-
1 post-formed edge pre-cutting saw blade
3.7 дисковая пила для пост-форминга кромки перед пилением (post-formed edge pre-cutting saw blade): Дисковая пила, используемая для надреза пост-форминга кромки перед пилением основной дисковой пилой (далее - дисковая пила для надпила пост-форминга).
Примечание - Для этой цели может быть использована подрезная дисковая пила или отдельная дисковая пила, специально предусмотренная для этого.
Англо-русский словарь нормативно-технической терминологии > post-formed edge pre-cutting saw blade
-
2 dimension saw
3.2 станок круглопильный форматный (dimension saw): Круглопильный универсальный станок с ручной подачей, который имеет встроенный передвижной стол, предназначенный для пиления в заданный размер обрабатываемой заготовки, примыкающей к полотну дисковой пилы, и который может иметь устройство для надпила пост-форминга кромки обрабатываемой заготовки перед пилением основной дисковой пилой (далее - устройство для надпила пост-форминга).
Примечание - На рисунке 2 представлен круглопильный форматный станок и указаны его основные узлы и детали.
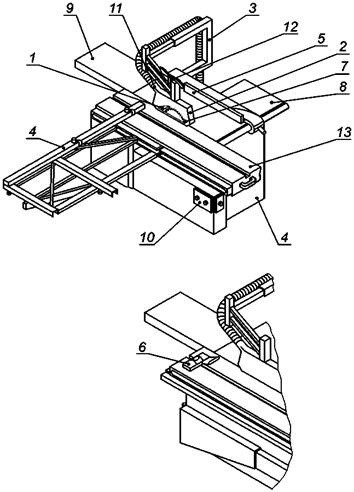
1 - расклинивающий нож; 2 - ограждение (кожух) дисковой пилы;
Рисунок 2 - Пример круглопильного форматного станка
Англо-русский словарь нормативно-технической терминологии > dimension saw
-
3 ηχεω
дор. ἀχεω (ᾱ)1) греметь, грохотать(ἠχεῖ κάρη Ὀλύμπου Hes.)
2) звенеть, звучать, гудеть(ἤχεσκε (impf.) ὅ χαλκός τῆς ἀσπίδος Her.; τὰ κοῖλα μᾶλλον ἠχεῖ Arst.)
φόρμιγξ ἀχήσειεν Arph. — пусть зазвучит форминга;τὰ χαλκεῖα πληγέντα μακρὸν ἠχεῖ Plat. — медные сосуды, будучи ударены, долго звенят3) издавать, поднимать(κωκυτόν, γόους Soph.)
ἠ. χαλκέον Theocr. — бить в медный кимвал;τίς παρ΄ ὑμῶν ἠχεῖται κτύπος ; Soph. — что означает поднятый вами крик?4) запевать, петь(ὕμνον Aesch.; μέλος Eur.)
-
4 φορμιγξ
φ. ἄχορδος Arst. = τόξον
-
5 forming·o
формингс, форминкс, форминга (др.-греч. муз. инструмент). -
6 thermomechanical treatment
- термомеханическая обработка
- обработка деформационно-термическая
- механо-термическая обработка
- механико-термическая обработка
- деформационно-термическая обработка
деформационно-термическая обработка
ДТО
Совокупность операций горячей обработки давлением и термической обработки сталей и сплавов, совмещенных в одном непрерывном технологическом цикле, например, в линии стана горячей прокатки. ДТО отличается тем, что повышающаяся в результате пластической деформации плотность дефектов кристаллической решетки наследуется в той или иной форме структурой металла, формируемой в процессе последующего охлаждения. Поэтому ДТО обеспечивает более высокий уровень прочностных свойств металла, а также существенно снижает энергоемкость его производства. При всем многообразии ДТО выделяют (применительно к обработке стали) три основных вида: термомеханическая высокотемпературная и низкотемпературная обработка, включающая деформирование аустенита при t - fp^p аустенита и последующую закалку с отпуском; горячая прокатка преимущественно толстого листа с окончанием деформации аустенита с большими разовыми обжатиями при ? < / кр и последующее неконтролируемое (на воздухе) или регламентированное ускоренное охлаждение, горячая прокатка с окончанием деформации аустенита выше (или несколько ниже) t и последующее ускоренное (до 25—50 °С/с) охлаждение, в основном для получения мелкозернистой структуры металла.
[ http://metaltrade.ru/abc/a.htm]Тематики
Синонимы
EN
механико-термическая обработка
МТО
Обработка сталей и сплавов, совмещающая два способа упрочнения — фазовые превращения в результате термической обработки и холодную пластич. деформацию (наклеп), т.е. проведение этих технологических операций в обратном порядке, чем при ТМО. Так, малая деформация стали со структурой мартенсита на 3-5 % (из-за ее пониженной пластичности) позволяет дополнительно повысить ее прочностные характеристики на 10-20 % при снижении пластических свойств и ударной вязкости. МТО стали, включающая закалку на мартенсит, небольшую пластическую деформацию преимущественно в условиях, близких к всестороннему сжатию, и низкий отпуск, нашла промышленное применение. МТО иногда называют марформинг (деформации подвергается мартенсит) в отличие от аус-форминга (ТМО), когда деформируется аустенит. МТО широко используется также в производстве полуфабрикатов из стареющих медных, алюминиевых и аустенитных сплавов, которые подвергают сначала обычной закалке на пересыщенный твердый раствор, а затем холодной деформации перед старением. Например, МТО бериллиевой бронзы на 20 % повышает ее предел текучести. Длинномерные полуфабрикаты (профили, панели, трубы, ленты) из алюминиевых сплавов после закалки подвергают правке с растяжением со степенью деформации 1— 3 %, и последующему старению, что увеличивает предел текучести на ~ 50 МПа.
[ http://metaltrade.ru/abc/a.htm]Тематики
Синонимы
EN
механо-термическая обработка
МТО
Обработка сталей и сплавов, совмещающая два способа упрочнения — фазовые превращения в результате термической обработки и холодную пластическую деформацию (наклеп), т.е. проведение этих технологических операций в обратном порядке, чем при ТМО. Так, малая деформация стали со структурой мартенсита на 3-5 при снижении пластических свойств и ударной вязкости. МТО стали, включающая закалку на мартенсит, небольшую пластическую деформацию преимущественно в условиях, близких к всестороннему сжатию, и низкий отпуск, нашла промышленное применение. МТО иногда называют марформинг (деформации подвергают мартенсит) в отличие от аусформинга (ТМО), когда деформируется аустенит. МТО широко используется также в производстве полуфабрикатов из стареющих медных, алюминиевых и аустенитных сплавов, которые подвергают сначала обычной закалке на пересыщение твердый раствор, а затем холодной деформации перед старением. Например, МТО бериллиевой бронзы на 20, и последующему старению, что увеличивает предел текучести на 50 МПа.
[ http://www.manual-steel.ru/eng-a.html]Тематики
Синонимы
EN
обработка деформационно-термическая
ДТО
Совокупность операций горячей обработки давлением и термической обработки сталей и сплавов, совмещенных в одном непрерывном технологическом цикле, например, в линии стана горячей прокатки. ДТО отличается тем, что повышение в результате пластической деформации плотность дефектов кристаллической решетки наследуется в той или иной форме структурой металла, формируемой в процессе последующего охлаждения. Поэтому ДТО обеспечивает более высокий уровень прочностных свойств металла, а также существенно снижает энергоемкость его производства. При всем многообразии ДТО выделяют (применит к обработке стали) три основных вида: термомеханическая высокотемпературная и низкотемпературная обработка, включающая деформирование аустенита и последующую закалку с отпуском (см. Термомеханическая обработка); горячая прокатка преимущественно толстого листа с окончанием деформации аустенита с большими разовыми обжатиями и последующее неконтролируемое (на воздухе) или регламентируемое ускоренное охлаждение, горячая прокатка с окончанием деформации аустенита выше (или несколько ниже) и последующее ускоренное (до 25-50 °C/с) охлаждение, в основном для получения мелкозернистой структуры металла (см. также Высокотемпературная контролируемая прокатка).
[ http://www.manual-steel.ru/eng-a.html]Тематики
Синонимы
EN
термомеханическая обработка
ТМО
Совокупность операций обработки сталей и сплавов давлением и термической обработки, отличающаяся тем, что повышающаяся в результатете пластической деформации плотность дефектов кристаллической решетки в той или иной форме наследуется структурой, формирующейся при последующей термической обработке. Процессы обработки давлением и термической обработки при ТМО могут быть совмещены в одной технологической операции и разделены во времени. ТМО сталей, как эффективный способ повышения их прочности, начали активно исследовать в 1950-х гг. В настоящее время применительно к сталям (преимущественно легированным) промышленное использование находят 4 способа ТМО, разнящиеся температурами деформирования аустенита и условиями последующего охлаждения:
- низкотемпературная механическая обработка (НТМО), или «аусформинг» по зарубежной терминологии, которая состоит из деформирования переохлажденного аустенита в интервале температур его повышенной устойчивости (ниже критических точек А} и /4,), закалки и низкого отпуска;
- высокотемпературная термомеханическая обработка (ВТМО), когда аустенит деформируют в области его термодинамической стабильности (выше критических точек и температуры рекристаллизации), затем подвергают закалке с отпуском;
- высокотемпературная термомеханическая обработка с диффузионным (перлитным) распадом (ВТМизО) или «изоморфинг» по зарубежной терминологии, когда сталь после аустенитизации подстуживают до температуры перлитного превращения и деформируют во время этого превращения;
- низкокотемпературная термомеханическая обработка с деформацией переохлажденного аустенита при температуре бейнитного превращения (НТМизО).
НТМО и НТМизО применимы только для легированных сталей с повышенной устойчивостью переохлажденного аустенита и требуют для деформирования мощного оборудования, что ограничивает их промышленное использование.
НТМО конструкционных легированных сталей позволяет повысить их предел текучести до 2,8-3,0 ГПа при относительном удлинении ~ 6 %. Наилучший комплекс механических свойств стали после ВТМО достигается, когда мартенсит образуется из деформированного аустенита с хорошо развитой полигонизованной структурой. После ВТМО предел текучести низко- и среднелегированных конструкционных сталей достигает 1,9—2,2 ГПа при более высоких показателях пластичности и вязкости по сравнению с НТМО. ВТМизО и НТМизО сопровождаются общим диспергированием структуры перлита и бейнита соответственно, что обеспечивает повышение не только прочностных свойств, но и показателей вязкости разрушения.
[ http://metaltrade.ru/abc/a.htm]Тематики
Синонимы
EN
Англо-русский словарь нормативно-технической терминологии > thermomechanical treatment
-
7 post-formed edge pre-cutting
3.6 пост-форминг кромки перед пилением (post-formed edge pre-cutting): Предварительно нанесенный надпил на закругленной задней кромке обрабатываемой заготовки глубиной, достаточной для предотвращения повреждения поверхности заготовки при пилении основной дисковой пилой (далее - надпил пост-форминга).
Англо-русский словарь нормативно-технической терминологии > post-formed edge pre-cutting
См. также в других словарях:
Форминга — древнейший струнный инструмент греческих певцов типа лиры или кифары; нередко эти три наименования употребляются безразлично одно вместо другого. Во время игры формингу держали с помощью перевязи, которая перекидывалась через плечо. Форминга… … Википедия
Форминга — (Φόρμιγξ) древнейший струнный инструмент греческих певцов, типа лиры или кифары; нередко эти три наименования употребляются безразлично одно вместо другого. Во время игры Ф. держали с помощью перевязи, которая перекидывалась через плечо. Ф.… … Энциклопедический словарь Ф.А. Брокгауза и И.А. Ефрона
ФОРМИНГА — • Φόρμιγξ, см. Musica, Музыка, 9 … Реальный словарь классических древностей
Форминга — четырехструн. муз. инструмент с полукруглым корпусом, удлин. с помощью двух прямых ручек, скрепл. сверху попереч. дерев. перемычкой. Ф. самый древ. греч. струнный инструмент, к рый упоминался Гомером. С 9 в. до н.э. применялся для муз.… … Древний мир. Энциклопедический словарь
Форминга — (греч.), четырехструнный музыкальный инструмент с полукруглым корпусом, удлин. с помощью двух прямых ручек, скрепл. сверху поперечной деревянной перемычкой. Ф. самый др. греч. струнный инструмент, который упоминался Гомером. С 9 в. до н.… … Словарь античности
форминга — (грч. phormynx) муз. најстар музички инструмент со жици, сличен на харфа … Macedonian dictionary
дисковая пила для пост-форминга кромки перед пилением — 3.7 дисковая пила для пост форминга кромки перед пилением (post formed edge pre cutting saw blade): Дисковая пила, используемая для надреза пост форминга кромки перед пилением основной дисковой пилой (далее дисковая пила для надпила пост… … Словарь-справочник терминов нормативно-технической документации
ГОСТ Р ЕН 1870-1-2011: Безопасность деревообрабатывающих станков. Станки круглопильные. Часть 1. Станки круглопильные универсальные (с подвижным столом и без), станки круглопильные форматные и станки круглопильные для строительной площадки — Терминология ГОСТ Р ЕН 1870 1 2011: Безопасность деревообрабатывающих станков. Станки круглопильные. Часть 1. Станки круглопильные универсальные (с подвижным столом и без), станки круглопильные форматные и станки круглопильные для строительной… … Словарь-справочник терминов нормативно-технической документации
дисковая пила — 3.101 дисковая пила (circular saw): Машина, предназначенная для резки различных материалов вращающимся пильным зубчатым диском. Источник: ГОСТ Р МЭК 60745 2 5 2007: Машины ручные электрические. Безо … Словарь-справочник терминов нормативно-технической документации
станок — 3.19 станок: Устройство любой конструкции, обеспечивающее надежное закрепление оружия без нарушения имеющихся связей в его узлах и механизмах. Источник … Словарь-справочник терминов нормативно-технической документации
станок круглопильный форматный — 3.2 станок круглопильный форматный (dimension saw): Круглопильный универсальный станок с ручной подачей, который имеет встроенный передвижной стол, предназначенный для пиления в заданный размер обрабатываемой заготовки, примыкающей к полотну… … Словарь-справочник терминов нормативно-технической документации