-
1 Visual Basic control
см. VBXБольшой англо-русский и русско-английский словарь > Visual Basic control
-
2 Visual Basic control
см. VBXEnglish-Russian dictionary of computer science and programming > Visual Basic control
-
3 visual programming
создание программ с помощью различных графических средств. Чаще всего программа представляется в виде графа, отображающего потоки данных или потоки управления (control flow). В простых случаях визуальное программирование позволяет в интерактивном режиме разрабатывать окна приложения, размещая перетаскиванием с помощью мыши кнопки, окна сообщений и т. п. Поддерживается многими современными языками программирования, например Visual BasicАнгло-русский толковый словарь терминов и сокращений по ВТ, Интернету и программированию. > visual programming
-
4 control
1) управление; регулирование || управлять; регулировать2) контроль || контролировать3) управляющее устройство; устройство управления; регулятор4) профессиональное мастерство, квалификация, техническая квалификация5) pl органы управления•"in control" — "в поле допуска" ( о результатах измерения)
to control closed loop — управлять в замкнутой системе; регулировать в замкнутой системе
- 2-handed controlsto control open loop — управлять в разомкнутой системе; регулировать в разомкнутой системе
- 32-bit CPU control
- acceptance control
- access control
- acknowledge control
- active process control
- adaptable control
- adaptive constraint control
- adaptive control for optimization
- adaptive control
- adaptive feed rate control
- adaptive quality control
- adjustable feed control
- adjustable rotary control
- adjustable speed control
- adjusting control
- adjustment control
- AI control
- air logic control
- analog data distribution and control
- analogical control
- analytical control
- application control
- arrows-on-curves control
- autodepth control
- autofeed control
- automated control of a document management system
- automated technical control
- automatic backlash control
- automatic control
- automatic editing control
- automatic gain control
- automatic gripper control
- automatic level control
- automatic process closed loop control
- automatic remote control
- automatic sensitivity control
- automatic sequence control
- automatic speed control
- automatic stability controls
- auxiliaries control
- balanced controls
- band width control
- bang-bang control
- bang-bang-off control
- basic CNC control
- batch control
- bibliographic control
- bin level control
- boost control
- built-in control
- button control
- cam control
- cam throttle control
- camshaft control
- carriage control
- Cartesian path control
- Cartesian space control
- cascade control
- C-axis spindle control
- cell control
- center control
- central control
- central supervisory control
- centralized control
- centralized electronic control
- central-station control
- changeover control
- chip control
- circumferential register control
- close control
- closed cycle control
- closed loop control
- closed loop machine control
- closed loop manual control
- closed loop numerical control
- closed loop position control
- clutch control
- CNC control
- CNC indexer control
- CNC programmable control
- CNC symbolic conversational control
- CNC/CRT control
- CNC/MDI control
- coarse control
- coded current control
- coded current remote control
- color control
- combination control
- command-line control
- compensatory control
- composition control
- compound control
- computed-current control
- computed-torque control
- computer control
- computer numerical control
- computer process control
- computer-aided measurement and control
- computer-integrated manufacturing control
- computerized control
- computerized numerical control
- computerized process control
- constant surface speed control
- constant value control
- contactless control
- contact-sensing control
- contamination control
- continuous control
- continuous path control
- continuous process control
- contour profile control
- contouring control
- conventional hardware control
- conventional numerical control
- conventional tape control
- convergent control
- conversational control
- conversational MDI control
- coordinate positioning control
- coordinate programmable control
- copymill control
- counter control
- crossed controls
- current control
- cycle control
- dash control
- data link control
- data storage control
- deadman's handle controls
- depth control
- derivative control
- dial-in control
- differential control
- differential gaging control
- differential gain control
- differential temperature control
- digital brushless servo control
- digital control
- digital position control
- digital readout controls
- dimensional control
- direct computer control
- direct control
- direct digital control
- direct numerical control
- direction control
- directional control
- dirt control
- discontinuous control
- discrete control
- discrete event control
- discrete logic controls
- dispatching control
- displacement control
- distance control
- distant control
- distributed control
- distributed numerical control
- distributed zone control
- distribution control
- dog control
- drum control
- dual control
- dual-mode control
- duplex control
- dust control
- dynamic control
- eccentric control
- edge position control
- EDP control
- electrical control
- electrofluidic control
- electromagnetic control
- electronic control
- electronic level control
- electronic speed control
- electronic swivel control
- elevating control
- emergency control
- end-point control
- engineering change control
- engineering control
- entity control
- environmental control
- error control
- error plus error-rate control
- error-free control
- external beam control
- factory-floor control
- false control
- feed control
- feed drive controls
- feedback control
- feed-forward control
- field control
- fine control
- finger-tip control
- firm-wired numerical control
- fixed control
- fixed-feature control
- fixture-and-tool control
- flexible-body control
- floating control
- flow control
- fluid flow control
- follow-up control
- foot pedal control
- force adaptive control
- forecasting compensatory control
- fork control
- four quadrant control
- freely programmable CNC control
- frequency control
- FROG control
- full computer control
- full order control
- full spindle control
- gage measurement control
- gain control
- ganged control
- gap control
- gear control
- generative numerical control
- generic path control
- geometric adaptive control
- graphic numerical control
- group control
- grouped control
- guidance control
- hairbreath control
- hand control
- hand feed control
- hand wheel control
- hand-held controls
- handle-type control
- hand-operated controls
- hardened computer control
- hardwared control
- hardwared numerical control
- heating control
- heterarchical control
- hierarchical control
- high-integrity control
- high-level robot control
- high-low control
- high-low level control
- high-technology control
- horizontal directional control
- humidity control
- hybrid control
- hydraulic control
- I/O control
- immediate postprocess control
- inching control
- in-cycle control
- independent control
- indexer control
- indirect control
- individual control
- industrial processing control
- industrial-style controls
- infinite control
- infinite speed control
- in-process control
- in-process size control
- in-process size diameters control
- input/output control
- integral CNC control
- integral control
- integrated control
- intelligent control
- interacting control
- interconnected controls
- interlinking control
- inventory control
- job control
- jogging control
- joint control
- joystick control
- just-in-time control
- language-based control
- laser health hazards control
- latching control
- lead control
- learning control
- lever control
- lever-operated control
- line motion control
- linear control
- linear path control
- linearity control
- load control
- load-frequency control
- local control
- local-area control
- logic control
- lubricating oil level control
- machine control
- machine programming control
- machine shop control
- macro control
- magnetic control
- magnetic tape control
- main computer control
- malfunction control
- management control
- manual control
- manual data input control
- manual stop control
- manually actuatable controls
- manufacturing change control
- manufacturing control
- master control
- material flow control
- MDI control
- measured response control
- mechanical control
- memory NC control
- memory-type control
- metering control
- metrological control of production field
- microbased control
- microcomputer CNC control
- microcomputer numerical control
- microcomputer-based sequence control
- microprocessor control
- microprocessor numerical control
- microprogrammed control
- microprogramming control
- milling control
- model reference adaptive control
- model-based control
- moisture control
- motion control
- motor control
- motor speed control
- mouse-driven control
- movable control
- multicircuit control
- multidiameter control
- multilevel control
- multimachine tool control
- multiple control
- multiple-processor control
- multiposition control
- multistep control
- multivariable control
- narrow-band proportional control
- navigation control
- NC control
- neural network adaptive control
- noise control
- noncorresponding control
- noninteracting control
- noninterfacing control
- nonreversable control
- nonsimultaneous control
- numerical contouring control
- numerical control
- numerical program control
- odd control
- off-line control
- oligarchical control
- on-board control
- one-axis point-to-point control
- one-dimensional point-to-point control
- on-line control
- on-off control
- open loop control
- open loop manual control
- open loop numerical control
- open-architecture control
- operating control
- operational control
- operator control
- optical pattern tracing control
- optimal control
- optimalizing control
- optimizing control
- oral numerical control
- organoleptic control
- overall control
- overheat control
- override control
- p. b. control
- palm control
- parameter adaptive control
- parameter adjustment control
- partial d.o.f. control
- path control
- pattern control
- pattern tracing control
- PC control
- PC-based control
- peg board control
- pendant control
- pendant-actuated control
- pendant-mounted control
- performance control
- photoelectric control
- physical alignment control
- PIC control
- PID control
- plugboard control
- plug-in control
- pneumatic control
- point-to-point control
- pose-to-pose control
- position/contouring numerical control
- position/force control
- positional control
- positioning control
- positive control
- postprocess quality control
- power adaptive control
- power control
- power feed control
- power-assisted control
- powered control
- power-operated control
- precision control
- predictor control
- preselective control
- preset control
- presetting control
- pressbutton control
- pressure control
- preview control
- process control
- process quality control
- production activity control
- production control
- production result control
- programmable adaptive control
- programmable cam control
- programmable control
- programmable logic adaptive control
- programmable logic control
- programmable machine control
- programmable microprocessor control
- programmable numerical control
- programmable sequence control
- proportional plus derivative control
- proportional plus floating control
- proportional plus integral control
- prototype control
- pulse control
- pulse duration control
- punched-tape control
- purpose-built control
- pushbutton control
- quality control
- radio remote control
- radium control
- rail-elevating control
- ram stroke control
- ram-positioning control
- rapid-traverse controls for the heads
- rate control
- ratio control
- reactive control
- real-time control
- reduced-order control
- register control
- registration control
- relay control
- relay-contactor control
- remote control
- remote program control
- remote switching control
- remote valve control
- remote-dispatch control
- resistance control
- resolved motion rate control
- retarded control
- reversal control
- revolution control
- rigid-body control
- robot control
- robot perimeter control
- robot teach control
- rod control
- safety control
- sampled-data control
- sampling control
- schedule control
- SCR's control
- second derivative control
- selective control
- selectivity control
- self-acting control
- self-adaptive control
- self-adjusting control
- self-aligning control
- self-operated control
- self-optimizing control
- self-programming microprocessor control
- semi-automatic control
- sensitivity control
- sensor-based control
- sequence control
- sequence-type control
- sequential control
- series-parallel control
- servo control
- servo speed control
- servomotor control
- servo-operated control
- set value control
- shaft speed control
- shape control
- shift control
- shop control
- shower and high-pressure oil temperature control
- shut off control
- sight control
- sign control
- single variable control
- single-flank control
- single-lever control
- size control
- slide control
- smooth control
- software-based NC control
- softwared numerical control
- solid-state logic control
- space-follow-up control
- speed control
- stabilizing control
- stable control
- standalone control
- start controls
- static control
- station control
- statistical quality control
- steering control
- step-by-step control
- stepless control
- stepped control
- stick control
- stock control
- stop controls
- stop-point control
- storage assignment control
- straight cut control
- straight line control
- stroke control
- stroke length control
- supervisor production control
- supervisory control
- swarf control
- switch control
- symbolic control
- synchronous data link control
- table control
- tap-depth controls
- tape control
- tape loop control
- teach controls
- temperature control
- temperature-humidity air control
- template control
- tension control
- test control
- thermal control
- thermostatic control
- three-axis contouring control
- three-axis point-to-point control
- three-axis tape control
- three-mode control
- three-position control
- throttle control
- thumbwheel control
- time control
- time cycle control
- time optimal control
- time variable control
- time-critical control
- time-proportional control
- timing control
- token-passing access control
- tool life control
- tool run-time control
- torque control
- total quality control
- touch-panel NC control
- touch-screen control
- tracer control
- tracer numerical control
- trajectory control
- triac control
- trip-dog control
- TRS/rate control
- tuning control
- turnstile control
- two-axis contouring control
- two-axis point-to-point control
- two-dimension control
- two-hand controls
- two-position control
- two-position differential gap control
- two-step control
- undamped control
- user-adjustable override controls
- user-programmable NC control
- variable flow control
- variable speed control
- variety control
- varying voltage control
- velocity-based look-ahead control
- vise control
- vision responsive control
- visual control
- vocabulary control
- vocal CNC control
- vocal numerical control
- voltage control
- warehouse control
- washdown control
- water-supply control
- welding control
- wheel control
- wide-band control
- zero set control
- zoned track controlEnglish-Russian dictionary of mechanical engineering and automation > control
-
5 VBX
I
1) Visual Basic eXtension - расширение Visual Basic2) Visual Basic Control - элемент управления Visual Basicфрагмент исполнимого кода, который соответствует стандарту интерфейса Microsoft Visual Basic
II
Англо-русский толковый словарь терминов и сокращений по ВТ, Интернету и программированию. > VBX
-
6 CCE
1) Общая лексика: Current Control Estimate (SEIC)2) Медицина: Clinical Care Extender3) Военный термин: Chief of Communications/Electronics, Chief, Corps of Engineers, Contingency Communications Element, combat communications equipment, combat control element, command control equipment, commercial construction equipment, communications control equipment4) Техника: Chief Construction Engineer, Consultative Committee for Electricity, charge composition Explorer, computer command engineer5) Юридический термин: Continuing Criminal Enterprise, непрерывная преступная деятельность6) Сокращение: Combat Contingency Element7) Вычислительная техника: Connection Control Entity, (visual basic) Control Creation Edition (VB, ActiveX, MS)8) Экология: carbon chloroform extract9) Глоссарий компании Сахалин Энерджи: Current Control Estimate (сах), Current Control Estimate10) Менеджмент: current control estimate or contract control estimate11) Образование: Certified Childbirth Educator, Crystal City Evening Toastmasters Club12) Сетевые технологии: Collaborative Communications Environment, Collaborative Computing Environment, среда совместных вычислений13) Контроль качества: complex control equipment14) Должность: Certified Computer Examiner, Computer Communication Engineering, Customised Conditions Of Employment15) NYSE. Coca Cola Enterprises, Inc.16) Хобби: Certified Coin Exchange -
7 ctx
Исходный код Двоичный файл Visual Basic Control -
8 master station
- телемеханический пункт управления
- пункт управления
- задающая опорная станция
- диспетчерский пункт управления (в SCADA)
- главная станция данных
- главная станция
- ведущая станция
- ведущая опорная наземная передающая станция
ведущая опорная наземная передающая станция
ведущая станция
Опорная наземная передающая станция, по сигналам которой осуществляется синхронизация излучения в системе.
[ ГОСТ 21535-76]Тематики
Синонимы
EN
FR
ведущая станция
Станция, которая синхронизирует весь трафик сети и управляет работой нескольких ведомых (подчиненных) станций. В каждый момент времени в синхронной сети существует только одна ведущая станция, хотя этот статус станции является временным и может изменяться в процессе работы. Ср. slave ~.
[Л.М. Невдяев. Телекоммуникационные технологии. Англо-русский толковый словарь-справочник. Под редакцией Ю.М. Горностаева. Москва, 2002]Тематики
- электросвязь, основные понятия
EN
главная станция
Приемо-передающая станция, передатчик которой синхронизируется непосредственного главным генератором, но синхронизация приемного оборудования выполняется, как правило, по принимаемому сигналу (МСЭ-R F.342-2).
[ http://www.iks-media.ru/glossary/index.html?glossid=2400324]Тематики
- электросвязь, основные понятия
EN
главная станция данных
главная станция
Станция звена данных, имеющая в данный момент право на передачу данных к одной или нескольким зависимым станциям.
Примечание
В любой заданный момент времени в звене данных может быть только одна главная станция.
[ ГОСТ 24402-88]Тематики
Синонимы
EN
диспетчерский пункт управления
диспетчерский пункт
ДП
главный терминал
-
[Интент]Master Terminal Unit (MTU), Master Station (MS) диспетчерский пункт управления (главный терминал); осуществляет обработку данных и управление высокого уровня, как правило, в режиме мягкого (квази-) реального времени; одна из основных функций обеспечение интерфейса между человеком-оператором и системой (HMI, MMI). В зависимости от конкретной системы MTU может быть реализован в самом разнообразном виде от одиночного компьютера с дополнительными устройствами подключения к каналам связи до больших вычислительных систем (мэйнфреймов) и/или объединенных в локальную сеть рабочих станций и серверов. Как правило, и при построении MTU используются различные методы повышения надежности и безопасности работы системы.
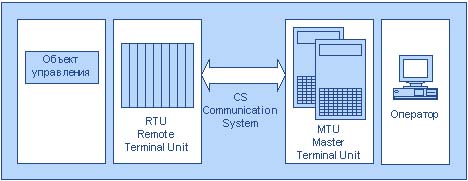
Рис. 2. Основные структурные компоненты SCADA-системыГлавной тенденцией развития MTU (диспетчерских пунктов управления) является переход большинства разработчиков SCADA-систем на архитектуру клиент-сервер, состоящую из 4-х функциональных компонентов.
1. User (Operator) Interface (интерфейс пользователя/оператора) исключительно важная составляющая систем SCADA. Для нее характерны
а) стандартизация интерфейса пользователя вокруг нескольких платформ;
б) все более возрастающее влияние Windows NT;
в) использование стандартного графического интерфейса пользователя (GUI);
г) технологии объектно-ориентированного программирования: DDE, OLE, Active X, OPC (OLE for Process Control), DCOM;
д) стандартные средства разработки приложений, наиболее популярные среди которых, Visual Basic for Applications (VBA), Visual C++;
е) появление коммерческих вариантов программного обеспечения класса SCADA/MMI для широкого спектра задач. Объектная независимость позволяет интерфейсу пользователя представлять виртуальные объекты, созданные другими системами. Результат расширение возможностей по оптимизации HMI-интерфейса.
2. Data Management (управление данными) - отход от узкоспециализированных баз данных в сторону поддержки большинства корпоративных реляционных баз данных (Microsoft SQL, Oracle). Функции управления данными и генерации отчетов осуществляются стандартными средствами SQL, 4GL; эта независимость данных изолирует функции доступа и управления данными от целевых задач SCADA, что позволяет легко разрабатывать дополнительные приложения по анализу и управлению данными.
3. Networking & Services (сети и службы) - переход к использованию стандартных сетевых технологий и протоколов. Службы сетевого управления, защиты и управления доступом, мониторинга транзакций, передачи почтовых сообщений, сканирования доступных ресурсов (процессов) могут выполняться независимо от кода целевой программы SCADA, разработанной другим вендором.
4. Real-Time Services (службы реального времени) - освобождение MTU от нагрузки перечисленных выше компонентов дает возможность сконцентрироваться на требованиях производительности для задач реального и квази-реального времени. Данные службы представляют собой быстродействующие процессоры, которые управляют обменом информацией с RTU и SCADA-процессами, осуществляют управление резидентной частью базы данных, оповещение о событиях, выполняют действия по управлению системой, передачу информации о событиях на интерфейс пользователя (оператора).
[ http://www.mka.ru/?p=41524]Тематики
Синонимы
EN
задающая опорная станция
—
[ http://slovarionline.ru/anglo_russkiy_slovar_neftegazovoy_promyishlennosti/]Тематики
EN
пункт управления
—
[Я.Н.Лугинский, М.С.Фези-Жилинская, Ю.С.Кабиров. Англо-русский словарь по электротехнике и электроэнергетике, Москва, 1999 г.]Тематики
- электротехника, основные понятия
EN
телемеханический пункт управления
ПУ
Пункт, с которого осуществляется управление объектами контролируемых телемеханических пунктов и контроль их состояния.
[ ГОСТ 26.005-82]Тематики
- телемеханика, телеметрия
Синонимы
- ПУ
EN
DE
FR
20. Телемеханический пункт управления
ПУ
D. Steuerungsstelle; Warte
E. Master station
F. Poste maître; Poste de conduite
Пункт, с которого осуществляется управление объектами контролируемых телемеханических пунктов и контроль их состояния
Источник: ГОСТ 26.005-82: Телемеханика. Термины и определения оригинал документа
Главная станция
Master station
Станция звена данных, имеющая в данный момент право на передачу данных к одной или нескольким зависимым станциям.
Примечание. В любой заданный момент времени в звене данных может быть только одна главная станция
Источник: ГОСТ 24402-88: Телеобработка данных и вычислительные сети. Термины и определения оригинал документа
Англо-русский словарь нормативно-технической терминологии > master station
-
9 CCB
1) Компьютерная техника: Copy Control Block2) Медицина: блокатор кальциевых каналов (calcium channel blocker), антагонист кальция3) Военный термин: change control board, combined communications board, command and control boat, command/communications boat, company conduct book, configuration control board, contract change board4) Техника: chemical cleaning building, close control bombing, command and communications boat, configuration control block, convertible circuit breaker5) Сокращение: Communications & Control Board, SHAPE (NATO), Carbon Circuit Breaker, Channel Control Block, Communications Control Block6) Вычислительная техника: байт циклического контроля7) Фирменный знак: China Construction Bank8) Сетевые технологии: cyclic check byte, блок управления каналом, блок управления командой9) Контроль качества: Комитет органов по сертификации (Committee of Certification Bodies)10) Сахалин Ю: sodium chloride brine11) Химическое оружие: central control board12) Расширение файла: Command Control Block, Animated Button configuration (Visual Basic)13) Нефть и газ: central control building14) Майкрософт: блок управления командами15) NYSE. C C B Financial Corporation16) Программное обеспечение: The Change Control Board -
10 VBX
фирм. [Visual Basic Extension] управляющие элементы для использования в среде Visual Basic (16-битные DLL, не поддерживаемые 32-битными приложениями), см. тж OLE control, OCX -
11 CLS
1) Компьютерная техника: Common Language Specification, Common Language Standard, Common Language System2) Геология: компьютеризированная каротажная станция (trade name of Western Atlas, now Baker Atlas)3) Авиация: cargo loading system4) Медицина: Coffin-Lowry syndrome5) Спорт: Chicago Lifeguard Service6) Военный термин: Clandestine Lighting System, Combat Life Saver, chemical laser system, closed-loop system, command and launch subsystem, compatible laser system, contractor logistics support7) Техника: cable laying ship, cask loading station, communication line switch, consequence limiting system, containment internal structure8) Математика: Closed Linear Span, Conditional Least Squares, Constrained Least Squares, классический метод наименьших квадратов (classical least squares)9) Религия: Changing Lives Seminars10) Юридический термин: Continuous Linked Settlement, Critical Legal Studies11) Биржевой термин: Continuous Link Settlement System, система непрерывных связанных расчётов12) Музыка: Crack Loving Singer13) Телекоммуникации: Current Level Of Service14) Сокращение: (vertical-)Cell Launch System, Capsule Launch System, Chief of Logistics Support (UK), Contract Logistic Support, Contractor-run Logistics System, constant level speech15) Университет: Center for Louisiana Studies, Clinical Laboratory Science, Concept Learning System16) Вычислительная техника: Card Loading Signal, clear screen, очистить экран дисплея, Common Language Specification (OOP, CLR, MS,.NET, CLS)17) Нефть: chlorine log system, chrome lignosulphonate18) Космонавтика: Collection and Location Satellite (Service Argos)19) Геофизика: компьютеризированная каротажная станция (trade name of Western Atlas, now Baker Atlas) (сокр. от "Computerized Logging Service")20) Фирменный знак: Classroom Learning Systems21) Экология: Conservation Leadership School22) Деловая лексика: Clone, Loan, and Steal, Commercial Listing Service, Commercial Listing Services23) Бурение: хромлигносульфонат (chrome lignosulphonate)24) Химическое оружие: CTR Logistics Support25) Расширение файла: Common Language Support, Control and Launch Subsystems, Class definition file (C++, Visual Basic), Class module (Visual Basic)26) Логистика: гравитационный стеллаж27) Общественная организация: Christian Legal Society28) Должность: Certified Lotus Specialist, Chemical And Life Sciences, Clinical Laboratory Scientist29) НАСА: Closed Loop Stimulation -
12 Cls
1) Компьютерная техника: Common Language Specification, Common Language Standard, Common Language System2) Геология: компьютеризированная каротажная станция (trade name of Western Atlas, now Baker Atlas)3) Авиация: cargo loading system4) Медицина: Coffin-Lowry syndrome5) Спорт: Chicago Lifeguard Service6) Военный термин: Clandestine Lighting System, Combat Life Saver, chemical laser system, closed-loop system, command and launch subsystem, compatible laser system, contractor logistics support7) Техника: cable laying ship, cask loading station, communication line switch, consequence limiting system, containment internal structure8) Математика: Closed Linear Span, Conditional Least Squares, Constrained Least Squares, классический метод наименьших квадратов (classical least squares)9) Религия: Changing Lives Seminars10) Юридический термин: Continuous Linked Settlement, Critical Legal Studies11) Биржевой термин: Continuous Link Settlement System, система непрерывных связанных расчётов12) Музыка: Crack Loving Singer13) Телекоммуникации: Current Level Of Service14) Сокращение: (vertical-)Cell Launch System, Capsule Launch System, Chief of Logistics Support (UK), Contract Logistic Support, Contractor-run Logistics System, constant level speech15) Университет: Center for Louisiana Studies, Clinical Laboratory Science, Concept Learning System16) Вычислительная техника: Card Loading Signal, clear screen, очистить экран дисплея, Common Language Specification (OOP, CLR, MS,.NET, CLS)17) Нефть: chlorine log system, chrome lignosulphonate18) Космонавтика: Collection and Location Satellite (Service Argos)19) Геофизика: компьютеризированная каротажная станция (trade name of Western Atlas, now Baker Atlas) (сокр. от "Computerized Logging Service")20) Фирменный знак: Classroom Learning Systems21) Экология: Conservation Leadership School22) Деловая лексика: Clone, Loan, and Steal, Commercial Listing Service, Commercial Listing Services23) Бурение: хромлигносульфонат (chrome lignosulphonate)24) Химическое оружие: CTR Logistics Support25) Расширение файла: Common Language Support, Control and Launch Subsystems, Class definition file (C++, Visual Basic), Class module (Visual Basic)26) Логистика: гравитационный стеллаж27) Общественная организация: Christian Legal Society28) Должность: Certified Lotus Specialist, Chemical And Life Sciences, Clinical Laboratory Scientist29) НАСА: Closed Loop Stimulation -
13 cls
1) Компьютерная техника: Common Language Specification, Common Language Standard, Common Language System2) Геология: компьютеризированная каротажная станция (trade name of Western Atlas, now Baker Atlas)3) Авиация: cargo loading system4) Медицина: Coffin-Lowry syndrome5) Спорт: Chicago Lifeguard Service6) Военный термин: Clandestine Lighting System, Combat Life Saver, chemical laser system, closed-loop system, command and launch subsystem, compatible laser system, contractor logistics support7) Техника: cable laying ship, cask loading station, communication line switch, consequence limiting system, containment internal structure8) Математика: Closed Linear Span, Conditional Least Squares, Constrained Least Squares, классический метод наименьших квадратов (classical least squares)9) Религия: Changing Lives Seminars10) Юридический термин: Continuous Linked Settlement, Critical Legal Studies11) Биржевой термин: Continuous Link Settlement System, система непрерывных связанных расчётов12) Музыка: Crack Loving Singer13) Телекоммуникации: Current Level Of Service14) Сокращение: (vertical-)Cell Launch System, Capsule Launch System, Chief of Logistics Support (UK), Contract Logistic Support, Contractor-run Logistics System, constant level speech15) Университет: Center for Louisiana Studies, Clinical Laboratory Science, Concept Learning System16) Вычислительная техника: Card Loading Signal, clear screen, очистить экран дисплея, Common Language Specification (OOP, CLR, MS,.NET, CLS)17) Нефть: chlorine log system, chrome lignosulphonate18) Космонавтика: Collection and Location Satellite (Service Argos)19) Геофизика: компьютеризированная каротажная станция (trade name of Western Atlas, now Baker Atlas) (сокр. от "Computerized Logging Service")20) Фирменный знак: Classroom Learning Systems21) Экология: Conservation Leadership School22) Деловая лексика: Clone, Loan, and Steal, Commercial Listing Service, Commercial Listing Services23) Бурение: хромлигносульфонат (chrome lignosulphonate)24) Химическое оружие: CTR Logistics Support25) Расширение файла: Common Language Support, Control and Launch Subsystems, Class definition file (C++, Visual Basic), Class module (Visual Basic)26) Логистика: гравитационный стеллаж27) Общественная организация: Christian Legal Society28) Должность: Certified Lotus Specialist, Chemical And Life Sciences, Clinical Laboratory Scientist29) НАСА: Closed Loop Stimulation -
14 VBX
фирм., сокр. от Visual Basic Extensionуправляющие элементы для использования в среде Visual Basic (16-битные DLL, не поддерживаемые 32-битными приложениями), см. тж OLE control, OCXEnglish-Russian dictionary of computer science and programming > VBX
-
15 MS
- хранилище сообщений
- система мобильной связи
- сигнал обслуживания
- сепаратор влаги
- секция мультиплексирования
- ручное переключение сигнала нормального трафика
- рукопись
- расплав соли
- послание
- подвижная станция
- нормально отключённый выключатель
- наибольшее напряжение
- молярное замещение
- многократное рассеяние
- многоадресный контроль выборочных значений (функциональная связь)
- миллисекунда
- микросекунда
- микроволновый спутник
- метрическая система
- масса пара
- масс-спектрометрия
- малоуглеродистая сталь
- максимальная надёжность
- максимальная безопасность
- магнитостатический
- магнитное запоминающее устройство
- магистр наук
- корпорация Microsoft
- диспетчерский пункт управления (в SCADA)
- выключатель электропитания
- американская корпорация, крупнейший в мире производитель программного обеспечения (Майкрософт)
американская корпорация, крупнейший в мире производитель программного обеспечения (Майкрософт)
MC
—
[[http://www.rfcmd.ru/glossword/1.8/index.php?a=index&d=23]]Тематики
Синонимы
- MC
EN
выключатель электропитания
выключатель питания
—
[Я.Н.Лугинский, М.С.Фези-Жилинская, Ю.С.Кабиров. Англо-русский словарь по электротехнике и электроэнергетике, Москва, 1999 г.]
выключатель электропитания
выключатель питания
-
[Интент]См. также аппарат отключения питания
АСУ электротехнических систем должна обеспечивать реализацию следующих функций:
- синхронизацию генераторов;
- управление выключателями главной электрической схемы электростанции, выключателями питания собственных нужд, в том числе аварийными дизель- генераторами;
[ВРД 39-1.10-071-2003 ]Тематики
- НКУ (шкафы, пульты,...)
- электробезопасность
Обобщающие термины
Синонимы
EN
диспетчерский пункт управления
диспетчерский пункт
ДП
главный терминал
-
[Интент]Master Terminal Unit (MTU), Master Station (MS) диспетчерский пункт управления (главный терминал); осуществляет обработку данных и управление высокого уровня, как правило, в режиме мягкого (квази-) реального времени; одна из основных функций обеспечение интерфейса между человеком-оператором и системой (HMI, MMI). В зависимости от конкретной системы MTU может быть реализован в самом разнообразном виде от одиночного компьютера с дополнительными устройствами подключения к каналам связи до больших вычислительных систем (мэйнфреймов) и/или объединенных в локальную сеть рабочих станций и серверов. Как правило, и при построении MTU используются различные методы повышения надежности и безопасности работы системы.
Рис. 2. Основные структурные компоненты SCADA-системыГлавной тенденцией развития MTU (диспетчерских пунктов управления) является переход большинства разработчиков SCADA-систем на архитектуру клиент-сервер, состоящую из 4-х функциональных компонентов.
1. User (Operator) Interface (интерфейс пользователя/оператора) исключительно важная составляющая систем SCADA. Для нее характерны
а) стандартизация интерфейса пользователя вокруг нескольких платформ;
б) все более возрастающее влияние Windows NT;
в) использование стандартного графического интерфейса пользователя (GUI);
г) технологии объектно-ориентированного программирования: DDE, OLE, Active X, OPC (OLE for Process Control), DCOM;
д) стандартные средства разработки приложений, наиболее популярные среди которых, Visual Basic for Applications (VBA), Visual C++;
е) появление коммерческих вариантов программного обеспечения класса SCADA/MMI для широкого спектра задач. Объектная независимость позволяет интерфейсу пользователя представлять виртуальные объекты, созданные другими системами. Результат расширение возможностей по оптимизации HMI-интерфейса.
2. Data Management (управление данными) - отход от узкоспециализированных баз данных в сторону поддержки большинства корпоративных реляционных баз данных (Microsoft SQL, Oracle). Функции управления данными и генерации отчетов осуществляются стандартными средствами SQL, 4GL; эта независимость данных изолирует функции доступа и управления данными от целевых задач SCADA, что позволяет легко разрабатывать дополнительные приложения по анализу и управлению данными.
3. Networking & Services (сети и службы) - переход к использованию стандартных сетевых технологий и протоколов. Службы сетевого управления, защиты и управления доступом, мониторинга транзакций, передачи почтовых сообщений, сканирования доступных ресурсов (процессов) могут выполняться независимо от кода целевой программы SCADA, разработанной другим вендором.
4. Real-Time Services (службы реального времени) - освобождение MTU от нагрузки перечисленных выше компонентов дает возможность сконцентрироваться на требованиях производительности для задач реального и квази-реального времени. Данные службы представляют собой быстродействующие процессоры, которые управляют обменом информацией с RTU и SCADA-процессами, осуществляют управление резидентной частью базы данных, оповещение о событиях, выполняют действия по управлению системой, передачу информации о событиях на интерфейс пользователя (оператора).
[ http://www.mka.ru/?p=41524]Тематики
Синонимы
EN
корпорация Microsoft
Основана 5 сентября 1975г. Биллом Гейтсом (Bill Gates) и Полом Аленом (Paul Allen).
[ http://www.morepc.ru/dict/]Тематики
EN
магнитное запоминающее устройство
—
[Е.С.Алексеев, А.А.Мячев. Англо-русский толковый словарь по системотехнике ЭВМ. Москва 1993]Тематики
EN
магнитостатический
—
[Я.Н.Лугинский, М.С.Фези-Жилинская, Ю.С.Кабиров. Англо-русский словарь по электротехнике и электроэнергетике, Москва, 1999 г.]Тематики
- электротехника, основные понятия
EN
максимальная безопасность
—
[А.С.Гольдберг. Англо-русский энергетический словарь. 2006 г.]Тематики
EN
максимальная надёжность
—
[А.С.Гольдберг. Англо-русский энергетический словарь. 2006 г.]Тематики
EN
масс-спектрометрия
(по распределению масс на фиксированном детекторе)
[А.С.Гольдберг. Англо-русский энергетический словарь. 2006 г.]Тематики
EN
микроволновый спутник
(J.116).
[ http://www.iks-media.ru/glossary/index.html?glossid=2400324]Тематики
- электросвязь, основные понятия
EN
микросекунда
мксек
10-6 секунд - 1 миллионная доля секунды.
[ http://www.lexikon.ru/dict/net/index.html]Тематики
Синонимы
EN
многоадресный контроль выборочных значений (функциональная связь)
—
[ ГОСТ Р 54325-2011 (IEC/TS 61850-2:2003)]]Тематики
EN
нормально отключённый выключатель
—
[Я.Н.Лугинский, М.С.Фези-Жилинская, Ю.С.Кабиров. Англо-русский словарь по электротехнике и электроэнергетике, Москва, 1999]Тематики
- электротехника, основные понятия
EN
подвижная станция
Станция подвижной службы, предназначенная для работы во время движения или во время остановок в неопределенных пунктах (Регламент радиосвязи Ст.1, п. 11.67).
[ http://www.iks-media.ru/glossary/index.html?glossid=2400324]Тематики
- электросвязь, основные понятия
EN
послание
(напр. бюджетное в США)
[А.С.Гольдберг. Англо-русский энергетический словарь. 2006 г.]Тематики
EN
расплав соли
(напр. для ядерного реактора)
[А.С.Гольдберг. Англо-русский энергетический словарь. 2006 г.]Тематики
EN
ручное переключение сигнала нормального трафика
(МСЭ-Т G.808.1).
[ http://www.iks-media.ru/glossary/index.html?glossid=2400324]Тематики
- электросвязь, основные понятия
EN
секция мультиплексирования
Трасса между двумя включенными функциями трассы окончания участка мультиплексирования (МСЭ-T G.803, МСЭ-Т G.798).
[ http://www.iks-media.ru/glossary/index.html?glossid=2400324]Тематики
- электросвязь, основные понятия
EN
сигнал обслуживания
(МСЭ-T G.709/ Y.1331).
[ http://www.iks-media.ru/glossary/index.html?glossid=2400324]Тематики
- электросвязь, основные понятия
EN
система мобильной связи
—
[Л.Г.Суменко. Англо-русский словарь по информационным технологиям. М.: ГП ЦНИИС, 2003.]Тематики
EN
хранилище сообщений
(МСЭ-Т Х.440, МСЭ-Т F.400/ Х.400).
[ http://www.iks-media.ru/glossary/index.html?glossid=2400324]Тематики
- электросвязь, основные понятия
EN
Англо-русский словарь нормативно-технической терминологии > MS
-
16 automate programmable à mémoire
программируемый логический контроллер
ПЛК
-
[Интент]
контроллер
Управляющее устройство, осуществляющее автоматическое управление посредством программной реализации алгоритмов управления.
[Сборник рекомендуемых терминов. Выпуск 107. Теория управления.
Академия наук СССР. Комитет научно-технической терминологии. 1984 г.]EN
storage-programmable logic controller
computer-aided control equipment or system whose logic sequence can be varied via a directly or remote-control connected programming device, for example a control panel, a host computer or a portable terminal
[IEV ref 351-32-34]FR
automate programmable à mémoire
См. также:
équipement ou système de commande assisté par ordinateur dont la séquence logique peut être modifiée directement ou par l'intermédiaire d'un dispositif de programmation relié à une télécommande, par exemple un panneau de commande, un ordinateur hôte ou un terminal de données portatif
[IEV ref 351-32-34]
- архитектура контроллера;
- производительность контроллера;
- время реакции контроллера;
КЛАССИФИКАЦИЯ
Основным показателем ПЛК является количество каналов ввода-вывода. По этому признаку ПЛК делятся на следующие группы:- нано- ПЛК (менее 16 каналов);
- микро-ПЛК (более 16, до 100 каналов);
- средние (более 100, до 500 каналов);
- большие (более 500 каналов).
- моноблочными - в которых устройство ввода-вывода не может быть удалено из контроллера или заменено на другое. Конструктивно контроллер представляет собой единое целое с устройствами ввода-вывода (например, одноплатный контроллер). Моноблочный контроллер может иметь, например, 16 каналов дискретного ввода и 8 каналов релейного вывода;
- модульные - состоящие из общей корзины (шасси), в которой располагаются модуль центрального процессора и сменные модули ввода-вывода. Состав модулей выбирается пользователем в зависимости от решаемой задачи. Типовое количество слотов для сменных модулей - от 8 до 32;
- распределенные (с удаленными модулями ввода-вывода) - в которых модули ввода-вывода выполнены в отдельных корпусах, соединяются с модулем контроллера по сети (обычно на основе интерфейса RS-485) и могут быть расположены на расстоянии до 1,2 км от процессорного модуля.
Многие контроллеры имеют набор сменных процессорных плат разной производительности. Это позволяет расширить круг потенциальных пользователей системы без изменения ее конструктива.
По конструктивному исполнению и способу крепления контроллеры делятся на:- панельные (для монтажа на панель или дверцу шкафа);
- для монтажа на DIN-рейку внутри шкафа;
- для крепления на стене;
- стоечные - для монтажа в стойке;
- бескорпусные (обычно одноплатные) для применения в специализированных конструктивах производителей оборудования (OEM - "Original Equipment Manufact urer").
По области применения контроллеры делятся на следующие типы:- универсальные общепромышленные;
- для управления роботами;
- для управления позиционированием и перемещением;
- коммуникационные;
- ПИД-контроллеры;
- специализированные.
По способу программирования контроллеры бывают:- программируемые с лицевой панели контроллера;
- программируемые переносным программатором;
- программируемые с помощью дисплея, мыши и клавиатуры;
- программируемые с помощью персонального компьютера.
Контроллеры могут программироваться на следующих языках:- на классических алгоритмических языках (C, С#, Visual Basic);
- на языках МЭК 61131-3.
Контроллеры могут содержать в своем составе модули ввода-вывода или не содержать их. Примерами контроллеров без модулей ввода-вывода являются коммуникационные контроллеры, которые выполняют функцию межсетевого шлюза, или контроллеры, получающие данные от контроллеров нижнего уровня иерархии АСУ ТП. Контроллеры для систем автоматизации
Слово "контроллер" произошло от английского "control" (управление), а не от русского "контроль" (учет, проверка). Контроллером в системах автоматизации называют устройство, выполняющее управление физическими процессами по записанному в него алгоритму, с использованием информации, получаемой от датчиков и выводимой в исполнительные устройства.
Первые контроллеры появились на рубеже 60-х и 70-х годов в автомобильной промышленности, где использовались для автоматизации сборочных линий. В то время компьютеры стоили чрезвычайно дорого, поэтому контроллеры строились на жесткой логике (программировались аппаратно), что было гораздо дешевле. Однако перенастройка с одной технологической линии на другую требовала фактически изготовления нового контроллера. Поэтому появились контроллеры, алгоритм работы которых мог быть изменен несколько проще - с помощью схемы соединений реле. Такие контроллеры получили название программируемых логических контроллеров (ПЛК), и этот термин сохранился до настоящего времени. Везде ниже термины "контроллер" и "ПЛК" мы будем употреблять как синонимы.
Немного позже появились ПЛК, которые можно было программировать на машинно-ориентированном языке, что было проще конструктивно, но требовало участия специально обученного программиста для внесения даже незначительных изменений в алгоритм управления. С этого момента началась борьба за упрощение процесса программирования ПЛК, которая привела сначала к созданию языков высокого уровня, затем - специализированных языков визуального программирования, похожих на язык релейной логики. В настоящее время этот процесс завершился созданием международного стандарта IEC (МЭК) 1131-3, который позже был переименован в МЭК 61131-3. Стандарт МЭК 61131-3 поддерживает пять языков технологического программирования, что исключает необходимость привлечения профессиональных программистов при построении систем с контроллерами, оставляя для них решение нестандартных задач.
В связи с тем, что способ программирования является наиболее существенным классифицирующим признаком контроллера, понятие "ПЛК" все реже используется для обозначения управляющих контроллеров, которые не поддерживают технологические языки программирования. Жесткие ограничения на стоимость и огромное разнообразие целей автоматизации привели к невозможности создания универсального ПЛК, как это случилось с офисными компьютерами. Область автоматизации выдвигает множество задач, в соответствии с которыми развивается и рынок, содержащий сотни непохожих друг на друга контроллеров, различающихся десятками параметров.
Выбор оптимального для конкретной задачи контроллера основывается обычно на соответствии функциональных характеристик контроллера решаемой задаче при условии минимальной его стоимости. Учитываются также другие важные характеристики (температурный диапазон, надежность, бренд изготовителя, наличие разрешений Ростехнадзора, сертификатов и т. п.).
Несмотря на огромное разнообразие контроллеров, в их развитии заметны следующие общие тенденции:- уменьшение габаритов;
- расширение функциональных возможностей;
- увеличение количества поддерживаемых интерфейсов и сетей;
- использование идеологии "открытых систем";
- использование языков программирования стандарта МЭК 61131-3;
- снижение цены.
[ http://bookasutp.ru/Chapter6_1.aspx]
Программируемый логический контроллер (ПЛК, PLC) – микропроцессорное устройство, предназначенное для управления технологическим процессом и другими сложными технологическими объектами.
Принцип работы контроллера состоит в выполнение следующего цикла операций:
1. Сбор сигналов с датчиков;
2. Обработка сигналов согласно прикладному алгоритму управления;
3. Выдача управляющих воздействий на исполнительные устройства.
В нормальном режиме работы контроллер непрерывно выполняет этот цикл с частотой от 50 раз в секунду. Время, затрачиваемое контроллером на выполнение полного цикла, часто называют временем (или периодом) сканирования; в большинстве современных ПЛК сканирование может настраиваться пользователем в диапазоне от 20 до 30000 миллисекунд. Для быстрых технологических процессов, где критична скорость реакции системы и требуется оперативное регулирование, время сканирования может составлять 20 мс, однако для большинства непрерывных процессов период 100 мс считается вполне приемлемым.
Аппаратно контроллеры имеют модульную архитектуру и могут состоять из следующих компонентов:
1. Базовая панель ( Baseplate). Она служит для размещения на ней других модулей системы, устанавливаемых в специально отведенные позиции (слоты). Внутри базовой панели проходят две шины: одна - для подачи питания на электронные модули, другая – для пересылки данных и информационного обмена между модулями.
2. Модуль центрального вычислительного устройства ( СPU). Это мозг системы. Собственно в нем и происходит математическая обработка данных. Для связи с другими устройствами CPU часто оснащается сетевым интерфейсом, поддерживающим тот или иной коммуникационный стандарт.
3. Дополнительные коммуникационные модули. Необходимы для добавления сетевых интерфейсов, неподдерживаемых напрямую самим CPU. Коммуникационные модули существенно расширяют возможности ПЛК по сетевому взаимодействию. C их помощью к контроллеру подключают узлы распределенного ввода/вывода, интеллектуальные полевые приборы и станции операторского уровня.
4. Блок питания. Нужен для запитки системы от 220 V. Однако многие ПЛК не имеют стандартного блока питания и запитываются от внешнего. Рис.1. Контроллер РСУ с коммуникациями Profibus и Ethernet.
Рис.1. Контроллер РСУ с коммуникациями Profibus и Ethernet.
Иногда на базовую панель, помимо указанных выше, допускается устанавливать модули ввода/вывода полевых сигналов, которые образуют так называемый локальный ввод/вывод. Однако для большинства РСУ (DCS) характерно использование именно распределенного (удаленного) ввода/вывода.
Отличительной особенностью контроллеров, применяемых в DCS, является возможность их резервирования. Резервирование нужно для повышения отказоустойчивости системы и заключается, как правило, в дублировании аппаратных модулей системы. Рис. 2. Резервированный контроллер с коммуникациями Profibus и Ethernet.
Рис. 2. Резервированный контроллер с коммуникациями Profibus и Ethernet.
Резервируемые модули работают параллельно и выполняют одни и те же функции. При этом один модуль находится в активном состоянии, а другой, являясь резервом, – в режиме “standby”. В случае отказа активного модуля, система автоматически переключается на резерв (это называется “горячий резерв”).
Обратите внимание, контроллеры связаны шиной синхронизации, по которой они мониторят состояние друг друга. Это решение позволяет разнести резервированные модули на значительное расстояние друг от друга (например, расположить их в разных шкафах или даже аппаратных).
Допустим, в данный момент активен левый контроллер, правый – находится в резерве. При этом, даже находясь в резерве, правый контроллер располагает всеми процессными данными и выполняет те же самые математические операции, что и левый. Контроллеры синхронизированы. Предположим, случается отказ левого контроллера, а именно модуля CPU. Управление автоматически передается резервному контроллеру, и теперь он становится главным. Здесь очень большое значение имеют время, которое система тратит на переключение на резерв (обычно меньше 0.5 с) и отсутствие возмущений (удара). Теперь система работает на резерве. Как только инженер заменит отказавший модуль CPU на исправный, система автоматически передаст ему управление и возвратится в исходное состояние.
На рис. 3 изображен резервированный контроллер S7-400H производства Siemens. Данный контроллер входит в состав РСУ Simatic PCS7. Рис. 3. Резервированный контроллер S7-400H. Несколько другое техническое решение показано на примере резервированного контроллера FCP270 производства Foxboro (рис. 4). Данный контроллер входит в состав системы управления Foxboro IA Series.
Рис. 3. Резервированный контроллер S7-400H. Несколько другое техническое решение показано на примере резервированного контроллера FCP270 производства Foxboro (рис. 4). Данный контроллер входит в состав системы управления Foxboro IA Series. Рис. 4. Резервированный контроллер FCP270.
Рис. 4. Резервированный контроллер FCP270.
На базовой панели инсталлировано два процессорных модуля, работающих как резервированная пара, и коммуникационный модуль для сопряжения с оптическими сетями стандарта Ethernet. Взаимодействие между модулями происходит по внутренней шине (тоже резервированной), спрятанной непосредственно в базовую панель (ее не видно на рисунке).
На рисунке ниже показан контроллер AC800M производства ABB (часть РСУ Extended Automation System 800xA). Рис. 5. Контроллер AC800M.
Рис. 5. Контроллер AC800M.
Это не резервированный вариант. Контроллер состоит из двух коммуникационных модулей, одного СPU и одного локального модуля ввода/вывода. Кроме этого, к контроллеру можно подключить до 64 внешних модулей ввода/вывода.
При построении РСУ важно выбрать контроллер, удовлетворяющий всем техническим условиям и требованиям конкретного производства. Подбирая оптимальную конфигурацию, инженеры оперируют определенными техническими характеристиками промышленных контроллеров. Наиболее значимые перечислены ниже:
1. Возможность полного резервирования. Для задач, где отказоустойчивость критична (химия, нефтехимия, металлургия и т.д.), применение резервированных конфигураций вполне оправдано, тогда как для других менее ответственных производств резервирование зачастую оказывается избыточным решением.
2. Количество и тип поддерживаемых коммуникационных интерфейсов. Это определяет гибкость и масштабируемость системы управления в целом. Современные контроллеры способны поддерживать до 10 стандартов передачи данных одновременно, что во многом определяет их универсальность.
3. Быстродействие. Измеряется, как правило, в количестве выполняемых в секунду элементарных операций (до 200 млн.). Иногда быстродействие измеряется количеством обрабатываемых за секунду функциональных блоков (что такое функциональный блок – будет рассказано в следующей статье). Быстродействие зависит от типа центрального процессора (популярные производители - Intel, AMD, Motorola, Texas Instruments и т.д.)
4. Объем оперативной памяти. Во время работы контроллера в его оперативную память загружены запрограммированные пользователем алгоритмы автоматизированного управления, операционная система, библиотечные модули и т.д. Очевидно, чем больше оперативной памяти, тем сложнее и объемнее алгоритмы контроллер может выполнять, тем больше простора для творчества у программиста. Варьируется от 256 килобайт до 32 мегабайт.
5. Надежность. Наработка на отказ до 10-12 лет.
6. Наличие специализированных средств разработки и поддержка различных языков программирования. Очевидно, что существование специализированный среды разработки прикладных программ – это стандарт для современного контроллера АСУ ТП. Для удобства программиста реализуется поддержка сразу нескольких языков как визуального, так и текстового (процедурного) программирования (FBD, SFC, IL, LAD, ST; об этом в следующей статье).
7. Возможность изменения алгоритмов управления на “лету” (online changes), т.е. без остановки работы контроллера. Для большинства контроллеров, применяемых в РСУ, поддержка online changes жизненно необходима, так как позволяет тонко настраивать систему или расширять ее функционал прямо на работающем производстве.
8. Возможность локального ввода/вывода. Как видно из рис. 4 контроллер Foxboro FCP270 рассчитан на работу только с удаленной подсистемой ввода/вывода, подключаемой к нему по оптическим каналам. Simatic S7-400 может спокойно работать как с локальными модулями ввода/вывода (свободные слоты на базовой панели есть), так и удаленными узлами.
9. Вес, габаритные размеры, вид монтажа (на DIN-рейку, на монтажную панель или в стойку 19”). Важно учитывать при проектировании и сборке системных шкафов.
10. Условия эксплуатации (температура, влажность, механические нагрузки). Большинство промышленных контроллеров могут работать в нечеловеческих условиях от 0 до 65 °С и при влажности до 95-98%.
[ http://kazanets.narod.ru/PLC_PART1.htm]Тематики
Синонимы
EN
DE
- speicherprogrammierbare Steuerung, f
FR
Франко-русский словарь нормативно-технической терминологии > automate programmable à mémoire
17 speicherprogrammierbare Steuerung, f
программируемый логический контроллер
ПЛК
-
[Интент]
контроллер
Управляющее устройство, осуществляющее автоматическое управление посредством программной реализации алгоритмов управления.
[Сборник рекомендуемых терминов. Выпуск 107. Теория управления.
Академия наук СССР. Комитет научно-технической терминологии. 1984 г.]EN
storage-programmable logic controller
computer-aided control equipment or system whose logic sequence can be varied via a directly or remote-control connected programming device, for example a control panel, a host computer or a portable terminal
[IEV ref 351-32-34]FR
automate programmable à mémoire
См. также:
équipement ou système de commande assisté par ordinateur dont la séquence logique peut être modifiée directement ou par l'intermédiaire d'un dispositif de programmation relié à une télécommande, par exemple un panneau de commande, un ordinateur hôte ou un terminal de données portatif
[IEV ref 351-32-34]
- архитектура контроллера;
- производительность контроллера;
- время реакции контроллера;
КЛАССИФИКАЦИЯ
Основным показателем ПЛК является количество каналов ввода-вывода. По этому признаку ПЛК делятся на следующие группы:- нано- ПЛК (менее 16 каналов);
- микро-ПЛК (более 16, до 100 каналов);
- средние (более 100, до 500 каналов);
- большие (более 500 каналов).
- моноблочными - в которых устройство ввода-вывода не может быть удалено из контроллера или заменено на другое. Конструктивно контроллер представляет собой единое целое с устройствами ввода-вывода (например, одноплатный контроллер). Моноблочный контроллер может иметь, например, 16 каналов дискретного ввода и 8 каналов релейного вывода;
- модульные - состоящие из общей корзины (шасси), в которой располагаются модуль центрального процессора и сменные модули ввода-вывода. Состав модулей выбирается пользователем в зависимости от решаемой задачи. Типовое количество слотов для сменных модулей - от 8 до 32;
- распределенные (с удаленными модулями ввода-вывода) - в которых модули ввода-вывода выполнены в отдельных корпусах, соединяются с модулем контроллера по сети (обычно на основе интерфейса RS-485) и могут быть расположены на расстоянии до 1,2 км от процессорного модуля.
Многие контроллеры имеют набор сменных процессорных плат разной производительности. Это позволяет расширить круг потенциальных пользователей системы без изменения ее конструктива.
По конструктивному исполнению и способу крепления контроллеры делятся на:- панельные (для монтажа на панель или дверцу шкафа);
- для монтажа на DIN-рейку внутри шкафа;
- для крепления на стене;
- стоечные - для монтажа в стойке;
- бескорпусные (обычно одноплатные) для применения в специализированных конструктивах производителей оборудования (OEM - "Original Equipment Manufact urer").
По области применения контроллеры делятся на следующие типы:- универсальные общепромышленные;
- для управления роботами;
- для управления позиционированием и перемещением;
- коммуникационные;
- ПИД-контроллеры;
- специализированные.
По способу программирования контроллеры бывают:- программируемые с лицевой панели контроллера;
- программируемые переносным программатором;
- программируемые с помощью дисплея, мыши и клавиатуры;
- программируемые с помощью персонального компьютера.
Контроллеры могут программироваться на следующих языках:- на классических алгоритмических языках (C, С#, Visual Basic);
- на языках МЭК 61131-3.
Контроллеры могут содержать в своем составе модули ввода-вывода или не содержать их. Примерами контроллеров без модулей ввода-вывода являются коммуникационные контроллеры, которые выполняют функцию межсетевого шлюза, или контроллеры, получающие данные от контроллеров нижнего уровня иерархии АСУ ТП. Контроллеры для систем автоматизации
Слово "контроллер" произошло от английского "control" (управление), а не от русского "контроль" (учет, проверка). Контроллером в системах автоматизации называют устройство, выполняющее управление физическими процессами по записанному в него алгоритму, с использованием информации, получаемой от датчиков и выводимой в исполнительные устройства.
Первые контроллеры появились на рубеже 60-х и 70-х годов в автомобильной промышленности, где использовались для автоматизации сборочных линий. В то время компьютеры стоили чрезвычайно дорого, поэтому контроллеры строились на жесткой логике (программировались аппаратно), что было гораздо дешевле. Однако перенастройка с одной технологической линии на другую требовала фактически изготовления нового контроллера. Поэтому появились контроллеры, алгоритм работы которых мог быть изменен несколько проще - с помощью схемы соединений реле. Такие контроллеры получили название программируемых логических контроллеров (ПЛК), и этот термин сохранился до настоящего времени. Везде ниже термины "контроллер" и "ПЛК" мы будем употреблять как синонимы.
Немного позже появились ПЛК, которые можно было программировать на машинно-ориентированном языке, что было проще конструктивно, но требовало участия специально обученного программиста для внесения даже незначительных изменений в алгоритм управления. С этого момента началась борьба за упрощение процесса программирования ПЛК, которая привела сначала к созданию языков высокого уровня, затем - специализированных языков визуального программирования, похожих на язык релейной логики. В настоящее время этот процесс завершился созданием международного стандарта IEC (МЭК) 1131-3, который позже был переименован в МЭК 61131-3. Стандарт МЭК 61131-3 поддерживает пять языков технологического программирования, что исключает необходимость привлечения профессиональных программистов при построении систем с контроллерами, оставляя для них решение нестандартных задач.
В связи с тем, что способ программирования является наиболее существенным классифицирующим признаком контроллера, понятие "ПЛК" все реже используется для обозначения управляющих контроллеров, которые не поддерживают технологические языки программирования. Жесткие ограничения на стоимость и огромное разнообразие целей автоматизации привели к невозможности создания универсального ПЛК, как это случилось с офисными компьютерами. Область автоматизации выдвигает множество задач, в соответствии с которыми развивается и рынок, содержащий сотни непохожих друг на друга контроллеров, различающихся десятками параметров.
Выбор оптимального для конкретной задачи контроллера основывается обычно на соответствии функциональных характеристик контроллера решаемой задаче при условии минимальной его стоимости. Учитываются также другие важные характеристики (температурный диапазон, надежность, бренд изготовителя, наличие разрешений Ростехнадзора, сертификатов и т. п.).
Несмотря на огромное разнообразие контроллеров, в их развитии заметны следующие общие тенденции:- уменьшение габаритов;
- расширение функциональных возможностей;
- увеличение количества поддерживаемых интерфейсов и сетей;
- использование идеологии "открытых систем";
- использование языков программирования стандарта МЭК 61131-3;
- снижение цены.
[ http://bookasutp.ru/Chapter6_1.aspx]
Программируемый логический контроллер (ПЛК, PLC) – микропроцессорное устройство, предназначенное для управления технологическим процессом и другими сложными технологическими объектами.
Принцип работы контроллера состоит в выполнение следующего цикла операций:
1. Сбор сигналов с датчиков;
2. Обработка сигналов согласно прикладному алгоритму управления;
3. Выдача управляющих воздействий на исполнительные устройства.
В нормальном режиме работы контроллер непрерывно выполняет этот цикл с частотой от 50 раз в секунду. Время, затрачиваемое контроллером на выполнение полного цикла, часто называют временем (или периодом) сканирования; в большинстве современных ПЛК сканирование может настраиваться пользователем в диапазоне от 20 до 30000 миллисекунд. Для быстрых технологических процессов, где критична скорость реакции системы и требуется оперативное регулирование, время сканирования может составлять 20 мс, однако для большинства непрерывных процессов период 100 мс считается вполне приемлемым.
Аппаратно контроллеры имеют модульную архитектуру и могут состоять из следующих компонентов:
1. Базовая панель ( Baseplate). Она служит для размещения на ней других модулей системы, устанавливаемых в специально отведенные позиции (слоты). Внутри базовой панели проходят две шины: одна - для подачи питания на электронные модули, другая – для пересылки данных и информационного обмена между модулями.
2. Модуль центрального вычислительного устройства ( СPU). Это мозг системы. Собственно в нем и происходит математическая обработка данных. Для связи с другими устройствами CPU часто оснащается сетевым интерфейсом, поддерживающим тот или иной коммуникационный стандарт.
3. Дополнительные коммуникационные модули. Необходимы для добавления сетевых интерфейсов, неподдерживаемых напрямую самим CPU. Коммуникационные модули существенно расширяют возможности ПЛК по сетевому взаимодействию. C их помощью к контроллеру подключают узлы распределенного ввода/вывода, интеллектуальные полевые приборы и станции операторского уровня.
4. Блок питания. Нужен для запитки системы от 220 V. Однако многие ПЛК не имеют стандартного блока питания и запитываются от внешнего.
Рис.1. Контроллер РСУ с коммуникациями Profibus и Ethernet.
Иногда на базовую панель, помимо указанных выше, допускается устанавливать модули ввода/вывода полевых сигналов, которые образуют так называемый локальный ввод/вывод. Однако для большинства РСУ (DCS) характерно использование именно распределенного (удаленного) ввода/вывода.
Отличительной особенностью контроллеров, применяемых в DCS, является возможность их резервирования. Резервирование нужно для повышения отказоустойчивости системы и заключается, как правило, в дублировании аппаратных модулей системы.
Рис. 2. Резервированный контроллер с коммуникациями Profibus и Ethernet.
Резервируемые модули работают параллельно и выполняют одни и те же функции. При этом один модуль находится в активном состоянии, а другой, являясь резервом, – в режиме “standby”. В случае отказа активного модуля, система автоматически переключается на резерв (это называется “горячий резерв”).
Обратите внимание, контроллеры связаны шиной синхронизации, по которой они мониторят состояние друг друга. Это решение позволяет разнести резервированные модули на значительное расстояние друг от друга (например, расположить их в разных шкафах или даже аппаратных).
Допустим, в данный момент активен левый контроллер, правый – находится в резерве. При этом, даже находясь в резерве, правый контроллер располагает всеми процессными данными и выполняет те же самые математические операции, что и левый. Контроллеры синхронизированы. Предположим, случается отказ левого контроллера, а именно модуля CPU. Управление автоматически передается резервному контроллеру, и теперь он становится главным. Здесь очень большое значение имеют время, которое система тратит на переключение на резерв (обычно меньше 0.5 с) и отсутствие возмущений (удара). Теперь система работает на резерве. Как только инженер заменит отказавший модуль CPU на исправный, система автоматически передаст ему управление и возвратится в исходное состояние.
На рис. 3 изображен резервированный контроллер S7-400H производства Siemens. Данный контроллер входит в состав РСУ Simatic PCS7.
Рис. 3. Резервированный контроллер S7-400H. Несколько другое техническое решение показано на примере резервированного контроллера FCP270 производства Foxboro (рис. 4). Данный контроллер входит в состав системы управления Foxboro IA Series.
Рис. 4. Резервированный контроллер FCP270.
На базовой панели инсталлировано два процессорных модуля, работающих как резервированная пара, и коммуникационный модуль для сопряжения с оптическими сетями стандарта Ethernet. Взаимодействие между модулями происходит по внутренней шине (тоже резервированной), спрятанной непосредственно в базовую панель (ее не видно на рисунке).
На рисунке ниже показан контроллер AC800M производства ABB (часть РСУ Extended Automation System 800xA).
Рис. 5. Контроллер AC800M.
Это не резервированный вариант. Контроллер состоит из двух коммуникационных модулей, одного СPU и одного локального модуля ввода/вывода. Кроме этого, к контроллеру можно подключить до 64 внешних модулей ввода/вывода.
При построении РСУ важно выбрать контроллер, удовлетворяющий всем техническим условиям и требованиям конкретного производства. Подбирая оптимальную конфигурацию, инженеры оперируют определенными техническими характеристиками промышленных контроллеров. Наиболее значимые перечислены ниже:
1. Возможность полного резервирования. Для задач, где отказоустойчивость критична (химия, нефтехимия, металлургия и т.д.), применение резервированных конфигураций вполне оправдано, тогда как для других менее ответственных производств резервирование зачастую оказывается избыточным решением.
2. Количество и тип поддерживаемых коммуникационных интерфейсов. Это определяет гибкость и масштабируемость системы управления в целом. Современные контроллеры способны поддерживать до 10 стандартов передачи данных одновременно, что во многом определяет их универсальность.
3. Быстродействие. Измеряется, как правило, в количестве выполняемых в секунду элементарных операций (до 200 млн.). Иногда быстродействие измеряется количеством обрабатываемых за секунду функциональных блоков (что такое функциональный блок – будет рассказано в следующей статье). Быстродействие зависит от типа центрального процессора (популярные производители - Intel, AMD, Motorola, Texas Instruments и т.д.)
4. Объем оперативной памяти. Во время работы контроллера в его оперативную память загружены запрограммированные пользователем алгоритмы автоматизированного управления, операционная система, библиотечные модули и т.д. Очевидно, чем больше оперативной памяти, тем сложнее и объемнее алгоритмы контроллер может выполнять, тем больше простора для творчества у программиста. Варьируется от 256 килобайт до 32 мегабайт.
5. Надежность. Наработка на отказ до 10-12 лет.
6. Наличие специализированных средств разработки и поддержка различных языков программирования. Очевидно, что существование специализированный среды разработки прикладных программ – это стандарт для современного контроллера АСУ ТП. Для удобства программиста реализуется поддержка сразу нескольких языков как визуального, так и текстового (процедурного) программирования (FBD, SFC, IL, LAD, ST; об этом в следующей статье).
7. Возможность изменения алгоритмов управления на “лету” (online changes), т.е. без остановки работы контроллера. Для большинства контроллеров, применяемых в РСУ, поддержка online changes жизненно необходима, так как позволяет тонко настраивать систему или расширять ее функционал прямо на работающем производстве.
8. Возможность локального ввода/вывода. Как видно из рис. 4 контроллер Foxboro FCP270 рассчитан на работу только с удаленной подсистемой ввода/вывода, подключаемой к нему по оптическим каналам. Simatic S7-400 может спокойно работать как с локальными модулями ввода/вывода (свободные слоты на базовой панели есть), так и удаленными узлами.
9. Вес, габаритные размеры, вид монтажа (на DIN-рейку, на монтажную панель или в стойку 19”). Важно учитывать при проектировании и сборке системных шкафов.
10. Условия эксплуатации (температура, влажность, механические нагрузки). Большинство промышленных контроллеров могут работать в нечеловеческих условиях от 0 до 65 °С и при влажности до 95-98%.
[ http://kazanets.narod.ru/PLC_PART1.htm]Тематики
Синонимы
EN
DE
- speicherprogrammierbare Steuerung, f
FR
Немецко-русский словарь нормативно-технической терминологии > speicherprogrammierbare Steuerung, f
18 plc
- связь по ЛЭП
- программируемый логический контроллер
- несущая в канале ВЧ-связи по ЛЭП
- маскирование потери пакета
- контроллер с программируемой логикой
- акционерная компания с ограниченной ответственностью
акционерная компания с ограниченной ответственностью
AG - аббревиатура для обозначения AKTIENGESELLSCHAFT (акционерное общество). Оно пишется после названия немецких, австрийских или швейцарских компаний и является эквивалентом английской аббревиатуры plc (public limited company-акционерная компания с ограниченной ответственностью). Сравни: GmbH.
[ http://www.vocable.ru/dictionary/533/symbol/97]Тематики
EN
DE
- AG
контроллер с программируемой логикой
—
[А.С.Гольдберг. Англо-русский энергетический словарь. 2006 г.]Тематики
EN
маскирование потери пакета
Метод сокрытия факта потери медиапакетов путем генерирования синтезируемых пакетов (МСЭ-T G.1050).
[ http://www.iks-media.ru/glossary/index.html?glossid=2400324]Тематики
- электросвязь, основные понятия
EN
несущая в канале ВЧ-связи по ЛЭП
—
[Я.Н.Лугинский, М.С.Фези-Жилинская, Ю.С.Кабиров. Англо-русский словарь по электротехнике и электроэнергетике, Москва, 1999]Тематики
- электротехника, основные понятия
EN
программируемый логический контроллер
ПЛК
-
[Интент]
контроллер
Управляющее устройство, осуществляющее автоматическое управление посредством программной реализации алгоритмов управления.
[Сборник рекомендуемых терминов. Выпуск 107. Теория управления.
Академия наук СССР. Комитет научно-технической терминологии. 1984 г.]EN
storage-programmable logic controller
computer-aided control equipment or system whose logic sequence can be varied via a directly or remote-control connected programming device, for example a control panel, a host computer or a portable terminal
[IEV ref 351-32-34]FR
automate programmable à mémoire
См. также:
équipement ou système de commande assisté par ordinateur dont la séquence logique peut être modifiée directement ou par l'intermédiaire d'un dispositif de programmation relié à une télécommande, par exemple un panneau de commande, un ordinateur hôte ou un terminal de données portatif
[IEV ref 351-32-34]
- архитектура контроллера;
- производительность контроллера;
- время реакции контроллера;
КЛАССИФИКАЦИЯ
Основным показателем ПЛК является количество каналов ввода-вывода. По этому признаку ПЛК делятся на следующие группы:- нано- ПЛК (менее 16 каналов);
- микро-ПЛК (более 16, до 100 каналов);
- средние (более 100, до 500 каналов);
- большие (более 500 каналов).
- моноблочными - в которых устройство ввода-вывода не может быть удалено из контроллера или заменено на другое. Конструктивно контроллер представляет собой единое целое с устройствами ввода-вывода (например, одноплатный контроллер). Моноблочный контроллер может иметь, например, 16 каналов дискретного ввода и 8 каналов релейного вывода;
- модульные - состоящие из общей корзины (шасси), в которой располагаются модуль центрального процессора и сменные модули ввода-вывода. Состав модулей выбирается пользователем в зависимости от решаемой задачи. Типовое количество слотов для сменных модулей - от 8 до 32;
- распределенные (с удаленными модулями ввода-вывода) - в которых модули ввода-вывода выполнены в отдельных корпусах, соединяются с модулем контроллера по сети (обычно на основе интерфейса RS-485) и могут быть расположены на расстоянии до 1,2 км от процессорного модуля.
Многие контроллеры имеют набор сменных процессорных плат разной производительности. Это позволяет расширить круг потенциальных пользователей системы без изменения ее конструктива.
По конструктивному исполнению и способу крепления контроллеры делятся на:- панельные (для монтажа на панель или дверцу шкафа);
- для монтажа на DIN-рейку внутри шкафа;
- для крепления на стене;
- стоечные - для монтажа в стойке;
- бескорпусные (обычно одноплатные) для применения в специализированных конструктивах производителей оборудования (OEM - "Original Equipment Manufact urer").
По области применения контроллеры делятся на следующие типы:- универсальные общепромышленные;
- для управления роботами;
- для управления позиционированием и перемещением;
- коммуникационные;
- ПИД-контроллеры;
- специализированные.
По способу программирования контроллеры бывают:- программируемые с лицевой панели контроллера;
- программируемые переносным программатором;
- программируемые с помощью дисплея, мыши и клавиатуры;
- программируемые с помощью персонального компьютера.
Контроллеры могут программироваться на следующих языках:- на классических алгоритмических языках (C, С#, Visual Basic);
- на языках МЭК 61131-3.
Контроллеры могут содержать в своем составе модули ввода-вывода или не содержать их. Примерами контроллеров без модулей ввода-вывода являются коммуникационные контроллеры, которые выполняют функцию межсетевого шлюза, или контроллеры, получающие данные от контроллеров нижнего уровня иерархии АСУ ТП. Контроллеры для систем автоматизации
Слово "контроллер" произошло от английского "control" (управление), а не от русского "контроль" (учет, проверка). Контроллером в системах автоматизации называют устройство, выполняющее управление физическими процессами по записанному в него алгоритму, с использованием информации, получаемой от датчиков и выводимой в исполнительные устройства.
Первые контроллеры появились на рубеже 60-х и 70-х годов в автомобильной промышленности, где использовались для автоматизации сборочных линий. В то время компьютеры стоили чрезвычайно дорого, поэтому контроллеры строились на жесткой логике (программировались аппаратно), что было гораздо дешевле. Однако перенастройка с одной технологической линии на другую требовала фактически изготовления нового контроллера. Поэтому появились контроллеры, алгоритм работы которых мог быть изменен несколько проще - с помощью схемы соединений реле. Такие контроллеры получили название программируемых логических контроллеров (ПЛК), и этот термин сохранился до настоящего времени. Везде ниже термины "контроллер" и "ПЛК" мы будем употреблять как синонимы.
Немного позже появились ПЛК, которые можно было программировать на машинно-ориентированном языке, что было проще конструктивно, но требовало участия специально обученного программиста для внесения даже незначительных изменений в алгоритм управления. С этого момента началась борьба за упрощение процесса программирования ПЛК, которая привела сначала к созданию языков высокого уровня, затем - специализированных языков визуального программирования, похожих на язык релейной логики. В настоящее время этот процесс завершился созданием международного стандарта IEC (МЭК) 1131-3, который позже был переименован в МЭК 61131-3. Стандарт МЭК 61131-3 поддерживает пять языков технологического программирования, что исключает необходимость привлечения профессиональных программистов при построении систем с контроллерами, оставляя для них решение нестандартных задач.
В связи с тем, что способ программирования является наиболее существенным классифицирующим признаком контроллера, понятие "ПЛК" все реже используется для обозначения управляющих контроллеров, которые не поддерживают технологические языки программирования. Жесткие ограничения на стоимость и огромное разнообразие целей автоматизации привели к невозможности создания универсального ПЛК, как это случилось с офисными компьютерами. Область автоматизации выдвигает множество задач, в соответствии с которыми развивается и рынок, содержащий сотни непохожих друг на друга контроллеров, различающихся десятками параметров.
Выбор оптимального для конкретной задачи контроллера основывается обычно на соответствии функциональных характеристик контроллера решаемой задаче при условии минимальной его стоимости. Учитываются также другие важные характеристики (температурный диапазон, надежность, бренд изготовителя, наличие разрешений Ростехнадзора, сертификатов и т. п.).
Несмотря на огромное разнообразие контроллеров, в их развитии заметны следующие общие тенденции:- уменьшение габаритов;
- расширение функциональных возможностей;
- увеличение количества поддерживаемых интерфейсов и сетей;
- использование идеологии "открытых систем";
- использование языков программирования стандарта МЭК 61131-3;
- снижение цены.
[ http://bookasutp.ru/Chapter6_1.aspx]
Программируемый логический контроллер (ПЛК, PLC) – микропроцессорное устройство, предназначенное для управления технологическим процессом и другими сложными технологическими объектами.
Принцип работы контроллера состоит в выполнение следующего цикла операций:
1. Сбор сигналов с датчиков;
2. Обработка сигналов согласно прикладному алгоритму управления;
3. Выдача управляющих воздействий на исполнительные устройства.
В нормальном режиме работы контроллер непрерывно выполняет этот цикл с частотой от 50 раз в секунду. Время, затрачиваемое контроллером на выполнение полного цикла, часто называют временем (или периодом) сканирования; в большинстве современных ПЛК сканирование может настраиваться пользователем в диапазоне от 20 до 30000 миллисекунд. Для быстрых технологических процессов, где критична скорость реакции системы и требуется оперативное регулирование, время сканирования может составлять 20 мс, однако для большинства непрерывных процессов период 100 мс считается вполне приемлемым.
Аппаратно контроллеры имеют модульную архитектуру и могут состоять из следующих компонентов:
1. Базовая панель ( Baseplate). Она служит для размещения на ней других модулей системы, устанавливаемых в специально отведенные позиции (слоты). Внутри базовой панели проходят две шины: одна - для подачи питания на электронные модули, другая – для пересылки данных и информационного обмена между модулями.
2. Модуль центрального вычислительного устройства ( СPU). Это мозг системы. Собственно в нем и происходит математическая обработка данных. Для связи с другими устройствами CPU часто оснащается сетевым интерфейсом, поддерживающим тот или иной коммуникационный стандарт.
3. Дополнительные коммуникационные модули. Необходимы для добавления сетевых интерфейсов, неподдерживаемых напрямую самим CPU. Коммуникационные модули существенно расширяют возможности ПЛК по сетевому взаимодействию. C их помощью к контроллеру подключают узлы распределенного ввода/вывода, интеллектуальные полевые приборы и станции операторского уровня.
4. Блок питания. Нужен для запитки системы от 220 V. Однако многие ПЛК не имеют стандартного блока питания и запитываются от внешнего.
Рис.1. Контроллер РСУ с коммуникациями Profibus и Ethernet.
Иногда на базовую панель, помимо указанных выше, допускается устанавливать модули ввода/вывода полевых сигналов, которые образуют так называемый локальный ввод/вывод. Однако для большинства РСУ (DCS) характерно использование именно распределенного (удаленного) ввода/вывода.
Отличительной особенностью контроллеров, применяемых в DCS, является возможность их резервирования. Резервирование нужно для повышения отказоустойчивости системы и заключается, как правило, в дублировании аппаратных модулей системы.
Рис. 2. Резервированный контроллер с коммуникациями Profibus и Ethernet.
Резервируемые модули работают параллельно и выполняют одни и те же функции. При этом один модуль находится в активном состоянии, а другой, являясь резервом, – в режиме “standby”. В случае отказа активного модуля, система автоматически переключается на резерв (это называется “горячий резерв”).
Обратите внимание, контроллеры связаны шиной синхронизации, по которой они мониторят состояние друг друга. Это решение позволяет разнести резервированные модули на значительное расстояние друг от друга (например, расположить их в разных шкафах или даже аппаратных).
Допустим, в данный момент активен левый контроллер, правый – находится в резерве. При этом, даже находясь в резерве, правый контроллер располагает всеми процессными данными и выполняет те же самые математические операции, что и левый. Контроллеры синхронизированы. Предположим, случается отказ левого контроллера, а именно модуля CPU. Управление автоматически передается резервному контроллеру, и теперь он становится главным. Здесь очень большое значение имеют время, которое система тратит на переключение на резерв (обычно меньше 0.5 с) и отсутствие возмущений (удара). Теперь система работает на резерве. Как только инженер заменит отказавший модуль CPU на исправный, система автоматически передаст ему управление и возвратится в исходное состояние.
На рис. 3 изображен резервированный контроллер S7-400H производства Siemens. Данный контроллер входит в состав РСУ Simatic PCS7.
Рис. 3. Резервированный контроллер S7-400H. Несколько другое техническое решение показано на примере резервированного контроллера FCP270 производства Foxboro (рис. 4). Данный контроллер входит в состав системы управления Foxboro IA Series.
Рис. 4. Резервированный контроллер FCP270.
На базовой панели инсталлировано два процессорных модуля, работающих как резервированная пара, и коммуникационный модуль для сопряжения с оптическими сетями стандарта Ethernet. Взаимодействие между модулями происходит по внутренней шине (тоже резервированной), спрятанной непосредственно в базовую панель (ее не видно на рисунке).
На рисунке ниже показан контроллер AC800M производства ABB (часть РСУ Extended Automation System 800xA).
Рис. 5. Контроллер AC800M.
Это не резервированный вариант. Контроллер состоит из двух коммуникационных модулей, одного СPU и одного локального модуля ввода/вывода. Кроме этого, к контроллеру можно подключить до 64 внешних модулей ввода/вывода.
При построении РСУ важно выбрать контроллер, удовлетворяющий всем техническим условиям и требованиям конкретного производства. Подбирая оптимальную конфигурацию, инженеры оперируют определенными техническими характеристиками промышленных контроллеров. Наиболее значимые перечислены ниже:
1. Возможность полного резервирования. Для задач, где отказоустойчивость критична (химия, нефтехимия, металлургия и т.д.), применение резервированных конфигураций вполне оправдано, тогда как для других менее ответственных производств резервирование зачастую оказывается избыточным решением.
2. Количество и тип поддерживаемых коммуникационных интерфейсов. Это определяет гибкость и масштабируемость системы управления в целом. Современные контроллеры способны поддерживать до 10 стандартов передачи данных одновременно, что во многом определяет их универсальность.
3. Быстродействие. Измеряется, как правило, в количестве выполняемых в секунду элементарных операций (до 200 млн.). Иногда быстродействие измеряется количеством обрабатываемых за секунду функциональных блоков (что такое функциональный блок – будет рассказано в следующей статье). Быстродействие зависит от типа центрального процессора (популярные производители - Intel, AMD, Motorola, Texas Instruments и т.д.)
4. Объем оперативной памяти. Во время работы контроллера в его оперативную память загружены запрограммированные пользователем алгоритмы автоматизированного управления, операционная система, библиотечные модули и т.д. Очевидно, чем больше оперативной памяти, тем сложнее и объемнее алгоритмы контроллер может выполнять, тем больше простора для творчества у программиста. Варьируется от 256 килобайт до 32 мегабайт.
5. Надежность. Наработка на отказ до 10-12 лет.
6. Наличие специализированных средств разработки и поддержка различных языков программирования. Очевидно, что существование специализированный среды разработки прикладных программ – это стандарт для современного контроллера АСУ ТП. Для удобства программиста реализуется поддержка сразу нескольких языков как визуального, так и текстового (процедурного) программирования (FBD, SFC, IL, LAD, ST; об этом в следующей статье).
7. Возможность изменения алгоритмов управления на “лету” (online changes), т.е. без остановки работы контроллера. Для большинства контроллеров, применяемых в РСУ, поддержка online changes жизненно необходима, так как позволяет тонко настраивать систему или расширять ее функционал прямо на работающем производстве.
8. Возможность локального ввода/вывода. Как видно из рис. 4 контроллер Foxboro FCP270 рассчитан на работу только с удаленной подсистемой ввода/вывода, подключаемой к нему по оптическим каналам. Simatic S7-400 может спокойно работать как с локальными модулями ввода/вывода (свободные слоты на базовой панели есть), так и удаленными узлами.
9. Вес, габаритные размеры, вид монтажа (на DIN-рейку, на монтажную панель или в стойку 19”). Важно учитывать при проектировании и сборке системных шкафов.
10. Условия эксплуатации (температура, влажность, механические нагрузки). Большинство промышленных контроллеров могут работать в нечеловеческих условиях от 0 до 65 °С и при влажности до 95-98%.
[ http://kazanets.narod.ru/PLC_PART1.htm]Тематики
Синонимы
EN
DE
- speicherprogrammierbare Steuerung, f
FR
связь по ЛЭП
—
[Я.Н.Лугинский, М.С.Фези-Жилинская, Ю.С.Кабиров. Англо-русский словарь по электротехнике и электроэнергетике, Москва, 1999 г.]Тематики
- электротехника, основные понятия
EN
Англо-русский словарь нормативно-технической терминологии > plc
19 programmable logic controller
контроллер с программируемой логикой
—
[А.С.Гольдберг. Англо-русский энергетический словарь. 2006 г.]Тематики
EN
программируемый логический контроллер
ПЛК
-
[Интент]
контроллер
Управляющее устройство, осуществляющее автоматическое управление посредством программной реализации алгоритмов управления.
[Сборник рекомендуемых терминов. Выпуск 107. Теория управления.
Академия наук СССР. Комитет научно-технической терминологии. 1984 г.]EN
storage-programmable logic controller
computer-aided control equipment or system whose logic sequence can be varied via a directly or remote-control connected programming device, for example a control panel, a host computer or a portable terminal
[IEV ref 351-32-34]FR
automate programmable à mémoire
См. также:
équipement ou système de commande assisté par ordinateur dont la séquence logique peut être modifiée directement ou par l'intermédiaire d'un dispositif de programmation relié à une télécommande, par exemple un panneau de commande, un ordinateur hôte ou un terminal de données portatif
[IEV ref 351-32-34]
- архитектура контроллера;
- производительность контроллера;
- время реакции контроллера;
КЛАССИФИКАЦИЯ
Основным показателем ПЛК является количество каналов ввода-вывода. По этому признаку ПЛК делятся на следующие группы:- нано- ПЛК (менее 16 каналов);
- микро-ПЛК (более 16, до 100 каналов);
- средние (более 100, до 500 каналов);
- большие (более 500 каналов).
- моноблочными - в которых устройство ввода-вывода не может быть удалено из контроллера или заменено на другое. Конструктивно контроллер представляет собой единое целое с устройствами ввода-вывода (например, одноплатный контроллер). Моноблочный контроллер может иметь, например, 16 каналов дискретного ввода и 8 каналов релейного вывода;
- модульные - состоящие из общей корзины (шасси), в которой располагаются модуль центрального процессора и сменные модули ввода-вывода. Состав модулей выбирается пользователем в зависимости от решаемой задачи. Типовое количество слотов для сменных модулей - от 8 до 32;
- распределенные (с удаленными модулями ввода-вывода) - в которых модули ввода-вывода выполнены в отдельных корпусах, соединяются с модулем контроллера по сети (обычно на основе интерфейса RS-485) и могут быть расположены на расстоянии до 1,2 км от процессорного модуля.
Многие контроллеры имеют набор сменных процессорных плат разной производительности. Это позволяет расширить круг потенциальных пользователей системы без изменения ее конструктива.
По конструктивному исполнению и способу крепления контроллеры делятся на:- панельные (для монтажа на панель или дверцу шкафа);
- для монтажа на DIN-рейку внутри шкафа;
- для крепления на стене;
- стоечные - для монтажа в стойке;
- бескорпусные (обычно одноплатные) для применения в специализированных конструктивах производителей оборудования (OEM - "Original Equipment Manufact urer").
По области применения контроллеры делятся на следующие типы:- универсальные общепромышленные;
- для управления роботами;
- для управления позиционированием и перемещением;
- коммуникационные;
- ПИД-контроллеры;
- специализированные.
По способу программирования контроллеры бывают:- программируемые с лицевой панели контроллера;
- программируемые переносным программатором;
- программируемые с помощью дисплея, мыши и клавиатуры;
- программируемые с помощью персонального компьютера.
Контроллеры могут программироваться на следующих языках:- на классических алгоритмических языках (C, С#, Visual Basic);
- на языках МЭК 61131-3.
Контроллеры могут содержать в своем составе модули ввода-вывода или не содержать их. Примерами контроллеров без модулей ввода-вывода являются коммуникационные контроллеры, которые выполняют функцию межсетевого шлюза, или контроллеры, получающие данные от контроллеров нижнего уровня иерархии АСУ ТП. Контроллеры для систем автоматизации
Слово "контроллер" произошло от английского "control" (управление), а не от русского "контроль" (учет, проверка). Контроллером в системах автоматизации называют устройство, выполняющее управление физическими процессами по записанному в него алгоритму, с использованием информации, получаемой от датчиков и выводимой в исполнительные устройства.
Первые контроллеры появились на рубеже 60-х и 70-х годов в автомобильной промышленности, где использовались для автоматизации сборочных линий. В то время компьютеры стоили чрезвычайно дорого, поэтому контроллеры строились на жесткой логике (программировались аппаратно), что было гораздо дешевле. Однако перенастройка с одной технологической линии на другую требовала фактически изготовления нового контроллера. Поэтому появились контроллеры, алгоритм работы которых мог быть изменен несколько проще - с помощью схемы соединений реле. Такие контроллеры получили название программируемых логических контроллеров (ПЛК), и этот термин сохранился до настоящего времени. Везде ниже термины "контроллер" и "ПЛК" мы будем употреблять как синонимы.
Немного позже появились ПЛК, которые можно было программировать на машинно-ориентированном языке, что было проще конструктивно, но требовало участия специально обученного программиста для внесения даже незначительных изменений в алгоритм управления. С этого момента началась борьба за упрощение процесса программирования ПЛК, которая привела сначала к созданию языков высокого уровня, затем - специализированных языков визуального программирования, похожих на язык релейной логики. В настоящее время этот процесс завершился созданием международного стандарта IEC (МЭК) 1131-3, который позже был переименован в МЭК 61131-3. Стандарт МЭК 61131-3 поддерживает пять языков технологического программирования, что исключает необходимость привлечения профессиональных программистов при построении систем с контроллерами, оставляя для них решение нестандартных задач.
В связи с тем, что способ программирования является наиболее существенным классифицирующим признаком контроллера, понятие "ПЛК" все реже используется для обозначения управляющих контроллеров, которые не поддерживают технологические языки программирования. Жесткие ограничения на стоимость и огромное разнообразие целей автоматизации привели к невозможности создания универсального ПЛК, как это случилось с офисными компьютерами. Область автоматизации выдвигает множество задач, в соответствии с которыми развивается и рынок, содержащий сотни непохожих друг на друга контроллеров, различающихся десятками параметров.
Выбор оптимального для конкретной задачи контроллера основывается обычно на соответствии функциональных характеристик контроллера решаемой задаче при условии минимальной его стоимости. Учитываются также другие важные характеристики (температурный диапазон, надежность, бренд изготовителя, наличие разрешений Ростехнадзора, сертификатов и т. п.).
Несмотря на огромное разнообразие контроллеров, в их развитии заметны следующие общие тенденции:- уменьшение габаритов;
- расширение функциональных возможностей;
- увеличение количества поддерживаемых интерфейсов и сетей;
- использование идеологии "открытых систем";
- использование языков программирования стандарта МЭК 61131-3;
- снижение цены.
[ http://bookasutp.ru/Chapter6_1.aspx]
Программируемый логический контроллер (ПЛК, PLC) – микропроцессорное устройство, предназначенное для управления технологическим процессом и другими сложными технологическими объектами.
Принцип работы контроллера состоит в выполнение следующего цикла операций:
1. Сбор сигналов с датчиков;
2. Обработка сигналов согласно прикладному алгоритму управления;
3. Выдача управляющих воздействий на исполнительные устройства.
В нормальном режиме работы контроллер непрерывно выполняет этот цикл с частотой от 50 раз в секунду. Время, затрачиваемое контроллером на выполнение полного цикла, часто называют временем (или периодом) сканирования; в большинстве современных ПЛК сканирование может настраиваться пользователем в диапазоне от 20 до 30000 миллисекунд. Для быстрых технологических процессов, где критична скорость реакции системы и требуется оперативное регулирование, время сканирования может составлять 20 мс, однако для большинства непрерывных процессов период 100 мс считается вполне приемлемым.
Аппаратно контроллеры имеют модульную архитектуру и могут состоять из следующих компонентов:
1. Базовая панель ( Baseplate). Она служит для размещения на ней других модулей системы, устанавливаемых в специально отведенные позиции (слоты). Внутри базовой панели проходят две шины: одна - для подачи питания на электронные модули, другая – для пересылки данных и информационного обмена между модулями.
2. Модуль центрального вычислительного устройства ( СPU). Это мозг системы. Собственно в нем и происходит математическая обработка данных. Для связи с другими устройствами CPU часто оснащается сетевым интерфейсом, поддерживающим тот или иной коммуникационный стандарт.
3. Дополнительные коммуникационные модули. Необходимы для добавления сетевых интерфейсов, неподдерживаемых напрямую самим CPU. Коммуникационные модули существенно расширяют возможности ПЛК по сетевому взаимодействию. C их помощью к контроллеру подключают узлы распределенного ввода/вывода, интеллектуальные полевые приборы и станции операторского уровня.
4. Блок питания. Нужен для запитки системы от 220 V. Однако многие ПЛК не имеют стандартного блока питания и запитываются от внешнего.
Рис.1. Контроллер РСУ с коммуникациями Profibus и Ethernet.
Иногда на базовую панель, помимо указанных выше, допускается устанавливать модули ввода/вывода полевых сигналов, которые образуют так называемый локальный ввод/вывод. Однако для большинства РСУ (DCS) характерно использование именно распределенного (удаленного) ввода/вывода.
Отличительной особенностью контроллеров, применяемых в DCS, является возможность их резервирования. Резервирование нужно для повышения отказоустойчивости системы и заключается, как правило, в дублировании аппаратных модулей системы.
Рис. 2. Резервированный контроллер с коммуникациями Profibus и Ethernet.
Резервируемые модули работают параллельно и выполняют одни и те же функции. При этом один модуль находится в активном состоянии, а другой, являясь резервом, – в режиме “standby”. В случае отказа активного модуля, система автоматически переключается на резерв (это называется “горячий резерв”).
Обратите внимание, контроллеры связаны шиной синхронизации, по которой они мониторят состояние друг друга. Это решение позволяет разнести резервированные модули на значительное расстояние друг от друга (например, расположить их в разных шкафах или даже аппаратных).
Допустим, в данный момент активен левый контроллер, правый – находится в резерве. При этом, даже находясь в резерве, правый контроллер располагает всеми процессными данными и выполняет те же самые математические операции, что и левый. Контроллеры синхронизированы. Предположим, случается отказ левого контроллера, а именно модуля CPU. Управление автоматически передается резервному контроллеру, и теперь он становится главным. Здесь очень большое значение имеют время, которое система тратит на переключение на резерв (обычно меньше 0.5 с) и отсутствие возмущений (удара). Теперь система работает на резерве. Как только инженер заменит отказавший модуль CPU на исправный, система автоматически передаст ему управление и возвратится в исходное состояние.
На рис. 3 изображен резервированный контроллер S7-400H производства Siemens. Данный контроллер входит в состав РСУ Simatic PCS7.
Рис. 3. Резервированный контроллер S7-400H. Несколько другое техническое решение показано на примере резервированного контроллера FCP270 производства Foxboro (рис. 4). Данный контроллер входит в состав системы управления Foxboro IA Series.
Рис. 4. Резервированный контроллер FCP270.
На базовой панели инсталлировано два процессорных модуля, работающих как резервированная пара, и коммуникационный модуль для сопряжения с оптическими сетями стандарта Ethernet. Взаимодействие между модулями происходит по внутренней шине (тоже резервированной), спрятанной непосредственно в базовую панель (ее не видно на рисунке).
На рисунке ниже показан контроллер AC800M производства ABB (часть РСУ Extended Automation System 800xA).
Рис. 5. Контроллер AC800M.
Это не резервированный вариант. Контроллер состоит из двух коммуникационных модулей, одного СPU и одного локального модуля ввода/вывода. Кроме этого, к контроллеру можно подключить до 64 внешних модулей ввода/вывода.
При построении РСУ важно выбрать контроллер, удовлетворяющий всем техническим условиям и требованиям конкретного производства. Подбирая оптимальную конфигурацию, инженеры оперируют определенными техническими характеристиками промышленных контроллеров. Наиболее значимые перечислены ниже:
1. Возможность полного резервирования. Для задач, где отказоустойчивость критична (химия, нефтехимия, металлургия и т.д.), применение резервированных конфигураций вполне оправдано, тогда как для других менее ответственных производств резервирование зачастую оказывается избыточным решением.
2. Количество и тип поддерживаемых коммуникационных интерфейсов. Это определяет гибкость и масштабируемость системы управления в целом. Современные контроллеры способны поддерживать до 10 стандартов передачи данных одновременно, что во многом определяет их универсальность.
3. Быстродействие. Измеряется, как правило, в количестве выполняемых в секунду элементарных операций (до 200 млн.). Иногда быстродействие измеряется количеством обрабатываемых за секунду функциональных блоков (что такое функциональный блок – будет рассказано в следующей статье). Быстродействие зависит от типа центрального процессора (популярные производители - Intel, AMD, Motorola, Texas Instruments и т.д.)
4. Объем оперативной памяти. Во время работы контроллера в его оперативную память загружены запрограммированные пользователем алгоритмы автоматизированного управления, операционная система, библиотечные модули и т.д. Очевидно, чем больше оперативной памяти, тем сложнее и объемнее алгоритмы контроллер может выполнять, тем больше простора для творчества у программиста. Варьируется от 256 килобайт до 32 мегабайт.
5. Надежность. Наработка на отказ до 10-12 лет.
6. Наличие специализированных средств разработки и поддержка различных языков программирования. Очевидно, что существование специализированный среды разработки прикладных программ – это стандарт для современного контроллера АСУ ТП. Для удобства программиста реализуется поддержка сразу нескольких языков как визуального, так и текстового (процедурного) программирования (FBD, SFC, IL, LAD, ST; об этом в следующей статье).
7. Возможность изменения алгоритмов управления на “лету” (online changes), т.е. без остановки работы контроллера. Для большинства контроллеров, применяемых в РСУ, поддержка online changes жизненно необходима, так как позволяет тонко настраивать систему или расширять ее функционал прямо на работающем производстве.
8. Возможность локального ввода/вывода. Как видно из рис. 4 контроллер Foxboro FCP270 рассчитан на работу только с удаленной подсистемой ввода/вывода, подключаемой к нему по оптическим каналам. Simatic S7-400 может спокойно работать как с локальными модулями ввода/вывода (свободные слоты на базовой панели есть), так и удаленными узлами.
9. Вес, габаритные размеры, вид монтажа (на DIN-рейку, на монтажную панель или в стойку 19”). Важно учитывать при проектировании и сборке системных шкафов.
10. Условия эксплуатации (температура, влажность, механические нагрузки). Большинство промышленных контроллеров могут работать в нечеловеческих условиях от 0 до 65 °С и при влажности до 95-98%.
[ http://kazanets.narod.ru/PLC_PART1.htm]Тематики
Синонимы
EN
DE
- speicherprogrammierbare Steuerung, f
FR
Англо-русский словарь нормативно-технической терминологии > programmable logic controller
20 programmable controller
программируемый контроллер
—
[Я.Н.Лугинский, М.С.Фези-Жилинская, Ю.С.Кабиров. Англо-русский словарь по электротехнике и электроэнергетике, Москва, 1999 г.]Тематики
- электротехника, основные понятия
EN
программируемый логический контроллер
ПЛК
-
[Интент]
контроллер
Управляющее устройство, осуществляющее автоматическое управление посредством программной реализации алгоритмов управления.
[Сборник рекомендуемых терминов. Выпуск 107. Теория управления.
Академия наук СССР. Комитет научно-технической терминологии. 1984 г.]EN
storage-programmable logic controller
computer-aided control equipment or system whose logic sequence can be varied via a directly or remote-control connected programming device, for example a control panel, a host computer or a portable terminal
[IEV ref 351-32-34]FR
automate programmable à mémoire
См. также:
équipement ou système de commande assisté par ordinateur dont la séquence logique peut être modifiée directement ou par l'intermédiaire d'un dispositif de programmation relié à une télécommande, par exemple un panneau de commande, un ordinateur hôte ou un terminal de données portatif
[IEV ref 351-32-34]
- архитектура контроллера;
- производительность контроллера;
- время реакции контроллера;
КЛАССИФИКАЦИЯ
Основным показателем ПЛК является количество каналов ввода-вывода. По этому признаку ПЛК делятся на следующие группы:- нано- ПЛК (менее 16 каналов);
- микро-ПЛК (более 16, до 100 каналов);
- средние (более 100, до 500 каналов);
- большие (более 500 каналов).
- моноблочными - в которых устройство ввода-вывода не может быть удалено из контроллера или заменено на другое. Конструктивно контроллер представляет собой единое целое с устройствами ввода-вывода (например, одноплатный контроллер). Моноблочный контроллер может иметь, например, 16 каналов дискретного ввода и 8 каналов релейного вывода;
- модульные - состоящие из общей корзины (шасси), в которой располагаются модуль центрального процессора и сменные модули ввода-вывода. Состав модулей выбирается пользователем в зависимости от решаемой задачи. Типовое количество слотов для сменных модулей - от 8 до 32;
- распределенные (с удаленными модулями ввода-вывода) - в которых модули ввода-вывода выполнены в отдельных корпусах, соединяются с модулем контроллера по сети (обычно на основе интерфейса RS-485) и могут быть расположены на расстоянии до 1,2 км от процессорного модуля.
Многие контроллеры имеют набор сменных процессорных плат разной производительности. Это позволяет расширить круг потенциальных пользователей системы без изменения ее конструктива.
По конструктивному исполнению и способу крепления контроллеры делятся на:- панельные (для монтажа на панель или дверцу шкафа);
- для монтажа на DIN-рейку внутри шкафа;
- для крепления на стене;
- стоечные - для монтажа в стойке;
- бескорпусные (обычно одноплатные) для применения в специализированных конструктивах производителей оборудования (OEM - "Original Equipment Manufact urer").
По области применения контроллеры делятся на следующие типы:- универсальные общепромышленные;
- для управления роботами;
- для управления позиционированием и перемещением;
- коммуникационные;
- ПИД-контроллеры;
- специализированные.
По способу программирования контроллеры бывают:- программируемые с лицевой панели контроллера;
- программируемые переносным программатором;
- программируемые с помощью дисплея, мыши и клавиатуры;
- программируемые с помощью персонального компьютера.
Контроллеры могут программироваться на следующих языках:- на классических алгоритмических языках (C, С#, Visual Basic);
- на языках МЭК 61131-3.
Контроллеры могут содержать в своем составе модули ввода-вывода или не содержать их. Примерами контроллеров без модулей ввода-вывода являются коммуникационные контроллеры, которые выполняют функцию межсетевого шлюза, или контроллеры, получающие данные от контроллеров нижнего уровня иерархии АСУ ТП. Контроллеры для систем автоматизации
Слово "контроллер" произошло от английского "control" (управление), а не от русского "контроль" (учет, проверка). Контроллером в системах автоматизации называют устройство, выполняющее управление физическими процессами по записанному в него алгоритму, с использованием информации, получаемой от датчиков и выводимой в исполнительные устройства.
Первые контроллеры появились на рубеже 60-х и 70-х годов в автомобильной промышленности, где использовались для автоматизации сборочных линий. В то время компьютеры стоили чрезвычайно дорого, поэтому контроллеры строились на жесткой логике (программировались аппаратно), что было гораздо дешевле. Однако перенастройка с одной технологической линии на другую требовала фактически изготовления нового контроллера. Поэтому появились контроллеры, алгоритм работы которых мог быть изменен несколько проще - с помощью схемы соединений реле. Такие контроллеры получили название программируемых логических контроллеров (ПЛК), и этот термин сохранился до настоящего времени. Везде ниже термины "контроллер" и "ПЛК" мы будем употреблять как синонимы.
Немного позже появились ПЛК, которые можно было программировать на машинно-ориентированном языке, что было проще конструктивно, но требовало участия специально обученного программиста для внесения даже незначительных изменений в алгоритм управления. С этого момента началась борьба за упрощение процесса программирования ПЛК, которая привела сначала к созданию языков высокого уровня, затем - специализированных языков визуального программирования, похожих на язык релейной логики. В настоящее время этот процесс завершился созданием международного стандарта IEC (МЭК) 1131-3, который позже был переименован в МЭК 61131-3. Стандарт МЭК 61131-3 поддерживает пять языков технологического программирования, что исключает необходимость привлечения профессиональных программистов при построении систем с контроллерами, оставляя для них решение нестандартных задач.
В связи с тем, что способ программирования является наиболее существенным классифицирующим признаком контроллера, понятие "ПЛК" все реже используется для обозначения управляющих контроллеров, которые не поддерживают технологические языки программирования. Жесткие ограничения на стоимость и огромное разнообразие целей автоматизации привели к невозможности создания универсального ПЛК, как это случилось с офисными компьютерами. Область автоматизации выдвигает множество задач, в соответствии с которыми развивается и рынок, содержащий сотни непохожих друг на друга контроллеров, различающихся десятками параметров.
Выбор оптимального для конкретной задачи контроллера основывается обычно на соответствии функциональных характеристик контроллера решаемой задаче при условии минимальной его стоимости. Учитываются также другие важные характеристики (температурный диапазон, надежность, бренд изготовителя, наличие разрешений Ростехнадзора, сертификатов и т. п.).
Несмотря на огромное разнообразие контроллеров, в их развитии заметны следующие общие тенденции:- уменьшение габаритов;
- расширение функциональных возможностей;
- увеличение количества поддерживаемых интерфейсов и сетей;
- использование идеологии "открытых систем";
- использование языков программирования стандарта МЭК 61131-3;
- снижение цены.
[ http://bookasutp.ru/Chapter6_1.aspx]
Программируемый логический контроллер (ПЛК, PLC) – микропроцессорное устройство, предназначенное для управления технологическим процессом и другими сложными технологическими объектами.
Принцип работы контроллера состоит в выполнение следующего цикла операций:
1. Сбор сигналов с датчиков;
2. Обработка сигналов согласно прикладному алгоритму управления;
3. Выдача управляющих воздействий на исполнительные устройства.
В нормальном режиме работы контроллер непрерывно выполняет этот цикл с частотой от 50 раз в секунду. Время, затрачиваемое контроллером на выполнение полного цикла, часто называют временем (или периодом) сканирования; в большинстве современных ПЛК сканирование может настраиваться пользователем в диапазоне от 20 до 30000 миллисекунд. Для быстрых технологических процессов, где критична скорость реакции системы и требуется оперативное регулирование, время сканирования может составлять 20 мс, однако для большинства непрерывных процессов период 100 мс считается вполне приемлемым.
Аппаратно контроллеры имеют модульную архитектуру и могут состоять из следующих компонентов:
1. Базовая панель ( Baseplate). Она служит для размещения на ней других модулей системы, устанавливаемых в специально отведенные позиции (слоты). Внутри базовой панели проходят две шины: одна - для подачи питания на электронные модули, другая – для пересылки данных и информационного обмена между модулями.
2. Модуль центрального вычислительного устройства ( СPU). Это мозг системы. Собственно в нем и происходит математическая обработка данных. Для связи с другими устройствами CPU часто оснащается сетевым интерфейсом, поддерживающим тот или иной коммуникационный стандарт.
3. Дополнительные коммуникационные модули. Необходимы для добавления сетевых интерфейсов, неподдерживаемых напрямую самим CPU. Коммуникационные модули существенно расширяют возможности ПЛК по сетевому взаимодействию. C их помощью к контроллеру подключают узлы распределенного ввода/вывода, интеллектуальные полевые приборы и станции операторского уровня.
4. Блок питания. Нужен для запитки системы от 220 V. Однако многие ПЛК не имеют стандартного блока питания и запитываются от внешнего.
Рис.1. Контроллер РСУ с коммуникациями Profibus и Ethernet.
Иногда на базовую панель, помимо указанных выше, допускается устанавливать модули ввода/вывода полевых сигналов, которые образуют так называемый локальный ввод/вывод. Однако для большинства РСУ (DCS) характерно использование именно распределенного (удаленного) ввода/вывода.
Отличительной особенностью контроллеров, применяемых в DCS, является возможность их резервирования. Резервирование нужно для повышения отказоустойчивости системы и заключается, как правило, в дублировании аппаратных модулей системы.
Рис. 2. Резервированный контроллер с коммуникациями Profibus и Ethernet.
Резервируемые модули работают параллельно и выполняют одни и те же функции. При этом один модуль находится в активном состоянии, а другой, являясь резервом, – в режиме “standby”. В случае отказа активного модуля, система автоматически переключается на резерв (это называется “горячий резерв”).
Обратите внимание, контроллеры связаны шиной синхронизации, по которой они мониторят состояние друг друга. Это решение позволяет разнести резервированные модули на значительное расстояние друг от друга (например, расположить их в разных шкафах или даже аппаратных).
Допустим, в данный момент активен левый контроллер, правый – находится в резерве. При этом, даже находясь в резерве, правый контроллер располагает всеми процессными данными и выполняет те же самые математические операции, что и левый. Контроллеры синхронизированы. Предположим, случается отказ левого контроллера, а именно модуля CPU. Управление автоматически передается резервному контроллеру, и теперь он становится главным. Здесь очень большое значение имеют время, которое система тратит на переключение на резерв (обычно меньше 0.5 с) и отсутствие возмущений (удара). Теперь система работает на резерве. Как только инженер заменит отказавший модуль CPU на исправный, система автоматически передаст ему управление и возвратится в исходное состояние.
На рис. 3 изображен резервированный контроллер S7-400H производства Siemens. Данный контроллер входит в состав РСУ Simatic PCS7.
Рис. 3. Резервированный контроллер S7-400H. Несколько другое техническое решение показано на примере резервированного контроллера FCP270 производства Foxboro (рис. 4). Данный контроллер входит в состав системы управления Foxboro IA Series.
Рис. 4. Резервированный контроллер FCP270.
На базовой панели инсталлировано два процессорных модуля, работающих как резервированная пара, и коммуникационный модуль для сопряжения с оптическими сетями стандарта Ethernet. Взаимодействие между модулями происходит по внутренней шине (тоже резервированной), спрятанной непосредственно в базовую панель (ее не видно на рисунке).
На рисунке ниже показан контроллер AC800M производства ABB (часть РСУ Extended Automation System 800xA).
Рис. 5. Контроллер AC800M.
Это не резервированный вариант. Контроллер состоит из двух коммуникационных модулей, одного СPU и одного локального модуля ввода/вывода. Кроме этого, к контроллеру можно подключить до 64 внешних модулей ввода/вывода.
При построении РСУ важно выбрать контроллер, удовлетворяющий всем техническим условиям и требованиям конкретного производства. Подбирая оптимальную конфигурацию, инженеры оперируют определенными техническими характеристиками промышленных контроллеров. Наиболее значимые перечислены ниже:
1. Возможность полного резервирования. Для задач, где отказоустойчивость критична (химия, нефтехимия, металлургия и т.д.), применение резервированных конфигураций вполне оправдано, тогда как для других менее ответственных производств резервирование зачастую оказывается избыточным решением.
2. Количество и тип поддерживаемых коммуникационных интерфейсов. Это определяет гибкость и масштабируемость системы управления в целом. Современные контроллеры способны поддерживать до 10 стандартов передачи данных одновременно, что во многом определяет их универсальность.
3. Быстродействие. Измеряется, как правило, в количестве выполняемых в секунду элементарных операций (до 200 млн.). Иногда быстродействие измеряется количеством обрабатываемых за секунду функциональных блоков (что такое функциональный блок – будет рассказано в следующей статье). Быстродействие зависит от типа центрального процессора (популярные производители - Intel, AMD, Motorola, Texas Instruments и т.д.)
4. Объем оперативной памяти. Во время работы контроллера в его оперативную память загружены запрограммированные пользователем алгоритмы автоматизированного управления, операционная система, библиотечные модули и т.д. Очевидно, чем больше оперативной памяти, тем сложнее и объемнее алгоритмы контроллер может выполнять, тем больше простора для творчества у программиста. Варьируется от 256 килобайт до 32 мегабайт.
5. Надежность. Наработка на отказ до 10-12 лет.
6. Наличие специализированных средств разработки и поддержка различных языков программирования. Очевидно, что существование специализированный среды разработки прикладных программ – это стандарт для современного контроллера АСУ ТП. Для удобства программиста реализуется поддержка сразу нескольких языков как визуального, так и текстового (процедурного) программирования (FBD, SFC, IL, LAD, ST; об этом в следующей статье).
7. Возможность изменения алгоритмов управления на “лету” (online changes), т.е. без остановки работы контроллера. Для большинства контроллеров, применяемых в РСУ, поддержка online changes жизненно необходима, так как позволяет тонко настраивать систему или расширять ее функционал прямо на работающем производстве.
8. Возможность локального ввода/вывода. Как видно из рис. 4 контроллер Foxboro FCP270 рассчитан на работу только с удаленной подсистемой ввода/вывода, подключаемой к нему по оптическим каналам. Simatic S7-400 может спокойно работать как с локальными модулями ввода/вывода (свободные слоты на базовой панели есть), так и удаленными узлами.
9. Вес, габаритные размеры, вид монтажа (на DIN-рейку, на монтажную панель или в стойку 19”). Важно учитывать при проектировании и сборке системных шкафов.
10. Условия эксплуатации (температура, влажность, механические нагрузки). Большинство промышленных контроллеров могут работать в нечеловеческих условиях от 0 до 65 °С и при влажности до 95-98%.
[ http://kazanets.narod.ru/PLC_PART1.htm]Тематики
Синонимы
EN
DE
- speicherprogrammierbare Steuerung, f
FR
Англо-русский словарь нормативно-технической терминологии > programmable controller
СтраницыСм. также в других словарях:
Visual Basic for Applications — (VBA) Paradigm(s) Multi paradigm Appeared in 1993 Developer Microsoft … Wikipedia
Visual Basic — Desarrollador(es) Microsoft msdn.microsoft.com/en us/vbasic/default.aspx Información general Extensiones comunes .bas … Wikipedia Español
Visual Basic .NET — Paradigm(s) Structured, imperative, object oriented and declarative Appeared in 2001 Designed by Micro … Wikipedia
Visual Basic — NET Basisdaten Paradigmen: prozedural, vollständig objektorientiert Erscheinungsjahr … Deutsch Wikipedia
Visual Basic .Net — Basisdaten Paradigmen: prozedural, vollständig objektorientiert Erscheinungsjahr: 2002 Entwickle … Deutsch Wikipedia
Visual Basic 6.0 — Visual Basic .NET Basisdaten Paradigmen: prozedural, vollständig objektorientiert Erscheinungsjahr: 2002 Entwickle … Deutsch Wikipedia
Visual Basic Classic — Visual Basic .NET Basisdaten Paradigmen: prozedural, vollständig objektorientiert Erscheinungsjahr: 2002 Entwickle … Deutsch Wikipedia
Visual Basic .NET — (VB.NET) es un lenguaje de programación orientado a objetos que se puede considerar una evolución de Visual Basic implementada sobre el framework .NET. Su introducción resultó muy controvertida, ya que debido a cambios significativos en el… … Wikipedia Español
Visual Basic Encrypted — Visual Basic Script (kurz: VBScript oder VBS) ist eine von Microsoft entwickelte Skriptsprache. Sie ist eng verwandt mit Visual Basic (VB) und Visual Basic for Applications (VBA) und wird üblicherweise interpretiert. Inhaltsverzeichnis 1… … Deutsch Wikipedia
Visual Basic Script — (kurz: VBScript oder VBS) ist eine von Microsoft entwickelte Skriptsprache. Sie ist eng verwandt mit Visual Basic (VB) und Visual Basic for Applications (VBA) und wird üblicherweise interpretiert. Inhaltsverzeichnis 1 Anwendungsbereiche 1.1… … Deutsch Wikipedia
Visual Basic.NET — (VB.NET) es una versión de Visual Basic enfocada al desarrollo de aplicaciones .NET. El lenguaje de programación es Visual Basic, que apareció en el año 1991 como una evolución del QuickBasic que fabricaba Microsoft. Es un lenguaje de… … Enciclopedia Universal
 18+© Академик, 2000-2025
18+© Академик, 2000-2025- Обратная связь: Техподдержка, Реклама на сайте
Экспорт словарей на сайты, сделанные на PHP, Joomla, Drupal, WordPress, MODx.
Перевод: со всех языков на русский
с русского на все языки- С русского на:
- Все языки
- Со всех языков на:
- Все языки
- Английский
- Арабский
- Испанский
- Немецкий
- Русский
- Французский