-
81 обжиг окатышей
обжиг окатышей
Процесс производства окускованных рудных материалов шарообразной формы (окатышей) из тонкоизмельченных материалов, основан на образовании керамической связки или слипании частиц при их размягчении. Преимущественное распространение получил обжиг окатышей из железорудных концентратов, в некоторых случаях концентратов руд цветных металлов, флюоритовых и фосфористых концентратов. Обжиг окатышей ведут в шахтных печах, конвейерных и кольцевых обжиговых машинах, комбинированных установках «решетка-трубчатая печь» производительностью 0,5— 5 млн. т/год. Первые промышленные установки были созданы в США в 1945-1955 г.г. Наиболее распространен для упрочнения окатышей окислительный обжиг продуктами горения газообразного топлива при температуpax до 1400 °С, реже — восстановительный обжиг в контролируемой газовой среде. Охлаждают окатыши непосредственно на обжиговых машинах или на охладителях конвейерного или кольцевого типа. Обжиг окатышей, наряду с агломерацией — основной способ окускования руд и концентратов.
[ http://metaltrade.ru/abc/a.htm]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > обжиг окатышей
-
82 оплавление лома
оплавление лома
Разделка лома цветных металлов и сплавов в специальных плавильных агрегатах, основанная на разнице температур плавления основного металла и примесей.
[ http://metaltrade.ru/abc/a.htm]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > оплавление лома
-
83 печь протяжная
печь протяжная
Термическая печь непрерывного действия для нагрева полосы (ленты, проволоки) из стали или цветных металлов, которую протягивают через рабочее пространство. По конструкции печь протяжная может быть горизонтальной (одно- или многоэтаж.) и вертикальной (башен.) с одним или несколькими проходами. В горизонтальной печи протяжной обрабатывают полосу толщиной до 4-6 мм и длиной менее 150-200 м, протягивая ее тянущими роликами или специальными устройствами — «моталками», установленными вне печи, со скоростью до 2 м/с по поддерживающим (опорным) роликам. Для уменьшения длины горизонтальной печи протяжной ролики и нагреватели размещают в несколько рядов — «этажей» по высоте так, что полоса делает 3-5 поворотов, огибая поворотные ролики. Производительность горизонтальных печей невелика (10- 15 т/ч). В вертикальной протяжной печи ленту толщиной до 1 мм длиной 600-1200 м многократно протягивают со скоростью 10-20 м/с по вертикальным каналам — ходам длиной 10-12 м и более, сформированными излучающими трубами или нагревателями с вращающимися поворотными (и опорными) роликами в верхних и нижних частях каналов. При большой производительности (до 40-50 т/ч) вертикальные печи высотой 20-30 м занимают небольшую производственную площадь.
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > печь протяжная
-
84 печь сопротивления
печь сопротивления
Электрическая печь, принцип действия которой основан на тепловом действии (по закону Джоуля-Ленца) электрического тока в проводнике. Таким проводником является нагреваемое тело (печь сопротивления прямого действия) или нагреватель, передающий генерируемую теплоту нагреваемому телу в результате теплообмена (печь сопротивления косвенного действия). Печь сопротивления широко применяют в промышленности для нагрева, плавки и термической обработки. Первые печи построил в 1807 г. английский ученый Г. Дэйви (G. Davy). Промышленные печи сопротивления прямого действия начали строить в 80-90-х г.г. XIX в. Промышленные печи сопротивления косвенного действия появились в начале XX в. после начала производства материалов для нагревателей (пример — печь В. П. Чижевского в 1901 г. для плавки стали и цветных металлов). Печь сопротивления прямого действия применяется для нагрева прутков, стержней, труб, ленты и проволоки. По режиму работы печь сопротивления прямого действия может быть периодического и непрерывного действия, которые работают без тепловой изоляции с тепловым к. п. д. 0,85-0,95. Печь сопротивления косвенного действия — печи-теплообменники с радиационным или конвективым режимами; может иметь низкую (менее 700 °C), среднюю (менее 1200 °C) или высокую (более 1200 °C) рабочую температуру; может быть открытой (с окислительной атмосферой), газонаполненной (с контролируемой газовой средой), вакуумной, вакуумно-комресс., с газообразным, жидким или псевдожидким твердым теплоносителем. В качестве жидкого теплоносителя применяются расплавленными соли (соляные ванны), свинец, шлаки, чистые оксиды.
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > печь сопротивления
-
85 покрытие конверсионное
покрытие конверсионное
Покрытие, получаемое на защищаемой поверхности изделия в результате химической реакции защитного вещества и основного металла, например, фосфатирование, хроматирование и оксидирование сталей или цветных металлов в специальных электролитах с образованием на их поверхности тонкой пленки (1-10 мкм) химических соединений: фосфатов, хроматов, оксидов. В зависимости от состава электролита можно получать пленки разных цветов. Последующие нанесение на конверсионное покрытие лака или пропитка ингибированными маслами повышает их противокоррозионные свойства.
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > покрытие конверсионное
-
86 прокат
прокат
Любой технический продукт прокатного стана.
прокат
Продукция прокатного производства в виде полуфабриката или изделия из черных и цветных металлов и сплавов, получаемых методом горячей, теплой или холодной прокатки. Прокат разделяют на три основных группы: сортовой, листовой прокат и трубы.
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > прокат
-
87 прокатка бесслитковая
прокатка бесслитковая
Непрерывный технологический процесс производства металлоизделий и полуфабрикатов, совмещаемый литье, затвердение и прокатку. Бесслитковая прокатка предложена Г. Бессемером в 1857 г. В настоящее время применяется в основном для изготовления полос из цветных металлов и чугуна.
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > прокатка бесслитковая
-
88 хлорирующий обжиг
хлорирующий обжиг
Обжиг, в процессе которого хлорируют обжигаемые материалы для перевода оксидов или сульфидов преимущественно цветных металлов в водорастворимые или летучие хлориды (фториды); которые извлекаются в раствор или улавливаются для дальнейшей переработки: нерастворимый осадок обычно направляется в отвалы.
[ http://metaltrade.ru/abc/a.htm]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > хлорирующий обжиг
-
89 reducing roasting
восстановительный обжиг
Обжиг руды в восстановительных условиях, в процессе которого она частично восстанавливается до металла; в промышленном производстве наиболее широко используется для обработки оксидных руд цветных металлов.
[ http://metaltrade.ru/abc/a.htm]Тематики
EN
Англо-русский словарь нормативно-технической терминологии > reducing roasting
-
90 scrap melting
оплавление лома
Разделка лома цветных металлов и сплавов в специальных плавильных агрегатах, основанная на разнице температур плавления основного металла и примесей.
[ http://metaltrade.ru/abc/a.htm]Тематики
EN
Англо-русский словарь нормативно-технической терминологии > scrap melting
-
91 strand-type furnace
печь протяжная
Термическая печь непрерывного действия для нагрева полосы (ленты, проволоки) из стали или цветных металлов, которую протягивают через рабочее пространство. По конструкции печь протяжная может быть горизонтальной (одно- или многоэтаж.) и вертикальной (башен.) с одним или несколькими проходами. В горизонтальной печи протяжной обрабатывают полосу толщиной до 4-6 мм и длиной менее 150-200 м, протягивая ее тянущими роликами или специальными устройствами — «моталками», установленными вне печи, со скоростью до 2 м/с по поддерживающим (опорным) роликам. Для уменьшения длины горизонтальной печи протяжной ролики и нагреватели размещают в несколько рядов — «этажей» по высоте так, что полоса делает 3-5 поворотов, огибая поворотные ролики. Производительность горизонтальных печей невелика (10- 15 т/ч). В вертикальной протяжной печи ленту толщиной до 1 мм длиной 600-1200 м многократно протягивают со скоростью 10-20 м/с по вертикальным каналам — ходам длиной 10-12 м и более, сформированными излучающими трубами или нагревателями с вращающимися поворотными (и опорными) роликами в верхних и нижних частях каналов. При большой производительности (до 40-50 т/ч) вертикальные печи высотой 20-30 м занимают небольшую производственную площадь.
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
Англо-русский словарь нормативно-технической терминологии > strand-type furnace
-
92 resistance furnace
печь сопротивления
Электрическая печь, принцип действия которой основан на тепловом действии (по закону Джоуля-Ленца) электрического тока в проводнике. Таким проводником является нагреваемое тело (печь сопротивления прямого действия) или нагреватель, передающий генерируемую теплоту нагреваемому телу в результате теплообмена (печь сопротивления косвенного действия). Печь сопротивления широко применяют в промышленности для нагрева, плавки и термической обработки. Первые печи построил в 1807 г. английский ученый Г. Дэйви (G. Davy). Промышленные печи сопротивления прямого действия начали строить в 80-90-х г.г. XIX в. Промышленные печи сопротивления косвенного действия появились в начале XX в. после начала производства материалов для нагревателей (пример — печь В. П. Чижевского в 1901 г. для плавки стали и цветных металлов). Печь сопротивления прямого действия применяется для нагрева прутков, стержней, труб, ленты и проволоки. По режиму работы печь сопротивления прямого действия может быть периодического и непрерывного действия, которые работают без тепловой изоляции с тепловым к. п. д. 0,85-0,95. Печь сопротивления косвенного действия — печи-теплообменники с радиационным или конвективым режимами; может иметь низкую (менее 700 °C), среднюю (менее 1200 °C) или высокую (более 1200 °C) рабочую температуру; может быть открытой (с окислительной атмосферой), газонаполненной (с контролируемой газовой средой), вакуумной, вакуумно-комресс., с газообразным, жидким или псевдожидким твердым теплоносителем. В качестве жидкого теплоносителя применяются расплавленными соли (соляные ванны), свинец, шлаки, чистые оксиды.
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
электропечь (электротермическое устройство) сопротивления
Электропечь (электротермическое устройство), в которой электротермический процесс осуществляется косвенным нагревом сопротивлением
[ ГОСТ 16382-87]Тематики
EN
DE
FR
19. Электропечь (электротермическое устройство) сопротивления
D. Elektrischer Widerstandsofen
E. Resistance furnace
F. Four a resistance
Электропечь (электротермическое устройство), в которой электротермический процесс осуществляется косвенным нагревом сопротивлением
Источник: ГОСТ 16382-87: Оборудование электротермическое. Термины и определения оригинал документа
Англо-русский словарь нормативно-технической терминологии > resistance furnace
-
93 mill product
прокат
Любой технический продукт прокатного стана.
прокат
Продукция прокатного производства в виде полуфабриката или изделия из черных и цветных металлов и сплавов, получаемых методом горячей, теплой или холодной прокатки. Прокат разделяют на три основных группы: сортовой, листовой прокат и трубы.
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
Англо-русский словарь нормативно-технической терминологии > mill product
-
94 rolled products
прокат
Любой технический продукт прокатного стана.
прокат
Продукция прокатного производства в виде полуфабриката или изделия из черных и цветных металлов и сплавов, получаемых методом горячей, теплой или холодной прокатки. Прокат разделяют на три основных группы: сортовой, листовой прокат и трубы.
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
Англо-русский словарь нормативно-технической терминологии > rolled products
-
95 ingotless rolling
прокатка бесслитковая
Непрерывный технологический процесс производства металлоизделий и полуфабрикатов, совмещаемый литье, затвердение и прокатку. Бесслитковая прокатка предложена Г. Бессемером в 1857 г. В настоящее время применяется в основном для изготовления полос из цветных металлов и чугуна.
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
Англо-русский словарь нормативно-технической терминологии > ingotless rolling
-
96 chloridizing roasting
хлорирующий обжиг
Обжиг, в процессе которого хлорируют обжигаемые материалы для перевода оксидов или сульфидов преимущественно цветных металлов в водорастворимые или летучие хлориды (фториды); которые извлекаются в раствор или улавливаются для дальнейшей переработки: нерастворимый осадок обычно направляется в отвалы.
[ http://metaltrade.ru/abc/a.htm]Тематики
EN
Англо-русский словарь нормативно-технической терминологии > chloridizing roasting
-
97 electrocolor process
-
98 groove
- формообразующая полость
- риска (дефект поверхности проката черных металлов)
- подготовка кромок (под сварку)
- паз
- канавка резьбы
- канавка (записи)
- калибр (металлургия)
- делать пазы, канавки
- бороздка
бороздка
Элемент вторичной структуры ДНК - углубление между выступающими частями нуклеотидов; различают чередующиеся малую (между комплементарными основаниями, т.е. «внутрь» молекулы ДНК) и большую Б.; в плоском продольном срезе большая и малая Б. составляют шаг спирали ДНК.
[Арефьев В.А., Лисовенко Л.А. Англо-русский толковый словарь генетических терминов 1995 407с.]Тематики
EN
делать пазы, канавки
желобить
—
[ http://slovarionline.ru/anglo_russkiy_slovar_neftegazovoy_promyishlennosti/]Тематики
Синонимы
EN
калибр
1. Толщина листа или диаметр провода. Различные стандарты произвольны и отличаются для железных и цветных сплавов.
2. Инструмент для визуального контроля, который позволяет инспектору определить, соответствуют ли размер или контур сформированной детали размерным требованиям.
3. Прибор, используемый для измерения толщины или длины.
калибр
1. Профиль отверстия, образованного смежными ручьями прокатных валков в рабочем положении и зазорами между ними, служит для придания заданных формы и размеров сечению раската. Обычно калибр образуется двумя, реже — тремя и четырьмя валками. По форме калибры могут быть простые — прямоугольные, круглые, квадратные, ромбические, овальные, полосовые, шестиугольные, стрельчатые и фасонные — уголковые, двутавровые, швеллерные и др. По конструкции, т.е. положению линии разъема, калибры подразделяют на открытые и закрытые, по расположению на валках — открытые, закрытые, полузакрытые и диагональные. По назначению — обжимные, вытяжные, черновые, предчистовые и чистовые калибры. Основные элементы калибров — зазор между валками, выпуск калибра, разъем, бурты, закруглеиия, нейтральная линия.
2. Сменный технологический инструмент, закрепленный на рабочем валке.
3. Бесшкальный измерительный инструмент для контроля размеров, формы и взаимного расположения частей изделия сравнением размера изделия с калибром по вхождению или степени прилегания их поверхностей.
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
канавка (записи)
Ндп. бороздка
Дорожка механической записи в виде углубления, непрерывно образуемого в носителе записи при записи.
[ ГОСТ 13699-91]Недопустимые, нерекомендуемые
Тематики
EN
DE
FR
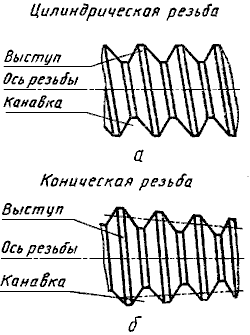
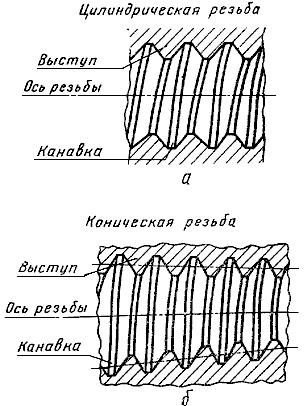
канавка резьбы
канавка
Пространство, заключенное между выступами резьбы (черт. 1 и 2).
Черт.1
Черт. 2
[ ГОСТ 11708-82( СТ СЭВ 2631-80)]Тематики
Синонимы
EN
DE
FR
паз
Гнездо продолговатой формы с параллельными боковыми поверхностями
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]EN
DE
FR
подготовка кромок (под сварку)
разделка кромок (под сварку)
подготавливать кромки
разделывать кромки
—
[ http://slovarionline.ru/anglo_russkiy_slovar_neftegazovoy_promyishlennosti/]Тематики
Синонимы
EN
риска
Дефект поверхности в виде канавки без выступа кромок с закругленным или плоским дном, образовавшийся от царапания поверхности металла изношенной прокатной арматурой.
Примечание. Дефект не сопровождается изменением структуры и неметаллическими включениями. На последующих операциях края риски могут прикатываться.
[ ГОСТ 21014-88]Недопустимые, нерекомендуемые
Тематики
EN
DE
FR
формообразующая полость
Ндп. канавка
формующая полость
Пространство в пресс-форме, ограниченное поверхностями формообразующих деталей, форму и размеры которых приобретает изделие, где происходит его вулканизация.
[ ГОСТ 23165-78]Недопустимые, нерекомендуемые
Тематики
- пресс-формы для резинотехн. изделий
Обобщающие термины
EN
DE
Англо-русский словарь нормативно-технической терминологии > groove
-
99 избирательное окисление
избирательное окисление
Регулируемое окисление отдельных компонентов жидкого расплава, например, С и Si в стали (чугуне) или Fe и S в меди, продувкой воздухом или кислородом при выплавке. Избирательное окисление активно используют при выплавке цветных и черных металлов в печах с жидкой ванной (ПЖВ). Окислительный газ — воздух, кислород подают под слой жидкого шлака. Происходит активное окисление серы. В результате плавки получают медный сульфидный штейн и шлак. При плавке в ПЖВ железных руд с продувкой О2 под шлаком вместо кокса применяют каменный уголь: результат плавки — железо-углеродистый продукт.
[ http://metaltrade.ru/abc/a.htm]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > избирательное окисление
-
100 перегрев металла
перегрев металла
1. Нарушение режима нагрева металла для горячей деформации, связанной с длительным пребыванием его при высокой температуре. Приводит к значительному росту зерна, снижению пластичности и, как следствие, к образованию рванин при прокатке или ковке.
2. Обратимый дефект термической обработки стали, заключающийся в формировании крупного зерна и видманштетт. структуры. Связан с существенным (на 100-150 oC) превышением Ас3 при нагреве и устраняется повторным нагревом обычно на 20-30 oC выше температуры рекристаллизации, в результате чего происходит измельчение зерен. Для некоторых металлов (цветных сплавов, аустенитных и ферритных сталей), не подверженных перекристаллизации, перегрев металла не устраняется повторной термической обработкой, а поэтому приводит к браку.
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > перегрев металла
См. также в других словарях:
вторичная металлургия цветных металлов — Ндп. вторичные цветные металлы Подотрасль цветной металлургии, производящая заготовку и переработку лома и отходов цветных металлов и сплавов для получения цветных металлов и сплавов. [ГОСТ 18978 73] Недопустимые, нерекомендуемые вторичные… … Справочник технического переводчика
Вторичная металлургия цветных металлов — 1. Вторичная металлургия цветных металлов Ндп. Вторичные цветные металлы D. Sekundärindustrie von Nichteisenmetallen, Buntmetallen E. Secondary metallurgy of non ferrous metals F. Métallurgie secondaire de métaux non ferreux Источник: ГОСТ 18978… … Словарь-справочник терминов нормативно-технической документации
Кафедра "Теоретические основы металлургии цветных металлов" СПбГПУ — Проверить нейтральность. На странице обсуждения должны быть подробности … Википедия
ГОСТ 18978-73: Лом и отходы цветных металлов и сплавов. Термины и определения — Терминология ГОСТ 18978 73: Лом и отходы цветных металлов и сплавов. Термины и определения оригинал документа: 3. Брутто лома и отходов цветных металлов Общая масса поступающего лома и отходов цветных металлов и сплавов с учетом засоренности… … Словарь-справочник терминов нормативно-технической документации
Государственный университет цветных металлов и золота — был основан в 1930 году (приказом Высшего Совета Народного Хозяйства СССР от 17 апреля 1930 г. № 1238) на базе факультета цветной металлургии Московской горной академии как Московский институт цветных металлов и золота. Указом Президиума… … Википедия
Красноярская академия цветных металлов и золота — Государственный университет цветных металлов и золота был основан в 1930 году (приказом Высшего Совета Народного Хозяйства СССР от 17 апреля 1930 г. № 1238) на базе факультета цветной металлургии Московской горной академии как Московский институт … Википедия
Красноярский институт цветных металлов — Государственный университет цветных металлов и золота был основан в 1930 году (приказом Высшего Совета Народного Хозяйства СССР от 17 апреля 1930 г. № 1238) на базе факультета цветной металлургии Московской горной академии как Московский институт … Википедия
Красноярский институт цветных металлов и золота — Государственный университет цветных металлов и золота был основан в 1930 году (приказом Высшего Совета Народного Хозяйства СССР от 17 апреля 1930 г. № 1238) на базе факультета цветной металлургии Московской горной академии как Московский институт … Википедия
Московский институт цветных металлов и золота — Государственный университет цветных металлов и золота был основан в 1930 году (приказом Высшего Совета Народного Хозяйства СССР от 17 апреля 1930 г. № 1238) на базе факультета цветной металлургии Московской горной академии как Московский институт … Википедия
Запорожский завод цветных металлов — Тип ООО Год основания 1991 Расположение … Википедия
Восточный научно-исследовательский горно-металлургический институт цветных металлов — (ВНИИцветмет) Прежнее название Всесоюзный научно исследовательский горно металлургический институт цветных металлов … Википедия