-
61 в высшей степени
highly наречие:in the extreme (в высшей степени, чрезвычайно)словосочетание:to a proverb (в высшей степени, предельно) -
62 зарядное устройство (в электротехнике)
устройство зарядное (в электротехнике)
Устройство для зарядки электрических аккумуляторов и батарей конденсаторов.
[РД 01.120.00-КТН-228-06]
Зарядные устройства аккумуляторовЕмкость и время работы аккумуляторных батарей очень сильно зависят от типа и качества зарядных устройств, применяемых для их заряда, которые обеспечивают определенный метод заряда и выбор режима разряда. Выбор хорошего зарядного устройства для пользователя аккумуляторов часто является вопросом второстепенной важности, особенно при использовании аккумуляторов в бытовой электронной технике. Однако это очень существенный вопрос, и решать его нужно сразу, чтобы впоследствии не удивляться, почему так быстро приходится менять аккумуляторы или почему они не держат заряд. В большинстве случаев деньги, вложенные в покупку хорошего зарядного устройства, оправдывают себя в результате эффективной работы и длительного срока службы аккумуляторов.
Построение схемы простейшего зарядного устройства зависит от принципов заряда, которых, в общем, два: ограничение тока заряда и ограничение напряжения заряда. Принцип заряда с ограничением тока заряда используется при заряде никель-кадмиевых и никель-металлгидридных аккумуляторов, а принцип с ограничением напряжения заряда - при заряде свинцово-кислотных, литий-ионных и литий-полимерных аккумуляторов.
Весьма быстрое развитие электроники, совершенствование её элементной базы привели к созданию специализированных микросхем зарядных устройств, способные автоматически обеспечить заряд аккумулятора по заданному алгоритму и предназначенные для заряда аккумуляторов любого типа. Кроме того, отдельные типы микросхем помимо заряда обеспечивают измерение емкости аккумулятора или аккумуляторной батареи и степени разряда.
Современные микросхемы зарядных устройств способны очень четкое прекращать процесса заряда практически по всем возможным характеристикам заряда: по скорости повышения температуры ΔТ/Δt, по пиковому напряжению на аккумуляторной батарее, по кратковременному понижению напряжения ΔU/Δt, по максимальной температуре, по сигналу таймера. Отдельные микросхемы обеспечивают контроль температуры окружающей среды и в зависимости от этого корректируют режим заряда и разряда. Например, такая коррекция происходит пошагово при изменении температуры на каждые 10 °С в пределах от -35 до +85 °С. На практике любая из этих схем, взятая за основу, обрастает дополнительными элементами, добавляющими зарядному устройству новые возможности, улучшая его характеристики.
Зарядные устройства аккумуляторов, обеспечивающие постоянный ток ( гальваностатический режим заряда)
Большая часть зарядных устройств обеспечивает заряд только постоянным током и потому пригодны лишь для заряда щелочных герметичных аккумуляторов (никель-металлгидридных и никель-кадмиевых). Простейшие бытовые зарядные устройства, осуществляющие заряд постоянным током, применяются для заряда от 1 до 4 аккумуляторов. Они различаются в основном конструкцией, а не принципиальной электрической схемой. Чаще всего такие зарядные устройства питаются через трансформатор от сети 220В и обеспечивают выпрямленный ток с невысоким уровнем его стабилизации. Ток практически всегда не регулируется, а время заряда определяется самим пользователем.
Универсальность бытовых зарядных устройств, как правило, означает возможность установки в них аккумуляторов разных габаритов и обеспечение постоянного тока порядка 0,1С, по отношению к емкости, которую производитель зарядного устройства считает типичной для аккумуляторов такого типоразмера. Поэтому следует быть внимательным при установке в них аккумуляторов и правильно определять время заряда. За последние 5-7 лет быстрый прогресс промышленности привел к выпуску щелочных аккумуляторов одинаковых габаритов, но отличающихся по емкости в 3 раза. Стремление использовать простые универсальные зарядные устройства для заряда аккумуляторов все большей емкости может привести к очень продолжительному и, главное, малоэффективному заряду токами существенно меньше стандартного значения. Главным достоинством таких зарядных устройств является их низкая цена.
Более дорогие зарядные устройства обеспечивают несколько режимов: доразряд (если он необходим), заряд и режим подзаряда. Доразряд щелочных аккумуляторов (до 1 В/ак) производится с целью снятия остаточной емкости. Однако следует учитывать, что в таких зарядных устройствах аккумуляторы, устанавливаемые в пружинные контакты, могут быть соединены последовательно, а контроль разряда выполняется по предельному разрядному напряжению U=(n х 1,0)В, где n - количество аккумуляторов в цепочке. Но после длительной эксплуатации аккумуляторы могут очень сильно различаться по емкости, и контроль по среднему напряжению для всей цепочки может привести к переразряду или переполюсованию наиболее слабых и их порче.
Прекращение заряда или переключение в режим подзаряда (малым током для компенсации саморазряда) производится в таких зарядных устройствах автоматически в соответствии с некоторыми из тех параметров контроля, которые описаны в другой статье. При использовании таких зарядных устройств следует помнить, что не рекомендуется часто и надолго оставлять аккумуляторы в режиме компенсационного подзаряда, так как это укорачивает срок их службы.
Некоторые зарядные устройства конструктивно оформлены так, что обеспечивают заряд как 1-4 отдельных аккумуляторов, так и 9 В батареи типоразмера 6E22 (E-BLOCK). Некоторые зарядные устройства имеют индивидуальный контроль процесса заряда (детекция -ΔU) в каждом канале, что дает возможность заряжать одновременно аккумуляторы разных типоразмеров.
Следует заметить, что в том случае, когда пользователь может позволить себе длительный заряд никель-кадмиевых или никель-металлгидридных аккумуляторов стандартным током 0,1 С в течение 16 ч, можно использовать простейшие зарядные устройства с контролем процесса по времени. При этом, если нет уверенности в полном исчерпании емкости, следует очередной заряд сократить по времени: лучше некоторый недозаряд аккумуляторов, чем значительный перезаряд, который может привести к их деградации и преждевременном выходе из строя. Но вообще большая часть современных цилиндрических аккумуляторов может перенести случайный довольно значительный перезаряд без повреждения и последствий, хотя емкость их при последующем разряде и не повысится.
Если же нужно максимально сократить время переподготовки аккумуляторов после исчерпания емкости, следует использовать зарядные устройства для быстрого заряда, но с высоким уровнем контроля процесса. При выборе зарядного устройства с разными параметрами контроля процесса следует учитывать, что контроль его по абсолютной величине конечного напряжения ненадежен, а из двух наиболее часто рекомендуемых производителями аккумуляторов параметров (-ΔU и ΔT/Δt) первый реализован уже во многих современных зарядных устройствах, второй - для обычных зарядных устройств редок, прежде всего из-за того, что требует наличия термодатчика, а его устанавливают только в батареях, но возможна установка термодатчика в место контакта аккумулятора с зарядным устройством. Не следует увлекаться и чересчур быстрым зарядом аккумуляторов (некоторые компании предлагают заряд за 15-30 мин). При плохом аппаратурном обеспечении даже надежного способа контроля заряда, столь быстрый заряд значительно сократит срок службы аккумулятора.
Зарядные устройства аккумуляторов, обеспечивающие режим постоянного напряжения ( потенциостатический режим заряда) и комбинированный заряд
Зарядные устройства для свинцово-кислотных, литий-ионных и литий-полимерных аккумуляторных батарей должны осуществлять стабилизацию тока на первой стадии заряда и стабилизацию напряжения питания на второй. Кроме того, должен быть обеспечен контроль конца заряда, который в общем случае может выполняться либо по времени, либо по снижению тока до заданной минимальной величины.
Зарядных устройств с такой стратегией заряда на рынке много меньше, чем зарядных устройств, реализующих режим постоянного тока (имеются ввиду зарядные устройства для непосредственного заряда аккумуляторов и батарей, а не блоки питания для сотовых телефонов, ноутбуков и т.п.).
О зарядных устройствах никель-кадмиевых и никель-металлгидридных аккумуляторах
Для никель-кадмиевых и никель-металлгидридных аккумуляторных батарей существует три типа зарядных устройств. К ним относятся:
1. Зарядные устройства нормального (медленного) заряда
2. Зарядные устройства быстрого заряда
3. Зарядные устройства скоростного заряда
1. Зарядные устройства нормального (медленного) заряда.
Зарядные устройства этого типа, иногда называют ночными. Ток нормального заряда составляет 0,1С. Время заряда - 14...16 ч. При таком малом токе заряда трудно определить время окончания заряда. Поэтому обычно индикатор готовности батареи в зарядных устройствах для нормального заряда отсутствует. Они самые дешевые и предназначены только для зарядки никель-кадмиевых аккумуляторов. Для зарядки как никель-кадмиевых так и никель-металлгидридных аккумуляторов используются другие, более совершенные зарядные устройства. Если зарядный ток установлен правильно, полностью заряженная батарея становится чуть теплой на ощупь. В таком случае нет надобности немедленно отключать ее от зарядного устройства. В нем она может оставаться более чем на один день. Но все же ее отсоединение сразу после окончания заряда - лучший вариант. При применении таких зарядных устройствах проблемы возникают, если они используются для зарядки батарей малой емкости, в то время как рассчитаны для работы с более мощными батареями. В таком случае аккумуляторная батарея станет нагреваться уже по достижении 70% своей емкости. Поскольку возможность понизить ток заряда или прекратить его процесс вообще отсутствует, то во второй половине цикла заряда начнется процесс теплового разрушения аккумуляторов. Единственно возможный способ сохранить аккумуляторы, это отключить их, как только они станут горячими. В случае, если для зарядки мощной аккумуляторной батареи используется недостаточно мощное зарядное устройство, батарея в процессе заряда будет оставаться холодной и никогда не будет заряжена до конца. Тогда она потеряет часть своей емкости.
2. Зарядные устройства быстрого заряда.
Они позиционируются как зарядные устройства среднего класса как по скорости заряда, так и по цене. Заряд аккумуляторов в них происходит в течение 3...6 часов током около 0,ЗС. В качестве необходимого элемента эти зарядные устройства имеют схему контроля достижения аккумуляторами определенного напряжения в конце заряда и их отключения в этот момент. Такие зарядные устройства обеспечивают лучшее по сравнению с устройствами медленного заряда обслуживание аккумуляторов. В настоящее время они уступили свое место зарядным устройствам скоростного заряда.
3. Зарядные устройства скоростного заряда.
Такие зарядные устройства имеют несколько преимуществ перед зарядными устройствами других типов. Главное из них - меньшее время заряда. Хотя из-за большей мощности источника напряжения и необходимости использования специальных узлов контроля и управления такие зарядные устройства имеют наиболее высокие цены. Время заряда в зарядных устройствах такого типа зависит от тока заряда, степени разряда аккумуляторов, их емкости и типа. При токе заряда 1С разряженная никель-кадмиевая батарея заряжается в среднем менее чем за один час. Если же аккумуляторная батарея полностью заряжена, некоторые зарядные устройства переходят в режим подзарядки пониженным током заряда и с отключением по сигналу таймера.
Современные устройства скоростного заряда обычно используются для зарядки как никель-кадмиевых, так и никель-металлгидридных аккумуляторных батарей. Поскольку этот процесс происходит при повышенном токе заряда и за ним необходим контроль, крайне важно, чтобы в конкретном зарядном устройстве заряжались только те аккумуляторы, которые рекомендованы для скоростного заряда производителем. Некоторые батареи маркируют электрически на заводах-изготовителях с той целью, чтобы зарядное устройство могло распознать их тип и основные электрические характеристики. После этого зарядное устройство автоматически установит величину тока и задаст алгоритм процесса заряда, соответствующие установленным в него аккумуляторам.
Еще раз подчеркнем, что свинцово-кислотные и литий-ионные аккумуляторные батареи имеют алгоритмы заряда, не совместимые с алгоритмом заряда никель-кадмиевых и никель-металлгидридных аккумуляторов.
[ http://www.powerinfo.ru/charge.php]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > зарядное устройство (в электротехнике)
-
63 ИБП для централизованных систем питания
ИБП для централизованных систем питания
ИБП для централизованного питания нагрузок
-
[Интент]ИБП для централизованных систем питания
А. П. Майоров
Для многих предприятий всесторонняя защита данных имеет жизненно важное значение. Кроме того, есть виды деятельности, в которых прерывания подачи электроэнергии не допускаются даже на доли секунды. Так работают расчетные центры банков, больницы, аэропорты, центры обмена трафиком между различными сетями. В такой же степени критичны к электропитанию телекоммуникационное оборудование, крупные узлы Интернет, число ежедневных обращений к которым исчисляется десятками и сотнями тысяч. Третья часть обзора по ИБП посвящена оборудованию, предназначенному для обеспечения питания особо важных объектов.
Централизованные системы бесперебойного питания применяют в тех случаях, когда прерывание подачи электроэнергии недопустимо для работы большинства единиц оборудования, составляющих одну информационную или технологическую систему. Как правило, проблемы питания рассматривают в рамках единого проекта наряду со многими другими подсистемами здания, поскольку они требуют вложения значительных средств и увязки с силовой электропроводкой, коммутационным электрооборудованием и аппаратурой кондиционирования. Изначально системы бесперебойного питания рассчитаны на долгие годы эксплуатации, их срок службы можно сравнить со сроком службы кабельных подсистем здания и основного компьютерного оборудования. За 15—20 лет функционирования предприятия оснащение его рабочих станций обновляется три-четыре раза, несколько раз изменяется планировка помещений и производится их ремонт, но все эти годы система бесперебойного питания должна работать безотказно. Для ИБП такого класса долговечность превыше всего, поэтому в их технических спецификациях часто приводят значение важнейшего технического показателя надежности — среднего времени наработки на отказ (Mean Time Before Failure — MTBF). Во многих моделях с ИБП оно превышает 100 тыс. ч, в некоторых из них достигает 250 тыс. ч (т. е. 27 лет непрерывной работы). Правда, сравнивая различные системы, нужно учитывать условия, для которых этот показатель задан, и к предоставленным цифрам относиться осторожно, поскольку условия работы оборудования разных производителей неодинаковы.
Батареи аккумуляторов
К сожалению, наиболее дорогостоящий компонент ИБП — батарея аккумуляторов так долго работать не может. Существует несколько градаций качества батарей, которые различаются сроком службы и, естественно, ценой. В соответствии с принятой два года назад конвенцией EUROBAT по среднему сроку службы батареи разделены на четыре группы:
10+ — высоконадежные,
10 — высокоэффективные,
5—8 — общего назначения,
3—5 — стандартные коммерческие.Учитывая исключительно жесткую конкуренцию на рынке ИБП малой мощности, производители стремятся снизить до минимума начальную стоимость своих моделей, поэтому часто комплектуют их самыми простыми батареями. Применительно к этой группе продуктов такой подход оправдан, поскольку упрощенные ИБП изымают из обращения вместе с защищаемыми ими персональными компьютерами. Впервые вступающие на этот рынок производители, пытаясь оттеснить конкурентов, часто используют в своих интересах неосведомленность покупателей о проблеме качества батарей и предлагают им сравнимые по остальным показателям модели за более низкую цену. Имеются случаи, когда партнеры крупной фирмы комплектуют ее проверенные временем и признанные рынком модели ИБП батареями, произведенными в развивающихся странах, где контроль за технологическим процессом ослаблен, а, значит, срок службы батарей меньше по сравнению с "кондиционными" изделиями. Поэтому, подбирая для себя ИБП, обязательно поинтересуйтесь качеством батареи и ее производителем, избегайте продукции неизвестных фирм. Следование этим рекомендациям сэкономит вам значительные средства при эксплуатации ИБП.
Все сказанное еще в большей степени относится к ИБП высокой мощности. Как уже отмечалось, срок службы таких систем исчисляется многими годами. И все же за это время приходится несколько раз заменять батареи. Как это ни покажется странным, но расчеты, основанные на ценовых и качественных параметрах батарей, показывают, что в долгосрочной перспективе наиболее выгодны именно батареи высшего качества, несмотря на их первоначальную стоимость. Поэтому, имея возможность выбора, устанавливайте батареи только "высшей пробы". Гарантированный срок службы таких батарей приближается к 15 годам.
Не менее важный аспект долговечности мощных систем бесперебойного питания — условия эксплуатации аккумуляторных батарей. Чтобы исключить непредсказуемые, а следовательно, часто приводящие к аварии перерывы в подаче электропитания, абсолютно все включенные в приведенную в статье таблицу модели оснащены самыми совершенными схемами контроля за состоянием батарей. Не мешая выполнению основной функции ИБП, схемы мониторинга, как правило, контролируют следующие параметры батареи: зарядный и разрядный токи, возможность избыточного заряда, рабочую температуру, емкость.
Кроме того, с их помощью рассчитываются такие переменные, как реальное время автономной работы, конечное напряжение зарядки в зависимости от реальной температуры внутри батареи и др.
Подзарядка батареи происходит по мере необходимости и в наиболее оптимальном режиме для ее текущего состояния. Когда емкость батареи снижается ниже допустимого предела, система контроля автоматически посылает предупреждающий сигнал о необходимости ее скорой замены.
Топологические изыски
Долгое время специалисты по системам электропитания руководствовались аксиомой, что мощные системы бесперебойного питания должны иметь топологию on-line. Считается, что именно такая топология гарантирует защиту от всех нарушений на линиях силового питания, позволяет фильтровать помехи во всем частотном диапазоне, обеспечивает на выходе чистое синусоидальное напряжение с номинальными параметрами. Однако за качество электропитания приходится платить повышенным выделением тепловой энергии, сложностью электронных схем, а следовательно, потенциальным снижением надежности. Но, несмотря на это, за многолетнюю историю выпуска мощных ИБП были разработаны исключительно надежные аппараты, способные работать в самых невероятных условиях, когда возможен отказ одного или даже нескольких узлов одновременно. Наиболее важным и полезным элементом мощных ИБП является так называемый байпас. Это обходной путь подачи энергии на выход в случае ремонтных и профилактических работ, вызванных отказом некоторых компонентов систем или возникновением перегрузки на выходе. Байпасы бывают ручными и автоматическими. Они формируются несколькими переключателями, поэтому для их активизации требуется некоторое время, которое инженеры постарались снизить до минимума. И раз уж такой переключатель был создан, то почему бы не использовать его для снижения тепловыделения в то время, когда питающая сеть пребывает в нормальном рабочем состоянии. Так появились первые признаки отступления от "истинного" режима on-line.
Новая топология отдаленно напоминает линейно-интерактивную. Устанавливаемый пользователем системы порог срабатывания определяет момент перехода системы в так называемый экономный режим. При этом напряжение из первичной сети поступает на выход системы через байпас, однако электронная схема постоянно следит за состоянием первичной сети и в случае недопустимых отклонений мгновенно переключается на работу в основном режиме on-line.
Подобная схема применена в ИБП серии Synthesis фирмы Chloride (Сети и системы связи, 1996. № 10. С. 131), механизм переключения в этих устройствах назван "интеллектуальным" ключом. Если качество входной линии укладывается в пределы, определяемые самим пользователем системы, аппарат работает в линейно-интерактивном режиме. При достижении одним из контролируемых параметров граничного значения система начинает работать в нормальном режиме on-line. Конечно, в этом режиме система может работать и постоянно.
За время эксплуатации системы отход от исходной аксиомы позволяет экономить весьма значительные средства за счет сокращения тепловыделения. Сумма экономии оказывается сопоставимой со стоимостью оборудования.
Надо отметить, что от своих исходных принципов отошла еще одна фирма, ранее выпускавшая только линейно-интерактивные ИБП и ИБП типа off-line сравнительно небольшой мощности. Теперь она превысила прежний верхний предел мощности своих ИБП (5 кВА) и построила новую систему по топологии on-line. Я имею в виду фирму АРС и ее массив электропитания Simmetra (Сети и системы связи. 1997. № 4. С. 132). Создатели попытались заложить в систему питания те же принципы повышения надежности, которые применяют при построении особо надежной компьютерной техники. В модульную конструкцию введена избыточность по отношению к управляющим модулям и батареям. В любом из трех выпускаемых шасси из отдельных модулей можно сформировать нужную на текущий момент систему и в будущем наращивать ее по мере надобности. Суммарная мощность самого большого шасси достигает 16 кВА. Еще рано сравнивать эту только что появившуюся систему с другими включенными в таблицу. Однако факт появления нового продукта в этом исключительно устоявшемся секторе рынка сам по себе интересен.
Архитектура
Суммарная выходная мощность централизованных систем бесперебойного питания может составлять от 10—20 кВА до 200—300 МВА и более. Соответственно видоизменяется и структура систем. Как правило, она включают в себя несколько источников, соединенных параллельно тем или иным способом. Аппаратные шкафы устанавливают в специально оборудованных помещениях, где уже находятся распределительные шкафы выходного напряжения и куда подводят мощные входные силовые линии электропитания. В аппаратных помещениях поддерживается определенная температура, а за функционированием оборудования наблюдают специалисты.
Многие реализации системы питания для достижения необходимой надежности требуют совместной работы нескольких ИБП. Существует ряд конфигураций, где работают сразу несколько блоков. В одних случаях блоки можно добавлять постепенно, по мере необходимости, а в других — системы приходится комплектовать в самом начале проекта.
Для повышения суммарной выходной мощности используют два варианта объединения систем: распределенный и централизованный. Последний обеспечивает более высокую надежность, но первый более универсален. Блоки серии EDP-90 фирмы Chloride допускают объединение двумя способами: и просто параллельно (распределенный вариант), и с помощью общего распределительного блока (централизованный вариант). При выборе способа объединения отдельных ИБП необходим тщательный анализ структуры нагрузки, и в этом случае лучше всего обратиться за помощью к специалистам.
Применяют параллельное соединение блоков с централизованным байпасом, которое используют для повышения общей надежности или увеличения общей выходной мощности. Число объединяемых блоков не должно превышать шести. Существуют и более сложные схемы с избыточностью. Так, например, чтобы исключить прерывание подачи питания во время профилактических и ремонтных работ, соединяют параллельно несколько блоков с подключенными к отдельному ИБП входными линиями байпасов.
Особо следует отметить сверхмощные ИБП серии 3000 фирмы Exide. Суммарная мощность системы питания, построенная на модульных элементах этой серии, может достигать нескольких миллионов вольт-ампер, что сравнимо с номинальной мощностью генераторов некоторых электростанций. Все компоненты серии 3000 без исключения построены на модульном принципе. На их основе можно создать особо мощные системы питания, в точности соответствующие исходным требованиям. В процессе эксплуатации суммарную мощность систем можно наращивать по мере увеличения нагрузки. Однако следует признать, что систем бесперебойного питания такой мощности в мире не так уж много, их строят по специальным контрактам. Поэтому серия 3000 не включена в общую таблицу. Более подробные данные о ней можно получить на Web-узле фирмы Exide по адресу http://www.exide.com или в ее московском представительстве.
Важнейшие параметры
Для систем с высокой выходной мощностью очень важны показатели, которые для менее мощных систем не имеют первостепенного значения. Это, например, КПД — коэффициент полезного действия (выражается либо действительным числом меньше единицы, либо в процентах), показывающий, какая часть активной входной мощности поступает к нагрузке. Разница значений входной и выходной мощности рассеивается в виде тепла. Чем выше КПД, тем меньше тепловой энергии выделяется в аппаратной комнате и, значит, для поддержания нормальных рабочих условий требуется менее мощная система кондиционирования.
Чтобы представить себе, о каких величинах идет речь, рассчитаем мощность, "распыляемую" ИБП с номинальным значением на выходе 8 МВт и с КПД, равным 95%. Такая система будет потреблять от первичной силовой сети 8,421 МВт — следовательно, превращать в тепло 0,421 МВт или 421 кВт. При повышении КПД до 98% при той же выходной мощности рассеиванию подлежат "всего" 163 кВт. Напомним, что в данном случае нужно оперировать активными мощностями, измеряемыми в ваттах.
Задача поставщиков электроэнергии — подавать требуемую мощность ее потребителям наиболее экономным способом. Как правило, в цепях переменного тока максимальные значения напряжения и силы тока из-за особенностей нагрузки не совпадают. Из-за этого смещения по фазе снижается эффективность доставки электроэнергии, поскольку при передаче заданной мощности по линиям электропередач, через трансформаторы и прочие элементы систем протекают токи большей силы, чем в случае отсутствия такого смещения. Это приводит к огромным дополнительным потерям энергии, возникающим по пути ее следования. Степень сдвига по фазе измеряется не менее важным, чем КПД, параметром систем питания — коэффициентом мощности.
Во многих странах мира существуют нормы на допустимое значение коэффициента мощности систем питания и тарифы за электроэнергию нередко зависят от коэффициента мощности потребителя. Суммы штрафов за нарушение нормы оказываются настольно внушительными, что приходится заботиться о повышении коэффициента мощности. С этой целью в ИБП встраивают схемы, которые компенсируют сдвиг по фазе и приближают значение коэффициента мощности к единице.
На распределительную силовую сеть отрицательно влияют и нелинейные искажения, возникающие на входе блоков ИБП. Почти всегда их подавляют с помощью фильтров. Однако стандартные фильтры, как правило, уменьшают искажения только до уровня 20—30%. Для более значительного подавления искажений на входе систем ставят дополнительные фильтры, которые, помимо снижения величины искажений до нескольких процентов, повышают коэффициент мощности до 0,9—0,95. С 1998 г. встраивание средств компенсации сдвига по фазе во все источники электропитания компьютерной техники в Европе становится обязательным.
Еще один важный параметр мощных систем питания — уровень шума, создаваемый такими компонентами ИБП, как, например, трансформаторы и вентиляторы, поскольку их часто размещают вместе в одном помещении с другим оборудованием — там где работает и персонал.
Чтобы представить себе, о каких значениях интенсивности шума идет речь, приведем для сравнения такие примеры: уровень шума, производимый шелестом листвы и щебетанием птиц, равен 40 дБ, уровень шума на центральной улице большого города может достигать 80 дБ, а взлетающий реактивный самолет создает шум около 100 дБ.
Достижения в электронике
Мощные системы бесперебойного электропитания выпускаются уже более 30 лет. За это время бесполезное тепловыделение, объем и масса их сократились в несколько раз. Во всех подсистемах произошли и значительные технологические изменения. Если раньше в инверторах использовались ртутные выпрямители, а затем кремниевые тиристоры и биполярные транзисторы, то теперь в них применяются высокоскоростные мощные биполярные транзисторы с изолированным затвором (IGBT). В управляющих блоках аналоговые схемы на дискретных компонентах сначала были заменены на цифровые микросхемы малой степени интеграции, затем — микропроцессорами, а теперь в них установлены цифровые сигнальные процессоры (Digital Signal Processor — DSP).
В системах питания 60-х годов для индикации их состояния использовались многочисленные аналоговые измерительные приборы. Позднее их заменили более надежными и информативными цифровыми панелями из светоизлучающих диодов и жидкокристаллических индикаторов. В наше время повсеместно используют программное управление системами питания.
Еще большее сокращение тепловых потерь и общей массы ИБП дает замена массивных трансформаторов, работающих на частоте промышленной сети (50 или 60 Гц), высокочастотными трансформаторами, работающими на ультразвуковых частотах. Между прочим, высокочастотные трансформаторы давно применяются во внутренних источниках питания компьютеров, а вот в ИБП их стали устанавливать сравнительно недавно. Применение IGBT-приборов позволяет строить и бестрансформаторные инверторы, при этом внутреннее построение ИБП существенно меняется. Два последних усовершенствования применены в ИБП серии Synthesis фирмы Chloride, отличающихся уменьшенным объемом и массой.
Поскольку электронная начинка ИБП становится все сложнее, значительную долю их внутреннего объема теперь занимают процессорные платы. Для радикального уменьшения суммарной площади плат и изоляции их от вредных воздействий электромагнитных полей и теплового излучения используют электронные компоненты для так называемой технологии поверхностного монтажа (Surface Mounted Devices — SMD) — той самой, которую давно применяют в производстве компьютеров. Для защиты электронных и электротехнических компонентов имеются специальные внутренние экраны.
***
Со временем серьезный системный подход к проектированию материальной базы предприятия дает значительную экономию не только благодаря увеличению срока службы всех компонентов "интегрированного интеллектуального" здания, но и за счет сокращения расходов на электроэнергию и текущее обслуживание. Использование централизованных систем бесперебойного питания в пересчете на стоимость одного рабочего места дешевле, чем использование маломощных ИБП для рабочих станций и даже ИБП для серверных комнат. Однако, чтобы оценить это, нужно учесть все факторы установки таких систем.
Предположим, что предприятие свое помещение арендует. Тогда нет никакого смысла разворачивать дорогостоящую систему централизованного питания. Если через пять лет руководство предприятия не намерено заниматься тем же, чем занимается сегодня, то даже ИБП для серверных комнат обзаводиться нецелесообразно. Но если оно рассчитывает на то, что производство будет держаться на плаву долгие годы и решило оснастить принадлежащее им здание системой бесперебойного питания, то для выбора такой системы нужно воспользоваться услугами специализированных фирм. Сейчас их немало и в России. От этих же фирм можно получить информацию о так называемых системах гарантированного электропитания, в которые включены дизельные электрогенераторы и прочие, более экзотические источники энергии.
Нам же осталось рассмотреть лишь методы управления ИБП, что мы и сделаем в одном из следующих номеров нашего журнала
[ http://www.ccc.ru/magazine/depot/97_07/read.html?0502.htm]Тематики
Синонимы
EN
Русско-английский словарь нормативно-технической терминологии > ИБП для централизованных систем питания
-
64 измерение экономических величин
измерение экономических величин
Еще не найдена и, может быть, никогда не будет найдена единая мера, эталон, который был бы применим к разным экономическим величинам и, таким образом, позволял бы измерять их. Это — главная особенность экономических величин вообще. Есть наиболее общая мера — человеко-час труда, но и эта мера весьма ненадежна, так как труд бывает разный, а его результаты — тем более. Кроме того, трудовая мера дает характеристику лишь одной стороны объекта экономических измерений — вложенного в него труда. А у каждого объекта таких сторон много, и всякое отдельное измерение оказывается неполным, иногда даже вводит в заблуждение. К настоящему времени сложились три основных системы измерителей экономических величин: натуральные, трудовые и стоимостные (денежные), хотя в принципе возможны и другие, например, энергетические. Каждая из этих систем имеет свои особенности, достоинства и недостатки и применима в разных ситуациях, что не позволяет считать какую-то одну из них главной. В хозяйственной практике И.э.в. находит свое выражение в статистических показателях, характеризующих свойства экономических объектов, необходимые для управления и научного познания. Они, соответственно, также подразделяются на натуральные, трудовые и стоимостные. Для натуральных показателей главная проблема — сведение многомерных характеристик потребительских свойств товаров к одномерной, для чего применяется, например, пересчет в условную продукцию (условные банки консервов), использование основного параметра (погонные или квадратные метры при оценке количества ткани), построение условного обобщающего показателя (разные виды топлива переводятся в т.у.т. — тонны условного топлива). Трудовые величины характеризуются показателями трудоемкости продукции, сложности труда (см. Редукция труда), производительности труда и др. Главный стоимостной показатель — цена. Экономические величины подразделяются на имеющие размерность (см. Потоки, Объемы) и безразмерные, например, коэффициенты, индексы, проценты и т.д.
[ http://slovar-lopatnikov.ru/]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > измерение экономических величин
-
65 линейное программирование
линейное программирование
—
[ http://www.iks-media.ru/glossary/index.html?glossid=2400324]
линейное программирование
Область математического программирования, посвященная теории и методам решения экстремальных задач, характеризующихся линейной зависимостью между переменными. В самом общем виде задачу Л.п. можно записать так. Даны ограничения типа или в так называемой канонической форме, к которой можно привести все три указанных случая Требуется найти неотрицательные числа xj (j = 1, 2, …, n), которые минимизируют (или максимизируют) линейную форму Неотрицательность искомых чисел записывается так: Таким образом, здесь представлена общая задача математического программирования с теми оговорками, что как ограничения, так и целевая функция — линейные, а искомые переменные — неотрицательны. Обозначения можно трактовать следующим образом: bi — количество ресурса вида i; m — количество видов этих ресурсов; aij — норма расхода ресурса вида i на единицу продукции вида j; xj — количество продукции вида j, причем таких видов — n; cj — доход (или другой выигрыш) от единицы этой продукции, а в случае задачи на минимум — затраты на единицу продукции; нумерация ресурсов разделена на три части: от 1 до m1, от m1 + 1 до m2 и от m2 + 1 до m в зависимости от того, какие ставятся ограничения на расходование этих ресурсов; в первом случае — «не больше», во втором — «столько же», в третьем — «не меньше»; Z — в случае максимизации, например, объем продукции или дохода, в случае же минимизации — себестоимость, расход сырья и т.п. Добавим еще одно обозначение, оно появится несколько ниже; vi — оптимальная оценка i-го ресурса. Слово «программирование» объясняется здесь тем, что неизвестные переменные, которые отыскиваются в процессе решения задачи, обычно в совокупности определяют программу (план) работы некоторого экономического объекта. Слово, «линейное» отражает факт линейной зависимости между переменными. При этом, как указано, задача обязательно имеет экстремальный характер, т.е. состоит в отыскании экстремума (максимума или минимума) целевой функции. Следует с самого начала предупредить: предпосылка линейности, когда в реальной экономике подавляющее большинство зависимостей носит более сложный нелинейный характер, есть огрубление, упрощение действительности. В некоторых случаях оно достаточно реалистично, в других же выводы, получаемые с помощью решения задач Л.п. оказываются весьма несовершенными. Рассмотрим две задачи Л.п. — на максимум и на минимум — на упрощенных примерах. Предположим, требуется разработать план производства двух видов продукции (объем первого — x1; второго — x2) с наиболее выгодным использованием трех видов ресурсов (наилучшим в смысле максимума общей прибыли от реализации плана). Условия задачи можно записать в виде таблицы (матрицы). Исходя из норм, зафиксированных в таблице, запишем неравенства (ограничения): a11x1 + a12x2 ? bi a21x1 + a22x2 ? b2 a31x1 + a32x2 ? b3 Это означает, что общий расход каждого из трех видов ресурсов не может быть больше его наличия. Поскольку выпуск продукции не может быть отрицательным, добавим еще два ограничения: x1? 0, x2? 0. Требуется найти такие значения x1 и x2, при которых общая сумма прибыли, т.е. величина c1 x1 + c2 x2 будет наибольшей, или короче: Удобно показать условия задачи на графике (рис. Л.2). Рис. Л.2 Линейное программирование, I (штриховкой окантована область допустимых решений) Любая точка здесь, обозначаемая координатами x1 и x2, составляет вариант искомого плана. Очевидно, что, например, все точки, находящиеся в области, ограниченной осями координат и прямой AA, удовлетворяют тому условию, что не может быть израсходовано первого ресурса больше, чем его у нас имеется в наличии (в случае, если точка находится на самой прямой, ресурс используется полностью). Если то же рассуждение отнести к остальным ограничениям, то станет ясно, что всем условиям задачи удовлетворяет любая точка, находящаяся в пределах области, края которой заштрихованы, — она называется областью допустимых решений (или областью допустимых значений, допустимым множеством). Остается найти ту из них, которая даст наибольшую прибыль, т.е. максимум целевой функции. Выбрав произвольно прямую c1x1 + c2x2 = П и обозначив ее MM, находим на чертеже все точки (варианты планов), где прибыль одинакова при любом сочетании x1 и x2 (см. Линия уровня). Перемещая эту линию параллельно ее исходному положению, найдем точку, которая в наибольшей мере удалена от начала координат, однако не вышла за пределы области допустимых значений. (Перемещая линию уровня еще дальше, уже выходим из нее и, следовательно, нарушаем ограничения задачи). Точка M0 и будет искомым оптимальным планом. Она находится в одной из вершин многоугольника. Может быть и такой случай, когда линия уровня совпадает с одной из прямых, ограничивающих область допустимых значений, тогда оптимальным будет любой план, находящийся на соответствующем отрезке. Координаты точки M0 (т.е. оптимальный план) можно найти, решая совместно уравнения тех прямых, на пересечении которых она находится. Противоположна изложенной другая задача Л.п.: поиск минимума функции при заданных ограничениях. Такая задача возникает, например, когда требуется найти наиболее дешевую смесь некоторых продуктов, содержащих необходимые компоненты (см. Задача о диете). При этом известно содержание каждого компонента в единице исходного продукта — aij, ее себестоимость — cj ; задается потребность в искомых компонентах — bi. Эти данные можно записать в таблице (матрице), сходной с той, которая приведена выше, а затем построить уравнения как ограничений, так и целевой функции. Предыдущая задача решалась графически. Рассуждая аналогично, можно построить график (рис. Л.3), каждая точка которого — вариант искомого плана: сочетания разных количеств продуктов x1 и x2. Рис.Л.3 Линейное программирование, II Область допустимых решений здесь ничем сверху не ограничена: нужное количество заданных компонентов тем легче получить, чем больше исходных продуктов. Но требуется найти наиболее выгодное их сочетание. Пунктирные линии, как и в предыдущем примере, — линии уровня. Здесь они соединяют планы, при которых себестоимость смесей исходных продуктов одинакова. Линия, соответствующая наименьшему ее значению при заданных требованиях, — линия MM. Искомый оптимальный план — в точке M0. Приведенные крайне упрощенные примеры демонстрируют основные особенности задачи Л.п. Реальные задачи, насчитывающие много переменных, нельзя изобразить на плоскости — для их геометрической интерпретации используются абстрактные многомерные пространства. При этом допустимое решение задачи — точка в n-мерном пространстве, множество всех допустимых решений — выпуклое множество в этом пространстве (выпуклый многогранник). Задачи Л.п., в которых нормативы (или коэффициенты), объемы ресурсов («константы ограничений«) или коэффициенты целевой функции содержат случайные элементы, называются задачами линейного стохастического программирования; когда же одна или несколько независимых переменных могут принимать только целочисленные значения, то перед нами задача линейного целочисленного программирования. В экономике широко применяются линейно-программные методы решения задач размещения производства (см. Транспортная задача), расчета рационов для скота (см. Задача диеты), наилучшего использования материалов (см. Задача о раскрое), распределения ресурсов по работам, которые надо выполнять (см. Распределительная задача) и т.д. Разработан целый ряд вычислительных приемов, позволяющих решать на ЭВМ задачи линейного программирования, насчитывающие сотни и тысячи переменных, неравенств и уравнений. Среди них наибольшее распространение приобрели методы последовательного улучшения допустимого решения (см. Симплексный метод, Базисное решение), а также декомпозиционные методы решения крупноразмерных задач, методы динамического программирования и др. Сама разработка и исследование таких методов — развитая область вычислительной математики. Один из видов решения имеет особое значение для экономической интерпретации задачи Л.п. Он связан с тем, что каждой прямой задаче Л.п. соответствует другая, симметричная ей двойственная задача (подробнее см. также Двойственность в линейном программировании). Если в качестве прямой принять задачу максимизации выпуска продукции (или объема реализации, прибыли и т.д.), то двойственная задача заключается, наоборот, в нахождении таких оценок ресурсов, которые минимизируют затраты. В случае оптимального решения ее целевая функция — сумма произведений оценки (цены) vi каждого ресурса на его количество bi— то есть равна целевой функции прямой задачи. Эта цена называется объективно обусловленной, или оптимальной оценкой, или разрешающим множителем. Основополагающий принцип Л.п. состоит в том, что в оптимальном плане и при оптимальных оценках всех ресурсов затраты и результаты равны. Оценки двойственной задачи обладают замечательными свойствами: они показывают, насколько возрастет (или уменьшится) целевая функция прямой задачи при увеличении (или уменьшении) запаса соответствующего вида ресурсов на единицу. В частности, чем больше в нашем распоряжении данного ресурса по сравнению с потребностью в нем, тем ниже будет оценка, и наоборот. Не решая прямую задачу, по оценкам ресурсов, полученных в двойственной задаче, можно найти оптимальный план: в него войдут все технологические способы, которые оправдывают затраты, исчисленные в этих оценках (см. Объективно обусловленные (оптимальные) оценки). Первооткрыватель Л.п. — советский ученый, академик, лауреат Ленинской, Государственной и Нобелевской премий Л.В.Канторович. В 1939 г. он решил математически несколько задач: о наилучшей загрузке машин, о раскрое материалов с наименьшими расходами, о распределении грузов по нескольким видам транспорта и др., при этом разработав универсальный метод решения этих задач, а также различные алгоритмы, реализующие его. Л.В.Канторович впервые точно сформулировал такие важные и теперь широко принятые экономико-математические понятия, как оптимальность плана, оптимальное распределение ресурсов, объективно обусловленные (оптимальные) оценки, указав многочисленные области экономики, где могут быть применены экономико-математические методы принятия оптимальных решений. Позднее, в 40—50-х годах, многое сделали в этой области американские ученые — экономист Т.Купманс и математик Дж. Данциг. Последнему принадлежит термин «линейное программирование». См. также: Ассортиментные задачи, Базисное решение, Блочное программирование, Булево линейное программирование, Ведущий столбец, Ведущая строка, Вершина допустимого многогранника, Вырожденная задача, Гомори способ, Граничная точка, Двойственная задача, Двойственность в линейном программировании, Дифференциальные ренты, Дополняющая нежесткость, Жесткость и нежесткость ограничений ЛП, Задача диеты, Задача о назначениях, Задача о раскрое, Задачи размещения, Исходные уравнения, Куна — Таккера условия, Множители Лагранжа, Область допустимых решений, Опорная прямая, Распределительные задачи, Седловая точка, Симплексная таблица, Симплексный метод, Транспортная задача.
[ http://slovar-lopatnikov.ru/]Тематики
- экономика
- электросвязь, основные понятия
EN
Русско-английский словарь нормативно-технической терминологии > линейное программирование
-
66 подвесной потолок
потолок подвесной
Потолок, прикрепляемый к перекрытию на подвесках
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]
подвесной потолок
фальшпотолок
навесной потолок
Потолок, состоящий из съемных и взаимозаменяемых панелей, который создает область между декоративной поверхностью и структурой над ней.
(ISO/IEC 11801)
[ http://www.iks-media.ru/glossary/index.html?glossid=2400324]
Устройство подвесного потолка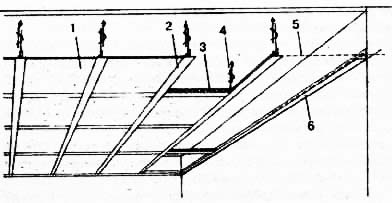
Устройство подвесных потолков: 1 — гипсоволоконные плиты; 2 — направляющие Т-профили; 3 — промежуточные Т-профили; 4 — подвески с регулируемыми пластинами; 5 — уровень чистого потолка; 6 — пристенный уголокМонтируя подвесной потолок, сначала производят сборку направляющих профилей. В комплект подвесного потолка входит два вида профилей ( пристенный уголок и Т-образный профиль), а также вертикальные подвески и регулировочные пружинные пластины.
Сначала потолок очищают от грязи, пыли и проводят разметку. С помощью гибкого уровня провешивают и отмечают линию горизонта чистого потолка. Отмечают на всех стенах по периметру потолка точки уровня, а затем соединяют все точки сплошной линией.
Далее проводят разбивку потолка. Так как стандартный размер гипсовых и гипсоволоконных плит 60x60 см, то разметку крепления направляющих профилей проводят на расстоянии 60 см друг от друга. Сначала на полу комнаты проводят черновую раскладку плит, чтобы определять количество плит, помещающихся по длине и ширине комнаты. Если количество плит оказывается целое, то разметку на потолке начинают, отступив от стены на расстояние 60 см. Если же количество плит — дробное, то для симметричного их размещения на потолке первые разметки от стен делают на расстоянии, равном половине остатка длины или ширины комнаты. Например: длина комнаты 500 см, делим на размер плитки 60 см и получаем 8 целых плиток (480 см) и 20 см остатка. Делим остаток пополам, полученные 10 см и есть расстояние, на которое необходимо отступить от стены (по длине комнаты) для разметки первого направляющего профиля. Отметив эту точку (вверху стен1>1 у потолка), отмечают такое же расстояние на противоположной стене. Между этими точками натягивают шнур и вдоль шнура на расстоянии 100 см друг от друга в поверхности потолка просверливают отверстия для креплений профиля. Отступив от первого ряда на 60 см, снова натягивают шнур и вдоль него просверливают отверстия под крепежные аксессуары. Таким образом, передвигая шнур на 60 см от предыдущего размеченного ряда, размечают и высверливают отверстия на всей поверхности потолка. Для крепления пристенных уголков также высверливают в намеченных местах над линией уровня чистого потолка.
Следующим шагом в устройстве потолка будет закрепление пристенного уголка. Длина уголка 360 см, он имеет два ребра, одно из которых содержит многочисленные отверстия для крепления, а второе ребро с наружной стороны покрыто (декорировано) эмалью или винилом. Уголок крепят к стене декорированной стороной вниз. Если длина стены больше длины уголка, то уголок наращивают путем стыковки с отрезком уголка необходимой длины. В углах комнаты профили сопрягают, обрезав декоративное ребро под углом 45°. Раскрой профилей производят ножовкой по металлу. Прикручивают уголок к стенам с помощью шурупов, строго следя за совпадением лицевой стороны уголка с линией уровня чистого потолка.
Далее необходимо подвесить направляющие Т-образные профили. В высверленные отверстия в потолке забивают пластмассовые или деревянные пробки и вкручивают в них крюкообразные дюбеля. Собирают вертикальные подвески, вставляя их по двое в пружинную (Н-образную) пластину, причем с одной стороны вставляют прут-подвеску с петлей, а с другой стороны — подвеску с крюком. Подвеску в сборе петлей набрасывают на крюк дюбеля. Сначала цепляют крайние в ряду подвески, на крюки подвесок цепляют Т-образный профиль лицевой стороной вниз и регулируют с помощью пружинной пластины, поднимая или опуская ее, уровень профиля совмещая с уровнем пристенных уголков — лицевые плоскости уголка и профиля должны совпадать. Если расстояние от стены до стены в направляющих радах больше длины профиля, то второй конец профиля регулируют по высоте с помощью гибкого уровня. Недостающий кусок профиля наращивают, соединив в торец имеющимися на концах профилей замками-защелками.
Отрегулировав уровень профиля на концах, на дюбеля в этом ряду цепляют остальные промежуточные подвески и на их крюки подвешивают весь направляющий профиль. При помощи гибкого уровня проверяют уровень профиля по всей длине, и провисшие места поднимают с помощью регулировки вертикальных подвесок. Таким же способом подвешивают остальные направляющие профили. После подвешивания всех рядов направляющих профилей и окончательной проверки уровня потолка можно приступать к самой облицовке потолка.
В комплект подвесного потолка входят, кроме направляющих, еще промежуточные вставки Т-образного профиля. Длина их 60 см, и предназначены они для поперечного прокладывания между облицовочными плитками в каждом ряду. Поэтому, приступая к облицовке, необходимо приготовить для двух пристенных рядов не только неполномерные плитки, но и в соответствии с шириной этих рядов нарезать прокладочные профили. Для раскроя профилей используют ножовку по металлу, а для нарезки плиток из гипсоволокна — острый нож. Если в длину ряда также не помещается целое количество плиток, то крайние плитки в рядах нарезают, рассчитав остаток в ряду и поделив пополам. Например: длина ряда 350 см делится на 60 см и остаток, равный 50 см, делится на два — 25 см, это ширина всех краевых плиток в каждом ряду.
Укладку плиток начинают с угла комнаты. Берут краевую плитку первого ряда (если краевые ряды и краевые плитки неполномерные, она должна быть по расчетам взятого для примера помещения 10x25 см) и укладывают в углу комнаты, опирая двумя сторонами на уголок и третьей стороной — на направляющий профиль. К четвертой стороне плитки приставляют промежуточный профиль, оперев на пристенный уголок и направляющий профиль.
Следующую плитку укладывают впритык к промежуточному профилю, оперев тремя сторонами на уголок, на промежуточный профиль и на направляющий. Таким образом заполняют весь ряд неполномерными плитками и прокладывают промежуточными неполномерными профилями.
Последняя плитка в ряду должна быть, как и первая, самая маленькая по размеру. Следующие ряды заполняются полномерными плитками и прокладочными профилями и только краевые плитки в рядах неполномерные. Первые плитки последующих рядов опираются одной стороной на пристенный уголок, двумя сторонами — на направляющие профили, а четвертой — на приставленный к плитке промежуточный профиль. Остальные плитки опираются противоположными сторонами на направляющие и промежуточные профили.
Последний ряд, как и первый, собирается из неполномерных плиток и укороченных по ширине ряда промежуточных профилей. Некоторую трудность составляет укладка последней плитки в последнем ряду. Потолочный массив в конце сборки имеет определенное напряжение, и плитки последнего ряда устанавливаются на место впритирку. Поэтому имеет смысл уменьшить их в размере на 2-3 мм по длине и ширине.
Для устройства в подвесном потолке системы электрического освещения используют осветительные щиты с вмонтированными в них приборами освещения. Размеры щитов 60x60 см. Устанавливаются они в подвесном потолке в намеченном месте вместо облицовочных плит таким же способом, как и сами плиты.
[ http://www.helpmaste.ru/artcl-ustrvo_podvesnuh_potolkov.html]
Пожалуй, самыми популярными сегодня считаются подвесные потолки. Они позволяют:
– скрыть коммуникации, смонтированные на потолке, оставив при этом доступ к электрической проводке, вентиляционному и тепловому оборудованию и пр.;
– встраивать разнообразные осветительные приборы;
– устанавливать системы пожаротушения и вентиляционные решетки;
– выравнивать разноуровневый потолок;
– создавать разноуровневый потолок при изначально плоском базовом потолке;
– улучшать акустику помещений.
В современном строительстве широко используются потолки из минераловатных или минераловолокнистых плит.
Плиточные подвесные потолки состоят из каркаса и плит из мягкого или твердого минерального волокна толщиной 1,5 см и размерами 600 х 600 или 610 х 610 мм. В каталоге фирмы «Armstrong» имеются также плиты 600 х 1200 и 625 х 1250 мм. Однако в наличии они бывают не всегда, и чаще всего их приходится заказывать.
Каркас представляет собой набор металлических реек, соединенных между собой в модульную решетку.
Конструкция подвесного потолка состоит из следующих компонентов:
– несущий каркас из металлических труб, уголков, швеллеров и пр.;
– заполнение (плиты, рейки, листы и пр.).
В качестве несомых элементов подвесного потолка или его заполнения используют гипсовые плиты или ДСП, плиты «Акмигран» и «Акминит», плиты из металлических листов, асбестоцементные листы и др. Для устройства акустических подвесных потолков применяют минераловатные плиты, перфорированные гипсовые и металлические плиты, двуслойные плиты с лицевым перфорированным слоем из минераловатной плиты и ДВП.
Подвесные потолки бывают двух видов:
– плиточные;
– реечные.
Плиточные, в свою очередь, подразделяются на влагостойкие и невлагостойкие. Первые чаще всего используются в ванных комнатах, туалетах и на кухнях. Невлагостойкие потолки в этих помещениях устраивать не рекомендуется, так как спустя какое-то время установленные плитки покоробятся и попросту выйдут из строя.
В этом отношении самыми удобными являются реечные потолки: дело в том, что подвесные реечные потолки изготовлены из алюминия, который не боится влаги.Плиточные подвесные потолки
На российском рынке имеется богатый выбор потолков данного типа. Они различаются не только по цене, но и по качеству и назначению, каждый подвесной потолок имеет свои особенности и отличия.
При покупке подвесного потолка особое внимание следует обратить на стыковку плит с каркасом. Дело в том, что продавцы довольно часто продают каркас одной фирмы-производителя, а плиты – другой. Смонтировать такой потолок очень трудно.
Если удастся это сделать, нет гарантии, что он прослужит долго: такой потолок очень быстро начнет деформироваться. Необходимо следить за тем, чтобы форма кромок плит соответствовала типу каркаса.
Самостоятельно смонтировать подвесной потолок можно только в помещениях небольшой площади. В другом случае, особенно если нет опыта подобной работы, лучше всего воспользоваться услугами профессиональных монтажников.
Подвесные каркасы делятся на 3 вида:
– видимый каркас;
– полускрытый каркас;
– скрытый каркас.
В России наибольшее распространение получили видимые и полускрытые каркасы, что обусловлено низкими ценами и простотой монтажа.
Сами подвесные потолки бывают плоскостные и криволинейные.
Последние удобно монтировать при составлении разноуровневых потолков.
В зависимости от материалов, из которых изготовлены потолочные системы, подвесные потолки делятся на следующие виды:
– потолки из минераловатных плит;
– потолки из минераловолокнистых плит;
– потолки из гипсовых плит;
– зеркальные потолки;
– металлические потолки;
– потолки с искусственным освещением.Общая характеристика потолков из минераловолокнистых плит
Минеральное волокно – экологически чистый материал, обеспечивающий отличную звукоизоляцию и тепло. Однако в помещениях с повышенной влажностью (например, кухнях и ванных комнатах) этот материал использовать не рекомендуется.
После покупки, в том случае, если потолок монтируется не сразу, плиты хранят в помещении с температурой 18–30 °C при относительной влажности 70 %. Однако плиты некоторых фирм-производителей можно устанавливать в помещениях с температурой до 40 °C и влажностью до 95 %.
Плиты чаще всего имеют белый цвет, но некоторые производители выпускают панели, окрашенные в различные цвета. Также плиты можно окрашивать латексными красками, однако при этом огнестойкость данного материала понижается.
Потолки из минераловолокнистых плит имеют различную структуру поверхности: гладкая обладает хорошим светоотражением в помещениях с непрямым освещением, фактурная обеспечивает хорошую звукоизоляцию благодаря незаметным микроотверстиям.Общая характеристика потолков из минераловатных плит
Минераловатные плиты представляют собой панели с высокими шумопоглощающими свойствами. Чаще всего эти плиты называют акустическими. Они обладают следующими свойствами:
– снижают общий уровень шума; коэффициент звукопоглощения варьируется от 75 до 90 %;
– отвечают российским стандартам пожарной безопасности;
– могут использоваться в помещениях с повышенной влажностью воздуха (до 95 %).
Существует около 1000 различных оттенков минераловатных плит. При правильной эксплуатации можно надолго сохранить первоначальный цвет таких потолков.Плиточные потолки из пенополистирола
Самым недорогим и практичным материалом для отделки потолка считается декоративная потолочная плитка из полистирола. С помощью обычных инструментов можно довольно быстро оклеить потолок. При работе с полистирольными плитами необходимо знать некоторые правила. Первое – выбор плиток при покупке. Полистирольные плитки подразделяются на 3 основные группы:
– прессованные (штампованные);
– инжекционные;
– экструдированные.
Прессованные плитки производятся из полос толщиной 6–7 мм, нарезанных из блоков пенополистирола строительного назначения.
Инжекционные получают в пресс-формах формовочно-литьевого автомата путем спекания пенополистирольного сырья. Толщина готовых плит 9–14 мм.
Экструдированные получают из экструдированной полистирольной полосы, окрашенной или покрытой пленкой способом прессования.
Второе правило – геометрически выверенные размеры плитки. Большие погрешности в плитке становятся заметными при отделке потолка.
Правильные размеры чаще всего имеет только инжекционная плитка благодаря технологии производства, в то время как прессованная и экструдированная плитка довольно часто характеризуются некоторыми неточностями в размерах.
Производители экструдированной и прессованной плитки продолжают совершенствовать геометрические размеры изделий и добиваются положительных результатов. Тем не менее при покупке обязательно следует проверять плитки.
Третье правило – просушивание пенополистирольных плиток до монтажа в сухом и теплом помещении в течение 3 дней в распакованном виде, иначе вследствие усадки на потолке между плитками могут появиться щели. В особенности это касается инжекционных плиток.
Четвертое правило – сажать плитки следует только на клей, который после сушки становится прозрачным.Инструменты и материалы для устройства подвесного потолка
Для монтажа подвесного потолка фирмы потребуются следующие инструменты:
– рулетка;
– ножницы по металлу;
– отбивной шнур;
– дрель;
– нож со сменными лезвиями для резки плиток;
– ножовка по металлу.
Инструменты для приклейки пенополистирольных плиток:
– гвозди 70–80 мм для монтажа деревянного каркаса под плиты;
– рулетка;
– отбивной шнур;
– молоток;
– нож со сменными лезвиями для резки плиток;
– ножовка по дереву;
– шпатель для нанесения клеевого состава на плитки.
Для наклеивания декоративных пенополистирольных плиток на любые впитывающие минеральные поверхности используют клей на основе ПВА с наполнителями. При высыхании такой клей имеет серо-белый или кремовый цвет. Поэтому в некоторых случаях необходимо брать другой клей – на основе ПВА, но без наполнителей: такой клей после сушки становится прозрачным. Предварительно деревянный каркас огрунтовывают водным раствором ПВА.
Пенополистирольные плитки отечественного производства «Акмигран» и «Акминит» в основном используют в жилых помещениях. Выпускаются такие плитки в виде квадратов размерами 300 х 300, 600 х 600 и 900 х 900 мм, толщиной 20 мм. Облегченная конструкция, правильная прямоугольная форма, ровная лицевая поверхность делают плитки «Акмигран» и «Акминит» очень удобными для облицовки потолков в домашних условиях.
Лицевая сторона плиток матовая, равномерно окрашенная, может быть гладкой, пористой и с различной фактурой (под пробку, джутовое плетение, рифленой, трещиноватой и т. д.).
Крепят данные плитки на черновой каркас. Для более удобного крепления на боковых гранях плиток имеются пазы и выступы.Облицовка потолка минеральными плитками «Акмигран» и «Акминит» и гипсовыми декоративными плитками
В облицовочных работах по отделке потолка различают два способа: устройство плиточных потолков каркасной конструкции и облицовка плитками потолков бескаркасной конструкции. Устройство плиточных потолков каркасной конструкции предполагает наличие горизонтальных направляющих с подвесками (выполняющими несущую функцию подвесного потолка), заделанными в перекрытия. Монтаж таких направляющих возможен лишь при возведении несущих конструкций здания. Поэтому самостоятельно в домашних условиях такой подвесной потолок устроить технически невозможно.
Произвести облицовку потолка бескаркасной конструкции сможет практически каждый. Облицовочные работы принято вести двумя способами: с устройством чернового каркаса и без него.Устройство плиточного потолка на черновом каркасе
Монтаж конструкции, как и в других случаях, подразделяется на несколько этапов:
– подготовка, разбивка и провешивание поверхности;
– подготовка материала;
– установка плиток.
Подготовка поверхности заключается лишь в ее очистке от пыли, это вызвано больше гигиеническими требованиями, а не технологическими. При подготовке плиток сортируют их по наличию пазов и выступов на боковых гранях, в прорези вставляют закладные крюки, соединенные крепежной скобкой (рис. 21).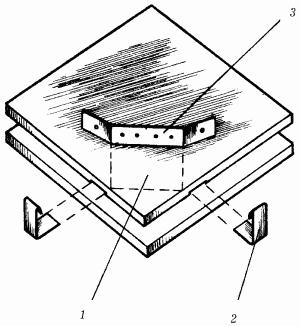
Рис. 21. Подготовка плиток для устройства потолка: 1 – облицовочная плитка; 2 – закладные крюки; 3 – крепежная скоба.Разбивку и провешивание поверхности начинают с определения чистого уровня потолка. Для этого гибким уровнем определяют и отмечают линии низа потолка (по ним будут установлены пристенные опорные уголки). Затем с помощью рулетки и угольника на полу помещения определяют продольную и поперечную оси и закрепляют их причальными шнурами; по одну сторону от оси раскладывают плитки, определяя таким образом количество плиток в ряду. Ряды, примыкающие к стенам, заполняют неполномерными плитками.
После этого приступают к сооружению и установке чернового каркаса: для этого в потолке по каждому предполагаемому ряду (с шагом в ряду 1 м) закрепляют стальные штыри так, как это показано на рисунке 22.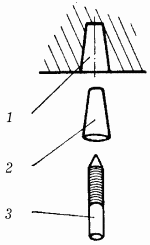
Рис. 22. Крепление чернового каркаса к потолку: 1 – отверстие в потолке; 2 – пластмассовая пробка; 3 – стальной штырь с резьбой.В потолке просверливают отверстия и забивают туда пластмассовые пробки от дюбелей или деревянные шпонки, в которые ввинчивают стальные штыри.
На стальных штырях закрепляют стальной пруток, выполняющий роль горизонтальной направляющей для крепления облицовочных плиток. По периметру стен по линиям низа потолка устанавливают опорные уголки. Черновой каркас для облицовки плитками потолка бескаркасной конструкции готов.
Следующий этап – непосредственно облицовка. Закрепив за опорные уголки на противоположных стенах причальный шнур для первого ряда (фиксирующий нижнюю плоскость потолка), от угла помещения начинают установку плит (рис. 23).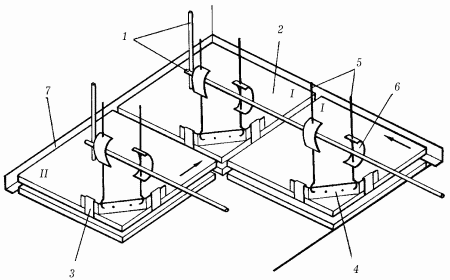
Рис. 23 Устройство плиточного потолка с использованием чернового каркаса: 1 – элементы чернового каркаса; 2 – облицовочные плитки; 3 – закладные крюки; 4 – крепежная скоба; 5 – вертикальная подвеска; 6 – согнутая (пружинная) пластина; 7 – пристенный опорный уголок.Первую плитку опирают двумя сторонами на уголки, а угол с установленными крепежными скобами с помощью вертикальной подвески и согнутой (пружинной) пластины крепят к горизонтальной направляющей чернового каркаса. Следующую плитку одной стороной опирают на пристенный опорный уголок, а выступ на ребре другой стороны совмещают с пазом уже установленной плитки. Свободный угол закрепляют (как и в первом случае) на горизонтальной направляющей чернового каркаса. И так далее до окончания ряда.
По ходу работы нужно следить за горизонтальностью плоскости подвесного потолка (для этого и нужен причальный шнур). Положение плиток, имеющих отклонение от горизонтали, регулируют смещением пружинной пластины по вертикальной подвеске.
Установка средних (не пристенных) плиток 2-го и последующих рядов отличается от установки плиток 1-го ряда тем, что 2 их стороны будут опираться не на пристенные уголки, а на пазы на ребрах ранее уложенных плиток.
По окончании облицовочных работ пристенные опорные уголки можно будет закрыть деревянным потолочным плинтусом.Устройство плиточного потолка без чернового каркаса
Подготовка поверхности потолка к укладке плиток и подготовка материала в данном случае полностью аналогичны предварительным работам при устройстве подвесного потолка с использованием чернового каркаса. Непосредственно облицовочные работы отличаются от способа облицовки с применением чернового каркаса весьма значительно.
Для начала по периметру помещения на стенах на уровне чистого потолка закрепляют опорные уголки. В потолке с шагом, равным длине плиток, просверливают отверстия, в которые забивают пластмассовые пробки от дюбелей либо деревянные шпонки. Затем с помощью дюбелей или шурупов ввинчивают в эти пробки или шпонки подвески для установки облицовочных плиток.
Работу начинают от угла помещения. Первую облицовочную плитку устанавливают следующим образом: 2 сторонами опирают на пристенные уголки, а свободный угол плитки надевают крепежной скобой на подвеску. Вторую плитку устанавливают одной стороной на опорный уголок, выступ другой стороны вставляют в паз уже установленной плитки, а свободный угол закрепляют на подвеску аналогично 1-й плитке. Дальнейшую облицовку производят по уже отработанной технологии (рис. 24).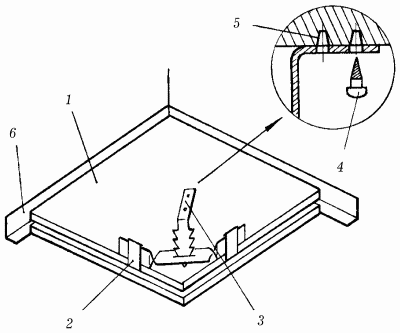
Рис. 24. Устройство плиточного потолка без применения чернового каркаса: 1 – облицовочные плитки; 2 – закладные крюки с крепежной скобой; 3 – подвеска; 4 – шуруп либо дюбель; 5 – пластмассовая пробка или деревянная шпонка; 6 – опорные уголки.Уход за плиточными потолками
Поскольку гипсовые материалы в достаточной степени обладают гигроскопичностью, то их не рекомендуется мыть. Пыль с таких поверхностей удаляют мягкой влажной ветошью, укрепленной на щетке с жесткой щетиной или на венике.
Облицовку в местах отслоения плиток ремонтируют, а треснувшие и сильно загрязненные плитки заменяют новыми (для этого следует оставлять запас материалов). В том случае, если при облицовке потолка были использованы минеральные плитки «Акмигран» и «Акминит», то уход за ними не допускает никакого контакта с водой, приемлема только сухая уборка с помощью пылесоса.Устройство реечных потолков
Реечный подвесной потолок (рис. 25) состоит из алюминиевых реек, загнутых по бокам. В основном в продаже бывают рейки длиной 3 и 4 м. В некоторых фирмах имеются специальные режущие станки, с помощью которых можно отрезать рейку любой длины. Ширина реек – 9, 10, 15, 20 см. Следует сказать, что чаще всего приобретают 10-сантиметровые рейки.
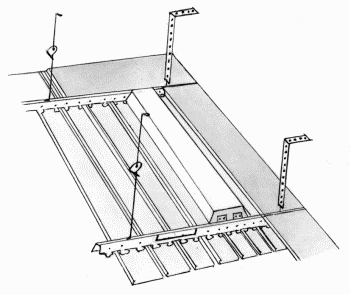
Рис. 25. Устройство реечного подвесного потолка.Другим важным параметром реек для подвесного потолка является их толщина. Чем толще рейка, тем надежнее будет потолок. Самая подходящая толщина для реек – 0,5 мм: этого будет достаточно для того, чтобы потолок не деформировался. Если рейки более тонкие, потолок может погнуться и на нем будут заметны вмятины.
Рейки для подвесных потолков бывают 3 типов:
– открытые;
– закрытые;
– со вставками.
Закрытые рейки (рис. 26) крепят встык, заводя друг за друга, в то время как между открытыми рейками остается небольшой зазор, который, однако, не заметен, если потолок высокий – около 5 м.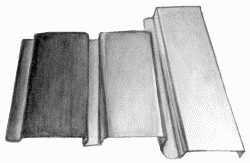
Рис. 26. Типы закрытых реек для подвесного потолка.Рейки со вставками (рис. 27) немного напоминают открытые, только расстояние между ними прикрывают узкие алюминиевые полоски.

Рис. 27. Рейки со вставками: а – изнаночная сторона; б – лицевая сторона.Рейки бывают самых разнообразных цветов, однако до сих пор самым популярным цветом остается белый.
При покупке потолка обращают внимание на то, чтобы рейки были упакованы в полиэтиленовую пленку, защищающую материал от царапин и повреждений во время транспортировки. Качественный товар продается именно так. Если потолок не упакован, имеет смысл отказаться от покупки. Все уважающие себя фирмы выпускают потолки на продажу только в полиэтиленовой упаковке.
Реечные потолки бывают открытыми и закрытыми. Основная особенность реечного потолка открытого типа состоит в наличии открытого пространства между декоративными панелями. Такие потолки, как правило, применяют в помещениях с высокими потолками. В обычных жилых помещениях такие потолки устанавливают очень редко, в основном из-за желания создать особое освещение: светильники на потолке должны быть развернуты таким образом, чтобы световой поток не попадал в межпотолочное пространство.
Существует 2 модификации реечных потолков открытого типа (рис. 28): 84 О и 84 О". В основном обе модели отличаются друг от друга шириной зазора между панелями: 6–16 см. Для моделирования таких элементов интерьера, как арки и переходы между разноуровневыми потолками в реечном потолке открытого типа используется стрингер AR.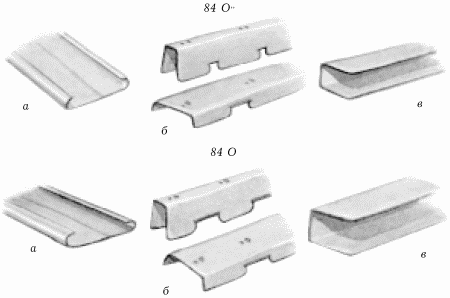
Рис. 28. Модели потолков открытого типа: а – потолочная панель; б – стрингер; в – закрывающий профиль.Основное отличие потолка закрытого типа от открытого заключается в отсутствии открытого пространства между декоративными панелями. Потолок закрытого типа полностью скрывает внешние коммуникации – противопожарные, электрическую проводку. Реечные закрытые потолки выпускаются следующих типов (рис. 29): 84R, 15 °C и 84R (V).
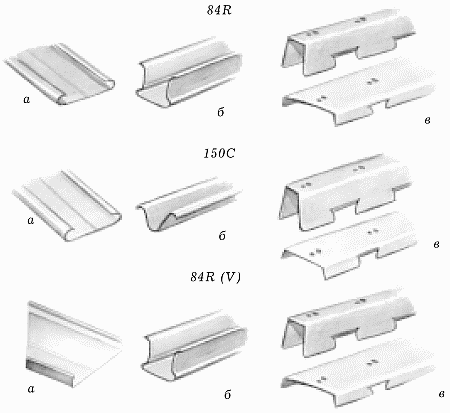
Рис. 29. Модели потолков закрытого типа: а – потолочная панель; б – стрингер; в – закрывающий профиль.
К модели 84R относится профиль шириной 84 мм, с промежуточным профилем п-образной формы, шириной 16 мм.
К модели потолка 84R (V) относят широкий профиль шириной 84 мм, промежуточный профиль v-образной формы, шириной 16 мм. Указанные выше типы подвесных реечных потолков различаются по дизайну, но совмещаются с помощью стрингера R (подвесной системы), одинакового для всех типов. Для моделирования арок, волн и переходов между различными по высоте уровнями в реечном потолке закрытого типа применяется радиусный стрингер AR. Комплект подвесного потолка закрытого типа 150C включает в себя профили шириной 150 мм, крепление которых на стрингер производится стык в стык.Монтаж подвесных реечных потолков
В комплект подвесного потолка входят:
– собственно рейки;
– шина (каркас);
– плинтус.
Также к комплекту прилагается и инструкция по монтажу.
Кроме реек, важной составной частью конструкции является шина, представляющая собой стальную или алюминиевую планку с зубчиками, за которые цепляют рейки. Для каждого типа реек требуется особая шина, чтобы на готовом покрытии не было перекосов, щелей и изгибов. Кроме того, рейки одной фирмы нельзя крепить на шину другой.
Шину с прикрепленными к ней рейками цепляют за подвес, который можно регулировать по высоте. Это очень важная деталь всей конструкции: потолок получил свое название потому, что висит на подвесе. Следует помнить о том, что подвесные реечные потолки занимают достаточно много места (5–11 см высоты), и применение их в квартире с низкими потолками нецелесообразно.
Плинтус – это декоративная деталь, закрывающая стык между стеной и потолком.
Установку реечного подвесного потолка можно осуществить самостоятельно. Особых умений не потребуется. Главное – действовать очень осторожно, придерживаясь инструкции.
В том случае, если требуется объединить потолком два помещения, находящихся на разных уровнях, приобретают изогнутый подвесной реечный потолок (рис. 30).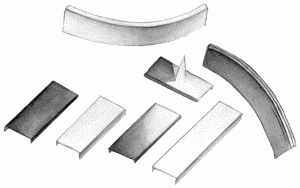
Рис. 30. Рейки для изогнутого подвесного потолка.Весь ассортимент реечных потолков условно можно разделить на 5 групп:
– металлик;
– матовый;
– глянцевый;
– зеркальный;
– фактурный.
Цветовая гамма реечных потолков представлена 27 оттенками, причем для каждого вида поверхности есть определенное количество оттенков. Так, например, для матового – 9, для глянцевого – 2, для металлика – 10, для зеркального – 4, для фактурного – 2.
Существуют следующие варианты сборки реечных потолков (рис. 31):
– геометрический узор;
– разноуровневый потолок;
– зеркальный;
– комбинированный (совмещение реечного потолка с другими видами отделки, например, гипсокартоном);
– зональное разделение комнат;
– оформление арок;
– моделирование волн.
[ http://stroy-zametki.narod.ru/2_31.html#1]Тематики
EN
DE
FR
Русско-английский словарь нормативно-технической терминологии > подвесной потолок
-
67 привод контактного аппарата
привод контактного аппарата
Устройство, предназначенное для создания или передачи силы, воздействующей на подвижные части контактного аппарата для выполнения функции этого аппарата.
[ ГОСТ 17703-72]
привод
Устройство, предназначенное для создания и передачи силы, воздействующей на подвижные части выключателя для выполнения его функций, а также для удержания выключателя в конечном положении.
[ ГОСТ Р 52565-2006]Приводы являются аппаратами для включения и удержания во включенном положении, а также отключения коммутационных аппаратов (масляного выключателя, выключателя нагрузки или разъединителя).
С помощью приводов осуществляется ручное, автоматическое и дистанционное управление коммутационными аппаратами.
По роду используемой энергии приводы разделяются- на ручные,
- пружинные,
- электромагнитные,
- электродвигательные,
- пневматические.
По роду действия приводы бывают
- прямого действия
- косвенного действия.
В приводах прямого действия движение включающего устройства передается непосредственно на приводной механизм выключателя в момент подачи импульса от источника энергии. Такие приводы потребляют большое количество энергии.
В приводах косвенного действия энергия, необходимая для включения, предварительно запасается в специальных устройствах: маховиках, пружинах, грузах и т. д.
[Цигельман И. Е. Электроснабжение гражданских зданий и коммунальных предприятий: Учеб. для электромеханич. спец. техникумов. - М.: Высш. шк. 1988.]
Приводы служат для включения, удержания во включенном положении и отключения разъединителей и выключателей.
Основные требования, предъявляемые к приводу выключателя, состоят в том, что каждый привод должен развивать мощность, достаточную для включения выключателя при самых тяжелых условиях работы (включение на короткое замыкание, пониженное напряжение питания), и быть быстродействующим, т. е. производить включение за весьма малый промежуток времени. При медленном включении на существующее в сети КЗ возможно приваривание контактов.
При включении выключателя совершается большая работа по преодолению сопротивления отключающих пружин, сопротивления упругих частей контактов, трения в механизме, сопротивления масла движению подвижных частей выключателя, электродинамических сил, препятствующих включению, и др.
При отключении привод выключателя совершает небольшую работу, необходимую только для освобождения запорного механизма, так как отключение выключателя происходит под действием его отключающих пружин.
В зависимости от рода энергии, используемой для включения, приводы разделяются на ручные, грузовые, пружинно-грузовые, пружинные, электромагнитные, пневматические и гидравлические.
К наиболее простым относятся ручные приводы, не требующие специального источника электроэнергии для подготовки операции включения. Однако эти приводы имеют ряд существенных недостатков: не позволяют осуществлять дистанционное включение, не могут быть применены в схемах АВР (автоматического включения резерва) и АПВ (автоматического повторного включения), требуют приложения значительной мускульной силы оператора и не позволяют получить высокие скорости подвижных контактов выключателя, необходимые при больших токах КЗ.
Более совершенными, имеющими большие возможности, но в то же время и более сложными являются грузовые и пружинные приводы, которые обеспечивают значительно более высокие скорости включения выключателя по сравнению с ручными. Это в свою очередь позволяет увеличить включающую способность выключателя. Грузовые и пружинные приводы включают выключатель за счет заранее накопленной энергии поднятого груза или заведенной пружины. Накопление достаточного количества энергии может производиться в течение сравнительно большого промежутка времени (десятки секунд), поэтому мощность электродвигателей таких приводов может быть небольшой (0,1—0.3 кВт).
Электромагнитные приводы включают выключатель за счет энергии включающего электромагнита. Электромагнитные приводы предназначены для работы на постоянном токе. Питание их осуществляют от аккумуляторных батарей или выпрямителей. По способу питания энергией приводы подразделяют на две группы: прямого и косвенного действия.
У приводов прямого действия энергия, расходуемая на включение, сообщается приводу во время процесса включения. К приводам прямого действия относятся ручные с использованием мускульной силы человека и электромагнитные или соленоидные приводы. Работа приводов косвенного действия основана на предварительно запасаемой энергии. К таким приводам относятся грузовые, пружинно-грузовые и пружинные приводы, а также пневматические и гидравлические. Последние два типа приводов не нашли широкого применения для выключателей 6—10 кВ и поэтому нами не рассматриваются.
Приводы прямого действия по конструкции более просты по сравнению с приводами косвенного действия, и в этом их преимущество. Однако поскольку приводы прямого действия питаются от источника энергии непосредственно во время процесса включения выключателя, то потребляемая ими мощность во много раз больше, чем у приводов косвенного действия. Это — существенный недостаток приводов прямого действия.
Ко всем приводам выключателей предъявляют требование наличия механизма свободного расцепления, т. е. возможности освобождения выключателя от связи с удерживающим и заводящим механизмами привода при срабатывании отключающего устройства и отключения выключателя под действием своих отключающих пружин. Современные приводы имеют свободное расцепление почти на всем ходу контактов, т. е. практически в любой момент от начала включения может произойти отключение. Это особенно важно при включении на КЗ. В этом случае отключение произойдет в первый же момент возникновения дуги, что предотвратит опасность сильного оплавления и сваривания контактов.[http://forca.ru/stati/podstancii/privody-razediniteley-i-maslyanyh-vyklyuchateley-6-10-kv-i-ih-remont.html]
Тематики
- выключатель, переключатель
- высоковольтный аппарат, оборудование...
Классификация
>>>Синонимы
EN
Смотри также
Русско-английский словарь нормативно-технической терминологии > привод контактного аппарата
СтраницыСм. также в других словарях:
ВЕСЬМА — ВЕСЬМА, нареч. (все, всема?) очень, крайне, сильно, больно, крепко; более чем очень. Весьма много; хорошо; жалею. Толковый словарь Даля. В.И. Даль. 1863 1866 … Толковый словарь Даля
Много ли человеку нужно — Много ли человѣку нужно (шуточн.) послѣ обильнаго обѣда. Ср. Онъ ѣлъ... безъ разбору, но весьма много, и къ концу ѣды только всегда вздыхалъ, приговаривая: Господи, когда подумаешь, много ли человѣку нужно! Григоровичъ. Литерат. воспоминанія. 5.… … Большой толково-фразеологический словарь Михельсона (оригинальная орфография)
много ли человеку нужно — (шуточн.) после обильного обеда Ср. Он ел... без разбору, но весьма много, и к концу еды только всегда вздыхал, приговаривая: Господи, когда подумаешь, много ли человеку нужно! Григорович. Литерат. воспоминания. 5. Ср. Man wants but little here… … Большой толково-фразеологический словарь Михельсона
дозела — весьма много; чрезвычайно … Cловарь архаизмов русского языка
Ломоносов, Михаил Васильевич — — ученый и писатель, действительный член Российской Академии Наук, профессор химии С. Петербургского университета; родился в дер. Денисовке, Архангельской губ., 8 ноября 1711 г., скончался в С. Петербурге 4 апреля 1765 года. В настоящее… … Большая биографическая энциклопедия
Семейство куньи — (Mustelidae)* * Семейство куньи включает 23 современных рода и около 65 видов хищных, от мелких (в том числе самых мелких представителей отряда) до средних (до 45 кг). Куньи распространены по всей Евразии, Африке, Северной и Южной Америке … Жизнь животных
Островский, Александр Николаевич — драматический писатель, начальник репертуара Императорского Московского театра и директор Московского театрального училища. А. Н. Островский родился в Москве 31 го января 1823 г. Отец его, Николай Федорович, происходил из духовного звания, и по… … Большая биографическая энциклопедия
Ботаника — отрасль естествознания, исследующая растения; название ее происходит от греческого слова βοτάνη трава, и должно бы переводиться травоведение . Занимаясь распознаванием и классификацией всех растительных форм, уяснением их взаимного сродства,… … Энциклопедический словарь Ф.А. Брокгауза и И.А. Ефрона
Фонвизин, Денис Иванович — род. в Москве 3 апр. 1745 г., умер в С. Петербурге 1 дек. 1792 г. Родословные росписи рода Фонвизиных начинаются именем Петра Володимерова, титулуемого бароном. "В царство великого государя царя и великого князя Иоанна Васильевича, всея… … Большая биографическая энциклопедия
Библейские переводы — в различное время имели различное значение и удовлетворяли различным потребностям. В этом отношении должно различать: А. Древние переводы библии, которые были вызваны церковно практическими целями и потому получили характер церковно официальный.… … Энциклопедический словарь Ф.А. Брокгауза и И.А. Ефрона
Азия — (Asia) Описание Азии, страны, государства Азии, история и народы Азии Информация об азиатских государствах, история и народы Азии, города и география Азии Содержание А́зия — самая большая часть света, образует вместе с материк Евразию … Энциклопедия инвестора
Перевод: с русского на английский
с английского на русский- С английского на:
- Русский
- С русского на:
- Все языки
- Английский
- Немецкий
- Украинский
- Французский
- Эстонский
весьма+много
18+
© Академик, 2000-2024
- Обратная связь: Техподдержка, Реклама на сайте
Экспорт словарей на сайты, сделанные на PHP, Joomla, Drupal, WordPress, MODx.