-
1 система калибров
Русско-английский (-немецко, -французский) металлургический словарь > система калибров
-
2 система калибров
Engineering: pass sequence -
3 система калибров
Русско-английский политехнический словарь > система калибров
-
4 система калибров, обеспечивающая заданный размер поперечного сечения проката при минимальном числе пропусков
Engineering: quick reduction seriesУниверсальный русско-английский словарь > система калибров, обеспечивающая заданный размер поперечного сечения проката при минимальном числе пропусков
-
5 система приборов управления огнем двух калибров
Русско-английский военно-политический словарь > система приборов управления огнем двух калибров
-
6 система прокатки в наклонных калибрах
Русско-английский новый политехнический словарь > система прокатки в наклонных калибрах
-
7 система приборов управления огнем двух калибров
Naval: dual-ballistic systemУниверсальный русско-английский словарь > система приборов управления огнем двух калибров
-
8 система приборов управления огнем двух калибров
Русско-английский морской словарь > система приборов управления огнем двух калибров
-
9 design of passes
система калибров; последовательность калибров, применяемых при прокатке какого-либо изделия (напр., труб); см. также pass design; roll design; roll pass design; rolling schedule; rolling scheme; rolling sequenceАнгло-русский словарь промышленной и научной лексики > design of passes
-
10 rolling sequence
система калибров; схема калибровки прокатного (напр., трубопрокатного) стана; см. также design of passes; pass design; roll design; roll pass design; rolling schedule; rolling schemeАнгло-русский словарь промышленной и научной лексики > rolling sequence
-
11 овал-квадрат
овал-квадрат
Система калибров с чередованием овальных, врезанных в валки по малой оси, и квадратных калибров. Система овал-квадрат относится к наиболее эффективным вытяжным системам и обеспечивает вытяжки в овальном калибре до 2,0, а в квадратном — до 1,8. Система допускает широкую регулировку вытяжек внутри каждой пары калибров, однако рациональная и удобная работа и настройка стана возможны при превышении вытяжки в овальном калибре над вытяжкой в квадратном. Обычно это отношение вытяжек 1,1—1,2. Система овал-квадрат широко применяется на средне- и мелкосортных, проволочных станах, где требуется интенсивное уменьшение сечения заготовки при сохранении температуры раската.
[ http://metaltrade.ru/abc/a.htm]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > овал-квадрат
-
12 pass design
2. система калибров (последовательность калибров, применяемых при прокатке, напр., труб); см. также design of passes; roll design; roll pass design; rolling schedule; rolling scheme; rolling sequenceАнгло-русский словарь промышленной и научной лексики > pass design
-
13 roll design
2. система калибров (последовательность калибров, применяемых при прокатке какого-либо изделия, напр. труб)Англо-русский словарь промышленной и научной лексики > roll design
-
14 rolling schedule
2. схема калибровки прокатного стана; система калибров'; см. также design of passes; pass design; roll design; roll pass design; rolling scheme; rolling sequenceпрограмма прокатки, график прокаткиАнгло-русский словарь промышленной и научной лексики > rolling schedule
-
15 овал-ребровой овал
овал-ребровой овал
Система вытяжных калибров с чередованием овальных (нормальных) и ребровых овальных калибров. При этом отношение большой оси калибра к малой меньше у ребровых овальных калибров. Как вытяжная система она обладает высокой универсальностью, что позволяет уменьшить простои стана, снизить парк валков и упростить настройку стана. Плавное очертание калибров снижает образование дефектов поверхности. Эту систему калибров применяют в черновых и подготовительных клетях среднесортных и мелкосортно-проволочных станов преимущественно при прокатке качественных и высоколегированных сталей.
[ http://metaltrade.ru/abc/a.htm]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > овал-ребровой овал
-
16 овал-круг
овал-круг
Система вытяжных калибров с чередованием овальных, врезанных в валки по малой оси, и круглых калибров. Овальный раскат задается в круглый калибр на ребро. Система овал-круг позволяет получать круг, профили из промежуточных калибров, что сокращает парк валков и количество перевалок. Невысокие вытяжки (порядка 1,1—1,3) и плавное формоизменение металла в калибрах обусловили ее применение в качестве вытяжной при прокатке малопластичных качественных сталей на средне- и мелкосортных, проволочных станах.
[ http://metaltrade.ru/abc/a.htm]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > овал-круг
-
17 овал-стрельчатый квадрат
овал-стрельчатый квадрат
Система вытяжных калибров с чередованием овальных, врезанных в валки по малой оси, и стрельчатых квадратных калибров. Условия деформации овального раската в стрельчатом квадрате близки к его деформации в вертикальном овале. Как вытяжная система она используется на мелкосортных и проволочных станах в предчистовых проходах.
[ http://metaltrade.ru/abc/a.htm]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > овал-стрельчатый квадрат
-
18 плоский овал-круг
плоский овал-круг
Система вытяжных калибров с чередованием плоских овальных, врезанных в валки по малой оси, и круглых калибров. Овальный раскат задается на ребро. Использование плоского калибра вместо обычного однорадиусного овального повышает устойчивость раската в калибре и упрощает конструкцию проводок. Система плоский овал-круг обеспечивает более равномерную деформацию и высокие вытяжки в круглом калибре, но снижает равномерность деформации в овальном калибре. Применяется в основном на заготовительных и крупносортных станах для получения круглых заготовок. В качестве вытяжной она используется на сортовых станах при прокатке качественной стали.
[ http://metaltrade.ru/abc/a.htm]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > плоский овал-круг
-
19 американский сортамент проводов
американский сортамент проводов
Американская система классификации кабелей, в которой чем больше условный номер изделия, тем меньше диаметр проводника. В телекоммуникационных сетях, как правило, используются провода калибров 22AWG, 24AWG и 26AWG (табл. А-4).
[Л.М. Невдяев. Телекоммуникационные технологии. Англо-русский толковый словарь-справочник. Под редакцией Ю.М. Горностаева. Москва, 2002]
калибр проводника AWG
-
[Интент]Калибр провода
AWG и МСМСечение, мм2
Число проводов х диаметр 1го провода в мм
38
0,009
7х0, 040
36
0,014
7х0, 051
34
0,022
7х0, 064
32
0,034/ 0,035
7х0,080/ 19х0,051
30
0,057/ 0,059
7х0,102/ 19х0,064
28
0,089/ 0,09
7х0,127/ 19х0,080
26
0,141/ 0,155
7х0,160/ 19х0,102
24
0,227/ 0,241
7х0,203/ 19х0,127
22
0,355/ 0,382/ 0,5
7х0,254/ 19х0,160/ 16х0,2
20
0,563/ 0,616/ 0,75
7х0,320/ 19х0,203/ 24х0,2
18
0,897/ 0,963/ 1
7х0,404/ 19х0,254/ 32х0,20
16
1,229/ 1,5
19х0,287/ 30х0,25
14
1,941/ 2,5
19х0,361/ 50х0,25
12
3,085/ 4
19х0,455/ 56х0,30
10
5,26/ 6
19х0,60/ 84х0,30
8
8,35/ 10
19х0,75/ 80х0,40
6
13,29/ 16
19х0,96/ 128х0,4
4
21,14/ 25
19х1,19/ 200х0,40
2
33,61/ 35
19х1,50/ 280х0,40
1
42,38/ 50
19х1,686/ 400х0,40
1/0
53,47
19х1,89
2/0
67,4
19х2,126
2/0
70
356х0,50
3/0
95
727х0,39
4/0
107,17
19х2,68
37х2,09
37х2,29
177,3
37х2,47
202,7
37х2,64
253,4
37х2,95
61х2,52
61х2,62
354,7
61х2,72
31х2,82
405,4
61х2,91
61х3,09
506,7
61х3,25
В этой системе меньшему числовому значению соответствует более толстый провод. Такое «перевёрнутое» обозначение диаметра сложилось исторически: проволоку изготавливают волочением, и номер (калибр) обозначает количество последовательных протягиваний через всё уменьшающиеся отверстия в волоке до получения нужного диаметра. Так, для получения проволоки AWG 24 диаметром около 0,5 мм заготовка AWG 0 диаметром свыше 8 мм протягивалась 24 раза. В калибрах AWG довольно часто обозначают не только размеры (диаметр, сечение) проводов, но и размеры прутков, стержней, трубок.
[Википедия]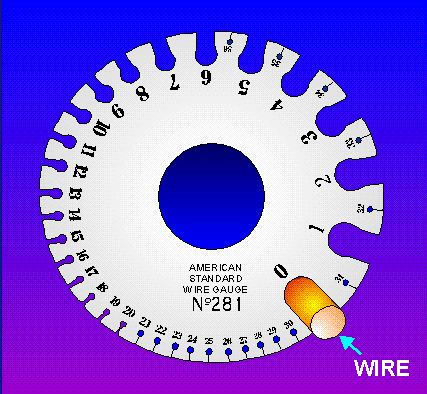
Американский стандарт на калибры проводов (American Wire Gauge)
Одножильные нелуженые медные провода Обозначение в стандарте AWG Номинальный диаметр Площадь сечения
мм X ммПогонный вес Погонное сопротивление мм дюймы грамм на метр фунтов на 1000 футов Ом на метр Ом на 1000 футов 10
2.600
0.1024
5.309
46.77
31.43
0.0033
0.999
11
2.300
0.0906
4.155
37.09
24.92
0.0041
1.260
12
2.050
0.0807
3.301
29.42
19.77
0.0052
1.588
13
1.830
0.0720
2.630
23.33
15.68
0.0066
2.003
14
1.630
0.0642
2.087
18.50
12.43
0.0083
2.525
15
1.450
0.0571
1.651
14.67
9.858
0.0104
3.184
16
1.290
0.0508
1.307
11.63
7.818
0.0132
4.016
17
1.150
0.0453
1.039
9.23
6.200
0.0166
5.064
18
1.020
0.0402
0.817
7.32
4.917
0.0209
6.385
19
0.912
0.0359
0.653
5.80
3.899
0.026
8.051
20
0.813
0.0320
0.519
4.60
3.092
0.033
10.15
21
0.724
0.0285
0.412
3.65
2.452
0.042
12.80
22
0.643
0.0253
0.325
2.89
1.945
0.053
16.14
23
0.574
0.0226
0.259
2.29
1.542
0.067
20.36
24
0.511
0.0201
0.205
1.82
1.223
0.084
25.67
25
0.455
0.0179
0.163
1.44
0.9699
0.106
32.37
26
0.404
0.0159
0.128
1.14
0.7692
0.134
40.81
27
0.361
0.0142
0.102
0.908
0.6100
0.169
51.47
28
0.320
0.0126
0.080
0.720
0.4837
0.213
64.90
29
0.287
0.0113
0.065
0.571
0.3836
0.268
81.83
30
0.254
0.0100
0.051
0.453
0.3042
0.339
103.2
31
0.226
0.0089
0.040
0.359
0.2413
0.427
130.1
32
0.203
0.0080
0.032
0.285
0.1913
0.538
164.1
33
0.180
0.0071
0.025
0.226
0.1517
0.679
206.9
34
0.160
0.0063
0.020
0.179
0.1203
0.856
260.9
35
0.142
0.0056
0.016
0.142
0.09542
1.086
331.0
36
0.127
0.0050
0.013
0.113
0.07568
1.361
414.8
37
0.114
0.0045
0.010
0.091
0.06130
1.680
512.1
38
0.102
0.0040
0.008
0.071
0.04759
2.128
648.6
39
0.089
0.0035
0.006
0.056
0.03774
2.781
847.8
40
0.079
0.0031
0.005
0.045
0.02993
3.543
1080.0
Обозначение в стандарте AWG мм дюймы Площадь сечения
мм X ммграмм на метр фунтов на 1000 футов Ом на метр Ом на 1000 футов Номинальный диаметр Погонный вес Погонное сопротивление Многожильные луженые медные провода
Обозн.
в стандарте AWGКоличество жил/толщина одной в AWG Приведенный диаметр Площадь сечения
мм X ммМинимальный вес Погонное сопротивление мм дюймы грамм на метр фунтов на 1000 футов Ом на метр Ом на 1000 футов 36
7/44
0.153
0.0060
0.014
0.11
0.076
1.3609
141.80
34
7/42
0.191
0.0075
0.022
0.18
0.121
0.8560
260.90
32
7/40
0.203
0.0080
0.034
0.29
0.195
0.5384
164.10
32
19/44
0.229
0.0090
0.039
0.29
0.195
0.5384
164.10
30
7/38
0.305
0.0120
0.056
0.45
0.304
0.3674
112.00
30
19/42
0.305
0.0120
0.060
0.45
0.304
0.3674
112.00
28
7/36
0.381
0.0150
0.071
0.72
0.484
0.2320
70.70
28
19/40
0.406
0.0160
0.093
0.72
0.484
0.2320
70.70
27
7/35
0.457
0.0180
0.111
0.91
0.614
0.1824
55.60
26
7/34
0.483
0.0190
0.140
1.15
0.770
0.146
44.40
26
10/36
0.553
0.0218
0.127
1.15
0.770
0.146
44.40
26
19/38
0.508
0.0200
0.153
1.15
0.770
0.146
44.40
24
7/32
0.610
0.0240
0.226
1.83
1.229
0.091
27.70
24
10/34
0.584
0.0230
0.200
1.83
1.229
0.091
27.70
24
19/36
0.610
0.0240
0.239
1.83
1.229
0.091
27.70
24
42/40
0.584
0.0230
0.201
1.83
1.229
0.091
27.70
22
72/30
0.762
0.0300
0.352
2.90
1.947
0.057
17.50
22
19/34
0.787
0.0310
0.380
2.90
1.947
0.057
17.50
22
26/36
0.762
0.0300
0.327
2.90
1.947
0.057
17.50
20
7/28
0.890
0.0350
0.504
4.62
3.103
0.036
10.90
20
10/30
0.890
0.0350
0.504
4.62
3.103
0.036
10.90
20
19/32
0.940
0.0370
0.612
4.62
3.103
0.036
10.90
20
26/34
0.914
0.0360
0.520
4.62
3.103
0.036
10.90
20
42/36
0.914
0.0360
0.533
4.62
3.103
0.036
10.90
18
7/26
1.220
0.0480
0.891
7.34
4.93
0.023
6.92
18
16/30
1.200
0.0472
0.808
7.34
4.93
0.023
6.92
18
19/30
1.240
0.0488
0.957
7.34
4.93
0.023
6.92
18
42/34
1.200
0.0472
0.819
7.34
4.93
0.023
6.92
18
65/36
1.200
0.0472
0.845
7.34
4.93
0.023
6.92
16
7/24
1.520
0.0598
1.420
11.68
7.85
0.014
4.35
16
19/29
1.470
0.0579
1.216
11.68
7.85
0.014
4.35
16
26/30
1.500
0.0591
1.310
11.68
7.85
0.014
4.35
16
65/34
1.500
0.0591
1.300
11.68
7.85
0.014
4.35
16
105/36
1.500
0.0591
1.365
11.68
7.85
0.014
4.35
14
7/22
1.850
0.0728
2.260
18.60
12.5
0.009
2.73
14
19/26
1.850
0.0728
1.930
18.60
12.5
0.009
2.73
14
42/30
1.850
0.0728
2.060
18.60
12.5
0.009
2.73
14
105/34
1.850
0.0728
2.100
18.60
12.5
0.009
2.73
12
7/20
2.440
0.0961
3.610
29.56
19.9
0.0056
1.71
12
19/25
2.360
0.0929
3.070
29.56
19.9
0.0056
1.71
12
65/30
2.410
0.0949
3.270
29.56
19.9
0.0056
1.71
12
165/34
2.410
0.0949
3.300
47.00
31.6
0.0056
1.71
10
37/26
2.920
0.1150
4.710
47.00
31.6
0.0035
1.08
10
65/28
2.950
0.1161
5.230
47.00
31.6
0.0035
1.08
10
105/30
2.950
0.1161
5.355
47.00
31.6
0.0035
1.08
8
49/25
3.734
0.1470
8.007
70.73
47.5
0.0022
0.67
8
133/29
3.734
0.1470
8.662
76.52
51.4
0.0020
0.61
8
655/36
3.734
0.1470
8.479
73.78
49.6
0.0020
0.62
6
133/27
4.674
0.1840
13.675
120.75
81.1
0.0015
0.47
6
259/30
4.674
0.1840
13.209
116.60
78.4
0.0013
0.40
6
1050/36
4.674
0.1840
13.388
118.26
79.5
0.0013
0.39
4
133/25
5.898
0.2322
21.733
191.99
129.0
0.0008
0.24
4
259/26
5.898
0.2322
26.629
235.16
158.0
0.0007
0.20
4
1666/36
5.898
0.2322
21.242
187.66
126.1
0.0008
0.25
2
1333/23
7.417
0.2920
34.648
306.00
205.6
0.00049
0.15
2
259/26
7.417
0.2920
33.392
294.87
198.1
0.00052
0.16
2
665/30
7.417
0.2920
33.915
229.36
201.2
0.00052
0.16
2
2646/36
7.417
0.2920
33.737
298.05
200.3
0.00052
0.16
1
163.195.0
8.331
0.3280
43.418
383.35
257.6
0.00039
0.12
1
172.508.0
8.331
0.3280
42.322
373.83
251.2
0.00043
0.13
1
817/30
8.331
0.3280
41.667
367.73
247.1
0.00043
0.13
1
2109/34
8.331
0.3280
42.690
376.94
253.3
0.00039
0.12
1/0
133/21
9.347
0.3680
55.098
486.71
327.1
0.00031
0.10
1/0
259/24
9.347
0.3680
53.364
471.39
316.8
0.00032
0.10
2/0
133/20
10.516
0.4140
69.458
613.38
412.2
0.00025
0.08
2/0
259/23
10.516
0.4140
67.472
595.88
400.4
0.00025
0.08
3/0
259/22
11.786
0.4640
83.230
746.62
501.7
0.00020
0.06
3/0
427/24
11.786
0.4640
87.979
777.12
522.2
0.00019
0.06
4/0
259/21
13.259
0.5220
107.297
950.76
638.9
0.00016
0.05
4/0
427/23
13.259
0.5220
111.237
982.21
660.0
0.00015
0.05
Обозн.
в стандарте AWGКоличество жил/толщина одной в AWG мм дюймы Площадь сечения
мм X ммграмм на метр фунтов на 1000 футов Ом на метр Ом на 1000 футов Приведенный диаметр Минимальный вес Погонное сопротивление Тематики
- кабели, провода...
Синонимы
EN
Русско-английский словарь нормативно-технической терминологии > американский сортамент проводов
20 прокатный стан
прокатный стан
В металлургии машина или система машин для осуществления прокатки. Оборудование прокатного стана для деформирования металла называется основным, а для прочих операций — вспомогательным (транспортные рольганги, пилы, ножницы, моталки и т.п.) или отделочным (правильные машины, зачистные устройства и др.). По назначению прокататные станы делят на 5 основных видов, которые, в свою очередь, можно подразделить на несколько типов: обжимные и заготовочные (блюминги, слябинги, заготовительные сортовые, трубозаготовительные); сортовые (рельсобалочочные, крупно-, средне- и мелкосортные, проволочные); листовые — горячей прокатки (широкополосные, толсто- и тонколистистовые) и холодной прокатки (листовые, ленто-, фольгопрокатные, плющильные); трубопрокатные; специальные (колесо-, шаро-, бандажепрокатные, для зубчатых колес и др.). Обжимные, заготовочные и сортовые прокатные станы характеризуются диаметром рабочих валков, листовые — длиной бочки валков, трубопрокатые — наружным диаметром труб. По числу валков прокатные станы классифицируют на двух-, трех-, четырех-, шести- и многовалковые (в т. ч. планетарные); по числу рабочих клетей на одно-, двухклетевые и т.д.; по расположению клетей на линейные (клети расположены в одну или несколько линий), непрерывные (клети располагаются одна за другой) и полунепрерывные; по направлению вращения рабочих валков на: нереверсивные и реверсивные. Число и расположение рабочих клетей прокатных станов определяется его назначением, требующим числом проходов металла между валками для получения данного профиля и заданной производительностью. По этому признаку станы подразделяются на 8 типов. К одноклетевым станам относят большинство блюмингов, слябинги, шаропрокатные станы, станы для холодной прокатки листов, ленты и труб. Если в одной рабочей клети не удается расположить необходимое число калибров или требуется высокая производительность, применяют станы с несколькими рабочими клетями. Наиболее совершенны многоклетевые непрерывные станы, в которых металл одновременно прокатывается в нескольких клетях. Непрерывные станы служат для горячей прокатки заготовки, полос, сортового проката, проволоки, труб, а также для холодной прокатки листов, жести, ленты и др. профилей. Скорость прокатки на станах весьма различна. У обжимных, заготовительных, толстолистовых, крупносортных станов скорость прокатки составляет 2-8 м/с. Наибольшие скорости прокатки характерны для непрерывной прокатки: сортового проката — 10-20 м/с; полосового — 25-35 м/с; проволоки — 50-70 м/с; холодной прокатки жести — около 40 м/с. Заготовительные станы могут быть двух типов в зависимости от исходного металла — слитков, отлитых в изложницах, или непрерывнолитых заготовок. В первом случае заготовительный стан является также обжимным. Типичные представители таких станов — слябинг, когда требуется плоская заготовка крупных размеров (слябы) и блюминг с установленным за ним собствственно заготовочным непрерывным станом, если требуется прокатные заготовки квадратного или круглого сечения для сортовых, проволочных и трубопрокатных станов. За последней клетью этих станов располагаются летучие ножницы для разрезки заготовки на части требуемой длины или пилы и стеллажи для резки, охлаждения и осмотра заготовки. Заготовительный стан может иметь две непрерывных группы клетей с горизонтальными и вертикальными (для исключения кантовки металла) валками. В этом случае заготовительный стан для выпуска заготовок больших размеров имеет в разрыве между группами клетей летучие ножницы и шлеппер для передачи металла на обводной рольганг. В России заготовительные станы обозначают по диаметру прокатных (шестеренчатых) валков в группах клетей, например — 900/700/500. При использования непрерывнолитой заготовки заготовительные станы устанавливают рядом с МНЛЗ в целях использовования тепла неостывшего металла. Листовые и полосовые станы горячей прокатки предназначены для производства плит толщиной 50-350 мм, листов толщиной 3-50 мм и полос (сматываются в рулон) толщиной 1,2-20 мм. Толстолистовые станы состоят из 1-2 двух и четырехвалковых — клетей с длиной бочки валков 2,8-5,5 м, иногда с установленными перед ними дополнительными клетями с вертикальными валками для обжатия боковых кромок. Для прокатки полос наибольшее применение получили широкополосные непрерывные или полунепрерывные станы, состоящие из 10-15 четырехвалковых клетей с длиной бочки валков 1,5-2,5 м и нескольких клетей с вертикальными валками. Весь прокатываемый металл сматывается в 15-50-т рулоны. Эти станы значительно более производительны, чем толстолистовые, поэтому они используются также и для прокатки толстых (4-20-мм) листов, которые изготавливаются при разматывании рулонов и их разрезке. Со стороны выхода металла из валков устанавливаются выходные рольганги и большое количество вспомогательного оборудования для обработки и транспортиртировки проката; у толстолистовых станов — правильные машины, ножницы, печи для термической обработки и т.д., а у широкополосных станов — моталки для сматывания полос в рулоны, конвейер для транспортировки рулонов и оборудование для разматывания рулонов, их правки и разрезки на листы.
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > прокатный стан
См. также в других словарях:
система калибров — [pass (groove) series (method)] совокупность чередующихся калибров определенного вида; различ по назначению, типу или форме калибров, например система черновых, вытяжных, диагональных, балочных калибров и др. При выборе системы калибров… … Энциклопедический словарь по металлургии
система вытяжных калибров — [breakdown pass series] последовательность простых калибров с установленным чередованием их форм; состоит из одного двух калибров (равно и неравноосного). Система вытяжных калибров должна обеспечивать высокие вытяжки, устойчивость раската в… … Энциклопедический словарь по металлургии
система «человек и машина» — [man machine system] состоит из человека оператора (или группы операторов) и машины, посредством которой он (они) осуще ствляет(ют) трудовую деятельность, связанную с производством продукции, управлением, обработкой информации и т.д. Основная… … Энциклопедический словарь по металлургии
Система — [system] (греч. systema целое, составленное из частей; соединение) множество взаимосвязанных элементов, образующих определенную целостность, единство. Понятие системы чрезвычайно широко (практически каждый объект может быть рассмотрен как… … Энциклопедический словарь по металлургии
система скольжения — [slip system] направление и плоскость скольжения дислокаций, в которых сопротивление кристаллической решетки движению дислокаций минимально; характеризуется минимальной величиной вектора Бюргерса и максимальной величиной межплоскостного… … Энциклопедический словарь по металлургии
система обработки данных — [data processing system] комплекс взаимоувязанных методов сбора и обработки данных, необходимых для организованного управления объектами. Системы обработки данных основываются на применении ЭВМ, поэтому их также называют автоматизированными… … Энциклопедический словарь по металлургии
международная система единиц — [SI system] система единиц физических величин, принятая 11 й Генеральной конференцией по мерам и весам (1960 г.). Сокращенное обозначение системы SI (в русской орфографии СИ). Международная система единиц разработана с целью замены сложной… … Энциклопедический словарь по металлургии
литниковая система — [gating system] система каналов и устройств для подвода жидкого металла к полости литейной формы, отделяющей неметаллические включения и питания отливки при затверд. Литниковая система состоит из литниковой чаши или заливочной воронки,… … Энциклопедический словарь по металлургии
гомогенная система — [homogeneous system] макроскопическая однородная система, состоящая из одной фазы; Смотри также: Система универсальная система калибровки система скольжения система калибров … Энциклопедический словарь по металлургии
гетерогенная система — [heterogeneous system] макроскопическая неоднородная система, состоящая из разных фаз, разграниченных поверхностями раздела; Смотри также: Система универсальная система калибровки система скольжения система … Энциклопедический словарь по металлургии
термодинамическая система — [thermodynamic system] макроскопическое тело, отделенное от окружающей среды реальными или воображаемыми границами, которое можно охарактеризовать термодинамическими параметрами: объемом, температурой, давлением и др. Различают изолированные,… … Энциклопедический словарь по металлургии
Перевод: с русского на английский
с английского на русский- С английского на:
- Русский
- С русского на:
- Все языки
- Английский
- Немецкий
- Украинский
система+калибров
18+
© Академик, 2000-2024
- Обратная связь: Техподдержка, Реклама на сайте
Экспорт словарей на сайты, сделанные на PHP, Joomla, Drupal, WordPress, MODx.