-
61 plc
- связь по ЛЭП
- программируемый логический контроллер
- несущая в канале ВЧ-связи по ЛЭП
- маскирование потери пакета
- контроллер с программируемой логикой
- акционерная компания с ограниченной ответственностью
акционерная компания с ограниченной ответственностью
AG - аббревиатура для обозначения AKTIENGESELLSCHAFT (акционерное общество). Оно пишется после названия немецких, австрийских или швейцарских компаний и является эквивалентом английской аббревиатуры plc (public limited company-акционерная компания с ограниченной ответственностью). Сравни: GmbH.
[ http://www.vocable.ru/dictionary/533/symbol/97]Тематики
EN
DE
- AG
контроллер с программируемой логикой
—
[А.С.Гольдберг. Англо-русский энергетический словарь. 2006 г.]Тематики
EN
маскирование потери пакета
Метод сокрытия факта потери медиапакетов путем генерирования синтезируемых пакетов (МСЭ-T G.1050).
[ http://www.iks-media.ru/glossary/index.html?glossid=2400324]Тематики
- электросвязь, основные понятия
EN
несущая в канале ВЧ-связи по ЛЭП
—
[Я.Н.Лугинский, М.С.Фези-Жилинская, Ю.С.Кабиров. Англо-русский словарь по электротехнике и электроэнергетике, Москва, 1999]Тематики
- электротехника, основные понятия
EN
программируемый логический контроллер
ПЛК
-
[Интент]
контроллер
Управляющее устройство, осуществляющее автоматическое управление посредством программной реализации алгоритмов управления.
[Сборник рекомендуемых терминов. Выпуск 107. Теория управления.
Академия наук СССР. Комитет научно-технической терминологии. 1984 г.]EN
storage-programmable logic controller
computer-aided control equipment or system whose logic sequence can be varied via a directly or remote-control connected programming device, for example a control panel, a host computer or a portable terminal
[IEV ref 351-32-34]FR
automate programmable à mémoire
См. также:
équipement ou système de commande assisté par ordinateur dont la séquence logique peut être modifiée directement ou par l'intermédiaire d'un dispositif de programmation relié à une télécommande, par exemple un panneau de commande, un ordinateur hôte ou un terminal de données portatif
[IEV ref 351-32-34]
- архитектура контроллера;
- производительность контроллера;
- время реакции контроллера;
КЛАССИФИКАЦИЯ
Основным показателем ПЛК является количество каналов ввода-вывода. По этому признаку ПЛК делятся на следующие группы:- нано- ПЛК (менее 16 каналов);
- микро-ПЛК (более 16, до 100 каналов);
- средние (более 100, до 500 каналов);
- большие (более 500 каналов).
- моноблочными - в которых устройство ввода-вывода не может быть удалено из контроллера или заменено на другое. Конструктивно контроллер представляет собой единое целое с устройствами ввода-вывода (например, одноплатный контроллер). Моноблочный контроллер может иметь, например, 16 каналов дискретного ввода и 8 каналов релейного вывода;
- модульные - состоящие из общей корзины (шасси), в которой располагаются модуль центрального процессора и сменные модули ввода-вывода. Состав модулей выбирается пользователем в зависимости от решаемой задачи. Типовое количество слотов для сменных модулей - от 8 до 32;
- распределенные (с удаленными модулями ввода-вывода) - в которых модули ввода-вывода выполнены в отдельных корпусах, соединяются с модулем контроллера по сети (обычно на основе интерфейса RS-485) и могут быть расположены на расстоянии до 1,2 км от процессорного модуля.
Многие контроллеры имеют набор сменных процессорных плат разной производительности. Это позволяет расширить круг потенциальных пользователей системы без изменения ее конструктива.
По конструктивному исполнению и способу крепления контроллеры делятся на:- панельные (для монтажа на панель или дверцу шкафа);
- для монтажа на DIN-рейку внутри шкафа;
- для крепления на стене;
- стоечные - для монтажа в стойке;
- бескорпусные (обычно одноплатные) для применения в специализированных конструктивах производителей оборудования (OEM - "Original Equipment Manufact urer").
По области применения контроллеры делятся на следующие типы:- универсальные общепромышленные;
- для управления роботами;
- для управления позиционированием и перемещением;
- коммуникационные;
- ПИД-контроллеры;
- специализированные.
По способу программирования контроллеры бывают:- программируемые с лицевой панели контроллера;
- программируемые переносным программатором;
- программируемые с помощью дисплея, мыши и клавиатуры;
- программируемые с помощью персонального компьютера.
Контроллеры могут программироваться на следующих языках:- на классических алгоритмических языках (C, С#, Visual Basic);
- на языках МЭК 61131-3.
Контроллеры могут содержать в своем составе модули ввода-вывода или не содержать их. Примерами контроллеров без модулей ввода-вывода являются коммуникационные контроллеры, которые выполняют функцию межсетевого шлюза, или контроллеры, получающие данные от контроллеров нижнего уровня иерархии АСУ ТП. Контроллеры для систем автоматизации
Слово "контроллер" произошло от английского "control" (управление), а не от русского "контроль" (учет, проверка). Контроллером в системах автоматизации называют устройство, выполняющее управление физическими процессами по записанному в него алгоритму, с использованием информации, получаемой от датчиков и выводимой в исполнительные устройства.
Первые контроллеры появились на рубеже 60-х и 70-х годов в автомобильной промышленности, где использовались для автоматизации сборочных линий. В то время компьютеры стоили чрезвычайно дорого, поэтому контроллеры строились на жесткой логике (программировались аппаратно), что было гораздо дешевле. Однако перенастройка с одной технологической линии на другую требовала фактически изготовления нового контроллера. Поэтому появились контроллеры, алгоритм работы которых мог быть изменен несколько проще - с помощью схемы соединений реле. Такие контроллеры получили название программируемых логических контроллеров (ПЛК), и этот термин сохранился до настоящего времени. Везде ниже термины "контроллер" и "ПЛК" мы будем употреблять как синонимы.
Немного позже появились ПЛК, которые можно было программировать на машинно-ориентированном языке, что было проще конструктивно, но требовало участия специально обученного программиста для внесения даже незначительных изменений в алгоритм управления. С этого момента началась борьба за упрощение процесса программирования ПЛК, которая привела сначала к созданию языков высокого уровня, затем - специализированных языков визуального программирования, похожих на язык релейной логики. В настоящее время этот процесс завершился созданием международного стандарта IEC (МЭК) 1131-3, который позже был переименован в МЭК 61131-3. Стандарт МЭК 61131-3 поддерживает пять языков технологического программирования, что исключает необходимость привлечения профессиональных программистов при построении систем с контроллерами, оставляя для них решение нестандартных задач.
В связи с тем, что способ программирования является наиболее существенным классифицирующим признаком контроллера, понятие "ПЛК" все реже используется для обозначения управляющих контроллеров, которые не поддерживают технологические языки программирования. Жесткие ограничения на стоимость и огромное разнообразие целей автоматизации привели к невозможности создания универсального ПЛК, как это случилось с офисными компьютерами. Область автоматизации выдвигает множество задач, в соответствии с которыми развивается и рынок, содержащий сотни непохожих друг на друга контроллеров, различающихся десятками параметров.
Выбор оптимального для конкретной задачи контроллера основывается обычно на соответствии функциональных характеристик контроллера решаемой задаче при условии минимальной его стоимости. Учитываются также другие важные характеристики (температурный диапазон, надежность, бренд изготовителя, наличие разрешений Ростехнадзора, сертификатов и т. п.).
Несмотря на огромное разнообразие контроллеров, в их развитии заметны следующие общие тенденции:- уменьшение габаритов;
- расширение функциональных возможностей;
- увеличение количества поддерживаемых интерфейсов и сетей;
- использование идеологии "открытых систем";
- использование языков программирования стандарта МЭК 61131-3;
- снижение цены.
[ http://bookasutp.ru/Chapter6_1.aspx]
Программируемый логический контроллер (ПЛК, PLC) – микропроцессорное устройство, предназначенное для управления технологическим процессом и другими сложными технологическими объектами.
Принцип работы контроллера состоит в выполнение следующего цикла операций:
1. Сбор сигналов с датчиков;
2. Обработка сигналов согласно прикладному алгоритму управления;
3. Выдача управляющих воздействий на исполнительные устройства.
В нормальном режиме работы контроллер непрерывно выполняет этот цикл с частотой от 50 раз в секунду. Время, затрачиваемое контроллером на выполнение полного цикла, часто называют временем (или периодом) сканирования; в большинстве современных ПЛК сканирование может настраиваться пользователем в диапазоне от 20 до 30000 миллисекунд. Для быстрых технологических процессов, где критична скорость реакции системы и требуется оперативное регулирование, время сканирования может составлять 20 мс, однако для большинства непрерывных процессов период 100 мс считается вполне приемлемым.
Аппаратно контроллеры имеют модульную архитектуру и могут состоять из следующих компонентов:
1. Базовая панель ( Baseplate). Она служит для размещения на ней других модулей системы, устанавливаемых в специально отведенные позиции (слоты). Внутри базовой панели проходят две шины: одна - для подачи питания на электронные модули, другая – для пересылки данных и информационного обмена между модулями.
2. Модуль центрального вычислительного устройства ( СPU). Это мозг системы. Собственно в нем и происходит математическая обработка данных. Для связи с другими устройствами CPU часто оснащается сетевым интерфейсом, поддерживающим тот или иной коммуникационный стандарт.
3. Дополнительные коммуникационные модули. Необходимы для добавления сетевых интерфейсов, неподдерживаемых напрямую самим CPU. Коммуникационные модули существенно расширяют возможности ПЛК по сетевому взаимодействию. C их помощью к контроллеру подключают узлы распределенного ввода/вывода, интеллектуальные полевые приборы и станции операторского уровня.
4. Блок питания. Нужен для запитки системы от 220 V. Однако многие ПЛК не имеют стандартного блока питания и запитываются от внешнего. Рис.1. Контроллер РСУ с коммуникациями Profibus и Ethernet.
Рис.1. Контроллер РСУ с коммуникациями Profibus и Ethernet.
Иногда на базовую панель, помимо указанных выше, допускается устанавливать модули ввода/вывода полевых сигналов, которые образуют так называемый локальный ввод/вывод. Однако для большинства РСУ (DCS) характерно использование именно распределенного (удаленного) ввода/вывода.
Отличительной особенностью контроллеров, применяемых в DCS, является возможность их резервирования. Резервирование нужно для повышения отказоустойчивости системы и заключается, как правило, в дублировании аппаратных модулей системы. Рис. 2. Резервированный контроллер с коммуникациями Profibus и Ethernet.
Рис. 2. Резервированный контроллер с коммуникациями Profibus и Ethernet.
Резервируемые модули работают параллельно и выполняют одни и те же функции. При этом один модуль находится в активном состоянии, а другой, являясь резервом, – в режиме “standby”. В случае отказа активного модуля, система автоматически переключается на резерв (это называется “горячий резерв”).
Обратите внимание, контроллеры связаны шиной синхронизации, по которой они мониторят состояние друг друга. Это решение позволяет разнести резервированные модули на значительное расстояние друг от друга (например, расположить их в разных шкафах или даже аппаратных).
Допустим, в данный момент активен левый контроллер, правый – находится в резерве. При этом, даже находясь в резерве, правый контроллер располагает всеми процессными данными и выполняет те же самые математические операции, что и левый. Контроллеры синхронизированы. Предположим, случается отказ левого контроллера, а именно модуля CPU. Управление автоматически передается резервному контроллеру, и теперь он становится главным. Здесь очень большое значение имеют время, которое система тратит на переключение на резерв (обычно меньше 0.5 с) и отсутствие возмущений (удара). Теперь система работает на резерве. Как только инженер заменит отказавший модуль CPU на исправный, система автоматически передаст ему управление и возвратится в исходное состояние.
На рис. 3 изображен резервированный контроллер S7-400H производства Siemens. Данный контроллер входит в состав РСУ Simatic PCS7. Рис. 3. Резервированный контроллер S7-400H. Несколько другое техническое решение показано на примере резервированного контроллера FCP270 производства Foxboro (рис. 4). Данный контроллер входит в состав системы управления Foxboro IA Series.
Рис. 3. Резервированный контроллер S7-400H. Несколько другое техническое решение показано на примере резервированного контроллера FCP270 производства Foxboro (рис. 4). Данный контроллер входит в состав системы управления Foxboro IA Series. Рис. 4. Резервированный контроллер FCP270.
Рис. 4. Резервированный контроллер FCP270.
На базовой панели инсталлировано два процессорных модуля, работающих как резервированная пара, и коммуникационный модуль для сопряжения с оптическими сетями стандарта Ethernet. Взаимодействие между модулями происходит по внутренней шине (тоже резервированной), спрятанной непосредственно в базовую панель (ее не видно на рисунке).
На рисунке ниже показан контроллер AC800M производства ABB (часть РСУ Extended Automation System 800xA). Рис. 5. Контроллер AC800M.
Рис. 5. Контроллер AC800M.
Это не резервированный вариант. Контроллер состоит из двух коммуникационных модулей, одного СPU и одного локального модуля ввода/вывода. Кроме этого, к контроллеру можно подключить до 64 внешних модулей ввода/вывода.
При построении РСУ важно выбрать контроллер, удовлетворяющий всем техническим условиям и требованиям конкретного производства. Подбирая оптимальную конфигурацию, инженеры оперируют определенными техническими характеристиками промышленных контроллеров. Наиболее значимые перечислены ниже:
1. Возможность полного резервирования. Для задач, где отказоустойчивость критична (химия, нефтехимия, металлургия и т.д.), применение резервированных конфигураций вполне оправдано, тогда как для других менее ответственных производств резервирование зачастую оказывается избыточным решением.
2. Количество и тип поддерживаемых коммуникационных интерфейсов. Это определяет гибкость и масштабируемость системы управления в целом. Современные контроллеры способны поддерживать до 10 стандартов передачи данных одновременно, что во многом определяет их универсальность.
3. Быстродействие. Измеряется, как правило, в количестве выполняемых в секунду элементарных операций (до 200 млн.). Иногда быстродействие измеряется количеством обрабатываемых за секунду функциональных блоков (что такое функциональный блок – будет рассказано в следующей статье). Быстродействие зависит от типа центрального процессора (популярные производители - Intel, AMD, Motorola, Texas Instruments и т.д.)
4. Объем оперативной памяти. Во время работы контроллера в его оперативную память загружены запрограммированные пользователем алгоритмы автоматизированного управления, операционная система, библиотечные модули и т.д. Очевидно, чем больше оперативной памяти, тем сложнее и объемнее алгоритмы контроллер может выполнять, тем больше простора для творчества у программиста. Варьируется от 256 килобайт до 32 мегабайт.
5. Надежность. Наработка на отказ до 10-12 лет.
6. Наличие специализированных средств разработки и поддержка различных языков программирования. Очевидно, что существование специализированный среды разработки прикладных программ – это стандарт для современного контроллера АСУ ТП. Для удобства программиста реализуется поддержка сразу нескольких языков как визуального, так и текстового (процедурного) программирования (FBD, SFC, IL, LAD, ST; об этом в следующей статье).
7. Возможность изменения алгоритмов управления на “лету” (online changes), т.е. без остановки работы контроллера. Для большинства контроллеров, применяемых в РСУ, поддержка online changes жизненно необходима, так как позволяет тонко настраивать систему или расширять ее функционал прямо на работающем производстве.
8. Возможность локального ввода/вывода. Как видно из рис. 4 контроллер Foxboro FCP270 рассчитан на работу только с удаленной подсистемой ввода/вывода, подключаемой к нему по оптическим каналам. Simatic S7-400 может спокойно работать как с локальными модулями ввода/вывода (свободные слоты на базовой панели есть), так и удаленными узлами.
9. Вес, габаритные размеры, вид монтажа (на DIN-рейку, на монтажную панель или в стойку 19”). Важно учитывать при проектировании и сборке системных шкафов.
10. Условия эксплуатации (температура, влажность, механические нагрузки). Большинство промышленных контроллеров могут работать в нечеловеческих условиях от 0 до 65 °С и при влажности до 95-98%.
[ http://kazanets.narod.ru/PLC_PART1.htm]Тематики
Синонимы
EN
DE
- speicherprogrammierbare Steuerung, f
FR
связь по ЛЭП
—
[Я.Н.Лугинский, М.С.Фези-Жилинская, Ю.С.Кабиров. Англо-русский словарь по электротехнике и электроэнергетике, Москва, 1999 г.]Тематики
- электротехника, основные понятия
EN
Англо-русский словарь нормативно-технической терминологии > plc
62 programmable logic controller
контроллер с программируемой логикой
—
[А.С.Гольдберг. Англо-русский энергетический словарь. 2006 г.]Тематики
EN
программируемый логический контроллер
ПЛК
-
[Интент]
контроллер
Управляющее устройство, осуществляющее автоматическое управление посредством программной реализации алгоритмов управления.
[Сборник рекомендуемых терминов. Выпуск 107. Теория управления.
Академия наук СССР. Комитет научно-технической терминологии. 1984 г.]EN
storage-programmable logic controller
computer-aided control equipment or system whose logic sequence can be varied via a directly or remote-control connected programming device, for example a control panel, a host computer or a portable terminal
[IEV ref 351-32-34]FR
automate programmable à mémoire
См. также:
équipement ou système de commande assisté par ordinateur dont la séquence logique peut être modifiée directement ou par l'intermédiaire d'un dispositif de programmation relié à une télécommande, par exemple un panneau de commande, un ordinateur hôte ou un terminal de données portatif
[IEV ref 351-32-34]
- архитектура контроллера;
- производительность контроллера;
- время реакции контроллера;
КЛАССИФИКАЦИЯ
Основным показателем ПЛК является количество каналов ввода-вывода. По этому признаку ПЛК делятся на следующие группы:- нано- ПЛК (менее 16 каналов);
- микро-ПЛК (более 16, до 100 каналов);
- средние (более 100, до 500 каналов);
- большие (более 500 каналов).
- моноблочными - в которых устройство ввода-вывода не может быть удалено из контроллера или заменено на другое. Конструктивно контроллер представляет собой единое целое с устройствами ввода-вывода (например, одноплатный контроллер). Моноблочный контроллер может иметь, например, 16 каналов дискретного ввода и 8 каналов релейного вывода;
- модульные - состоящие из общей корзины (шасси), в которой располагаются модуль центрального процессора и сменные модули ввода-вывода. Состав модулей выбирается пользователем в зависимости от решаемой задачи. Типовое количество слотов для сменных модулей - от 8 до 32;
- распределенные (с удаленными модулями ввода-вывода) - в которых модули ввода-вывода выполнены в отдельных корпусах, соединяются с модулем контроллера по сети (обычно на основе интерфейса RS-485) и могут быть расположены на расстоянии до 1,2 км от процессорного модуля.
Многие контроллеры имеют набор сменных процессорных плат разной производительности. Это позволяет расширить круг потенциальных пользователей системы без изменения ее конструктива.
По конструктивному исполнению и способу крепления контроллеры делятся на:- панельные (для монтажа на панель или дверцу шкафа);
- для монтажа на DIN-рейку внутри шкафа;
- для крепления на стене;
- стоечные - для монтажа в стойке;
- бескорпусные (обычно одноплатные) для применения в специализированных конструктивах производителей оборудования (OEM - "Original Equipment Manufact urer").
По области применения контроллеры делятся на следующие типы:- универсальные общепромышленные;
- для управления роботами;
- для управления позиционированием и перемещением;
- коммуникационные;
- ПИД-контроллеры;
- специализированные.
По способу программирования контроллеры бывают:- программируемые с лицевой панели контроллера;
- программируемые переносным программатором;
- программируемые с помощью дисплея, мыши и клавиатуры;
- программируемые с помощью персонального компьютера.
Контроллеры могут программироваться на следующих языках:- на классических алгоритмических языках (C, С#, Visual Basic);
- на языках МЭК 61131-3.
Контроллеры могут содержать в своем составе модули ввода-вывода или не содержать их. Примерами контроллеров без модулей ввода-вывода являются коммуникационные контроллеры, которые выполняют функцию межсетевого шлюза, или контроллеры, получающие данные от контроллеров нижнего уровня иерархии АСУ ТП. Контроллеры для систем автоматизации
Слово "контроллер" произошло от английского "control" (управление), а не от русского "контроль" (учет, проверка). Контроллером в системах автоматизации называют устройство, выполняющее управление физическими процессами по записанному в него алгоритму, с использованием информации, получаемой от датчиков и выводимой в исполнительные устройства.
Первые контроллеры появились на рубеже 60-х и 70-х годов в автомобильной промышленности, где использовались для автоматизации сборочных линий. В то время компьютеры стоили чрезвычайно дорого, поэтому контроллеры строились на жесткой логике (программировались аппаратно), что было гораздо дешевле. Однако перенастройка с одной технологической линии на другую требовала фактически изготовления нового контроллера. Поэтому появились контроллеры, алгоритм работы которых мог быть изменен несколько проще - с помощью схемы соединений реле. Такие контроллеры получили название программируемых логических контроллеров (ПЛК), и этот термин сохранился до настоящего времени. Везде ниже термины "контроллер" и "ПЛК" мы будем употреблять как синонимы.
Немного позже появились ПЛК, которые можно было программировать на машинно-ориентированном языке, что было проще конструктивно, но требовало участия специально обученного программиста для внесения даже незначительных изменений в алгоритм управления. С этого момента началась борьба за упрощение процесса программирования ПЛК, которая привела сначала к созданию языков высокого уровня, затем - специализированных языков визуального программирования, похожих на язык релейной логики. В настоящее время этот процесс завершился созданием международного стандарта IEC (МЭК) 1131-3, который позже был переименован в МЭК 61131-3. Стандарт МЭК 61131-3 поддерживает пять языков технологического программирования, что исключает необходимость привлечения профессиональных программистов при построении систем с контроллерами, оставляя для них решение нестандартных задач.
В связи с тем, что способ программирования является наиболее существенным классифицирующим признаком контроллера, понятие "ПЛК" все реже используется для обозначения управляющих контроллеров, которые не поддерживают технологические языки программирования. Жесткие ограничения на стоимость и огромное разнообразие целей автоматизации привели к невозможности создания универсального ПЛК, как это случилось с офисными компьютерами. Область автоматизации выдвигает множество задач, в соответствии с которыми развивается и рынок, содержащий сотни непохожих друг на друга контроллеров, различающихся десятками параметров.
Выбор оптимального для конкретной задачи контроллера основывается обычно на соответствии функциональных характеристик контроллера решаемой задаче при условии минимальной его стоимости. Учитываются также другие важные характеристики (температурный диапазон, надежность, бренд изготовителя, наличие разрешений Ростехнадзора, сертификатов и т. п.).
Несмотря на огромное разнообразие контроллеров, в их развитии заметны следующие общие тенденции:- уменьшение габаритов;
- расширение функциональных возможностей;
- увеличение количества поддерживаемых интерфейсов и сетей;
- использование идеологии "открытых систем";
- использование языков программирования стандарта МЭК 61131-3;
- снижение цены.
[ http://bookasutp.ru/Chapter6_1.aspx]
Программируемый логический контроллер (ПЛК, PLC) – микропроцессорное устройство, предназначенное для управления технологическим процессом и другими сложными технологическими объектами.
Принцип работы контроллера состоит в выполнение следующего цикла операций:
1. Сбор сигналов с датчиков;
2. Обработка сигналов согласно прикладному алгоритму управления;
3. Выдача управляющих воздействий на исполнительные устройства.
В нормальном режиме работы контроллер непрерывно выполняет этот цикл с частотой от 50 раз в секунду. Время, затрачиваемое контроллером на выполнение полного цикла, часто называют временем (или периодом) сканирования; в большинстве современных ПЛК сканирование может настраиваться пользователем в диапазоне от 20 до 30000 миллисекунд. Для быстрых технологических процессов, где критична скорость реакции системы и требуется оперативное регулирование, время сканирования может составлять 20 мс, однако для большинства непрерывных процессов период 100 мс считается вполне приемлемым.
Аппаратно контроллеры имеют модульную архитектуру и могут состоять из следующих компонентов:
1. Базовая панель ( Baseplate). Она служит для размещения на ней других модулей системы, устанавливаемых в специально отведенные позиции (слоты). Внутри базовой панели проходят две шины: одна - для подачи питания на электронные модули, другая – для пересылки данных и информационного обмена между модулями.
2. Модуль центрального вычислительного устройства ( СPU). Это мозг системы. Собственно в нем и происходит математическая обработка данных. Для связи с другими устройствами CPU часто оснащается сетевым интерфейсом, поддерживающим тот или иной коммуникационный стандарт.
3. Дополнительные коммуникационные модули. Необходимы для добавления сетевых интерфейсов, неподдерживаемых напрямую самим CPU. Коммуникационные модули существенно расширяют возможности ПЛК по сетевому взаимодействию. C их помощью к контроллеру подключают узлы распределенного ввода/вывода, интеллектуальные полевые приборы и станции операторского уровня.
4. Блок питания. Нужен для запитки системы от 220 V. Однако многие ПЛК не имеют стандартного блока питания и запитываются от внешнего.
Рис.1. Контроллер РСУ с коммуникациями Profibus и Ethernet.
Иногда на базовую панель, помимо указанных выше, допускается устанавливать модули ввода/вывода полевых сигналов, которые образуют так называемый локальный ввод/вывод. Однако для большинства РСУ (DCS) характерно использование именно распределенного (удаленного) ввода/вывода.
Отличительной особенностью контроллеров, применяемых в DCS, является возможность их резервирования. Резервирование нужно для повышения отказоустойчивости системы и заключается, как правило, в дублировании аппаратных модулей системы.
Рис. 2. Резервированный контроллер с коммуникациями Profibus и Ethernet.
Резервируемые модули работают параллельно и выполняют одни и те же функции. При этом один модуль находится в активном состоянии, а другой, являясь резервом, – в режиме “standby”. В случае отказа активного модуля, система автоматически переключается на резерв (это называется “горячий резерв”).
Обратите внимание, контроллеры связаны шиной синхронизации, по которой они мониторят состояние друг друга. Это решение позволяет разнести резервированные модули на значительное расстояние друг от друга (например, расположить их в разных шкафах или даже аппаратных).
Допустим, в данный момент активен левый контроллер, правый – находится в резерве. При этом, даже находясь в резерве, правый контроллер располагает всеми процессными данными и выполняет те же самые математические операции, что и левый. Контроллеры синхронизированы. Предположим, случается отказ левого контроллера, а именно модуля CPU. Управление автоматически передается резервному контроллеру, и теперь он становится главным. Здесь очень большое значение имеют время, которое система тратит на переключение на резерв (обычно меньше 0.5 с) и отсутствие возмущений (удара). Теперь система работает на резерве. Как только инженер заменит отказавший модуль CPU на исправный, система автоматически передаст ему управление и возвратится в исходное состояние.
На рис. 3 изображен резервированный контроллер S7-400H производства Siemens. Данный контроллер входит в состав РСУ Simatic PCS7.
Рис. 3. Резервированный контроллер S7-400H. Несколько другое техническое решение показано на примере резервированного контроллера FCP270 производства Foxboro (рис. 4). Данный контроллер входит в состав системы управления Foxboro IA Series.
Рис. 4. Резервированный контроллер FCP270.
На базовой панели инсталлировано два процессорных модуля, работающих как резервированная пара, и коммуникационный модуль для сопряжения с оптическими сетями стандарта Ethernet. Взаимодействие между модулями происходит по внутренней шине (тоже резервированной), спрятанной непосредственно в базовую панель (ее не видно на рисунке).
На рисунке ниже показан контроллер AC800M производства ABB (часть РСУ Extended Automation System 800xA).
Рис. 5. Контроллер AC800M.
Это не резервированный вариант. Контроллер состоит из двух коммуникационных модулей, одного СPU и одного локального модуля ввода/вывода. Кроме этого, к контроллеру можно подключить до 64 внешних модулей ввода/вывода.
При построении РСУ важно выбрать контроллер, удовлетворяющий всем техническим условиям и требованиям конкретного производства. Подбирая оптимальную конфигурацию, инженеры оперируют определенными техническими характеристиками промышленных контроллеров. Наиболее значимые перечислены ниже:
1. Возможность полного резервирования. Для задач, где отказоустойчивость критична (химия, нефтехимия, металлургия и т.д.), применение резервированных конфигураций вполне оправдано, тогда как для других менее ответственных производств резервирование зачастую оказывается избыточным решением.
2. Количество и тип поддерживаемых коммуникационных интерфейсов. Это определяет гибкость и масштабируемость системы управления в целом. Современные контроллеры способны поддерживать до 10 стандартов передачи данных одновременно, что во многом определяет их универсальность.
3. Быстродействие. Измеряется, как правило, в количестве выполняемых в секунду элементарных операций (до 200 млн.). Иногда быстродействие измеряется количеством обрабатываемых за секунду функциональных блоков (что такое функциональный блок – будет рассказано в следующей статье). Быстродействие зависит от типа центрального процессора (популярные производители - Intel, AMD, Motorola, Texas Instruments и т.д.)
4. Объем оперативной памяти. Во время работы контроллера в его оперативную память загружены запрограммированные пользователем алгоритмы автоматизированного управления, операционная система, библиотечные модули и т.д. Очевидно, чем больше оперативной памяти, тем сложнее и объемнее алгоритмы контроллер может выполнять, тем больше простора для творчества у программиста. Варьируется от 256 килобайт до 32 мегабайт.
5. Надежность. Наработка на отказ до 10-12 лет.
6. Наличие специализированных средств разработки и поддержка различных языков программирования. Очевидно, что существование специализированный среды разработки прикладных программ – это стандарт для современного контроллера АСУ ТП. Для удобства программиста реализуется поддержка сразу нескольких языков как визуального, так и текстового (процедурного) программирования (FBD, SFC, IL, LAD, ST; об этом в следующей статье).
7. Возможность изменения алгоритмов управления на “лету” (online changes), т.е. без остановки работы контроллера. Для большинства контроллеров, применяемых в РСУ, поддержка online changes жизненно необходима, так как позволяет тонко настраивать систему или расширять ее функционал прямо на работающем производстве.
8. Возможность локального ввода/вывода. Как видно из рис. 4 контроллер Foxboro FCP270 рассчитан на работу только с удаленной подсистемой ввода/вывода, подключаемой к нему по оптическим каналам. Simatic S7-400 может спокойно работать как с локальными модулями ввода/вывода (свободные слоты на базовой панели есть), так и удаленными узлами.
9. Вес, габаритные размеры, вид монтажа (на DIN-рейку, на монтажную панель или в стойку 19”). Важно учитывать при проектировании и сборке системных шкафов.
10. Условия эксплуатации (температура, влажность, механические нагрузки). Большинство промышленных контроллеров могут работать в нечеловеческих условиях от 0 до 65 °С и при влажности до 95-98%.
[ http://kazanets.narod.ru/PLC_PART1.htm]Тематики
Синонимы
EN
DE
- speicherprogrammierbare Steuerung, f
FR
Англо-русский словарь нормативно-технической терминологии > programmable logic controller
63 programmable controller
программируемый контроллер
—
[Я.Н.Лугинский, М.С.Фези-Жилинская, Ю.С.Кабиров. Англо-русский словарь по электротехнике и электроэнергетике, Москва, 1999 г.]Тематики
- электротехника, основные понятия
EN
программируемый логический контроллер
ПЛК
-
[Интент]
контроллер
Управляющее устройство, осуществляющее автоматическое управление посредством программной реализации алгоритмов управления.
[Сборник рекомендуемых терминов. Выпуск 107. Теория управления.
Академия наук СССР. Комитет научно-технической терминологии. 1984 г.]EN
storage-programmable logic controller
computer-aided control equipment or system whose logic sequence can be varied via a directly or remote-control connected programming device, for example a control panel, a host computer or a portable terminal
[IEV ref 351-32-34]FR
automate programmable à mémoire
См. также:
équipement ou système de commande assisté par ordinateur dont la séquence logique peut être modifiée directement ou par l'intermédiaire d'un dispositif de programmation relié à une télécommande, par exemple un panneau de commande, un ordinateur hôte ou un terminal de données portatif
[IEV ref 351-32-34]
- архитектура контроллера;
- производительность контроллера;
- время реакции контроллера;
КЛАССИФИКАЦИЯ
Основным показателем ПЛК является количество каналов ввода-вывода. По этому признаку ПЛК делятся на следующие группы:- нано- ПЛК (менее 16 каналов);
- микро-ПЛК (более 16, до 100 каналов);
- средние (более 100, до 500 каналов);
- большие (более 500 каналов).
- моноблочными - в которых устройство ввода-вывода не может быть удалено из контроллера или заменено на другое. Конструктивно контроллер представляет собой единое целое с устройствами ввода-вывода (например, одноплатный контроллер). Моноблочный контроллер может иметь, например, 16 каналов дискретного ввода и 8 каналов релейного вывода;
- модульные - состоящие из общей корзины (шасси), в которой располагаются модуль центрального процессора и сменные модули ввода-вывода. Состав модулей выбирается пользователем в зависимости от решаемой задачи. Типовое количество слотов для сменных модулей - от 8 до 32;
- распределенные (с удаленными модулями ввода-вывода) - в которых модули ввода-вывода выполнены в отдельных корпусах, соединяются с модулем контроллера по сети (обычно на основе интерфейса RS-485) и могут быть расположены на расстоянии до 1,2 км от процессорного модуля.
Многие контроллеры имеют набор сменных процессорных плат разной производительности. Это позволяет расширить круг потенциальных пользователей системы без изменения ее конструктива.
По конструктивному исполнению и способу крепления контроллеры делятся на:- панельные (для монтажа на панель или дверцу шкафа);
- для монтажа на DIN-рейку внутри шкафа;
- для крепления на стене;
- стоечные - для монтажа в стойке;
- бескорпусные (обычно одноплатные) для применения в специализированных конструктивах производителей оборудования (OEM - "Original Equipment Manufact urer").
По области применения контроллеры делятся на следующие типы:- универсальные общепромышленные;
- для управления роботами;
- для управления позиционированием и перемещением;
- коммуникационные;
- ПИД-контроллеры;
- специализированные.
По способу программирования контроллеры бывают:- программируемые с лицевой панели контроллера;
- программируемые переносным программатором;
- программируемые с помощью дисплея, мыши и клавиатуры;
- программируемые с помощью персонального компьютера.
Контроллеры могут программироваться на следующих языках:- на классических алгоритмических языках (C, С#, Visual Basic);
- на языках МЭК 61131-3.
Контроллеры могут содержать в своем составе модули ввода-вывода или не содержать их. Примерами контроллеров без модулей ввода-вывода являются коммуникационные контроллеры, которые выполняют функцию межсетевого шлюза, или контроллеры, получающие данные от контроллеров нижнего уровня иерархии АСУ ТП. Контроллеры для систем автоматизации
Слово "контроллер" произошло от английского "control" (управление), а не от русского "контроль" (учет, проверка). Контроллером в системах автоматизации называют устройство, выполняющее управление физическими процессами по записанному в него алгоритму, с использованием информации, получаемой от датчиков и выводимой в исполнительные устройства.
Первые контроллеры появились на рубеже 60-х и 70-х годов в автомобильной промышленности, где использовались для автоматизации сборочных линий. В то время компьютеры стоили чрезвычайно дорого, поэтому контроллеры строились на жесткой логике (программировались аппаратно), что было гораздо дешевле. Однако перенастройка с одной технологической линии на другую требовала фактически изготовления нового контроллера. Поэтому появились контроллеры, алгоритм работы которых мог быть изменен несколько проще - с помощью схемы соединений реле. Такие контроллеры получили название программируемых логических контроллеров (ПЛК), и этот термин сохранился до настоящего времени. Везде ниже термины "контроллер" и "ПЛК" мы будем употреблять как синонимы.
Немного позже появились ПЛК, которые можно было программировать на машинно-ориентированном языке, что было проще конструктивно, но требовало участия специально обученного программиста для внесения даже незначительных изменений в алгоритм управления. С этого момента началась борьба за упрощение процесса программирования ПЛК, которая привела сначала к созданию языков высокого уровня, затем - специализированных языков визуального программирования, похожих на язык релейной логики. В настоящее время этот процесс завершился созданием международного стандарта IEC (МЭК) 1131-3, который позже был переименован в МЭК 61131-3. Стандарт МЭК 61131-3 поддерживает пять языков технологического программирования, что исключает необходимость привлечения профессиональных программистов при построении систем с контроллерами, оставляя для них решение нестандартных задач.
В связи с тем, что способ программирования является наиболее существенным классифицирующим признаком контроллера, понятие "ПЛК" все реже используется для обозначения управляющих контроллеров, которые не поддерживают технологические языки программирования. Жесткие ограничения на стоимость и огромное разнообразие целей автоматизации привели к невозможности создания универсального ПЛК, как это случилось с офисными компьютерами. Область автоматизации выдвигает множество задач, в соответствии с которыми развивается и рынок, содержащий сотни непохожих друг на друга контроллеров, различающихся десятками параметров.
Выбор оптимального для конкретной задачи контроллера основывается обычно на соответствии функциональных характеристик контроллера решаемой задаче при условии минимальной его стоимости. Учитываются также другие важные характеристики (температурный диапазон, надежность, бренд изготовителя, наличие разрешений Ростехнадзора, сертификатов и т. п.).
Несмотря на огромное разнообразие контроллеров, в их развитии заметны следующие общие тенденции:- уменьшение габаритов;
- расширение функциональных возможностей;
- увеличение количества поддерживаемых интерфейсов и сетей;
- использование идеологии "открытых систем";
- использование языков программирования стандарта МЭК 61131-3;
- снижение цены.
[ http://bookasutp.ru/Chapter6_1.aspx]
Программируемый логический контроллер (ПЛК, PLC) – микропроцессорное устройство, предназначенное для управления технологическим процессом и другими сложными технологическими объектами.
Принцип работы контроллера состоит в выполнение следующего цикла операций:
1. Сбор сигналов с датчиков;
2. Обработка сигналов согласно прикладному алгоритму управления;
3. Выдача управляющих воздействий на исполнительные устройства.
В нормальном режиме работы контроллер непрерывно выполняет этот цикл с частотой от 50 раз в секунду. Время, затрачиваемое контроллером на выполнение полного цикла, часто называют временем (или периодом) сканирования; в большинстве современных ПЛК сканирование может настраиваться пользователем в диапазоне от 20 до 30000 миллисекунд. Для быстрых технологических процессов, где критична скорость реакции системы и требуется оперативное регулирование, время сканирования может составлять 20 мс, однако для большинства непрерывных процессов период 100 мс считается вполне приемлемым.
Аппаратно контроллеры имеют модульную архитектуру и могут состоять из следующих компонентов:
1. Базовая панель ( Baseplate). Она служит для размещения на ней других модулей системы, устанавливаемых в специально отведенные позиции (слоты). Внутри базовой панели проходят две шины: одна - для подачи питания на электронные модули, другая – для пересылки данных и информационного обмена между модулями.
2. Модуль центрального вычислительного устройства ( СPU). Это мозг системы. Собственно в нем и происходит математическая обработка данных. Для связи с другими устройствами CPU часто оснащается сетевым интерфейсом, поддерживающим тот или иной коммуникационный стандарт.
3. Дополнительные коммуникационные модули. Необходимы для добавления сетевых интерфейсов, неподдерживаемых напрямую самим CPU. Коммуникационные модули существенно расширяют возможности ПЛК по сетевому взаимодействию. C их помощью к контроллеру подключают узлы распределенного ввода/вывода, интеллектуальные полевые приборы и станции операторского уровня.
4. Блок питания. Нужен для запитки системы от 220 V. Однако многие ПЛК не имеют стандартного блока питания и запитываются от внешнего.
Рис.1. Контроллер РСУ с коммуникациями Profibus и Ethernet.
Иногда на базовую панель, помимо указанных выше, допускается устанавливать модули ввода/вывода полевых сигналов, которые образуют так называемый локальный ввод/вывод. Однако для большинства РСУ (DCS) характерно использование именно распределенного (удаленного) ввода/вывода.
Отличительной особенностью контроллеров, применяемых в DCS, является возможность их резервирования. Резервирование нужно для повышения отказоустойчивости системы и заключается, как правило, в дублировании аппаратных модулей системы.
Рис. 2. Резервированный контроллер с коммуникациями Profibus и Ethernet.
Резервируемые модули работают параллельно и выполняют одни и те же функции. При этом один модуль находится в активном состоянии, а другой, являясь резервом, – в режиме “standby”. В случае отказа активного модуля, система автоматически переключается на резерв (это называется “горячий резерв”).
Обратите внимание, контроллеры связаны шиной синхронизации, по которой они мониторят состояние друг друга. Это решение позволяет разнести резервированные модули на значительное расстояние друг от друга (например, расположить их в разных шкафах или даже аппаратных).
Допустим, в данный момент активен левый контроллер, правый – находится в резерве. При этом, даже находясь в резерве, правый контроллер располагает всеми процессными данными и выполняет те же самые математические операции, что и левый. Контроллеры синхронизированы. Предположим, случается отказ левого контроллера, а именно модуля CPU. Управление автоматически передается резервному контроллеру, и теперь он становится главным. Здесь очень большое значение имеют время, которое система тратит на переключение на резерв (обычно меньше 0.5 с) и отсутствие возмущений (удара). Теперь система работает на резерве. Как только инженер заменит отказавший модуль CPU на исправный, система автоматически передаст ему управление и возвратится в исходное состояние.
На рис. 3 изображен резервированный контроллер S7-400H производства Siemens. Данный контроллер входит в состав РСУ Simatic PCS7.
Рис. 3. Резервированный контроллер S7-400H. Несколько другое техническое решение показано на примере резервированного контроллера FCP270 производства Foxboro (рис. 4). Данный контроллер входит в состав системы управления Foxboro IA Series.
Рис. 4. Резервированный контроллер FCP270.
На базовой панели инсталлировано два процессорных модуля, работающих как резервированная пара, и коммуникационный модуль для сопряжения с оптическими сетями стандарта Ethernet. Взаимодействие между модулями происходит по внутренней шине (тоже резервированной), спрятанной непосредственно в базовую панель (ее не видно на рисунке).
На рисунке ниже показан контроллер AC800M производства ABB (часть РСУ Extended Automation System 800xA).
Рис. 5. Контроллер AC800M.
Это не резервированный вариант. Контроллер состоит из двух коммуникационных модулей, одного СPU и одного локального модуля ввода/вывода. Кроме этого, к контроллеру можно подключить до 64 внешних модулей ввода/вывода.
При построении РСУ важно выбрать контроллер, удовлетворяющий всем техническим условиям и требованиям конкретного производства. Подбирая оптимальную конфигурацию, инженеры оперируют определенными техническими характеристиками промышленных контроллеров. Наиболее значимые перечислены ниже:
1. Возможность полного резервирования. Для задач, где отказоустойчивость критична (химия, нефтехимия, металлургия и т.д.), применение резервированных конфигураций вполне оправдано, тогда как для других менее ответственных производств резервирование зачастую оказывается избыточным решением.
2. Количество и тип поддерживаемых коммуникационных интерфейсов. Это определяет гибкость и масштабируемость системы управления в целом. Современные контроллеры способны поддерживать до 10 стандартов передачи данных одновременно, что во многом определяет их универсальность.
3. Быстродействие. Измеряется, как правило, в количестве выполняемых в секунду элементарных операций (до 200 млн.). Иногда быстродействие измеряется количеством обрабатываемых за секунду функциональных блоков (что такое функциональный блок – будет рассказано в следующей статье). Быстродействие зависит от типа центрального процессора (популярные производители - Intel, AMD, Motorola, Texas Instruments и т.д.)
4. Объем оперативной памяти. Во время работы контроллера в его оперативную память загружены запрограммированные пользователем алгоритмы автоматизированного управления, операционная система, библиотечные модули и т.д. Очевидно, чем больше оперативной памяти, тем сложнее и объемнее алгоритмы контроллер может выполнять, тем больше простора для творчества у программиста. Варьируется от 256 килобайт до 32 мегабайт.
5. Надежность. Наработка на отказ до 10-12 лет.
6. Наличие специализированных средств разработки и поддержка различных языков программирования. Очевидно, что существование специализированный среды разработки прикладных программ – это стандарт для современного контроллера АСУ ТП. Для удобства программиста реализуется поддержка сразу нескольких языков как визуального, так и текстового (процедурного) программирования (FBD, SFC, IL, LAD, ST; об этом в следующей статье).
7. Возможность изменения алгоритмов управления на “лету” (online changes), т.е. без остановки работы контроллера. Для большинства контроллеров, применяемых в РСУ, поддержка online changes жизненно необходима, так как позволяет тонко настраивать систему или расширять ее функционал прямо на работающем производстве.
8. Возможность локального ввода/вывода. Как видно из рис. 4 контроллер Foxboro FCP270 рассчитан на работу только с удаленной подсистемой ввода/вывода, подключаемой к нему по оптическим каналам. Simatic S7-400 может спокойно работать как с локальными модулями ввода/вывода (свободные слоты на базовой панели есть), так и удаленными узлами.
9. Вес, габаритные размеры, вид монтажа (на DIN-рейку, на монтажную панель или в стойку 19”). Важно учитывать при проектировании и сборке системных шкафов.
10. Условия эксплуатации (температура, влажность, механические нагрузки). Большинство промышленных контроллеров могут работать в нечеловеческих условиях от 0 до 65 °С и при влажности до 95-98%.
[ http://kazanets.narod.ru/PLC_PART1.htm]Тематики
Синонимы
EN
DE
- speicherprogrammierbare Steuerung, f
FR
Англо-русский словарь нормативно-технической терминологии > programmable controller
64 storage-programmable logic controller
программируемый логический контроллер
ПЛК
-
[Интент]
контроллер
Управляющее устройство, осуществляющее автоматическое управление посредством программной реализации алгоритмов управления.
[Сборник рекомендуемых терминов. Выпуск 107. Теория управления.
Академия наук СССР. Комитет научно-технической терминологии. 1984 г.]EN
storage-programmable logic controller
computer-aided control equipment or system whose logic sequence can be varied via a directly or remote-control connected programming device, for example a control panel, a host computer or a portable terminal
[IEV ref 351-32-34]FR
automate programmable à mémoire
См. также:
équipement ou système de commande assisté par ordinateur dont la séquence logique peut être modifiée directement ou par l'intermédiaire d'un dispositif de programmation relié à une télécommande, par exemple un panneau de commande, un ordinateur hôte ou un terminal de données portatif
[IEV ref 351-32-34]
- архитектура контроллера;
- производительность контроллера;
- время реакции контроллера;
КЛАССИФИКАЦИЯ
Основным показателем ПЛК является количество каналов ввода-вывода. По этому признаку ПЛК делятся на следующие группы:- нано- ПЛК (менее 16 каналов);
- микро-ПЛК (более 16, до 100 каналов);
- средние (более 100, до 500 каналов);
- большие (более 500 каналов).
- моноблочными - в которых устройство ввода-вывода не может быть удалено из контроллера или заменено на другое. Конструктивно контроллер представляет собой единое целое с устройствами ввода-вывода (например, одноплатный контроллер). Моноблочный контроллер может иметь, например, 16 каналов дискретного ввода и 8 каналов релейного вывода;
- модульные - состоящие из общей корзины (шасси), в которой располагаются модуль центрального процессора и сменные модули ввода-вывода. Состав модулей выбирается пользователем в зависимости от решаемой задачи. Типовое количество слотов для сменных модулей - от 8 до 32;
- распределенные (с удаленными модулями ввода-вывода) - в которых модули ввода-вывода выполнены в отдельных корпусах, соединяются с модулем контроллера по сети (обычно на основе интерфейса RS-485) и могут быть расположены на расстоянии до 1,2 км от процессорного модуля.
Многие контроллеры имеют набор сменных процессорных плат разной производительности. Это позволяет расширить круг потенциальных пользователей системы без изменения ее конструктива.
По конструктивному исполнению и способу крепления контроллеры делятся на:- панельные (для монтажа на панель или дверцу шкафа);
- для монтажа на DIN-рейку внутри шкафа;
- для крепления на стене;
- стоечные - для монтажа в стойке;
- бескорпусные (обычно одноплатные) для применения в специализированных конструктивах производителей оборудования (OEM - "Original Equipment Manufact urer").
По области применения контроллеры делятся на следующие типы:- универсальные общепромышленные;
- для управления роботами;
- для управления позиционированием и перемещением;
- коммуникационные;
- ПИД-контроллеры;
- специализированные.
По способу программирования контроллеры бывают:- программируемые с лицевой панели контроллера;
- программируемые переносным программатором;
- программируемые с помощью дисплея, мыши и клавиатуры;
- программируемые с помощью персонального компьютера.
Контроллеры могут программироваться на следующих языках:- на классических алгоритмических языках (C, С#, Visual Basic);
- на языках МЭК 61131-3.
Контроллеры могут содержать в своем составе модули ввода-вывода или не содержать их. Примерами контроллеров без модулей ввода-вывода являются коммуникационные контроллеры, которые выполняют функцию межсетевого шлюза, или контроллеры, получающие данные от контроллеров нижнего уровня иерархии АСУ ТП. Контроллеры для систем автоматизации
Слово "контроллер" произошло от английского "control" (управление), а не от русского "контроль" (учет, проверка). Контроллером в системах автоматизации называют устройство, выполняющее управление физическими процессами по записанному в него алгоритму, с использованием информации, получаемой от датчиков и выводимой в исполнительные устройства.
Первые контроллеры появились на рубеже 60-х и 70-х годов в автомобильной промышленности, где использовались для автоматизации сборочных линий. В то время компьютеры стоили чрезвычайно дорого, поэтому контроллеры строились на жесткой логике (программировались аппаратно), что было гораздо дешевле. Однако перенастройка с одной технологической линии на другую требовала фактически изготовления нового контроллера. Поэтому появились контроллеры, алгоритм работы которых мог быть изменен несколько проще - с помощью схемы соединений реле. Такие контроллеры получили название программируемых логических контроллеров (ПЛК), и этот термин сохранился до настоящего времени. Везде ниже термины "контроллер" и "ПЛК" мы будем употреблять как синонимы.
Немного позже появились ПЛК, которые можно было программировать на машинно-ориентированном языке, что было проще конструктивно, но требовало участия специально обученного программиста для внесения даже незначительных изменений в алгоритм управления. С этого момента началась борьба за упрощение процесса программирования ПЛК, которая привела сначала к созданию языков высокого уровня, затем - специализированных языков визуального программирования, похожих на язык релейной логики. В настоящее время этот процесс завершился созданием международного стандарта IEC (МЭК) 1131-3, который позже был переименован в МЭК 61131-3. Стандарт МЭК 61131-3 поддерживает пять языков технологического программирования, что исключает необходимость привлечения профессиональных программистов при построении систем с контроллерами, оставляя для них решение нестандартных задач.
В связи с тем, что способ программирования является наиболее существенным классифицирующим признаком контроллера, понятие "ПЛК" все реже используется для обозначения управляющих контроллеров, которые не поддерживают технологические языки программирования. Жесткие ограничения на стоимость и огромное разнообразие целей автоматизации привели к невозможности создания универсального ПЛК, как это случилось с офисными компьютерами. Область автоматизации выдвигает множество задач, в соответствии с которыми развивается и рынок, содержащий сотни непохожих друг на друга контроллеров, различающихся десятками параметров.
Выбор оптимального для конкретной задачи контроллера основывается обычно на соответствии функциональных характеристик контроллера решаемой задаче при условии минимальной его стоимости. Учитываются также другие важные характеристики (температурный диапазон, надежность, бренд изготовителя, наличие разрешений Ростехнадзора, сертификатов и т. п.).
Несмотря на огромное разнообразие контроллеров, в их развитии заметны следующие общие тенденции:- уменьшение габаритов;
- расширение функциональных возможностей;
- увеличение количества поддерживаемых интерфейсов и сетей;
- использование идеологии "открытых систем";
- использование языков программирования стандарта МЭК 61131-3;
- снижение цены.
[ http://bookasutp.ru/Chapter6_1.aspx]
Программируемый логический контроллер (ПЛК, PLC) – микропроцессорное устройство, предназначенное для управления технологическим процессом и другими сложными технологическими объектами.
Принцип работы контроллера состоит в выполнение следующего цикла операций:
1. Сбор сигналов с датчиков;
2. Обработка сигналов согласно прикладному алгоритму управления;
3. Выдача управляющих воздействий на исполнительные устройства.
В нормальном режиме работы контроллер непрерывно выполняет этот цикл с частотой от 50 раз в секунду. Время, затрачиваемое контроллером на выполнение полного цикла, часто называют временем (или периодом) сканирования; в большинстве современных ПЛК сканирование может настраиваться пользователем в диапазоне от 20 до 30000 миллисекунд. Для быстрых технологических процессов, где критична скорость реакции системы и требуется оперативное регулирование, время сканирования может составлять 20 мс, однако для большинства непрерывных процессов период 100 мс считается вполне приемлемым.
Аппаратно контроллеры имеют модульную архитектуру и могут состоять из следующих компонентов:
1. Базовая панель ( Baseplate). Она служит для размещения на ней других модулей системы, устанавливаемых в специально отведенные позиции (слоты). Внутри базовой панели проходят две шины: одна - для подачи питания на электронные модули, другая – для пересылки данных и информационного обмена между модулями.
2. Модуль центрального вычислительного устройства ( СPU). Это мозг системы. Собственно в нем и происходит математическая обработка данных. Для связи с другими устройствами CPU часто оснащается сетевым интерфейсом, поддерживающим тот или иной коммуникационный стандарт.
3. Дополнительные коммуникационные модули. Необходимы для добавления сетевых интерфейсов, неподдерживаемых напрямую самим CPU. Коммуникационные модули существенно расширяют возможности ПЛК по сетевому взаимодействию. C их помощью к контроллеру подключают узлы распределенного ввода/вывода, интеллектуальные полевые приборы и станции операторского уровня.
4. Блок питания. Нужен для запитки системы от 220 V. Однако многие ПЛК не имеют стандартного блока питания и запитываются от внешнего.
Рис.1. Контроллер РСУ с коммуникациями Profibus и Ethernet.
Иногда на базовую панель, помимо указанных выше, допускается устанавливать модули ввода/вывода полевых сигналов, которые образуют так называемый локальный ввод/вывод. Однако для большинства РСУ (DCS) характерно использование именно распределенного (удаленного) ввода/вывода.
Отличительной особенностью контроллеров, применяемых в DCS, является возможность их резервирования. Резервирование нужно для повышения отказоустойчивости системы и заключается, как правило, в дублировании аппаратных модулей системы.
Рис. 2. Резервированный контроллер с коммуникациями Profibus и Ethernet.
Резервируемые модули работают параллельно и выполняют одни и те же функции. При этом один модуль находится в активном состоянии, а другой, являясь резервом, – в режиме “standby”. В случае отказа активного модуля, система автоматически переключается на резерв (это называется “горячий резерв”).
Обратите внимание, контроллеры связаны шиной синхронизации, по которой они мониторят состояние друг друга. Это решение позволяет разнести резервированные модули на значительное расстояние друг от друга (например, расположить их в разных шкафах или даже аппаратных).
Допустим, в данный момент активен левый контроллер, правый – находится в резерве. При этом, даже находясь в резерве, правый контроллер располагает всеми процессными данными и выполняет те же самые математические операции, что и левый. Контроллеры синхронизированы. Предположим, случается отказ левого контроллера, а именно модуля CPU. Управление автоматически передается резервному контроллеру, и теперь он становится главным. Здесь очень большое значение имеют время, которое система тратит на переключение на резерв (обычно меньше 0.5 с) и отсутствие возмущений (удара). Теперь система работает на резерве. Как только инженер заменит отказавший модуль CPU на исправный, система автоматически передаст ему управление и возвратится в исходное состояние.
На рис. 3 изображен резервированный контроллер S7-400H производства Siemens. Данный контроллер входит в состав РСУ Simatic PCS7.
Рис. 3. Резервированный контроллер S7-400H. Несколько другое техническое решение показано на примере резервированного контроллера FCP270 производства Foxboro (рис. 4). Данный контроллер входит в состав системы управления Foxboro IA Series.
Рис. 4. Резервированный контроллер FCP270.
На базовой панели инсталлировано два процессорных модуля, работающих как резервированная пара, и коммуникационный модуль для сопряжения с оптическими сетями стандарта Ethernet. Взаимодействие между модулями происходит по внутренней шине (тоже резервированной), спрятанной непосредственно в базовую панель (ее не видно на рисунке).
На рисунке ниже показан контроллер AC800M производства ABB (часть РСУ Extended Automation System 800xA).
Рис. 5. Контроллер AC800M.
Это не резервированный вариант. Контроллер состоит из двух коммуникационных модулей, одного СPU и одного локального модуля ввода/вывода. Кроме этого, к контроллеру можно подключить до 64 внешних модулей ввода/вывода.
При построении РСУ важно выбрать контроллер, удовлетворяющий всем техническим условиям и требованиям конкретного производства. Подбирая оптимальную конфигурацию, инженеры оперируют определенными техническими характеристиками промышленных контроллеров. Наиболее значимые перечислены ниже:
1. Возможность полного резервирования. Для задач, где отказоустойчивость критична (химия, нефтехимия, металлургия и т.д.), применение резервированных конфигураций вполне оправдано, тогда как для других менее ответственных производств резервирование зачастую оказывается избыточным решением.
2. Количество и тип поддерживаемых коммуникационных интерфейсов. Это определяет гибкость и масштабируемость системы управления в целом. Современные контроллеры способны поддерживать до 10 стандартов передачи данных одновременно, что во многом определяет их универсальность.
3. Быстродействие. Измеряется, как правило, в количестве выполняемых в секунду элементарных операций (до 200 млн.). Иногда быстродействие измеряется количеством обрабатываемых за секунду функциональных блоков (что такое функциональный блок – будет рассказано в следующей статье). Быстродействие зависит от типа центрального процессора (популярные производители - Intel, AMD, Motorola, Texas Instruments и т.д.)
4. Объем оперативной памяти. Во время работы контроллера в его оперативную память загружены запрограммированные пользователем алгоритмы автоматизированного управления, операционная система, библиотечные модули и т.д. Очевидно, чем больше оперативной памяти, тем сложнее и объемнее алгоритмы контроллер может выполнять, тем больше простора для творчества у программиста. Варьируется от 256 килобайт до 32 мегабайт.
5. Надежность. Наработка на отказ до 10-12 лет.
6. Наличие специализированных средств разработки и поддержка различных языков программирования. Очевидно, что существование специализированный среды разработки прикладных программ – это стандарт для современного контроллера АСУ ТП. Для удобства программиста реализуется поддержка сразу нескольких языков как визуального, так и текстового (процедурного) программирования (FBD, SFC, IL, LAD, ST; об этом в следующей статье).
7. Возможность изменения алгоритмов управления на “лету” (online changes), т.е. без остановки работы контроллера. Для большинства контроллеров, применяемых в РСУ, поддержка online changes жизненно необходима, так как позволяет тонко настраивать систему или расширять ее функционал прямо на работающем производстве.
8. Возможность локального ввода/вывода. Как видно из рис. 4 контроллер Foxboro FCP270 рассчитан на работу только с удаленной подсистемой ввода/вывода, подключаемой к нему по оптическим каналам. Simatic S7-400 может спокойно работать как с локальными модулями ввода/вывода (свободные слоты на базовой панели есть), так и удаленными узлами.
9. Вес, габаритные размеры, вид монтажа (на DIN-рейку, на монтажную панель или в стойку 19”). Важно учитывать при проектировании и сборке системных шкафов.
10. Условия эксплуатации (температура, влажность, механические нагрузки). Большинство промышленных контроллеров могут работать в нечеловеческих условиях от 0 до 65 °С и при влажности до 95-98%.
[ http://kazanets.narod.ru/PLC_PART1.htm]Тематики
Синонимы
EN
DE
- speicherprogrammierbare Steuerung, f
FR
Англо-русский словарь нормативно-технической терминологии > storage-programmable logic controller
65 RS-485
интерфейс RS-485
Промышленный стандарт для полудуплексной передачи данных. Позволяет объединять в сеть протяженностью 1200 м до 32 абонентов.
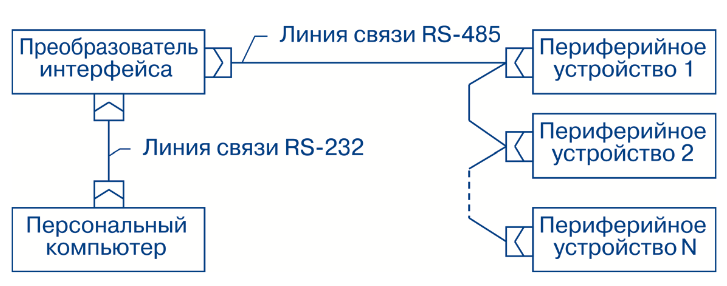
[ http://www.morepc.ru/dict/]Интерфейс RS-485 - широко распространенный высокоскоростной и помехоустойчивый промышленный последовательный интерфейс передачи данных. Практически все современные компьютеры в промышленном исполнении, большинство интеллектуальных датчиков и исполнительных устройств, программируемые логические контроллеры наряду с традиционным интерфейсом RS-232 содержат в своем составе ту или иную реализацию интерфейса RS-485.
Интерфейс RS-485 основан на стандарте EIA RS-422/RS-485.
К сожалению, полноценного эквивалентного российского стандарта не существует, поэтому в данном разделе предлагаются некоторые рекомендации по применению интерфейса RS-485.
Традиционный интерфейс RS-232 в промышленной автоматизации применяется достаточно редко. Сигналы этого интерфейса передаются перепадами напряжения величиной (3...15) В, поэтому длина линии связи RS-232, как правило, ограничена расстоянием в несколько метров из-за низкой помехоустойчивости. Интерфейс RS-232 имеется в каждом PC–совместимом компьютере, где используется в основном для подключения манипулятора типа “мышь”, модема, и реже – для передачи данных на небольшое расстояние из одного компьютера в другой. Передача производится последовательно, пословно, каждое слово длиной (5...8) бит предваряют стартовым битом
и заканчивают необязательным битом четности и стоп-битами.
Интерфейс RS-232 принципиально не позволяет создавать сети, так как соединяет только 2 устройства (так называемое соединение “точка - точка”).

Сигналы интерфейса RS-485 передаются дифференциальными перепадами напряжения величиной (0,2...8) В, что обеспечивает высокую помехоустойчивость и общую длину линии связи до 1 км (и более с использованием специальных устройств – повторителей). Кроме того, интерфейс RS-485 позволяет создавать сети путем параллельного подключения многих устройств к одной физической линии (так называемая “мультиплексная шина”).
В обычном PC-совместимом персональном компьютере (не промышленного исполнения) этот интерфейс отсутствует, поэтому необходим специальный адаптер - преобразователь интерфейса RS-485/232.
Наша компания рекомендует использовать полностью автоматические преобразователи интерфейса, не требующие сигнала управления передатчиком. Такие преобразователи, как правило, бывают двух видов:- преобразователи, требующие жесткого указания скорости обмена и длины передаваемого слова (с учетом стартовых, стоповых бит и бита четности) для расчета времени окончания передачи: например, преобразователь ADAM-4520 производства компании Advantech. Все параметры задаются переключателями в самом преобразователе, причем для задания этих параметров корпус преобразователя необходимо разобрать;
- преобразователи на основе технологий “Self Tuner” и им подобных, не требующие никаких указаний вообще, и, соответственно, не имеющие никаких органов управления: например, преобразователь I-7520 производства компании ICP DAS. Данный преобразователь предпочтительнее для использования в сетях с приборами МЕТАКОН.
В автоматических преобразователях выходы интерфейса RS-485 обычно имеют маркировку “DATA+” и “DATA-“. В I-7520 и ADAM-4520 вывод “DATA+” функционально эквивалентен выводу “A” регулятора МЕТАКОН, вывод “DATA-“ - выводу “B”.
Устройства, подключаемые к интерфейсу RS-485, характеризуются важным параметром по входу приемопередатчика: “единица нагрузки” (“Unit Load” - UL). По стандарту в сети допускается использование до 32 единиц нагрузки, т.е. до 32 устройств, каждое из которых нагружает линию в 1 UL. В настоящее время существуют микросхемы приемопередатчиков с характеристикой менее 1 UL, например - 0,25 UL. В этом случае количество физи
чески подключенных к линии устройств можно увеличить, но суммарное количество UL в одной линии не должно превышать 32.
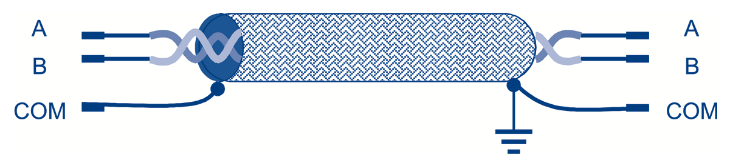
В качестве линии связи используется экранированная витая пара с волновым сопротивлением ≈120 Ом. Для защиты от помех экран (оплетка) витой пары заземляется в любой точке, но только один раз: это исключает протекание больших токов по экрану из-за неравенства потенциалов “земли”. Выбор точки, в которой следует заземлять кабель, не регламентируется стандартом, но, как правило, экран линии связи заземляют на одном из ее концов.
Устройства к сети RS-485 подключаются последовательно, с соблюдением полярности контактов A и B:
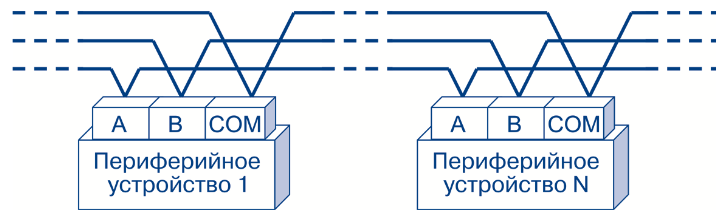
Как видно из рисунка, длинные ответвления (шлейфы) от магистрали до периферийных устройств не допускаются. Стандарт исходит из предположения, что длина шлейфа равна нулю, но на практике этого достичь невозможно (небольшой шлейф всегда имеется внутри любого периферийного устройства: от клеммы
до микросхемы приемопередатчика).
Качество витой пары оказывает большое влияние на дальность связи и максимальную скорость обмена в линии. Существуют специальные методики расчета допустимых скоростей обмена и максимальной длины линии связи, основанные на паспортных параметрах кабеля (волновое сопротивление, погонная емкость, активное сопротивление) и микросхем приемопередатчиков (допустимые искажения фронта сигнала). Но на относительно низких скоростях обмена (до 19200 бит/с) основное влияние на допустимую длину линии связи оказывает активное сопротивление кабеля. Опытным путем установлено, что на расстояниях до 600 м допускается использовать кабель с медной жилой сечением 0,35 мм (например, кабель КММ 2х0,35), на большие расстояния сечение кабеля необходимо пропорционально увеличить. Этот эмпирический результат хорошо согласуется с результатами, полученными расчетными методами.
Даже для скоростей обмена порядка 19200 бит/с кабель уже можно считать длинной линией, а любая длинная линия для исключения помех от отраженного сигнала должна быть согласована на концах. Для согласования используются резисторы
сопротивлением 120 Ом (точнее, с сопротивлением, равным волновому сопротивлению кабеля, но, как правило, используемые витые пары имеют волновое сопротивление около 120 Ом и точно подбирать резистор нет необходимости) и мощностью не менее 0,25 Вт – так называемый “терминатор”. Терминаторы устанавливаются на обоих концах линии связи, между контактами A и B витой пары.
В сетях RS-485 часто наблюдается состояние, когда все подключенные к сети устройства находятся в пассивном состоянии, т.е. в сети отсутствует передача и все приемопередатчики “слушают” сеть. В этом случае приемопередатчики не могут корректно распознать никакого устойчивого логического состояния в линии, а непосредственно после передачи все приемопередатчики распознают в линии состояние, соответствующее последнему переданному биту, что эквивалентно помехе в линии связи. На эту проблему не так часто обращают внимания, борясь с ее последствиями программными методами, но тем не менее решить ее аппаратно несложно. Достаточно с помощью специальных цепей смещения создать в линии потенциал, эквивалентный состоянию отсутствия передачи (так называемое состояние “MARK”: передатчик включен, но передача не ведется). Цепи смещения и терминатор реализованы в преобразователе I-7520. Для корректной работы цепей смещения необходимо наличие двух терминаторов в линии связи.
В сети RS-485 возможна конфликтная ситуация, когда 2 и более устройства начинают передачу одновременно. Это происходит в следующих случаях:
• в момент включения питания из-за переходных процессов устройства кратковременно могут находится в режиме передачи;
• одно или более из устройств неисправно;
• некорректно используется так называемый “мульти-мастерный” протокол, когда инициаторами обмена могут быть несколько устройств.
В первых двух случаях быстро устранить конфликт невозможно, что теоретически может привести к перегреву и выходу из строя приемопередатчиков RS-485. К счастью, такая ситуация предусмотрена стандартом и дополнительная защита приемопередатчика обычно не требуется. В последнем случае необходимо предусмотреть программное разделение канала между устройствами-инициаторами обмена, так как в любом случае для нормального функционирования линия связи может одновременно предоставляться только одному передатчику.
[ http://www.metodichka-contravt.ru/?id=3937]Тематики
EN
Англо-русский словарь нормативно-технической терминологии > RS-485
66 aperture
- характеристика эффективности объектива в отношении проходящего через него света
- проём
- долговременная маркировка
- апертура встречно-штыревого преобразователя
- апертура (в электросвязи)
- апертура (в оптическом устройстве)
- апертура
апертура
Размеры поверхности объекта контроля, через которую происходят излучение и прием упругих колебаний. Для узконаправленных преобразователей в традиционных схемах контроля апертурой называют размеры рабочей поверхности преобразователя. Для преобразователей с широкой диаграммой направленности, или с переменным углом ввода, апертура определяется размером всей зоны сканирования преобразователя, через которую происходит излучение в направлении выделенной области объекта контроля и прием эхосигналов.
Единица измерения
мм2
[Система неразрушающего контроля. Виды (методы) и технология неразрушающего контроля. Термины и определения (справочное пособие). Москва 2003 г.]
апертура
Площадь поверхности антенны, через которую происходит передача или прием электромагнитного излучения.
[ http://www.morepc.ru/dict/]Тематики
- виды (методы) и технология неразр. контроля
- информационные технологии в целом
EN
апертура
Диафрагма в оптическом устройстве, которая определяет поле обзора.
Примечания
1. Большинство апертур круглой формы, но они могут быть прямоугольными или эллиптическими.
2. Под оптическим устройством имеется в виду сканер, фотометр, фотоаппарат и т.д.
[ ГОСТ 30721-2000]
[ ГОСТ Р 51294.3-99]
апертура
Область объектива, через которую проходят световые лучи. Для регулировки размера апертуры используется диафрагма.
[ http://www.cctv.groteck.ru/glossary.php]
апертура
Отверстие объектива, контролирующее количество света, достигающее поверхности фотоприемника. Размер апертуры контролируется установкой диафрагмы. Чем больше F-число (F/1.4, F/1.8, F/2.8, и т. д.), тем меньше света достигает фотоприемника.
[ http://www.vidimost.com/glossary.html]Тематики
- кодирование штриховое
- фотоаппараты, объективы, затворы
EN
DE
FR
апертура
раскрыв
Характеристика, которая определяет линейные размеры излучающей поверхности антенны. См. numerical ~.
[Л.М. Невдяев. Телекоммуникационные технологии. Англо-русский толковый словарь-справочник. Под редакцией Ю.М. Горностаева. Москва, 2002]Тематики
- электросвязь, основные понятия
Синонимы
EN
апертура встречно-штыревого преобразователя
Максимальная величина перекрытия противофазных электродов встречно-штыревого преобразователя.
[ ГОСТ 18670-84]
апертура встречно-штыревого преобразователя
апертура
Максимальное значение перекрытия по длине штырей встречно-штыревого преобразователя.
[ ГОСТ 28170-89]Тематики
Обобщающие термины
Синонимы
EN
FR
проём
Большое отверстие в ограждающих конструкциях зданий и сооружений, устраиваемое в эксплуатационных или монтажных целях
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]Тематики
EN
DE
FR
характеристика эффективности объектива в отношении проходящего через него света
—
[ http://www.security-bridge.com/shkola_bezopasnosti/anglorusskij_slovar/?p=3&search=A]Тематики
EN
42. Апертура встречно-штыревого преобразователя
Апертура
Aperture
Максимальное значение перекрытия по длине штырей встречно-штыревого преобразователя
Источник: ГОСТ 28170-89: Изделия акустоэлектронные. Термины и определения оригинал документа
3.1 апертура (aperture): Отверстие в электромагнитном барьере (экране), через которое могут проникать электромагнитные поля.
Источник: ГОСТ Р 51317.1.5-2009: Совместимость технических средств электромагнитная. Воздействия электромагнитные большой мощности на системы гражданского назначения. Основные положения оригинал документа
04.02.27 долговременная маркировка [ permanent marking]: Изображение, полученное с помощью интрузивного или неинтрузивного маркирования, которое должно оставаться различимым, как минимум, в течение установленного срока службы изделия.
Сравнить с терминологической статьей «соединение» по ИСО/МЭК19762-11).
______________
1)Терминологическая статья 04.02.27 не связана с указанной терминологической статьей.
<2>4 Сокращения
ECI интерпретация в расширенном канале [extended channel interpretation]
DPM прямое маркирование изделий [direct part marking]
BWA коррекция ширины штриха [bar width adjustment]
BWC компенсация ширины штриха [barwidth compensation]
CPI число знаков на дюйм [characters per inch]
PCS сигнал контраста печати [print contrast signal]
ORM оптический носитель данных [optically readable medium]
FoV поле обзора [field of view]
Алфавитный указатель терминов на английском языке
(n, k)symbology
04.02.13
add-on symbol
03.02.29
alignment pattern
04.02.07
aperture
02.04.09
auto discrimination
02.04.33
auxiliary character/pattern
03.01.04
background
02.02.05
bar
02.01.05
bar code character
02.01.09
bar code density
03.02.14
barcode master
03.02.19
barcode reader
02.04.05
barcode symbol
02.01.03
bar height
02.01.16
bar-space sequence
02.01.20
barwidth
02.01.17
barwidth adjustment
03.02.21
barwidth compensation
03.02.22
barwidth gain/loss
03.02.23
barwidth increase
03.02.24
barwidth reduction
03.02.25
bearer bar
03.02.11
binary symbology
03.01.10
characters per inch
03.02.15
charge-coupled device
02.04.13
coded character set
02.01.08
column
04.02.11
compaction mode
04.02.15
composite symbol
04.02.14
contact scanner
02.04.07
continuous code
03.01.12
corner marks
03.02.20
data codeword
04.02.18
data region
04.02.17
decodability
02.02.28
decode algorithm
02.02.01
defect
02.02.22
delineator
03.02.30
densitometer
02.02.18
depth of field (1)
02.04.30
depth of field (2)
02.04.31
diffuse reflection
02.02.09
direct part marking
04.02.24
discrete code
03.01.13
dot code
04.02.05
effective aperture
02.04.10
element
02.01.14
erasure
04.02.21
error correction codeword
04.02.19
error correction level
04.02.20
even parity
03.02.08
field of view
02.04.32
film master
03.02.18
finder pattern
04.02.08
fixed beam scanner
02.04.16
fixed parity
03.02.10
fixed pattern
04.02.03
flat-bed scanner
02.04.21
gloss
02.02.13
guard pattern
03.02.04
helium neon laser
02.04.14
integrated artwork
03.02.28
intercharacter gap
03.01.08
intrusive marking
04.02.25
label printing machine
02.04.34
ladder orientation
03.02.05
laser engraver
02.04.35
latch character
02.01.24
linear bar code symbol
03.01.01
magnification factor
03.02.27
matrix symbology
04.02.04
modular symbology
03.01.11
module (1)
02.01.13
module (2)
04.02.06
modulo
03.02.03
moving beam scanner
02.04.15
multi-row symbology
04.02.09
non-intrusive marking
04.02.26
odd parity
03.02.07
omnidirectional
03.01.14
omnidirectional scanner
02.04.20
opacity
02.02.16
optically readable medium
02.01.01
optical throw
02.04.27
orientation
02.04.23
orientation pattern
02.01.22
oscillating mirror scanner
02.04.19
overhead
03.01.03
overprinting
02.04.36
pad character
04.02.22
pad codeword
04.02.23
permanent marking
04.02.27
photometer
02.02.19
picket fence orientation
03.02.06
pitch
02.04.26
pixel
02.04.37
print contrast signal
02.02.20
printability gauge
03.02.26
printability test
02.02.21
print quality
02.02.02
quiet zone
02.01.06
raster
02.04.18
raster scanner
02.04.17
reading angle
02.04.22
reading distance
02.04.29
read rate
02.04.06
redundancy
03.01.05
reference decode algorithm
02.02.26
reference threshold
02.02.27
reflectance
02.02.07
reflectance difference
02.02.11
regular reflection
02.02.08
resolution
02.01.15
row
04.02.10
scanner
02.04.04
scanning window
02.04.28
scan, noun (1)
02.04.01
scan, noun (2)
02.04.03
scan reflectance profile
02.02.17
scan, verb
02.04.02
self-checking
02.01.21
shift character
02.01.23
short read
03.02.12
show through
02.02.12
single line (beam) scanner
02.04.11
skew
02.04.25
slot reader
02.04.12
speck
02.02.24
spectral response
02.02.10
spot
02.02.25
stacked symbology
04.02.12
stop character/pattern
03.01.02
structured append
04.02.16
substitution error
03.02.01
substrate
02.02.06
symbol architecture
02.01.04
symbol aspect ratio
02.01.19
symbol character
02.01.07
symbol check character
03.02.02
symbol density
03.02.16
symbology
02.01.02
symbol width
02.01.18
tilt
02.04.24
transmittance (l)
02.02.14
transmittance (2)
02.02.15
truncation
03.02.13
two-dimensional symbol (1)
04.02.01
two-dimensional symbol (2)
04.02.02
two-width symbology
03.01.09
variable parity encodation
03.02.09
verification
02.02.03
verifier
02.02.04
vertical redundancy
03.01.06
void
02.02.23
wand
02.04.08
wide: narrow ratio
03.01.07
X dimension
02.01.10
Y dimension
02.01.11
Z dimension
02.01.12
zero-suppression
03.02.17
<2>Приложение ДА1)
______________
1)
Источник: ГОСТ Р ИСО/МЭК 19762-2-2011: Информационные технологии. Технологии автоматической идентификации и сбора данных (АИСД). Гармонизированный словарь. Часть 2. Оптические носители данных (ОНД) оригинал документа
Англо-русский словарь нормативно-технической терминологии > aperture
67 remote maintenance
дистанционное техническое обслуживание
Техническое обслуживание объекта, проводимое под управлением персонала без его непосредственного присутствия.
[ОСТ 45.152-99 ]Параллельные тексты EN-RU из ABB Review. Перевод компании Интент
Service from afarДистанционный сервисABB’s Remote Service concept is revolutionizing the robotics industryРазработанная АББ концепция дистанционного обслуживания Remote Service революционизирует робототехникуABB robots are found in industrial applications everywhere – lifting, packing, grinding and welding, to name a few. Robust and tireless, they work around the clock and are critical to a company’s productivity. Thus, keeping these robots in top shape is essential – any failure can lead to serious output consequences. But what happens when a robot malfunctions?Роботы АББ используются во всех отраслях промышленности для перемещения грузов, упаковки, шлифовки, сварки – всего и не перечислить. Надежные и неутомимые работники, способные трудиться день и ночь, они представляют большую ценность для владельца. Поэтому очень важно поддерживать их в надлежащей состоянии, ведь любой отказ может иметь серьезные последствия. Но что делать, если робот все-таки сломался?ABB’s new Remote Service concept holds the answer: This approach enables a malfunctioning robot to alarm for help itself. An ABB service engineer then receives whole diagnostic information via wireless technology, analyzes the data on a Web site and responds with support in just minutes. This unique service is paying off for customers and ABB alike, and in the process is revolutionizing service thinking.Ответом на этот вопрос стала новая концепция Remote Service от АББ, согласно которой неисправный робот сам просит о помощи. C помощью беспроводной технологии специалист сервисной службы АББ получает всю необходимую диагностическую информацию, анализирует данные на web-сайте и через считанные минуты выдает рекомендации по устранению отказа. Эта уникальная возможность одинаково ценна как для заказчиков, так и для самой компании АББ. В перспективе она способна в корне изменить весь подход к организации технического обслуживания.Every minute of production downtime can have financially disastrous consequences for a company. Traditional reactive service is no longer sufficient since on-site service engineer visits also demand great amounts of time and money. Thus, companies not only require faster help from the service organization when needed but they also want to avoid disturbances in production.Каждая минута простоя производства может привести к губительным финансовым последствиям. Традиционная организация сервиса, предусматривающая ликвидацию возникающих неисправностей, становится все менее эффективной, поскольку вызов сервисного инженера на место эксплуатации робота сопряжен с большими затратами времени и денег. Предприятия требуют от сервисной организации не только более быстрого оказания помощи, но и предотвращения возможных сбоев производства.In 2006, ABB developed a new approach to better meet customer’s expectations: Using the latest technologies to reach the robots at customer sites around the world, ABB could support them remotely in just minutes, thereby reducing the need for site visits. Thus the new Remote Service concept was quickly brought to fruition and was launched in mid-2007. Statistics show that by using the system the majority of production stoppages can be avoided.В 2006 г. компания АББ разработала новый подход к удовлетворению ожиданий своих заказчиков. Использование современных технологий позволяет специалистам АББ получать информацию от роботов из любой точки мира и в считанные минуты оказывать помощь дистанционно, в результате чего сокращается количество выездов на место установки. Запущенная в середине 2007 г. концепция Remote Service быстро себя оправдала. Статистика показывает, что её применение позволило предотвратить большое число остановок производства.Reactive maintenance The hardware that makes ABB Remote Service possible consists of a communication unit, which has a function similar to that of an airplane’s so-called black box 1. This “service box” is connected to the robot’s control system and can read and transmit diagnostic information. The unit not only reads critical diagnostic information that enables immediate support in the event of a failure, but also makes it possible to monitor and analyze the robot’s condition, thereby proactively detecting the need for maintenance.Устранение возникающих неисправностей Аппаратное устройство, с помощью которого реализуется концепция Remote Service, представляет собой коммуникационный блок, работающий аналогично черному ящику самолета (рис. 1). Этот блок считывает диагностические данные из контроллера робота и передает их по каналу GSM. Считывается не только информация, необходимая для оказания немедленной помощи в случае отказа, но и сведения, позволяющие контролировать и анализировать состояние робота для прогнозирования неисправностей и планирования технического обслуживания.If the robot breaks down, the service box immediately stores the status of the robot, its historical data (as log files), and diagnostic parameters such as temperature and power supply. Equipped with a built-in modem and using the GSM network, the box transmits the data to a central server for analysis and presentation on a dedicated Web site. Alerts are automatically sent to the nearest of ABB’s 1,200 robot service engineers who then accesses the detailed data and error log to analyze the problem.При поломке робота сервисный блок немедленно сохраняет данные о его состоянии, сведения из рабочего журнала, а также значения диагностических параметров (температура и характеристики питания). Эти данные передаются встроенным GSM-модемом на центральный сервер для анализа и представления на соответствующем web-сайте. Аварийные сообщения автоматически пересылаются ближайшему к месту аварии одному из 1200 сервисных инженеров-робототехников АББ, который получает доступ к детальной информации и журналу аварий для анализа возникшей проблемы.A remotely based ABB engineer can then quickly identify the exact fault, offering rapid customer support. For problems that cannot be solved remotely, the service engineer can arrange for quick delivery of spare parts and visit the site to repair the robot. Even if the engineer must make a site visit, service is faster, more efficient and performed to a higher standard than otherwise possible.Специалист АББ может дистанционно идентифицировать отказ и оказать быструю помощь заказчику. Если неисправность не может быть устранена дистанционно, сервисный инженер организовывает доставку запасных частей и выезд ремонтной бригады. Даже если необходимо разрешение проблемы на месте, предшествующая дистанционная диагностика позволяет минимизировать объем работ и сократить время простоя.Remote Service enables engineers to “talk” to robots remotely and to utilize tools that enable smart, fast and automatic analysis. The system is based on a machine-to-machine (M2M) concept, which works automatically, requiring human input only for analysis and personalized customer recommendations. ABB was recognized for this innovative solution at the M2M United Conference in Chicago in 2008 Factbox.Remote Service позволяет инженерам «разговаривать» с роботами на расстоянии и предоставляет в их распоряжение интеллектуальные средства быстрого автоматизированного анализа. Система основана на основе технологии автоматической связи машины с машиной (M2M), где участие человека сводится к анализу данных и выдаче рекомендаций клиенту. В 2008 г. это инновационное решение от АББ получило приз на конференции M2M United Conference в Чикаго (см. вставку).Proactive maintenanceRemote Service also allows ABB engineers to monitor and detect potential problems in the robot system and opens up new possibilities for proactive maintenance.Прогнозирование неисправностейRemote Service позволяет инженерам АББ дистанционно контролировать состояние роботов и прогнозировать возможные неисправности, что открывает новые возможности по организации профилактического обслуживания.The service box regularly takes condition measurements. By monitoring key parameters over time, Remote Service can identify potential failures and when necessary notify both the end customer and the appropriate ABB engineer. The management and storage of full system backups is a very powerful service to help recover from critical situations caused, for example, by operator errors.Сервисный блок регулярно выполняет диагностические измерения. Непрерывно контролируя ключевые параметры, Remote Service может распознать потенциальные опасности и, при необходимости, оповещать владельца оборудования и соответствующего специалиста АББ. Резервирование данных для возможного отката является мощным средством, обеспечивающим восстановление системы в критических ситуациях, например, после ошибки оператора.The first Remote Service installation took place in the automotive industry in the United States and quickly proved its value. The motherboard in a robot cabinet overheated and the rise in temperature triggered an alarm via Remote Service. Because of the alarm, engineers were able to replace a faulty fan, preventing a costly production shutdown.Первая система Remote Service была установлена на автозаводе в США и очень скоро была оценена по достоинству. Она обнаружила перегрев материнской платы в шкафу управления роботом и передала сигнал о превышении допустимой температуры, благодаря чему инженеры смогли заменить неисправный вентилятор и предотвратить дорогостоящую остановку производства.MyRobot: 24-hour remote access
Having regular access to a robot’s condition data is also essential to achieving lean production. At any time, from any location, customers can verify their robots’ status and access maintenance information and performance reports simply by logging in to ABB’s MyRobot Web site. The service enables customers to easily compare performances, identify bottlenecks or developing issues, and initiate the mostСайт MyRobot: круглосуточный дистанционный доступДля того чтобы обеспечить бесперебойное производство, необходимо иметь регулярный доступ к информации о состоянии робота. Зайдя на соответствующую страницу сайта MyRobot компании АББ, заказчики получат все необходимые данные, включая сведения о техническом обслуживании и отчеты о производительности своего робота. Эта услуга позволяет легко сравнивать данные о производительности, обнаруживать возможные проблемы, а также оптимизировать планирование технического обслуживания и модернизации. С помощью MyRobot можно значительно увеличить выпуск продукции и уменьшить количество выбросов.Award-winning solutionIn June 2008, the innovative Remote Service solution won the Gold Value Chain award at the M2M United Conference in Chicago. The value chain award honors successful corporate adopters of M2M (machine–to-machine) technology and highlights the process of combining multiple technologies to deliver high-quality services to customers. ABB won in the categoryof Smart Services.Приз за удачное решениеВ июне 2008 г. инновационное решение Remote Service получило награду Gold Value Chain (Золотая цепь) на конференции M2M United Conference в Чикаго. «Золотая цепь» присуждается за успешное масштабное внедрение технологии M2M (машина – машина), а также за достижения в объединении различных технологий для предоставления высококачественных услуг заказчикам. АББ одержала победу в номинации «Интеллектуальный сервис».Case study: Tetley Tetley GB Ltd is the world’s second-largest manufacturer and distributor of tea. The company’s manufacturing and distribution business is spread across 40 countries and sells over 60 branded tea bags. Tetley’s UK tea production facility in Eaglescliffe, County Durham is the sole producer of Tetley tea bags 2.Пример применения: Tetley Компания TetleyGB Ltd является вторым по величине мировым производителем и поставщиком чая. Производственные и торговые филиалы компании имеются в 40 странах, а продукция распространяется под 60 торговыми марками. Чаеразвесочная фабрика в Иглсклифф, графство Дарем, Великобритания – единственный производитель чая Tetley в пакетиках (рис. 2).ABB offers a flexible choice of service agreements for both new and existing robot installations, which can help extend the mean time between failures, shorten the time to repair and lower the cost of automated production.Предлагаемые АББ контракты на выполнение технического обслуживания как уже имеющихся, так и вновь устанавливаемых роботов, позволяют значительно увеличить среднюю наработку на отказ, сократить время ремонта и общую стоимость автоматизированного производства.Robots in the plant’s production line were tripping alarms and delaying the whole production cycle. The spurious alarms resulted in much unnecessary downtime that was spent resetting the robots in the hope that another breakdown could be avoided. Each time an alarm was tripped, several hours of production time was lost. “It was for this reason that we were keen to try out ABB’s Remote Service agreement,” said Colin Trevor, plant maintenance manager.Установленные в технологической линии роботы выдавали аварийные сигналы, задерживающие выполнение производственного цикла. Ложные срабатывания вынуждали перезапускать роботов в надежде предотвратить возможные отказы, в результате чего после каждого аварийного сигнала производство останавливалось на несколько часов. «Именно поэтому мы решили попробовать заключить с АББ контракт на дистанционное техническое обслуживание», – сказал Колин Тревор, начальник технической службы фабрики.To prevent future disruptions caused by unplanned downtime, Tetley signed an ABB Response Package service agreement, which included installing a service box and system infrastructure into the robot control systems. Using the Remote Service solution, ABB remotely monitors and collects data on the “wear and tear” and productivity of the robotic cells; this data is then shared with the customer and contributes to smooth-running production cycles.Для предотвращения ущерба в результате незапланированных простоев Tetley заключила с АББ контракт на комплексное обслуживание Response Package, согласно которому системы управления роботами были дооборудованы сервисными блоками с необходимой инфраструктурой. С помощью Remote Service компания АББ дистанционно собирает данные о наработке, износе и производительности роботизированных модулей. Эти данные предоставляются заказчику для оптимизации загрузки производственного оборудования.Higher production uptimeSince the implementation of Remote Service, Tetley has enjoyed greatly reduced robot downtime, with no further disruptions caused by unforeseen problems. “The Remote Service package has dramatically changed the plant,” said Trevor. “We no longer have breakdown issues throughout the shift, helping us to achieve much longer periods of robot uptime. As we have learned, world-class manufacturing facilities need world-class support packages. Remote monitoring of our robots helps us to maintain machine uptime, prevent costly downtime and ensures my employees can be put to more valuable use.”Увеличение полезного времениС момента внедрения Remote Service компания Tetley была приятно удивлена резким сокращением простоя роботов и отсутствием незапланированных остановок производства. «Пакет Remote Service резко изменил ситуацию на предприятии», – сказал Тревор. «Мы избавились от простоев роботов и смогли резко увеличить их эксплуатационную готовность. Мы поняли, что для производственного оборудования мирового класса необходим сервисный пакет мирового класса. Дистанционный контроль роботов помогает нам поддерживать их в рабочем состоянии, предотвращать дорогостоящие простои и задействовать наш персонал для выполнения более важных задач».Service accessRemote Service is available worldwide, connecting more than 500 robots. Companies that have up to 30 robots are often good candidates for the Remote Service offering, as they usually have neither the engineers nor the requisite skills to deal with robotics faults themselves. Larger companies are also enthusiastic about Remote Service, as the proactive services will improve the lifetime of their equipment and increase overall production uptime.Доступность сервисаСеть Remote Service охватывает более 700 роботов по всему миру. Потенциальными заказчиками Remote Service являются компании, имеющие до 30 роботов, но не имеющие инженеров и техников, способных самостоятельно устранять их неисправности. Интерес к Remote Service проявляют и более крупные компании, поскольку они заинтересованы в увеличении срока службы и эксплуатационной готовности производственного оборудования.In today’s competitive environment, business profitability often relies on demanding production schedules that do not always leave time for exhaustive or repeated equipment health checks. ABB’s Remote Service agreements are designed to monitor its customers’ robots to identify when problems are likely to occur and ensure that help is dispatched before the problem can escalate. In over 60 percent of ABB’s service calls, its robots can be brought back online remotely, without further intervention.В условиях современной конкуренции окупаемость бизнеса часто зависит от соблюдения жестких графиков производства, не оставляющих времени для полномасштабных или периодических проверок исправности оборудования. Контракт Remote Service предусматривает мониторинг состояния роботов заказчика для прогнозирования возможных неисправностей и принятие мер по их предотвращению. В более чем 60 % случаев для устранения неисправности достаточно дистанционной консультации в сервисной службе АББ, дальнейшего вмешательства не требуется.ABB offers a flexible choice of service agreements for both new and existing robot installations, which helps extend the mean time between failures, shorten the time to repair and lower the total cost of ownership. With four new packages available – Support, Response, Maintenance and Warranty, each backed up by ABB’s Remote Service technology – businesses can minimize the impact of unplanned downtime and achieve improved production-line efficiency.Компания АББ предлагает гибкий выбор контрактов на выполнение технического обслуживания как уже имеющихся, так и вновь устанавливаемых роботов, которые позволяют значительно увеличить среднюю наработку на отказ, сократить время ремонта и эксплуатационные расходы. Четыре новых пакета на основе технологии Remote Service – Support, Response, Maintenance и Warranty – позволяют минимизировать внеплановые простои и значительно повысить эффективность производства.The benefits of Remote Sevice are clear: improved availability, fewer service visits, lower maintenance costs and maximized total cost of ownership. This unique service sets ABB apart from its competitors and is the beginning of a revolution in service thinking. It provides ABB with a great opportunity to improve customer access to its expertise and develop more advanced services worldwide.Преимущества дистанционного технического обслуживания очевидны: повышенная надежность, уменьшение выездов ремонтных бригад, уменьшение затрат на обслуживание и общих эксплуатационных расходов. Эта уникальная услуга дает компании АББ преимущества над конкурентами и демонстрирует революционный подход к организации сервиса. Благодаря ей компания АББ расширяет доступ заказчиков к опыту своих специалистов и получает возможность более эффективного оказания технической помощи по всему миру.Тематики
- тех. обсл. и ремонт средств электросвязи
Обобщающие термины
EN
Англо-русский словарь нормативно-технической терминологии > remote maintenance
68 remote sevice
дистанционное техническое обслуживание
Техническое обслуживание объекта, проводимое под управлением персонала без его непосредственного присутствия.
[ОСТ 45.152-99 ]Параллельные тексты EN-RU из ABB Review. Перевод компании Интент
Service from afarДистанционный сервисABB’s Remote Service concept is revolutionizing the robotics industryРазработанная АББ концепция дистанционного обслуживания Remote Service революционизирует робототехникуABB robots are found in industrial applications everywhere – lifting, packing, grinding and welding, to name a few. Robust and tireless, they work around the clock and are critical to a company’s productivity. Thus, keeping these robots in top shape is essential – any failure can lead to serious output consequences. But what happens when a robot malfunctions?Роботы АББ используются во всех отраслях промышленности для перемещения грузов, упаковки, шлифовки, сварки – всего и не перечислить. Надежные и неутомимые работники, способные трудиться день и ночь, они представляют большую ценность для владельца. Поэтому очень важно поддерживать их в надлежащей состоянии, ведь любой отказ может иметь серьезные последствия. Но что делать, если робот все-таки сломался?ABB’s new Remote Service concept holds the answer: This approach enables a malfunctioning robot to alarm for help itself. An ABB service engineer then receives whole diagnostic information via wireless technology, analyzes the data on a Web site and responds with support in just minutes. This unique service is paying off for customers and ABB alike, and in the process is revolutionizing service thinking.Ответом на этот вопрос стала новая концепция Remote Service от АББ, согласно которой неисправный робот сам просит о помощи. C помощью беспроводной технологии специалист сервисной службы АББ получает всю необходимую диагностическую информацию, анализирует данные на web-сайте и через считанные минуты выдает рекомендации по устранению отказа. Эта уникальная возможность одинаково ценна как для заказчиков, так и для самой компании АББ. В перспективе она способна в корне изменить весь подход к организации технического обслуживания.Every minute of production downtime can have financially disastrous consequences for a company. Traditional reactive service is no longer sufficient since on-site service engineer visits also demand great amounts of time and money. Thus, companies not only require faster help from the service organization when needed but they also want to avoid disturbances in production.Каждая минута простоя производства может привести к губительным финансовым последствиям. Традиционная организация сервиса, предусматривающая ликвидацию возникающих неисправностей, становится все менее эффективной, поскольку вызов сервисного инженера на место эксплуатации робота сопряжен с большими затратами времени и денег. Предприятия требуют от сервисной организации не только более быстрого оказания помощи, но и предотвращения возможных сбоев производства.In 2006, ABB developed a new approach to better meet customer’s expectations: Using the latest technologies to reach the robots at customer sites around the world, ABB could support them remotely in just minutes, thereby reducing the need for site visits. Thus the new Remote Service concept was quickly brought to fruition and was launched in mid-2007. Statistics show that by using the system the majority of production stoppages can be avoided.В 2006 г. компания АББ разработала новый подход к удовлетворению ожиданий своих заказчиков. Использование современных технологий позволяет специалистам АББ получать информацию от роботов из любой точки мира и в считанные минуты оказывать помощь дистанционно, в результате чего сокращается количество выездов на место установки. Запущенная в середине 2007 г. концепция Remote Service быстро себя оправдала. Статистика показывает, что её применение позволило предотвратить большое число остановок производства.Reactive maintenance The hardware that makes ABB Remote Service possible consists of a communication unit, which has a function similar to that of an airplane’s so-called black box 1. This “service box” is connected to the robot’s control system and can read and transmit diagnostic information. The unit not only reads critical diagnostic information that enables immediate support in the event of a failure, but also makes it possible to monitor and analyze the robot’s condition, thereby proactively detecting the need for maintenance.Устранение возникающих неисправностей Аппаратное устройство, с помощью которого реализуется концепция Remote Service, представляет собой коммуникационный блок, работающий аналогично черному ящику самолета (рис. 1). Этот блок считывает диагностические данные из контроллера робота и передает их по каналу GSM. Считывается не только информация, необходимая для оказания немедленной помощи в случае отказа, но и сведения, позволяющие контролировать и анализировать состояние робота для прогнозирования неисправностей и планирования технического обслуживания.If the robot breaks down, the service box immediately stores the status of the robot, its historical data (as log files), and diagnostic parameters such as temperature and power supply. Equipped with a built-in modem and using the GSM network, the box transmits the data to a central server for analysis and presentation on a dedicated Web site. Alerts are automatically sent to the nearest of ABB’s 1,200 robot service engineers who then accesses the detailed data and error log to analyze the problem.При поломке робота сервисный блок немедленно сохраняет данные о его состоянии, сведения из рабочего журнала, а также значения диагностических параметров (температура и характеристики питания). Эти данные передаются встроенным GSM-модемом на центральный сервер для анализа и представления на соответствующем web-сайте. Аварийные сообщения автоматически пересылаются ближайшему к месту аварии одному из 1200 сервисных инженеров-робототехников АББ, который получает доступ к детальной информации и журналу аварий для анализа возникшей проблемы.A remotely based ABB engineer can then quickly identify the exact fault, offering rapid customer support. For problems that cannot be solved remotely, the service engineer can arrange for quick delivery of spare parts and visit the site to repair the robot. Even if the engineer must make a site visit, service is faster, more efficient and performed to a higher standard than otherwise possible.Специалист АББ может дистанционно идентифицировать отказ и оказать быструю помощь заказчику. Если неисправность не может быть устранена дистанционно, сервисный инженер организовывает доставку запасных частей и выезд ремонтной бригады. Даже если необходимо разрешение проблемы на месте, предшествующая дистанционная диагностика позволяет минимизировать объем работ и сократить время простоя.Remote Service enables engineers to “talk” to robots remotely and to utilize tools that enable smart, fast and automatic analysis. The system is based on a machine-to-machine (M2M) concept, which works automatically, requiring human input only for analysis and personalized customer recommendations. ABB was recognized for this innovative solution at the M2M United Conference in Chicago in 2008 Factbox.Remote Service позволяет инженерам «разговаривать» с роботами на расстоянии и предоставляет в их распоряжение интеллектуальные средства быстрого автоматизированного анализа. Система основана на основе технологии автоматической связи машины с машиной (M2M), где участие человека сводится к анализу данных и выдаче рекомендаций клиенту. В 2008 г. это инновационное решение от АББ получило приз на конференции M2M United Conference в Чикаго (см. вставку).Proactive maintenanceRemote Service also allows ABB engineers to monitor and detect potential problems in the robot system and opens up new possibilities for proactive maintenance.Прогнозирование неисправностейRemote Service позволяет инженерам АББ дистанционно контролировать состояние роботов и прогнозировать возможные неисправности, что открывает новые возможности по организации профилактического обслуживания.The service box regularly takes condition measurements. By monitoring key parameters over time, Remote Service can identify potential failures and when necessary notify both the end customer and the appropriate ABB engineer. The management and storage of full system backups is a very powerful service to help recover from critical situations caused, for example, by operator errors.Сервисный блок регулярно выполняет диагностические измерения. Непрерывно контролируя ключевые параметры, Remote Service может распознать потенциальные опасности и, при необходимости, оповещать владельца оборудования и соответствующего специалиста АББ. Резервирование данных для возможного отката является мощным средством, обеспечивающим восстановление системы в критических ситуациях, например, после ошибки оператора.The first Remote Service installation took place in the automotive industry in the United States and quickly proved its value. The motherboard in a robot cabinet overheated and the rise in temperature triggered an alarm via Remote Service. Because of the alarm, engineers were able to replace a faulty fan, preventing a costly production shutdown.Первая система Remote Service была установлена на автозаводе в США и очень скоро была оценена по достоинству. Она обнаружила перегрев материнской платы в шкафу управления роботом и передала сигнал о превышении допустимой температуры, благодаря чему инженеры смогли заменить неисправный вентилятор и предотвратить дорогостоящую остановку производства.MyRobot: 24-hour remote access
Having regular access to a robot’s condition data is also essential to achieving lean production. At any time, from any location, customers can verify their robots’ status and access maintenance information and performance reports simply by logging in to ABB’s MyRobot Web site. The service enables customers to easily compare performances, identify bottlenecks or developing issues, and initiate the mostСайт MyRobot: круглосуточный дистанционный доступДля того чтобы обеспечить бесперебойное производство, необходимо иметь регулярный доступ к информации о состоянии робота. Зайдя на соответствующую страницу сайта MyRobot компании АББ, заказчики получат все необходимые данные, включая сведения о техническом обслуживании и отчеты о производительности своего робота. Эта услуга позволяет легко сравнивать данные о производительности, обнаруживать возможные проблемы, а также оптимизировать планирование технического обслуживания и модернизации. С помощью MyRobot можно значительно увеличить выпуск продукции и уменьшить количество выбросов.Award-winning solutionIn June 2008, the innovative Remote Service solution won the Gold Value Chain award at the M2M United Conference in Chicago. The value chain award honors successful corporate adopters of M2M (machine–to-machine) technology and highlights the process of combining multiple technologies to deliver high-quality services to customers. ABB won in the categoryof Smart Services.Приз за удачное решениеВ июне 2008 г. инновационное решение Remote Service получило награду Gold Value Chain (Золотая цепь) на конференции M2M United Conference в Чикаго. «Золотая цепь» присуждается за успешное масштабное внедрение технологии M2M (машина – машина), а также за достижения в объединении различных технологий для предоставления высококачественных услуг заказчикам. АББ одержала победу в номинации «Интеллектуальный сервис».Case study: Tetley Tetley GB Ltd is the world’s second-largest manufacturer and distributor of tea. The company’s manufacturing and distribution business is spread across 40 countries and sells over 60 branded tea bags. Tetley’s UK tea production facility in Eaglescliffe, County Durham is the sole producer of Tetley tea bags 2.Пример применения: Tetley Компания TetleyGB Ltd является вторым по величине мировым производителем и поставщиком чая. Производственные и торговые филиалы компании имеются в 40 странах, а продукция распространяется под 60 торговыми марками. Чаеразвесочная фабрика в Иглсклифф, графство Дарем, Великобритания – единственный производитель чая Tetley в пакетиках (рис. 2).ABB offers a flexible choice of service agreements for both new and existing robot installations, which can help extend the mean time between failures, shorten the time to repair and lower the cost of automated production.Предлагаемые АББ контракты на выполнение технического обслуживания как уже имеющихся, так и вновь устанавливаемых роботов, позволяют значительно увеличить среднюю наработку на отказ, сократить время ремонта и общую стоимость автоматизированного производства.Robots in the plant’s production line were tripping alarms and delaying the whole production cycle. The spurious alarms resulted in much unnecessary downtime that was spent resetting the robots in the hope that another breakdown could be avoided. Each time an alarm was tripped, several hours of production time was lost. “It was for this reason that we were keen to try out ABB’s Remote Service agreement,” said Colin Trevor, plant maintenance manager.Установленные в технологической линии роботы выдавали аварийные сигналы, задерживающие выполнение производственного цикла. Ложные срабатывания вынуждали перезапускать роботов в надежде предотвратить возможные отказы, в результате чего после каждого аварийного сигнала производство останавливалось на несколько часов. «Именно поэтому мы решили попробовать заключить с АББ контракт на дистанционное техническое обслуживание», – сказал Колин Тревор, начальник технической службы фабрики.To prevent future disruptions caused by unplanned downtime, Tetley signed an ABB Response Package service agreement, which included installing a service box and system infrastructure into the robot control systems. Using the Remote Service solution, ABB remotely monitors and collects data on the “wear and tear” and productivity of the robotic cells; this data is then shared with the customer and contributes to smooth-running production cycles.Для предотвращения ущерба в результате незапланированных простоев Tetley заключила с АББ контракт на комплексное обслуживание Response Package, согласно которому системы управления роботами были дооборудованы сервисными блоками с необходимой инфраструктурой. С помощью Remote Service компания АББ дистанционно собирает данные о наработке, износе и производительности роботизированных модулей. Эти данные предоставляются заказчику для оптимизации загрузки производственного оборудования.Higher production uptimeSince the implementation of Remote Service, Tetley has enjoyed greatly reduced robot downtime, with no further disruptions caused by unforeseen problems. “The Remote Service package has dramatically changed the plant,” said Trevor. “We no longer have breakdown issues throughout the shift, helping us to achieve much longer periods of robot uptime. As we have learned, world-class manufacturing facilities need world-class support packages. Remote monitoring of our robots helps us to maintain machine uptime, prevent costly downtime and ensures my employees can be put to more valuable use.”Увеличение полезного времениС момента внедрения Remote Service компания Tetley была приятно удивлена резким сокращением простоя роботов и отсутствием незапланированных остановок производства. «Пакет Remote Service резко изменил ситуацию на предприятии», – сказал Тревор. «Мы избавились от простоев роботов и смогли резко увеличить их эксплуатационную готовность. Мы поняли, что для производственного оборудования мирового класса необходим сервисный пакет мирового класса. Дистанционный контроль роботов помогает нам поддерживать их в рабочем состоянии, предотвращать дорогостоящие простои и задействовать наш персонал для выполнения более важных задач».Service accessRemote Service is available worldwide, connecting more than 500 robots. Companies that have up to 30 robots are often good candidates for the Remote Service offering, as they usually have neither the engineers nor the requisite skills to deal with robotics faults themselves. Larger companies are also enthusiastic about Remote Service, as the proactive services will improve the lifetime of their equipment and increase overall production uptime.Доступность сервисаСеть Remote Service охватывает более 700 роботов по всему миру. Потенциальными заказчиками Remote Service являются компании, имеющие до 30 роботов, но не имеющие инженеров и техников, способных самостоятельно устранять их неисправности. Интерес к Remote Service проявляют и более крупные компании, поскольку они заинтересованы в увеличении срока службы и эксплуатационной готовности производственного оборудования.In today’s competitive environment, business profitability often relies on demanding production schedules that do not always leave time for exhaustive or repeated equipment health checks. ABB’s Remote Service agreements are designed to monitor its customers’ robots to identify when problems are likely to occur and ensure that help is dispatched before the problem can escalate. In over 60 percent of ABB’s service calls, its robots can be brought back online remotely, without further intervention.В условиях современной конкуренции окупаемость бизнеса часто зависит от соблюдения жестких графиков производства, не оставляющих времени для полномасштабных или периодических проверок исправности оборудования. Контракт Remote Service предусматривает мониторинг состояния роботов заказчика для прогнозирования возможных неисправностей и принятие мер по их предотвращению. В более чем 60 % случаев для устранения неисправности достаточно дистанционной консультации в сервисной службе АББ, дальнейшего вмешательства не требуется.ABB offers a flexible choice of service agreements for both new and existing robot installations, which helps extend the mean time between failures, shorten the time to repair and lower the total cost of ownership. With four new packages available – Support, Response, Maintenance and Warranty, each backed up by ABB’s Remote Service technology – businesses can minimize the impact of unplanned downtime and achieve improved production-line efficiency.Компания АББ предлагает гибкий выбор контрактов на выполнение технического обслуживания как уже имеющихся, так и вновь устанавливаемых роботов, которые позволяют значительно увеличить среднюю наработку на отказ, сократить время ремонта и эксплуатационные расходы. Четыре новых пакета на основе технологии Remote Service – Support, Response, Maintenance и Warranty – позволяют минимизировать внеплановые простои и значительно повысить эффективность производства.The benefits of Remote Sevice are clear: improved availability, fewer service visits, lower maintenance costs and maximized total cost of ownership. This unique service sets ABB apart from its competitors and is the beginning of a revolution in service thinking. It provides ABB with a great opportunity to improve customer access to its expertise and develop more advanced services worldwide.Преимущества дистанционного технического обслуживания очевидны: повышенная надежность, уменьшение выездов ремонтных бригад, уменьшение затрат на обслуживание и общих эксплуатационных расходов. Эта уникальная услуга дает компании АББ преимущества над конкурентами и демонстрирует революционный подход к организации сервиса. Благодаря ей компания АББ расширяет доступ заказчиков к опыту своих специалистов и получает возможность более эффективного оказания технической помощи по всему миру.Тематики
- тех. обсл. и ремонт средств электросвязи
Обобщающие термины
EN
Англо-русский словарь нормативно-технической терминологии > remote sevice
69 aggregation
агрегация
Процесс организации малых групп, компаний, или бытовых потребителей в более крупные, способные более результативно вести переговоры единицы, укрепляющие их покупательную способность в связи с коммунальными предприятиями (Термины Рабочей Группы правового регулирования ЭРРА)
[Англо-русский глосcарий энергетических терминов ERRA]EN
aggregation
The process of organizing small groups, businesses or residential customer into a larger, more effective bargaining unit that strengthens their purchasing power with utilities (ERRA Legal Regulation Working Group Terms).
[Англо-русский глосcарий энергетических терминов ERRA]Тематики
EN
агрегирование
Объединение, суммирование экономических показателей по какому-либо признаку для получения обобщенных совокупных показателей. При агрегировании необходим учет структуры объединяемых элементов, в ряде случаев требуется анализ возможности и определение весов агрегирования (например при расчете индекса промышленного производства).
[ОАО РАО "ЕЭС России" СТО 17330282.27.010.001-2008]
агрегирование
1. Соединение независимых частей, обычно выполняющих различные функции, в единую систему. 2. Объединение нескольких низкоскоростных потоков информации в один более высокоскоростной поток. См. channel ~.
[Л.М. Невдяев. Телекоммуникационные технологии. Англо-русский толковый словарь-справочник. Под редакцией Ю.М. Горностаева. Москва, 2002]
агрегирование
Объединение, укрупнение показателей по какому-либо признаку для получения обобщенных, совокупных показателей агрегатов. С математической точки зрения А. рассматривается как преобразование модели в модель с меньшим числом переменных и ограничений — агрегированную модель, дающую приближенное (по сравнению с исходным) описание изучаемого процесса или объекта. Его сущность — в соединении однородных элементов в более крупные. Среди способов А.: сложение показателей, представление группы агрегируемых показателей через их среднюю, использование различных взвешивающих коэффициентов (см. Вес), баллов (см. Шкалы) и т.д. Процесс, обратный к А., называется дезагрегированием, реже — разагрегированием, разукрупнением. Некоторыми теоретиками термин «агрегирование» понимается также как переход от микроэкономического к макроэкономическому взгляду на изучаемые экономические явления. В экономико-математических моделях А. необходимо потому, что ни одна модель не в состоянии вместить всего многообразия реально существующих в экономике продуктов, ресурсов, связей. Даже крупноразмерные модели, насчитывающие десятки тысяч показателей, и то неизбежно являются продуктом агрегирования. В процессе управления при переходе от низшей ступени к высшей показатели агрегируются, а число их уменьшается. Но при этом часть информации «теряется» (при сведении воедино заказов на материалы, например, уже неизвестно, каких именно марок и размеров они нужны каждому заказчику) и приходится вести расчеты приближенно, на основании статистических закономерностей. Поэтому всегда надо сопоставлять выгоду (от сокращения расчетов) с ущербом, который наносится потерей части информации. Особенно затруднено А. в динамических моделях, поскольку с течением времени меняется соотношение элементов, входящих в укрупненную группу (возникает «структурная неоднородность«). Расхождение между результатами исходной задачи и результатами агрегированной задачи называется ошибкой А. Уменьшение ошибки А. — один из основных критериев, применяемых в теории оптимального агрегирования, разработанной Л.Гурвицем, Е.Малинво, У.Фишером и Дж.Чипмэном. А. имеет большое значение в методе межотраслевого баланса (МОБ), где оно означает объединение различных производств в отрасли, продуктов — в обобщенные продукты и укрупнение таким путем показателей балансовых расчетов. МОБ обычно оперирует «чистыми отраслями», т.е. условными отраслями, каждая из которых производит и передает другим отраслям один агрегированный продукт. Количество их ограничивается вычислительными возможностями и некоторыми обстоятельствами математического характера, однако, в принципе, чем больше детализация МОБ, тем лучше он отражает действительность, тем точнее расчеты по нему. А. в МОБ возможно двух типов — вертикальное и горизонтальное. Первое означает объединение продукции по технологической цепочке. Например, в соответствии с этим принципом в одну группу могут быть объединены железная руда, чугун, сталь, прокат (тогда отрасль дает потребителям один продукт — прокат), в другую — пряжа, суровая ткань, готовая ткань, в третью — целлюлоза, бумажное производство. При этом все показатели, прежде всего затраты, относятся на избранную единицу агрегированного продукта (в данных примерах — это тонна готового проката, 1 млн. кв. м готовой ткани, тонна бумаги). Выбрать правильное объединение сложно, поскольку та же сталь может отпускаться потребителям (для литейных производств) не в виде проката, а в виде слитков, целлюлоза может поступать не только на бумажные комбинаты, но и на заводы искусственного волокна, где из нее делают вискозную пряжу, и т.д. При горизонтальном А. в одну группу объединяются, например, продукты, сходные между собой либо по экономическому назначению (различные виды зерна, топлива), либо по техническим условиям производства. Это связано, однако, с дополнительными трудностями. Логично объединить в одну группу всю электроэнергию, но структура затрат на ее производство на тепловых и гидравлических станциях в корне различна. Любой сдвиг в соотношениях внутри такой объединенной отрасли резко скажется на ее показателях, необходимых для расчета. Наиболее рациональные способы А. отраслей и продуктов определяются путем экономико-математических расчетов. Основным инструментом агрегирования почти во всех экономических расчетах являются цены.
[ http://slovar-lopatnikov.ru/]Тематики
- экономика
- электросвязь, основные понятия
EN
3.2 агрегирование (aggregation): Процесс или результат объединения конструкций языка моделирования и других компонентов модели в единое целое.
Примечание - Конструкции языка моделирования и другие компоненты модели могут быть агрегированы в более чем один объект.
Источник: ГОСТ Р 54136-2010: Системы промышленной автоматизации и интеграция. Руководство по применению стандартов, структура и словарь оригинал документа
Англо-русский словарь нормативно-технической терминологии > aggregation
70 aggregation problem
агрегирование
Объединение, суммирование экономических показателей по какому-либо признаку для получения обобщенных совокупных показателей. При агрегировании необходим учет структуры объединяемых элементов, в ряде случаев требуется анализ возможности и определение весов агрегирования (например при расчете индекса промышленного производства).
[ОАО РАО "ЕЭС России" СТО 17330282.27.010.001-2008]
агрегирование
1. Соединение независимых частей, обычно выполняющих различные функции, в единую систему. 2. Объединение нескольких низкоскоростных потоков информации в один более высокоскоростной поток. См. channel ~.
[Л.М. Невдяев. Телекоммуникационные технологии. Англо-русский толковый словарь-справочник. Под редакцией Ю.М. Горностаева. Москва, 2002]
агрегирование
Объединение, укрупнение показателей по какому-либо признаку для получения обобщенных, совокупных показателей агрегатов. С математической точки зрения А. рассматривается как преобразование модели в модель с меньшим числом переменных и ограничений — агрегированную модель, дающую приближенное (по сравнению с исходным) описание изучаемого процесса или объекта. Его сущность — в соединении однородных элементов в более крупные. Среди способов А.: сложение показателей, представление группы агрегируемых показателей через их среднюю, использование различных взвешивающих коэффициентов (см. Вес), баллов (см. Шкалы) и т.д. Процесс, обратный к А., называется дезагрегированием, реже — разагрегированием, разукрупнением. Некоторыми теоретиками термин «агрегирование» понимается также как переход от микроэкономического к макроэкономическому взгляду на изучаемые экономические явления. В экономико-математических моделях А. необходимо потому, что ни одна модель не в состоянии вместить всего многообразия реально существующих в экономике продуктов, ресурсов, связей. Даже крупноразмерные модели, насчитывающие десятки тысяч показателей, и то неизбежно являются продуктом агрегирования. В процессе управления при переходе от низшей ступени к высшей показатели агрегируются, а число их уменьшается. Но при этом часть информации «теряется» (при сведении воедино заказов на материалы, например, уже неизвестно, каких именно марок и размеров они нужны каждому заказчику) и приходится вести расчеты приближенно, на основании статистических закономерностей. Поэтому всегда надо сопоставлять выгоду (от сокращения расчетов) с ущербом, который наносится потерей части информации. Особенно затруднено А. в динамических моделях, поскольку с течением времени меняется соотношение элементов, входящих в укрупненную группу (возникает «структурная неоднородность«). Расхождение между результатами исходной задачи и результатами агрегированной задачи называется ошибкой А. Уменьшение ошибки А. — один из основных критериев, применяемых в теории оптимального агрегирования, разработанной Л.Гурвицем, Е.Малинво, У.Фишером и Дж.Чипмэном. А. имеет большое значение в методе межотраслевого баланса (МОБ), где оно означает объединение различных производств в отрасли, продуктов — в обобщенные продукты и укрупнение таким путем показателей балансовых расчетов. МОБ обычно оперирует «чистыми отраслями», т.е. условными отраслями, каждая из которых производит и передает другим отраслям один агрегированный продукт. Количество их ограничивается вычислительными возможностями и некоторыми обстоятельствами математического характера, однако, в принципе, чем больше детализация МОБ, тем лучше он отражает действительность, тем точнее расчеты по нему. А. в МОБ возможно двух типов — вертикальное и горизонтальное. Первое означает объединение продукции по технологической цепочке. Например, в соответствии с этим принципом в одну группу могут быть объединены железная руда, чугун, сталь, прокат (тогда отрасль дает потребителям один продукт — прокат), в другую — пряжа, суровая ткань, готовая ткань, в третью — целлюлоза, бумажное производство. При этом все показатели, прежде всего затраты, относятся на избранную единицу агрегированного продукта (в данных примерах — это тонна готового проката, 1 млн. кв. м готовой ткани, тонна бумаги). Выбрать правильное объединение сложно, поскольку та же сталь может отпускаться потребителям (для литейных производств) не в виде проката, а в виде слитков, целлюлоза может поступать не только на бумажные комбинаты, но и на заводы искусственного волокна, где из нее делают вискозную пряжу, и т.д. При горизонтальном А. в одну группу объединяются, например, продукты, сходные между собой либо по экономическому назначению (различные виды зерна, топлива), либо по техническим условиям производства. Это связано, однако, с дополнительными трудностями. Логично объединить в одну группу всю электроэнергию, но структура затрат на ее производство на тепловых и гидравлических станциях в корне различна. Любой сдвиг в соотношениях внутри такой объединенной отрасли резко скажется на ее показателях, необходимых для расчета. Наиболее рациональные способы А. отраслей и продуктов определяются путем экономико-математических расчетов. Основным инструментом агрегирования почти во всех экономических расчетах являются цены.
[ http://slovar-lopatnikov.ru/]Тематики
- экономика
- электросвязь, основные понятия
EN
Англо-русский словарь нормативно-технической терминологии > aggregation problem
71 air conditioning system
система кондиционирования воздуха
Совокупность воздухотехнического оборудования, предназначенная для кондиционирования воздуха в помещениях
[ ГОСТ 22270-76]
система кондиционирования воздуха
Совокупность технических средств для обработки и распределения воздуха, а также автоматического регулирования его параметров с дистанционным управлением всеми процессами
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]
система кондиционирования воздуха
Комбинация всех компонент, необходимых для обработки воздуха, в процессе которой осуществляется контроль или понижение температуры, возможно, в комбинации с контролем вентиляции, влажности и чистоты воздуха.
[ДИРЕКТИВА 2002/91/ЕС ЕВРОПЕЙСКОГО ПАРЛАМЕТА И СОВЕТА от 16 декабря 2002 г. по энергетическим характеристикам зданий]
КЛАССИФИКАЦИЯ-
По назначению
-
Комфортные
-
Технологические
-
Комфортные
-
По способу охлаждения воздуха
- Непосредственного охлаждения (с непосредственным охлаждением воздуха)
- Косвенного охлаждения (с водяным охлаждением воздуха - чиллеры и фанкойлы)
-
По степени централизации
- Центральные
-
Зональные
- Однозональные
-
Мультизональные (VRF-системы)
- Местные
-
По степени использования наружного воздуха
-
По автономности
-
По способу комплектации
-
По конструктивному оформлению
-
Моноблочные
-
Сплит-системы
-
По конструктивному исполнению внутреннего блока
-
По количеству внутренних блоков
-
По конструктивному исполнению внутреннего блока
-
Моноблочные
-
По размещению конденсатора
-
По способу охлаждения конденсатора
- С воздушным охлаждением конденсатора
- С осевыми вентиляторами
- С радиальными вентиляторами
- С водяным охлаждением конденсатора
- С использованием проточной (водопроводной, бросовой) воды
- С использованием оборотной (из градирни) воды
-
По способу управления компрессором
-
По режиму работы
-
По дополнительной комплектации
-
По месту установки
-
По способу подачи воздуха
- С непосредственной подачей воздуха в кондиционируемое помещение
-
С подачей воздуха через воздуховод (канальные)
Классификация систем кондиционирования воздухаМ. Г. Тарабанов, директор НИЦ «ИНВЕНТ», канд. техн. наук, вице-президент НП «АВОК», лауреат премии НП «АВОК» «Медаль имени И. Ф. Ливчака», «Медаль имени В. Н. Богословского», otvet@abok.ru
Общие положения
Краткий, но достаточно полный обзор истории развития кондиционирования воздуха представлен в работе А. И. Липы [1], поэтому отметим только несколько моментов. Родоначальником техники кондиционирования воздуха в ее современном понимании считается американский инженер Виллис Хэвилэнд Кэрриер (Willis Haviland Carrier), который в 1902 году в Нью-Йорке в Бруклинской типографии применил поверхностный водяной воздухоохладитель с вентилятором для получения летом в помещении температуры +26,5 °C и относительной влажности 55 %. Вода охлаждалась в аммиачной холодильной машине. Зимой для увлажнения внутреннего воздуха до 55 % использовался водяной пар от бойлера.
Термин «кондиционирование воздуха» был предложен в 1906 году Стюартом Уорреном Крамером (Stuart Warren Cramer).
В отечественной практике некоторые авторы применяют термин «кондиционирование микроклимата». Заметим, что этот термин отличается от «кондиционирования воздуха», так как включает в себя дополнительные факторы, не связанные с состоянием воздушной среды в помещении (шум, инсоляция и др.).
К сожалению, несмотря на солидный возраст термин «кондиционирование воздуха» не получил четкого определения в современных отечественных нормативных документах. Для устранения этого пробела сформулируем: «Кондиционирование воздуха – это создание и автоматическое поддержание в обслуживаемом помещении или технологическом объеме требуемых параметров и качества воздуха независимо от внутренних возмущений и внешних воздействий». К параметрам воздуха относятся: температура, относительная влажность или влагосодержание и подвижность. Качество воздуха включает в себя газовый состав, запыленность, запахи, аэроионный состав, т. е. более широкий круг показателей, чем термин «чистота», используемый в [2].
Комплекс оборудования, элементов и устройств, с помощью которых обеспечивается кондиционирование воздуха в обслуживаемых помещениях, называется системой кондиционирования воздуха (СКВ).
Приведенное выше определение системы кондиционирования воздуха по смыслу полностью совпадает с определением ASHRAE: «”air-conditioning system” – комплекс оборудования для одновременной обработки и регулирования температуры, влажности, чистоты воздуха и распределения последнего в соответствии с заданными требованиями» [3].
Общепринятого, устоявшегося мнения, что следует включать в состав СКВ, к сожалению, нет.
Так, например, по мнению О. Я. Кокорина [4] СКВ может включать в себя:- установку кондиционирования воздуха (УКВ), обеспечивающую необходимые кондиции воздушной среды по тепловлажностным качествам, чистоте, газовому составу и наличию запахов;
- средства автоматического регулирования и контроля за приготовлением воздуха нужных кондиций в УКВ, а также для поддержания в обслуживаемом помещении или сооружении постоянства заданных кондиций воздуха;
- устройства для транспортирования и распределения кондиционированного воздуха;
- устройства для транспортирования и удаления загрязненного внутреннего воздуха;
- устройства для глушения шума, вызываемого работой элементов СКВ;
- устройства для приготовления и транспортирования источников энергии, необходимых для работы аппаратов в СКВ.
В зависимости от конкретных условий некоторые составные части СКВ могут отсутствовать.
Однако согласиться с отдельными пунктами предложенного состава СКВ нельзя, так как если следовать логике автора [4], то в состав СКВ должны войти и системы оборотного водоснабжения, водопровода и канализации, ИТП и трансформаторные, которые также необходимы для работы аппаратов в СКВ.
Достаточно полное представление о структуре СКВ дает разработанная во ВНИИкондиционере «Блок-схема системы кондиционирования воздуха» (рис. 1) [5].
Включенные в эту блок-схему подсистемы обработки воздуха по своему функциональному назначению делятся на блоки:
- основной обработки и перемещения: Б1.1 – приемный, Б1.8 – очистки, Б1.2 – сухого (первого) подогрева, Б1.3 – охлаждения, Б1.6 – тепловлажностной обработки, Б1.9 – перемещения приточного воздуха;
- дополнительной обработки и перемещения: Б2.1 – утилизации, Б2.2 – предварительного подогрева, Б2.3 – доводки общей (второй подогрев, дополнительное охлаждение), Б2.4 – зональной доводки, Б2.5 – местной доводки (эжекционные доводчики и др.), Б2.7 – шумоглушения, Б2.8 – перемещения рециркуляционного воздуха;
- специальной обработки: Б5.5 – тонкой очистки;
- воздушной сети: Б4.2 – воздухораспределительных устройств, Б4.3 – вытяжных устройств, Б4.5 – воздуховодов;
- автоматизации – арматуры – Б3.1.
Помимо этих блоков в СКВ может входить система холодоснабжения (снабжение электроэнергией и теплом осуществляется, как правило, централизованно). Ее включение в состав СКВ, видимо, относится к автономным кондиционерам (см. далее).
Для определения состава оборудования, входящего в СКВ, и границ раздела целесообразно воспользоваться делением на разделы, которое сложилось в практике проектирования.
В частности, при выполнении проектов кондиционирования воздуха достаточно серьезных объектов обычно выделяют в самостоятельные разделы: теплоснабжение СКВ; холодоснабжение и холодильные центры; электроснабжение; автоматизация; водоснабжение, в том числе оборотное, канализация и дренаж.
Причем по каждому из разделов составляют свою спецификацию, в которую включено оборудование, материалы и арматура, относящиеся к своему конкретному разделу.
Таким образом, в состав СКВ следует включить:- УКВ, предназначенную для очистки и тепловлажностной обработки и получения необходимого качества воздуха и его транспортировки по сети воздуховодов до обслуживаемого помещения или технического объема;
- сеть приточных воздуховодов с воздухораспределителями, клапанами и регулирующими устройствами;
- вытяжной вентилятор и сеть вытяжных и рециркуляционных воздуховодов с сетевым оборудованием;
- сеть фреоновых трубопроводов для сплит-систем и VRV-систем с кабелями связи наружных блоков с внутренними;
- фэнкойлы, эжекционные доводчики, моноблоки, холодные и теплые потолки и балки и др. доводчики для охлаждения и (или) нагревания непосредственно внутреннего воздуха;
- оборудование для утилизации теплоты и холода;
- дополнительные воздушные фильтры, шумоглушители и другие элементы.
И даже систему автоматики, входящую в СКВ как бы по определению, целесообразно выделить отдельно, так как ее проектируют инженеры другой специальности, хотя и по заданию так называемых технологов СКВ.
Границей СКВ и систем теплохолодоснабжения можно считать узлы регулирования, а границей электроснабжения и автоматики – электрические щиты и щиты управления, которые в последнее время очень часто делают совмещенными.Классификация систем кондиционирования воздуха
Проблемам классификации СКВ в большей или меньшей степени уделяли внимание практически все авторы учебников и монографий по кондиционированию воздуха. Вот что написал по этому вопросу известный специалист, доктор техн. наук А. А. Рымкевич [6]: «Анализ иерархической структуры самих СКВ прежде всего требует их классификации и только затем их декомпозиции на подсистемы. …Однако для СКВ, решения которых базируются на учете большого числа данных, разработать такую классификацию всегда сложно. Не случайно в литературе нет единого мнения по данному вопросу, и поэтому многие известные авторы… предложили различные методы классификации».
Предложенная А. А. Рымкеви-чем концепция выбора признаков классификации СКВ сформулирована очень точно, и с ней нельзя не согласиться. Проблема состоит в том, как этой концепцией воспользоваться и какие признаки считать определяющими, а какие вторичными, и как точно сформулировать эти признаки.
В начале восьмидесятых годов прошлого века наиболее полная классификация СКВ была предложена в работе Б. В. Баркалова и Е. Е. Карписа [7].
Основные признаки этой классификации с некоторыми дополнениями использованы и в недавно изданной монографии А. Г. Сотникова [8] и в других работах, однако некоторые формулировки отдельных признаков требуют уточнения и корректировки.
Например, для опытных специалистов не составит труда разделить СКВ на центральные и местные, посмотрим, как признак такого деления сформулирован разными авторами.
Б. В. Баркалов, Е. Е. Карпис пишут [7]: «В зависимости от расположения кондиционеров по отношению к обслуживаемым помеще-ниям СКВ делятся на центральные и местные». А. Г. Сотников [8] считает необходимым дополнить: «Деление на местные и центральные СКВ учитывает как место установки кондиционера, так и группировку помещений по системам», а О. Я. Кокорин уточняет: «По характеру связи с обслуживаемым помещением можно подразделить СКВ на три вида: центральные, местные и центрально-местные. Центральные СКВ характеризуются расположением УКВ в удалении от обслуживаемых объектов и наличием приточных воздуховодов значительной протяженности. Местные СКВ характеризуются расположением УКВ в самом обслуживаемом помещении или в непосредственной близости от него, при отсутствии (или наличии весьма коротких) приточных воздуховодов. Центрально-местные СКВ характеризуются как наличием УКВ в удалении от обслуживаемых объектов, так и местных УКВ, располагаемых в самих помещениях или в непосредственной близости от них».
Трудно понять, что имеется в виду под группировкой помещений по системам и что считается протяженными или весьма короткими воздуховодами. Например, кондиционеры, обслуживающие текстильные цеха на Волжском заводе синтетического волокна, имеют производительность по воздуху до 240 м3/ч и расположены рядом с обслуживаемыми помещениями, то есть непосредственно за стенами, но никто из указанных выше авторов не отнес бы их к местным системам.
Несколько иной признак клас-сификации предложил Е. В. Стефанов [9]: «… по степени централизации – на системы центральные, обслуживающие из одного центра несколько помещений, и местные, устраиваемые для отдельных помещений и располагающиеся, как правило, в самих обслуживаемых помещениях».
К сожалению, и эта формулировка является нечеткой, так как одно большое помещение могут обслуживать несколько центральных кондиционеров, а группу небольших помещений – один местный кондиционер.
Фактически в отечественной практике негласно действовал совсем другой признак классификации: все кондиционеры, выпускавшиеся Харьковским заводом «Кондиционер», кроме шкафных, считались центральными, а все кондиционеры, выпускавшиеся Домодедовским заводом «Кондиционер», кроме горизонтальных производительностью 10 и 20 тыс. м3/ч, – относились к местным.
Конечно, сегодня такое деление выглядит смешным, а между тем в нем был определенный здравый смысл.
Известно, что в местных системах используются готовые агрегаты полной заводской сборки обычно шкафного типа со стандартным набором тепломассообменного оборудования с уже готовыми, заданными заранее техническими характеристиками, поэтому местные УКВ не проектируют, а подбирают для конкретного обслуживаемого помещения или группы небольших однотипных помещений.
Максимальная производительность местных систем по воздуху обычно не превышает 20–30 тыс. м3/ч.
Центральные кондиционеры могут быть также полной заводской сборки или собираются на месте монтажа, причем технические характеристики всех элементов, включая воздушные фильтры, вентиляторы и тепломассообменное оборудование, задаются производителями в очень широких пределах, поэтому такие кондиционеры не подбирают, а проектируют, а затем изготавливают в соответствии с бланком-заказом для конкретного объекта.
Обычно центральные кондиционеры собирают в виде горизонтальных блоков, причем производительность таких кондиционеров по воздуху значительно больше, чем у местных и достигает 100–250 тыс. м3/ч у разных фирм-производителей.
Очевидно, что отмеченные признаки относятся к УКВ, но их можно использовать и для классификации СКВ, например, СКВ с центральной УКВ – центральная СКВ, а с местной УКВ – местная СКВ. Такой подход не исключает полностью признаки, предложенные другими авторами, а дополняет их, исключая некоторые неопределенности, типа протяженности воздуховодов и др.
Для дальнейшей классификации СКВ рассмотрим схему ее функционирования.
На параметры внутреннего воздуха в обслуживаемом помещении или технологическом объеме оказывают воздействие внутренние возмущения, то есть изменяющиеся тепло- и влаговыделения, а также внешние факторы, например, изменение температуры и влагосодержания наружного воздуха, воздействие на остекленный фасад прямой солнечной радиации в разное время суток и др.
Задача СКВ состоит в том, чтобы улавливать и своевременно устранять последствия этих возмущений и воздействий для сохранения параметров внутреннего воздуха в заданных пределах, используя систему автоматического регулирования и необходимый набор оборудования (воздухоохладители, воздухонагреватели, увлажнители и др.), а также источники теплоты и холода.
Поддерживать требуемые параметры внутреннего воздуха можно изменяя параметры или расход приточного воздуха, подаваемого в помещение извне, или с помощью аппаратов, установленных непосредственно в помещении, так называемых доводчиков.
Сегодня в качестве доводчиков используют внутренние блоки сплит-систем и VRV-систем, фэнкойлы, моноблоки, охлаждаемые потолки и балки и другие элементы.
К сожалению, в классификации [7] вместо понятия «доводчики» используется понятие «водовоздушные СКВ», а в классификации [8] дополнительно вводится термин «водо- и фреоновоздушная СКВ». С подобными предложениями нельзя согласиться в принципе, так как их авторы вольно или невольно присваивают сплит-системам или фэнкойлам статус систем кондиционирования воздуха, которыми они не являются и, естественно, не могут входить в классификацию СКВ, поскольку являются всего лишь местными охладителями или нагревателями, то есть не более чем доводчиками.
Справедливости ради отметим, что Б. В. Баркалов начинает описание центральных водовоздушных систем очень точной фразой: «В каждое помещение вводится наружный воздух, приготовленный в центральном кондиционере. Перед выпуском в помещение он смешивается с воздухом данного помещения, предварительно охлажденным или нагретым в теплообменниках кондиционеров?доводчиков, снабжаемых холодной и горячей водой». Приведенная цитата показывает, что автор хорошо понимает неопределенность предложенного им признака классификации и поэтому сразу поясняет, что он имеет в виду под центральными водовоздушными системами.
Системы без доводчиков могут быть прямоточными, когда в помещение подается обработанный наружный воздух, и с рециркуляцией, когда к наружному воздуху подмешивают воздух, забираемый из помещения. Кроме того, технологические СКВ, обслуживающие помещения или аппараты без пребывания людей, могут работать без подачи наружного воздуха со 100 % рециркуляцией. В зависимости от алгоритма работы СКВ различают системы с постоянной рециркуляцией, в которых соотношение количества наружного и рециркуляционного воздуха во время работы не изменяется, и СКВ с переменной рециркуляцией, в которых количество наружного воздуха может изменяться от 100 % до некоторого нормируемого минимального уровня.
Кроме того, системы с рециркуляцией могут быть одновентиляторными и двухвентиляторными. В первых системах подача приточного воздуха в помещение, а также забор наружного и рециркуляционного воздуха осуществляется приточным вентилятором УКВ. Во втором случае для удаления воздуха из помещения и подачи его на рециркуляцию или на выброс применяют дополнительный вытяжной вентилятор.
Независимо от схемы компоновки и устройства отдельных элементов СКВ подразделяют также по их назначению. Многие авторы делят СКВ на комфортные, технологические и комфортно-технологические. Более удачной и полной представляется классификация СКВ по назначению на эргономической основе, разработанная ВНИИкондиционером [5].
Определено, что СКВ могут выполнять одну из трех функций обслуживания: машин; машин + людей; людей.
1-я группа (символ «машина») определена как технологические СКВ. СКВ этой группы обслуживают технологические аппараты, камеры, боксы, машины и т. п., то есть применяются в тех случаях, когда условия воздушной среды диктуются обеспечением работоспособности технологического оборудования. При этом параметры воздушной среды могут отличаться от тех, которые определяются санитарно-гигиеническими нормами.
1-я группа имеет две модификации:- Подгруппа 1–1 включает в себя кондиционируемые объекты, полностью исключающие возможность пребывания в них человека, то есть это системы технологического охлаждения, обдува электронных блоков вычислительных машин, шахты обдува волокна прядильных машин и т. п.
- Подгруппа 1–2 включает в себя кондиционируемые объекты: технологические аппараты (машины, камеры, боксы) и помещения с особыми параметрами воздушной среды (калориметрического, экологического и другого назначения), в которых человек отсутствует или находится эпизодически (для снятия показаний приборов, изменения режима работы и т. д.).
Если для группы 1–1 отсутствуют какие-либо ограничения по параметрам и составу воздушной среды, то для объектов подгруппы 1–2 газовый состав воздушной среды должен находиться в пределах, установленных ГОСТ.
2-я группа (символ «машина + человек») определена как технологически комфортные СКВ. СКВ этой группы обслуживают производственные помещения, в которых длительно пребывают люди.
2-я группа имеет три модификации:- Подгруппа 2–1. Технологически комфортные СКВ обеспечивают условия нормального осуществления технологических процессов как для производств, в которых затруднено или практически невозможно получение продукции без поддержания определенных параметров воздушной среды, так и для производств, в которых колебания параметров воздуха существенно влияют на качество продукции и величину брака.
- Для этих помещений СКВ устраивается в первую (и основную) очередь по требованиям технологии, однако в связи с наличием в этих помещениях людей, параметры КВ устанавливают с учетом требований санитарно-гигиенических норм.
- Подгруппа 2–2. СКВ создаются для исключения дискомфортных условий труда при тяжелых режимах работы людей (кабины крановщиков мостовых кранов металлургических заводов и ТЭЦ, кабины строительно-дорожных машин и т. д.). Производственные или экономические аспекты для этих установок имеют второстепенное значение.
- Подгруппа 2–3. СКВ обеспечивают в производственных помещениях комфортные условия труда, способствующие повышению производительности труда, улучшению проведения основных технологических режимов, снижению заболеваемости, уменьшению эксплуатационных затрат и т. п.
3-я группа (символ «люди») определена как комфортные СКВ, обеспечивающие санитарно-гигиенические условия труда, отдыха или иного пребывания людей в помещениях гражданских зданий, то есть вне промышленного производства.
Эта группа имеет две модификации:- Подгруппа 3–1. СКВ обслуживают помещения общественных зданий, в которых для одной части людей пребывание в них кратковременно (например, покупатели в универмаге), а для другой – длительно (например, продавцы в этом же универмаге).
- Подгруппа 3–2. СКВ обеспечивают оптимальные условия пребывания людей в жилых помещениях.
В классификацию ВНИИконди-ционера необходимо ввести еще одну группу – медицинские СКВ. Очевидно, что СКВ, обслуживающие операционные, реанимационные или палаты интенсивной терапии, никак нельзя считать комфортными, а чтобы отнести их к технологическим, надо в качестве «машины» рассматривать самого человека, что просто глупо.
Медицинские СКВ должны иметь две подгруппы:- Подгруппа 4–1. СКВ обслуживают операционные, реанимационные и т. п. помещения.
- Подгруппа 4–2. СКВ обеспечивают требуемые параметры воздуха в палатах, кабинетах врачей, процедурных и т. п.
Для завершения классификации СКВ рассмотрим еще несколько признаков.
По типу системы холодоснабжения различают автономные и неавтономные СКВ. В автономных источник холода встроен в кондиционер, в неавтономных – источником холода является отдельный холодильный центр. Кроме того, в автономных кондиционерах в воздухоохладитель может подаваться кипящий хладон или жидкий промежуточный хладоноситель (холодная вода, растворы). Заметим, что на многих объектах мы использовали схему с подачей хладона в воздухоохладитель центрального кондиционера от расположенной рядом холодильной машины или внешнего блока VRV.
По способу компенсации изменяющихся тепловых и (или) влажностных возмущений в обслуживаемом помещении различают СКВ с постоянным расходом воздуха (CAV) – системы, в которых внутренние параметры поддерживают изменяя температуру и влажность приточного воздуха (качественное регулирование), и системы с переменным расходом воздуха (VAV) – системы с количественным регулированием.
По числу воздуховодов для подачи кондиционированного воздуха в помещенияСКВ делятся на одноканальные и двухканальные, при этом приточный воздух в каждом канале имеет разную температуру и влажность, что позволяет, изменяя соотношение приточного воздуха, подаваемого через каждый канал, поддерживать требуемые параметры в обслуживаемом помещении.
По числу точек стабилизации одноименного параметра (t; φ)в большом помещении или группе небольших помещений различают одно- и многозональные СКВ.
–это СКВ с местными доводчиками. В этих СКВ центральная или местная УКВ подает в помещение санитарную норму наружного воздуха, даже не обязательно обработанного, а местные доводчики обеспечивают поддержание в помещении требуемых параметров воздуха (температуры, относительной влажности и подвижности).
Сегодня в качестве местных доводчиков применяют: внутренние блоки сплит-систем или VRV-систем; фэнкойлы (двух- или четырехтрубные); моноблоки (напольные, потолочные или настенные); эжекционные доводчики; местные увлажнители воздуха; охлаждаемые и нагреваемые потолки; охлаждающие балки (пассивные и активированные).
Все указанные доводчики сами по себе не являются кондиционерами, хотя их и называют так продавцы оборудования.
Известно, что некоторые фирмы работают над созданием, например, фэнкойлов или сплит-систем, подающих в помещение наружный воздух. Но, если это и произойдет в массовом масштабе, то ничего страшного с классификацией не случится, просто это оборудование получит статус местных кондиционеров.
Блок-схема рассмотренной классификации СКВ приведена на рис. 2.
Помимо рассмотренных признаков в схему на рис. 2 включен еще один: наличие утилизаторов теплоты и холода, которые могут быть как в центральных, так и в местных СКВ. Причем необходимо различать системы утилизации типа воздух-воздух, к которым относятся схемы с промежуточным теплоносителем, с пластинчатыми теплообменниками* и с регенеративными вращающимися и переключаемыми теплообменниками, а также системы утилизации теплоты оборотной воды и теплоты обратного теплоносителя систем централизованного теплоснабжения и систем технологического жидкостного охлаждения.Литература
- Липа А. И. Кондиционирование воздуха. Основы теории. Совре-менные технологии обработки воздуха. – Одесса: Издательство ВМВ, 2010.
- СНиП 41–01–2003. Отопление, вентиляция, кондиционирование. М.: Госстрой России. – 2004.
- Англо-русский терминологический словарь по отоплению, вентиляции, кондиционированию воздуха и охлаждению. М.: Изд-во «АВОК-ПРЕСС», 2002.
- Кокорин О. Я. Энергосберегаю-щие системы кондиционирования воздуха. ООО «ЛЭС». – М., 2007.
- Кондиционеры. Каталог-спра-воч-ник ЦНИИТЭстроймаш. – М., 1981.
- Рымкевич А. А. Системный анализ оптимизации общеобменной вентиляции и кондиционирования воздуха. Изд. 1. – М.: Стройиздат, 1990.
- Баркалов Б. В., Карпис Е. Е. Кондиционирование воздуха в промышленных, общественных и жилых зданиях. Изд. 2. – М.: Стройиздат, 1982.
- Сотников А. Г. Процессы, аппараты и системы кондиционирования воздуха и вентиляции. Т. 1. ООО «АТ». – С.-Петербург, 2005.
- Стефанов Е. В. Вентиляция и кондиционирование воздуха. – С.-Петербург: Изд-во «АВОК-Северо-Запад», 2005.
[ http://www.abok.ru/for_spec/articles.php?nid=5029]
Тематики
EN
DE
FR
система кондиционирования воздуха
СКВ
Система, позволяющая контролировать температуру, а иногда влажность и чистоту воздуха в помещении или транспортном средстве.
[Департамент лингвистических услуг Оргкомитета «Сочи 2014». Глоссарий терминов]EN
air conditioning system
ACS
System for controlling temperature and sometimes humidity and purity of the air indoor or in a vehicle.
[Департамент лингвистических услуг Оргкомитета «Сочи 2014». Глоссарий терминов]Тематики
EN
Англо-русский словарь нормативно-технической терминологии > air conditioning system
СтраницыСм. также в других словарях:
большое количество данных — массив данных — [А.С.Гольдберг. Англо русский энергетический словарь. 2006 г.] Тематики энергетика в целом Синонимы массив данных EN extensive evidence … Справочник технического переводчика
Большое тихоокеанское мусорное пятно — Мусорный континент находится в Северо Тихоокеанской системе течений, одной из пяти основных систем океанических течений Большое тихоокеанское мусорное пятно (англ. Eastern Garbage Patch Вост … Википедия
Физическая передача данных по линиям связи — Даже при рассмотрении простейшей сети, состоящей всего из пары компьютеров, можно выявить большое количество проблем, связанных с передачей информации по сети (линиям связи) Как все мы понимаем, данные при передаче кодируются. Кодированием… … Википедия
Карта данных — Нейронные сети Кохонена класс нейронных сетей, основным элементом которых является слой Кохонена. Слой Кохонена состоит из адаптивных линейных сумматоров («линейных формальных нейронов»). Как правило, выходные сигналы слоя Кохонена… … Википедия
Циклическая база данных — (англ. Round robin Database, RRD) база данных, объём хранимых данных которой не меняется со временем,[1] поскольку количество записей постоянно, в процессе сохранения данных они используются циклически.[2][3][4] Как правило,… … Википедия
Избыточность данных — Обнаружение ошибок в технике связи действие, направленное на контроль целостности данных при записи/воспроизведении информации или при её передаче по линиям связи. Исправление ошибок (коррекция ошибок) процедура восстановления информации после… … Википедия
модульный центр обработки данных (ЦОД) — [Интент] Параллельные тексты EN RU [http://loosebolts.wordpress.com/2008/12/02/our vision for generation 4 modular data centers one way of getting it just right/] [http://dcnt.ru/?p=9299#more 9299] Data Centers are a hot topic these days. No… … Справочник технического переводчика
инженерные системы центра обработки данных — [Интент] Инженерные системы — наиболее дорогостоящая составляющая ЦОД, но именно благодаря ей удается обеспечить надлежащее функционирование размещаемого оборудования. При строительстве центра обработки данных (ЦОД) приходится учитывать… … Справочник технического переводчика
Хранилище данных — (англ. Data Warehouse) предметно ориентированная информационная база данных, специально разработанная и предназначенная для подготовки отчётов и бизнес анализа с целью поддержки принятия решений в организации. Строится на базе систем… … Википедия
Уничтожение персональных данных — Эта статья или раздел описывает ситуацию применительно лишь к одному региону. Вы можете помочь Википедии, добавив информацию для других стран и регионов. Содержание 1 Определение … Википедия
Индекс (базы данных) — У этого термина существуют и другие значения, см. Индекс. Индекс (англ. index) объект базы данных, создаваемый с целью повышения производительности поиска данных. Таблицы в базе данных могут иметь большое количество строк, которые хранятся в … Википедия
 18+© Академик, 2000-2024
18+© Академик, 2000-2024- Обратная связь: Техподдержка, Реклама на сайте
Экспорт словарей на сайты, сделанные на PHP, Joomla, Drupal, WordPress, MODx.
Перевод: с английского на все языки
со всех языков на английский- Со всех языков на:
- Английский
- С английского на:
- Русский