-
1 contact tip (or point)
контакт-деталь электрического реле
Часть контактного элемента электрического реле, с помощью которой происходит замыкание или размыкание контакта
[ ГОСТ 16022-83]Тематики
EN
DE
FR
103. Контакт-деталь электрического реле
D. Kontaktstück
E. Contact tip (or point)
F. Pièce de contact
Часть контактного элемента электрического реле, с помощью которой происходит замыкание или размыкание контакта
Источник: ГОСТ 16022-83: Реле электрические. Термины и определения оригинал документа
Англо-русский словарь нормативно-технической терминологии > contact tip (or point)
-
2 contact tip
контакт-деталь
Одна из токопроводящих частей 1), образующих контакт.
МЭК 60050(441-15-06).
[ ГОСТ Р 50030. 1-2000 ( МЭК 60947-1-99)]
1) Должно быть проводящих
[Интент]
контакт-деталь
Деталь, соприкасающаяся с другой при образовании электрического контакта
[ ГОСТ 14312-79]EN
contact (piece)
one of the conductive parts forming a contact
[IEV number 441-15-06 ]FR
(pièce de) contact
une des pièces conductrices formant un contact
[IEV number 441-15-06 ]1. Коммутирующая электрическая контакт-деталь
[IEV number 444-04-06]EN
- Contact set - контактная группа
-
Ouput circuit - выходная цепь
contact circuit - цепь контакта
contact - контакт - Contact member - контактный элемент (контактная пружина)
- рабочая поверхность контакт-детали
-
Contact (piece) - контакт деталь
FR
- Jeu de contacts - контактная группа
-
Circuit de sortie - выходная цепь
circuit de contact - цепь контакта
contact - контакт - Element de contact - контактный элемент (контактная пружина)
- рабочая поверхность контакт-детали
-
Piece de contact - контакт-деталь
[Перевод Интент]
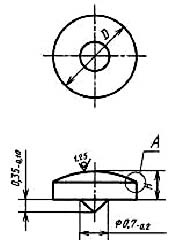
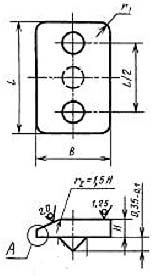
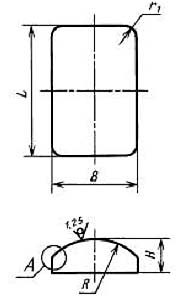
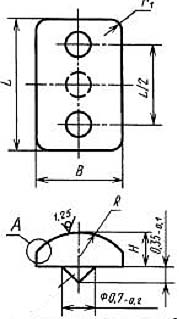
Типы коммутирующих электрических контакт-деталей (контактов) по ГОСТ 3884-77
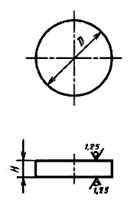
ПП - с плоской рабочей и нерабочей поверхностями
ПР - с плоской рабочей поверхностью и с рельефом для сварки (сферическим или цилиндрическим) со стороны нерабочей поверхности
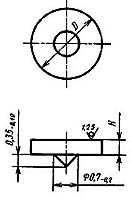
ПШ - с плоской рабочей поверхностью и с коническим шипом на нерабочей поверхности
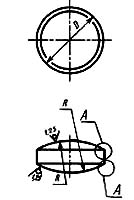
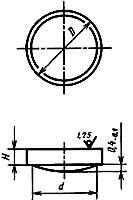
СС - со сферической рабочей и сферической нерабочей поверхностями
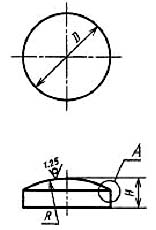
СП - со сферической рабочей поверхностью и плоской нерабочей поверхностью
СШ - со сферической рабочей поверхностью и коническим шипом на нерабочей поверхности
СР - со сферической рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ПуП - с усеченной плоской рабочей поверхностью и плоской нерабочей поверхностью
ПуШ - с усеченной плоской рабочей поверхностью и коническим шипом на нерабочей поверхности
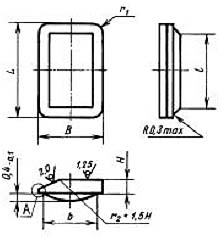
ПуР - с усеченной плоской рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ЦП - с цилиндрической рабочей поверхностью и плоской нерабочей поверхностью
ЦШ - с цилиндрической рабочей поверхностью и коническим шипом на нерабочей поверхности
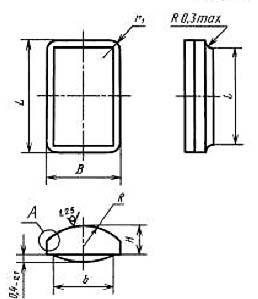
ЦР - с цилиндрической рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
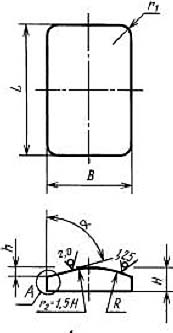
ЦуП - с усеченной цилиндрической рабочей поверхностью и плоской нерабочей поверхностью
ЦуШ - с усеченной цилиндрической рабочей поверхностью и коническим шипом на нерабочей поверхности
2. Контакт-деталь электрического соединителя

Рис. Tyco Electronics
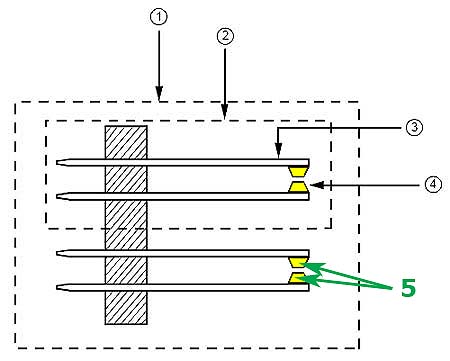
Извлекаемые штампованные контакты электрического соединителя:
1 - Гнездовая контакт-деталь (гнездовой контакт)
2 - Штыревая контакт-деталь (штыревой контакт)3. Контакт-деталь, как часть разборного или неразборного контактного электрического соединения
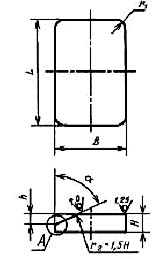
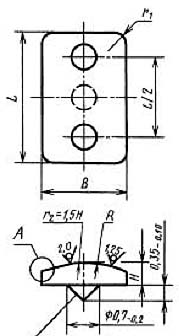
Требования к подготовке рабочих поверхностей контакт-деталей
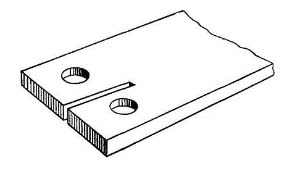
1. Контакт-детали, имеющие два и более отверстий под болты в поперечном ряду, рекомендуется выполнять с продольными разрезами, как показано на чертеже.
2. Рабочие поверхности контакт-деталей разборных контактных соединений и неразборных контактных соединений с линейной арматурой непосредственно перед сборкой должны быть подготовлены:
- медные без покрытия и алюмомедные - зачищены.
При зачистке алюмомедных проводов не должна быть повреждена медная оболочка;
- алюминиевые и из алюминиевых сплавов - зачищены и смазаны нейтральной смазкой (вазелин КВЗ по ГОСТ 15975-70, ЦИАТИМ-221 по ГОСТ 9433-80 или другими смазками с аналогичными свойствами).
Рекомендуемое время между зачисткой и смазкой не более 1 ч;
- рабочие поверхности, имеющие защитные металлические покрытия, - промыты органическим растворителем.
3. Рабочие поверхности медных контакт-деталей, соединяемых способом опрессовки, должны быть зачищены, если иное не указано в стандартах или технических условиях на конкретные виды электротехнических устройств.
Рабочие поверхности алюминиевых контакт-деталей должны быть зачищены и смазаны кварцевазелиновой пастой или другими смазками, пастами и компаундами с аналогичными свойствами.
4. Поверхности контакт-деталей, соединяемых сваркой или пайкой, должны быть предварительно зачищены, обезжирены или протравлены.
[ ГОСТ 10434-82]4. Контакт-деталь, устанавливаемая на печатной плате для присоединения проводов
Тематики
EN
DE
FR
контактная насадка
—
[Я.Н.Лугинский, М.С.Фези-Жилинская, Ю.С.Кабиров. Англо-русский словарь по электротехнике и электроэнергетике, Москва, 1999 г.]Тематики
- электротехника, основные понятия
EN
контактный наконечник
Деталь преобразователя с сухим точечным контактом, имеющая малую волновую длину и остроконечную или сферическую контактную поверхность, обычно выполняемая из твердого, износостойкого материала (корунда, алмаза, закаленной стали и т.п).
[Система неразрушающего контроля. Виды (методы) и технология неразрушающего контроля. Термины и определения (справочное пособие). Москва 2003 г.]Тематики
- виды (методы) и технология неразр. контроля
EN
рабочая поверхность контакт-детали
Часть поверхности контакт-детали, предназначенная для осуществления электрического контакта
[ ГОСТ 14312-79]EN
contact point
contact tip (deprecated for elementary relays)
part of a contact member at which the contact circuit closes or opens
[IEV number 444-04-06]FR
pièce de contact, f
partie d'un élément de contact par laquelle le circuit de contact s'établit ou se rompt
[IEV number 444-04-06]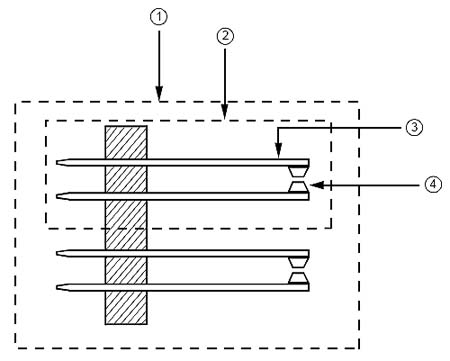
[IEV number 444-04-06]EN
- Contact set - контактная группа
-
Ouput circuit - выходная цепь
contact circuit - цепь контакта
contact - контакт - Contact member - контакт-деталь
- Contact point - рабочая поверхность контакт-детали
FR
- Jeu de contacts - контактная группа
-
Circuit de sortie - выходная цепь
circuit de contact - цепь контакта
contact - контакт - Element de contact - контакт-деталь
- Piece de contact - рабочая поверхность контакт-детали
[Перевод Интент]
Тематики
Обобщающие термины
EN
DE
FR
Англо-русский словарь нормативно-технической терминологии > contact tip
-
3 contact point
- рабочая поверхность контакт-детали
- пункт взаимодействия
- контактное остриё
- контактная поверхность (электрода машины для точечной сварки)
контактная поверхность (электрода машины для точечной сварки)
—
[Я.Н.Лугинский, М.С.Фези-Жилинская, Ю.С.Кабиров. Англо-русский словарь по электротехнике и электроэнергетике, Москва, 1999 г.]Тематики
- электротехника, основные понятия
EN
контактное остриё
наконечник (измерительного прибора)
—
[Я.Н.Лугинский, М.С.Фези-Жилинская, Ю.С.Кабиров. Англо-русский словарь по электротехнике и электроэнергетике, Москва, 1999 г.]Тематики
- электротехника, основные понятия
Синонимы
EN
пункт взаимодействия
—
[Л.Г.Суменко. Англо-русский словарь по информационным технологиям. М.: ГП ЦНИИС, 2003.]Тематики
EN
рабочая поверхность контакт-детали
Часть поверхности контакт-детали, предназначенная для осуществления электрического контакта
[ ГОСТ 14312-79]EN
contact point
contact tip (deprecated for elementary relays)
part of a contact member at which the contact circuit closes or opens
[IEV number 444-04-06]FR
pièce de contact, f
partie d'un élément de contact par laquelle le circuit de contact s'établit ou se rompt
[IEV number 444-04-06]
[IEV number 444-04-06]EN
- Contact set - контактная группа
-
Ouput circuit - выходная цепь
contact circuit - цепь контакта
contact - контакт - Contact member - контакт-деталь
- Contact point - рабочая поверхность контакт-детали
FR
- Jeu de contacts - контактная группа
-
Circuit de sortie - выходная цепь
circuit de contact - цепь контакта
contact - контакт - Element de contact - контакт-деталь
- Piece de contact - рабочая поверхность контакт-детали
[Перевод Интент]
Тематики
Обобщающие термины
EN
DE
FR
Англо-русский словарь нормативно-технической терминологии > contact point
-
4 point
1) точка2) позиция, заданная позиция; координата; положение ( рабочего органа)3) остриё; заострённый наконечник || заострять4) вершина ( сверла или фрезы)6) центр ( токарного станка)7) носок ( напильника)8) заборная часть ( метчика)•at the point of manufacture — у производственного оборудования, непосредственно у производственного оборудования
- abrasive pointpoints taken — точки отсчёта, измерительные точки
- absolute zero point
- action point
- addressable point
- Airy points
- assembly points
- balanced null point
- ball point
- base point
- bedding point
- bending point
- blade point
- branch point
- branching point
- break point
- break-even point
- breaking point
- calculation contact point
- center point
- change feed points
- change point
- check point
- chuck point
- chucking point
- clearance point
- commence feed point
- common point
- communication point
- compressive yield point
- cone point
- connection points
- considering point
- contact point
- contour points
- control point
- correct point
- critical point of pitting
- critical point of scoring
- critical point
- critical thermal point
- crossing point
- cup point
- cutting path supporting points
- cutting point
- data points
- datum point
- dead point
- decimal point
- decision point
- departure point
- design point
- destination point
- diamond grinding point
- docking point
- dog point
- double-angle point
- drill point
- drilling point
- drop point
- drop-off point
- electronic zero point
- end point
- ending point of mesh
- ending point
- fatigue point
- finish point
- fixed focal point of laser beam
- fixed point
- fixed reference point
- fixturing point
- flat point
- flat screw point
- flex point
- flexible point
- focal point of stress
- focal point
- force point
- full-dog point
- functionally critical points
- gaging point
- gimlet point
- grasping center point
- grid point
- half-dog point
- half-way point
- hanger screw point
- helical point
- high point
- hinge point
- I/O points
- indicator point
- infeed changeover point
- initial point
- initial starting point
- input point
- inspection point
- installed measuring points
- interference point
- interpolated point
- joining points
- junction point
- key measurement point
- laser impingement point
- lattice-type measuring points
- let-go point
- limit normal point
- load/unload point
- load-bearing points
- locating reference point
- location reference point
- long-dog point
- low point
- lower yield point
- lubrication points
- machine home point
- maintenance point
- manipulator end point
- mass point
- mean point
- measurement point
- measuring point
- melting point
- microcontact points
- monitoring point
- mounting point
- neutral point
- nip point
- nodal point
- node point
- nominal design point
- noncolinear points
- nonslip point
- notched point
- operating point
- optimum CPD point
- optimum point
- outermost point
- out-of-tolerance point
- output point
- oval point
- pallet change point
- part pickup point
- part program set point
- passing point
- pick-up point
- pinch point
- pitch point
- pivot point
- pivotal point
- plotted points
- point of application
- point of beam application
- point of control
- point of cut
- point of divergence
- point of engagement
- point of light
- point of load application
- point of load concentration
- point of mesh
- point of operation
- point of tangency
- point of tooth
- positioning point
- predetermined tool-force point
- primary referential machining point
- probe tip point
- program original point
- quiescent point
- reference measurement point
- reference point
- reference-starting point
- reinforcement point
- rest point
- retract end point
- reversing point
- ring-shaped laser focal point
- ring-shaped laser point
- run-off point
- run-on point
- scan points
- scanned-in points
- scrape point
- scribed point
- selected point on the cutting edge
- selected point
- self-centering point
- sensor point
- set point
- shift point
- short-dog point with rounded end
- short-dog point with truncated cone end
- short-dog point
- shut off point
- singular point
- spear point
- spigot point
- spiral point
- split point
- stable equilibrium point
- stable point
- start point
- starting point of mesh
- starting point
- stop point
- strategic points
- stress point
- summing point
- support point
- supporting point
- swage tooth point
- swaged tooth point
- swinging base pivot point
- switch point
- switching point
- tapering point
- target point
- taught pickup point
- taught points
- tensile yield point
- test point
- thinned point
- thread point
- tight point of mesh
- tool center point
- tool point
- tool transfer point
- tool wear warning point
- tool zero point
- tooth point
- torque shut off point
- touch point
- touched point
- tracer point
- trammel point
- transfer point
- transition point
- travel end point
- trip point
- tripping points
- truncated cone point
- turning point
- use point
- visa point
- weld point
- working point
- yield point
- zero point
- zero reference pointEnglish-Russian dictionary of mechanical engineering and automation > point
-
5 point
1. точка; пункт < маршрута>2. место; пункт; ориентир; положение; координата4. режим; условия <напр. полета>6. узел < расчетной сетки>point of regardpoint of sweep initiationpoint of taper initiationaircraft reference pointangle-of-attack pointbegin cruise pointbifurcation pointbrake release pointbranching pointcontact pointcontinuously computed impact pointcritical decision pointdata pointdesign pointeffective flight pointequilibrium pointfin n% chord pointflash pointflight pointflutter pointfrequency pointfuel match pointglidepath intercept pointgrid pointhalf-span pointhigh-AOA trim pointhigh-stress pointholding pointimpingement pointinspection pointintercept pointlanding pointlanding decision pointliftoff pointmaneuver pointmaneuver point, pitch motivator fixedmaneuver point, pitch motivator freemaneuver point, stick freemaximum thickness pointmesh pointmid-mission pointminimum pressure pointmultiple refuelling pointsn% chord pointneutral pointneutral point, pitch motivator fixedneutral point, pitch motivator freeneutral point, stick fixedneutral point, stick freeNewtonian stagnation pointobserver pointoff-body pointpivot pointrating pointreattachment pointreference pointreference noise measurement pointrefuel/defuel pointroll-reversal pointrotation pointsaddle pointsensing pointseparation pointservicing pointstable trim pointstagnation pointstall pointsteer pointstick-fixed maneuver pointstick-fixed neutral pointstick-free maneuver pointstick-free neutral pointtakeoff critical decision pointtest pointtip pointTMA entering pointtouchdown pointtrim pointtriple pointturning pointwing fold tie-down pointwing support pointwing to fuselage attachment pointwireframe point -
6 pièce de contact
контакт-деталь
Одна из токопроводящих частей 1), образующих контакт.
МЭК 60050(441-15-06).
[ ГОСТ Р 50030. 1-2000 ( МЭК 60947-1-99)]
1) Должно быть проводящих
[Интент]
контакт-деталь
Деталь, соприкасающаяся с другой при образовании электрического контакта
[ ГОСТ 14312-79]EN
contact (piece)
one of the conductive parts forming a contact
[IEV number 441-15-06 ]FR
(pièce de) contact
une des pièces conductrices formant un contact
[IEV number 441-15-06 ]1. Коммутирующая электрическая контакт-деталь
[IEV number 444-04-06]EN
- Contact set - контактная группа
-
Ouput circuit - выходная цепь
contact circuit - цепь контакта
contact - контакт - Contact member - контактный элемент (контактная пружина)
- рабочая поверхность контакт-детали
-
Contact (piece) - контакт деталь
FR
- Jeu de contacts - контактная группа
-
Circuit de sortie - выходная цепь
circuit de contact - цепь контакта
contact - контакт - Element de contact - контактный элемент (контактная пружина)
- рабочая поверхность контакт-детали
-
Piece de contact - контакт-деталь
[Перевод Интент]
Типы коммутирующих электрических контакт-деталей (контактов) по ГОСТ 3884-77
ПП - с плоской рабочей и нерабочей поверхностями
ПР - с плоской рабочей поверхностью и с рельефом для сварки (сферическим или цилиндрическим) со стороны нерабочей поверхности
ПШ - с плоской рабочей поверхностью и с коническим шипом на нерабочей поверхности
СС - со сферической рабочей и сферической нерабочей поверхностями
СП - со сферической рабочей поверхностью и плоской нерабочей поверхностью
СШ - со сферической рабочей поверхностью и коническим шипом на нерабочей поверхности
СР - со сферической рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ПуП - с усеченной плоской рабочей поверхностью и плоской нерабочей поверхностью
ПуШ - с усеченной плоской рабочей поверхностью и коническим шипом на нерабочей поверхности
ПуР - с усеченной плоской рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ЦП - с цилиндрической рабочей поверхностью и плоской нерабочей поверхностью
ЦШ - с цилиндрической рабочей поверхностью и коническим шипом на нерабочей поверхности
ЦР - с цилиндрической рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ЦуП - с усеченной цилиндрической рабочей поверхностью и плоской нерабочей поверхностью
ЦуШ - с усеченной цилиндрической рабочей поверхностью и коническим шипом на нерабочей поверхности
2. Контакт-деталь электрического соединителя
Рис. Tyco Electronics
Извлекаемые штампованные контакты электрического соединителя:
1 - Гнездовая контакт-деталь (гнездовой контакт)
2 - Штыревая контакт-деталь (штыревой контакт)3. Контакт-деталь, как часть разборного или неразборного контактного электрического соединения
Требования к подготовке рабочих поверхностей контакт-деталей
1. Контакт-детали, имеющие два и более отверстий под болты в поперечном ряду, рекомендуется выполнять с продольными разрезами, как показано на чертеже.
2. Рабочие поверхности контакт-деталей разборных контактных соединений и неразборных контактных соединений с линейной арматурой непосредственно перед сборкой должны быть подготовлены:
- медные без покрытия и алюмомедные - зачищены.
При зачистке алюмомедных проводов не должна быть повреждена медная оболочка;
- алюминиевые и из алюминиевых сплавов - зачищены и смазаны нейтральной смазкой (вазелин КВЗ по ГОСТ 15975-70, ЦИАТИМ-221 по ГОСТ 9433-80 или другими смазками с аналогичными свойствами).
Рекомендуемое время между зачисткой и смазкой не более 1 ч;
- рабочие поверхности, имеющие защитные металлические покрытия, - промыты органическим растворителем.
3. Рабочие поверхности медных контакт-деталей, соединяемых способом опрессовки, должны быть зачищены, если иное не указано в стандартах или технических условиях на конкретные виды электротехнических устройств.
Рабочие поверхности алюминиевых контакт-деталей должны быть зачищены и смазаны кварцевазелиновой пастой или другими смазками, пастами и компаундами с аналогичными свойствами.
4. Поверхности контакт-деталей, соединяемых сваркой или пайкой, должны быть предварительно зачищены, обезжирены или протравлены.
[ ГОСТ 10434-82]4. Контакт-деталь, устанавливаемая на печатной плате для присоединения проводов
Тематики
EN
DE
FR
контакт-деталь электрического реле
Часть контактного элемента электрического реле, с помощью которой происходит замыкание или размыкание контакта
[ ГОСТ 16022-83]Тематики
EN
DE
FR
рабочая поверхность контакт-детали
Часть поверхности контакт-детали, предназначенная для осуществления электрического контакта
[ ГОСТ 14312-79]EN
contact point
contact tip (deprecated for elementary relays)
part of a contact member at which the contact circuit closes or opens
[IEV number 444-04-06]FR
pièce de contact, f
partie d'un élément de contact par laquelle le circuit de contact s'établit ou se rompt
[IEV number 444-04-06]
[IEV number 444-04-06]EN
- Contact set - контактная группа
-
Ouput circuit - выходная цепь
contact circuit - цепь контакта
contact - контакт - Contact member - контакт-деталь
- Contact point - рабочая поверхность контакт-детали
FR
- Jeu de contacts - контактная группа
-
Circuit de sortie - выходная цепь
circuit de contact - цепь контакта
contact - контакт - Element de contact - контакт-деталь
- Piece de contact - рабочая поверхность контакт-детали
[Перевод Интент]
Тематики
Обобщающие термины
EN
DE
FR
103. Контакт-деталь электрического реле
D. Kontaktstück
E. Contact tip (or point)
F. Pièce de contact
Часть контактного элемента электрического реле, с помощью которой происходит замыкание или размыкание контакта
Источник: ГОСТ 16022-83: Реле электрические. Термины и определения оригинал документа
Франко-русский словарь нормативно-технической терминологии > pièce de contact
-
7 Kontaktstück
контакт-деталь
Одна из токопроводящих частей 1), образующих контакт.
МЭК 60050(441-15-06).
[ ГОСТ Р 50030. 1-2000 ( МЭК 60947-1-99)]
1) Должно быть проводящих
[Интент]
контакт-деталь
Деталь, соприкасающаяся с другой при образовании электрического контакта
[ ГОСТ 14312-79]EN
contact (piece)
one of the conductive parts forming a contact
[IEV number 441-15-06 ]FR
(pièce de) contact
une des pièces conductrices formant un contact
[IEV number 441-15-06 ]1. Коммутирующая электрическая контакт-деталь
[IEV number 444-04-06]EN
- Contact set - контактная группа
-
Ouput circuit - выходная цепь
contact circuit - цепь контакта
contact - контакт - Contact member - контактный элемент (контактная пружина)
- рабочая поверхность контакт-детали
-
Contact (piece) - контакт деталь
FR
- Jeu de contacts - контактная группа
-
Circuit de sortie - выходная цепь
circuit de contact - цепь контакта
contact - контакт - Element de contact - контактный элемент (контактная пружина)
- рабочая поверхность контакт-детали
-
Piece de contact - контакт-деталь
[Перевод Интент]
Типы коммутирующих электрических контакт-деталей (контактов) по ГОСТ 3884-77
ПП - с плоской рабочей и нерабочей поверхностями
ПР - с плоской рабочей поверхностью и с рельефом для сварки (сферическим или цилиндрическим) со стороны нерабочей поверхности
ПШ - с плоской рабочей поверхностью и с коническим шипом на нерабочей поверхности
СС - со сферической рабочей и сферической нерабочей поверхностями
СП - со сферической рабочей поверхностью и плоской нерабочей поверхностью
СШ - со сферической рабочей поверхностью и коническим шипом на нерабочей поверхности
СР - со сферической рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ПуП - с усеченной плоской рабочей поверхностью и плоской нерабочей поверхностью
ПуШ - с усеченной плоской рабочей поверхностью и коническим шипом на нерабочей поверхности
ПуР - с усеченной плоской рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ЦП - с цилиндрической рабочей поверхностью и плоской нерабочей поверхностью
ЦШ - с цилиндрической рабочей поверхностью и коническим шипом на нерабочей поверхности
ЦР - с цилиндрической рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ЦуП - с усеченной цилиндрической рабочей поверхностью и плоской нерабочей поверхностью
ЦуШ - с усеченной цилиндрической рабочей поверхностью и коническим шипом на нерабочей поверхности
2. Контакт-деталь электрического соединителя
Рис. Tyco Electronics
Извлекаемые штампованные контакты электрического соединителя:
1 - Гнездовая контакт-деталь (гнездовой контакт)
2 - Штыревая контакт-деталь (штыревой контакт)3. Контакт-деталь, как часть разборного или неразборного контактного электрического соединения
Требования к подготовке рабочих поверхностей контакт-деталей
1. Контакт-детали, имеющие два и более отверстий под болты в поперечном ряду, рекомендуется выполнять с продольными разрезами, как показано на чертеже.
2. Рабочие поверхности контакт-деталей разборных контактных соединений и неразборных контактных соединений с линейной арматурой непосредственно перед сборкой должны быть подготовлены:
- медные без покрытия и алюмомедные - зачищены.
При зачистке алюмомедных проводов не должна быть повреждена медная оболочка;
- алюминиевые и из алюминиевых сплавов - зачищены и смазаны нейтральной смазкой (вазелин КВЗ по ГОСТ 15975-70, ЦИАТИМ-221 по ГОСТ 9433-80 или другими смазками с аналогичными свойствами).
Рекомендуемое время между зачисткой и смазкой не более 1 ч;
- рабочие поверхности, имеющие защитные металлические покрытия, - промыты органическим растворителем.
3. Рабочие поверхности медных контакт-деталей, соединяемых способом опрессовки, должны быть зачищены, если иное не указано в стандартах или технических условиях на конкретные виды электротехнических устройств.
Рабочие поверхности алюминиевых контакт-деталей должны быть зачищены и смазаны кварцевазелиновой пастой или другими смазками, пастами и компаундами с аналогичными свойствами.
4. Поверхности контакт-деталей, соединяемых сваркой или пайкой, должны быть предварительно зачищены, обезжирены или протравлены.
[ ГОСТ 10434-82]4. Контакт-деталь, устанавливаемая на печатной плате для присоединения проводов
Тематики
EN
DE
FR
контакт-деталь электрического реле
Часть контактного элемента электрического реле, с помощью которой происходит замыкание или размыкание контакта
[ ГОСТ 16022-83]Тематики
EN
DE
FR
103. Контакт-деталь электрического реле
D. Kontaktstück
E. Contact tip (or point)
F. Pièce de contact
Часть контактного элемента электрического реле, с помощью которой происходит замыкание или размыкание контакта
Источник: ГОСТ 16022-83: Реле электрические. Термины и определения оригинал документа
Немецко-русский словарь нормативно-технической терминологии > Kontaktstück
-
8 контакт-деталь
-
9 Kontaktstelle (eines Elementarrelais)
рабочая поверхность контакт-детали
Часть поверхности контакт-детали, предназначенная для осуществления электрического контакта
[ ГОСТ 14312-79]EN
contact point
contact tip (deprecated for elementary relays)
part of a contact member at which the contact circuit closes or opens
[IEV number 444-04-06]FR
pièce de contact, f
partie d'un élément de contact par laquelle le circuit de contact s'établit ou se rompt
[IEV number 444-04-06]
[IEV number 444-04-06]EN
- Contact set - контактная группа
-
Ouput circuit - выходная цепь
contact circuit - цепь контакта
contact - контакт - Contact member - контакт-деталь
- Contact point - рабочая поверхность контакт-детали
FR
- Jeu de contacts - контактная группа
-
Circuit de sortie - выходная цепь
circuit de contact - цепь контакта
contact - контакт - Element de contact - контакт-деталь
- Piece de contact - рабочая поверхность контакт-детали
[Перевод Интент]
Тематики
Обобщающие термины
EN
DE
FR
Немецко-русский словарь нормативно-технической терминологии > Kontaktstelle (eines Elementarrelais)
-
10 Kontaktglied
контакт-деталь
Одна из токопроводящих частей 1), образующих контакт.
МЭК 60050(441-15-06).
[ ГОСТ Р 50030. 1-2000 ( МЭК 60947-1-99)]
1) Должно быть проводящих
[Интент]
контакт-деталь
Деталь, соприкасающаяся с другой при образовании электрического контакта
[ ГОСТ 14312-79]EN
contact (piece)
one of the conductive parts forming a contact
[IEV number 441-15-06 ]FR
(pièce de) contact
une des pièces conductrices formant un contact
[IEV number 441-15-06 ]1. Коммутирующая электрическая контакт-деталь
[IEV number 444-04-06]EN
- Contact set - контактная группа
-
Ouput circuit - выходная цепь
contact circuit - цепь контакта
contact - контакт - Contact member - контактный элемент (контактная пружина)
- рабочая поверхность контакт-детали
-
Contact (piece) - контакт деталь
FR
- Jeu de contacts - контактная группа
-
Circuit de sortie - выходная цепь
circuit de contact - цепь контакта
contact - контакт - Element de contact - контактный элемент (контактная пружина)
- рабочая поверхность контакт-детали
-
Piece de contact - контакт-деталь
[Перевод Интент]
Типы коммутирующих электрических контакт-деталей (контактов) по ГОСТ 3884-77
ПП - с плоской рабочей и нерабочей поверхностями
ПР - с плоской рабочей поверхностью и с рельефом для сварки (сферическим или цилиндрическим) со стороны нерабочей поверхности
ПШ - с плоской рабочей поверхностью и с коническим шипом на нерабочей поверхности
СС - со сферической рабочей и сферической нерабочей поверхностями
СП - со сферической рабочей поверхностью и плоской нерабочей поверхностью
СШ - со сферической рабочей поверхностью и коническим шипом на нерабочей поверхности
СР - со сферической рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ПуП - с усеченной плоской рабочей поверхностью и плоской нерабочей поверхностью
ПуШ - с усеченной плоской рабочей поверхностью и коническим шипом на нерабочей поверхности
ПуР - с усеченной плоской рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ЦП - с цилиндрической рабочей поверхностью и плоской нерабочей поверхностью
ЦШ - с цилиндрической рабочей поверхностью и коническим шипом на нерабочей поверхности
ЦР - с цилиндрической рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ЦуП - с усеченной цилиндрической рабочей поверхностью и плоской нерабочей поверхностью
ЦуШ - с усеченной цилиндрической рабочей поверхностью и коническим шипом на нерабочей поверхности
2. Контакт-деталь электрического соединителя
Рис. Tyco Electronics
Извлекаемые штампованные контакты электрического соединителя:
1 - Гнездовая контакт-деталь (гнездовой контакт)
2 - Штыревая контакт-деталь (штыревой контакт)3. Контакт-деталь, как часть разборного или неразборного контактного электрического соединения
Требования к подготовке рабочих поверхностей контакт-деталей
1. Контакт-детали, имеющие два и более отверстий под болты в поперечном ряду, рекомендуется выполнять с продольными разрезами, как показано на чертеже.
2. Рабочие поверхности контакт-деталей разборных контактных соединений и неразборных контактных соединений с линейной арматурой непосредственно перед сборкой должны быть подготовлены:
- медные без покрытия и алюмомедные - зачищены.
При зачистке алюмомедных проводов не должна быть повреждена медная оболочка;
- алюминиевые и из алюминиевых сплавов - зачищены и смазаны нейтральной смазкой (вазелин КВЗ по ГОСТ 15975-70, ЦИАТИМ-221 по ГОСТ 9433-80 или другими смазками с аналогичными свойствами).
Рекомендуемое время между зачисткой и смазкой не более 1 ч;
- рабочие поверхности, имеющие защитные металлические покрытия, - промыты органическим растворителем.
3. Рабочие поверхности медных контакт-деталей, соединяемых способом опрессовки, должны быть зачищены, если иное не указано в стандартах или технических условиях на конкретные виды электротехнических устройств.
Рабочие поверхности алюминиевых контакт-деталей должны быть зачищены и смазаны кварцевазелиновой пастой или другими смазками, пастами и компаундами с аналогичными свойствами.
4. Поверхности контакт-деталей, соединяемых сваркой или пайкой, должны быть предварительно зачищены, обезжирены или протравлены.
[ ГОСТ 10434-82]4. Контакт-деталь, устанавливаемая на печатной плате для присоединения проводов
Тематики
EN
DE
FR
контактный элемент
Деталь аппарата для цепей управления (неподвижная или подвижная, проводящая или изолированная) для замыкания или размыкания единственного пути прохождения тока в цепи.
Примечания:
1. Контактный элемент и механизм передачи усилия могут быть объединены в единый узел, но чаще один или несколько элементов могут быть скомбинированы с одним или несколькими механизмами передачи усилия, и их конструкция может быть разной.
2. В состав контактных элементов не входят катушки и магниты управления.
[ ГОСТ 50030.5.1-2005]
контактный элемент
контакт (2)
-
[IEV number 151-12-16]EN
contact member
contact (2)
conductive element intended to make an electric contact
[IEV number 151-12-16]FR
élément de contact, m
contact (2), m
élément conducteur destiné à établir un contact électrique
[IEV number 151-12-16]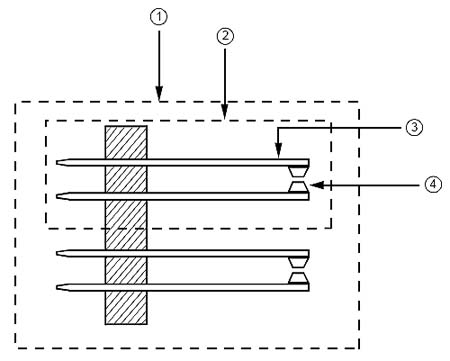
[IEV number 444-04-06]EN
- Contact set - контактная группа
-
Ouput circuit - выходная цепь
contact circuit - цепь контакта
contact - контакт - Contact member - контактный элемент
- Contact point - рабочая поверхность контакт-детали, контакт-деталь
FR
- Jeu de contacts - контактная группа
-
Circuit de sortie - выходная цепь
circuit de contact - цепь контакта
contact - контакт - Element de contact - контактный элемент
-
Piece de contact - рабочая поверхность контакт-детали, контакт-деталь
[Перевод Интент]
Примечания
1 - Контактный элемент такой конструкции как на рисунке слева называют также конактная пружина.
2 - По существу, контактный элемент, это одна из частей контакта,
т. е. в замыкающем, размыкающем и переключающем контактах любой подвижный и неподвижный контакт является контактным элементом.
[Интент]Тематики
Синонимы
EN
DE
FR
контактный элемент электрического реле
Проводящая часть контакта электрического реле, электрически изолированная от другой части или других частей, если цепь контакта электрического реле разомкнута
[ ГОСТ 16022-83]Тематики
EN
DE
FR
102. Контактный элемент электрического реле
D. Kontaktglied
E. Contact member
F. Elément de contact
Проводящая часть контакта электрического реле, электрически изолированная от другой части или других частей, если цепь контакта электрического реле разомкнута
Источник: ГОСТ 16022-83: Реле электрические. Термины и определения оригинал документа
Немецко-русский словарь нормативно-технической терминологии > Kontaktglied
-
11 контакт-деталь
эл. contact point, contact tipБольшой англо-русский и русско-английский словарь > контакт-деталь
-
12 kontaktdeteļa
▪ Terminilv enerģ.lv Kontaktelementa daļa, ar kuru saslēdz vai pārtrauc kontakta ķēdiru контакт-детальen contact tipde KontaktstückLZAene -
13 angle
1) угол3) угольник; угловая стойка4) уголок ( металлический прокат)5) выставлять под углом; наклонять•- acute angleat right angle — под прямым углом, перпендикулярно
- addendum angle
- adjacent angle
- advance angle
- alternate angles
- angle of action
- angle of advance
- angle of alteration
- angle of approach
- angle of arrival
- angle of articulation
- angle of ascent
- angle of back of tooth
- angle of belt contact
- angle of bending
- angle of chamfer
- angle of climb
- angle of compacting
- angle of contact
- angle of countersink
- angle of crossing
- angle of cutoff
- angle of decalage
- angle of deflection
- angle of displacement
- angle of draw
- angle of eccentric
- angle of eccentricity
- angle of elevation
- angle of feed slide
- angle of friction
- angle of incident
- angle of lag
- angle of lead
- angle of obliquity
- angle of pitch
- angle of recess
- angle of relief
- angle of repose
- angle of retard
- angle of rotation
- angle of setting
- angle of shear
- angle of shift
- angle of skew
- angle of slide
- angle of taper
- angle of thread
- angle of torque
- angle of torsion
- angle of twist
- angle of unbalance
- angle of vee
- angle of view
- angle of visibility
- angle of wrap
- apex angle
- approach angle
- ascending angle
- axial pressure angle
- axial rake angle
- axial relief angle
- back clearance angle
- back relief angle
- back-off angle
- base helix angle
- base lead angle
- base spiral angle
- basic cone angle
- beam angle
- bell angle
- belt angle
- bend angle
- bending angle
- bent angle
- bevel lead angle
- bias angle
- blade angle
- block angle
- blunt angle
- central angle
- chamfer angle
- characteristic angle
- check angle
- clearance angle
- closed angle
- closed-loop phase angle
- complemental angle
- complementary angle
- compound angles
- cone angle
- cone-generating angle
- conjugate angle
- contact angle
- convergence angle
- corner angle
- correction angle
- corresponding angles
- countersink angle
- cradle angle
- crank angle
- critical angle
- critical error angle
- crossed axes angle
- cutter eccentric angle
- cutter space angle
- cutter tip angle
- cutting angle
- cutting edge angle
- cutting relief angle
- cutting-point angle
- declivity angle
- dedendum angle
- deflection angle
- delay angle
- diffusor angle
- dihedral angle
- direction angle
- dish angle
- displacement angle
- double-access angle
- draft angle
- dropping angle
- dual angle
- effective angle
- electrical angle
- end cutting edge angle
- end relief angle
- entering angle
- entrance blade angle
- equal angle
- equilateral angle
- Euler angles
- exit blade angle
- external angle
- external pressure angle of the inserted blades
- face angle
- face cutting edge angle
- face sharpening angle
- feed angle
- feed motion angle
- feeding angle
- flank angle
- flank clearance angle
- fluid inlet angle
- fluid outlet angle
- form relief angle
- front clearance angle
- front rake angle
- frontal approach angle
- frontal clearance angle
- fuel jet direct axis angle
- fuel jet dispersion angle
- fuel jets dispersion angle
- gable angle
- gash angle
- gear face angle
- generating angle
- gliding angle
- grade angle
- gripping angle
- groove angle
- half angle of thread
- half-point angle
- helix angle
- hi-side pressure angle
- hook angle
- inclination angle
- included angle
- inlet angle
- inner spiral angle
- inscribed angle
- interfacial angle
- interior angle
- internal angle
- internal pressure angle of the inserted blades
- intersection angle
- involute polar angle
- joint angle
- kinematic pitch angle
- L-angle
- laser beam intensity divergence angle
- laser beam tilt angle
- lead angle
- level angle
- lifting angle
- limit angle
- limit pressure angle
- lip angle
- lip normal clearance angle
- lip side clearance angle
- locking angle
- lower plane angle
- main clearance angle
- major cutting edge angle
- measuring shaft angle
- milling angle
- minor cutting edge angle
- miter angle
- negative-rake angle
- nip angle
- nominal measuring shaft angle
- nominal pressure angle
- non-equilateral angle
- nonlocking angle
- normal pressure angle
- normal wedge angle
- nozzle angle
- oblique angle
- obtuse angle
- offset angle
- open-loop phase angle
- opposite angle
- orthogonal wedge angle
- outside angle
- outside helix angle
- outside lead angle
- overlap angle
- peripheral relief angle
- phase angle
- pipe angle
- pitch angle
- pitch lead angle
- plan relief angle
- plan trail angle
- plane angle
- plate angle
- point angle
- polar angle
- precession angle
- pressure angle
- primary angle
- profile angle
- projected angle
- quick helix angle
- radial rake angle
- radial relief angle
- rake angle
- reference cone angle
- relief angle
- repose angle
- resultant cutting speed angle
- retardation angle
- right angle
- robot joint angles
- roll angle
- rolling pressure angle
- root angle
- rotation angle
- rotational angle
- round angle
- scarfing angle
- secondary angle
- self-releasing angle
- semiapex angle
- semicone angle
- semivertex angle
- semivertical angle
- set angle
- setting angle
- shaft angle
- sharpening angle
- shear angle
- side relief angle
- side-cutting edge angle
- sliding angle
- slotted angle
- slow helix angle
- solid angle
- space-width half angle
- spherical angle
- spindle rotation angle
- spiral angle
- standard pressure angle
- static angle of friction
- straight angle
- striking angle
- subcritical angle
- supercritical angle
- switching angle
- swivel angle
- table angle
- taper angle
- thread angle
- thrust angle
- tilt angle
- tilting angle
- tip angle
- tip cone angle
- tool approach angle
- tool cutting edge angle
- tool included angle
- tool lead angle
- tool orthogonal wedge angle
- tooth space angle
- tooth spacing angle
- tooth thickness half angle
- torsion angle
- turning angle
- twist angle
- unbalance angle
- unit rotational angle
- upper plane angle
- vane angle
- viewing angle
- visual angle
- vulcanized splice bias angle
- wedge angle
- wide angle
- windup angle
- working angle
- working cutting edge angle
- working lead angle
- working pressure angle
- working wedge angle
- working-approach angle
- worm face angle
- wrapping angle
- zero angleEnglish-Russian dictionary of mechanical engineering and automation > angle
-
14 diameter
diameter admitted in gap — 1) наибольший диаметр изделия, устанавливаемого в выемку станины ( токарного станка) 2) наибольший диаметр изделия, устанавливаемого на стол ( долбёжного станка)
- angle diameterdiameter over pins — диаметр (ЗК), измеряемый по роликам, вложенным во впадины зубьев
- arbitrary diameter
- average cutter diameter
- bar diameter
- base circle diameter
- base diameter
- basic effective diameter
- bearing diameter
- blade point diameter
- bore diameter divided into length
- bore diameter
- boring diameter
- bottom diameter
- centering diameter on the spindle nose
- chucking diameter
- close tolerance diameter
- collar diameter
- contact diameter
- copying diameter
- core diameter
- cutter diameter
- cutting diameter
- diameter of spindle bore
- drilled diameter
- effective cutter diameter
- effective cutting diameter
- effective diameter
- external register diameter
- finish-ground diameter
- free ring diameter
- functional diameter
- functional pitch diameter
- gage diameter
- gaging diameter
- gear outer diameter
- gripping diameter
- honing diameter
- incident laser beam diameter
- inner diameter
- inside diameter
- inside point diameter
- internal diameter
- journal diameter
- machinable bar diameter
- machined diameter
- major diameter
- maximum diameter of flow path
- maximum diameter of workpiece over ways
- maximum turning diameter
- mean bore diameter
- mean diameter of the cutter
- mean outside diameter
- mean spring diameter
- minimum diameter of flow path
- minor diameter
- mounting diameter
- nominal bore diameter
- nominal diameter
- nominal outside diameter
- nominal pitch diameter
- operating pitch diameter
- outer diameter
- outside diameter
- oversized cutter diameter
- pilot diameter
- pin bearing diameter
- pin diameter
- pitch diameter
- point diameter
- pointed tooth outside diameter
- punching diameter
- raceway contact diameter
- range diameters
- reference circle diameter
- reference diameter
- register diameter
- root diameter of wormwheel
- root diameter
- seal diameter
- set point diameter
- simple pitch diameter
- single bore diameter
- single outside diameter
- single plane mean bore diameter
- single plane mean outside diameter
- swing diameter over the bed
- swing diameter
- thread diameter
- thrust collar diameter
- tip cylinder diameter
- tip diameter
- turned diameter
- turning diameter over cross slide
- turning diameter
- undersized cutter diameter
- virtual pitch diameter of thread
- wheel-mounting diameter
- worm wheel maximum diameterEnglish-Russian dictionary of mechanical engineering and automation > diameter
-
15 cutting
стружка; опилки; лоскутки; обрезки; обрезь; обрезок (пиломатериал); нарезание; насечка; резание; резка (напр. газовая); разрезка; разрезание; срезание; перерезание; строжка; обработка резанием; фрезерование; гранение; выемка (бульдозером); разъединение; разрыв; отсоединение; отключение; выключение; отсечка (тока); запирание (цепи); отсечение; вырезание; отбрасывание стр. выемка грунта; лес. подрубка; врубка; рубка; тесание; распиливание; с.х. косьба; кошение; покос; отросток; отводок; черенок- cutting accuracy - cutting amperage - cutting and bending - cutting-and-mixing machine - cutting-and-molding machine - cutting and shearing plant - cutting angle - cutting apparatus - cutting area - cutting area work - cutting assemblage - cutting axis - cutting-back - cutting band - cutting-bit head - cutting burrs - cutting by blowtorch - cutting by waterjet - cutting cam - cutting capability - cutting ceramics - cutting chain - cutting chute - cutting conditions - cutting coolant - cutting-cooling medium - cutting cycle - cutting depth - cutting device - cutting diamond - cutting die - cutting divider - cutting down - cutting-down - cutting drag - cutting drum - cutting-edge - cutting edge - cutting edge angle - cutting edge configuration - cutting edge form - cutting edge inclination - cutting edge length - cutting edge normal plane - cutting edge of a knife - cutting edge of machining technology - cutting edge package - cutting-edge seal - cutting edge sharpness - cutting edge technology - cutting-edge technology - cutting edge tip - cutting effect - cutting efficiency - cutting effort - cutting electrode - cutting emulsion - cutting end - cutting end shape - cutting energy - cutting engagement - cutting equipment - cutting face - cutting feed rate - cutting feed speed - cutting flame - cutting fluid - cutting-fluid recycling - cutting flute - cutting force - cutting force component - cutting force deflection - cutting force dynamometer - cutting force-induced error - cutting force per unit area of cut - cutting force per unit width of cut - cutting forceps - cutting frame - cutting from the solid - cutting gage - cutting gas - cutting geometry - cutting giant - cutting grade - cutting head - cutting head assembly - cutting-head-height-and-collision sensor - cutting heat - cutting height - cutting-in - cutting in a smooth pattern - cutting in a spiral pattern - cutting-in speed - cutting-in speed of over drive - cutting-in time - cutting inaccuracies - cutting insert - cutting installation - cutting instrument - cutting interval - cutting iron - cutting jet - cutting jib - cutting job - cutting knife - cutting laser tool - cutting length - cutting life - cutting line - cutting liquid - cutting load - cutting load signal - cutting-loading machine - cutting lubricant - cutting machine - cutting machine scratch - cutting machine tool technology - cutting machine with coordinate drive - cutting material - cutting mechanics - cutting mechanism - cutting medium - cutting member - cutting metal - cutting mode - cutting motion - cutting movement - cutting nippers - cutting noise - cutting nozzle - cutting of fuel oils - cutting-off-abrasive wheel - cutting-off - cutting-off bit tool - cutting-off EDM - cutting-off grinding - cutting-off lathe - cutting-off machine - cutting-off saw - cutting-off tool - cutting oil - cutting-oil deflector - cutting oil freshener - cutting oil separator - cutting operation - cutting orientation - cutting out - cutting-out - cutting-out of rivets - cutting out of square - cutting-out press - cutting oxygen - cutting oxygen tube - cutting parameters - cutting part - cutting pass - cutting path - cutting path supporting points - cutting pattern - cutting performance - cutting period - cutting perpendicular force - cutting pick - cutting plan - cutting plane - cutting plane line - cutting plate - cutting platform - cutting pliers - cutting point - cutting-point angle - cutting position - cutting power - cutting-practice rules - cutting press - cutting profile - cutting program - cutting prong - cutting propagation - cutting pulse - cutting punch - cutting quality - cutting radius - digging radius - cutting rate - cutting region - cutting relief angle - cutting resistance - cutting resistance per tooth - cutting rib - cutting right to size - cutting rim - cutting ring - cutting ring coupling - cutting roll - cutting room - cutting rotor - cutting rule - cutting run - cutting scallops - cutting sequence - cutting-shearing drilling bit - cutting shoe - cutting simulation - cutting size - cutting size of core diamond bit - cutting speed - cutting speed chart plate - cutting speed control mechanism - cutting speed for milling - cutting speed indicator - cutting spindle - cutting stretch - cutting stroke - cutting stroke drive - cutting surface - cutting table - cutting tap - cutting technology - cutting technology routine - cutting teeth - cutting temperature - cutting test - cutting the loop - cutting-through of a tunnel - cutting thrust - cutting thrust force - cutting time - cutting-time monitor - cutting tip - cutting to a shoulder - cutting to length - cutting to size - cutting tool - cutting tool assembly - cutting tool body - cutting tool cartridge - cutting tool collet - cutting tool contact indicator - cutting tool control macro - cutting tool data - utting tool edge - cutting tool engineering - cutting tool force - cutting tool holder - cutting tool industry - cutting tool insert - cutting tool lubricant - cutting tool materials - cutting tool measurement system - cutting tool outlet - cutting tool technology - cutting tool with inserted blades - cutting tooth - cutting torch - cutting torque - cutting-type core drilling bit - cutting-type drilling bit - cutting unit - cutting up - cutting-up line - cutting value - cutting waste - cutting wear - cutting wedge - cutting wheel - cutting wheel carrier - cutting width - cutting-winning machine - cutting with preheating - cutting work - cutting zone - abrasive cutting - abrasive cutting-off - abrasive waterjet cutting - accretion cutting - across cutting - adaptive control cutting - air-arc cutting - air plasma cutting - angle cutting - approach cutting - arc cutting - arc-oxygene cutting - back-off cutting - bottom cutting - burrless cutting - cable cutting - cam cutting - carbide cutting - carbon-arc cutting - cleaning cutting - climb cutting - composite cutting - consecutive tool cutting - creep cutting - cross-cutting - cryogenic cutting - curved cutting - 2D profile cutting - 3D profile cutting - deep cutting - deskill cutting - diagonal cutting - diamond cutting - double cutting - double-roll cutting - double-roll tooth cutting - drill cuttings - dry cutting - ED cutting-off - ED wire cutting - edge cutting - electric arc-gas jet cutting - electrochemical hole cutting - electrochemical wire cutting - electroerosion cutting - end cutting - fabric cutting - finishing cutting - flame cutting - flux injetion cutting - form cutting - form tooth cutting - friction cutting - fusion cutting - gas cutting - gas metal cutting - gas-shielded arc cutting - gas-shielded tungsten-arc cutting - gas tungsten cutting - gear cutting - grass cutting - groove cutting - guided hand cutting - hand cutting - heavy cutting - high-pressure water-assisted cutting - hoisting and drilling load cuttings - hydraulic cutting - hydrogene cutting - in-line cutting - inserted carbide cutting - internal cutting - internally fed wet cutting - interrupted cutting - irregular depth cutting - keyway cutting - lance cutting - laser cutting - lateral cutting - length cutting - light cutting - little-and-often cutting - low-rpm cutting - machine cutting - manual air-plasma jet cutting - measure cutting - metal cutting - metal-arc cutting - metal powder cutting - miter cutting - multipass cutting - multiple milling cutting - multiple thread cutting - multitool cutting - oblique cutting - orthogonal cutting - oxy-arc cutting - oxygene-arc cutting - oxy-fuel cutting - oxy-fuel gas cutting - oxyacetylene cutting - oxyacetylene flame cutting - oxygen arc cutting - oxygen assisted laser cutting - oxygene lance cutting - oxyhydrogen cutting - oxy-propane cutting - part cutting - percussion cutting - peritheral cutting - pipe cuttings - plasma arc cutting - plasma flame cutting - plasma-jet cutting - playback laser cutting - plunge cutting - press cutting - polygon cutting - polygonal cutting - profile cutting - punch cutting - railway cutting - right-angle cutting - rotary cutting - rough cutting - round cutting - sample cutting - screw cutting - scroll cutting - see-saw cutting - setable minimum cutting - shape cutting - shear cuttings - shear-speed cutting - shielded metal arc cutting - side cutting - sideways cutting - single-pass cutting - single-point cutting - single-point thread cutting - skip cutting - slice cutting - solid cutting - spark cutting - spiral cuttings - spiral-bevel-gear cutting - spur-gear cutting - stack cutting - steel cuttings - straight line cutting - taper cutting - thermal cutting - thread cutting - tooth cutting - torch cutting - transverse cutting - tungsten-arc cutting - two-way cutting - ultrasonic cutting - up cutting - waterjet cutting - waterjet-assisted mechanical cutting - wet cutting - wire cutting -
16 control
1) управление; регулирование || управлять; регулировать2) контроль || контролировать3) управляющее устройство; устройство управления; регулятор4) профессиональное мастерство, квалификация, техническая квалификация5) pl органы управления•"in control" — "в поле допуска" ( о результатах измерения)
to control closed loop — управлять в замкнутой системе; регулировать в замкнутой системе
- 2-handed controlsto control open loop — управлять в разомкнутой системе; регулировать в разомкнутой системе
- 32-bit CPU control
- acceptance control
- access control
- acknowledge control
- active process control
- adaptable control
- adaptive constraint control
- adaptive control for optimization
- adaptive control
- adaptive feed rate control
- adaptive quality control
- adjustable feed control
- adjustable rotary control
- adjustable speed control
- adjusting control
- adjustment control
- AI control
- air logic control
- analog data distribution and control
- analogical control
- analytical control
- application control
- arrows-on-curves control
- autodepth control
- autofeed control
- automated control of a document management system
- automated technical control
- automatic backlash control
- automatic control
- automatic editing control
- automatic gain control
- automatic gripper control
- automatic level control
- automatic process closed loop control
- automatic remote control
- automatic sensitivity control
- automatic sequence control
- automatic speed control
- automatic stability controls
- auxiliaries control
- balanced controls
- band width control
- bang-bang control
- bang-bang-off control
- basic CNC control
- batch control
- bibliographic control
- bin level control
- boost control
- built-in control
- button control
- cam control
- cam throttle control
- camshaft control
- carriage control
- Cartesian path control
- Cartesian space control
- cascade control
- C-axis spindle control
- cell control
- center control
- central control
- central supervisory control
- centralized control
- centralized electronic control
- central-station control
- changeover control
- chip control
- circumferential register control
- close control
- closed cycle control
- closed loop control
- closed loop machine control
- closed loop manual control
- closed loop numerical control
- closed loop position control
- clutch control
- CNC control
- CNC indexer control
- CNC programmable control
- CNC symbolic conversational control
- CNC/CRT control
- CNC/MDI control
- coarse control
- coded current control
- coded current remote control
- color control
- combination control
- command-line control
- compensatory control
- composition control
- compound control
- computed-current control
- computed-torque control
- computer control
- computer numerical control
- computer process control
- computer-aided measurement and control
- computer-integrated manufacturing control
- computerized control
- computerized numerical control
- computerized process control
- constant surface speed control
- constant value control
- contactless control
- contact-sensing control
- contamination control
- continuous control
- continuous path control
- continuous process control
- contour profile control
- contouring control
- conventional hardware control
- conventional numerical control
- conventional tape control
- convergent control
- conversational control
- conversational MDI control
- coordinate positioning control
- coordinate programmable control
- copymill control
- counter control
- crossed controls
- current control
- cycle control
- dash control
- data link control
- data storage control
- deadman's handle controls
- depth control
- derivative control
- dial-in control
- differential control
- differential gaging control
- differential gain control
- differential temperature control
- digital brushless servo control
- digital control
- digital position control
- digital readout controls
- dimensional control
- direct computer control
- direct control
- direct digital control
- direct numerical control
- direction control
- directional control
- dirt control
- discontinuous control
- discrete control
- discrete event control
- discrete logic controls
- dispatching control
- displacement control
- distance control
- distant control
- distributed control
- distributed numerical control
- distributed zone control
- distribution control
- dog control
- drum control
- dual control
- dual-mode control
- duplex control
- dust control
- dynamic control
- eccentric control
- edge position control
- EDP control
- electrical control
- electrofluidic control
- electromagnetic control
- electronic control
- electronic level control
- electronic speed control
- electronic swivel control
- elevating control
- emergency control
- end-point control
- engineering change control
- engineering control
- entity control
- environmental control
- error control
- error plus error-rate control
- error-free control
- external beam control
- factory-floor control
- false control
- feed control
- feed drive controls
- feedback control
- feed-forward control
- field control
- fine control
- finger-tip control
- firm-wired numerical control
- fixed control
- fixed-feature control
- fixture-and-tool control
- flexible-body control
- floating control
- flow control
- fluid flow control
- follow-up control
- foot pedal control
- force adaptive control
- forecasting compensatory control
- fork control
- four quadrant control
- freely programmable CNC control
- frequency control
- FROG control
- full computer control
- full order control
- full spindle control
- gage measurement control
- gain control
- ganged control
- gap control
- gear control
- generative numerical control
- generic path control
- geometric adaptive control
- graphic numerical control
- group control
- grouped control
- guidance control
- hairbreath control
- hand control
- hand feed control
- hand wheel control
- hand-held controls
- handle-type control
- hand-operated controls
- hardened computer control
- hardwared control
- hardwared numerical control
- heating control
- heterarchical control
- hierarchical control
- high-integrity control
- high-level robot control
- high-low control
- high-low level control
- high-technology control
- horizontal directional control
- humidity control
- hybrid control
- hydraulic control
- I/O control
- immediate postprocess control
- inching control
- in-cycle control
- independent control
- indexer control
- indirect control
- individual control
- industrial processing control
- industrial-style controls
- infinite control
- infinite speed control
- in-process control
- in-process size control
- in-process size diameters control
- input/output control
- integral CNC control
- integral control
- integrated control
- intelligent control
- interacting control
- interconnected controls
- interlinking control
- inventory control
- job control
- jogging control
- joint control
- joystick control
- just-in-time control
- language-based control
- laser health hazards control
- latching control
- lead control
- learning control
- lever control
- lever-operated control
- line motion control
- linear control
- linear path control
- linearity control
- load control
- load-frequency control
- local control
- local-area control
- logic control
- lubricating oil level control
- machine control
- machine programming control
- machine shop control
- macro control
- magnetic control
- magnetic tape control
- main computer control
- malfunction control
- management control
- manual control
- manual data input control
- manual stop control
- manually actuatable controls
- manufacturing change control
- manufacturing control
- master control
- material flow control
- MDI control
- measured response control
- mechanical control
- memory NC control
- memory-type control
- metering control
- metrological control of production field
- microbased control
- microcomputer CNC control
- microcomputer numerical control
- microcomputer-based sequence control
- microprocessor control
- microprocessor numerical control
- microprogrammed control
- microprogramming control
- milling control
- model reference adaptive control
- model-based control
- moisture control
- motion control
- motor control
- motor speed control
- mouse-driven control
- movable control
- multicircuit control
- multidiameter control
- multilevel control
- multimachine tool control
- multiple control
- multiple-processor control
- multiposition control
- multistep control
- multivariable control
- narrow-band proportional control
- navigation control
- NC control
- neural network adaptive control
- noise control
- noncorresponding control
- noninteracting control
- noninterfacing control
- nonreversable control
- nonsimultaneous control
- numerical contouring control
- numerical control
- numerical program control
- odd control
- off-line control
- oligarchical control
- on-board control
- one-axis point-to-point control
- one-dimensional point-to-point control
- on-line control
- on-off control
- open loop control
- open loop manual control
- open loop numerical control
- open-architecture control
- operating control
- operational control
- operator control
- optical pattern tracing control
- optimal control
- optimalizing control
- optimizing control
- oral numerical control
- organoleptic control
- overall control
- overheat control
- override control
- p. b. control
- palm control
- parameter adaptive control
- parameter adjustment control
- partial d.o.f. control
- path control
- pattern control
- pattern tracing control
- PC control
- PC-based control
- peg board control
- pendant control
- pendant-actuated control
- pendant-mounted control
- performance control
- photoelectric control
- physical alignment control
- PIC control
- PID control
- plugboard control
- plug-in control
- pneumatic control
- point-to-point control
- pose-to-pose control
- position/contouring numerical control
- position/force control
- positional control
- positioning control
- positive control
- postprocess quality control
- power adaptive control
- power control
- power feed control
- power-assisted control
- powered control
- power-operated control
- precision control
- predictor control
- preselective control
- preset control
- presetting control
- pressbutton control
- pressure control
- preview control
- process control
- process quality control
- production activity control
- production control
- production result control
- programmable adaptive control
- programmable cam control
- programmable control
- programmable logic adaptive control
- programmable logic control
- programmable machine control
- programmable microprocessor control
- programmable numerical control
- programmable sequence control
- proportional plus derivative control
- proportional plus floating control
- proportional plus integral control
- prototype control
- pulse control
- pulse duration control
- punched-tape control
- purpose-built control
- pushbutton control
- quality control
- radio remote control
- radium control
- rail-elevating control
- ram stroke control
- ram-positioning control
- rapid-traverse controls for the heads
- rate control
- ratio control
- reactive control
- real-time control
- reduced-order control
- register control
- registration control
- relay control
- relay-contactor control
- remote control
- remote program control
- remote switching control
- remote valve control
- remote-dispatch control
- resistance control
- resolved motion rate control
- retarded control
- reversal control
- revolution control
- rigid-body control
- robot control
- robot perimeter control
- robot teach control
- rod control
- safety control
- sampled-data control
- sampling control
- schedule control
- SCR's control
- second derivative control
- selective control
- selectivity control
- self-acting control
- self-adaptive control
- self-adjusting control
- self-aligning control
- self-operated control
- self-optimizing control
- self-programming microprocessor control
- semi-automatic control
- sensitivity control
- sensor-based control
- sequence control
- sequence-type control
- sequential control
- series-parallel control
- servo control
- servo speed control
- servomotor control
- servo-operated control
- set value control
- shaft speed control
- shape control
- shift control
- shop control
- shower and high-pressure oil temperature control
- shut off control
- sight control
- sign control
- single variable control
- single-flank control
- single-lever control
- size control
- slide control
- smooth control
- software-based NC control
- softwared numerical control
- solid-state logic control
- space-follow-up control
- speed control
- stabilizing control
- stable control
- standalone control
- start controls
- static control
- station control
- statistical quality control
- steering control
- step-by-step control
- stepless control
- stepped control
- stick control
- stock control
- stop controls
- stop-point control
- storage assignment control
- straight cut control
- straight line control
- stroke control
- stroke length control
- supervisor production control
- supervisory control
- swarf control
- switch control
- symbolic control
- synchronous data link control
- table control
- tap-depth controls
- tape control
- tape loop control
- teach controls
- temperature control
- temperature-humidity air control
- template control
- tension control
- test control
- thermal control
- thermostatic control
- three-axis contouring control
- three-axis point-to-point control
- three-axis tape control
- three-mode control
- three-position control
- throttle control
- thumbwheel control
- time control
- time cycle control
- time optimal control
- time variable control
- time-critical control
- time-proportional control
- timing control
- token-passing access control
- tool life control
- tool run-time control
- torque control
- total quality control
- touch-panel NC control
- touch-screen control
- tracer control
- tracer numerical control
- trajectory control
- triac control
- trip-dog control
- TRS/rate control
- tuning control
- turnstile control
- two-axis contouring control
- two-axis point-to-point control
- two-dimension control
- two-hand controls
- two-position control
- two-position differential gap control
- two-step control
- undamped control
- user-adjustable override controls
- user-programmable NC control
- variable flow control
- variable speed control
- variety control
- varying voltage control
- velocity-based look-ahead control
- vise control
- vision responsive control
- visual control
- vocabulary control
- vocal CNC control
- vocal numerical control
- voltage control
- warehouse control
- washdown control
- water-supply control
- welding control
- wheel control
- wide-band control
- zero set control
- zoned track controlEnglish-Russian dictionary of mechanical engineering and automation > control
-
17 контакт
boss, contact, engagement, fillet, contact member, contact piece, ( прерывателя-распределителя зажигания) point, contact stud, stud эл., tab, terminal, termination, tip -
18 welding
сварка || сварочный
- a.c. arc welding
- acetylene welding
- air-acetylene welding
- all-position welding
- aluminothermic welding
- arc welding
- arc stud welding
- argon arc welding
- armour welding
- atomic welding
- atomic-hydrogen welding
- autogenous welding
- automatic welding
- back-hand welding
- back-step welding
- backward welding
- balanced welding
- bare-electrode welding
- bare-wire welding
- bead welding
- bench welding
- bevel welding
- blacksmith welding
- bridge welding
- bronze welding
- built-up welding
- butt welding
- butt seam welding
- button welding
- carbon-electrode welding
- carbon-arc welding
- carbon-dioxide-shielded arc welding
- cold welding
- condenser energy-storage welding
- contact welding
- continuous welding
- cross-wire welding
- d.c. welding
- d.c. arc welding
- deck welding
- direct welding
- double-electrode arc welding
- double-carbon arc welding
- downhand welding
- duplex welding
- duplex spot welding
- electric welding
- electric resistance welding
- electric-arc welding
- electromagnetic welding
- electromagnetic percussive welding
- electromatic welding
- electronic arc welding
- electropercussive welding
- electroslag welding
- electrostatic welding
- electrostatic percussive welding
- energy-storage welding
- erection welding
- field welding
- fillet welding
- fire-cracker welding
- fish-scale welding
- flash welding
- flash upset welding
- flat welding
- floor welding
- forehand welding
- forge welding
- forged spot welding
- fork welding
- friction welding
- fusarc welding
- fuse welding
- fusion welding
- galvanized welding
- gas welding
- gas-arc welding
- gas-pressure welding
- gas-shielded welding
- girth welding
- graphite arc welding
- gravity position welding
- groove welding
- hammer welding
- hammered resistance welding
- hand welding
- heavy welding
- heliarc welding
- helium arc welding
- hidden arc welding
- high-frequency welding
- horizontal welding
- hot-air welding
- hydrogen arc welding
- hydromatic welding
- indirect welding
- inert arc welding
- inert-gas arc welding
- intermittent welding
- inverted welding
- jump welding
- lap welding
- left-hand welding
- leftward welding
- light-gauge welding
- Linde welding
- line welding
- machine welding
- magnetic energy-storage welding
- manual welding
- mash welding
- mash seam welding
- metal welding
- metal-arc welding
- metal electrode welding
- metallic arc welding
- Mig welding
- mitre-flash welding
- mould welding
- multilayer welding
- multipass welding
- multiple-electrode welding
- multiple-electrode spot welding
- multiple-operator welding
- multiple-projection welding
- multiple-spot welding
- non-ferrous welding
- non-pressure welding
- one-operator vertical welding
- overhead welding
- overlap welding
- overlapping welding
- overlaying welding
- oxy-acetylene welding
- oxy-acetylene pressure welding
- oxy-butane welding
- oxy-hydrogen welding
- oxy-propane welding
- percussion welding
- percussive welding
- pin-point welding
- pipe welding
- pipeline welding
- plastic welding
- plate welding
- plug welding
- point welding
- poke welding
- press welding
- press cold welding
- pressure welding
- pressure contact welding
- pressure thermit welding
- program welding
- projection welding
- pulsation welding
- quasi-arc welding
- radio-frequency welding
- refrigerated welding
- refrigerated resistance welding
- relief welding
- resistance welding
- resistance percussion welding
- resistance stud welding
- ridge welding
- rightward welding
- rigid string welding
- ripple welding
- rivet welding
- roll welding
- roller spot welding
- scarf welding
- seam welding
- seam resistance welding
- self-adjusting arc welding
- semi-automatic welding
- sequence resistance welding
- series welding
- shape welding
- shielded arc welding
- shop welding
- shot welding
- shrink welding
- SIGMA welding
- single-spot welding
- site welding
- skip welding
- slot welding
- smith welding
- solid phase welding
- sound welding
- spot welding
- step-back welding
- stitch welding
- stored-energy welding
- stored-energy resistance welding
- string bead welding
- structural welding
- stud welding
- submerged arc welding
- submerged melt welding
- T welding
- tack welding
- Technotherm-Rakos welding
- tee welding
- T-fillet welding
- thermit welding
- thermit fusion welding
- Thomson welding
- tie welding
- Tig welding
- tip welding
- torch welding
- touch welding
- tube welding
- tungsten-arc welding
- twin-arc welding
- two-operator vertical welding
- ultrasonic welding
- ultra-speed welding
- underwater welding
- underwater arc welding
- unshielded arc welding
- upset welding
- upset butt welding
- vertical welding
- wandering welding
- wash welding
- water-gas welding
- Weibel welding
- Zerener welding
- zero welding -
19 width
- admitted widthwidth in the clear — ширина в свету, внутренний диаметр
- band width
- base pulse width
- bearing width
- channel width
- chatter-free width
- conductor width
- contact width
- conveyor width
- crest width
- cutter blade point width
- drilling width
- effective face width
- face width
- gap width
- gear face width
- grasp width
- half bearing width
- inner slot width
- jaw width
- land width of the face
- land width
- laser kerf width
- limit point width
- limit width of cut
- maximum planing width
- maximum stable width of cut
- mean ring width
- mean slot width
- midface width
- nominal bearing width
- nominal ring width
- outer slot width
- pad width
- point width
- pulse width
- rim width
- roughing point width
- roughness width
- single ring width
- slab width
- slot width
- space width
- step width
- weld width
- width of bed over slideways
- width of cut
- width of face
- width of gap in front of faceplate
- width of gap
- width of reduced face
- width of sawcut
- width of step
- width of tooth space
- width of wheel passage way
- working widthEnglish-Russian dictionary of mechanical engineering and automation > width
-
20 bar
штанга; тяга; вороток; засов; рейка; стропильная балка; связь; авто. балка; стержень; перекладина; шлагбаум; полоса (металла); брусок; кусок; пруток (напр. олова); плитка; панель; чушка (свинца); болванка; ограничение; препятствие; преграда; барометр (сокр. от barometer); бар (единица давления); с.х. бич; нфт. бур; бурильная штанга; эл. шина; пластина коллектора; ламель; II преграждать; загораживать; исключать- bar code - bar connection - bar coupler - bar coupling - bar crane - bar cutting machine - bar door - bar electromagnet - bar end - bar grizzly - bar head - bar indicator - bar iron - bar link - bar-link motion - bar-point share - bar puller - bar roller - bar shifter - bar solder - bar stock - bar suspension - bar tension - bar the engine - bar tin - bar winding - boring bar - brake bar - brass bar - bulb bar - bumper bar - bus bar - chain bar - channel bar - charging bar - circular bar - claw bar - commutator bar - contact bar - continuous draw bar - copper bar - core bar - corrugated bar - cover-bar - cramp bar - cranking bar - cross bar - crow-bar - crown bar - curved bar - cutter bar - cutter bar shoe - cutter loader bar - cutting bar - cylinder bar - deflecting bar - diamond bar - differential boring bar - disengaging bar - distance bar - doctor bar - dolly bar - dowel bar - drag bar - draw-bar - drum bar - dumping bar - equalizing bar - extension for handle bar - finger bar - fire bar - fish-bellied bar - flat bar - fly bar - foot bar - free draw bar - furnace bar - gauge bar - grate bar - grizzly bar - guard bar - guide-bar - handle bar - H-bar - hinged bar - hitch bar - joint bar - iron bar- L-bar- lace bar- lifting bar - locking bar - loop bar - marginal bar - merchant bar - natural bar - picker bar cam - pilot bar - pinch bar - plugging bar - proportional test bar - push bar - rack bar - radial bar - radial bar of a disintegrator - radius bar - rake bar - rasp bar - reel bar - reinforcing bar - rest bar - rifling bar - rocker bar - rocking bar - round bar - scraper bar - set bar - shaped bar - shackle bar - shear bar - sheet bar - sickle-bar - slide bar - splice bar - stabilizer bar- T-bar- tension bar - test bar - thin-kerf bar - threaded bar - tie bar - tool bar - toothed bar - tow bar - trailing bar - trigger bar - upper bar - water bar - wrecking bar with one chisel tip and one curved claw tip - Z-bar
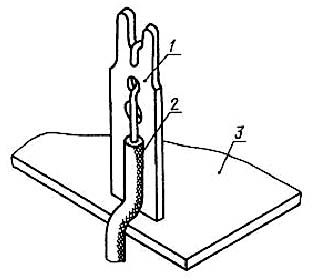
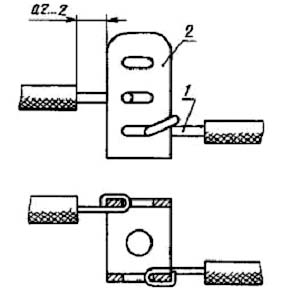
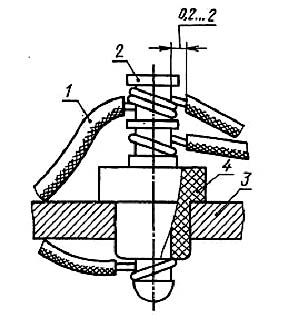
- 1
- 2
См. также в других словарях:
Point — may refer to the following: Contents 1 Business and finance 2 Engineering 3 Entertainment … Wikipedia
Tip — A tip (also called a gratuity) is a payment made to certain service sector workers in addition to the advertised price of the transaction. The amount of a tip is typically calculated as a percentage of the transaction value before applicable… … Wikipedia
Contact mechanics — Continuum mechanics … Wikipedia
Point-contact transistor — A point contact transistor was the first type of solid state electronic transistor ever constructed. It was made by researchers John Bardeen and Walter Houser Brattain at Bell Laboratories in December of 1947. They were working with physicist… … Wikipedia
point — n. & v. n. 1 the sharp or tapered end of a tool, weapon, pencil, etc. 2 a tip or extreme end. 3 that which in geometry has position but not magnitude, e.g. the intersection of two lines. 4 a particular place or position (Bombay and points east;… … Useful english dictionary
point — I. noun Etymology: Middle English, partly from Anglo French, prick, dot, moment, from Latin punctum, from neuter of punctus, past participle of pungere to prick; partly from Anglo French pointe sharp end, from Vulgar Latin *puncta, from Latin,… … New Collegiate Dictionary
Contact lens — Contacts redirects here. For the software application, see Address book. A pair of contact lenses, positioned with the concave side facing upward … Wikipedia
Point Roberts, Washington — Infobox Settlement official name = Point Roberts settlement type = Unincorporated community nickname = The Point, Point Bob, Roberts Point imagesize = image caption = image mapsize = map caption = Red dot (above) indicates location of Point… … Wikipedia
Contact play — The contact play is a base running play in the sport of baseball. It can take place with a runner on third base and/or a runner at second base. Similar to the safety squeeze play, the runner at third breaks for home as soon as he sees that the… … Wikipedia
Quantum point contact — A Quantum Point Contact (QPC) is a narrow constriction between two wide electrically conducting regions, of a width comparable to the electronic wavelength (nano to micrometer). Quantum point contacts were first reported in 1988 by a Dutch group… … Wikipedia
Pre-Columbian trans-oceanic contact — For modern theories on how the Americas were first settled, see Settlement of the Americas. Theories of Pre Columbian trans oceanic contact are those theories that propose interaction between indigenous peoples of the Americas who settled the… … Wikipedia