-
1 такое будет!
adjgener. ça va péter du feu -
2 подвесной потолок
потолок подвесной
Потолок, прикрепляемый к перекрытию на подвесках
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]
подвесной потолок
фальшпотолок
навесной потолок
Потолок, состоящий из съемных и взаимозаменяемых панелей, который создает область между декоративной поверхностью и структурой над ней.
(ISO/IEC 11801)
[ http://www.iks-media.ru/glossary/index.html?glossid=2400324]
Устройство подвесного потолка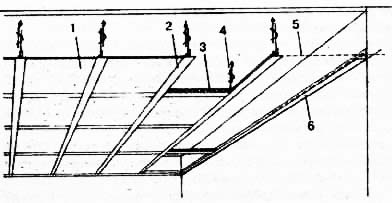
Устройство подвесных потолков: 1 — гипсоволоконные плиты; 2 — направляющие Т-профили; 3 — промежуточные Т-профили; 4 — подвески с регулируемыми пластинами; 5 — уровень чистого потолка; 6 — пристенный уголокМонтируя подвесной потолок, сначала производят сборку направляющих профилей. В комплект подвесного потолка входит два вида профилей ( пристенный уголок и Т-образный профиль), а также вертикальные подвески и регулировочные пружинные пластины.
Сначала потолок очищают от грязи, пыли и проводят разметку. С помощью гибкого уровня провешивают и отмечают линию горизонта чистого потолка. Отмечают на всех стенах по периметру потолка точки уровня, а затем соединяют все точки сплошной линией.
Далее проводят разбивку потолка. Так как стандартный размер гипсовых и гипсоволоконных плит 60x60 см, то разметку крепления направляющих профилей проводят на расстоянии 60 см друг от друга. Сначала на полу комнаты проводят черновую раскладку плит, чтобы определять количество плит, помещающихся по длине и ширине комнаты. Если количество плит оказывается целое, то разметку на потолке начинают, отступив от стены на расстояние 60 см. Если же количество плит — дробное, то для симметричного их размещения на потолке первые разметки от стен делают на расстоянии, равном половине остатка длины или ширины комнаты. Например: длина комнаты 500 см, делим на размер плитки 60 см и получаем 8 целых плиток (480 см) и 20 см остатка. Делим остаток пополам, полученные 10 см и есть расстояние, на которое необходимо отступить от стены (по длине комнаты) для разметки первого направляющего профиля. Отметив эту точку (вверху стен1>1 у потолка), отмечают такое же расстояние на противоположной стене. Между этими точками натягивают шнур и вдоль шнура на расстоянии 100 см друг от друга в поверхности потолка просверливают отверстия для креплений профиля. Отступив от первого ряда на 60 см, снова натягивают шнур и вдоль него просверливают отверстия под крепежные аксессуары. Таким образом, передвигая шнур на 60 см от предыдущего размеченного ряда, размечают и высверливают отверстия на всей поверхности потолка. Для крепления пристенных уголков также высверливают в намеченных местах над линией уровня чистого потолка.
Следующим шагом в устройстве потолка будет закрепление пристенного уголка. Длина уголка 360 см, он имеет два ребра, одно из которых содержит многочисленные отверстия для крепления, а второе ребро с наружной стороны покрыто (декорировано) эмалью или винилом. Уголок крепят к стене декорированной стороной вниз. Если длина стены больше длины уголка, то уголок наращивают путем стыковки с отрезком уголка необходимой длины. В углах комнаты профили сопрягают, обрезав декоративное ребро под углом 45°. Раскрой профилей производят ножовкой по металлу. Прикручивают уголок к стенам с помощью шурупов, строго следя за совпадением лицевой стороны уголка с линией уровня чистого потолка.
Далее необходимо подвесить направляющие Т-образные профили. В высверленные отверстия в потолке забивают пластмассовые или деревянные пробки и вкручивают в них крюкообразные дюбеля. Собирают вертикальные подвески, вставляя их по двое в пружинную (Н-образную) пластину, причем с одной стороны вставляют прут-подвеску с петлей, а с другой стороны — подвеску с крюком. Подвеску в сборе петлей набрасывают на крюк дюбеля. Сначала цепляют крайние в ряду подвески, на крюки подвесок цепляют Т-образный профиль лицевой стороной вниз и регулируют с помощью пружинной пластины, поднимая или опуская ее, уровень профиля совмещая с уровнем пристенных уголков — лицевые плоскости уголка и профиля должны совпадать. Если расстояние от стены до стены в направляющих радах больше длины профиля, то второй конец профиля регулируют по высоте с помощью гибкого уровня. Недостающий кусок профиля наращивают, соединив в торец имеющимися на концах профилей замками-защелками.
Отрегулировав уровень профиля на концах, на дюбеля в этом ряду цепляют остальные промежуточные подвески и на их крюки подвешивают весь направляющий профиль. При помощи гибкого уровня проверяют уровень профиля по всей длине, и провисшие места поднимают с помощью регулировки вертикальных подвесок. Таким же способом подвешивают остальные направляющие профили. После подвешивания всех рядов направляющих профилей и окончательной проверки уровня потолка можно приступать к самой облицовке потолка.
В комплект подвесного потолка входят, кроме направляющих, еще промежуточные вставки Т-образного профиля. Длина их 60 см, и предназначены они для поперечного прокладывания между облицовочными плитками в каждом ряду. Поэтому, приступая к облицовке, необходимо приготовить для двух пристенных рядов не только неполномерные плитки, но и в соответствии с шириной этих рядов нарезать прокладочные профили. Для раскроя профилей используют ножовку по металлу, а для нарезки плиток из гипсоволокна — острый нож. Если в длину ряда также не помещается целое количество плиток, то крайние плитки в рядах нарезают, рассчитав остаток в ряду и поделив пополам. Например: длина ряда 350 см делится на 60 см и остаток, равный 50 см, делится на два — 25 см, это ширина всех краевых плиток в каждом ряду.
Укладку плиток начинают с угла комнаты. Берут краевую плитку первого ряда (если краевые ряды и краевые плитки неполномерные, она должна быть по расчетам взятого для примера помещения 10x25 см) и укладывают в углу комнаты, опирая двумя сторонами на уголок и третьей стороной — на направляющий профиль. К четвертой стороне плитки приставляют промежуточный профиль, оперев на пристенный уголок и направляющий профиль.
Следующую плитку укладывают впритык к промежуточному профилю, оперев тремя сторонами на уголок, на промежуточный профиль и на направляющий. Таким образом заполняют весь ряд неполномерными плитками и прокладывают промежуточными неполномерными профилями.
Последняя плитка в ряду должна быть, как и первая, самая маленькая по размеру. Следующие ряды заполняются полномерными плитками и прокладочными профилями и только краевые плитки в рядах неполномерные. Первые плитки последующих рядов опираются одной стороной на пристенный уголок, двумя сторонами — на направляющие профили, а четвертой — на приставленный к плитке промежуточный профиль. Остальные плитки опираются противоположными сторонами на направляющие и промежуточные профили.
Последний ряд, как и первый, собирается из неполномерных плиток и укороченных по ширине ряда промежуточных профилей. Некоторую трудность составляет укладка последней плитки в последнем ряду. Потолочный массив в конце сборки имеет определенное напряжение, и плитки последнего ряда устанавливаются на место впритирку. Поэтому имеет смысл уменьшить их в размере на 2-3 мм по длине и ширине.
Для устройства в подвесном потолке системы электрического освещения используют осветительные щиты с вмонтированными в них приборами освещения. Размеры щитов 60x60 см. Устанавливаются они в подвесном потолке в намеченном месте вместо облицовочных плит таким же способом, как и сами плиты.
[ http://www.helpmaste.ru/artcl-ustrvo_podvesnuh_potolkov.html]
Пожалуй, самыми популярными сегодня считаются подвесные потолки. Они позволяют:
– скрыть коммуникации, смонтированные на потолке, оставив при этом доступ к электрической проводке, вентиляционному и тепловому оборудованию и пр.;
– встраивать разнообразные осветительные приборы;
– устанавливать системы пожаротушения и вентиляционные решетки;
– выравнивать разноуровневый потолок;
– создавать разноуровневый потолок при изначально плоском базовом потолке;
– улучшать акустику помещений.
В современном строительстве широко используются потолки из минераловатных или минераловолокнистых плит.
Плиточные подвесные потолки состоят из каркаса и плит из мягкого или твердого минерального волокна толщиной 1,5 см и размерами 600 х 600 или 610 х 610 мм. В каталоге фирмы «Armstrong» имеются также плиты 600 х 1200 и 625 х 1250 мм. Однако в наличии они бывают не всегда, и чаще всего их приходится заказывать.
Каркас представляет собой набор металлических реек, соединенных между собой в модульную решетку.
Конструкция подвесного потолка состоит из следующих компонентов:
– несущий каркас из металлических труб, уголков, швеллеров и пр.;
– заполнение (плиты, рейки, листы и пр.).
В качестве несомых элементов подвесного потолка или его заполнения используют гипсовые плиты или ДСП, плиты «Акмигран» и «Акминит», плиты из металлических листов, асбестоцементные листы и др. Для устройства акустических подвесных потолков применяют минераловатные плиты, перфорированные гипсовые и металлические плиты, двуслойные плиты с лицевым перфорированным слоем из минераловатной плиты и ДВП.
Подвесные потолки бывают двух видов:
– плиточные;
– реечные.
Плиточные, в свою очередь, подразделяются на влагостойкие и невлагостойкие. Первые чаще всего используются в ванных комнатах, туалетах и на кухнях. Невлагостойкие потолки в этих помещениях устраивать не рекомендуется, так как спустя какое-то время установленные плитки покоробятся и попросту выйдут из строя.
В этом отношении самыми удобными являются реечные потолки: дело в том, что подвесные реечные потолки изготовлены из алюминия, который не боится влаги.Плиточные подвесные потолки
На российском рынке имеется богатый выбор потолков данного типа. Они различаются не только по цене, но и по качеству и назначению, каждый подвесной потолок имеет свои особенности и отличия.
При покупке подвесного потолка особое внимание следует обратить на стыковку плит с каркасом. Дело в том, что продавцы довольно часто продают каркас одной фирмы-производителя, а плиты – другой. Смонтировать такой потолок очень трудно.
Если удастся это сделать, нет гарантии, что он прослужит долго: такой потолок очень быстро начнет деформироваться. Необходимо следить за тем, чтобы форма кромок плит соответствовала типу каркаса.
Самостоятельно смонтировать подвесной потолок можно только в помещениях небольшой площади. В другом случае, особенно если нет опыта подобной работы, лучше всего воспользоваться услугами профессиональных монтажников.
Подвесные каркасы делятся на 3 вида:
– видимый каркас;
– полускрытый каркас;
– скрытый каркас.
В России наибольшее распространение получили видимые и полускрытые каркасы, что обусловлено низкими ценами и простотой монтажа.
Сами подвесные потолки бывают плоскостные и криволинейные.
Последние удобно монтировать при составлении разноуровневых потолков.
В зависимости от материалов, из которых изготовлены потолочные системы, подвесные потолки делятся на следующие виды:
– потолки из минераловатных плит;
– потолки из минераловолокнистых плит;
– потолки из гипсовых плит;
– зеркальные потолки;
– металлические потолки;
– потолки с искусственным освещением.Общая характеристика потолков из минераловолокнистых плит
Минеральное волокно – экологически чистый материал, обеспечивающий отличную звукоизоляцию и тепло. Однако в помещениях с повышенной влажностью (например, кухнях и ванных комнатах) этот материал использовать не рекомендуется.
После покупки, в том случае, если потолок монтируется не сразу, плиты хранят в помещении с температурой 18–30 °C при относительной влажности 70 %. Однако плиты некоторых фирм-производителей можно устанавливать в помещениях с температурой до 40 °C и влажностью до 95 %.
Плиты чаще всего имеют белый цвет, но некоторые производители выпускают панели, окрашенные в различные цвета. Также плиты можно окрашивать латексными красками, однако при этом огнестойкость данного материала понижается.
Потолки из минераловолокнистых плит имеют различную структуру поверхности: гладкая обладает хорошим светоотражением в помещениях с непрямым освещением, фактурная обеспечивает хорошую звукоизоляцию благодаря незаметным микроотверстиям.Общая характеристика потолков из минераловатных плит
Минераловатные плиты представляют собой панели с высокими шумопоглощающими свойствами. Чаще всего эти плиты называют акустическими. Они обладают следующими свойствами:
– снижают общий уровень шума; коэффициент звукопоглощения варьируется от 75 до 90 %;
– отвечают российским стандартам пожарной безопасности;
– могут использоваться в помещениях с повышенной влажностью воздуха (до 95 %).
Существует около 1000 различных оттенков минераловатных плит. При правильной эксплуатации можно надолго сохранить первоначальный цвет таких потолков.Плиточные потолки из пенополистирола
Самым недорогим и практичным материалом для отделки потолка считается декоративная потолочная плитка из полистирола. С помощью обычных инструментов можно довольно быстро оклеить потолок. При работе с полистирольными плитами необходимо знать некоторые правила. Первое – выбор плиток при покупке. Полистирольные плитки подразделяются на 3 основные группы:
– прессованные (штампованные);
– инжекционные;
– экструдированные.
Прессованные плитки производятся из полос толщиной 6–7 мм, нарезанных из блоков пенополистирола строительного назначения.
Инжекционные получают в пресс-формах формовочно-литьевого автомата путем спекания пенополистирольного сырья. Толщина готовых плит 9–14 мм.
Экструдированные получают из экструдированной полистирольной полосы, окрашенной или покрытой пленкой способом прессования.
Второе правило – геометрически выверенные размеры плитки. Большие погрешности в плитке становятся заметными при отделке потолка.
Правильные размеры чаще всего имеет только инжекционная плитка благодаря технологии производства, в то время как прессованная и экструдированная плитка довольно часто характеризуются некоторыми неточностями в размерах.
Производители экструдированной и прессованной плитки продолжают совершенствовать геометрические размеры изделий и добиваются положительных результатов. Тем не менее при покупке обязательно следует проверять плитки.
Третье правило – просушивание пенополистирольных плиток до монтажа в сухом и теплом помещении в течение 3 дней в распакованном виде, иначе вследствие усадки на потолке между плитками могут появиться щели. В особенности это касается инжекционных плиток.
Четвертое правило – сажать плитки следует только на клей, который после сушки становится прозрачным.Инструменты и материалы для устройства подвесного потолка
Для монтажа подвесного потолка фирмы потребуются следующие инструменты:
– рулетка;
– ножницы по металлу;
– отбивной шнур;
– дрель;
– нож со сменными лезвиями для резки плиток;
– ножовка по металлу.
Инструменты для приклейки пенополистирольных плиток:
– гвозди 70–80 мм для монтажа деревянного каркаса под плиты;
– рулетка;
– отбивной шнур;
– молоток;
– нож со сменными лезвиями для резки плиток;
– ножовка по дереву;
– шпатель для нанесения клеевого состава на плитки.
Для наклеивания декоративных пенополистирольных плиток на любые впитывающие минеральные поверхности используют клей на основе ПВА с наполнителями. При высыхании такой клей имеет серо-белый или кремовый цвет. Поэтому в некоторых случаях необходимо брать другой клей – на основе ПВА, но без наполнителей: такой клей после сушки становится прозрачным. Предварительно деревянный каркас огрунтовывают водным раствором ПВА.
Пенополистирольные плитки отечественного производства «Акмигран» и «Акминит» в основном используют в жилых помещениях. Выпускаются такие плитки в виде квадратов размерами 300 х 300, 600 х 600 и 900 х 900 мм, толщиной 20 мм. Облегченная конструкция, правильная прямоугольная форма, ровная лицевая поверхность делают плитки «Акмигран» и «Акминит» очень удобными для облицовки потолков в домашних условиях.
Лицевая сторона плиток матовая, равномерно окрашенная, может быть гладкой, пористой и с различной фактурой (под пробку, джутовое плетение, рифленой, трещиноватой и т. д.).
Крепят данные плитки на черновой каркас. Для более удобного крепления на боковых гранях плиток имеются пазы и выступы.Облицовка потолка минеральными плитками «Акмигран» и «Акминит» и гипсовыми декоративными плитками
В облицовочных работах по отделке потолка различают два способа: устройство плиточных потолков каркасной конструкции и облицовка плитками потолков бескаркасной конструкции. Устройство плиточных потолков каркасной конструкции предполагает наличие горизонтальных направляющих с подвесками (выполняющими несущую функцию подвесного потолка), заделанными в перекрытия. Монтаж таких направляющих возможен лишь при возведении несущих конструкций здания. Поэтому самостоятельно в домашних условиях такой подвесной потолок устроить технически невозможно.
Произвести облицовку потолка бескаркасной конструкции сможет практически каждый. Облицовочные работы принято вести двумя способами: с устройством чернового каркаса и без него.Устройство плиточного потолка на черновом каркасе
Монтаж конструкции, как и в других случаях, подразделяется на несколько этапов:
– подготовка, разбивка и провешивание поверхности;
– подготовка материала;
– установка плиток.
Подготовка поверхности заключается лишь в ее очистке от пыли, это вызвано больше гигиеническими требованиями, а не технологическими. При подготовке плиток сортируют их по наличию пазов и выступов на боковых гранях, в прорези вставляют закладные крюки, соединенные крепежной скобкой (рис. 21).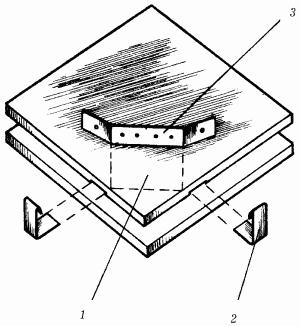
Рис. 21. Подготовка плиток для устройства потолка: 1 – облицовочная плитка; 2 – закладные крюки; 3 – крепежная скоба.Разбивку и провешивание поверхности начинают с определения чистого уровня потолка. Для этого гибким уровнем определяют и отмечают линии низа потолка (по ним будут установлены пристенные опорные уголки). Затем с помощью рулетки и угольника на полу помещения определяют продольную и поперечную оси и закрепляют их причальными шнурами; по одну сторону от оси раскладывают плитки, определяя таким образом количество плиток в ряду. Ряды, примыкающие к стенам, заполняют неполномерными плитками.
После этого приступают к сооружению и установке чернового каркаса: для этого в потолке по каждому предполагаемому ряду (с шагом в ряду 1 м) закрепляют стальные штыри так, как это показано на рисунке 22.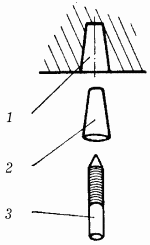
Рис. 22. Крепление чернового каркаса к потолку: 1 – отверстие в потолке; 2 – пластмассовая пробка; 3 – стальной штырь с резьбой.В потолке просверливают отверстия и забивают туда пластмассовые пробки от дюбелей или деревянные шпонки, в которые ввинчивают стальные штыри.
На стальных штырях закрепляют стальной пруток, выполняющий роль горизонтальной направляющей для крепления облицовочных плиток. По периметру стен по линиям низа потолка устанавливают опорные уголки. Черновой каркас для облицовки плитками потолка бескаркасной конструкции готов.
Следующий этап – непосредственно облицовка. Закрепив за опорные уголки на противоположных стенах причальный шнур для первого ряда (фиксирующий нижнюю плоскость потолка), от угла помещения начинают установку плит (рис. 23).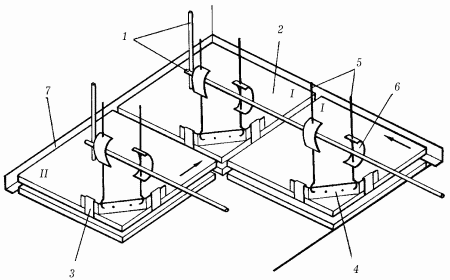
Рис. 23 Устройство плиточного потолка с использованием чернового каркаса: 1 – элементы чернового каркаса; 2 – облицовочные плитки; 3 – закладные крюки; 4 – крепежная скоба; 5 – вертикальная подвеска; 6 – согнутая (пружинная) пластина; 7 – пристенный опорный уголок.Первую плитку опирают двумя сторонами на уголки, а угол с установленными крепежными скобами с помощью вертикальной подвески и согнутой (пружинной) пластины крепят к горизонтальной направляющей чернового каркаса. Следующую плитку одной стороной опирают на пристенный опорный уголок, а выступ на ребре другой стороны совмещают с пазом уже установленной плитки. Свободный угол закрепляют (как и в первом случае) на горизонтальной направляющей чернового каркаса. И так далее до окончания ряда.
По ходу работы нужно следить за горизонтальностью плоскости подвесного потолка (для этого и нужен причальный шнур). Положение плиток, имеющих отклонение от горизонтали, регулируют смещением пружинной пластины по вертикальной подвеске.
Установка средних (не пристенных) плиток 2-го и последующих рядов отличается от установки плиток 1-го ряда тем, что 2 их стороны будут опираться не на пристенные уголки, а на пазы на ребрах ранее уложенных плиток.
По окончании облицовочных работ пристенные опорные уголки можно будет закрыть деревянным потолочным плинтусом.Устройство плиточного потолка без чернового каркаса
Подготовка поверхности потолка к укладке плиток и подготовка материала в данном случае полностью аналогичны предварительным работам при устройстве подвесного потолка с использованием чернового каркаса. Непосредственно облицовочные работы отличаются от способа облицовки с применением чернового каркаса весьма значительно.
Для начала по периметру помещения на стенах на уровне чистого потолка закрепляют опорные уголки. В потолке с шагом, равным длине плиток, просверливают отверстия, в которые забивают пластмассовые пробки от дюбелей либо деревянные шпонки. Затем с помощью дюбелей или шурупов ввинчивают в эти пробки или шпонки подвески для установки облицовочных плиток.
Работу начинают от угла помещения. Первую облицовочную плитку устанавливают следующим образом: 2 сторонами опирают на пристенные уголки, а свободный угол плитки надевают крепежной скобой на подвеску. Вторую плитку устанавливают одной стороной на опорный уголок, выступ другой стороны вставляют в паз уже установленной плитки, а свободный угол закрепляют на подвеску аналогично 1-й плитке. Дальнейшую облицовку производят по уже отработанной технологии (рис. 24).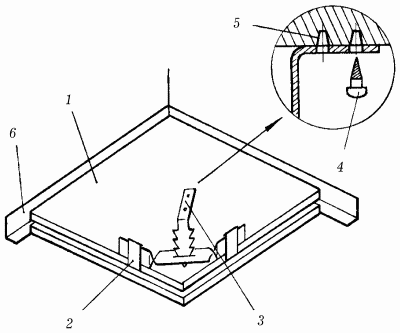
Рис. 24. Устройство плиточного потолка без применения чернового каркаса: 1 – облицовочные плитки; 2 – закладные крюки с крепежной скобой; 3 – подвеска; 4 – шуруп либо дюбель; 5 – пластмассовая пробка или деревянная шпонка; 6 – опорные уголки.Уход за плиточными потолками
Поскольку гипсовые материалы в достаточной степени обладают гигроскопичностью, то их не рекомендуется мыть. Пыль с таких поверхностей удаляют мягкой влажной ветошью, укрепленной на щетке с жесткой щетиной или на венике.
Облицовку в местах отслоения плиток ремонтируют, а треснувшие и сильно загрязненные плитки заменяют новыми (для этого следует оставлять запас материалов). В том случае, если при облицовке потолка были использованы минеральные плитки «Акмигран» и «Акминит», то уход за ними не допускает никакого контакта с водой, приемлема только сухая уборка с помощью пылесоса.Устройство реечных потолков
Реечный подвесной потолок (рис. 25) состоит из алюминиевых реек, загнутых по бокам. В основном в продаже бывают рейки длиной 3 и 4 м. В некоторых фирмах имеются специальные режущие станки, с помощью которых можно отрезать рейку любой длины. Ширина реек – 9, 10, 15, 20 см. Следует сказать, что чаще всего приобретают 10-сантиметровые рейки.
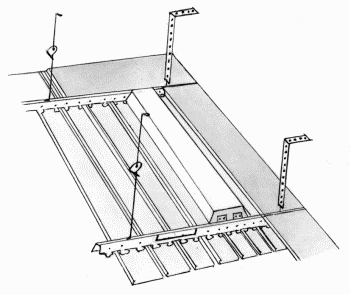
Рис. 25. Устройство реечного подвесного потолка.Другим важным параметром реек для подвесного потолка является их толщина. Чем толще рейка, тем надежнее будет потолок. Самая подходящая толщина для реек – 0,5 мм: этого будет достаточно для того, чтобы потолок не деформировался. Если рейки более тонкие, потолок может погнуться и на нем будут заметны вмятины.
Рейки для подвесных потолков бывают 3 типов:
– открытые;
– закрытые;
– со вставками.
Закрытые рейки (рис. 26) крепят встык, заводя друг за друга, в то время как между открытыми рейками остается небольшой зазор, который, однако, не заметен, если потолок высокий – около 5 м.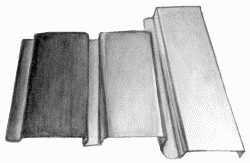
Рис. 26. Типы закрытых реек для подвесного потолка.Рейки со вставками (рис. 27) немного напоминают открытые, только расстояние между ними прикрывают узкие алюминиевые полоски.

Рис. 27. Рейки со вставками: а – изнаночная сторона; б – лицевая сторона.Рейки бывают самых разнообразных цветов, однако до сих пор самым популярным цветом остается белый.
При покупке потолка обращают внимание на то, чтобы рейки были упакованы в полиэтиленовую пленку, защищающую материал от царапин и повреждений во время транспортировки. Качественный товар продается именно так. Если потолок не упакован, имеет смысл отказаться от покупки. Все уважающие себя фирмы выпускают потолки на продажу только в полиэтиленовой упаковке.
Реечные потолки бывают открытыми и закрытыми. Основная особенность реечного потолка открытого типа состоит в наличии открытого пространства между декоративными панелями. Такие потолки, как правило, применяют в помещениях с высокими потолками. В обычных жилых помещениях такие потолки устанавливают очень редко, в основном из-за желания создать особое освещение: светильники на потолке должны быть развернуты таким образом, чтобы световой поток не попадал в межпотолочное пространство.
Существует 2 модификации реечных потолков открытого типа (рис. 28): 84 О и 84 О". В основном обе модели отличаются друг от друга шириной зазора между панелями: 6–16 см. Для моделирования таких элементов интерьера, как арки и переходы между разноуровневыми потолками в реечном потолке открытого типа используется стрингер AR.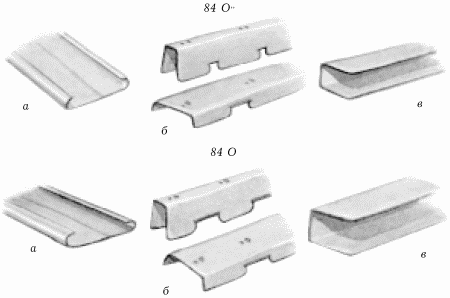
Рис. 28. Модели потолков открытого типа: а – потолочная панель; б – стрингер; в – закрывающий профиль.Основное отличие потолка закрытого типа от открытого заключается в отсутствии открытого пространства между декоративными панелями. Потолок закрытого типа полностью скрывает внешние коммуникации – противопожарные, электрическую проводку. Реечные закрытые потолки выпускаются следующих типов (рис. 29): 84R, 15 °C и 84R (V).
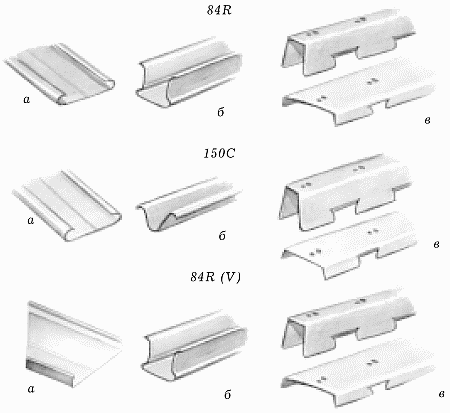
Рис. 29. Модели потолков закрытого типа: а – потолочная панель; б – стрингер; в – закрывающий профиль.
К модели 84R относится профиль шириной 84 мм, с промежуточным профилем п-образной формы, шириной 16 мм.
К модели потолка 84R (V) относят широкий профиль шириной 84 мм, промежуточный профиль v-образной формы, шириной 16 мм. Указанные выше типы подвесных реечных потолков различаются по дизайну, но совмещаются с помощью стрингера R (подвесной системы), одинакового для всех типов. Для моделирования арок, волн и переходов между различными по высоте уровнями в реечном потолке закрытого типа применяется радиусный стрингер AR. Комплект подвесного потолка закрытого типа 150C включает в себя профили шириной 150 мм, крепление которых на стрингер производится стык в стык.Монтаж подвесных реечных потолков
В комплект подвесного потолка входят:
– собственно рейки;
– шина (каркас);
– плинтус.
Также к комплекту прилагается и инструкция по монтажу.
Кроме реек, важной составной частью конструкции является шина, представляющая собой стальную или алюминиевую планку с зубчиками, за которые цепляют рейки. Для каждого типа реек требуется особая шина, чтобы на готовом покрытии не было перекосов, щелей и изгибов. Кроме того, рейки одной фирмы нельзя крепить на шину другой.
Шину с прикрепленными к ней рейками цепляют за подвес, который можно регулировать по высоте. Это очень важная деталь всей конструкции: потолок получил свое название потому, что висит на подвесе. Следует помнить о том, что подвесные реечные потолки занимают достаточно много места (5–11 см высоты), и применение их в квартире с низкими потолками нецелесообразно.
Плинтус – это декоративная деталь, закрывающая стык между стеной и потолком.
Установку реечного подвесного потолка можно осуществить самостоятельно. Особых умений не потребуется. Главное – действовать очень осторожно, придерживаясь инструкции.
В том случае, если требуется объединить потолком два помещения, находящихся на разных уровнях, приобретают изогнутый подвесной реечный потолок (рис. 30).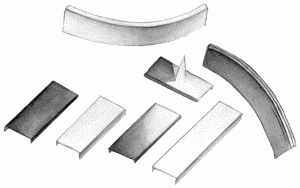
Рис. 30. Рейки для изогнутого подвесного потолка.Весь ассортимент реечных потолков условно можно разделить на 5 групп:
– металлик;
– матовый;
– глянцевый;
– зеркальный;
– фактурный.
Цветовая гамма реечных потолков представлена 27 оттенками, причем для каждого вида поверхности есть определенное количество оттенков. Так, например, для матового – 9, для глянцевого – 2, для металлика – 10, для зеркального – 4, для фактурного – 2.
Существуют следующие варианты сборки реечных потолков (рис. 31):
– геометрический узор;
– разноуровневый потолок;
– зеркальный;
– комбинированный (совмещение реечного потолка с другими видами отделки, например, гипсокартоном);
– зональное разделение комнат;
– оформление арок;
– моделирование волн.
[ http://stroy-zametki.narod.ru/2_31.html#1]Тематики
EN
DE
FR
Русско-французский словарь нормативно-технической терминологии > подвесной потолок
-
3 портфель
портфель
Кожгалантерейное изделие для переноски деловых бумаг, школьно-письменных принадлежностей, книг, личных предметов.
[ ГОСТ 28455-90]
портфель
Комбинация активов, составляющих богатство (лучше – достояние) экономического субъекта. Чаще всего под этим термином понимается набор ценных бумаг, находящихся в собственности юридического лица или физического лица). Экономический субъект всегда стремится найти такое сочетание, пропорциональное соотношение разных составляющих портфеля (это могут быть материальные активы, ценные бумаги, денежная наличность и т.д.), при котором общая доходность будет наиболее высокой. То есть он делает выбор, стремясь к наиболее эффективному использованию своего богатства, оптимальный выбор. Следует учесть существенное обстоятельство: выбор состава портфеля может быть различен в зависимости от того, что хотел бы получить владелец: прирост доходов или увеличение капитала, поскольку в этом отношении между ценными бумагами существуют заметные различия. При включении нового актива в портфель инвестор должен думать не о вариации данного актива (т.е. его собственной рискованности), а о его ковариации (взаимозависимости) с рынком — только этот риск будет вознагражден. Для этого существует отработанный математический аппарат. В частности, взаимосвязь ожидаемой доходности индивидуальной ценной бумаги с ковариацией доходности данного актива с рынком в целом описывается уравнением рынка ценных бумаг (SML-Securities Market Line) Практически важный вывод: если на реальном рынке сложились условия, когда его поведение в течение длительного времени определяют участники, располагающие почти одинаковой информацией в одинаковом объеме и принимающие наилучшие возможные решения о формировании своего портфеля рисковых ценных бумаг, то на таком рынке распределение рисковых ценных бумаг будет иметь свойства, близкие к свойствам оптимального портфеля. То есть, при формировании оптимального портфеля рисковых ценных бумаг надо довериться рынку и выбрать портфель с той же структурой, что и структура рынка. • Некоторые виды портфелей: Портфель дохода (income portfolio) — инвестиционный портфель, сформированный по критерию максимизации текущего дохода независимо от темпов роста капитала в отдаленной перспективе и уровня портфельного риска. Портфель роста (growth portfolio) — инвестиционный портфель, сформированный по критерию максимизации прироста капитала в долгосрочном периоде вне зависимости от уровня его доходности в текущем периоде. Портфель финансовых инвестиций (financial investment portfolio) — инвестиционный портфель, сформированный предприятием в соответствии с целями инвестиционной деятельности предприятия на финансовом рынке. Основу П.ф.и. составляют обычно различные инструменты фондового рынка. Портфель ценных бумаг (portfolio of securities) — инвестиционный портфель, сформированный как совокупность рыночных ценных бумаг, находящихся во владении физического или юридического лица. Считается «агрессивным», если есть предположение, что стоимость его будет быстро расти, и «защищенным», если состав ценных бумаг обеспечивает безопасность и устойчивость доходов
[ http://slovar-lopatnikov.ru/]Тематики
EN
DE
FR
Русско-французский словарь нормативно-технической терминологии > портфель
-
4 оптимизация
оптимизация
Процесс отыскания варианта, соответствующего критерию оптимальности
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]
оптимизация
1. Процесс нахождения экстремума функции, т.е. выбор наилучшего варианта из множества возможных, процесс выработки оптимальных решений; 2. Процесс приведения системы в наилучшее (оптимальное) состояние. Иначе говоря, первое определение трактует термин «О.» как факт выработки и принятия оптимального решения (в широком смысле этих слов); мы выясняем, какое состояние изучаемой системы будет наилучшим с точки зрения предъявляемых к ней требований (критерия оптимальности) и рассматриваем такое состояние как цель. В этом смысле применяется также термин «субоптимизация» в случаях, когда отыскивается оптимум по какому-либо одному критерию из нескольких в векторной задаче оптимизации (см. Оптимальность по Парето, Векторная оптимизация). Второе определение имеет в виду процесс выполнения этого решения: т.е. перевод системы от существующего к искомому оптимальному состоянию. В зависимости от вида используемых критериев оптимальности (целевых функций или функционалов) и ограничений модели (множества допустимых решений) различают скалярную О., векторную О., мно¬гокритериальную О., стохастическую О (см. Стохастическое программирование), гладкую и негладкую (см. Гладкая функция), дискретную и непрерывную (см. Дискретность, Непрерывность), выпуклую и вогнутую (см. Выпуклость, вогнутость) и др. Численные методы О., т.е. методы построения алгоритмов нахождения оп¬тимальных значений целевых функций и соответствующих точек области допустимых значений — развитой отдел современной вычислительной математики. См. Оптимальная задача.
[ http://slovar-lopatnikov.ru/]Параллельные тексты EN-RU из ABB Review. Перевод компании Интент
The quest for the optimumВопрос оптимизацииThroughout the history of industry, there has been one factor that has spurred on progress more than any other. That factor is productivity. From the invention of the first pump to advanced computer-based optimization methods, the key to the success of new ideas was that they permitted more to be achieved with less. This meant that consumers could, over time and measured in real terms, afford to buy more with less money. Luxuries restricted to a tiny minority not much more than a generation ago are now available to almost everybody in developed countries, with many developing countries rapidly catching up.На протяжении всей истории промышленности существует один фактор, подстегивающий ее развитие сильнее всего. Он называется «производительность». Начиная с изобретения первого насоса и заканчивая передовыми методами компьютерной оптимизации, успех новых идей зависел от того, позволяют ли они добиться большего результата меньшими усилиями. На языке потребителей это значит, что они всегда хотят купить больше, а заплатить меньше. Меньше чем поколение назад, многие предметы считались роскошью и были доступны лишь немногим. Сейчас в развитых странах, число которых быстро увеличивается, подобное может позволить себе почти каждый.With industry and consumers expecting the trend towards higher productivity to continue, engineering companies are faced with the challenge of identifying and realizing further optimization potential. The solution often lies in taking a step back and looking at the bigger picture. Rather than optimizing every step individually, many modern optimization techniques look at a process as a whole, and sometimes even beyond it. They can, for example, take into account factors such as the volatility of fuel quality and price, the performance of maintenance and service practices or even improved data tracking and handling. All this would not be possible without the advanced processing capability of modern computer and control systems, able to handle numerous variables over large domains, and so solve optimization problems that would otherwise remain intractable.На фоне общей заинтересованности в дальнейшем росте производительности, машиностроительные и проектировочные компании сталкиваются с необходимостью определения и реализации возможностей по оптимизации своей деятельности. Для того чтобы найти решение, часто нужно сделать шаг назад, поскольку большое видится на расстоянии. И поэтому вместо того, чтобы оптимизировать каждый этап производства по отдельности, многие современные решения охватывают процесс целиком, а иногда и выходят за его пределы. Например, они могут учитывать такие факторы, как изменение качества и цены топлива, результативность ремонта и обслуживания, и даже возможности по сбору и обработке данных. Все это невозможно без использования мощных современных компьютеров и систем управления, способных оперировать множеством переменных, связанных с крупномасштабными объектами, и решать проблемы оптимизации, которые другим способом решить нереально.Whether through a stunning example of how to improve the rolling of metal, or in a more general overview of progress in optimization algorithms, this edition of ABB Review brings you closer to the challenges and successes of real world computer-based optimization tasks. But it is not in optimization and solving alone that information technology is making a difference: Who would have thought 10 years ago, that a technician would today be able to diagnose equipment and advise on maintenance without even visiting the factory? ABB’s Remote Service makes this possible. In another article, ABB Review shows how the company is reducing paperwork while at the same time leveraging quality control through the computer-based tracking of production. And if you believed that so-called “Internet communities” were just about fun, you will be surprised to read how a spin-off of this idea is already leveraging production efficiency in real terms. Devices are able to form “social networks” and so facilitate maintenance.Рассказывая об ошеломляющем примере того, как был усовершенствован процесс прокатки металла, или давая общий обзор развития алгоритмов оптимизации, этот выпуск АББ Ревю знакомит вас с практическими задачами и достигнутыми успехами оптимизации на основе компьютерных технологий. Но информационные технологии способны не только оптимизировать процесс производства. Кто бы мог представить 10 лет назад, что сервисный специалист может диагностировать производственное оборудование и давать рекомендации по его обслуживанию, не выходя из офиса? Это стало возможно с пакетом Remote Service от АББ. В другой статье этого номера АББ Ревю рассказывается о том, как компания смогла уменьшить бумажный документооборот и одновременно повысить качество управления с помощью компьютерного контроля производства. Если вы считаете, что так называемые «интернет-сообщества» служат только для развлечения,то очень удивитесь, узнав, что на основе этой идеи можно реально повысить производительность. Формирование «социальной сети» из автоматов значительно облегчает их обслуживание.This edition of ABB Review also features several stories of service and consulting successes, demonstrating how ABB’s expertise has helped customers achieve higher levels of productivity. In a more fundamental look at the question of what reliability is really about, a thought-provoking analysis sets out to find the definition of that term that makes the greatest difference to overall production.В этом номере АББ Ревю есть несколько статей, рассказывающих об успешных решениях по организации дистанционного сервиса и консультирования. Из них видно, как опыт АББ помогает нашим заказчикам повысить производительность своих предприятий. Углубленные размышления о самой природе термина «надежность» приводят к парадоксальным выводам, способным в корне изменить представления об оптимизации производства.Robots have often been called “the extended arm of man.” They are continuously advancing productivity by meeting ever-tightening demands on precision and efficiency. This edition of ABB Review dedicates two articles to robots.Робот – это могучее «продолжение» человеческой руки. Применение роботов способствует постоянному повышению производительности, поскольку они отвечают самым строгим требованиям точности и эффективности. Две статьи в этом номере АББ Ревю посвящены роботам.Further technological breakthroughs discussed in this issue look at how ABB is keeping water clean or enabling gas to be shipped more efficiently.Говоря о других технологических достижениях, обсуждаемых на страницах журнала, следует упомянуть о том, как компания АББ обеспечивает чистоту воды, а также более эффективную перевозку сжиженного газа морским транспортом.The publication of this edition of ABB Review is timed to coincide with ABB Automation and Power World 2009, one of the company’s greatest customer events. Readers visiting this event will doubtlessly recognize many technologies and products that have been covered in this and recent editions of the journal. Among the new products ABB is launching at the event is a caliper permitting the flatness of paper to be measured optically. We are proud to carry a report on this product on the very day of its launch.Публикация этого номера АББ Ревю совпала по времени с крупнейшей конференцией для наших заказчиков «ABB Automation and Power World 2009». Читатели, посетившие ее, смогли воочию увидеть многие технологии и изделия, описанные в этом и предыдущих выпусках журнала. Среди новинок, представленных АББ на этой конференции, был датчик, позволяющий измерять толщину бумаги оптическим способом. Мы рады сообщить, что сегодня он готов к выпуску.Тематики
EN
DE
FR
Русско-французский словарь нормативно-технической терминологии > оптимизация
5 поперечная дифференциальная защита
поперечная дифференциальная защита
Защита, применяемая для цепей, соединенных параллельно, срабатывание которой зависит от несбалансированного распределения токов между ними.
[Разработка типовых структурных схем микропроцессорных устройств РЗА на объектах ОАО "ФКС ЕЭС". Пояснительная записка. Новосибирск 2006 г.]EN
transverse differential protection
protection applied to parallel connected circuits and in which operation depends on unbalanced distribution of currents between them.
[IEV ref 448-14-17]FR
protection différentielle transversale
protection pour circuits en parallèle, dont le fonctionnement dépend du déséquilibre des courants entre ces circuits
[IEV ref 448-14-17]
Поперечная дифференциальная токовая направленная защита линийЗащита применяется на параллельных линиях, имеющих одинаковое сопротивление и включенных на одну рабочую систему шин или на разные системы шин при включенном шиносоединительном выключателе. Для ее выполнения вторичные обмотки трансформаторов тока ТА защищаемых линий соединяются между собой разноименными зажимами (рис. 7.21). Параллельно вторичным обмоткам трансформаторов тока включаются токовый орган ТО и токовые обмотки органа направления мощности OHM.
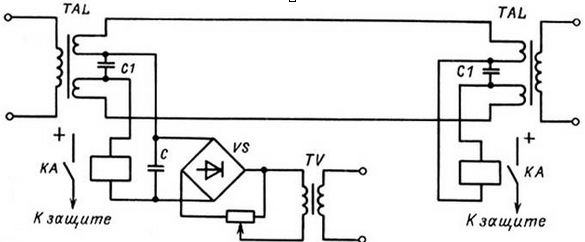
Рис. 7.20. Упрощенная схема контроля исправности соединительных проводов дифференциальной токовой защиты линииТоковый орган в схеме выполняет функцию пускового органа ПО, а орган направления мощности OHM служит для определения поврежденной линии. В зависимости от того, какая линия повреждена, OHM замыкает левый или правый контакт и подает импульс на отключение выключателя Q1 или Q2 соответственно.
Напряжение к OHM подводится от трансформаторов напряжения той системы шин, на которую включены параллельные линии.
Для двухстороннего отключения поврежденной линии с обеих сторон защищаемых цепей устанавливаются одинаковые комплекты защит.
Рассмотрим работу защиты, предположив для простоты, что параллельные линии имеют одностороннее питание.
При нормальном режиме работы и внешнем КЗ (точка К1 на рис. 7.22, а) вторичные токи I 1 и I 2 равны по значению и совпадают по фазе. Благодаря указанному выше соединению вторичных обмоток трансформаторов тока токи в обмотке ТО I p на подстанциях 1 и 2 близки к нулю и защиты не приходят в действие.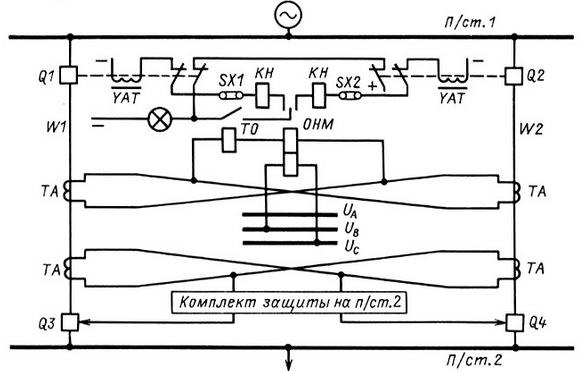
Рис. 7.21. Принципиальная схема поперечной токовой направленной защиты двух параллельных линийПри КЗ на одной из защищаемых линий (например, на линии в точке К2 на рис. 7.22, б) токи I 1 и I 2 не равны (I 1>I 2). На подстанции 1 ток в ТО I р=I 1-I 2>0, а на подстанции 2 I р=2I 2. Если I р>I сз, пусковые органы защит сработают и подведут оперативный ток к органам направления мощности, которые выявят поврежденную цепь и замкнут контакты на ее отключение.
При повреждении на линии вблизи шин подстанции (например, в точке КЗ на рис. 7.22, в) токи КЗ в параллельных линиях со стороны питания близки по значению и совпадают по фазе. В этом случае разница вторичных токов незначительна и может оказаться, что на подстанции 1 ток в ТО I р<I сз и защита не придет в действие. Однако имеются все условия для срабатывания защиты на подстанции 2, где I р=2I 1. После отключения выключателя поврежденной цепи на подстанции 2 ток в защите на подстанции 1 резко возрастет, и защита подействует на отключение выключателя линии W2. Такое поочередное действие защит называют каскадным, а зона, в которой I р<I сз, - зоной каскадного действия.
В случае двухстороннего питания параллельных линий защиты будут действовать аналогичным образом, отключая только повредившуюся цепь.
К недостаткам следует отнести наличие у защиты так называемой "мертвой" зоны по напряжению, когда при КЗ на линии у шин подстанции напряжение, подводимое к органу направления мощности, близко к нулю и защита отказывает в действии. Протяженность мертвой зоны невелика, и отказы защит в действии по этой причине крайне редки.
В эксплуатации отмечены случаи излишнего срабатывания защиты. При обрыве провода с односторонним КЗ на землю (рис. 7.23) защита излишне отключала выключатель Q2 исправной линии, поскольку мощность КЗ в ней была направлена от шин, а в поврежденной линии ток отсутствовал.
Отметим характерные особенности защиты. На рис. 7.21 оперативный ток к защите подводится через два вспомогательных последовательно включенных контакта выключателей Q1 и Q2. Эти вспомогательные контакты при отключении любого выключателя (Q1 или Q2) автоматически разрывают цепь оперативного тока и выводят защиту из работы для предотвращения неправильного ее действия в следующих случаях:
- при КЗ на линии, например W1, и отключении выключателя Q1 раньше Q3 (в промежуток времени между отключения ми обоих выключателей линии W1 на подстанции 1 создадутся условия для отключения неповрежденной линии W2);
- в нормальном режиме работы при плановом отключении выключателей одной из линий защита превратится в максимальную токовую направленную защиту мгновенного действия и может неправильно отключить выключатель другой линии при внешнем КЗ.
Подчеркнем в связи со сказанным, что перед плановым отключением одной из параллельных линий (например, со стороны подстанции 2) предварительно следует отключить защиту накладками SX1 и SX2 на подстанции 1, так как при включенном положении выключателей на подстанции 1 защита на этой подстанции автоматически из работы не выводится и при внешнем КЗ отключит выключатель линии, находящейся под нагрузкой.
Когда одна из параллельных линий находится под нагрузкой, а другая опробуется напряжением (или включена под напряжение), накладки на защите должны находиться в положении "Отключение" - на линии, опробуемой напряжением, "Сигнал" - на линии, находящейся под нагрузкой. При таком положении накладок защита подействует на отключение опробуемой напряжением линии, если в момент подачи напряжения на ней возникнет КЗ.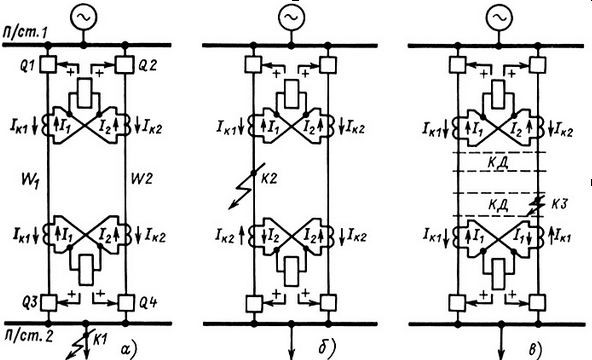
Рис. 7.22. Распределение тока в схемах поперечных токовых направленных защит при КЗ:
а - во внешней сети; б - в зоне действия защиты; в - в зоне каскадного действия; КД - зона каскадного действия
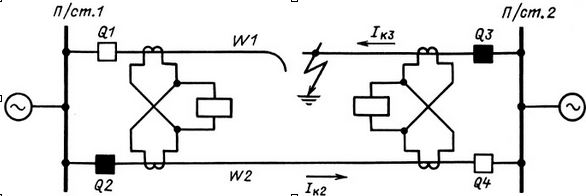
Рис. 7.23. Срабатывание защиты при обрыве провода линии с односторонним КЗ на землюПри обслуживании защит необходимо проверять исправность цепей напряжения, подключенных к OHM, так как в случае их обрыва к зажимам OHM будет подведено искаженное по фазе и значению напряжение, вследствие чего он может неправильно сработать при КЗ. Если быстро восстановить нормальное питание OHM не удастся, защиту необходимо вывести из работы.
[ http://leg.co.ua/knigi/raznoe/obsluzhivanie-ustroystv-releynoy-zaschity-i-avtomatiki-6.html]
Тематики
EN
DE
- Querdifferentialschutz, m
FR
Русско-французский словарь нормативно-технической терминологии > поперечная дифференциальная защита
6 программируемый логический контроллер
программируемый логический контроллер
ПЛК
-
[Интент]
контроллер
Управляющее устройство, осуществляющее автоматическое управление посредством программной реализации алгоритмов управления.
[Сборник рекомендуемых терминов. Выпуск 107. Теория управления.
Академия наук СССР. Комитет научно-технической терминологии. 1984 г.]EN
storage-programmable logic controller
computer-aided control equipment or system whose logic sequence can be varied via a directly or remote-control connected programming device, for example a control panel, a host computer or a portable terminal
[IEV ref 351-32-34]FR
automate programmable à mémoire
См. также:
équipement ou système de commande assisté par ordinateur dont la séquence logique peut être modifiée directement ou par l'intermédiaire d'un dispositif de programmation relié à une télécommande, par exemple un panneau de commande, un ordinateur hôte ou un terminal de données portatif
[IEV ref 351-32-34]
- архитектура контроллера;
- производительность контроллера;
- время реакции контроллера;
КЛАССИФИКАЦИЯ
Основным показателем ПЛК является количество каналов ввода-вывода. По этому признаку ПЛК делятся на следующие группы:- нано- ПЛК (менее 16 каналов);
- микро-ПЛК (более 16, до 100 каналов);
- средние (более 100, до 500 каналов);
- большие (более 500 каналов).
- моноблочными - в которых устройство ввода-вывода не может быть удалено из контроллера или заменено на другое. Конструктивно контроллер представляет собой единое целое с устройствами ввода-вывода (например, одноплатный контроллер). Моноблочный контроллер может иметь, например, 16 каналов дискретного ввода и 8 каналов релейного вывода;
- модульные - состоящие из общей корзины (шасси), в которой располагаются модуль центрального процессора и сменные модули ввода-вывода. Состав модулей выбирается пользователем в зависимости от решаемой задачи. Типовое количество слотов для сменных модулей - от 8 до 32;
- распределенные (с удаленными модулями ввода-вывода) - в которых модули ввода-вывода выполнены в отдельных корпусах, соединяются с модулем контроллера по сети (обычно на основе интерфейса RS-485) и могут быть расположены на расстоянии до 1,2 км от процессорного модуля.
Многие контроллеры имеют набор сменных процессорных плат разной производительности. Это позволяет расширить круг потенциальных пользователей системы без изменения ее конструктива.
По конструктивному исполнению и способу крепления контроллеры делятся на:- панельные (для монтажа на панель или дверцу шкафа);
- для монтажа на DIN-рейку внутри шкафа;
- для крепления на стене;
- стоечные - для монтажа в стойке;
- бескорпусные (обычно одноплатные) для применения в специализированных конструктивах производителей оборудования (OEM - "Original Equipment Manufact urer").
По области применения контроллеры делятся на следующие типы:- универсальные общепромышленные;
- для управления роботами;
- для управления позиционированием и перемещением;
- коммуникационные;
- ПИД-контроллеры;
- специализированные.
По способу программирования контроллеры бывают:- программируемые с лицевой панели контроллера;
- программируемые переносным программатором;
- программируемые с помощью дисплея, мыши и клавиатуры;
- программируемые с помощью персонального компьютера.
Контроллеры могут программироваться на следующих языках:- на классических алгоритмических языках (C, С#, Visual Basic);
- на языках МЭК 61131-3.
Контроллеры могут содержать в своем составе модули ввода-вывода или не содержать их. Примерами контроллеров без модулей ввода-вывода являются коммуникационные контроллеры, которые выполняют функцию межсетевого шлюза, или контроллеры, получающие данные от контроллеров нижнего уровня иерархии АСУ ТП. Контроллеры для систем автоматизации
Слово "контроллер" произошло от английского "control" (управление), а не от русского "контроль" (учет, проверка). Контроллером в системах автоматизации называют устройство, выполняющее управление физическими процессами по записанному в него алгоритму, с использованием информации, получаемой от датчиков и выводимой в исполнительные устройства.
Первые контроллеры появились на рубеже 60-х и 70-х годов в автомобильной промышленности, где использовались для автоматизации сборочных линий. В то время компьютеры стоили чрезвычайно дорого, поэтому контроллеры строились на жесткой логике (программировались аппаратно), что было гораздо дешевле. Однако перенастройка с одной технологической линии на другую требовала фактически изготовления нового контроллера. Поэтому появились контроллеры, алгоритм работы которых мог быть изменен несколько проще - с помощью схемы соединений реле. Такие контроллеры получили название программируемых логических контроллеров (ПЛК), и этот термин сохранился до настоящего времени. Везде ниже термины "контроллер" и "ПЛК" мы будем употреблять как синонимы.
Немного позже появились ПЛК, которые можно было программировать на машинно-ориентированном языке, что было проще конструктивно, но требовало участия специально обученного программиста для внесения даже незначительных изменений в алгоритм управления. С этого момента началась борьба за упрощение процесса программирования ПЛК, которая привела сначала к созданию языков высокого уровня, затем - специализированных языков визуального программирования, похожих на язык релейной логики. В настоящее время этот процесс завершился созданием международного стандарта IEC (МЭК) 1131-3, который позже был переименован в МЭК 61131-3. Стандарт МЭК 61131-3 поддерживает пять языков технологического программирования, что исключает необходимость привлечения профессиональных программистов при построении систем с контроллерами, оставляя для них решение нестандартных задач.
В связи с тем, что способ программирования является наиболее существенным классифицирующим признаком контроллера, понятие "ПЛК" все реже используется для обозначения управляющих контроллеров, которые не поддерживают технологические языки программирования. Жесткие ограничения на стоимость и огромное разнообразие целей автоматизации привели к невозможности создания универсального ПЛК, как это случилось с офисными компьютерами. Область автоматизации выдвигает множество задач, в соответствии с которыми развивается и рынок, содержащий сотни непохожих друг на друга контроллеров, различающихся десятками параметров.
Выбор оптимального для конкретной задачи контроллера основывается обычно на соответствии функциональных характеристик контроллера решаемой задаче при условии минимальной его стоимости. Учитываются также другие важные характеристики (температурный диапазон, надежность, бренд изготовителя, наличие разрешений Ростехнадзора, сертификатов и т. п.).
Несмотря на огромное разнообразие контроллеров, в их развитии заметны следующие общие тенденции:- уменьшение габаритов;
- расширение функциональных возможностей;
- увеличение количества поддерживаемых интерфейсов и сетей;
- использование идеологии "открытых систем";
- использование языков программирования стандарта МЭК 61131-3;
- снижение цены.
[ http://bookasutp.ru/Chapter6_1.aspx]
Программируемый логический контроллер (ПЛК, PLC) – микропроцессорное устройство, предназначенное для управления технологическим процессом и другими сложными технологическими объектами.
Принцип работы контроллера состоит в выполнение следующего цикла операций:
1. Сбор сигналов с датчиков;
2. Обработка сигналов согласно прикладному алгоритму управления;
3. Выдача управляющих воздействий на исполнительные устройства.
В нормальном режиме работы контроллер непрерывно выполняет этот цикл с частотой от 50 раз в секунду. Время, затрачиваемое контроллером на выполнение полного цикла, часто называют временем (или периодом) сканирования; в большинстве современных ПЛК сканирование может настраиваться пользователем в диапазоне от 20 до 30000 миллисекунд. Для быстрых технологических процессов, где критична скорость реакции системы и требуется оперативное регулирование, время сканирования может составлять 20 мс, однако для большинства непрерывных процессов период 100 мс считается вполне приемлемым.
Аппаратно контроллеры имеют модульную архитектуру и могут состоять из следующих компонентов:
1. Базовая панель ( Baseplate). Она служит для размещения на ней других модулей системы, устанавливаемых в специально отведенные позиции (слоты). Внутри базовой панели проходят две шины: одна - для подачи питания на электронные модули, другая – для пересылки данных и информационного обмена между модулями.
2. Модуль центрального вычислительного устройства ( СPU). Это мозг системы. Собственно в нем и происходит математическая обработка данных. Для связи с другими устройствами CPU часто оснащается сетевым интерфейсом, поддерживающим тот или иной коммуникационный стандарт.
3. Дополнительные коммуникационные модули. Необходимы для добавления сетевых интерфейсов, неподдерживаемых напрямую самим CPU. Коммуникационные модули существенно расширяют возможности ПЛК по сетевому взаимодействию. C их помощью к контроллеру подключают узлы распределенного ввода/вывода, интеллектуальные полевые приборы и станции операторского уровня.
4. Блок питания. Нужен для запитки системы от 220 V. Однако многие ПЛК не имеют стандартного блока питания и запитываются от внешнего. Рис.1. Контроллер РСУ с коммуникациями Profibus и Ethernet.
Рис.1. Контроллер РСУ с коммуникациями Profibus и Ethernet.
Иногда на базовую панель, помимо указанных выше, допускается устанавливать модули ввода/вывода полевых сигналов, которые образуют так называемый локальный ввод/вывод. Однако для большинства РСУ (DCS) характерно использование именно распределенного (удаленного) ввода/вывода.
Отличительной особенностью контроллеров, применяемых в DCS, является возможность их резервирования. Резервирование нужно для повышения отказоустойчивости системы и заключается, как правило, в дублировании аппаратных модулей системы. Рис. 2. Резервированный контроллер с коммуникациями Profibus и Ethernet.
Рис. 2. Резервированный контроллер с коммуникациями Profibus и Ethernet.
Резервируемые модули работают параллельно и выполняют одни и те же функции. При этом один модуль находится в активном состоянии, а другой, являясь резервом, – в режиме “standby”. В случае отказа активного модуля, система автоматически переключается на резерв (это называется “горячий резерв”).
Обратите внимание, контроллеры связаны шиной синхронизации, по которой они мониторят состояние друг друга. Это решение позволяет разнести резервированные модули на значительное расстояние друг от друга (например, расположить их в разных шкафах или даже аппаратных).
Допустим, в данный момент активен левый контроллер, правый – находится в резерве. При этом, даже находясь в резерве, правый контроллер располагает всеми процессными данными и выполняет те же самые математические операции, что и левый. Контроллеры синхронизированы. Предположим, случается отказ левого контроллера, а именно модуля CPU. Управление автоматически передается резервному контроллеру, и теперь он становится главным. Здесь очень большое значение имеют время, которое система тратит на переключение на резерв (обычно меньше 0.5 с) и отсутствие возмущений (удара). Теперь система работает на резерве. Как только инженер заменит отказавший модуль CPU на исправный, система автоматически передаст ему управление и возвратится в исходное состояние.
На рис. 3 изображен резервированный контроллер S7-400H производства Siemens. Данный контроллер входит в состав РСУ Simatic PCS7. Рис. 3. Резервированный контроллер S7-400H. Несколько другое техническое решение показано на примере резервированного контроллера FCP270 производства Foxboro (рис. 4). Данный контроллер входит в состав системы управления Foxboro IA Series.
Рис. 3. Резервированный контроллер S7-400H. Несколько другое техническое решение показано на примере резервированного контроллера FCP270 производства Foxboro (рис. 4). Данный контроллер входит в состав системы управления Foxboro IA Series. Рис. 4. Резервированный контроллер FCP270.
Рис. 4. Резервированный контроллер FCP270.
На базовой панели инсталлировано два процессорных модуля, работающих как резервированная пара, и коммуникационный модуль для сопряжения с оптическими сетями стандарта Ethernet. Взаимодействие между модулями происходит по внутренней шине (тоже резервированной), спрятанной непосредственно в базовую панель (ее не видно на рисунке).
На рисунке ниже показан контроллер AC800M производства ABB (часть РСУ Extended Automation System 800xA). Рис. 5. Контроллер AC800M.
Рис. 5. Контроллер AC800M.
Это не резервированный вариант. Контроллер состоит из двух коммуникационных модулей, одного СPU и одного локального модуля ввода/вывода. Кроме этого, к контроллеру можно подключить до 64 внешних модулей ввода/вывода.
При построении РСУ важно выбрать контроллер, удовлетворяющий всем техническим условиям и требованиям конкретного производства. Подбирая оптимальную конфигурацию, инженеры оперируют определенными техническими характеристиками промышленных контроллеров. Наиболее значимые перечислены ниже:
1. Возможность полного резервирования. Для задач, где отказоустойчивость критична (химия, нефтехимия, металлургия и т.д.), применение резервированных конфигураций вполне оправдано, тогда как для других менее ответственных производств резервирование зачастую оказывается избыточным решением.
2. Количество и тип поддерживаемых коммуникационных интерфейсов. Это определяет гибкость и масштабируемость системы управления в целом. Современные контроллеры способны поддерживать до 10 стандартов передачи данных одновременно, что во многом определяет их универсальность.
3. Быстродействие. Измеряется, как правило, в количестве выполняемых в секунду элементарных операций (до 200 млн.). Иногда быстродействие измеряется количеством обрабатываемых за секунду функциональных блоков (что такое функциональный блок – будет рассказано в следующей статье). Быстродействие зависит от типа центрального процессора (популярные производители - Intel, AMD, Motorola, Texas Instruments и т.д.)
4. Объем оперативной памяти. Во время работы контроллера в его оперативную память загружены запрограммированные пользователем алгоритмы автоматизированного управления, операционная система, библиотечные модули и т.д. Очевидно, чем больше оперативной памяти, тем сложнее и объемнее алгоритмы контроллер может выполнять, тем больше простора для творчества у программиста. Варьируется от 256 килобайт до 32 мегабайт.
5. Надежность. Наработка на отказ до 10-12 лет.
6. Наличие специализированных средств разработки и поддержка различных языков программирования. Очевидно, что существование специализированный среды разработки прикладных программ – это стандарт для современного контроллера АСУ ТП. Для удобства программиста реализуется поддержка сразу нескольких языков как визуального, так и текстового (процедурного) программирования (FBD, SFC, IL, LAD, ST; об этом в следующей статье).
7. Возможность изменения алгоритмов управления на “лету” (online changes), т.е. без остановки работы контроллера. Для большинства контроллеров, применяемых в РСУ, поддержка online changes жизненно необходима, так как позволяет тонко настраивать систему или расширять ее функционал прямо на работающем производстве.
8. Возможность локального ввода/вывода. Как видно из рис. 4 контроллер Foxboro FCP270 рассчитан на работу только с удаленной подсистемой ввода/вывода, подключаемой к нему по оптическим каналам. Simatic S7-400 может спокойно работать как с локальными модулями ввода/вывода (свободные слоты на базовой панели есть), так и удаленными узлами.
9. Вес, габаритные размеры, вид монтажа (на DIN-рейку, на монтажную панель или в стойку 19”). Важно учитывать при проектировании и сборке системных шкафов.
10. Условия эксплуатации (температура, влажность, механические нагрузки). Большинство промышленных контроллеров могут работать в нечеловеческих условиях от 0 до 65 °С и при влажности до 95-98%.
[ http://kazanets.narod.ru/PLC_PART1.htm]Тематики
Синонимы
EN
DE
- speicherprogrammierbare Steuerung, f
FR
Русско-французский словарь нормативно-технической терминологии > программируемый логический контроллер
7 прямой пуск вращающегося электродвигателя
прямой пуск вращающегося электродвигателя
Пуск вращающегося электродвигателя путем непосредственного подключения его к питающей сети.
[ ГОСТ 27471-87]EN
direct-on-line starting
across-the-line starting (US)
the process of starting a motor by connecting it directly to the supply at rated voltage
[IEV number 411-52-15]FR
démarrage direct
mode de démarrage d'un moteur, consistant à lui appliquer directement sa pleine tension assignée
[IEV number 411-52-15]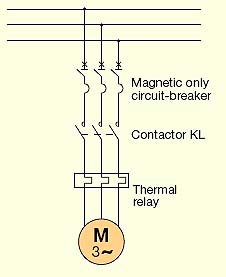
Рис. ABB
Схема прямого пуска электродвигателяMagnetic only circuit-breaker - Автоматический выключатель с электромагнитным расцепителем
Contactor KL - Контактор KL
Thermal relay - Тепловое реле
Параллельные тексты EN-RU
Direct-on-line starting
Direct-on-line starting, which is often abbreviated as DOL, is perhaps the most traditional system and consists in connecting the motor directly to the supply network, thus carrying out starting at full voltage.Direct-on-line starting represents the simplest and the most economical system to start a squirrel-cage asynchronous motor and it is the most used.
As represented in Figure 5, it provides the direct connection to the supply network and therefore starting is carried out at full voltage and with constant frequency, developing a high starting torque with very reduced acceleration times.
The typical applications are relevant to small power motors also with full load starting.
These advantages are linked to some problems such as, for example, the high inrush current, which - in the first instants - can reach values of about 10 to 12 times the rated current, then can decrease to about 6 to 8 times the rated current and can persist to reach the maximum torque speed.The effects of such currents can be identified with the high electro-dynamical stresses on the motor connection cables and could affect also the windings of the motor itself; besides, the high inrush torques can cause violent accelerations which stress the transmission components (belts and joints) generating distribution problems with a reduction in the mechanical life of these elements.
Finally, also the possible electrical problems due to voltage drops on the supply line of the motor or of the connected equipment must be taken into consideration.
[ABB]Прямой пуск
Прямой пуск, который по-английски часто сокращенно обозначают как DOL, является, пожалуй наиболее распространенным способом пуска. Он заключается в непосредственном (т. е. прямом) подключении двигателя к питающей сети. Это означает, что пуск двигателя осуществляется при полном напряжении.Схема прямого пуска является наиболее простым, экономичным и чаще всего применяемым решением для электродвигателей с короткозамкнутым ротором.
Схема прямого подключения к сети представлена на рисунке 5. Пуск осуществляется при полном напряжении и постоянной частоте сети. Электродвигатель развивает высокий пусковой момент при коротком времени разгона.
Типичные области применения – маломощные электродвигатели, в том числе с пуском при полной нагрузке.
Однако, наряду с преимуществами имеются и определенные недостатки, например, бросок пускового тока, достигающий в первоначальный момент 10…12-кратного значения от номинального тока электродвигателя. Затем ток двигателя уменьшается примерно до 6…8-кратного значения номинального тока и будет держаться на этом уровне до тех пор, пока скорость двигателя не достигнет максимального значения.
Такое изменение тока оказывает значительное электродинамическое воздействие на кабель, подключенный к двигателю. Кроме того пусковой ток воздействует на обмотки двигателя. Высокий начальный пусковой момент может привести к значительному ускорению и следовательно к значительной нагрузке элементов привода (ремней, крепления узлов), что вызывает сокращение их срока службы.
И, наконец, следует принять во внимание возможное возникновение проблем, связанных с падением напряжения в линии питания двигателя и подключенного к этой линии оборудования.
[Перевод Интент]
Тематики
Синонимы
EN
- across-the-line starting (US)
- direct line starting
- direct operation of a motor
- direct starting
- direct-on-line starting
- DOL
- full voltage starter application
DE
FR
Русско-французский словарь нормативно-технической терминологии > прямой пуск вращающегося электродвигателя
8 стекло
стекло
Прозрачный хрупкий материал, получаемый при остывании стекломассы
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]Разновидности стекла
Стекло – твердотельное состояние аморфных веществ. Термин также используется в названиях оптических материалов, имеющих свойства, характерные для стекла – светопропускание (прозрачность), светопреломление, анизотропность и др.
К стеклообразующим веществам относятся: SiO2, B2O3, P2O5, ТeO2, GeO2, AlF3.
Базовый метод, используя который получается силикатное стекло, заключается в плавлении смеси кварцевого песка (SiO2), соды (Na2CO3) и извести (CaCO3). В результате получается химический комплекс с составом Na2O*CaO*6SiO2.
Сейчас в России существует несколько методов производства строительного стекла:
1. флоат-метод (наиболее современный)
2. метод вытяжки
3. метод прокатки
4. метод выдувки
Далее мы рассмотри виды стоительного стекла.
Безопасное стекло
Обладают лучшими по сравнению с обычным стеклом защитными свойствами. Это закаленные и ламинированные стекла, стекла, полученные комбинацией двух вышеперечисленных типов стекол, а также противопожарные стекла.
Профилированное стекло
Прозрачные или цветные стеклянные пластины, вытянутые на стадии производства в форме U-образного профиля. На поверхности наносится рисунок, рассеивающий свет. Бывает прозрачным редко.
Поверхностнообработанное стекло
Все стекла, поверхность котрых подвергалась механической, термической или химической обработке.
Гнутое стекло
Изготавливается в специальных нагревательных камерах, в которых стекло изгибается по специальной форме. Величина минимального радиуса изгиба стекла зависит от толщины стекла.
Антиквариатное стекло
Изготавливается методами прокатки и методом выдувки. Для этого вида стекла характерны неровности и неравномерное расположение узоров. Толщина стекла, как правило, порядка 3-х миллиметров.
Солнцезащитное стекло
Снижает пропускание световой и солнечной энергии за счет окраски или нанесения специальных покрытий.
Изолирующие стеклопакеты
Блок, объединяющий несколько листовых стекол с вакуумными промежутками.
Флоат-стекло
Наиболее распространеный вид стекла. Изготавливается одноименным флоат-методом. Стекло при выходе из печи плавления выливается на поверхность расплавленного олова и дальше в виде непрерывной ленты поступает через зону охлаждения на дальнейшую обработку. Характеризуется исключительной ровностью и отсутствием оптических дефектов. Наибольший размер получаемого стекла, как правило, составляет 5100–6000 мм х 3210 мм, при этом толщина листа может быть даже меньше двух миллиметров и достигать 25 мм. Возможно добавление различных тональных пигментов.
Фотохроматическое (светочувствительное) стекло.
Стекло обладает переменным светопропусканием, зависящим от мощности источника освещения.Эффект достигается, например, благодаря влиянию добавленных в стеклянную массу галогенидов серебра.
Неотражающее стекло
К ним относятся прозрачные стекла, поверхность которых практически полностью не отражает солнечный свет. Видимый свет отражается благодаря специальной обработке кислотой.
Стекла с отражающей поверхностью (с зеркальной поверхностью).
К ним относятся стекла с покрытиями типа On-line и Off-line, полученные с применением одноименных методов, поверхность которых отражает видимый свет и солнечное тепловое излучение лучше, чем обычное стекло.
Сигнализирующее стекло
Имеет электропроводящую поверхность, за счет чего может выступать в качестве цени системы сигнализации.
Фасадное стекло
Как правило, это стекло, окрашенное методом вжигания эмалевых красок или специальные sg-элементы для строительного остекления. Ипользуется для герметичной облицовки здания.
Химически закаленное стекло
В процессе производства подобного стекла создается напряжение сжатия на поверхности при помощи химической закалки, происходящей в солевой ванне, во время которой происходит ионообмен находящихся на поверхности стекла ионов натрия на ионы калия большего размера. Является также термически закаленным. При разрушении распадается на болле крупные осколки.
Осветленное стекло
Абсолютно бесцветное стекло. Такое стекло пропускает видимый свет и солнечное тепловое излучение, поскольку поглощение и отражение чрезвычайно малы.
Окрашенное в массе стекл.
Изготавливается из сырьевых материалов, в которые добавляются различные вещества для получения желаемого цвета. Наиболее распространенные цвета: промежуточный между бронзовым и коричневым, серый и зеленый, однако, можно изготавливать стекла и других цветов. Окрашенные в массе стекла известны также как солнцезащитные стекла или абсорбирующие стекла, поскольку такие стекла поглощают, абсорбируют, сами по себе больше солнечной тепловой энергии и света, чем обычные прозрачные стекла.
Тянутое стекло
Изготавливается методом вытяжки с помощью различных машин. Этот метод являлся основным способом получения листового стекла до открытия флоат-способа.
Узорчатое стекло
Изготавливается методом машинной прокатки. При этом на одной или на обеих поверхностях стекла остается желаемый рисунок, который получается с помощью вальцовочных цилиндров с нанесенным рисунком. Иногда узорчатое стекло делают и вручную на валках (литье). Изготовленное вручную на валках стекло, как правило, находит применение при работе со специальным художественным стеклом.
Кварцевое стекло
Выдерживает очень большие перепады температуры и обладает очень низким коэффициентом термического расширения. Состоит почти из чистого оксида кремния.
Ламинированное стекло
Состоит из двух или более стекол, ламинированных вместе с помощью ламинирующей пленки PVB или специальной ламинирующей жидкости, причем стекла называются жидколаминированными или ламинированными смолой. При ламинировании можно создавать комбинации из самых различных стекол и использовать разнообразные пленки для ламинирования. При разрушении осколки не разлитаются.остаются прикрепленными к пленке.
Армированное стекло
зготавливается путем прокатки, с добавлением проволочной сетки или проволочных нитей, вдавленных или закрепленных между двумя стеклянными лентами.
Стеклокерамика
Стекломатериал, выдерживающий высокие температуры. Изготавливается из смеси оксида кремния и оксида бора.
Нагреваемое стекло
К такому типу стекол относится, например, стекло, электропроводящее покрытие которого работает как сопротивление при пропускании тока, вследствие чего стекло нагревается. Особенно эффективно в случаях, когда нужно избавиться от конвекции. Может применяться также как стекло, являющееся источником тепла.
Стекло, закаленное термическим способом
Изготавливается, путем нагрева стекла до температуры более 600°С и затем резкого охлаждения. При этом в стекле образуются напряжения сжатия, которые увеличивают механическую прочность и стойкость стекла к перепадам температур. При разрушениио рассыпается на мелкие безопасные осколки.
Термоупрочненное стекло
Изготавливается также, как стекло, закаленное термическим способом. По своей механической стойкости обладает лучшими по сравнению с обычным стеклом свойствами, но все же уступает по стойкости стеклу, подвергшемуся термической закалке. При разрушении распадается на более крупные по сравнению с закаленным термически стеклом осколки, но на более мелкие по сравнению с обычным стеклом.
Стекла с покрытием типа Off-line (а также поверхностнообработанные стекла)
После изготовления на стекло наносится покрытие электромагнитным методом плазменного напыления в вакууме. Покрытие состоит из нескольких слоев, выбор которых зависит от окончательного результата, который необходимо получить, в зависимости от требуемых свойств, излучающей способности, пропускания света и тепловой энергии, а также оптических свойств. Стекла с покрытиями типа Off-line обычно используют при изготовлении стеклопакетов, при этом поверхность с покрытием будет смотреть внутрь.
Стекла с покрытиями типа On-line (а также с твердым покрытием поверхности)
Поверхность стекла обрабатывать во время процесса изготовления стекла методом, при котором горячая поверхность стекла подвергается обработке в различных ваннах. При этом образуется крепкое и прочное металлическое покрытие. Этот способ годится для придания самых разнообразных свойств поверхности стекла. Стекла с покрытиями типа On-line находят применение, например, при производстве различных солнцезащитных стекол с отражающей поверхностью и при изготовлении нейтральных по цвету селективных стекол. Кроме выбора сырьевых материалов, используемых для получения покрытий, на окончательный результат можно воздействовать также и выбором сырьевых материалов для самого стекла.
Опаловое (молочное) стекло
Изготавливается методом машинной вытяжки белое стекло. В двухслойном опаловом стекле основным стеклом служит прозрачное стекло, на поверхность которого наносится тонкий слой опалового стекла. При изготовлении однослойного опалового стекла в приготовленной для получения стекла массе находятся такие сырьевые материалы, благодаря которым создается впечатление, что стекло стало матовым и внешне напоминающим молоко. У двухслойного опалового стекла коэффициент светопропускания больше, чем у однослойного.
Противопожарные стекла
Делятся на:
1. огнестойкие (препятствуют проникновению пламени и дыма в течение времени, характерного для каждого класса стекла. Стекла такого типа – это, как правило, однослойные, закаленные и изготовленные специально для защиты от пожара стекла)
2. изолирующие от огня (как правило, элементы из ламинированных стекол типа стеклопакетов или элементы из специальных материалов, полученных специальными методами, которые, кроме того, что препятствуют проникновению огня и дыма, защищают также и от проникновения теплового излучения)
Зеркала
Стекло, задняя поверхность которого обработана так, что стекло приобретает отражающие свет свойства. Для получения покрытия используется серебро, на него наносится медь и защитный слой краски.
Стекло окрашенное вжиганием эмалей
Окрашенные вжиганием эмалей и закаленные стекла получают таким образом, что одна из поверхностей стекла покрывается цветной эмалью, которая во время вторичной термообработки стекла вжигается в поверхность стекла, становясь неотделимой частью последнего. Применяется в качестве фасадных стекол, установленных окрашенной поверхностью внутрь.
Селективное стекло (стекло с низким Е или LE)
Все стекла, имеющие покрытие, с низкой излучательной способностью (низкоэмиссивитетное покрытие). Теплоизолирущая способность селективного стекла лучше, чем обычного, солнечное коротковолновое тепловое излучение хорошо проникает через стекло, обратное длинноволновое излучение эффективно отражается от поверхности внутрь. Примняется в качестве одного из стекол в изолирующих стеклопакетах для повышения теплоизолирующих свойств конструкции.
Защищающее от излучения стекло
Изготавливается путем добавления в смесь сырьевых материалов оксидов тяжелых металлов – свинца, церия. Предназначено для предохранения от радиактивного излучения.
[ http://www.info.33kirpicha.ru/?p=505]Тематики
EN
DE
FR
Русско-французский словарь нормативно-технической терминологии > стекло
См. также в других словарях:
ЧТО ТАКОЕ ФИЛОСОФИЯ? — ’ЧТО ТАКОЕ ФИЛОСОФИЯ?’ (‘Qu est ce que la philosophie?’, Les Editions de Minuit, 1991) книга Делеза и Гваттари. По мысли авторов, обозначенной во Введении, ‘что такое философия’ это такой вопрос, который ‘задают, скрывая беспокойство, ближе к… … История Философии: Энциклопедия
ЧТО ТАКОЕ ФИЛОСОФИЯ? — ( Qu est ce que la philosophie? , Les Editions de Minuit, 1991) книга Делеза и Гваттари. По мысли авторов, обозначенной во Введении, что такое философия это такой вопрос, который задают, скрывая беспокойство, ближе к полуночи, когда больше… … История Философии: Энциклопедия
Что такое осень — Исполнитель ДДТ Альбом Актриса Весна Дата выпуска 1992 Дата записи 1992 … Википедия
ЧТО ТАКОЕ РАСТЕНИЕ — Общая площадь планеты Земля составляет 510 млн. км2. На долю суши приходится 149 млн. км2, Мировой океан занимает 361 млн. км2. И суша и океан заселены растениями и животными. Разнообразие и тех и других очень велико. Ныне установлено… … Биологическая энциклопедия
пусть будет так — да будет так, будь по вашему, быть так, чудненько, так и быть, да, добре, есть такое дело, договорились, идет, быть по сему, лады, будь по твоему, ладно, по рукам, так тому и быть, согласен, отлично, добро, ну что ж, пожалуйста Словарь русских… … Словарь синонимов
есть такое дело — добре, идет, да, быть так, договорились, добро, отлично, чудненько, лады, согласен, пусть будет так, по рукам, так тому и быть, быть по сему Словарь русских синонимов. есть такое дело нареч, кол во синонимов: 16 • быть по сему (15) … Словарь синонимов
Пусть всегда будет солнце — «Пусть всегда будет солнце» Песня Выпущен 1962 Язык песни русский Композитор Аркадий Ильич Островский «Пусть всегда будет солнце» песня Аркадия Островского на слова Льва Ошанина. Впервые исполнена в июле 1962 … Википедия
Зимы не будет (альбом) — У этого термина существуют и другие значения, см. Зимы не будет. Зимы не будет Альбом Фёдоров, Волков, Курашов Дата выпуска 15 мая 2000 Записан Ноябрь 1998 13 марта 2000 Жанр … Википедия
только мокренько будет — Я тебя на ноготок да щелкну, только мокренько будет. Ср. Я тебя в кулак сожму, так плевка мокрого не останется . На ладонь посажу, другою (кулаком) пристукну только мокренько будет . Ср. Молчать! загремел Харлов. Прихлопну тебя, так только мокро… … Большой толково-фразеологический словарь Михельсона
Что такое тест — Педагогическое тестирование это форма измерения знаний учащихся, основанная на применении педагогических тестов. Содержание 1 Что такое тест? 1.1 Адаптивный тест 1.2 Традиционный тест … Википедия
есть такое дело! — нар. разг. 1) Да, действительно, правда. Опять опоздал? Есть такое дело! 2) Ладно, хорошо, будет сделано. Встречаемся в десять. Есть такое дело! … Словарь многих выражений
 18+© Академик, 2000-2024
18+© Академик, 2000-2024- Обратная связь: Техподдержка, Реклама на сайте
Экспорт словарей на сайты, сделанные на PHP, Joomla, Drupal, WordPress, MODx.
Перевод: со всех языков на французский
с французского на все языки- С французского на:
- Все языки
- Со всех языков на:
- Все языки
- Английский
- Белорусский
- Итальянский
- Казахский
- Немецкий
- Русский
- Словацкий
- Французский