-
61 нижняя окружность
нижняя окружность
Прямое сечение нижней цилиндрической поверхности

[ ГОСТ 28500-90( ИСО 5288-82)]EN
root circle
Section of the root cylinder whose plane is perpendicular to the axis of the pulley
[ ГОСТ 28500-90( ИСО 5288-82)]FR
cercle de pied
Section droite du cylindre de pied
[ ГОСТ 28500-90( ИСО 5288-82)]Тематики
EN
FR
Русско-английский словарь нормативно-технической терминологии > нижняя окружность
-
62 прилегающий профиль продольного сечения
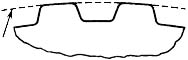
прилегающий профиль продольного сечения
Две параллельные прямые, соприкасающиеся с реальным профилем осевого (продольного) сечения цилиндрической поверхности и расположенные вне материала детали так, чтобы наибольшее отклонение точек реального профиля от соответствующей стороны прилегающего профиля продольного сечения в пределах нормируемого участка имело минимальное значение.
1 - реальный профиль; 2 - прилегающий профиль продольного сечения
[ ГОСТ 24642-81]Тематики
EN
DE
FR
Русско-английский словарь нормативно-технической терминологии > прилегающий профиль продольного сечения
-
63 радиус изгиба
радиус изгиба
Радиус цилиндрической поверхности оправки, которая входит в контакт с внутренней поверхностью изделия при гибке. В случае свободных или полусвободных изгибов до 180°, когда используется клин или блок, радиус загиба — соответствует половине толщины клина или блока.
радиус изгиба
1. Внутренний радиус изогнутого профиля проката.
2. Радиус инструмента, вокруг которого металл изгибается во время изготовления.
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > радиус изгиба
-
64 цилиндрическая антенная решетка
цилиндрическая антенная решетка
Поверхностная антенная решетка, излучающие элементы которой расположены на цилиндрической поверхности.
[ ГОСТ 23282-91]Тематики
EN
FR
Русско-английский словарь нормативно-технической терминологии > цилиндрическая антенная решетка
-
65 верхняя окружность
верхняя окружность
Прямое сечение верхней цилиндрической поверхности
[ ГОСТ 28500-90( ИСО 5288-82)]EN
tip circle
Section of the tip cylinder whose plane is perpendicular to the axis of the pulley
[ ГОСТ 28500-90( ИСО 5288-82)]FR
cercle de tête
Section droite du cylinder de tête
[ ГОСТ 28500-90( ИСО 5288-82)]Тематики
EN
FR
Русско-французский словарь нормативно-технической терминологии > верхняя окружность
-
66 непараллельность плоскостей разъема вкладыша
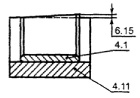
непараллельность плоскостей разъема вкладыша (6.15)
Величина, характеризующая отклонение от параллельности плоскостей разъема вкладыша относительно образующей наружной цилиндрической поверхности измерительного приспособления.
[ ГОСТ ИСО 4378-1-2001]Тематики
Обобщающие термины
EN
FR
Русско-французский словарь нормативно-технической терминологии > непараллельность плоскостей разъема вкладыша
-
67 нижняя окружность
нижняя окружность
Прямое сечение нижней цилиндрической поверхности
[ ГОСТ 28500-90( ИСО 5288-82)]EN
root circle
Section of the root cylinder whose plane is perpendicular to the axis of the pulley
[ ГОСТ 28500-90( ИСО 5288-82)]FR
cercle de pied
Section droite du cylindre de pied
[ ГОСТ 28500-90( ИСО 5288-82)]Тематики
EN
FR
Русско-французский словарь нормативно-технической терминологии > нижняя окружность
-
68 прилегающий профиль продольного сечения
прилегающий профиль продольного сечения
Две параллельные прямые, соприкасающиеся с реальным профилем осевого (продольного) сечения цилиндрической поверхности и расположенные вне материала детали так, чтобы наибольшее отклонение точек реального профиля от соответствующей стороны прилегающего профиля продольного сечения в пределах нормируемого участка имело минимальное значение.
1 - реальный профиль; 2 - прилегающий профиль продольного сечения
[ ГОСТ 24642-81]Тематики
EN
DE
FR
Русско-французский словарь нормативно-технической терминологии > прилегающий профиль продольного сечения
-
69 цилиндрическая антенная решетка
цилиндрическая антенная решетка
Поверхностная антенная решетка, излучающие элементы которой расположены на цилиндрической поверхности.
[ ГОСТ 23282-91]Тематики
EN
FR
Русско-французский словарь нормативно-технической терминологии > цилиндрическая антенная решетка
-
70 контакт-деталь
контакт-деталь
Одна из токопроводящих частей 1), образующих контакт.
МЭК 60050(441-15-06).
[ ГОСТ Р 50030. 1-2000 ( МЭК 60947-1-99)]
1) Должно быть проводящих
[Интент]
контакт-деталь
Деталь, соприкасающаяся с другой при образовании электрического контакта
[ ГОСТ 14312-79]EN
contact (piece)
one of the conductive parts forming a contact
[IEV number 441-15-06 ]FR
(pièce de) contact
une des pièces conductrices formant un contact
[IEV number 441-15-06 ]1. Коммутирующая электрическая контакт-деталь
[IEV number 444-04-06]EN
- Contact set - контактная группа
-
Ouput circuit - выходная цепь
contact circuit - цепь контакта
contact - контакт - Contact member - контактный элемент (контактная пружина)
- рабочая поверхность контакт-детали
-
Contact (piece) - контакт деталь
FR
- Jeu de contacts - контактная группа
-
Circuit de sortie - выходная цепь
circuit de contact - цепь контакта
contact - контакт - Element de contact - контактный элемент (контактная пружина)
- рабочая поверхность контакт-детали
-
Piece de contact - контакт-деталь
[Перевод Интент]
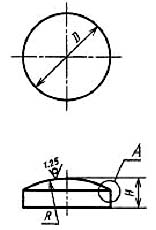
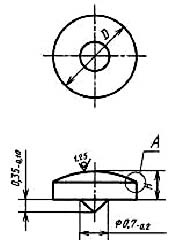
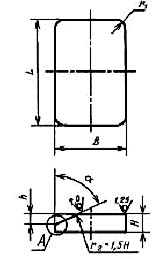
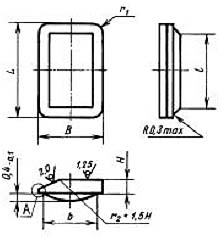
Типы коммутирующих электрических контакт-деталей (контактов) по ГОСТ 3884-77
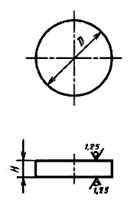
ПП - с плоской рабочей и нерабочей поверхностями
ПР - с плоской рабочей поверхностью и с рельефом для сварки (сферическим или цилиндрическим) со стороны нерабочей поверхности
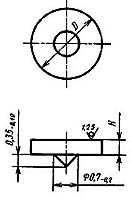
ПШ - с плоской рабочей поверхностью и с коническим шипом на нерабочей поверхности
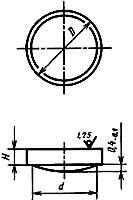
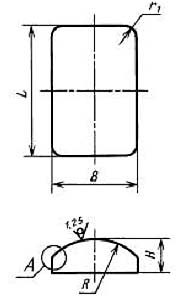
СС - со сферической рабочей и сферической нерабочей поверхностями
СП - со сферической рабочей поверхностью и плоской нерабочей поверхностью
СШ - со сферической рабочей поверхностью и коническим шипом на нерабочей поверхности
СР - со сферической рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ПуП - с усеченной плоской рабочей поверхностью и плоской нерабочей поверхностью
ПуШ - с усеченной плоской рабочей поверхностью и коническим шипом на нерабочей поверхности
ПуР - с усеченной плоской рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
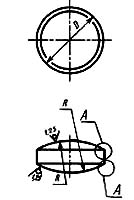
ЦП - с цилиндрической рабочей поверхностью и плоской нерабочей поверхностью
ЦШ - с цилиндрической рабочей поверхностью и коническим шипом на нерабочей поверхности
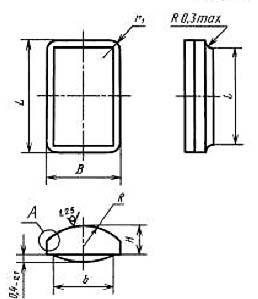
ЦР - с цилиндрической рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
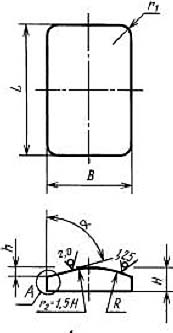
ЦуП - с усеченной цилиндрической рабочей поверхностью и плоской нерабочей поверхностью
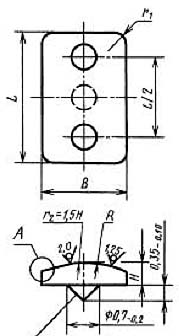
ЦуШ - с усеченной цилиндрической рабочей поверхностью и коническим шипом на нерабочей поверхности
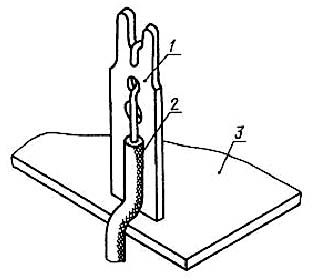
2. Контакт-деталь электрического соединителя

Рис. Tyco Electronics
Извлекаемые штампованные контакты электрического соединителя:
1 - Гнездовая контакт-деталь (гнездовой контакт)
2 - Штыревая контакт-деталь (штыревой контакт)3. Контакт-деталь, как часть разборного или неразборного контактного электрического соединения
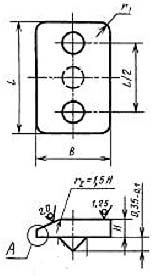
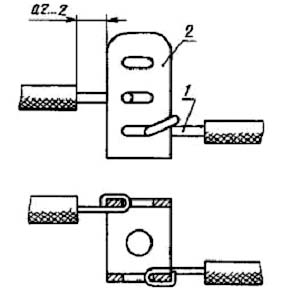
Требования к подготовке рабочих поверхностей контакт-деталей
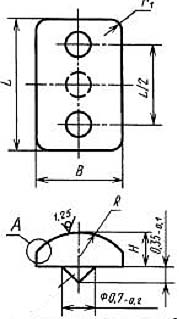
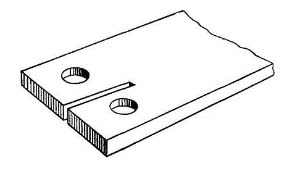
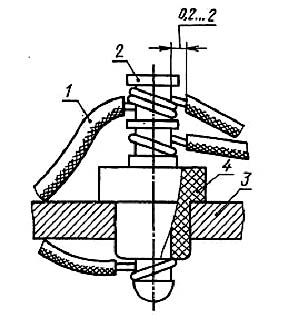
1. Контакт-детали, имеющие два и более отверстий под болты в поперечном ряду, рекомендуется выполнять с продольными разрезами, как показано на чертеже.
2. Рабочие поверхности контакт-деталей разборных контактных соединений и неразборных контактных соединений с линейной арматурой непосредственно перед сборкой должны быть подготовлены:
- медные без покрытия и алюмомедные - зачищены.
При зачистке алюмомедных проводов не должна быть повреждена медная оболочка;
- алюминиевые и из алюминиевых сплавов - зачищены и смазаны нейтральной смазкой (вазелин КВЗ по ГОСТ 15975-70, ЦИАТИМ-221 по ГОСТ 9433-80 или другими смазками с аналогичными свойствами).
Рекомендуемое время между зачисткой и смазкой не более 1 ч;
- рабочие поверхности, имеющие защитные металлические покрытия, - промыты органическим растворителем.
3. Рабочие поверхности медных контакт-деталей, соединяемых способом опрессовки, должны быть зачищены, если иное не указано в стандартах или технических условиях на конкретные виды электротехнических устройств.
Рабочие поверхности алюминиевых контакт-деталей должны быть зачищены и смазаны кварцевазелиновой пастой или другими смазками, пастами и компаундами с аналогичными свойствами.
4. Поверхности контакт-деталей, соединяемых сваркой или пайкой, должны быть предварительно зачищены, обезжирены или протравлены.
[ ГОСТ 10434-82]4. Контакт-деталь, устанавливаемая на печатной плате для присоединения проводов
Тематики
EN
DE
FR
Русско-немецкий словарь нормативно-технической терминологии > контакт-деталь
-
71 контакт-деталь
контакт-деталь
Одна из токопроводящих частей 1), образующих контакт.
МЭК 60050(441-15-06).
[ ГОСТ Р 50030. 1-2000 ( МЭК 60947-1-99)]
1) Должно быть проводящих
[Интент]
контакт-деталь
Деталь, соприкасающаяся с другой при образовании электрического контакта
[ ГОСТ 14312-79]EN
contact (piece)
one of the conductive parts forming a contact
[IEV number 441-15-06 ]FR
(pièce de) contact
une des pièces conductrices formant un contact
[IEV number 441-15-06 ]1. Коммутирующая электрическая контакт-деталь
[IEV number 444-04-06]EN
- Contact set - контактная группа
-
Ouput circuit - выходная цепь
contact circuit - цепь контакта
contact - контакт - Contact member - контактный элемент (контактная пружина)
- рабочая поверхность контакт-детали
-
Contact (piece) - контакт деталь
FR
- Jeu de contacts - контактная группа
-
Circuit de sortie - выходная цепь
circuit de contact - цепь контакта
contact - контакт - Element de contact - контактный элемент (контактная пружина)
- рабочая поверхность контакт-детали
-
Piece de contact - контакт-деталь
[Перевод Интент]
Типы коммутирующих электрических контакт-деталей (контактов) по ГОСТ 3884-77
ПП - с плоской рабочей и нерабочей поверхностями
ПР - с плоской рабочей поверхностью и с рельефом для сварки (сферическим или цилиндрическим) со стороны нерабочей поверхности
ПШ - с плоской рабочей поверхностью и с коническим шипом на нерабочей поверхности
СС - со сферической рабочей и сферической нерабочей поверхностями
СП - со сферической рабочей поверхностью и плоской нерабочей поверхностью
СШ - со сферической рабочей поверхностью и коническим шипом на нерабочей поверхности
СР - со сферической рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ПуП - с усеченной плоской рабочей поверхностью и плоской нерабочей поверхностью
ПуШ - с усеченной плоской рабочей поверхностью и коническим шипом на нерабочей поверхности
ПуР - с усеченной плоской рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ЦП - с цилиндрической рабочей поверхностью и плоской нерабочей поверхностью
ЦШ - с цилиндрической рабочей поверхностью и коническим шипом на нерабочей поверхности
ЦР - с цилиндрической рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ЦуП - с усеченной цилиндрической рабочей поверхностью и плоской нерабочей поверхностью
ЦуШ - с усеченной цилиндрической рабочей поверхностью и коническим шипом на нерабочей поверхности
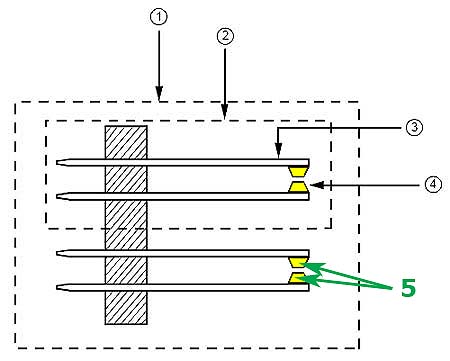
2. Контакт-деталь электрического соединителя
Рис. Tyco Electronics
Извлекаемые штампованные контакты электрического соединителя:
1 - Гнездовая контакт-деталь (гнездовой контакт)
2 - Штыревая контакт-деталь (штыревой контакт)3. Контакт-деталь, как часть разборного или неразборного контактного электрического соединения
Требования к подготовке рабочих поверхностей контакт-деталей
1. Контакт-детали, имеющие два и более отверстий под болты в поперечном ряду, рекомендуется выполнять с продольными разрезами, как показано на чертеже.
2. Рабочие поверхности контакт-деталей разборных контактных соединений и неразборных контактных соединений с линейной арматурой непосредственно перед сборкой должны быть подготовлены:
- медные без покрытия и алюмомедные - зачищены.
При зачистке алюмомедных проводов не должна быть повреждена медная оболочка;
- алюминиевые и из алюминиевых сплавов - зачищены и смазаны нейтральной смазкой (вазелин КВЗ по ГОСТ 15975-70, ЦИАТИМ-221 по ГОСТ 9433-80 или другими смазками с аналогичными свойствами).
Рекомендуемое время между зачисткой и смазкой не более 1 ч;
- рабочие поверхности, имеющие защитные металлические покрытия, - промыты органическим растворителем.
3. Рабочие поверхности медных контакт-деталей, соединяемых способом опрессовки, должны быть зачищены, если иное не указано в стандартах или технических условиях на конкретные виды электротехнических устройств.
Рабочие поверхности алюминиевых контакт-деталей должны быть зачищены и смазаны кварцевазелиновой пастой или другими смазками, пастами и компаундами с аналогичными свойствами.
4. Поверхности контакт-деталей, соединяемых сваркой или пайкой, должны быть предварительно зачищены, обезжирены или протравлены.
[ ГОСТ 10434-82]4. Контакт-деталь, устанавливаемая на печатной плате для присоединения проводов
Тематики
EN
DE
FR
3.3.6 контакт-деталь (contact piece): Одна из проводящих частей, образующих контакт. [МЭК 60050(441-15-06)]
Источник: ГОСТ Р 51731-2010: Контакторы электромеханические бытового и аналогичного назначения оригинал документа
Русско-английский словарь нормативно-технической терминологии > контакт-деталь
-
72 контакт-деталь
контакт-деталь
Одна из токопроводящих частей 1), образующих контакт.
МЭК 60050(441-15-06).
[ ГОСТ Р 50030. 1-2000 ( МЭК 60947-1-99)]
1) Должно быть проводящих
[Интент]
контакт-деталь
Деталь, соприкасающаяся с другой при образовании электрического контакта
[ ГОСТ 14312-79]EN
contact (piece)
one of the conductive parts forming a contact
[IEV number 441-15-06 ]FR
(pièce de) contact
une des pièces conductrices formant un contact
[IEV number 441-15-06 ]1. Коммутирующая электрическая контакт-деталь
[IEV number 444-04-06]EN
- Contact set - контактная группа
-
Ouput circuit - выходная цепь
contact circuit - цепь контакта
contact - контакт - Contact member - контактный элемент (контактная пружина)
- рабочая поверхность контакт-детали
-
Contact (piece) - контакт деталь
FR
- Jeu de contacts - контактная группа
-
Circuit de sortie - выходная цепь
circuit de contact - цепь контакта
contact - контакт - Element de contact - контактный элемент (контактная пружина)
- рабочая поверхность контакт-детали
-
Piece de contact - контакт-деталь
[Перевод Интент]
Типы коммутирующих электрических контакт-деталей (контактов) по ГОСТ 3884-77
ПП - с плоской рабочей и нерабочей поверхностями
ПР - с плоской рабочей поверхностью и с рельефом для сварки (сферическим или цилиндрическим) со стороны нерабочей поверхности
ПШ - с плоской рабочей поверхностью и с коническим шипом на нерабочей поверхности
СС - со сферической рабочей и сферической нерабочей поверхностями
СП - со сферической рабочей поверхностью и плоской нерабочей поверхностью
СШ - со сферической рабочей поверхностью и коническим шипом на нерабочей поверхности
СР - со сферической рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ПуП - с усеченной плоской рабочей поверхностью и плоской нерабочей поверхностью
ПуШ - с усеченной плоской рабочей поверхностью и коническим шипом на нерабочей поверхности
ПуР - с усеченной плоской рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ЦП - с цилиндрической рабочей поверхностью и плоской нерабочей поверхностью
ЦШ - с цилиндрической рабочей поверхностью и коническим шипом на нерабочей поверхности
ЦР - с цилиндрической рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ЦуП - с усеченной цилиндрической рабочей поверхностью и плоской нерабочей поверхностью
ЦуШ - с усеченной цилиндрической рабочей поверхностью и коническим шипом на нерабочей поверхности
2. Контакт-деталь электрического соединителя
Рис. Tyco Electronics
Извлекаемые штампованные контакты электрического соединителя:
1 - Гнездовая контакт-деталь (гнездовой контакт)
2 - Штыревая контакт-деталь (штыревой контакт)3. Контакт-деталь, как часть разборного или неразборного контактного электрического соединения
Требования к подготовке рабочих поверхностей контакт-деталей
1. Контакт-детали, имеющие два и более отверстий под болты в поперечном ряду, рекомендуется выполнять с продольными разрезами, как показано на чертеже.
2. Рабочие поверхности контакт-деталей разборных контактных соединений и неразборных контактных соединений с линейной арматурой непосредственно перед сборкой должны быть подготовлены:
- медные без покрытия и алюмомедные - зачищены.
При зачистке алюмомедных проводов не должна быть повреждена медная оболочка;
- алюминиевые и из алюминиевых сплавов - зачищены и смазаны нейтральной смазкой (вазелин КВЗ по ГОСТ 15975-70, ЦИАТИМ-221 по ГОСТ 9433-80 или другими смазками с аналогичными свойствами).
Рекомендуемое время между зачисткой и смазкой не более 1 ч;
- рабочие поверхности, имеющие защитные металлические покрытия, - промыты органическим растворителем.
3. Рабочие поверхности медных контакт-деталей, соединяемых способом опрессовки, должны быть зачищены, если иное не указано в стандартах или технических условиях на конкретные виды электротехнических устройств.
Рабочие поверхности алюминиевых контакт-деталей должны быть зачищены и смазаны кварцевазелиновой пастой или другими смазками, пастами и компаундами с аналогичными свойствами.
4. Поверхности контакт-деталей, соединяемых сваркой или пайкой, должны быть предварительно зачищены, обезжирены или протравлены.
[ ГОСТ 10434-82]4. Контакт-деталь, устанавливаемая на печатной плате для присоединения проводов
Тематики
EN
DE
FR
Русско-французский словарь нормативно-технической терминологии > контакт-деталь
-
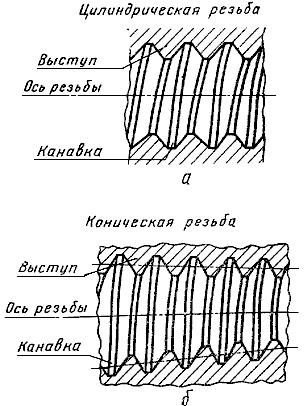
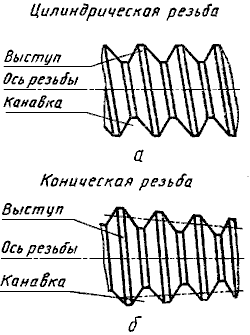
73 внутренняя резьба
внутренняя резьба
Резьба, образованная на внутренней прямой круговой цилиндрической или прямой круговой конической поверхности.
[ ГОСТ 11708-82( СТ СЭВ 2631-80)]Тематики
EN
DE
FR
D. Innengewinde
E. Internal thread
F. Filetage intérieur
Резьба, образованная на внутренней прямой круговой цилиндрической или прямой круговой конической поверхности (см. черт. 4)
Источник: ГОСТ 11708-82: Основные нормы взаимозаменяемости. Резьба. Термины и определения оригинал документа
Русско-немецкий словарь нормативно-технической терминологии > внутренняя резьба
-
74 наружная резьба
наружная резьба
Резьба, образованная на наружной прямой круговой цилиндрической или прямой круговой конической поверхности.
ГОСТ 11708-82( СТ СЭВ 2631-80)]Тематики
EN
DE
FR
D. Aussengewinde
E. External thread
F. Filetage extérieur
Резьба, образованная на наружной прямой круговой цилиндрической или прямой круговой конической поверхности (см. черт. 3)
Источник: ГОСТ 11708-82: Основные нормы взаимозаменяемости. Резьба. Термины и определения оригинал документа
Русско-немецкий словарь нормативно-технической терминологии > наружная резьба
-
75 внутренняя резьба
внутренняя резьба
Резьба, образованная на внутренней прямой круговой цилиндрической или прямой круговой конической поверхности.
[ ГОСТ 11708-82( СТ СЭВ 2631-80)]Тематики
EN
DE
FR
D. Innengewinde
E. Internal thread
F. Filetage intérieur
Резьба, образованная на внутренней прямой круговой цилиндрической или прямой круговой конической поверхности (см. черт. 4)
Источник: ГОСТ 11708-82: Основные нормы взаимозаменяемости. Резьба. Термины и определения оригинал документа
Русско-английский словарь нормативно-технической терминологии > внутренняя резьба
-
76 наружная резьба
наружная резьба
Резьба, образованная на наружной прямой круговой цилиндрической или прямой круговой конической поверхности.
ГОСТ 11708-82( СТ СЭВ 2631-80)]Тематики
EN
DE
FR
D. Aussengewinde
E. External thread
F. Filetage extérieur
Резьба, образованная на наружной прямой круговой цилиндрической или прямой круговой конической поверхности (см. черт. 3)
Источник: ГОСТ 11708-82: Основные нормы взаимозаменяемости. Резьба. Термины и определения оригинал документа
Русско-английский словарь нормативно-технической терминологии > наружная резьба
-
77 внутренняя резьба
внутренняя резьба
Резьба, образованная на внутренней прямой круговой цилиндрической или прямой круговой конической поверхности.
[ ГОСТ 11708-82( СТ СЭВ 2631-80)]Тематики
EN
DE
FR
D. Innengewinde
E. Internal thread
F. Filetage intérieur
Резьба, образованная на внутренней прямой круговой цилиндрической или прямой круговой конической поверхности (см. черт. 4)
Источник: ГОСТ 11708-82: Основные нормы взаимозаменяемости. Резьба. Термины и определения оригинал документа
Русско-французский словарь нормативно-технической терминологии > внутренняя резьба
-
78 наружная резьба
наружная резьба
Резьба, образованная на наружной прямой круговой цилиндрической или прямой круговой конической поверхности.
ГОСТ 11708-82( СТ СЭВ 2631-80)]Тематики
EN
DE
FR
D. Aussengewinde
E. External thread
F. Filetage extérieur
Резьба, образованная на наружной прямой круговой цилиндрической или прямой круговой конической поверхности (см. черт. 3)
Источник: ГОСТ 11708-82: Основные нормы взаимозаменяемости. Резьба. Термины и определения оригинал документа
Русско-французский словарь нормативно-технической терминологии > наружная резьба
-
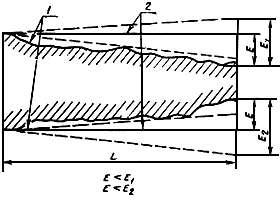
79 полное радиальное биение
полное радиальное биение
Разность ECTR наибольшего и наименьшего расстояний от всех точек реальной поверхности в пределах нормируемого участка до базовой оси.
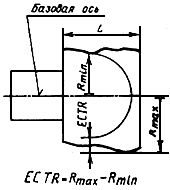
Полное радиальное биение является результатом совместного проявления отклонения от цилиндричности рассматриваемой поверхности и отклонения от ее соосности относительно базы.
Примечание
Термины применяются только к поверхностям с номинальной цилиндрической формой.
[ ГОСТ 24642-81]Тематики
Обобщающие термины
- полное радиальное биение и допуск полного радиального биения
- суммарные отклонения и допуски формы и расположения
EN
DE
FR
- battement total, radial
Русско-немецкий словарь нормативно-технической терминологии > полное радиальное биение
-
80 полное радиальное биение
полное радиальное биение
Разность ECTR наибольшего и наименьшего расстояний от всех точек реальной поверхности в пределах нормируемого участка до базовой оси.
Полное радиальное биение является результатом совместного проявления отклонения от цилиндричности рассматриваемой поверхности и отклонения от ее соосности относительно базы.
Примечание
Термины применяются только к поверхностям с номинальной цилиндрической формой.
[ ГОСТ 24642-81]Тематики
Обобщающие термины
- полное радиальное биение и допуск полного радиального биения
- суммарные отклонения и допуски формы и расположения
EN
DE
FR
- battement total, radial
Русско-английский словарь нормативно-технической терминологии > полное радиальное биение
См. также в других словарях:
непостоянство среднего диаметра наружной цилиндрической поверхности — ( ) Разность между наибольшим и наименьшим средними диаметрами единичных сечений наружной цилиндрической поверхности кольца . Примечание Частным случаем непостоянства среднего диаметра наружной цилиндрической поверхности является конусообразность … Справочник технического переводчика
отклонение среднего диаметра наружной цилиндрической поверхности в единичном сечении — ( ) Алгебраическая разность между средним диаметром наружной цилиндрической поверхности в единичном сечении и номинальным диаметром наружной цилиндрической поверхности . [ГОСТ 25256 82 (СТ СЭВ 1472 78)] Тематики подшипники Обобщающие термины… … Справочник технического переводчика
отклонение единичного диаметра наружной цилиндрической поверхности — ( ) Алгебраическая разность между единичным и номинальным диаметрами наружной цилиндрической поверхности . [ГОСТ 25256 82 (СТ СЭВ 1472 78)] Тематики подшипники Обобщающие термины отклонения размеров наружной цилиндрической поверхности наружного… … Справочник технического переводчика
отклонение среднего диаметра наружной цилиндрической поверхности — ( ) Алгебраическая разность между средним и номинальным диаметрами наружной цилиндрической поверхности . [ГОСТ 25256 82 (СТ СЭВ 1472 78)] Тематики подшипники Обобщающие термины отклонения размеров наружной цилиндрической поверхности наружного… … Справочник технического переводчика
Прямолинейность образующей цилиндрической поверхности клеенаносящих вальцов и дозирующих роликов — 3.3. Прямолинейность образующей цилиндрической поверхности клеенаносящих вальцов и дозирующих роликов Черт. 2 Черт. 3 Таблица 2 мм Длина вальца (ролика) Допуск вальца ролика До 1000 0,10 0,05 Св. 1000 »1800 … Словарь-справочник терминов нормативно-технической документации
единичный диаметр отверстия (наружной цилиндрической поверхности) — ( ) Расстояние между двумя произвольно расположенными в радиальной плоскости параллельными линиями, касательными к контуру единичного сечения отверстия (наружной цилиндрической поверхности). [ГОСТ 25256 82 (СТ СЭВ 1472 78)] Тематики подшипники … Справочник технического переводчика
непостоянство единичного диаметра наружной цилиндрической поверхности в единичном сечении — ( ) Разность между наибольшим и наименьшим единичными диаметрами наружной цилиндрической поверхности в единичном сечении. [ГОСТ 25256 82 (СТ СЭВ 1472 78)] Тематики подшипники Обобщающие термины отклонения формы деталей подшипника … Справочник технического переводчика
Шероховатость шлифованной цилиндрической поверхности образца-изделия — 3.7. Шероховатость шлифованной цилиндрической поверхности образца изделия Таблица 16 d, мм Н, мм Параметр шероховатости Raпо ГОСТ 2789, не более, для станков классов точности П В А 16 63 0,16 0,08 32 100 63 160; 320 125 250; 500 … Словарь-справочник терминов нормативно-технической документации
неперпендикулярность оси наружной цилиндрической поверхности кольца относительно базового торца — (SD) [ГОСТ 25256 82 (СТ СЭВ 1472 78)] Тематики подшипники Обобщающие термины суммарные отклонения формы и расположения поверхностей деталей подшипника качения … Справочник технического переводчика
Круглость наружной цилиндрической поверхности — 2.13. Круглость наружной цилиндрической поверхности 30 Источник: ГОСТ 26016 83: Станки фрезерные широкоуниверсальные инструментальные. Нормы точности … Словарь-справочник терминов нормативно-технической документации
Круглость обработанной на станке цилиндрической поверхности образца-изделия — 3.6. Круглость обработанной на станке цилиндрической поверхности образца изделия Таблица 14 d, мм Н, мм Допуск, мкм, для станков классов точности П В А 16 63 0,8 0,5 32 100 1,0 0,6 63 160 1,0 0,6 320 1,2 0,8 … Словарь-справочник терминов нормативно-технической документации