-
1 material flow diagram
Англо-русский словарь нефтегазовой промышленности > material flow diagram
-
2 material flow diagram
1) Вычислительная техника: блок-схема материальных потоков2) Сахалин А: схема материалов технологического процесса -
3 flow sheet
схема или последовательность операции, процесса; карта технологического процесса; схема технологического подъёма потока; схема движения материала
* * *
принципиальная схема технологического процесса; схема последовательности операций ( движения материалов)* * *Англо-русский словарь нефтегазовой промышленности > flow sheet
-
4 process flow chart
1) Техника: блок-схема процесса2) Нефть: схема движения материалов в нефтехимическом процессе, технологическая схема нефтехимического процесса3) Автоматика: (маршрутная) технологическая карта, карта технологического маршрута4) Химическое оружие: схема технологического процесса -
5 flow process chart
упр. технологическая карта, схема процесса [последовательность операций технологического процесса\] (графическое изображение всей проделываемой человеком или машиной работы по изготовлению продукта; данная схема позволяет увидеть процесс прохождения продуктом различных стадий (производство (переработка сырья и материалов, сборка и т. п.), транспортировка (сырья, компонентов или готовой продукции), технический контроль (проверка на наличие дефектов), задержка (остановка производства из-за нехватки сырья или поломки оборудования), хранение (помещение продукции на склад)) и показывает, как и когда различные элементы попадают на разные этапы технологического процесса; используется для анализа деятельности работника или материальных потоков)Syn:See: -
6 alarm management
управление аварийными сигналами
-
[Интент]
Переход от аналоговых систем к цифровым привел к широкому, иногда бесконтрольному использованию аварийных сигналов. Текущая программа снижения количества нежелательных аварийных сигналов, контроля, определения приоритетности и адекватного реагирования на такие сигналы будет способствовать надежной и эффективной работе предприятия.Если технология хороша, то, казалось бы, чем шире она применяется, тем лучше. Разве не так? Как раз нет. Больше не всегда означает лучше. Наступление эпохи микропроцессоров и широкое распространение современных распределенных систем управления (DCS) упростило подачу сигналов тревоги при любом сбое технологического процесса, поскольку затраты на это невелики или равны нулю. В результате в настоящее время на большинстве предприятий имеются системы, подающие ежедневно огромное количество аварийных сигналов и уведомлений, что мешает работе, а иногда приводит к катастрофическим ситуациям.
„Всем известно, насколько важной является система управления аварийными сигналами. Но, несмотря на это, на производстве такие системы управления внедряются достаточно редко", - отмечает Тодд Стауффер, руководитель отдела маркетинга PCS7 в компании Siemens Energy & Automation. Однако события последних лет, среди которых взрыв на нефтеперегонном заводе BP в Техасе в марте 2005 г., в результате которого погибло 15 и получило травмы 170 человек, могут изменить отношение к данной проблеме. В отчете об этом событии говорится, что аварийные сигналы не всегда были технически обоснованы.
Широкое распространение компьютеризированного оборудования и распределенных систем управления сделало более простым и быстрым формирование аварийных сигналов. Согласно новым принципам аварийные сигналы следует формировать только тогда, когда необходимы ответные действия оператора. (С разрешения Siemens Energy & Automation)
Этот и другие подобные инциденты побудили специалистов многих предприятий пересмотреть программы управления аварийными сигналами. Специалисты пытаются найти причины непомерного роста числа аварийных сигналов, изучить и применить передовой опыт и содействовать разработке стандартов. Все это подталкивает многие компании к оценке и внедрению эталонных стандартов, таких, например, как Publication 191 Ассоциации пользователей средств разработки и материалов (EEMUA) „Системы аварийной сигнализации: Руководство по разработке, управлению и поставке", которую многие называют фактическим стандартом систем управления аварийными сигналами. Тим Дональдсон, директор по маркетингу компании Iconics, отмечает: „Распределение и частота/колебания аварийных сигналов, взаимная корреляция, время реакции и изменения в действиях оператора в течение определенного интервала времени являются основными показателями отчетов, которые входят в стандарт EEMUA и обеспечивают полезную информацию для улучшения работы предприятия”. Помимо этого как конечные пользователи, так и поставщики поддерживают развитие таких стандартов, как SP-18.02 ISA «Управление системами аварийной сигнализации для обрабатывающих отраслей промышленности». (см. сопроводительный раздел „Стандарты, эталоны, передовой опыт" для получения более подробных сведений).
Предполагается, что одной из причин взрыва на нефтеперегонном заводе BP в Техасе в 2005 г., в результате которого погибло 15 и получило ранения 170 человек, а также был нанесен значительный ущерб имуществу, стала неэффективная система аварийных сигналов.(Источник: Комиссия по химической безопасности и расследованию аварий США)
На большинстве предприятий системы аварийной сигнализации очень часто имеют слишком большое количество аварийных сигналов. Это в высшей степени нецелесообразно. Показатели EEMUA являются эталонными. Они содержатся в Publication 191 (1999), „Системы аварийной сигнализации: Руководство по разработке, управлению и поставке".
Начало работы
Наиболее важным представляется вопрос: почему так велико количество аварийных сигналов? Стауффер объясняет это следующим образом: „В эпоху аналоговых систем аварийные сигналы реализовывались аппаратно. Они должны были соответствующим образом разрабатываться и устанавливаться. Каждый аварийный сигнал имел реальную стоимость - примерно 1000 долл. США. Поэтому они выполнялись тщательно. С развитием современных DCS аварийные сигналы практически ничего не стоят, в связи с чем на предприятиях стремятся устанавливать все возможные сигналы".
Характеристики «хорошего» аварийного сообщения
В число базовых требований к аварийному сообщению, включенных в аттестационный документ EEMUA, входит ясное, непротиворечивое представление информации. На каждом экране дисплея:
• Должно быть четко определено возникшее состояние;
• Следует использовать терминологию, понятную для оператора;
• Должна применяться непротиворечивая система сокращений, основанная на стандартном словаре сокращений для данной отрасли производства;
• Следует использовать согласованную структуру сообщения;
• Система не должна строиться только на основе теговых обозначений и номеров;
• Следует проверить удобство работы на реальном производстве.
Информация из Publication 191 (1999) EEMUA „Системы аварийной сигнализации: Руководство по разработке, управлению и поставке".
Качественная система управления аварийными сигналами должна опираться на руководящий документ. В стандарте ISA SP-18.02 «Управление системами аварийной сигнализации для обрабатывающих отраслей промышленности», предложен целостный подход, основанный на модели жизненного цикла, которая включает в себя определяющие принципы, обучение, контроль и аудит.
Именно поэтому операторы сегодня часто сталкиваются с проблемой резкого роста аварийных сигналов. В соответствии с рекомендациями Publication 191 EEMUA средняя частота аварийных сигналов не должна превышать одного сигнала за 10 минут, или не более 144 сигналов в день. В большинстве отраслей промышленности показатели значительно выше и находятся в диапазоне 5-9 сигналов за 10 минут (см. таблицу Эталонные показатели для аварийных сигналов). Дэвид Гэртнер, руководитель служб управления аварийными сигналами в компании Invensys Process Systems, вспоминает, что при запуске производственной установки пяти операторам за полгода поступило 5 миллионов сигналов тревоги. „От одного из устройств было получено 550 000 аварийных сигналов. Устройство работает на протяжении многих месяцев, и до сих пор никто не решился отключить его”.
Практика прошлых лет заключалась в том, чтобы использовать любые аварийные сигналы независимо от того - нужны они или нет. Однако в последнее время при конфигурировании систем аварийных сигналов исходят из необходимости ответных действий со стороны оператора. Этот принцип, который отражает фундаментальные изменения в разработке систем и взаимодействии операторов, стал основой проекта стандарта SP18 ISA. В этом документе дается следующее определение аварийного сигнала: „звуковой и/или визуальный способ привлечения внимания, указывающий оператору на неисправность оборудования, отклонения в технологическом процессе или аномальные условия эксплуатации, которые требуют реагирования”. При такой практике сигнал конфигурируется только в том случае, когда на него необходим ответ оператора.
Адекватная реакция
Особенно важно учитывать следующую рекомендацию: „Не следует ничего предпринимать в отношении событий, для которых нет измерительного инструмента (обычно программного)”.Высказывания Ника Сэнд-за, сопредседателя комитета по разработке стандартов для систем управления аварийными сигналами SP-18.00.02 Общества ISA и менеджера технологий управления процессами химического производства DuPont, подчеркивают необходимость контроля: „Система контроля должна сообщать - в каком состоянии находятся аварийные сигналы. По каким аварийным сигналам проводится техническое обслуживание? Сколько сигналов имеет самый высокий приоритет? Какие из них относятся к системе безопасности? Она также должна сообщать об эффективности работы системы. Соответствует ли ее работа вашим целям и основополагающим принципам?"
Кейт Джоунз, старший менеджер по системам визуализации в Wonderware, добавляет: „Во многих отраслях промышленности, например в фармацевтике и в пищевой промышленности, уже сегодня требуется ведение баз данных по материалам и ингредиентам. Эта информация может также оказаться полезной при анализе аварийных сигналов. Мы можем установить комплект оборудования, работающего в реальном времени. Оно помогает определить место, где возникла проблема, с которой связан аварийный сигнал. Например, можно создать простые гистограммы частот аварийных сигналов. Можно сформировать отчеты об аварийных сигналах в соответствии с разными уровнями системы контроля, которая предоставляет сведения как для менеджеров, так и для исполнителей”.
Представитель компании Invensys Гэртнер утверждает, что двумя основными элементами каждой программы управления аварийными сигналами должны быть: „хороший аналитический инструмент, с помощью которого можно определить устройства, подающие наибольшее количество аварийных сигналов, и эффективный технологический процесс, позволяющий объединить усилия персонала и технические средства для устранения неисправностей. Инструментарий помогает выявить источник проблемы. С его помощью можно определить наиболее частые сигналы, а также ложные и отвлекающие сигналы. Таким образом, мы можем выяснить, где и когда возникают аварийные сигналы, можем провести анализ основных причин и выяснить, почему происходит резкое увеличение сигналов, а также установить для них новые приоритеты. На многих предприятиях высокий приоритет установлен для всех аварийных сигналов. Это неприемлемое решение. Наиболее разумным способом распределения приоритетности является следующий: 5 % аварийных сигналов имеют приоритет № 1, 15% приоритет № 2, и 80% приоритет № 3. В этом случае оператор может отреагировать на те сигналы, которые действительно важны”.
И, тем не менее, Марк МакТэвиш, руководитель группы решений в области управления аварийными сигналами и международных курсов обучения в компании Matrikon, отмечает: „Необходимо помнить, что программное обеспечение - это всего лишь инструмент, оно само по себе не является решением. Аварийные сигналы должны представлять собой исключительные случаи, которые указывают на события, выходящие за приемлемые рамки. Удачные программы управления аварийными сигналами позволяют добиться внедрения на производстве именно такого подхода. Они помогают инженерам изо дня в день управлять своими установками, обеспечивая надежный контроль качества и повышение производительности за счет снижения незапланированных простоев”.
Система, нацеленная на оператора
Тем не менее, даже наличия хорошей системы сигнализации и механизма контроля и анализа ее функционирования еще недостаточно. Необходимо следовать основополагающим принципам, руководящему документу, который должен стать фундаментом для всей системы аварийной сигнализации в целом, подчеркивает Сэндз, сопредседатель ISA SP18. При разработке стандарта „основное внимание мы уделяем не только рационализации аварийных сигналов, - говорит он, - но и жизненному циклу систем управления аварийными сигналами в целом, включая обучение, внесение изменений, совершенствование и периодический контроль на производственном участке. Мы стремимся использовать целостный подход к системе управления аварийными сигналами, построенной в соответствии с ISA 84.00.01, Функциональная безопасность: Системы безопасности с измерительной аппаратурой для сектора обрабатывающей промышленности». (см. диаграмму Модель жизненного цикла системы управления аварийными сигналами)”.
«В данном подходе учитывается участие оператора. Многие недооценивают роль оператора,- отмечает МакТэвиш из Matrikon. - Система управления аварийными сигналами строится вокруг оператора. Инженерам трудно понять проблемы оператора, если они не побывают на его месте и не получат опыт управления аварийными сигналами. Они считают, что знают потребности оператора, но зачастую оказывается, что это не так”.
Удобное отображение информации с помощью человеко-машинного интерфейса является наиболее существенным аспектом системы управления аварийными сигналами. Джонс из Wonderware говорит: „Аварийные сигналы перед поступлением к оператору должны быть отфильтрованы так, чтобы до оператора дошли нужные сообщения. Программное обеспечение предоставляет инструментарий для удобной конфигурации этих параметров, но также важны согласованность и подтверждение ответных действий”.
Аварийный сигнал должен сообщать о том, что необходимо сделать. Например, как отмечает Стауффер из Siemens: „Когда специалист по автоматизации настраивает конфигурацию системы, он может задать обозначение для физического устройства в соответствии с системой идентификационных или контурных тегов ISA. При этом обозначение аварийного сигнала может выглядеть как LIC-120. Но оператору информацию представляют в другом виде. Для него это 'регулятор уровня для резервуара XYZ'. Если в сообщении оператору указываются неверные сведения, то могут возникнуть проблемы. Оператор, а не специалист по автоматизации является адресатом. Он - единственный, кто реагирует на сигналы. Сообщение должно быть сразу же абсолютно понятным для него!"
Эдди Хабиби, основатель и главный исполнительный директор PAS, отмечает: „Эффективность деятельности оператора, которая существенно влияет на надежность и рентабельность предприятия, выходит за рамки совершенствования системы управления аварийными сигналами. Инвестиции в операторов являются такими же важными, как инвестиции в современные системы управления технологическим процессом. Нельзя добиться эффективности работы операторов без учета человеческого фактора. Компетентный оператор хорошо знает технологический процесс, имеет прекрасные навыки общения и обращения с людьми и всегда находится в состоянии готовности в отношении всех событий системы аварийных сигналов”. „До возникновения DCS, -продолжает он, - перед оператором находилась схема технологического процесса, на которой были указаны все трубопроводы и измерительное оборудование. С переходом на управление с помощью ЭВМ сотни схем трубопроводов и контрольно-измерительных приборов были занесены в компьютерные системы. При этом не подумали об интерфейсе оператора. Когда произошел переход от аналоговых систем и физических схем панели управления к цифровым системам с экранными интерфейсами, оператор утратил целостную картину происходящего”.
«Оператору также требуется иметь необходимое образование в области технологических процессов, - подчеркивает Хабиби. - Мы часто недооцениваем роль обучения. Каковы принципы работы насоса или компрессора? Летчик гражданской авиации проходит бесчисленные часы подготовки. Он должен быть достаточно подготовленным перед тем, как ему разрешат взять на себя ответственность за многие жизни. В руках оператора химического производства возможно лежит не меньшее, если не большее количество жизней, но его подготовка обычно ограничивается двухмесячными курсами, а потом он учится на рабочем месте. Необходимо больше внимания уделять повышению квалификации операторов производства”.
Рентабельность
Эффективная система управления аварийными сигналами стоит времени и денег. Однако и неэффективная система также стоит денег и времени, но приводит к снижению производительности и повышению риска для человеческой жизни. Хотя создание новой программы управления аварийными сигналами или пересмотр и реконструкция старой может обескуражить кого угодно, существует масса информации по способам реализации и достижения целей системы управления аварийными сигналами.
Наиболее важным является именно определение цели и способов ее достижения. МакТэвиш говорит, что система должна выдавать своевременные аварийные сигналы, которые не дублируют друг друга, адекватно отражают ситуацию, помогают оператору диагностировать проблему и определять эффективное направление действий. „Целью является поддержание производства в безопасном, надежном рабочем состоянии, которое позволяет выпускать качественный продукт. В конечном итоге целью является финансовая прибыль. Если на предприятии не удается достичь этих целей, то его существование находится под вопросом.
Управление аварийными сигналами - это процесс, а не схема, - подводит итог Гэртнер из Invensys. - Это то же самое, что и производственная безопасность. Это - постоянный процесс, он никогда не заканчивается. Мы уже осознали высокую стоимость низкой эффективности и руководители предприятий больше не хотят за нее расплачиваться”.
Автор: Джини Катцель, Control Engineering
[ http://controlengrussia.com/artykul/article/hmi-upravlenie-avariinymi-signalami/]Тематики
EN
Англо-русский словарь нормативно-технической терминологии > alarm management
-
7 batch
- шихта (в огнеупорах)
- система рецептурного управления технологическим процессом
- серия
- периодического действия
- партия
- замес
- загрузка сырья
загрузка сырья
—
[ http://slovarionline.ru/anglo_russkiy_slovar_neftegazovoy_promyishlennosti/]Тематики
EN
замес
Объём бетонной смеси, получаемый из барабана бетоносмесителя за один цикл перемешивания
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]Тематики
EN
DE
FR
периодического действия
—
[ http://slovarionline.ru/anglo_russkiy_slovar_neftegazovoy_promyishlennosti/]Тематики
EN
система рецептурного управления технологическим процессом
-
[Интент]Вообще, batch-процесс – это вид технологического процесса, который иногда противопоставляют непрерывному процессу. Иногда batch-процессы называют рецептурными процессами (или просто рецептами); эту терминологию мы и будем в дальнейшем использовать. Слово “batch” еще можно перевести как “партия продукции”, и это тоже относится к затрагиваемой теме, так как в результате рецептурного процесса производится партия продукции. Ладно, хватит путаницы – теперь по делу.
Раньше мы рассматривали технологические процессы, которые идут непрерывно в течение 24 часов в день, 7 дней в неделю, 365 дней в году. Хотя, на самом деле, раз в году делают плановый останов на несколько дней для выполнения ремонтных и других работ, но это происходит строго в соответствии с планом, и этому предшествуют значительные подготовительные работы. В другое же время остановка производства – это “чрезвычайное” происшествие. При этом отдельно взятая технологическая установка принимает участие в производстве одного вида продукции, а сам процесс идет по фиксированной технологической цепочке с неизменными настройками (уставками). Короче, все скучно, однообразно и весьма предсказуемо.
А теперь представим гипотетический пищевой цех по производству сока. При этом цех может производить несколько видов сока: яблочный, вишневый и апельсиновый, т.е. 3 вида продукции. Пусть сок производится из концентрированного сока в специальной емкости с мешалкой, где он тщательно смешивается с водой, а потом пастеризуется и идет на розлив (пакетирование).
Имеет ли смысл ставить для производства этих трех видов сока три производственные линии (по одной линии на каждый вид сока)? Было бы круто, но чрезвычайно дорого. Выход – использовать одну и ту же линию для выпуска разных видов продукции. При этом понятно, что и технологические параметры для производства различных соков будут заметно друг от друга отличаться. Например, вишневый концентрат нужно смешивать с водой гораздо дольше, чем яблочный, но пастеризовать его надо при меньшей температуре (я на самом деле этого не знаю - чисто предположение:)
Набор технологических параметров для производства определенного вида продукции называется рецептом (recipe). В нашем примере для сока это может быть: соотношение вода/концентрат, длительность и температура смешивания; температура пастеризации + другие параметры. В общем случае, рецепт также может содержать последовательность технологических операций, которые для различных видов продукции могут быть, строго говоря, разными. Хотя на практике, как правило, рецепт не подразумевает различающиеся технологические операции, а содержит всего лишь массив технологических уставок для того или иного продукта.
Рис. 1. Иллюстрация рецептурного управления на примере производства различных видов сока
Это все напоминает процесс приготовления еды на кухне, где мы оттачиваем рецепты разных блюд, но при этом используем одни и те же орудия (кастрюли, ножи, разделочные доски, плиту и т.д.)
Теперь попробуем дать характеристику batch-процессу:
1. На выходе несколько видов продукции.
2. При производстве разных видов продукции задействуется одно и то же технологическое оборудование.
3. Имеется множество рецептов.
4. Производство по “партиям”, которое может быть относительно легко и без последствий остановлено после завершения партии, а потом возобновлено.
Автоматизированное управление batch-процессом называется рецептурным управлением (batch control, или recipe control). Этот вид управления несколько специфичен, и требует от системы управления некоторой смекалки. Конечно, можно использовать для задач рецептурного управления обычные программные блоки, подходящие для управления непрерывным процессом, НО на практике это приводит к огромным трудностям (=головной боли) при попытке все это реализовать, используя стандартные подходы программирования. Поэтому многие производители АСУ ТП разработали специализированные batch-модули, которые адаптированы именно под рецептурные процессы. Эти модули могут выполняться на уровне ПЛК или на выделенном сервере batch. Иногда эти сервера, к тому же, резервируются. Также batch-модули дополняются специализированной средой разработки batch-программ, что сильно облегчает жизнь инженера.
На рисунке ниже в качестве примера приведена конфигурация верхнего уровня АСУ ТП SIMATIC PCS 7, оснащенной выделенным сервером batch.
Рис. 2. Структурная схема АСУ ТП с выделенным сервером batch
Перечислим основные обязанности системы batch-управления:
1. Ну, собственно, самая главная задача – хранение/загрузка рецептов и их выполнение в режиме реального времени ( batch process management).
2. Отслеживание, не занята ли технологическая установка выполнением другого рецепта. Если занята, то выделяется другая аналогичная установка для выполнения данного рецепта ( process unit allocation).
3. Формирование отчетов об изготовление партии продукции в задаваемой пользователем форме. Причем, требуются отчеты с возможностью отслеживания истории (ретроспективы) “прогона” партии по технологической цепочке ( reporting and batch tracking).
4. Расчет различных показателей эффективности производства, как, например: удельного времени простоя (в %), производительности (в л/c) технологической установки или полного времени изготовления партии продукции (в мин).
5. Планирование изготовления партий, что фактически подразумевает составление производственного расписания. Ну, это на самом деле ни одна система в полном объеме пока не реализует ( batch planning).
И еще несколько слов.
Как правило, пакет batch состоит из двух частей – операторской (клиентской) и исполняемой. Клиентская часть устанавливается на АРМы и всего лишь обеспечивает удобный операторский интерфейс. Клиентская часть, как правило, органично вписывается в общую операторскую среду, и работа с ней идет непосредственно из мнемосхем.
Исполняемая часть – это костяк системы. Именно она ответственна за автоматизированное выполнение задач рецептурного управления, описанных выше. Исполняемая часть прогружается в специальные серверы batch или в обычные ПЛК в зависимости от архитектуры АСУ ТП.
И еще. Существует международный стандарт ISA-88, специфицирующий batch-процессы, определяющий модель и философию рецептурного управления, а также стандартизирующий соответствующую терминологию. Документ тяжеловесный, и посему прочитан полностью мной не был. Тем не менее, в следующей части я попытаюсь более детально описать рецептурные системы с привязкой именно к стандарту ISA-88.[ http://kazanets.narod.ru/Batch_P1.htm]
Тематики
EN
шихта
Смесь различных компонентов, предназначенная для приготовления формовочной огнеупорной массы, шликера или расплава.
[ ГОСТ Р 52918-2008]Тематики
EN
3.1 партия (batch); (загрузка): Количество идентичных крепежных изделий из одной производственной партии, обрабатываемых совместно в одно время.
Источник: ГОСТ Р ИСО 4042-2009: Изделия крепежные. Электролитические покрытия оригинал документа
1.5.7 партия (batch): Совокупность ламп одного типа, одновременно предъявленных для испытания на соответствие требованиям настоящего стандарта.
Источник: ГОСТ Р 52706-2007: Лампы накаливания вольфрамовые для бытового и аналогичного общего освещения. Эксплуатационные требования оригинал документа
3.6 серия (batch): Определенный набор изделий (деталей), подвергнутых воздействию в качестве единой группы, при этом воздействие имеет одинаковый характер и происходит на протяжении определенного промежутка времени на одной и той же установке.
Примечание - Степень охрупчивания представляет собой функцию концентрации водорода для конкретных изделий данной серии, измеряемой в миллионных долях (млн-1 или ррт); конкретно, это количество водорода, который сохраняет мобильность или свободно мигрирует в зоны высокой концентрации напряжения.
Источник: ГОСТ Р 9.915-2010: Единая система защиты от коррозии и старения. Металлы, сплавы, покрытия, изделия. Методы испытаний на водородное охрупчивание оригинал документа
1.3.10 партия (batch): Совокупность ламп одной категории, одновременно предъявляемых для испытания на соответствие требованиям настоящего стандарта.
Источник: ГОСТ Р 52712-2007: Требования безопасности для ламп накаливания. Часть 1. Лампы накаливания вольфрамовые для бытового и аналогичного общего освещения оригинал документа
3.21 партия (batch): Количество элементов, из которого можно выбрать образец для испытания в процессе производства.
Источник: ГОСТ Р ИСО 2531-2008: Трубы, фитинги, арматура и их соединения из чугуна с шаровидным графитом для водо- и газоснабжения. Технические условия оригинал документа
3.1 партия (batch): Совокупность изделий, изготовленных в течение одной операции, имеющих одинаковые свойства и отмеченных единым идентификатором или обозначением.
Источник: ГОСТ Р ИСО 9934-2-2011: Контроль неразрушающий. Магнитопорошковый метод. Часть 2. Дефектоскопические материалы оригинал документа
3.21 партия (batch): Количество элементов, из которого можно выбрать образец для испытания в процессе производства.
3.3 партия (batch): Количество материала, рассматриваемое в качестве единичного элемента и имеющее уникальный ссылочный индекс.
Источник: ГОСТ Р 54259-2010: Ресурсосбережение. Обращение с отходами. Стандартное руководство по сокращению количества отходов, восстановлению ресурсов и использованию утилизированных полимерных материалов и продуктов оригинал документа
Англо-русский словарь нормативно-технической терминологии > batch
-
8 supply
- электроснабжение
- предложение
- поставки
- подводить электропитание
- подача
- источник электропитания радиоэлектронной аппаратуры
- источник питания (в электроснабжении)
- источник (электро)питания
- блок питания
блок питания
устройство питания
—
[Е.С.Алексеев, А.А.Мячев. Англо-русский толковый словарь по системотехнике ЭВМ. Москва 1993]
блок питания
блок электропитания
источник питания
источник электропитания
—
[Я.Н.Лугинский, М.С.Фези-Жилинская, Ю.С.Кабиров. Англо-русский словарь по электротехнике и электроэнергетике, Москва, 1999 г.]Тематики
Синонимы
EN
источник (электро)питания
Устройство, преобразующее различные виды энергии (химической, тепловой, электромагнитной) в электрическую. См. UPS.
[Л.М. Невдяев. Телекоммуникационные технологии. Англо-русский толковый словарь-справочник. Под редакцией Ю.М. Горностаева. Москва, 2002]Тематики
- электросвязь, основные понятия
EN
источник питания
Характеристики внешних источников питания следует принимать по техническим условиям на присоединение, выдаваемым энегоснабжающей организацией в соответствии с Правилами пользования электрической энергией...
источник питания электроэнергией
-
[Интент]
источник электропитания
—
[Я.Н.Лугинский, М.С.Фези-Жилинская, Ю.С.Кабиров. Англо-русский словарь по электротехнике и электроэнергетике, Москва, 1999 г.]
Основными источниками питания должны служить электростанции и сети районных энергосистем. Исключение представляют большие предприятия с большим теплопотреблением, где основным источником питания может быть собственная электростанция (ТЭЦ). Но и в этом случае обязательно должна предусматриваться связь системы электроснабжения предприятия с сетью энергосистемы.
[СН 174-75 Инструкция по проектированию электроснабжения промышленных предприятий]
1.1.2 Зануление следует выполнять электрическим соединением металлических частей электроустановок с заземленной точкой источника питания электроэнергией при помощи нулевого защитного проводника.
[ ГОСТ 12.1.030-81]
Параллельные тексты EN-RUIt is recommended that, where practicable, the electrical equipment of a machine is connected to a single incoming supply. Where another supply is necessary for certain parts of the equipment (for example, electronic equipment that operates at a different voltage), that supply should be derived, as far as is practicable, from devices (for example, transformers, converters) forming part of the electrical equipment of the machine.
[IEC 60204-1-2006]Рекомендуется, там где это возможно, чтобы электрооборудование машины получало электропитание от одного источника. Если для каких-либо частей электрооборудования машины (например для электронного оборудования, работающего на другом напряжении) необходим отдельный источник питания, то, насколько это возможно, он должен являться частью (такой, например, как трансформатор, конвертор) электрооборудования этой же машины.
[Перевод Интент]
Power supplies
The required power supplies can be determined based on the criteria for definition of the installation (receivers, power, location, etc.) and the operating conditions (safety, evacuation of the public, continuity, etc.).
They are as follows:
- Main power supply
- Replacement power supply
- Power supply for safety services
- Auxiliary power supply
[Legrand]Источники электропитания
Источники электропитания определяют по различным критериям, в соответствии с характеристиками конкретной электроустановки. Определяют типы электроприемников, их мощность, территориальное расположение и др. При этом учитывают условия эксплуатации (безопасность, требования к аварийной эвакуации людей, непрерывность технологического процесса и т. д.).
Применяют следующие источники:
- основной источник питания;
- резервный источник питания;
- аварийный источник питания систем безопасности;
- дополнительный источник питания.
[Перевод Интент]
Рис. Legrand
Типовая схема электроснабжения: 1 - Main power supply - Основной источник питания
2 - Replacement power supply (2nd source) - Резервный источник питания (2-й источник)
3 - Replacement power supply (backup) - Резервный источник питания (независимый)
4 - Auxiliary power supply - Дополнительный источник питания
5 - Power supply for safety services - Аварийный источник питания для систем безопасности
6 - Management of sources - Управление источниками питания
7 - Control - Цепь управления
8 - Main LV distrib. board - Главный распределительный щит (ГРЩ)
9 - Safety panel - Панель безопасности
10 - Uninterruptible power supply - Источник бесперебойного питания
11 - Load shedding - Отключение нагрузки
12 - Non-priority circuits - Цепи неприоритетной нагрузки
14 - Uninterruptible circuits - Цепи бесперебойного питания
15 - Shed circuits - Цепи отключаемой нагрузки
16 - Safety circuits - Цепи систем безопасностиТематики
Близкие понятия
Действия
Синонимы
Сопутствующие термины
- аварийный источник питания
- взаимно резервируемые источники питания
- внешний источник питания
- дополнительный источник питания
- источник бесперебойного питания
- источник питания с ограничением тока
- независимый источник питания
- основной источник питания
- резервный источник питания
EN
источник электропитания радиоэлектронной аппаратуры
источник электропитания РЭА
Нерекомендуемый термин - источник питания
Устройство силовой электроники, входящее в состав радиоэлектронной аппаратуры и преобразующее входную электроэнергию для согласования ее параметров с входными параметрами составных частей радиоэлектронной аппаратуры.
[< size="2"> ГОСТ Р 52907-2008]
источник питания
Часть устройства, обеспечивающая электропитание остальных модулей устройства.
[ http://www.lexikon.ru/dict/net/index.html]EN
power supply
An electronic module that converts power from some power source to a form which is needed by the equipment to which power is being supplied.
[Comprehensive dictionary of electrical engineering / editor-in-chief Phillip A. Laplante.-- 2nd ed.]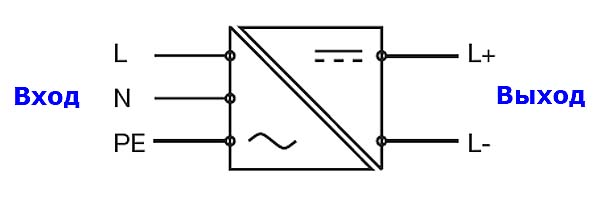
Рис. ABB
Структурная схема источника электропитанияThe input side and the output side are electrically isolated against each other
Вход и выход гальванически развязаны
Терминология относящая к входу
Primary side
Первичная сторона
Input voltage
Входное напряжение
Primary grounding
Current consumption
Потребляемый ток
Inrush current
Пусковой ток
Input fuse
Предохранитель входной цепи
Frequency
Частота
Power failure buffering
Power factor correction (PFC)
Коррекция коэффициента мощности
Терминология относящая к выходу
Secondary side
Вторичная сторона
Output voltage
Выходное напряжение
Secondary grounding
Short-circuit current
То короткого замыкания
Residual ripple
Output characteristics
Выходные характеристики
Output current
Выходной ток
Различают первичные и вторичные источники питания.
К первичным относят преобразователи различных видов энергии в электрическую, например:
- аккумулятор (преобразует химическую энергию.
Вторичные источники не генерируют электроэнергию, а служат лишь для её преобразования с целью обеспечения требуемых параметров (напряжения, тока, пульсаций напряжения и т. п.)Задачи вторичного источника питания
- Обеспечение передачи мощности — источник питания должен обеспечивать передачу заданной мощности с наименьшими потерями и соблюдением заданных характеристик на выходе без вреда для себя. Обычно мощность источника питания берут с некоторым запасом.
- Преобразование формы напряжения — преобразование переменного напряжения в постоянное, и наоборот, а также преобразование частоты, формирование импульсов напряжения и т. д. Чаще всего необходимо преобразование переменного напряжения промышленной частоты в постоянное.
- Преобразование величины напряжения — как повышение, так и понижение. Нередко необходим набор из нескольких напряжений различной величины для питания различных цепей.
- Стабилизация — напряжение, ток и другие параметры на выходе источника питания должны лежать в определённых пределах, в зависимости от его назначения при влиянии большого количества дестабилизирующих факторов: изменения напряжения на входе, тока нагрузки и т. д. Чаще всего необходима стабилизация напряжения на нагрузке, однако иногда (например для зарядки аккумуляторов) необходима стабилизация тока.
- Защита — напряжение или ток нагрузки в случае неисправности (например, короткого замыкания) каких-либо цепей может превысить допустимые пределы и вывести электроприбор или сам источник питания из строя. Также во многих случаях требуется защита от прохождения тока по неправильному пути: например прохождения тока через землю при прикосновении человека или постороннего предмета к токоведущим частям.
- Гальваническая развязка цепей — одна из мер защиты от протекания тока по неверному пути.
- Регулировка — в процессе эксплуатации может потребоваться изменение каких-либо параметров для обеспечения правильной работы электроприбора.
- Управление — может включать регулировку, включение/отключение каких-либо цепей или источника питания в целом. Может быть как непосредственным (с помощью органов управления на корпусе устройства), так и дистанционным, а также программным (обеспечение включения/выключения, регулировка в заданное время или с наступлением каких-либо событий).
- Контроль — отображение параметров на входе и на выходе источника питания, включения/выключения цепей, срабатывания защит. Также может быть непосредственным или дистанционным.
Трансформаторный (сетевой) источник питания
Чаще всего состоит из следующих частей:- Сетевого трансформатора, преобразующего величину напряжения, а также осуществляющего гальваническую развязку;
- Выпрямителя, преобразующего переменное напряжение в пульсирующее;
- Фильтра для снижения уровня пульсаций;
- Стабилизатора напряжения для приведения выходного напряжения в соответствие с номиналом, также выполняющего функцию сглаживания пульсаций за счёт их «срезания».
В сетевых источниках питания применяются чаще всего линейные стабилизаторы напряжения, а в некоторых случаях и вовсе отказываются от стабилизации.
Достоинства такой схемы:- Простота построения и обслуживания
- Надёжность
- Низкий уровень радиопомех.
Недостатки:
- Большой вес и габариты, особенно при большой мощности: по большей части за счёт габаритов трансформатора и сглаживающего фильтра
- Металлоёмкость
- Применение линейных стабилизаторов напряжения вводит компромисс между стабильностью выходного напряжения и КПД: чем больше диапазон изменения напряжения, тем больше потери мощности.
- При отсутствии стабилизатора на выход источника питания проникают пульсации с частотой 100Гц.
В целом ничто не мешает применить в трансформаторном источнике питания импульсный стабилизатор напряжения, однако большее распространение получила схема с полностью импульсным преобразованием напряжения.
Импульсный источник питания
Широко распространённая схема импульсного источника питания состоит из следующих частей:- Входного фильтра, призванного предотвращать распространение импульсных помех в питающей сети
- Входного выпрямителя, преобразующего переменное напряжение в пульсирующее
- Фильтра, сглаживающего пульсации выпрямленного напряжения
- Прерывателя (обычно мощного транзистора, работающего в ключевом режиме)
- Цепей управления прерывателем (генератора импульсов, широтно-импульсного модулятора)
- Импульсного трансформатора, который служит накопителем энергии импульсного преобразователя, формирования нескольких номиналов напряжения, а также для гальванической развязки цепей (входных от выходных, а также, при необходимости, выходных друг от друга)
- Выходного выпрямителя
- Выходных фильтров, сглаживающих высокочастотные пульсации и импульсные помехи.
Достоинства такого блока питания:
- Можно достичь высокого коэффициента стабилизации
- Высокий КПД. Основные потери приходятся на переходные процессы, которые длятся значительно меньшее время, чем устойчивое состояние.
- Малые габариты и масса, обусловленные как меньшим выделением тепла на регулирующем элементе, так и меньшими габаритами трансформатора, благодаря тому, что последний работает на более высокой частоте.
- Меньшая металлоёмкость, благодаря чему мощные импульсные источники питания стоят дешевле трансформаторных, несмотря на бо́льшую сложность
- Возможность включения в сети широкого диапазона напряжений и частот, или даже постоянного тока. Благодаря этому возможна унификация техники, производимой для различных стран мира, а значит и её удешевление при массовом производстве.
Однако имеют такие источники питания и недостатки, ограничивающие их применение:
- Импульсные помехи. В связи с этим часто недопустимо применение импульсных источников питания для некоторых видов аппаратуры.
- Невысокий cosφ, что требует включения компенсаторов коэффициента мощности.
- Работа большей части схемы без гальванической развязки, что затрудняет обслуживание и ремонт.
- Во многих импульсных источниках питания входной фильтр помех часто соединён с корпусом, а значит такие устройства требуют заземления.
[Википедия]
Недопустимые, нерекомендуемые
Тематики
Обобщающие термины
Синонимы
EN
подача
1. Порция одноврем. загружаемых в шахтную печь рудных материалов, флюсов и тв. топлива с определ. соотношением компонентов.
2. Операция перемещения заготовки в одном из направлений (продольном, поперечном, или др.) в промежутках между единичными обжатиями при ковке. В количественном отношении подача — величина перемещения заготовки (абсолютная подача) или отношение поперечного размера заготовки к ее высотному размеру в зоне обжатия (между бойками) — относительная подача.
3. Длина кольцевого участка гильзы или заготовки, обжимаемого и раскатываемого за цикл пилигримовой прокатки труб.
4. Относительное перемещение режущего инструмента и обрабатываемой на станке заготовки. Различают подачу непрерывную (например, на токарных, сверлильных, фрезерных станках) и прерывную или периодическую подачу (например, на строгальных, долбежных станках).
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
подводить электропитание
—
[Я.Н.Лугинский, М.С.Фези-Жилинская, Ю.С.Кабиров. Англо-русский словарь по электротехнике и электроэнергетике, Москва, 1999 г.]Тематики
- электротехника, основные понятия
EN
поставки
1. Означают продажу, включая перепродажу электроэнергии потребителям (Директива 2003/54/ЕС).
2. Продажа электроэнергии, как правило, включает снятие показаний счетчиков и выписывание счетов, в отличие от другой деятельности, такой как генерация, передача, эксплуатация системы и распределение.
[Англо-русский глосcарий энергетических терминов ERRA]EN
supply
1. Means the sale, including resale, of electricity to customers (Directive 2003/54/EC).
2. The sale of electricity, usually including metering and billing, in contrast to other activities such as generation, transmission, system operation and distribution.
[Англо-русский глосcарий энергетических терминов ERRA]Тематики
EN
предложение
Совокупность слов, образующих текстовую единицу, выражающую законченную мысль. Обычно начинается с заглавной буквы и заканчивается знаком препинания, таким как точка, вопросительный или восклицательный знак.
[ http://www.morepc.ru/dict/]
предложение
Одно из основных понятий экономики рынка. Можно определить П. блага (товара) как количество этого блага, которое может быть представлено для продажи на рынке по данной цене. Соответственно, совокупное П. на рынке — общее количество благ, которые могут быть представлены для продажи при данной структуре цен. В нормальных условиях, когда загрузка производственных мощностей близка к полной, выпуск каждой дополнительной единицы продукции требует дополнительных затрат. Чтобы побудить к этому производителя, надо предложить ему повышенную цену (См. Кривая предложения). С другой стороны, потребитель заинтересован в возможно более низкой цене (см. Кривая спроса). Взаимодействие этих интересов и формирует рыночный механизм.
[ http://slovar-lopatnikov.ru/]Тематики
EN
электроснабжение
Обеспечение потребителей электрической энергией.
[ ГОСТ 19431-84]Качество электрической энергии (КЭ) тесно связано с надежностью электроснабжения, поскольку нормальным режимом электроснабжения потребителей является такой режим, при котором потребители получают электроэнергию бесперебойно, в количестве, заранее согласованном с энергоснабжающей организацией, и нормированного качества.
[В. В. Суднова. Качество электрической энергии]Тематики
Действия
Сопутствующие термины
- бесперебойность электроснабжения
- надежность электроснабжения
- нарушение электроснабжения
- нормальный режим электроснабжения
- проект электроснабжения
- электроснабжение от автономного источника питания электроэнергией
EN
Англо-русский словарь нормативно-технической терминологии > supply
См. также в других словарях:
схема — 2.59 схема (schema): Описание содержания, структуры и ограничений, используемых для создания и поддержки базы данных. Источник: ГОСТ Р ИСО/МЭК ТО 10032 2007: Эталонная модель управления данными 3.1.17 схема : Документ, на котором показаны в виде… … Словарь-справочник терминов нормативно-технической документации
Технологическая схема — – это графическое модельное представление технологического процесса в виде последовательных производственных функций, технологических и транспортных операций, направленных на получение товарной продукции. В зависимости от содержания… … Энциклопедия терминов, определений и пояснений строительных материалов
технический контроль — Схема технического контроля на авиационном заводе. технический контроль в авиастроении — совокупность работ по контролю количественной и качественной характеристик свойств продукции или технологического процесса, от которого зависит качество … Энциклопедия «Авиация»
технический контроль — Схема технического контроля на авиационном заводе. технический контроль в авиастроении — совокупность работ по контролю количественной и качественной характеристик свойств продукции или технологического процесса, от которого зависит качество … Энциклопедия «Авиация»
Метод Чохральского — Схема метода Чохральского Метод Чохральского метод выращивания кристаллов путём вытягивания их вверх от свободной поверхности большого объёма распла … Википедия
система — 4.48 система (system): Комбинация взаимодействующих элементов, организованных для достижения одной или нескольких поставленных целей. Примечание 1 Система может рассматриваться как продукт или предоставляемые им услуги. Примечание 2 На практике… … Словарь-справочник терминов нормативно-технической документации
технологическая — технологическая время, в течение которого мастика сохраняет способность к нанесению. Источник: Рекомендации: Методические рекомендации по … Словарь-справочник терминов нормативно-технической документации
Технологический процесс — (Process) Определение технологического процесса, типы технологического процесса Определение технологического процесса, типы технологического процесса, правила процесса Содержание Содержание Определение . Понятие технологического процесса Основные … Энциклопедия инвестора
1: — Терминология 1: : dw Номер дня недели. «1» соответствует понедельнику Определения термина из разных документов: dw DUT Разность между московским и всемирным координированным временем, выраженная целым количеством часов Определения термина из… … Словарь-справочник терминов нормативно-технической документации
метод — метод: Метод косвенного измерения влажности веществ, основанный на зависимости диэлектрической проницаемости этих веществ от их влажности. Источник: РМГ 75 2004: Государственная система обеспечения еди … Словарь-справочник терминов нормативно-технической документации
контроль — 2.7 контроль (control): Примечание В контексте безопасности информационно телекоммуникационных технологий термин «контроль» может считаться синонимом «защитной меры» (см. 2.24). Источник … Словарь-справочник терминов нормативно-технической документации
Перевод: со всех языков на русский
с русского на все языки- С русского на:
- Все языки
- Со всех языков на:
- Все языки
- Английский
- Немецкий
- Русский
схема+материалов+технологического+процесса
18+
© Академик, 2000-2024
- Обратная связь: Техподдержка, Реклама на сайте
Экспорт словарей на сайты, сделанные на PHP, Joomla, Drupal, WordPress, MODx.