке рабочих поверхностей контакт-деталей
1. Контакт-детали, имеющие два и более отверстий под болты в поперечном ряду, рекомендуется выполнять с продольными разрезами, как показано на чертеже.
2. Рабочие поверхности контакт-деталей разборных контактных соединений и неразборных контактных соединений с линейной арматурой непосредственно перед сборкой должны быть подготовлены:
- медные без покрытия и алюмомедные - зачищены.
При зачистке алюмомедных проводов не должна быть повреждена медная оболочка;
- алюминиевые и из алюминиевых сплавов - зачищены и смазаны нейтральной смазкой (вазелин КВЗ по ГОСТ 15975-70, ЦИАТИМ-221 по ГОСТ 9433-80 или другими смазками с аналогичными свойствами).
Рекомендуемое время между зачисткой и смазкой не более 1 ч;
- рабочие поверхности, имеющие защитные металлические покрытия, - промыты органическим растворителем.
3. Рабочие поверхности медных контакт-деталей, соединяемых способом опрессовки, должны быть зачищены, если иное не указано в стандартах или технических условиях на конкретные виды электротехнических устройств.
Рабочие поверхности алюминиевых контакт-деталей должны быть зачищены и смазаны кварцевазелиновой пастой или другими смазками, пастами и компаундами с аналогичными свойствами.
4. Поверхности контакт-деталей, соединяемых сваркой или пайкой, должны быть предварительно зачищены, обезжирены или протравлены.
[ ГОСТ 10434-82]4. Контакт-деталь, устанавливаемая на печатной плате для присоединения проводов
Тематики
EN
DE
FR
3.3.6 контакт-деталь (contact piece): Одна из проводящих частей, образующих контакт. [МЭК 60050(441-15-06)]
Источник: ГОСТ Р 51731-2010: Контакторы электромеханические бытового и аналогичного назначения оригинал документа
Англо-русский словарь нормативно-технической терминологии > contact piece
-
36 contact tip
контакт-деталь
Одна из токопроводящих частей 1), образующих контакт.
МЭК 60050(441-15-06).
[ ГОСТ Р 50030. 1-2000 ( МЭК 60947-1-99)]
1) Должно быть проводящих
[Интент]
контакт-деталь
Деталь, соприкасающаяся с другой при образовании электрического контакта
[ ГОСТ 14312-79]EN
contact (piece)
one of the conductive parts forming a contact
[IEV number 441-15-06 ]FR
(pièce de) contact
une des pièces conductrices formant un contact
[IEV number 441-15-06 ]1. Коммутирующая электрическая контакт-деталь
[IEV number 444-04-06]EN
- Contact set - контактная группа
-
Ouput circuit - выходная цепь
contact circuit - цепь контакта
contact - контакт - Contact member - контактный элемент (контактная пружина)
- рабочая поверхность контакт-детали
-
Contact (piece) - контакт деталь
FR
- Jeu de contacts - контактная группа
-
Circuit de sortie - выходная цепь
circuit de contact - цепь контакта
contact - контакт - Element de contact - контактный элемент (контактная пружина)
- рабочая поверхность контакт-детали
-
Piece de contact - контакт-деталь
[Перевод Интент]
Типы коммутирующих электрических контакт-деталей (контактов) по ГОСТ 3884-77
ПП - с плоской рабочей и нерабочей поверхностями
ПР - с плоской рабочей поверхностью и с рельефом для сварки (сферическим или цилиндрическим) со стороны нерабочей поверхности
ПШ - с плоской рабочей поверхностью и с коническим шипом на нерабочей поверхности
СС - со сферической рабочей и сферической нерабочей поверхностями
СП - со сферической рабочей поверхностью и плоской нерабочей поверхностью
СШ - со сферической рабочей поверхностью и коническим шипом на нерабочей поверхности
СР - со сферической рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ПуП - с усеченной плоской рабочей поверхностью и плоской нерабочей поверхностью
ПуШ - с усеченной плоской рабочей поверхностью и коническим шипом на нерабочей поверхности
ПуР - с усеченной плоской рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ЦП - с цилиндрической рабочей поверхностью и плоской нерабочей поверхностью
ЦШ - с цилиндрической рабочей поверхностью и коническим шипом на нерабочей поверхности
ЦР - с цилиндрической рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ЦуП - с усеченной цилиндрической рабочей поверхностью и плоской нерабочей поверхностью
ЦуШ - с усеченной цилиндрической рабочей поверхностью и коническим шипом на нерабочей поверхности
2. Контакт-деталь электрического соединителя
Рис. Tyco Electronics
Извлекаемые штампованные контакты электрического соединителя:
1 - Гнездовая контакт-деталь (гнездовой контакт)
2 - Штыревая контакт-деталь (штыревой контакт)3. Контакт-деталь, как часть разборного или неразборного контактного электрического соединения
Требования к подготовке рабочих поверхностей контакт-деталей
1. Контакт-детали, имеющие два и более отверстий под болты в поперечном ряду, рекомендуется выполнять с продольными разрезами, как показано на чертеже.
2. Рабочие поверхности контакт-деталей разборных контактных соединений и неразборных контактных соединений с линейной арматурой непосредственно перед сборкой должны быть подготовлены:
- медные без покрытия и алюмомедные - зачищены.
При зачистке алюмомедных проводов не должна быть повреждена медная оболочка;
- алюминиевые и из алюминиевых сплавов - зачищены и смазаны нейтральной смазкой (вазелин КВЗ по ГОСТ 15975-70, ЦИАТИМ-221 по ГОСТ 9433-80 или другими смазками с аналогичными свойствами).
Рекомендуемое время между зачисткой и смазкой не более 1 ч;
- рабочие поверхности, имеющие защитные металлические покрытия, - промыты органическим растворителем.
3. Рабочие поверхности медных контакт-деталей, соединяемых способом опрессовки, должны быть зачищены, если иное не указано в стандартах или технических условиях на конкретные виды электротехнических устройств.
Рабочие поверхности алюминиевых контакт-деталей должны быть зачищены и смазаны кварцевазелиновой пастой или другими смазками, пастами и компаундами с аналогичными свойствами.
4. Поверхности контакт-деталей, соединяемых сваркой или пайкой, должны быть предварительно зачищены, обезжирены или протравлены.
[ ГОСТ 10434-82]4. Контакт-деталь, устанавливаемая на печатной плате для присоединения проводов
Тематики
EN
DE
FR
контактная насадка
—
[Я.Н.Лугинский, М.С.Фези-Жилинская, Ю.С.Кабиров. Англо-русский словарь по электротехнике и электроэнергетике, Москва, 1999 г.]Тематики
- электротехника, основные понятия
EN
контактный наконечник
Деталь преобразователя с сухим точечным контактом, имеющая малую волновую длину и остроконечную или сферическую контактную поверхность, обычно выполняемая из твердого, износостойкого материала (корунда, алмаза, закаленной стали и т.п).
[Система неразрушающего контроля. Виды (методы) и технология неразрушающего контроля. Термины и определения (справочное пособие). Москва 2003 г.]Тематики
- виды (методы) и технология неразр. контроля
EN
рабочая поверхность контакт-детали
Часть поверхности контакт-детали, предназначенная для осуществления электрического контакта
[ ГОСТ 14312-79]EN
contact point
contact tip (deprecated for elementary relays)
part of a contact member at which the contact circuit closes or opens
[IEV number 444-04-06]FR
pièce de contact, f
partie d'un élément de contact par laquelle le circuit de contact s'établit ou se rompt
[IEV number 444-04-06]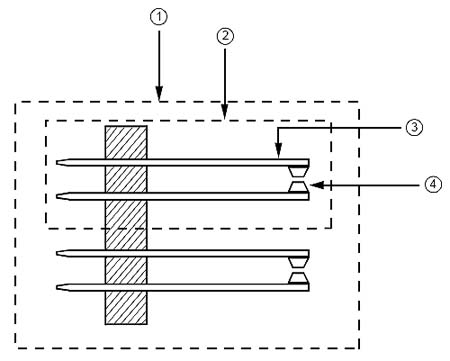
[IEV number 444-04-06]EN
- Contact set - контактная группа
-
Ouput circuit - выходная цепь
contact circuit - цепь контакта
contact - контакт - Contact member - контакт-деталь
- Contact point - рабочая поверхность контакт-детали
FR
- Jeu de contacts - контактная группа
-
Circuit de sortie - выходная цепь
circuit de contact - цепь контакта
contact - контакт - Element de contact - контакт-деталь
- Piece de contact - рабочая поверхность контакт-детали
[Перевод Интент]
Тематики
Обобщающие термины
EN
DE
FR
Англо-русский словарь нормативно-технической терминологии > contact tip
-
37 specific accumulating power of protective covering
удельная аккумулирующая способность защитного полимерного покрытия
удельная аккумулирующая способность
Количество радиоактивного вещества, аккумулированного единицей поверхности защитного полимерного покрытия для улучшения радиационной обстановки.
[ ГОСТ 19465-74]Тематики
- покрытия для улучшения радиац. обстан.
Синонимы
EN
DE
FR
- une capacité d’accumulation spécifique de la couverture polymère
9. Удельная аккумулирующая способность защитного полимерного покрытия
Удельная аккумулирующая способность
D. Spezifische Speicherfähigkeit des Polymeranstriches
E. Specific accumulating power of protective covering
F. Une capacité d’accumulation spécifique de la couverture polymère
Количество радиоактивного вещества, аккумулированного единицей поверхности защитного полимерного покрытия для улучшения радиационной обстановки
Источник: ГОСТ 19465-74: Покрытия полимерные защитные для улучшения радиационной обстановки. Термины и определения оригинал документа
Англо-русский словарь нормативно-технической терминологии > specific accumulating power of protective covering
-
38 finish
['fɪnɪʃ]1) Общая лексика: аппретура, выравнивать, выровнять, до крайности изнурять, добивать, доводить до конца, доводить или использовать до конца, договаривать, доделывать, доедать, доканчивать, доконать, докончить, допивать, допить, завершать, завершить, заканчивать, заканчивать начатое, заканчивать что-л. начатое, заканчиваться, заключительная обработка, законченность, закончить, изнурить, использовать до конца, конец, кончать, кончаться, кончить, кончиться, облагораживать, обрабатывать, оканчивать, окончить, отделать, отделка, отделывать, покончить, порвать связь, прекращать, прикончить, сгладить, сглаживать, убить, финиш, больше не нуждаться (в ком-л., чем-л.), окончание, совершенство, поставить точку, (speaking etc) договорить2) Спорт: финишировать3) Техника: горлышко, доводка, качество обработки, квалитет, накладывать накрывочный слой штукатурки, накрывка (верхний слой штукатурки), отделочная обработка, отделочное покрытие, поверхность (напр. лакокрасочного покрытия), полирование, полировать, производить доводку, производить отделочную, производить отделочную обработку, производить финишную обработку, производить чистовую обработку, столярные изделия, финишная обработка, чистовая обработка, чистота, шлифование, шлифовать, плотность (картона)4) Сельское хозяйство: окончательно ощипывать, откармливать в завершающий период, отделка (тушки птицы), отделывать (тушку птицы), завершающий период откорма, заключительный период откорма, окончательная ощипка5) Химия: аппрет6) Строительство: верхний слой штукатурки, горло, качество отделки, отёска, фактура, финиширование, венчик (бутылки), верхний отделочный слой окраски, высший сорт пиломатериала, накрывочный слой штукатурки, установленные наружные и внутренние столярные изделия8) Железнодорожный термин: шлифовка9) Экономика: производить технологическую операцию, упитанность10) Автомобильный термин: доводить, окончательно обрабатывать, слой11) Лесоводство: лак, готовые столярные изделия (двери и т.п.), отделка (процесс), отделка (характер поверхности)12) Металлургия: обрезать на размер, производить окончательную обработку, прокатывать начисто, состояние поверхности13) Музыка: лакировка корпуса гитары, покраска14) Полиграфия: производить отделку15) Телекоммуникации: оконечная обработка16) Вычислительная техника: "отделка", наложение материала на поверхность, срок окончания работы (в сетевом планировании)17) Нефть: аппретировать, покрытие на последний слой, полировка18) Космонавтика: покрытие19) Силикатное производство: декоративная обработка, (отделочное) покрытие20) Метрология: чистовая обработка (поверхности)21) Парфюмерия: завершённость, завершающий штрих, косметическое средство, придающее завершённость22) Деловая лексика: доводить до совершенства, завершение, окончив производить отделочную технологическую операцию, отделывать начисто, производить отделочную технологическую операцию23) Бурение: обработать начисто, обработка поверхности, окончательная обработка, снимать острые углы, характер обработки поверхности, чистота поверхности24) Производство: (surface) лак, лако-краска, покрытие лаком или краской поверхности25) Микроэлектроника: финишный26) Полимеры: верхний слой, лакокрасочная плёнка, лакокрасочный материал, обработка, отделка (поверхностная)27) Автоматика: обрабатывать начисто, обрезать в размер, чистота обработки, шероховатость (поверхности), доводка (см. тж finishing)28) Пластмассы: отделочная операция29) Общая лексика: доводить (шлифовать)30) Макаров: внешнее покрытие, обрабатывать окончательно, обработать, шероховатость поверхности, чистовая обработка (ПВ), накрывка (верхний слои штукатурки), конец (во времени и пространстве), выделка (отделка), шероховатость (поверхности, детали, изделия), полирование (риса), (with) отделываться, обрабатывать (что-л.) начисто31) Виноградарство: послевкусие (ощущение, которое остается во рту после глотка)32) Табуированная лексика: достигать оргазма, достичь оргазма33) Безопасность: вид покрытия34) Типографика: послепечатная обработка35) Баскетбол: забросить мяч в корзину, завершить комбинацию, удачный бросок, завершение (удачной комбинации) -
39 surfacing
['sɜːfɪsɪŋ]1) Общая лексика: всплытие (подводной лодки)2) Биология: выставание (китов), подъём на поверхность (китов)3) Морской термин: всплытие подводной лодки на поверхность воды5) Техника: выравнивание поверхности, лобовая обточка, нанесение покрытия на поверхность, наплавка поверхности, обработка поверхности, обточка плоскости, поверхностная обработка, подрезка торца, покрытие лаком (деревянных поверхностей), полировка, поперечная обточка, профилирование, торцовая обточка, планировка (выравнивание поверхности), наплавка (одного металла на поверхность другого)6) Железнодорожный термин: балластировка, выправка пути по уровню, выравнивание пути по уровню, подбивка, подъёмка пути, рихтовка пути7) Архитектура: дорожное покрытие, покрытие деревянных поверхностей лаком, планировка (грунта)8) Дорожное дело: всплывание, одежда, покрытие, обточка, строгание9) Лесоводство: облицовывание, сглаживание (при отделке)10) Полиграфия: распределение (по поверхности)11) Вычислительная техника: всплывающий на поверхность, вынужденное всплытие, заставляющий всплыть12) Нефть: выравнивание13) Специальный термин: отделка поверхности14) Рыбоводство: выставание (о китах)15) Машиностроение: лицевая обработка17) Глоссарий компании Сахалин Энерджи: поверхностный шов18) Производство: нанесение на поверхность19) Автоматика: облицовка, сглаживание, наплавка (сваркой)20) Пластмассы: накладка21) Макаров: нанесение покрытия, планировка поверхности, профилирование поверхности, распределение по поверхности, верхний слой (дорожной одежды), покрытие (дорожной одежды), наплавка (нанесение одного металла на поверхность другого), выравнивание (при отделке)22) Золотодобыча: выход наверх, наверх23) Тенгизшевройл: балластировка ж/д пути, выравнивание ( выправка) пути по уровню, исправление просадок, подбивка пути24) Подводное плавание: всплытие на поверхность -
40 operating ares of coating thickness measure
рабочая площадь меры толщины покрытия
Участок поверхности меры толщины покрытия, на котором нормируется значение толщины покрытия.
[ГОСТ 8.362-79]Тематики
Обобщающие термины
EN
DE
FR
20. Рабочая площадь меры толщины покрытия
D. Arbeitsoberfläche der Massverkörperungsdicke des Uberzugs
E. Operating ares of coating thickness measure
F. Surface travaillante de mesure d´épaisseur de revétement
Участок поверхности меры толщины покрытия, на котором нормируется значение толщины покрытия
Источник: ГОСТ 8.362-79: Государственная система обеспечения единства измерений. Измерение толщины покрытий. Термины и определения оригинал документа
Англо-русский словарь нормативно-технической терминологии > operating ares of coating thickness measure
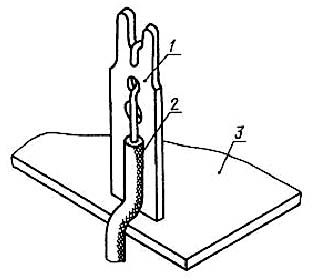
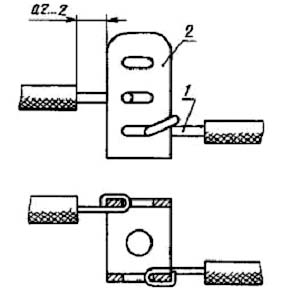
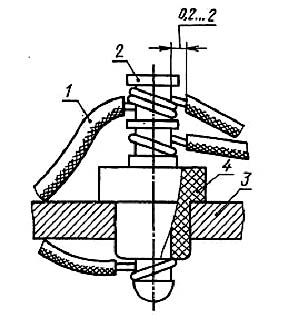
См. также в других словарях:
Однородность поверхности покрытия автодороги — Однородность поверхности покрытия равномерность распределения цвета и количества компонентов (выпотевание битума, избыток или недостаток песка или щебня) на поверхности покрытия, оцениваемая визуально... Источник: Распоряжение Минтранса РФ от… … Официальная терминология
Шумовые полосы на поверхности покрытия дороги — Шумовые полосы: устройство в виде чередующихся поперечных полос на поверхности покрытия дороги, выполненные посредством крупношероховатой поверхностной обработки или другим способом, вызывающие вибрацию элементов подвески автомобиля и повышенный… … Официальная терминология
Покрытия металлов — в авиастроении. В изделиях авиационной техники практически на все металлические детали и узлы наносятся те или иные покрытия в целях защиты их от коррозии, действия высоких температур и придания требуемого декоративного вида. Наибольшее… … Энциклопедия техники
Покрытия форм — покрытия слои материалов, наносимые на поверхность форм и стержней, придающие поверхности отливки заданные свойства или оформляющие требуемую конфигурацию отливки. Применяют: покрытия для разовых форм, покрытия для кокилей, покрытия изложниц для… … Энциклопедический словарь по металлургии
ПОКРЫТИЯ ФОРМ — покрытия слои материалов, наносимые на поверхность форм и стержней, придающие поверхности отливки заданные свойства или оформляющие требуемую конфигурацию отливки. Применяют: покрытия для разовых форм, покрытия для кокилей, покрытия изложниц для… … Металлургический словарь
ПОКРЫТИЯ ДЛЯ КОКИЛЕЙ — покрытия форм, обеспечивающие теплоизоляцию кокилей, снижающие шероховатость поверхности отливок, предупреждающие попадание оксидов в отливку или легирующие (модифицирующие) ее поверхностные слои. В зависимости от назначения покрытия подразделяют … Металлургический словарь
Покрытия гальванические — – металлический слой толщиной от долей мкм до десятых долей мм, нанесённый на поверхность изделия методом электролитического осаждения для защиты его от коррозии, механического износа, декоративной отделки, а также сообщения поверхности… … Энциклопедия терминов, определений и пояснений строительных материалов
покрытия металлов — в авиастроении. В изделиях авиационной техники практически на все металлические детали и узлы наносятся те или иные покрытия в целях защиты их от коррозии, действия высоких температур и придания требуемого декоративного вида. Наибольшее… … Энциклопедия «Авиация»
покрытия металлов — в авиастроении. В изделиях авиационной техники практически на все металлические детали и узлы наносятся те или иные покрытия в целях защиты их от коррозии, действия высоких температур и придания требуемого декоративного вида. Наибольшее… … Энциклопедия «Авиация»
Покрытия, полученные способом электроискрового легирования — 2.6. Покрытия, полученные способом электроискрового легирования 2.6.1. По внешнему виду покрытие должно быть сплошным, равномерного цвета, без инородных включений, без трещин, сколов, отслоений, вспучиваний. 2.6.2. Толщина покрытия должна… … Словарь-справочник терминов нормативно-технической документации
Покрытия, полученные способом микроплазменной наплавки — 2.5. Покрытия, полученные способом микроплазменной наплавки 2.5.1. По внешнему виду покрытие должно быть сплошным, без инородных включений, без трещин, сколов, отслоений. Наличие цветов побежалости не является браковочным признаком. 2.5.2.… … Словарь-справочник терминов нормативно-технической документации