-
21 блокировка электротехнического изделия
блокировка электротехнического изделия
Ндп. блокирование
Часть электротехнического изделия, предназначенная для предотвращения или ограничения выполнения операций одними частями изделия при определенных состояниях или положениях других частей изделия в целях предупреждения возникновения в нем недопустимых состояний или исключения доступа к его частям, находящимся под напряжением.
[ ГОСТ 18311-80]
[ОАО РАО "ЕЭС России" СТО 17330282.27.010.001-2008]
блокирующее устройство
Устройство, обеспечивающее зависимость срабатывания коммутационного аппарата от положения или срабатывания одного или нескольких других аппаратов.
МЭК 60050(441-16-49).
[ ГОСТ Р 50030. 1-2000 ( МЭК 60947-1-99)]
блокирующее устройство
Механическое, электрическое или другое устройство, которое при определенных условиях препятствует функционированию элементов машины (обычно до тех пор, пока защитное ограждение не закрыто).
[ГОСТ ЕН 1070-2003]
блокировочное устройство
-
[IEV number 151-13-74]EN
interlocking device
device which makes the operation of a piece of equipment dependent upon the condition, position or operation of one or more other pieces of equipment
Source: 441-16-49 MOD
[IEV number 151-13-74]FR
dispositif de verrouillage, m
dispositif qui subordonne la possibilité de fonctionnement d'un élément d'équipement à l'état, à la position ou au fonctionnement d'un ou de plusieurs autres éléments
Source: 441-16-49 MOD
[IEV number 151-13-74]-
… блокировки для предотвращения ошибочных действий и операций
[ ГОСТ 12.2.007.0-75]
-
Конструкция аппаратов выдвижного исполнения должна обеспечивать фиксацию аппаратов в рабочем и контрольном положении и иметь блокировку, не позволяющую вкатывать или выкатывать аппарат во включенном положении.
[ ГОСТ 12.2.007.6-75]
-
В приводах для выключателей на напряжение до 35 кВ включительно, кроме пружинных приводов с заводом пружины на одну операцию включения, должна быть обеспечена блокировка против повторения операции включения и отключения выключателя, когда команда на включение продолжает оставаться поданной после автоматического отключения выключателя.
-
Допускается изготовлять разъединители без механической блокировки, если такая блокировка осуществлена в предназначенном для него приводе.
[ ГОСТ 12.2.007.3-75]
-
В шкафах КРУ,..., которые снабжены заземляющими разъединителями, должна быть предусмотрена возможность установки необходимых устройств для осуществления следующих блокировок:
а) блокировки, не допускающей включения заземляющего разъединителя при условии, что в других шкафах КРУ, от которых возможна подача напряжения на участок главной цепи шкафа, где размещен заземляющий разъединитель, выдвижные элементы находятся в рабочем положении (или любые коммутационные аппараты во включенном положении);
б) блокировки, не допускающей при включенном положении заземляющего разъединителя перемещения в рабочее положение выдвижных элементов (или включении любых коммутационных аппаратов) в других шкафах КРУ, от которых возможна подача напряжения на участок главной цепи шкафа, где размещен заземляющий разъединитель
[ ГОСТ 12.2.007.4-75]
- Предприятие-изготовитель должно поставлять отдельно узел механической блокировки или механически сблокированные контакторы в соответствии с действующей документацией предприятия-изготовителя.
-
все другие защитные ограждения, как неподвижные (съемного типа), так и перемещаемые, должны быть оснащены устройствами блокировки.
- блокировочное устройство для ограждений с функцией пуска должно проектироваться так, чтобы его повреждение не приводило к непреднамеренному/неожиданному пуску, например путем дублирования датчиков положения или использования автоматического контроля
Недопустимые, нерекомендуемые
Тематики
- автоматизация, основные понятия
- безопасность машин и труда в целом
- изделие электротехническое
Близкие понятия
Действия
Синонимы
EN
- device interlocking
- interlock
- interlocking device
- interlocking of electro-technical device
- interlocking of electro-technical product
- lockdown
DE
FR
Русско-немецкий словарь нормативно-технической терминологии > блокировка электротехнического изделия
-
… блокировки для предотвращения ошибочных действий и операций
-
22 блокировка электротехнического изделия
- lockdown
- interlocking of electro-technical product
- interlocking of electro-technical device
- interlocking device
- interlock
- device interlocking
блокировка электротехнического изделия
Ндп. блокирование
Часть электротехнического изделия, предназначенная для предотвращения или ограничения выполнения операций одними частями изделия при определенных состояниях или положениях других частей изделия в целях предупреждения возникновения в нем недопустимых состояний или исключения доступа к его частям, находящимся под напряжением.
[ ГОСТ 18311-80]
[ОАО РАО "ЕЭС России" СТО 17330282.27.010.001-2008]
блокирующее устройство
Устройство, обеспечивающее зависимость срабатывания коммутационного аппарата от положения или срабатывания одного или нескольких других аппаратов.
МЭК 60050(441-16-49).
[ ГОСТ Р 50030. 1-2000 ( МЭК 60947-1-99)]
блокирующее устройство
Механическое, электрическое или другое устройство, которое при определенных условиях препятствует функционированию элементов машины (обычно до тех пор, пока защитное ограждение не закрыто).
[ГОСТ ЕН 1070-2003]
блокировочное устройство
-
[IEV number 151-13-74]EN
interlocking device
device which makes the operation of a piece of equipment dependent upon the condition, position or operation of one or more other pieces of equipment
Source: 441-16-49 MOD
[IEV number 151-13-74]FR
dispositif de verrouillage, m
dispositif qui subordonne la possibilité de fonctionnement d'un élément d'équipement à l'état, à la position ou au fonctionnement d'un ou de plusieurs autres éléments
Source: 441-16-49 MOD
[IEV number 151-13-74]-
… блокировки для предотвращения ошибочных действий и операций
[ ГОСТ 12.2.007.0-75]
-
Конструкция аппаратов выдвижного исполнения должна обеспечивать фиксацию аппаратов в рабочем и контрольном положении и иметь блокировку, не позволяющую вкатывать или выкатывать аппарат во включенном положении.
[ ГОСТ 12.2.007.6-75]
-
В приводах для выключателей на напряжение до 35 кВ включительно, кроме пружинных приводов с заводом пружины на одну операцию включения, должна быть обеспечена блокировка против повторения операции включения и отключения выключателя, когда команда на включение продолжает оставаться поданной после автоматического отключения выключателя.
-
Допускается изготовлять разъединители без механической блокировки, если такая блокировка осуществлена в предназначенном для него приводе.
[ ГОСТ 12.2.007.3-75]
-
В шкафах КРУ,..., которые снабжены заземляющими разъединителями, должна быть предусмотрена возможность установки необходимых устройств для осуществления следующих блокировок:
а) блокировки, не допускающей включения заземляющего разъединителя при условии, что в других шкафах КРУ, от которых возможна подача напряжения на участок главной цепи шкафа, где размещен заземляющий разъединитель, выдвижные элементы находятся в рабочем положении (или любые коммутационные аппараты во включенном положении);
б) блокировки, не допускающей при включенном положении заземляющего разъединителя перемещения в рабочее положение выдвижных элементов (или включении любых коммутационных аппаратов) в других шкафах КРУ, от которых возможна подача напряжения на участок главной цепи шкафа, где размещен заземляющий разъединитель
[ ГОСТ 12.2.007.4-75]
- Предприятие-изготовитель должно поставлять отдельно узел механической блокировки или механически сблокированные контакторы в соответствии с действующей документацией предприятия-изготовителя.
-
все другие защитные ограждения, как неподвижные (съемного типа), так и перемещаемые, должны быть оснащены устройствами блокировки.
- блокировочное устройство для ограждений с функцией пуска должно проектироваться так, чтобы его повреждение не приводило к непреднамеренному/неожиданному пуску, например путем дублирования датчиков положения или использования автоматического контроля
Недопустимые, нерекомендуемые
Тематики
- автоматизация, основные понятия
- безопасность машин и труда в целом
- изделие электротехническое
Близкие понятия
Действия
Синонимы
EN
- device interlocking
- interlock
- interlocking device
- interlocking of electro-technical device
- interlocking of electro-technical product
- lockdown
DE
FR
Русско-английский словарь нормативно-технической терминологии > блокировка электротехнического изделия
-
23 блокировка электротехнического изделия
блокировка электротехнического изделия
Ндп. блокирование
Часть электротехнического изделия, предназначенная для предотвращения или ограничения выполнения операций одними частями изделия при определенных состояниях или положениях других частей изделия в целях предупреждения возникновения в нем недопустимых состояний или исключения доступа к его частям, находящимся под напряжением.
[ ГОСТ 18311-80]
[ОАО РАО "ЕЭС России" СТО 17330282.27.010.001-2008]
блокирующее устройство
Устройство, обеспечивающее зависимость срабатывания коммутационного аппарата от положения или срабатывания одного или нескольких других аппаратов.
МЭК 60050(441-16-49).
[ ГОСТ Р 50030. 1-2000 ( МЭК 60947-1-99)]
блокирующее устройство
Механическое, электрическое или другое устройство, которое при определенных условиях препятствует функционированию элементов машины (обычно до тех пор, пока защитное ограждение не закрыто).
[ГОСТ ЕН 1070-2003]
блокировочное устройство
-
[IEV number 151-13-74]EN
interlocking device
device which makes the operation of a piece of equipment dependent upon the condition, position or operation of one or more other pieces of equipment
Source: 441-16-49 MOD
[IEV number 151-13-74]FR
dispositif de verrouillage, m
dispositif qui subordonne la possibilité de fonctionnement d'un élément d'équipement à l'état, à la position ou au fonctionnement d'un ou de plusieurs autres éléments
Source: 441-16-49 MOD
[IEV number 151-13-74]-
… блокировки для предотвращения ошибочных действий и операций
[ ГОСТ 12.2.007.0-75]
-
Конструкция аппаратов выдвижного исполнения должна обеспечивать фиксацию аппаратов в рабочем и контрольном положении и иметь блокировку, не позволяющую вкатывать или выкатывать аппарат во включенном положении.
[ ГОСТ 12.2.007.6-75]
-
В приводах для выключателей на напряжение до 35 кВ включительно, кроме пружинных приводов с заводом пружины на одну операцию включения, должна быть обеспечена блокировка против повторения операции включения и отключения выключателя, когда команда на включение продолжает оставаться поданной после автоматического отключения выключателя.
-
Допускается изготовлять разъединители без механической блокировки, если такая блокировка осуществлена в предназначенном для него приводе.
[ ГОСТ 12.2.007.3-75]
-
В шкафах КРУ,..., которые снабжены заземляющими разъединителями, должна быть предусмотрена возможность установки необходимых устройств для осуществления следующих блокировок:
а) блокировки, не допускающей включения заземляющего разъединителя при условии, что в других шкафах КРУ, от которых возможна подача напряжения на участок главной цепи шкафа, где размещен заземляющий разъединитель, выдвижные элементы находятся в рабочем положении (или любые коммутационные аппараты во включенном положении);
б) блокировки, не допускающей при включенном положении заземляющего разъединителя перемещения в рабочее положение выдвижных элементов (или включении любых коммутационных аппаратов) в других шкафах КРУ, от которых возможна подача напряжения на участок главной цепи шкафа, где размещен заземляющий разъединитель
[ ГОСТ 12.2.007.4-75]
- Предприятие-изготовитель должно поставлять отдельно узел механической блокировки или механически сблокированные контакторы в соответствии с действующей документацией предприятия-изготовителя.
-
все другие защитные ограждения, как неподвижные (съемного типа), так и перемещаемые, должны быть оснащены устройствами блокировки.
- блокировочное устройство для ограждений с функцией пуска должно проектироваться так, чтобы его повреждение не приводило к непреднамеренному/неожиданному пуску, например путем дублирования датчиков положения или использования автоматического контроля
Недопустимые, нерекомендуемые
Тематики
- автоматизация, основные понятия
- безопасность машин и труда в целом
- изделие электротехническое
Близкие понятия
Действия
Синонимы
EN
- device interlocking
- interlock
- interlocking device
- interlocking of electro-technical device
- interlocking of electro-technical product
- lockdown
DE
FR
Русско-французский словарь нормативно-технической терминологии > блокировка электротехнического изделия
-
… блокировки для предотвращения ошибочных действий и операций
-
24 задача о размещении складов
задача о размещении складов
Одна из задач исследования операций, обычно решаемая методом нелинейного программирования (но при некоторых условиях она может сводиться и к обычной транспортной задаче линейного программирования). Заключается в минимизации общей суммы транспортных и складских расходов при следующих ограничениях: с каждого завода должна быть отгружена вся продукция, емкость любого склада не должна быть превышена, потребности всех покупателей должны быть удовлетворены. По существу дело сводится к отысканию трехчленных комбинаций: предприятие — склад — потребитель, в совокупности обеспечивающих минимум расходов.
[ http://slovar-lopatnikov.ru/]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > задача о размещении складов
-
25 НАЧАЛО КОНТРАКТА
Пример одного из стандартных начал (преамбулы) контракта:The above named 'Seller' agrees to sell the hereinafter mentioned and described used motor vehicle and the above named 'Purchaser' agrees to purchase this used motor vehicle upon the following conditions being agreed by both parties that this contract embodies all terms and conditions of sale.
Вышеуказанный Продавец продал указанный и описанный ниже автомобиль, бывший в эксплуатации, а вышеупомянутый Покупатель купил указанный автомобиль, бывший в экс-плуатации, на следующих условиях, при этом обе стороны договорились, что настоящий контракт включает в себя все условия продажи.
Далее см. ТЕЛО КОНТРАКТАДополнительный универсальный русско-английский словарь > НАЧАЛО КОНТРАКТА
-
26 ПРЕАМБУЛА КОНТРАКТА
Пример одного из стандартных начал (преамбулы) контракта:The above named 'Seller' agrees to sell the hereinafter mentioned and described used motor vehicle and the above named 'Purchaser' agrees to purchase this used motor vehicle upon the following conditions being agreed by both parties that this contract embodies all terms and conditions of sale.
Вышеуказанный Продавец продал указанный и описанный ниже автомобиль, бывший в эксплуатации, а вышеупомянутый Покупатель купил указанный автомобиль, бывший в экс-плуатации, на следующих условиях, при этом обе стороны договорились, что настоящий контракт включает в себя все условия продажи.
Далее см. ТЕЛО КОНТРАКТАДополнительный универсальный русско-английский словарь > ПРЕАМБУЛА КОНТРАКТА
-
27 подвесной потолок
потолок подвесной
Потолок, прикрепляемый к перекрытию на подвесках
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]
подвесной потолок
фальшпотолок
навесной потолок
Потолок, состоящий из съемных и взаимозаменяемых панелей, который создает область между декоративной поверхностью и структурой над ней.
(ISO/IEC 11801)
[ http://www.iks-media.ru/glossary/index.html?glossid=2400324]
Устройство подвесного потолка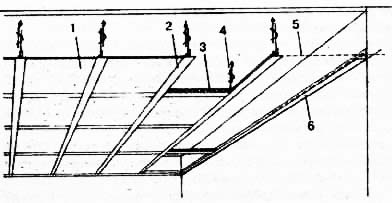
Устройство подвесных потолков: 1 — гипсоволоконные плиты; 2 — направляющие Т-профили; 3 — промежуточные Т-профили; 4 — подвески с регулируемыми пластинами; 5 — уровень чистого потолка; 6 — пристенный уголокМонтируя подвесной потолок, сначала производят сборку направляющих профилей. В комплект подвесного потолка входит два вида профилей ( пристенный уголок и Т-образный профиль), а также вертикальные подвески и регулировочные пружинные пластины.
Сначала потолок очищают от грязи, пыли и проводят разметку. С помощью гибкого уровня провешивают и отмечают линию горизонта чистого потолка. Отмечают на всех стенах по периметру потолка точки уровня, а затем соединяют все точки сплошной линией.
Далее проводят разбивку потолка. Так как стандартный размер гипсовых и гипсоволоконных плит 60x60 см, то разметку крепления направляющих профилей проводят на расстоянии 60 см друг от друга. Сначала на полу комнаты проводят черновую раскладку плит, чтобы определять количество плит, помещающихся по длине и ширине комнаты. Если количество плит оказывается целое, то разметку на потолке начинают, отступив от стены на расстояние 60 см. Если же количество плит — дробное, то для симметричного их размещения на потолке первые разметки от стен делают на расстоянии, равном половине остатка длины или ширины комнаты. Например: длина комнаты 500 см, делим на размер плитки 60 см и получаем 8 целых плиток (480 см) и 20 см остатка. Делим остаток пополам, полученные 10 см и есть расстояние, на которое необходимо отступить от стены (по длине комнаты) для разметки первого направляющего профиля. Отметив эту точку (вверху стен1>1 у потолка), отмечают такое же расстояние на противоположной стене. Между этими точками натягивают шнур и вдоль шнура на расстоянии 100 см друг от друга в поверхности потолка просверливают отверстия для креплений профиля. Отступив от первого ряда на 60 см, снова натягивают шнур и вдоль него просверливают отверстия под крепежные аксессуары. Таким образом, передвигая шнур на 60 см от предыдущего размеченного ряда, размечают и высверливают отверстия на всей поверхности потолка. Для крепления пристенных уголков также высверливают в намеченных местах над линией уровня чистого потолка.
Следующим шагом в устройстве потолка будет закрепление пристенного уголка. Длина уголка 360 см, он имеет два ребра, одно из которых содержит многочисленные отверстия для крепления, а второе ребро с наружной стороны покрыто (декорировано) эмалью или винилом. Уголок крепят к стене декорированной стороной вниз. Если длина стены больше длины уголка, то уголок наращивают путем стыковки с отрезком уголка необходимой длины. В углах комнаты профили сопрягают, обрезав декоративное ребро под углом 45°. Раскрой профилей производят ножовкой по металлу. Прикручивают уголок к стенам с помощью шурупов, строго следя за совпадением лицевой стороны уголка с линией уровня чистого потолка.
Далее необходимо подвесить направляющие Т-образные профили. В высверленные отверстия в потолке забивают пластмассовые или деревянные пробки и вкручивают в них крюкообразные дюбеля. Собирают вертикальные подвески, вставляя их по двое в пружинную (Н-образную) пластину, причем с одной стороны вставляют прут-подвеску с петлей, а с другой стороны — подвеску с крюком. Подвеску в сборе петлей набрасывают на крюк дюбеля. Сначала цепляют крайние в ряду подвески, на крюки подвесок цепляют Т-образный профиль лицевой стороной вниз и регулируют с помощью пружинной пластины, поднимая или опуская ее, уровень профиля совмещая с уровнем пристенных уголков — лицевые плоскости уголка и профиля должны совпадать. Если расстояние от стены до стены в направляющих радах больше длины профиля, то второй конец профиля регулируют по высоте с помощью гибкого уровня. Недостающий кусок профиля наращивают, соединив в торец имеющимися на концах профилей замками-защелками.
Отрегулировав уровень профиля на концах, на дюбеля в этом ряду цепляют остальные промежуточные подвески и на их крюки подвешивают весь направляющий профиль. При помощи гибкого уровня проверяют уровень профиля по всей длине, и провисшие места поднимают с помощью регулировки вертикальных подвесок. Таким же способом подвешивают остальные направляющие профили. После подвешивания всех рядов направляющих профилей и окончательной проверки уровня потолка можно приступать к самой облицовке потолка.
В комплект подвесного потолка входят, кроме направляющих, еще промежуточные вставки Т-образного профиля. Длина их 60 см, и предназначены они для поперечного прокладывания между облицовочными плитками в каждом ряду. Поэтому, приступая к облицовке, необходимо приготовить для двух пристенных рядов не только неполномерные плитки, но и в соответствии с шириной этих рядов нарезать прокладочные профили. Для раскроя профилей используют ножовку по металлу, а для нарезки плиток из гипсоволокна — острый нож. Если в длину ряда также не помещается целое количество плиток, то крайние плитки в рядах нарезают, рассчитав остаток в ряду и поделив пополам. Например: длина ряда 350 см делится на 60 см и остаток, равный 50 см, делится на два — 25 см, это ширина всех краевых плиток в каждом ряду.
Укладку плиток начинают с угла комнаты. Берут краевую плитку первого ряда (если краевые ряды и краевые плитки неполномерные, она должна быть по расчетам взятого для примера помещения 10x25 см) и укладывают в углу комнаты, опирая двумя сторонами на уголок и третьей стороной — на направляющий профиль. К четвертой стороне плитки приставляют промежуточный профиль, оперев на пристенный уголок и направляющий профиль.
Следующую плитку укладывают впритык к промежуточному профилю, оперев тремя сторонами на уголок, на промежуточный профиль и на направляющий. Таким образом заполняют весь ряд неполномерными плитками и прокладывают промежуточными неполномерными профилями.
Последняя плитка в ряду должна быть, как и первая, самая маленькая по размеру. Следующие ряды заполняются полномерными плитками и прокладочными профилями и только краевые плитки в рядах неполномерные. Первые плитки последующих рядов опираются одной стороной на пристенный уголок, двумя сторонами — на направляющие профили, а четвертой — на приставленный к плитке промежуточный профиль. Остальные плитки опираются противоположными сторонами на направляющие и промежуточные профили.
Последний ряд, как и первый, собирается из неполномерных плиток и укороченных по ширине ряда промежуточных профилей. Некоторую трудность составляет укладка последней плитки в последнем ряду. Потолочный массив в конце сборки имеет определенное напряжение, и плитки последнего ряда устанавливаются на место впритирку. Поэтому имеет смысл уменьшить их в размере на 2-3 мм по длине и ширине.
Для устройства в подвесном потолке системы электрического освещения используют осветительные щиты с вмонтированными в них приборами освещения. Размеры щитов 60x60 см. Устанавливаются они в подвесном потолке в намеченном месте вместо облицовочных плит таким же способом, как и сами плиты.
[ http://www.helpmaste.ru/artcl-ustrvo_podvesnuh_potolkov.html]
Пожалуй, самыми популярными сегодня считаются подвесные потолки. Они позволяют:
– скрыть коммуникации, смонтированные на потолке, оставив при этом доступ к электрической проводке, вентиляционному и тепловому оборудованию и пр.;
– встраивать разнообразные осветительные приборы;
– устанавливать системы пожаротушения и вентиляционные решетки;
– выравнивать разноуровневый потолок;
– создавать разноуровневый потолок при изначально плоском базовом потолке;
– улучшать акустику помещений.
В современном строительстве широко используются потолки из минераловатных или минераловолокнистых плит.
Плиточные подвесные потолки состоят из каркаса и плит из мягкого или твердого минерального волокна толщиной 1,5 см и размерами 600 х 600 или 610 х 610 мм. В каталоге фирмы «Armstrong» имеются также плиты 600 х 1200 и 625 х 1250 мм. Однако в наличии они бывают не всегда, и чаще всего их приходится заказывать.
Каркас представляет собой набор металлических реек, соединенных между собой в модульную решетку.
Конструкция подвесного потолка состоит из следующих компонентов:
– несущий каркас из металлических труб, уголков, швеллеров и пр.;
– заполнение (плиты, рейки, листы и пр.).
В качестве несомых элементов подвесного потолка или его заполнения используют гипсовые плиты или ДСП, плиты «Акмигран» и «Акминит», плиты из металлических листов, асбестоцементные листы и др. Для устройства акустических подвесных потолков применяют минераловатные плиты, перфорированные гипсовые и металлические плиты, двуслойные плиты с лицевым перфорированным слоем из минераловатной плиты и ДВП.
Подвесные потолки бывают двух видов:
– плиточные;
– реечные.
Плиточные, в свою очередь, подразделяются на влагостойкие и невлагостойкие. Первые чаще всего используются в ванных комнатах, туалетах и на кухнях. Невлагостойкие потолки в этих помещениях устраивать не рекомендуется, так как спустя какое-то время установленные плитки покоробятся и попросту выйдут из строя.
В этом отношении самыми удобными являются реечные потолки: дело в том, что подвесные реечные потолки изготовлены из алюминия, который не боится влаги.Плиточные подвесные потолки
На российском рынке имеется богатый выбор потолков данного типа. Они различаются не только по цене, но и по качеству и назначению, каждый подвесной потолок имеет свои особенности и отличия.
При покупке подвесного потолка особое внимание следует обратить на стыковку плит с каркасом. Дело в том, что продавцы довольно часто продают каркас одной фирмы-производителя, а плиты – другой. Смонтировать такой потолок очень трудно.
Если удастся это сделать, нет гарантии, что он прослужит долго: такой потолок очень быстро начнет деформироваться. Необходимо следить за тем, чтобы форма кромок плит соответствовала типу каркаса.
Самостоятельно смонтировать подвесной потолок можно только в помещениях небольшой площади. В другом случае, особенно если нет опыта подобной работы, лучше всего воспользоваться услугами профессиональных монтажников.
Подвесные каркасы делятся на 3 вида:
– видимый каркас;
– полускрытый каркас;
– скрытый каркас.
В России наибольшее распространение получили видимые и полускрытые каркасы, что обусловлено низкими ценами и простотой монтажа.
Сами подвесные потолки бывают плоскостные и криволинейные.
Последние удобно монтировать при составлении разноуровневых потолков.
В зависимости от материалов, из которых изготовлены потолочные системы, подвесные потолки делятся на следующие виды:
– потолки из минераловатных плит;
– потолки из минераловолокнистых плит;
– потолки из гипсовых плит;
– зеркальные потолки;
– металлические потолки;
– потолки с искусственным освещением.Общая характеристика потолков из минераловолокнистых плит
Минеральное волокно – экологически чистый материал, обеспечивающий отличную звукоизоляцию и тепло. Однако в помещениях с повышенной влажностью (например, кухнях и ванных комнатах) этот материал использовать не рекомендуется.
После покупки, в том случае, если потолок монтируется не сразу, плиты хранят в помещении с температурой 18–30 °C при относительной влажности 70 %. Однако плиты некоторых фирм-производителей можно устанавливать в помещениях с температурой до 40 °C и влажностью до 95 %.
Плиты чаще всего имеют белый цвет, но некоторые производители выпускают панели, окрашенные в различные цвета. Также плиты можно окрашивать латексными красками, однако при этом огнестойкость данного материала понижается.
Потолки из минераловолокнистых плит имеют различную структуру поверхности: гладкая обладает хорошим светоотражением в помещениях с непрямым освещением, фактурная обеспечивает хорошую звукоизоляцию благодаря незаметным микроотверстиям.Общая характеристика потолков из минераловатных плит
Минераловатные плиты представляют собой панели с высокими шумопоглощающими свойствами. Чаще всего эти плиты называют акустическими. Они обладают следующими свойствами:
– снижают общий уровень шума; коэффициент звукопоглощения варьируется от 75 до 90 %;
– отвечают российским стандартам пожарной безопасности;
– могут использоваться в помещениях с повышенной влажностью воздуха (до 95 %).
Существует около 1000 различных оттенков минераловатных плит. При правильной эксплуатации можно надолго сохранить первоначальный цвет таких потолков.Плиточные потолки из пенополистирола
Самым недорогим и практичным материалом для отделки потолка считается декоративная потолочная плитка из полистирола. С помощью обычных инструментов можно довольно быстро оклеить потолок. При работе с полистирольными плитами необходимо знать некоторые правила. Первое – выбор плиток при покупке. Полистирольные плитки подразделяются на 3 основные группы:
– прессованные (штампованные);
– инжекционные;
– экструдированные.
Прессованные плитки производятся из полос толщиной 6–7 мм, нарезанных из блоков пенополистирола строительного назначения.
Инжекционные получают в пресс-формах формовочно-литьевого автомата путем спекания пенополистирольного сырья. Толщина готовых плит 9–14 мм.
Экструдированные получают из экструдированной полистирольной полосы, окрашенной или покрытой пленкой способом прессования.
Второе правило – геометрически выверенные размеры плитки. Большие погрешности в плитке становятся заметными при отделке потолка.
Правильные размеры чаще всего имеет только инжекционная плитка благодаря технологии производства, в то время как прессованная и экструдированная плитка довольно часто характеризуются некоторыми неточностями в размерах.
Производители экструдированной и прессованной плитки продолжают совершенствовать геометрические размеры изделий и добиваются положительных результатов. Тем не менее при покупке обязательно следует проверять плитки.
Третье правило – просушивание пенополистирольных плиток до монтажа в сухом и теплом помещении в течение 3 дней в распакованном виде, иначе вследствие усадки на потолке между плитками могут появиться щели. В особенности это касается инжекционных плиток.
Четвертое правило – сажать плитки следует только на клей, который после сушки становится прозрачным.Инструменты и материалы для устройства подвесного потолка
Для монтажа подвесного потолка фирмы потребуются следующие инструменты:
– рулетка;
– ножницы по металлу;
– отбивной шнур;
– дрель;
– нож со сменными лезвиями для резки плиток;
– ножовка по металлу.
Инструменты для приклейки пенополистирольных плиток:
– гвозди 70–80 мм для монтажа деревянного каркаса под плиты;
– рулетка;
– отбивной шнур;
– молоток;
– нож со сменными лезвиями для резки плиток;
– ножовка по дереву;
– шпатель для нанесения клеевого состава на плитки.
Для наклеивания декоративных пенополистирольных плиток на любые впитывающие минеральные поверхности используют клей на основе ПВА с наполнителями. При высыхании такой клей имеет серо-белый или кремовый цвет. Поэтому в некоторых случаях необходимо брать другой клей – на основе ПВА, но без наполнителей: такой клей после сушки становится прозрачным. Предварительно деревянный каркас огрунтовывают водным раствором ПВА.
Пенополистирольные плитки отечественного производства «Акмигран» и «Акминит» в основном используют в жилых помещениях. Выпускаются такие плитки в виде квадратов размерами 300 х 300, 600 х 600 и 900 х 900 мм, толщиной 20 мм. Облегченная конструкция, правильная прямоугольная форма, ровная лицевая поверхность делают плитки «Акмигран» и «Акминит» очень удобными для облицовки потолков в домашних условиях.
Лицевая сторона плиток матовая, равномерно окрашенная, может быть гладкой, пористой и с различной фактурой (под пробку, джутовое плетение, рифленой, трещиноватой и т. д.).
Крепят данные плитки на черновой каркас. Для более удобного крепления на боковых гранях плиток имеются пазы и выступы.Облицовка потолка минеральными плитками «Акмигран» и «Акминит» и гипсовыми декоративными плитками
В облицовочных работах по отделке потолка различают два способа: устройство плиточных потолков каркасной конструкции и облицовка плитками потолков бескаркасной конструкции. Устройство плиточных потолков каркасной конструкции предполагает наличие горизонтальных направляющих с подвесками (выполняющими несущую функцию подвесного потолка), заделанными в перекрытия. Монтаж таких направляющих возможен лишь при возведении несущих конструкций здания. Поэтому самостоятельно в домашних условиях такой подвесной потолок устроить технически невозможно.
Произвести облицовку потолка бескаркасной конструкции сможет практически каждый. Облицовочные работы принято вести двумя способами: с устройством чернового каркаса и без него.Устройство плиточного потолка на черновом каркасе
Монтаж конструкции, как и в других случаях, подразделяется на несколько этапов:
– подготовка, разбивка и провешивание поверхности;
– подготовка материала;
– установка плиток.
Подготовка поверхности заключается лишь в ее очистке от пыли, это вызвано больше гигиеническими требованиями, а не технологическими. При подготовке плиток сортируют их по наличию пазов и выступов на боковых гранях, в прорези вставляют закладные крюки, соединенные крепежной скобкой (рис. 21).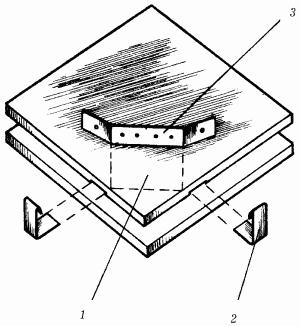
Рис. 21. Подготовка плиток для устройства потолка: 1 – облицовочная плитка; 2 – закладные крюки; 3 – крепежная скоба.Разбивку и провешивание поверхности начинают с определения чистого уровня потолка. Для этого гибким уровнем определяют и отмечают линии низа потолка (по ним будут установлены пристенные опорные уголки). Затем с помощью рулетки и угольника на полу помещения определяют продольную и поперечную оси и закрепляют их причальными шнурами; по одну сторону от оси раскладывают плитки, определяя таким образом количество плиток в ряду. Ряды, примыкающие к стенам, заполняют неполномерными плитками.
После этого приступают к сооружению и установке чернового каркаса: для этого в потолке по каждому предполагаемому ряду (с шагом в ряду 1 м) закрепляют стальные штыри так, как это показано на рисунке 22.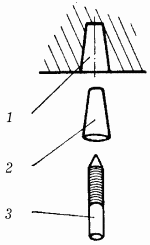
Рис. 22. Крепление чернового каркаса к потолку: 1 – отверстие в потолке; 2 – пластмассовая пробка; 3 – стальной штырь с резьбой.В потолке просверливают отверстия и забивают туда пластмассовые пробки от дюбелей или деревянные шпонки, в которые ввинчивают стальные штыри.
На стальных штырях закрепляют стальной пруток, выполняющий роль горизонтальной направляющей для крепления облицовочных плиток. По периметру стен по линиям низа потолка устанавливают опорные уголки. Черновой каркас для облицовки плитками потолка бескаркасной конструкции готов.
Следующий этап – непосредственно облицовка. Закрепив за опорные уголки на противоположных стенах причальный шнур для первого ряда (фиксирующий нижнюю плоскость потолка), от угла помещения начинают установку плит (рис. 23).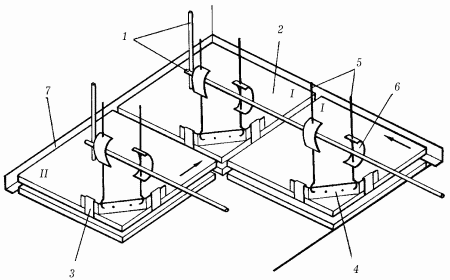
Рис. 23 Устройство плиточного потолка с использованием чернового каркаса: 1 – элементы чернового каркаса; 2 – облицовочные плитки; 3 – закладные крюки; 4 – крепежная скоба; 5 – вертикальная подвеска; 6 – согнутая (пружинная) пластина; 7 – пристенный опорный уголок.Первую плитку опирают двумя сторонами на уголки, а угол с установленными крепежными скобами с помощью вертикальной подвески и согнутой (пружинной) пластины крепят к горизонтальной направляющей чернового каркаса. Следующую плитку одной стороной опирают на пристенный опорный уголок, а выступ на ребре другой стороны совмещают с пазом уже установленной плитки. Свободный угол закрепляют (как и в первом случае) на горизонтальной направляющей чернового каркаса. И так далее до окончания ряда.
По ходу работы нужно следить за горизонтальностью плоскости подвесного потолка (для этого и нужен причальный шнур). Положение плиток, имеющих отклонение от горизонтали, регулируют смещением пружинной пластины по вертикальной подвеске.
Установка средних (не пристенных) плиток 2-го и последующих рядов отличается от установки плиток 1-го ряда тем, что 2 их стороны будут опираться не на пристенные уголки, а на пазы на ребрах ранее уложенных плиток.
По окончании облицовочных работ пристенные опорные уголки можно будет закрыть деревянным потолочным плинтусом.Устройство плиточного потолка без чернового каркаса
Подготовка поверхности потолка к укладке плиток и подготовка материала в данном случае полностью аналогичны предварительным работам при устройстве подвесного потолка с использованием чернового каркаса. Непосредственно облицовочные работы отличаются от способа облицовки с применением чернового каркаса весьма значительно.
Для начала по периметру помещения на стенах на уровне чистого потолка закрепляют опорные уголки. В потолке с шагом, равным длине плиток, просверливают отверстия, в которые забивают пластмассовые пробки от дюбелей либо деревянные шпонки. Затем с помощью дюбелей или шурупов ввинчивают в эти пробки или шпонки подвески для установки облицовочных плиток.
Работу начинают от угла помещения. Первую облицовочную плитку устанавливают следующим образом: 2 сторонами опирают на пристенные уголки, а свободный угол плитки надевают крепежной скобой на подвеску. Вторую плитку устанавливают одной стороной на опорный уголок, выступ другой стороны вставляют в паз уже установленной плитки, а свободный угол закрепляют на подвеску аналогично 1-й плитке. Дальнейшую облицовку производят по уже отработанной технологии (рис. 24).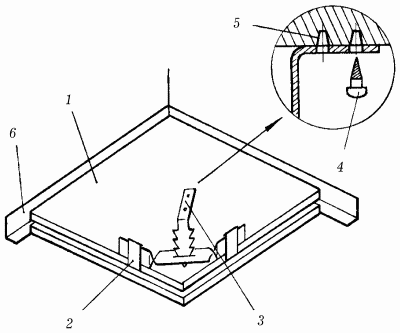
Рис. 24. Устройство плиточного потолка без применения чернового каркаса: 1 – облицовочные плитки; 2 – закладные крюки с крепежной скобой; 3 – подвеска; 4 – шуруп либо дюбель; 5 – пластмассовая пробка или деревянная шпонка; 6 – опорные уголки.Уход за плиточными потолками
Поскольку гипсовые материалы в достаточной степени обладают гигроскопичностью, то их не рекомендуется мыть. Пыль с таких поверхностей удаляют мягкой влажной ветошью, укрепленной на щетке с жесткой щетиной или на венике.
Облицовку в местах отслоения плиток ремонтируют, а треснувшие и сильно загрязненные плитки заменяют новыми (для этого следует оставлять запас материалов). В том случае, если при облицовке потолка были использованы минеральные плитки «Акмигран» и «Акминит», то уход за ними не допускает никакого контакта с водой, приемлема только сухая уборка с помощью пылесоса.Устройство реечных потолков
Реечный подвесной потолок (рис. 25) состоит из алюминиевых реек, загнутых по бокам. В основном в продаже бывают рейки длиной 3 и 4 м. В некоторых фирмах имеются специальные режущие станки, с помощью которых можно отрезать рейку любой длины. Ширина реек – 9, 10, 15, 20 см. Следует сказать, что чаще всего приобретают 10-сантиметровые рейки.
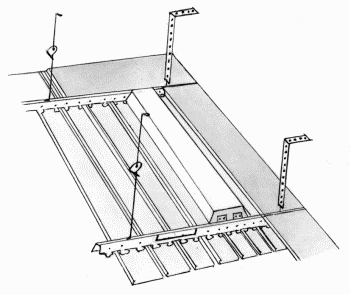
Рис. 25. Устройство реечного подвесного потолка.Другим важным параметром реек для подвесного потолка является их толщина. Чем толще рейка, тем надежнее будет потолок. Самая подходящая толщина для реек – 0,5 мм: этого будет достаточно для того, чтобы потолок не деформировался. Если рейки более тонкие, потолок может погнуться и на нем будут заметны вмятины.
Рейки для подвесных потолков бывают 3 типов:
– открытые;
– закрытые;
– со вставками.
Закрытые рейки (рис. 26) крепят встык, заводя друг за друга, в то время как между открытыми рейками остается небольшой зазор, который, однако, не заметен, если потолок высокий – около 5 м.
Рис. 26. Типы закрытых реек для подвесного потолка.Рейки со вставками (рис. 27) немного напоминают открытые, только расстояние между ними прикрывают узкие алюминиевые полоски.

Рис. 27. Рейки со вставками: а – изнаночная сторона; б – лицевая сторона.Рейки бывают самых разнообразных цветов, однако до сих пор самым популярным цветом остается белый.
При покупке потолка обращают внимание на то, чтобы рейки были упакованы в полиэтиленовую пленку, защищающую материал от царапин и повреждений во время транспортировки. Качественный товар продается именно так. Если потолок не упакован, имеет смысл отказаться от покупки. Все уважающие себя фирмы выпускают потолки на продажу только в полиэтиленовой упаковке.
Реечные потолки бывают открытыми и закрытыми. Основная особенность реечного потолка открытого типа состоит в наличии открытого пространства между декоративными панелями. Такие потолки, как правило, применяют в помещениях с высокими потолками. В обычных жилых помещениях такие потолки устанавливают очень редко, в основном из-за желания создать особое освещение: светильники на потолке должны быть развернуты таким образом, чтобы световой поток не попадал в межпотолочное пространство.
Существует 2 модификации реечных потолков открытого типа (рис. 28): 84 О и 84 О". В основном обе модели отличаются друг от друга шириной зазора между панелями: 6–16 см. Для моделирования таких элементов интерьера, как арки и переходы между разноуровневыми потолками в реечном потолке открытого типа используется стрингер AR.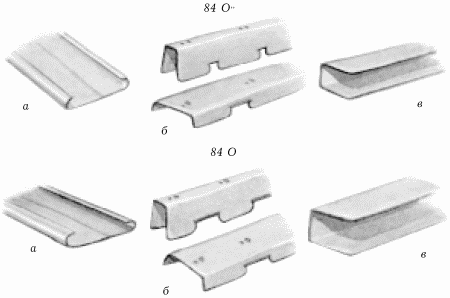
Рис. 28. Модели потолков открытого типа: а – потолочная панель; б – стрингер; в – закрывающий профиль.Основное отличие потолка закрытого типа от открытого заключается в отсутствии открытого пространства между декоративными панелями. Потолок закрытого типа полностью скрывает внешние коммуникации – противопожарные, электрическую проводку. Реечные закрытые потолки выпускаются следующих типов (рис. 29): 84R, 15 °C и 84R (V).
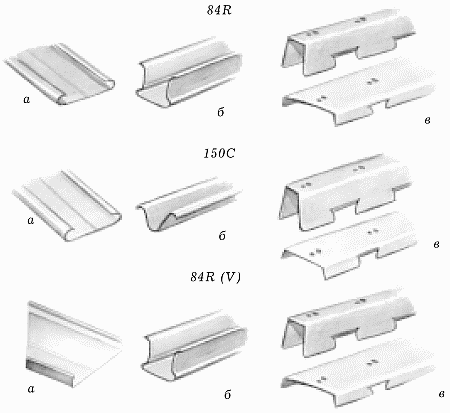
Рис. 29. Модели потолков закрытого типа: а – потолочная панель; б – стрингер; в – закрывающий профиль.
К модели 84R относится профиль шириной 84 мм, с промежуточным профилем п-образной формы, шириной 16 мм.
К модели потолка 84R (V) относят широкий профиль шириной 84 мм, промежуточный профиль v-образной формы, шириной 16 мм. Указанные выше типы подвесных реечных потолков различаются по дизайну, но совмещаются с помощью стрингера R (подвесной системы), одинакового для всех типов. Для моделирования арок, волн и переходов между различными по высоте уровнями в реечном потолке закрытого типа применяется радиусный стрингер AR. Комплект подвесного потолка закрытого типа 150C включает в себя профили шириной 150 мм, крепление которых на стрингер производится стык в стык.Монтаж подвесных реечных потолков
В комплект подвесного потолка входят:
– собственно рейки;
– шина (каркас);
– плинтус.
Также к комплекту прилагается и инструкция по монтажу.
Кроме реек, важной составной частью конструкции является шина, представляющая собой стальную или алюминиевую планку с зубчиками, за которые цепляют рейки. Для каждого типа реек требуется особая шина, чтобы на готовом покрытии не было перекосов, щелей и изгибов. Кроме того, рейки одной фирмы нельзя крепить на шину другой.
Шину с прикрепленными к ней рейками цепляют за подвес, который можно регулировать по высоте. Это очень важная деталь всей конструкции: потолок получил свое название потому, что висит на подвесе. Следует помнить о том, что подвесные реечные потолки занимают достаточно много места (5–11 см высоты), и применение их в квартире с низкими потолками нецелесообразно.
Плинтус – это декоративная деталь, закрывающая стык между стеной и потолком.
Установку реечного подвесного потолка можно осуществить самостоятельно. Особых умений не потребуется. Главное – действовать очень осторожно, придерживаясь инструкции.
В том случае, если требуется объединить потолком два помещения, находящихся на разных уровнях, приобретают изогнутый подвесной реечный потолок (рис. 30).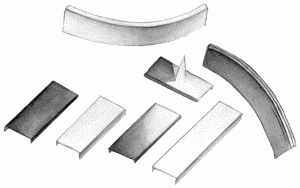
Рис. 30. Рейки для изогнутого подвесного потолка.Весь ассортимент реечных потолков условно можно разделить на 5 групп:
– металлик;
– матовый;
– глянцевый;
– зеркальный;
– фактурный.
Цветовая гамма реечных потолков представлена 27 оттенками, причем для каждого вида поверхности есть определенное количество оттенков. Так, например, для матового – 9, для глянцевого – 2, для металлика – 10, для зеркального – 4, для фактурного – 2.
Существуют следующие варианты сборки реечных потолков (рис. 31):
– геометрический узор;
– разноуровневый потолок;
– зеркальный;
– комбинированный (совмещение реечного потолка с другими видами отделки, например, гипсокартоном);
– зональное разделение комнат;
– оформление арок;
– моделирование волн.
[ http://stroy-zametki.narod.ru/2_31.html#1]Тематики
EN
DE
FR
Русско-немецкий словарь нормативно-технической терминологии > подвесной потолок
-
28 подвесной потолок
потолок подвесной
Потолок, прикрепляемый к перекрытию на подвесках
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]
подвесной потолок
фальшпотолок
навесной потолок
Потолок, состоящий из съемных и взаимозаменяемых панелей, который создает область между декоративной поверхностью и структурой над ней.
(ISO/IEC 11801)
[ http://www.iks-media.ru/glossary/index.html?glossid=2400324]
Устройство подвесного потолка
Устройство подвесных потолков: 1 — гипсоволоконные плиты; 2 — направляющие Т-профили; 3 — промежуточные Т-профили; 4 — подвески с регулируемыми пластинами; 5 — уровень чистого потолка; 6 — пристенный уголокМонтируя подвесной потолок, сначала производят сборку направляющих профилей. В комплект подвесного потолка входит два вида профилей ( пристенный уголок и Т-образный профиль), а также вертикальные подвески и регулировочные пружинные пластины.
Сначала потолок очищают от грязи, пыли и проводят разметку. С помощью гибкого уровня провешивают и отмечают линию горизонта чистого потолка. Отмечают на всех стенах по периметру потолка точки уровня, а затем соединяют все точки сплошной линией.
Далее проводят разбивку потолка. Так как стандартный размер гипсовых и гипсоволоконных плит 60x60 см, то разметку крепления направляющих профилей проводят на расстоянии 60 см друг от друга. Сначала на полу комнаты проводят черновую раскладку плит, чтобы определять количество плит, помещающихся по длине и ширине комнаты. Если количество плит оказывается целое, то разметку на потолке начинают, отступив от стены на расстояние 60 см. Если же количество плит — дробное, то для симметричного их размещения на потолке первые разметки от стен делают на расстоянии, равном половине остатка длины или ширины комнаты. Например: длина комнаты 500 см, делим на размер плитки 60 см и получаем 8 целых плиток (480 см) и 20 см остатка. Делим остаток пополам, полученные 10 см и есть расстояние, на которое необходимо отступить от стены (по длине комнаты) для разметки первого направляющего профиля. Отметив эту точку (вверху стен1>1 у потолка), отмечают такое же расстояние на противоположной стене. Между этими точками натягивают шнур и вдоль шнура на расстоянии 100 см друг от друга в поверхности потолка просверливают отверстия для креплений профиля. Отступив от первого ряда на 60 см, снова натягивают шнур и вдоль него просверливают отверстия под крепежные аксессуары. Таким образом, передвигая шнур на 60 см от предыдущего размеченного ряда, размечают и высверливают отверстия на всей поверхности потолка. Для крепления пристенных уголков также высверливают в намеченных местах над линией уровня чистого потолка.
Следующим шагом в устройстве потолка будет закрепление пристенного уголка. Длина уголка 360 см, он имеет два ребра, одно из которых содержит многочисленные отверстия для крепления, а второе ребро с наружной стороны покрыто (декорировано) эмалью или винилом. Уголок крепят к стене декорированной стороной вниз. Если длина стены больше длины уголка, то уголок наращивают путем стыковки с отрезком уголка необходимой длины. В углах комнаты профили сопрягают, обрезав декоративное ребро под углом 45°. Раскрой профилей производят ножовкой по металлу. Прикручивают уголок к стенам с помощью шурупов, строго следя за совпадением лицевой стороны уголка с линией уровня чистого потолка.
Далее необходимо подвесить направляющие Т-образные профили. В высверленные отверстия в потолке забивают пластмассовые или деревянные пробки и вкручивают в них крюкообразные дюбеля. Собирают вертикальные подвески, вставляя их по двое в пружинную (Н-образную) пластину, причем с одной стороны вставляют прут-подвеску с петлей, а с другой стороны — подвеску с крюком. Подвеску в сборе петлей набрасывают на крюк дюбеля. Сначала цепляют крайние в ряду подвески, на крюки подвесок цепляют Т-образный профиль лицевой стороной вниз и регулируют с помощью пружинной пластины, поднимая или опуская ее, уровень профиля совмещая с уровнем пристенных уголков — лицевые плоскости уголка и профиля должны совпадать. Если расстояние от стены до стены в направляющих радах больше длины профиля, то второй конец профиля регулируют по высоте с помощью гибкого уровня. Недостающий кусок профиля наращивают, соединив в торец имеющимися на концах профилей замками-защелками.
Отрегулировав уровень профиля на концах, на дюбеля в этом ряду цепляют остальные промежуточные подвески и на их крюки подвешивают весь направляющий профиль. При помощи гибкого уровня проверяют уровень профиля по всей длине, и провисшие места поднимают с помощью регулировки вертикальных подвесок. Таким же способом подвешивают остальные направляющие профили. После подвешивания всех рядов направляющих профилей и окончательной проверки уровня потолка можно приступать к самой облицовке потолка.
В комплект подвесного потолка входят, кроме направляющих, еще промежуточные вставки Т-образного профиля. Длина их 60 см, и предназначены они для поперечного прокладывания между облицовочными плитками в каждом ряду. Поэтому, приступая к облицовке, необходимо приготовить для двух пристенных рядов не только неполномерные плитки, но и в соответствии с шириной этих рядов нарезать прокладочные профили. Для раскроя профилей используют ножовку по металлу, а для нарезки плиток из гипсоволокна — острый нож. Если в длину ряда также не помещается целое количество плиток, то крайние плитки в рядах нарезают, рассчитав остаток в ряду и поделив пополам. Например: длина ряда 350 см делится на 60 см и остаток, равный 50 см, делится на два — 25 см, это ширина всех краевых плиток в каждом ряду.
Укладку плиток начинают с угла комнаты. Берут краевую плитку первого ряда (если краевые ряды и краевые плитки неполномерные, она должна быть по расчетам взятого для примера помещения 10x25 см) и укладывают в углу комнаты, опирая двумя сторонами на уголок и третьей стороной — на направляющий профиль. К четвертой стороне плитки приставляют промежуточный профиль, оперев на пристенный уголок и направляющий профиль.
Следующую плитку укладывают впритык к промежуточному профилю, оперев тремя сторонами на уголок, на промежуточный профиль и на направляющий. Таким образом заполняют весь ряд неполномерными плитками и прокладывают промежуточными неполномерными профилями.
Последняя плитка в ряду должна быть, как и первая, самая маленькая по размеру. Следующие ряды заполняются полномерными плитками и прокладочными профилями и только краевые плитки в рядах неполномерные. Первые плитки последующих рядов опираются одной стороной на пристенный уголок, двумя сторонами — на направляющие профили, а четвертой — на приставленный к плитке промежуточный профиль. Остальные плитки опираются противоположными сторонами на направляющие и промежуточные профили.
Последний ряд, как и первый, собирается из неполномерных плиток и укороченных по ширине ряда промежуточных профилей. Некоторую трудность составляет укладка последней плитки в последнем ряду. Потолочный массив в конце сборки имеет определенное напряжение, и плитки последнего ряда устанавливаются на место впритирку. Поэтому имеет смысл уменьшить их в размере на 2-3 мм по длине и ширине.
Для устройства в подвесном потолке системы электрического освещения используют осветительные щиты с вмонтированными в них приборами освещения. Размеры щитов 60x60 см. Устанавливаются они в подвесном потолке в намеченном месте вместо облицовочных плит таким же способом, как и сами плиты.
[ http://www.helpmaste.ru/artcl-ustrvo_podvesnuh_potolkov.html]
Пожалуй, самыми популярными сегодня считаются подвесные потолки. Они позволяют:
– скрыть коммуникации, смонтированные на потолке, оставив при этом доступ к электрической проводке, вентиляционному и тепловому оборудованию и пр.;
– встраивать разнообразные осветительные приборы;
– устанавливать системы пожаротушения и вентиляционные решетки;
– выравнивать разноуровневый потолок;
– создавать разноуровневый потолок при изначально плоском базовом потолке;
– улучшать акустику помещений.
В современном строительстве широко используются потолки из минераловатных или минераловолокнистых плит.
Плиточные подвесные потолки состоят из каркаса и плит из мягкого или твердого минерального волокна толщиной 1,5 см и размерами 600 х 600 или 610 х 610 мм. В каталоге фирмы «Armstrong» имеются также плиты 600 х 1200 и 625 х 1250 мм. Однако в наличии они бывают не всегда, и чаще всего их приходится заказывать.
Каркас представляет собой набор металлических реек, соединенных между собой в модульную решетку.
Конструкция подвесного потолка состоит из следующих компонентов:
– несущий каркас из металлических труб, уголков, швеллеров и пр.;
– заполнение (плиты, рейки, листы и пр.).
В качестве несомых элементов подвесного потолка или его заполнения используют гипсовые плиты или ДСП, плиты «Акмигран» и «Акминит», плиты из металлических листов, асбестоцементные листы и др. Для устройства акустических подвесных потолков применяют минераловатные плиты, перфорированные гипсовые и металлические плиты, двуслойные плиты с лицевым перфорированным слоем из минераловатной плиты и ДВП.
Подвесные потолки бывают двух видов:
– плиточные;
– реечные.
Плиточные, в свою очередь, подразделяются на влагостойкие и невлагостойкие. Первые чаще всего используются в ванных комнатах, туалетах и на кухнях. Невлагостойкие потолки в этих помещениях устраивать не рекомендуется, так как спустя какое-то время установленные плитки покоробятся и попросту выйдут из строя.
В этом отношении самыми удобными являются реечные потолки: дело в том, что подвесные реечные потолки изготовлены из алюминия, который не боится влаги.Плиточные подвесные потолки
На российском рынке имеется богатый выбор потолков данного типа. Они различаются не только по цене, но и по качеству и назначению, каждый подвесной потолок имеет свои особенности и отличия.
При покупке подвесного потолка особое внимание следует обратить на стыковку плит с каркасом. Дело в том, что продавцы довольно часто продают каркас одной фирмы-производителя, а плиты – другой. Смонтировать такой потолок очень трудно.
Если удастся это сделать, нет гарантии, что он прослужит долго: такой потолок очень быстро начнет деформироваться. Необходимо следить за тем, чтобы форма кромок плит соответствовала типу каркаса.
Самостоятельно смонтировать подвесной потолок можно только в помещениях небольшой площади. В другом случае, особенно если нет опыта подобной работы, лучше всего воспользоваться услугами профессиональных монтажников.
Подвесные каркасы делятся на 3 вида:
– видимый каркас;
– полускрытый каркас;
– скрытый каркас.
В России наибольшее распространение получили видимые и полускрытые каркасы, что обусловлено низкими ценами и простотой монтажа.
Сами подвесные потолки бывают плоскостные и криволинейные.
Последние удобно монтировать при составлении разноуровневых потолков.
В зависимости от материалов, из которых изготовлены потолочные системы, подвесные потолки делятся на следующие виды:
– потолки из минераловатных плит;
– потолки из минераловолокнистых плит;
– потолки из гипсовых плит;
– зеркальные потолки;
– металлические потолки;
– потолки с искусственным освещением.Общая характеристика потолков из минераловолокнистых плит
Минеральное волокно – экологически чистый материал, обеспечивающий отличную звукоизоляцию и тепло. Однако в помещениях с повышенной влажностью (например, кухнях и ванных комнатах) этот материал использовать не рекомендуется.
После покупки, в том случае, если потолок монтируется не сразу, плиты хранят в помещении с температурой 18–30 °C при относительной влажности 70 %. Однако плиты некоторых фирм-производителей можно устанавливать в помещениях с температурой до 40 °C и влажностью до 95 %.
Плиты чаще всего имеют белый цвет, но некоторые производители выпускают панели, окрашенные в различные цвета. Также плиты можно окрашивать латексными красками, однако при этом огнестойкость данного материала понижается.
Потолки из минераловолокнистых плит имеют различную структуру поверхности: гладкая обладает хорошим светоотражением в помещениях с непрямым освещением, фактурная обеспечивает хорошую звукоизоляцию благодаря незаметным микроотверстиям.Общая характеристика потолков из минераловатных плит
Минераловатные плиты представляют собой панели с высокими шумопоглощающими свойствами. Чаще всего эти плиты называют акустическими. Они обладают следующими свойствами:
– снижают общий уровень шума; коэффициент звукопоглощения варьируется от 75 до 90 %;
– отвечают российским стандартам пожарной безопасности;
– могут использоваться в помещениях с повышенной влажностью воздуха (до 95 %).
Существует около 1000 различных оттенков минераловатных плит. При правильной эксплуатации можно надолго сохранить первоначальный цвет таких потолков.Плиточные потолки из пенополистирола
Самым недорогим и практичным материалом для отделки потолка считается декоративная потолочная плитка из полистирола. С помощью обычных инструментов можно довольно быстро оклеить потолок. При работе с полистирольными плитами необходимо знать некоторые правила. Первое – выбор плиток при покупке. Полистирольные плитки подразделяются на 3 основные группы:
– прессованные (штампованные);
– инжекционные;
– экструдированные.
Прессованные плитки производятся из полос толщиной 6–7 мм, нарезанных из блоков пенополистирола строительного назначения.
Инжекционные получают в пресс-формах формовочно-литьевого автомата путем спекания пенополистирольного сырья. Толщина готовых плит 9–14 мм.
Экструдированные получают из экструдированной полистирольной полосы, окрашенной или покрытой пленкой способом прессования.
Второе правило – геометрически выверенные размеры плитки. Большие погрешности в плитке становятся заметными при отделке потолка.
Правильные размеры чаще всего имеет только инжекционная плитка благодаря технологии производства, в то время как прессованная и экструдированная плитка довольно часто характеризуются некоторыми неточностями в размерах.
Производители экструдированной и прессованной плитки продолжают совершенствовать геометрические размеры изделий и добиваются положительных результатов. Тем не менее при покупке обязательно следует проверять плитки.
Третье правило – просушивание пенополистирольных плиток до монтажа в сухом и теплом помещении в течение 3 дней в распакованном виде, иначе вследствие усадки на потолке между плитками могут появиться щели. В особенности это касается инжекционных плиток.
Четвертое правило – сажать плитки следует только на клей, который после сушки становится прозрачным.Инструменты и материалы для устройства подвесного потолка
Для монтажа подвесного потолка фирмы потребуются следующие инструменты:
– рулетка;
– ножницы по металлу;
– отбивной шнур;
– дрель;
– нож со сменными лезвиями для резки плиток;
– ножовка по металлу.
Инструменты для приклейки пенополистирольных плиток:
– гвозди 70–80 мм для монтажа деревянного каркаса под плиты;
– рулетка;
– отбивной шнур;
– молоток;
– нож со сменными лезвиями для резки плиток;
– ножовка по дереву;
– шпатель для нанесения клеевого состава на плитки.
Для наклеивания декоративных пенополистирольных плиток на любые впитывающие минеральные поверхности используют клей на основе ПВА с наполнителями. При высыхании такой клей имеет серо-белый или кремовый цвет. Поэтому в некоторых случаях необходимо брать другой клей – на основе ПВА, но без наполнителей: такой клей после сушки становится прозрачным. Предварительно деревянный каркас огрунтовывают водным раствором ПВА.
Пенополистирольные плитки отечественного производства «Акмигран» и «Акминит» в основном используют в жилых помещениях. Выпускаются такие плитки в виде квадратов размерами 300 х 300, 600 х 600 и 900 х 900 мм, толщиной 20 мм. Облегченная конструкция, правильная прямоугольная форма, ровная лицевая поверхность делают плитки «Акмигран» и «Акминит» очень удобными для облицовки потолков в домашних условиях.
Лицевая сторона плиток матовая, равномерно окрашенная, может быть гладкой, пористой и с различной фактурой (под пробку, джутовое плетение, рифленой, трещиноватой и т. д.).
Крепят данные плитки на черновой каркас. Для более удобного крепления на боковых гранях плиток имеются пазы и выступы.Облицовка потолка минеральными плитками «Акмигран» и «Акминит» и гипсовыми декоративными плитками
В облицовочных работах по отделке потолка различают два способа: устройство плиточных потолков каркасной конструкции и облицовка плитками потолков бескаркасной конструкции. Устройство плиточных потолков каркасной конструкции предполагает наличие горизонтальных направляющих с подвесками (выполняющими несущую функцию подвесного потолка), заделанными в перекрытия. Монтаж таких направляющих возможен лишь при возведении несущих конструкций здания. Поэтому самостоятельно в домашних условиях такой подвесной потолок устроить технически невозможно.
Произвести облицовку потолка бескаркасной конструкции сможет практически каждый. Облицовочные работы принято вести двумя способами: с устройством чернового каркаса и без него.Устройство плиточного потолка на черновом каркасе
Монтаж конструкции, как и в других случаях, подразделяется на несколько этапов:
– подготовка, разбивка и провешивание поверхности;
– подготовка материала;
– установка плиток.
Подготовка поверхности заключается лишь в ее очистке от пыли, это вызвано больше гигиеническими требованиями, а не технологическими. При подготовке плиток сортируют их по наличию пазов и выступов на боковых гранях, в прорези вставляют закладные крюки, соединенные крепежной скобкой (рис. 21).
Рис. 21. Подготовка плиток для устройства потолка: 1 – облицовочная плитка; 2 – закладные крюки; 3 – крепежная скоба.Разбивку и провешивание поверхности начинают с определения чистого уровня потолка. Для этого гибким уровнем определяют и отмечают линии низа потолка (по ним будут установлены пристенные опорные уголки). Затем с помощью рулетки и угольника на полу помещения определяют продольную и поперечную оси и закрепляют их причальными шнурами; по одну сторону от оси раскладывают плитки, определяя таким образом количество плиток в ряду. Ряды, примыкающие к стенам, заполняют неполномерными плитками.
После этого приступают к сооружению и установке чернового каркаса: для этого в потолке по каждому предполагаемому ряду (с шагом в ряду 1 м) закрепляют стальные штыри так, как это показано на рисунке 22.
Рис. 22. Крепление чернового каркаса к потолку: 1 – отверстие в потолке; 2 – пластмассовая пробка; 3 – стальной штырь с резьбой.В потолке просверливают отверстия и забивают туда пластмассовые пробки от дюбелей или деревянные шпонки, в которые ввинчивают стальные штыри.
На стальных штырях закрепляют стальной пруток, выполняющий роль горизонтальной направляющей для крепления облицовочных плиток. По периметру стен по линиям низа потолка устанавливают опорные уголки. Черновой каркас для облицовки плитками потолка бескаркасной конструкции готов.
Следующий этап – непосредственно облицовка. Закрепив за опорные уголки на противоположных стенах причальный шнур для первого ряда (фиксирующий нижнюю плоскость потолка), от угла помещения начинают установку плит (рис. 23).
Рис. 23 Устройство плиточного потолка с использованием чернового каркаса: 1 – элементы чернового каркаса; 2 – облицовочные плитки; 3 – закладные крюки; 4 – крепежная скоба; 5 – вертикальная подвеска; 6 – согнутая (пружинная) пластина; 7 – пристенный опорный уголок.Первую плитку опирают двумя сторонами на уголки, а угол с установленными крепежными скобами с помощью вертикальной подвески и согнутой (пружинной) пластины крепят к горизонтальной направляющей чернового каркаса. Следующую плитку одной стороной опирают на пристенный опорный уголок, а выступ на ребре другой стороны совмещают с пазом уже установленной плитки. Свободный угол закрепляют (как и в первом случае) на горизонтальной направляющей чернового каркаса. И так далее до окончания ряда.
По ходу работы нужно следить за горизонтальностью плоскости подвесного потолка (для этого и нужен причальный шнур). Положение плиток, имеющих отклонение от горизонтали, регулируют смещением пружинной пластины по вертикальной подвеске.
Установка средних (не пристенных) плиток 2-го и последующих рядов отличается от установки плиток 1-го ряда тем, что 2 их стороны будут опираться не на пристенные уголки, а на пазы на ребрах ранее уложенных плиток.
По окончании облицовочных работ пристенные опорные уголки можно будет закрыть деревянным потолочным плинтусом.Устройство плиточного потолка без чернового каркаса
Подготовка поверхности потолка к укладке плиток и подготовка материала в данном случае полностью аналогичны предварительным работам при устройстве подвесного потолка с использованием чернового каркаса. Непосредственно облицовочные работы отличаются от способа облицовки с применением чернового каркаса весьма значительно.
Для начала по периметру помещения на стенах на уровне чистого потолка закрепляют опорные уголки. В потолке с шагом, равным длине плиток, просверливают отверстия, в которые забивают пластмассовые пробки от дюбелей либо деревянные шпонки. Затем с помощью дюбелей или шурупов ввинчивают в эти пробки или шпонки подвески для установки облицовочных плиток.
Работу начинают от угла помещения. Первую облицовочную плитку устанавливают следующим образом: 2 сторонами опирают на пристенные уголки, а свободный угол плитки надевают крепежной скобой на подвеску. Вторую плитку устанавливают одной стороной на опорный уголок, выступ другой стороны вставляют в паз уже установленной плитки, а свободный угол закрепляют на подвеску аналогично 1-й плитке. Дальнейшую облицовку производят по уже отработанной технологии (рис. 24).
Рис. 24. Устройство плиточного потолка без применения чернового каркаса: 1 – облицовочные плитки; 2 – закладные крюки с крепежной скобой; 3 – подвеска; 4 – шуруп либо дюбель; 5 – пластмассовая пробка или деревянная шпонка; 6 – опорные уголки.Уход за плиточными потолками
Поскольку гипсовые материалы в достаточной степени обладают гигроскопичностью, то их не рекомендуется мыть. Пыль с таких поверхностей удаляют мягкой влажной ветошью, укрепленной на щетке с жесткой щетиной или на венике.
Облицовку в местах отслоения плиток ремонтируют, а треснувшие и сильно загрязненные плитки заменяют новыми (для этого следует оставлять запас материалов). В том случае, если при облицовке потолка были использованы минеральные плитки «Акмигран» и «Акминит», то уход за ними не допускает никакого контакта с водой, приемлема только сухая уборка с помощью пылесоса.Устройство реечных потолков
Реечный подвесной потолок (рис. 25) состоит из алюминиевых реек, загнутых по бокам. В основном в продаже бывают рейки длиной 3 и 4 м. В некоторых фирмах имеются специальные режущие станки, с помощью которых можно отрезать рейку любой длины. Ширина реек – 9, 10, 15, 20 см. Следует сказать, что чаще всего приобретают 10-сантиметровые рейки.
Рис. 25. Устройство реечного подвесного потолка.Другим важным параметром реек для подвесного потолка является их толщина. Чем толще рейка, тем надежнее будет потолок. Самая подходящая толщина для реек – 0,5 мм: этого будет достаточно для того, чтобы потолок не деформировался. Если рейки более тонкие, потолок может погнуться и на нем будут заметны вмятины.
Рейки для подвесных потолков бывают 3 типов:
– открытые;
– закрытые;
– со вставками.
Закрытые рейки (рис. 26) крепят встык, заводя друг за друга, в то время как между открытыми рейками остается небольшой зазор, который, однако, не заметен, если потолок высокий – около 5 м.
Рис. 26. Типы закрытых реек для подвесного потолка.Рейки со вставками (рис. 27) немного напоминают открытые, только расстояние между ними прикрывают узкие алюминиевые полоски.
Рис. 27. Рейки со вставками: а – изнаночная сторона; б – лицевая сторона.Рейки бывают самых разнообразных цветов, однако до сих пор самым популярным цветом остается белый.
При покупке потолка обращают внимание на то, чтобы рейки были упакованы в полиэтиленовую пленку, защищающую материал от царапин и повреждений во время транспортировки. Качественный товар продается именно так. Если потолок не упакован, имеет смысл отказаться от покупки. Все уважающие себя фирмы выпускают потолки на продажу только в полиэтиленовой упаковке.
Реечные потолки бывают открытыми и закрытыми. Основная особенность реечного потолка открытого типа состоит в наличии открытого пространства между декоративными панелями. Такие потолки, как правило, применяют в помещениях с высокими потолками. В обычных жилых помещениях такие потолки устанавливают очень редко, в основном из-за желания создать особое освещение: светильники на потолке должны быть развернуты таким образом, чтобы световой поток не попадал в межпотолочное пространство.
Существует 2 модификации реечных потолков открытого типа (рис. 28): 84 О и 84 О". В основном обе модели отличаются друг от друга шириной зазора между панелями: 6–16 см. Для моделирования таких элементов интерьера, как арки и переходы между разноуровневыми потолками в реечном потолке открытого типа используется стрингер AR.
Рис. 28. Модели потолков открытого типа: а – потолочная панель; б – стрингер; в – закрывающий профиль.Основное отличие потолка закрытого типа от открытого заключается в отсутствии открытого пространства между декоративными панелями. Потолок закрытого типа полностью скрывает внешние коммуникации – противопожарные, электрическую проводку. Реечные закрытые потолки выпускаются следующих типов (рис. 29): 84R, 15 °C и 84R (V).
Рис. 29. Модели потолков закрытого типа: а – потолочная панель; б – стрингер; в – закрывающий профиль.
К модели 84R относится профиль шириной 84 мм, с промежуточным профилем п-образной формы, шириной 16 мм.
К модели потолка 84R (V) относят широкий профиль шириной 84 мм, промежуточный профиль v-образной формы, шириной 16 мм. Указанные выше типы подвесных реечных потолков различаются по дизайну, но совмещаются с помощью стрингера R (подвесной системы), одинакового для всех типов. Для моделирования арок, волн и переходов между различными по высоте уровнями в реечном потолке закрытого типа применяется радиусный стрингер AR. Комплект подвесного потолка закрытого типа 150C включает в себя профили шириной 150 мм, крепление которых на стрингер производится стык в стык.Монтаж подвесных реечных потолков
В комплект подвесного потолка входят:
– собственно рейки;
– шина (каркас);
– плинтус.
Также к комплекту прилагается и инструкция по монтажу.
Кроме реек, важной составной частью конструкции является шина, представляющая собой стальную или алюминиевую планку с зубчиками, за которые цепляют рейки. Для каждого типа реек требуется особая шина, чтобы на готовом покрытии не было перекосов, щелей и изгибов. Кроме того, рейки одной фирмы нельзя крепить на шину другой.
Шину с прикрепленными к ней рейками цепляют за подвес, который можно регулировать по высоте. Это очень важная деталь всей конструкции: потолок получил свое название потому, что висит на подвесе. Следует помнить о том, что подвесные реечные потолки занимают достаточно много места (5–11 см высоты), и применение их в квартире с низкими потолками нецелесообразно.
Плинтус – это декоративная деталь, закрывающая стык между стеной и потолком.
Установку реечного подвесного потолка можно осуществить самостоятельно. Особых умений не потребуется. Главное – действовать очень осторожно, придерживаясь инструкции.
В том случае, если требуется объединить потолком два помещения, находящихся на разных уровнях, приобретают изогнутый подвесной реечный потолок (рис. 30).
Рис. 30. Рейки для изогнутого подвесного потолка.Весь ассортимент реечных потолков условно можно разделить на 5 групп:
– металлик;
– матовый;
– глянцевый;
– зеркальный;
– фактурный.
Цветовая гамма реечных потолков представлена 27 оттенками, причем для каждого вида поверхности есть определенное количество оттенков. Так, например, для матового – 9, для глянцевого – 2, для металлика – 10, для зеркального – 4, для фактурного – 2.
Существуют следующие варианты сборки реечных потолков (рис. 31):
– геометрический узор;
– разноуровневый потолок;
– зеркальный;
– комбинированный (совмещение реечного потолка с другими видами отделки, например, гипсокартоном);
– зональное разделение комнат;
– оформление арок;
– моделирование волн.
[ http://stroy-zametki.narod.ru/2_31.html#1]Тематики
EN
DE
FR
Русско-английский словарь нормативно-технической терминологии > подвесной потолок
-
29 подвесной потолок
потолок подвесной
Потолок, прикрепляемый к перекрытию на подвесках
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]
подвесной потолок
фальшпотолок
навесной потолок
Потолок, состоящий из съемных и взаимозаменяемых панелей, который создает область между декоративной поверхностью и структурой над ней.
(ISO/IEC 11801)
[ http://www.iks-media.ru/glossary/index.html?glossid=2400324]
Устройство подвесного потолка
Устройство подвесных потолков: 1 — гипсоволоконные плиты; 2 — направляющие Т-профили; 3 — промежуточные Т-профили; 4 — подвески с регулируемыми пластинами; 5 — уровень чистого потолка; 6 — пристенный уголокМонтируя подвесной потолок, сначала производят сборку направляющих профилей. В комплект подвесного потолка входит два вида профилей ( пристенный уголок и Т-образный профиль), а также вертикальные подвески и регулировочные пружинные пластины.
Сначала потолок очищают от грязи, пыли и проводят разметку. С помощью гибкого уровня провешивают и отмечают линию горизонта чистого потолка. Отмечают на всех стенах по периметру потолка точки уровня, а затем соединяют все точки сплошной линией.
Далее проводят разбивку потолка. Так как стандартный размер гипсовых и гипсоволоконных плит 60x60 см, то разметку крепления направляющих профилей проводят на расстоянии 60 см друг от друга. Сначала на полу комнаты проводят черновую раскладку плит, чтобы определять количество плит, помещающихся по длине и ширине комнаты. Если количество плит оказывается целое, то разметку на потолке начинают, отступив от стены на расстояние 60 см. Если же количество плит — дробное, то для симметричного их размещения на потолке первые разметки от стен делают на расстоянии, равном половине остатка длины или ширины комнаты. Например: длина комнаты 500 см, делим на размер плитки 60 см и получаем 8 целых плиток (480 см) и 20 см остатка. Делим остаток пополам, полученные 10 см и есть расстояние, на которое необходимо отступить от стены (по длине комнаты) для разметки первого направляющего профиля. Отметив эту точку (вверху стен1>1 у потолка), отмечают такое же расстояние на противоположной стене. Между этими точками натягивают шнур и вдоль шнура на расстоянии 100 см друг от друга в поверхности потолка просверливают отверстия для креплений профиля. Отступив от первого ряда на 60 см, снова натягивают шнур и вдоль него просверливают отверстия под крепежные аксессуары. Таким образом, передвигая шнур на 60 см от предыдущего размеченного ряда, размечают и высверливают отверстия на всей поверхности потолка. Для крепления пристенных уголков также высверливают в намеченных местах над линией уровня чистого потолка.
Следующим шагом в устройстве потолка будет закрепление пристенного уголка. Длина уголка 360 см, он имеет два ребра, одно из которых содержит многочисленные отверстия для крепления, а второе ребро с наружной стороны покрыто (декорировано) эмалью или винилом. Уголок крепят к стене декорированной стороной вниз. Если длина стены больше длины уголка, то уголок наращивают путем стыковки с отрезком уголка необходимой длины. В углах комнаты профили сопрягают, обрезав декоративное ребро под углом 45°. Раскрой профилей производят ножовкой по металлу. Прикручивают уголок к стенам с помощью шурупов, строго следя за совпадением лицевой стороны уголка с линией уровня чистого потолка.
Далее необходимо подвесить направляющие Т-образные профили. В высверленные отверстия в потолке забивают пластмассовые или деревянные пробки и вкручивают в них крюкообразные дюбеля. Собирают вертикальные подвески, вставляя их по двое в пружинную (Н-образную) пластину, причем с одной стороны вставляют прут-подвеску с петлей, а с другой стороны — подвеску с крюком. Подвеску в сборе петлей набрасывают на крюк дюбеля. Сначала цепляют крайние в ряду подвески, на крюки подвесок цепляют Т-образный профиль лицевой стороной вниз и регулируют с помощью пружинной пластины, поднимая или опуская ее, уровень профиля совмещая с уровнем пристенных уголков — лицевые плоскости уголка и профиля должны совпадать. Если расстояние от стены до стены в направляющих радах больше длины профиля, то второй конец профиля регулируют по высоте с помощью гибкого уровня. Недостающий кусок профиля наращивают, соединив в торец имеющимися на концах профилей замками-защелками.
Отрегулировав уровень профиля на концах, на дюбеля в этом ряду цепляют остальные промежуточные подвески и на их крюки подвешивают весь направляющий профиль. При помощи гибкого уровня проверяют уровень профиля по всей длине, и провисшие места поднимают с помощью регулировки вертикальных подвесок. Таким же способом подвешивают остальные направляющие профили. После подвешивания всех рядов направляющих профилей и окончательной проверки уровня потолка можно приступать к самой облицовке потолка.
В комплект подвесного потолка входят, кроме направляющих, еще промежуточные вставки Т-образного профиля. Длина их 60 см, и предназначены они для поперечного прокладывания между облицовочными плитками в каждом ряду. Поэтому, приступая к облицовке, необходимо приготовить для двух пристенных рядов не только неполномерные плитки, но и в соответствии с шириной этих рядов нарезать прокладочные профили. Для раскроя профилей используют ножовку по металлу, а для нарезки плиток из гипсоволокна — острый нож. Если в длину ряда также не помещается целое количество плиток, то крайние плитки в рядах нарезают, рассчитав остаток в ряду и поделив пополам. Например: длина ряда 350 см делится на 60 см и остаток, равный 50 см, делится на два — 25 см, это ширина всех краевых плиток в каждом ряду.
Укладку плиток начинают с угла комнаты. Берут краевую плитку первого ряда (если краевые ряды и краевые плитки неполномерные, она должна быть по расчетам взятого для примера помещения 10x25 см) и укладывают в углу комнаты, опирая двумя сторонами на уголок и третьей стороной — на направляющий профиль. К четвертой стороне плитки приставляют промежуточный профиль, оперев на пристенный уголок и направляющий профиль.
Следующую плитку укладывают впритык к промежуточному профилю, оперев тремя сторонами на уголок, на промежуточный профиль и на направляющий. Таким образом заполняют весь ряд неполномерными плитками и прокладывают промежуточными неполномерными профилями.
Последняя плитка в ряду должна быть, как и первая, самая маленькая по размеру. Следующие ряды заполняются полномерными плитками и прокладочными профилями и только краевые плитки в рядах неполномерные. Первые плитки последующих рядов опираются одной стороной на пристенный уголок, двумя сторонами — на направляющие профили, а четвертой — на приставленный к плитке промежуточный профиль. Остальные плитки опираются противоположными сторонами на направляющие и промежуточные профили.
Последний ряд, как и первый, собирается из неполномерных плиток и укороченных по ширине ряда промежуточных профилей. Некоторую трудность составляет укладка последней плитки в последнем ряду. Потолочный массив в конце сборки имеет определенное напряжение, и плитки последнего ряда устанавливаются на место впритирку. Поэтому имеет смысл уменьшить их в размере на 2-3 мм по длине и ширине.
Для устройства в подвесном потолке системы электрического освещения используют осветительные щиты с вмонтированными в них приборами освещения. Размеры щитов 60x60 см. Устанавливаются они в подвесном потолке в намеченном месте вместо облицовочных плит таким же способом, как и сами плиты.
[ http://www.helpmaste.ru/artcl-ustrvo_podvesnuh_potolkov.html]
Пожалуй, самыми популярными сегодня считаются подвесные потолки. Они позволяют:
– скрыть коммуникации, смонтированные на потолке, оставив при этом доступ к электрической проводке, вентиляционному и тепловому оборудованию и пр.;
– встраивать разнообразные осветительные приборы;
– устанавливать системы пожаротушения и вентиляционные решетки;
– выравнивать разноуровневый потолок;
– создавать разноуровневый потолок при изначально плоском базовом потолке;
– улучшать акустику помещений.
В современном строительстве широко используются потолки из минераловатных или минераловолокнистых плит.
Плиточные подвесные потолки состоят из каркаса и плит из мягкого или твердого минерального волокна толщиной 1,5 см и размерами 600 х 600 или 610 х 610 мм. В каталоге фирмы «Armstrong» имеются также плиты 600 х 1200 и 625 х 1250 мм. Однако в наличии они бывают не всегда, и чаще всего их приходится заказывать.
Каркас представляет собой набор металлических реек, соединенных между собой в модульную решетку.
Конструкция подвесного потолка состоит из следующих компонентов:
– несущий каркас из металлических труб, уголков, швеллеров и пр.;
– заполнение (плиты, рейки, листы и пр.).
В качестве несомых элементов подвесного потолка или его заполнения используют гипсовые плиты или ДСП, плиты «Акмигран» и «Акминит», плиты из металлических листов, асбестоцементные листы и др. Для устройства акустических подвесных потолков применяют минераловатные плиты, перфорированные гипсовые и металлические плиты, двуслойные плиты с лицевым перфорированным слоем из минераловатной плиты и ДВП.
Подвесные потолки бывают двух видов:
– плиточные;
– реечные.
Плиточные, в свою очередь, подразделяются на влагостойкие и невлагостойкие. Первые чаще всего используются в ванных комнатах, туалетах и на кухнях. Невлагостойкие потолки в этих помещениях устраивать не рекомендуется, так как спустя какое-то время установленные плитки покоробятся и попросту выйдут из строя.
В этом отношении самыми удобными являются реечные потолки: дело в том, что подвесные реечные потолки изготовлены из алюминия, который не боится влаги.Плиточные подвесные потолки
На российском рынке имеется богатый выбор потолков данного типа. Они различаются не только по цене, но и по качеству и назначению, каждый подвесной потолок имеет свои особенности и отличия.
При покупке подвесного потолка особое внимание следует обратить на стыковку плит с каркасом. Дело в том, что продавцы довольно часто продают каркас одной фирмы-производителя, а плиты – другой. Смонтировать такой потолок очень трудно.
Если удастся это сделать, нет гарантии, что он прослужит долго: такой потолок очень быстро начнет деформироваться. Необходимо следить за тем, чтобы форма кромок плит соответствовала типу каркаса.
Самостоятельно смонтировать подвесной потолок можно только в помещениях небольшой площади. В другом случае, особенно если нет опыта подобной работы, лучше всего воспользоваться услугами профессиональных монтажников.
Подвесные каркасы делятся на 3 вида:
– видимый каркас;
– полускрытый каркас;
– скрытый каркас.
В России наибольшее распространение получили видимые и полускрытые каркасы, что обусловлено низкими ценами и простотой монтажа.
Сами подвесные потолки бывают плоскостные и криволинейные.
Последние удобно монтировать при составлении разноуровневых потолков.
В зависимости от материалов, из которых изготовлены потолочные системы, подвесные потолки делятся на следующие виды:
– потолки из минераловатных плит;
– потолки из минераловолокнистых плит;
– потолки из гипсовых плит;
– зеркальные потолки;
– металлические потолки;
– потолки с искусственным освещением.Общая характеристика потолков из минераловолокнистых плит
Минеральное волокно – экологически чистый материал, обеспечивающий отличную звукоизоляцию и тепло. Однако в помещениях с повышенной влажностью (например, кухнях и ванных комнатах) этот материал использовать не рекомендуется.
После покупки, в том случае, если потолок монтируется не сразу, плиты хранят в помещении с температурой 18–30 °C при относительной влажности 70 %. Однако плиты некоторых фирм-производителей можно устанавливать в помещениях с температурой до 40 °C и влажностью до 95 %.
Плиты чаще всего имеют белый цвет, но некоторые производители выпускают панели, окрашенные в различные цвета. Также плиты можно окрашивать латексными красками, однако при этом огнестойкость данного материала понижается.
Потолки из минераловолокнистых плит имеют различную структуру поверхности: гладкая обладает хорошим светоотражением в помещениях с непрямым освещением, фактурная обеспечивает хорошую звукоизоляцию благодаря незаметным микроотверстиям.Общая характеристика потолков из минераловатных плит
Минераловатные плиты представляют собой панели с высокими шумопоглощающими свойствами. Чаще всего эти плиты называют акустическими. Они обладают следующими свойствами:
– снижают общий уровень шума; коэффициент звукопоглощения варьируется от 75 до 90 %;
– отвечают российским стандартам пожарной безопасности;
– могут использоваться в помещениях с повышенной влажностью воздуха (до 95 %).
Существует около 1000 различных оттенков минераловатных плит. При правильной эксплуатации можно надолго сохранить первоначальный цвет таких потолков.Плиточные потолки из пенополистирола
Самым недорогим и практичным материалом для отделки потолка считается декоративная потолочная плитка из полистирола. С помощью обычных инструментов можно довольно быстро оклеить потолок. При работе с полистирольными плитами необходимо знать некоторые правила. Первое – выбор плиток при покупке. Полистирольные плитки подразделяются на 3 основные группы:
– прессованные (штампованные);
– инжекционные;
– экструдированные.
Прессованные плитки производятся из полос толщиной 6–7 мм, нарезанных из блоков пенополистирола строительного назначения.
Инжекционные получают в пресс-формах формовочно-литьевого автомата путем спекания пенополистирольного сырья. Толщина готовых плит 9–14 мм.
Экструдированные получают из экструдированной полистирольной полосы, окрашенной или покрытой пленкой способом прессования.
Второе правило – геометрически выверенные размеры плитки. Большие погрешности в плитке становятся заметными при отделке потолка.
Правильные размеры чаще всего имеет только инжекционная плитка благодаря технологии производства, в то время как прессованная и экструдированная плитка довольно часто характеризуются некоторыми неточностями в размерах.
Производители экструдированной и прессованной плитки продолжают совершенствовать геометрические размеры изделий и добиваются положительных результатов. Тем не менее при покупке обязательно следует проверять плитки.
Третье правило – просушивание пенополистирольных плиток до монтажа в сухом и теплом помещении в течение 3 дней в распакованном виде, иначе вследствие усадки на потолке между плитками могут появиться щели. В особенности это касается инжекционных плиток.
Четвертое правило – сажать плитки следует только на клей, который после сушки становится прозрачным.Инструменты и материалы для устройства подвесного потолка
Для монтажа подвесного потолка фирмы потребуются следующие инструменты:
– рулетка;
– ножницы по металлу;
– отбивной шнур;
– дрель;
– нож со сменными лезвиями для резки плиток;
– ножовка по металлу.
Инструменты для приклейки пенополистирольных плиток:
– гвозди 70–80 мм для монтажа деревянного каркаса под плиты;
– рулетка;
– отбивной шнур;
– молоток;
– нож со сменными лезвиями для резки плиток;
– ножовка по дереву;
– шпатель для нанесения клеевого состава на плитки.
Для наклеивания декоративных пенополистирольных плиток на любые впитывающие минеральные поверхности используют клей на основе ПВА с наполнителями. При высыхании такой клей имеет серо-белый или кремовый цвет. Поэтому в некоторых случаях необходимо брать другой клей – на основе ПВА, но без наполнителей: такой клей после сушки становится прозрачным. Предварительно деревянный каркас огрунтовывают водным раствором ПВА.
Пенополистирольные плитки отечественного производства «Акмигран» и «Акминит» в основном используют в жилых помещениях. Выпускаются такие плитки в виде квадратов размерами 300 х 300, 600 х 600 и 900 х 900 мм, толщиной 20 мм. Облегченная конструкция, правильная прямоугольная форма, ровная лицевая поверхность делают плитки «Акмигран» и «Акминит» очень удобными для облицовки потолков в домашних условиях.
Лицевая сторона плиток матовая, равномерно окрашенная, может быть гладкой, пористой и с различной фактурой (под пробку, джутовое плетение, рифленой, трещиноватой и т. д.).
Крепят данные плитки на черновой каркас. Для более удобного крепления на боковых гранях плиток имеются пазы и выступы.Облицовка потолка минеральными плитками «Акмигран» и «Акминит» и гипсовыми декоративными плитками
В облицовочных работах по отделке потолка различают два способа: устройство плиточных потолков каркасной конструкции и облицовка плитками потолков бескаркасной конструкции. Устройство плиточных потолков каркасной конструкции предполагает наличие горизонтальных направляющих с подвесками (выполняющими несущую функцию подвесного потолка), заделанными в перекрытия. Монтаж таких направляющих возможен лишь при возведении несущих конструкций здания. Поэтому самостоятельно в домашних условиях такой подвесной потолок устроить технически невозможно.
Произвести облицовку потолка бескаркасной конструкции сможет практически каждый. Облицовочные работы принято вести двумя способами: с устройством чернового каркаса и без него.Устройство плиточного потолка на черновом каркасе
Монтаж конструкции, как и в других случаях, подразделяется на несколько этапов:
– подготовка, разбивка и провешивание поверхности;
– подготовка материала;
– установка плиток.
Подготовка поверхности заключается лишь в ее очистке от пыли, это вызвано больше гигиеническими требованиями, а не технологическими. При подготовке плиток сортируют их по наличию пазов и выступов на боковых гранях, в прорези вставляют закладные крюки, соединенные крепежной скобкой (рис. 21).
Рис. 21. Подготовка плиток для устройства потолка: 1 – облицовочная плитка; 2 – закладные крюки; 3 – крепежная скоба.Разбивку и провешивание поверхности начинают с определения чистого уровня потолка. Для этого гибким уровнем определяют и отмечают линии низа потолка (по ним будут установлены пристенные опорные уголки). Затем с помощью рулетки и угольника на полу помещения определяют продольную и поперечную оси и закрепляют их причальными шнурами; по одну сторону от оси раскладывают плитки, определяя таким образом количество плиток в ряду. Ряды, примыкающие к стенам, заполняют неполномерными плитками.
После этого приступают к сооружению и установке чернового каркаса: для этого в потолке по каждому предполагаемому ряду (с шагом в ряду 1 м) закрепляют стальные штыри так, как это показано на рисунке 22.
Рис. 22. Крепление чернового каркаса к потолку: 1 – отверстие в потолке; 2 – пластмассовая пробка; 3 – стальной штырь с резьбой.В потолке просверливают отверстия и забивают туда пластмассовые пробки от дюбелей или деревянные шпонки, в которые ввинчивают стальные штыри.
На стальных штырях закрепляют стальной пруток, выполняющий роль горизонтальной направляющей для крепления облицовочных плиток. По периметру стен по линиям низа потолка устанавливают опорные уголки. Черновой каркас для облицовки плитками потолка бескаркасной конструкции готов.
Следующий этап – непосредственно облицовка. Закрепив за опорные уголки на противоположных стенах причальный шнур для первого ряда (фиксирующий нижнюю плоскость потолка), от угла помещения начинают установку плит (рис. 23).
Рис. 23 Устройство плиточного потолка с использованием чернового каркаса: 1 – элементы чернового каркаса; 2 – облицовочные плитки; 3 – закладные крюки; 4 – крепежная скоба; 5 – вертикальная подвеска; 6 – согнутая (пружинная) пластина; 7 – пристенный опорный уголок.Первую плитку опирают двумя сторонами на уголки, а угол с установленными крепежными скобами с помощью вертикальной подвески и согнутой (пружинной) пластины крепят к горизонтальной направляющей чернового каркаса. Следующую плитку одной стороной опирают на пристенный опорный уголок, а выступ на ребре другой стороны совмещают с пазом уже установленной плитки. Свободный угол закрепляют (как и в первом случае) на горизонтальной направляющей чернового каркаса. И так далее до окончания ряда.
По ходу работы нужно следить за горизонтальностью плоскости подвесного потолка (для этого и нужен причальный шнур). Положение плиток, имеющих отклонение от горизонтали, регулируют смещением пружинной пластины по вертикальной подвеске.
Установка средних (не пристенных) плиток 2-го и последующих рядов отличается от установки плиток 1-го ряда тем, что 2 их стороны будут опираться не на пристенные уголки, а на пазы на ребрах ранее уложенных плиток.
По окончании облицовочных работ пристенные опорные уголки можно будет закрыть деревянным потолочным плинтусом.Устройство плиточного потолка без чернового каркаса
Подготовка поверхности потолка к укладке плиток и подготовка материала в данном случае полностью аналогичны предварительным работам при устройстве подвесного потолка с использованием чернового каркаса. Непосредственно облицовочные работы отличаются от способа облицовки с применением чернового каркаса весьма значительно.
Для начала по периметру помещения на стенах на уровне чистого потолка закрепляют опорные уголки. В потолке с шагом, равным длине плиток, просверливают отверстия, в которые забивают пластмассовые пробки от дюбелей либо деревянные шпонки. Затем с помощью дюбелей или шурупов ввинчивают в эти пробки или шпонки подвески для установки облицовочных плиток.
Работу начинают от угла помещения. Первую облицовочную плитку устанавливают следующим образом: 2 сторонами опирают на пристенные уголки, а свободный угол плитки надевают крепежной скобой на подвеску. Вторую плитку устанавливают одной стороной на опорный уголок, выступ другой стороны вставляют в паз уже установленной плитки, а свободный угол закрепляют на подвеску аналогично 1-й плитке. Дальнейшую облицовку производят по уже отработанной технологии (рис. 24).
Рис. 24. Устройство плиточного потолка без применения чернового каркаса: 1 – облицовочные плитки; 2 – закладные крюки с крепежной скобой; 3 – подвеска; 4 – шуруп либо дюбель; 5 – пластмассовая пробка или деревянная шпонка; 6 – опорные уголки.Уход за плиточными потолками
Поскольку гипсовые материалы в достаточной степени обладают гигроскопичностью, то их не рекомендуется мыть. Пыль с таких поверхностей удаляют мягкой влажной ветошью, укрепленной на щетке с жесткой щетиной или на венике.
Облицовку в местах отслоения плиток ремонтируют, а треснувшие и сильно загрязненные плитки заменяют новыми (для этого следует оставлять запас материалов). В том случае, если при облицовке потолка были использованы минеральные плитки «Акмигран» и «Акминит», то уход за ними не допускает никакого контакта с водой, приемлема только сухая уборка с помощью пылесоса.Устройство реечных потолков
Реечный подвесной потолок (рис. 25) состоит из алюминиевых реек, загнутых по бокам. В основном в продаже бывают рейки длиной 3 и 4 м. В некоторых фирмах имеются специальные режущие станки, с помощью которых можно отрезать рейку любой длины. Ширина реек – 9, 10, 15, 20 см. Следует сказать, что чаще всего приобретают 10-сантиметровые рейки.
Рис. 25. Устройство реечного подвесного потолка.Другим важным параметром реек для подвесного потолка является их толщина. Чем толще рейка, тем надежнее будет потолок. Самая подходящая толщина для реек – 0,5 мм: этого будет достаточно для того, чтобы потолок не деформировался. Если рейки более тонкие, потолок может погнуться и на нем будут заметны вмятины.
Рейки для подвесных потолков бывают 3 типов:
– открытые;
– закрытые;
– со вставками.
Закрытые рейки (рис. 26) крепят встык, заводя друг за друга, в то время как между открытыми рейками остается небольшой зазор, который, однако, не заметен, если потолок высокий – около 5 м.
Рис. 26. Типы закрытых реек для подвесного потолка.Рейки со вставками (рис. 27) немного напоминают открытые, только расстояние между ними прикрывают узкие алюминиевые полоски.
Рис. 27. Рейки со вставками: а – изнаночная сторона; б – лицевая сторона.Рейки бывают самых разнообразных цветов, однако до сих пор самым популярным цветом остается белый.
При покупке потолка обращают внимание на то, чтобы рейки были упакованы в полиэтиленовую пленку, защищающую материал от царапин и повреждений во время транспортировки. Качественный товар продается именно так. Если потолок не упакован, имеет смысл отказаться от покупки. Все уважающие себя фирмы выпускают потолки на продажу только в полиэтиленовой упаковке.
Реечные потолки бывают открытыми и закрытыми. Основная особенность реечного потолка открытого типа состоит в наличии открытого пространства между декоративными панелями. Такие потолки, как правило, применяют в помещениях с высокими потолками. В обычных жилых помещениях такие потолки устанавливают очень редко, в основном из-за желания создать особое освещение: светильники на потолке должны быть развернуты таким образом, чтобы световой поток не попадал в межпотолочное пространство.
Существует 2 модификации реечных потолков открытого типа (рис. 28): 84 О и 84 О". В основном обе модели отличаются друг от друга шириной зазора между панелями: 6–16 см. Для моделирования таких элементов интерьера, как арки и переходы между разноуровневыми потолками в реечном потолке открытого типа используется стрингер AR.
Рис. 28. Модели потолков открытого типа: а – потолочная панель; б – стрингер; в – закрывающий профиль.Основное отличие потолка закрытого типа от открытого заключается в отсутствии открытого пространства между декоративными панелями. Потолок закрытого типа полностью скрывает внешние коммуникации – противопожарные, электрическую проводку. Реечные закрытые потолки выпускаются следующих типов (рис. 29): 84R, 15 °C и 84R (V).
Рис. 29. Модели потолков закрытого типа: а – потолочная панель; б – стрингер; в – закрывающий профиль.
К модели 84R относится профиль шириной 84 мм, с промежуточным профилем п-образной формы, шириной 16 мм.
К модели потолка 84R (V) относят широкий профиль шириной 84 мм, промежуточный профиль v-образной формы, шириной 16 мм. Указанные выше типы подвесных реечных потолков различаются по дизайну, но совмещаются с помощью стрингера R (подвесной системы), одинакового для всех типов. Для моделирования арок, волн и переходов между различными по высоте уровнями в реечном потолке закрытого типа применяется радиусный стрингер AR. Комплект подвесного потолка закрытого типа 150C включает в себя профили шириной 150 мм, крепление которых на стрингер производится стык в стык.Монтаж подвесных реечных потолков
В комплект подвесного потолка входят:
– собственно рейки;
– шина (каркас);
– плинтус.
Также к комплекту прилагается и инструкция по монтажу.
Кроме реек, важной составной частью конструкции является шина, представляющая собой стальную или алюминиевую планку с зубчиками, за которые цепляют рейки. Для каждого типа реек требуется особая шина, чтобы на готовом покрытии не было перекосов, щелей и изгибов. Кроме того, рейки одной фирмы нельзя крепить на шину другой.
Шину с прикрепленными к ней рейками цепляют за подвес, который можно регулировать по высоте. Это очень важная деталь всей конструкции: потолок получил свое название потому, что висит на подвесе. Следует помнить о том, что подвесные реечные потолки занимают достаточно много места (5–11 см высоты), и применение их в квартире с низкими потолками нецелесообразно.
Плинтус – это декоративная деталь, закрывающая стык между стеной и потолком.
Установку реечного подвесного потолка можно осуществить самостоятельно. Особых умений не потребуется. Главное – действовать очень осторожно, придерживаясь инструкции.
В том случае, если требуется объединить потолком два помещения, находящихся на разных уровнях, приобретают изогнутый подвесной реечный потолок (рис. 30).
Рис. 30. Рейки для изогнутого подвесного потолка.Весь ассортимент реечных потолков условно можно разделить на 5 групп:
– металлик;
– матовый;
– глянцевый;
– зеркальный;
– фактурный.
Цветовая гамма реечных потолков представлена 27 оттенками, причем для каждого вида поверхности есть определенное количество оттенков. Так, например, для матового – 9, для глянцевого – 2, для металлика – 10, для зеркального – 4, для фактурного – 2.
Существуют следующие варианты сборки реечных потолков (рис. 31):
– геометрический узор;
– разноуровневый потолок;
– зеркальный;
– комбинированный (совмещение реечного потолка с другими видами отделки, например, гипсокартоном);
– зональное разделение комнат;
– оформление арок;
– моделирование волн.
[ http://stroy-zametki.narod.ru/2_31.html#1]Тематики
EN
DE
FR
Русско-французский словарь нормативно-технической терминологии > подвесной потолок
-
30 дифференциальный манометр
дифференциальный манометр
дифманометр
Манометр для измерения разности двух давлений.
Примечание
Дифманометр с верхним пределом измерения не более 40000 Па (4000 кгс/м2) называется микроманометром.
[ГОСТ 8.271-77]
дифференциальный манометр
-
[Лугинский Я. Н. и др. Англо-русский словарь по электротехнике и электроэнергетике. 2-е издание - М.: РУССО, 1995 - 616 с.]EN
differential-pressure gage
(engineering) Apparatus to measure pressure differences between two points in a system; it can be a pressured liquid column balanced by a pressured liquid reservoir, a formed metallic pressure element with opposing force, or an electrical-electronic gage (such as strain, thermal-conductivity, or ionization).
[ http://www.answers.com/topic/differential-pressure-gage#ixzz1gzzibWaQ]Малые значения дифференциального давления могут измеряться приборами на основе мембран и сильфонов.
Манометры дифференциальные сильфонные показывающие типа ДСП-160 нашли широкое применение на территории СНГ. Принцип их действия основан на деформации двух автономных сильфонных блоков, находящихся под воздействием «плюсового» и «минусового» давления. Эти деформации преобразовываются в перемещение указательной стрелки прибора. Перемещение стрелки осуществляется до установления равновесия между «плюсовым» сильфоном, с одной стороны, и «минусовым» и цилиндрической пружиной - с другой.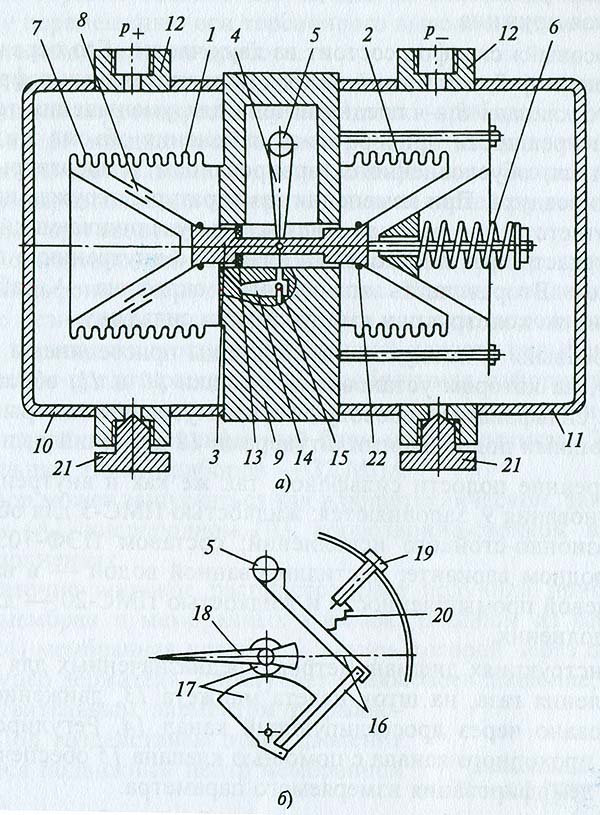
Рис. 2.23Дифференциальный сильфонный манометр:
а – схема привода стрелки;
б – блок первичного преобразования;
1 – «плюсовый» сильфон;
2 – «минусовый» сильфон;
3 – шток;
4 – рычаг;
5 – торсионный вывод;
6 – цилиндрическая пружина;
7 – компенсатор;
8 – плоскостный клапан;
9 – основание;
10 и 11 – крышки;
12 – подводящий штуцер;
13 – манжета;
14 – дросселирующий канал;
15 – клапан;
16 – рычажная система;
17 – трибко-секторный механизм;
18 – стрелка;
19 – регулировочный винт;
20 – натяжная пружина;
21 – пробка;
22 – уплотнительное резиновое кольцо«Плюсовый» 1 и «минусовый» 2 сильфоны (рис. Рис. 2.23, б) соединены между собой штоком 3, функционально связанным с рычагом 4, который, в свою очередь, неподвижно закреплен на оси торсионного вывода 5. К концу штока на выходе «минусового» сильфона присоединена цилиндрическая пружина 6, закрепленная нижним основанием на компенсаторе 7 и работающая на растяжение. Каждому номинальному перепаду давления соответствует определенная пружина.
«Плюсовый» сильфон состоит из двух частей. Его первая часть (компенсатор 7, состоящий из трех дополнительных гофр и плоскостных клапанов 8) предназначена для уменьшения температурной погрешности прибора из-за изменения объема жидкости-наполнителя, обусловленного варьированием температуры окружающего воздуха. При изменении температуры окружающей среды и соответственно рабочей жидкости ее увеличивающийся объем перетекает через плоскостный клапан во внутреннюю полость сильфонов. Вторая часть «плюсового» сильфона рабочая и идентична по конструкции «минусовому» сильфону.
«Плюсовый» и «минусовый» сильфоны присоединены к основанию 9, на котором установлены крышки 10 и 11, образующие вместе с сильфонами «плюсовую» и «минусовую» камеры с соответствующими подводящими штуцерами 12 давления р + и рВнутренние объемы сильфонов, так же как и внутренняя полость основания 9, заполняются: жидкостью ПМС-5 для обычного и коррозионно-стойкого исполнений; составом ПЭФ-703110 – в кислородном варианте; дистиллированной водой – в варианте для пищевой промышленности и жидкостью ПМС-20 – для газового исполнения.
В конструкциях дифманометров, предназначенных для измерения давления газа, на шток одета манжета 13, движение среды организовано через дросселирующий канал 14. Регулированием размера проходного канала с помощью клапана 15 обеспечивается степень демпфирования измеряемого параметра.
Дифманометр работает следующим образом. Среды «плюсового» и «минусового» давления поступают через подводящие штуцеры в «плюсовую» и «минусовую» камеры соответственно. «Плюсовое» давление в большей степени воздействует на сильфон 1, сжимая его. Это приводит к перетоку находящейся внутри жидкости в «минусовый» сильфон, который растягивается и разжимает цилиндрическую пружину. Такая динамика происходит до уравновешивания сил взаимодействия между «плюсовым» сильфоном и парой – «минусовый» сильфон – цилиндрическая пружина. Мерой деформации сильфонов и их упругого взаимодействия служит перемещение штока, которое передается на рычаг и соответственно на ось торсионного вывода. На этой оси (рис. 2.23,а) закреплена рычажная система 16, обеспечивающая передачу вращения оси торсионного вывода к трибко-секторному механизму 17 и стрелке 18. Таким образом, воздействие на один из сильфонов приводит к угловому перемещению оси торсионного вывода и затем к повороту указательной стрелки прибора.
Регулировочным винтом 19 с помощью натяжной пружины 20 производится корректировка нулевой точки прибора.
Пробки 21 предназначены для продувки импульсных линий, промывки измерительных полостей сильфонного блока, слива рабочей среды, заполнения измерительных полостей разделительной жидкостью при вводе прибора в работу.
При односторонней перегрузке одной из камер происходит сжатие сильфона и перемещение штока. Клапан в виде уплотнительного резинового кольца 22 садится в гнездо основания, перекрывает переток жидкости из внутренней полости сильфона, и таким образом предотвращается его необратимая деформация. При непродолжительных перегрузках разность «плюсового» и «минусового» давления на сильфонный блок может достигать 25 МПа, а в отдельных типах приборов не превышать 32 МПа.
прибор может выпускаться как в общетеническом, так и в аммиачном (А), кислородном (К), коррозионно-стойком-пищевом (Пп) исполнениях.
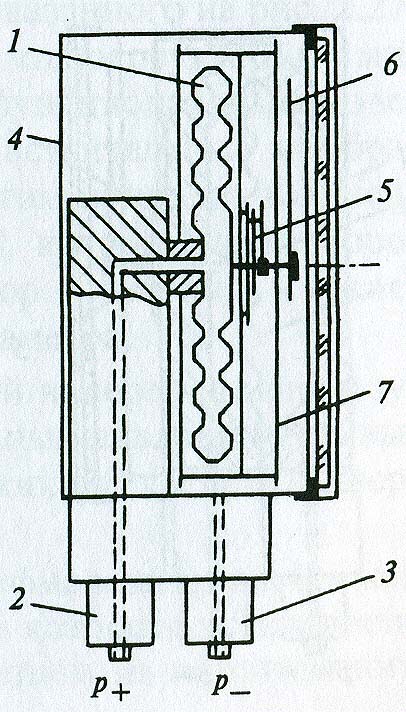
Рис. 2.24Показывающий дифференциальный манометр на основе мембранной коробки:
1 – мембранная коробка;
2 – держатель «плюсового» давления;
3 – держатель «минусового» давления;
4 – корпус;
5 – передаточный механизм;
6 – стрелка;
7 – циферблаДостаточно широкое распространение получили приборы на основе мембран и мембранных коробок. В одном из вариантов (рис. 2.24) мембранная коробка 1, внутрь которой через подводящий штуцер держателя 2 поступает «плюсовое» давление, является чувствительным элементом дифманометра. Под воздействием этого давления смещается подвижный центр мембранной коробки.
«Минусовое» давление через подводящий штуцер держателя 3 подается внутрь герметичного корпуса 4 прибора и воздействует на мембранную коробку снаружи, создавая противодействие перемещению ее подвижного центра. Таким образом «плюсовое» и «минусовое» давления уравновешивают друг друга, а перемещение подвижного центра мембранной коробки свидетельствует о величине разностного – дифференциального давления. Этот сдвиг через передаточный механизм передается на указательную стрелку 6, которая на шкале циферблата 7 показывает измеряемое дифференциальное давление.
Диапазон измеряемого давления определяется свойствами мембран и ограничивается, как правило, в пределах от 0 до 0,4…40 кПа. При этом класс точности может составлять 1,5; 1,0; 0,6; 0,4, а в некоторых приборах 0,25.
Обязательная конструктивная герметичность корпуса определяет высокую защищенность от внешних воздействий и определяется в основном уровнем IP66.
В качестве материала для чувствительных элементов приборов используется бериллиевая и другие бронзы, а также нержавеющая сталь, для штуцеров, передаточных механизмов – медные сплавы, коррозионно-стойкие сплавы, включая нержавеющую сталь.
Приборы могут изготавливаться в корпусах малых (63 мм), средних (100 мм), и больших (160 мм) диаметров.
Мембранные показывающие дифференциальные манометры, как и приборы с мембранными коробками, используются для измерения малых значений дифференциального давления. Отличительная особенность – устойчивая работа при высоком статическом давлении.
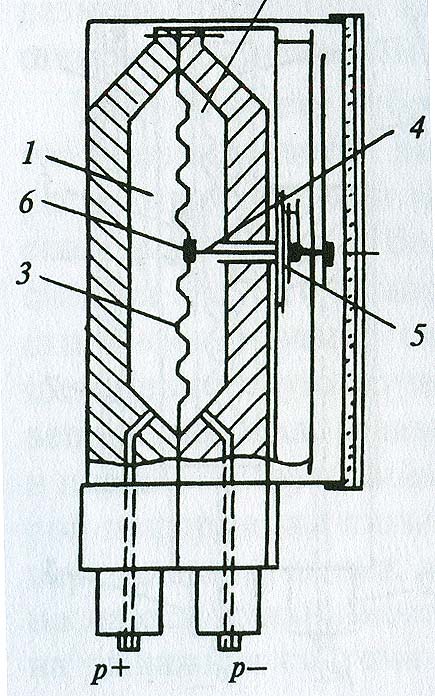
Рис. 2.25Мембранные показывающие дифференциальные манометры с вертикальной мембраной:
1 – «плюсовая» камера;
2 – «минусовая» камера;
3 – чувствительная гофрированная мембрана;
4 – передающий шток;
5 – передаточный механизм;
6 – предохранительный клапанДифманометр с вертикальной мембраной (Рис. 2.25) состоит из «плюсовой» 1 и «минусовой» 2 рабочих камер, разделенных чувствительной гофрированной мембраной 3. Под воздействием давления мембрана деформируется, в результате чего перемещается ее центр вместе с закрепленным на нем передающим штоком 4. Линейное смещение штока в передаточном механизме 5 преобразуется в осевое вращение трибки, и соответственно указательной стрелки, отсчитывающей на шкале прибора измеряемое давление.
Для сохранения работоспособности чувствительной гофрированной мембраны при превышении максимального допустимого статического давления предусмотрен открывающийся предохранительный клапан 6. Причем конструкции этих клапанов могут быть различны. Соответственно такие приборы не могут использоваться, когда не допускается контакт сред из «плюсовой» и «минусовой» камер.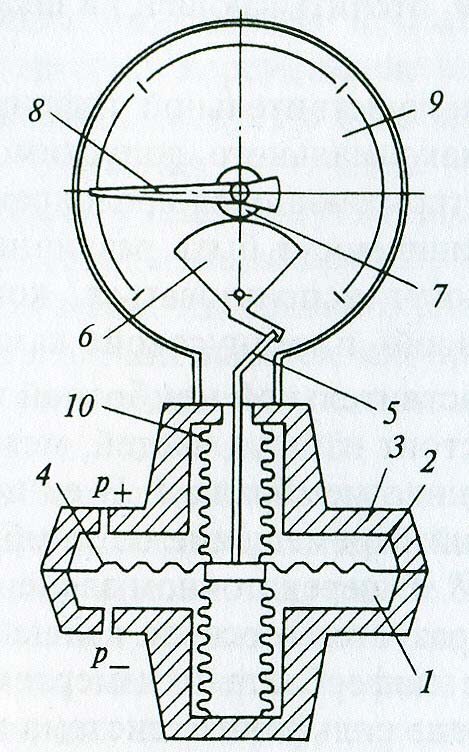
Рис. 2.26Мембранный показывающий дифференциальный манометр с горизонтальной мембраной:
1 – «плюсовая» камера;
2 – «минусовая» камера;
3 – входной блок;
4 - чувствительная гофрированная мембрана;
5 – толкатель;
6 – сектор;
7 – трибка;
8 – стрелка;
9 – циферблат;
10 – разделительный сильфонДифманометр с горизонтальной чувствительной мембраной показан на рис. 2.26. Входной блок 3 состоит из двух частей, между которыми устанавливается гофрированная мембрана 4. В ее центре закреплен толкатель 5, передающий перемещение от мембраны, через сектор 6, трибку 7 к стрелке 8. В этом передаточном звене линейное перемещение толкателя преобразуется в осевое вращение стрелки 8, отслеживающей на шкале циферблата 9 измеряемое давление. В этой конструкции применена сильфонная система вывода толкателя из зоны рабочего давления. Разделительный сильфон 10 своим основанием герметично закрепляется на центре чувствительной мембраны, а верхней частью также герметично прикрепляется к входному блоку. Такая конструкция исключает контакт измеряемой и окружающей сред.
Конструкция входного блока предусматривает возможность промывки или продувки «плюсовой» и «минусовой» камер и обеспечивает применение таких приборов для работы даже в условиях загрязненных рабочих сред.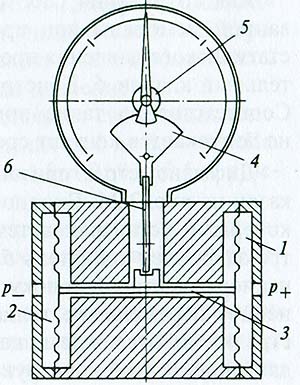
Рис. 2.27Мембранный двухкамерный показывающий дифманометр:
1 – «плюсовая» камера;
2 – «минусовая» камера;
3 – передающий шток;
4 – сектор;
5 – трибка;
6 – коромыслоДвухкамерная система измерения дифференциального давления применена в конструкции прибора, показанного на рис. 2.27. Измеряемые потоки среды направляются в «плюсовую» 1 и «минусовую» 2 рабочие камеры, основными функциональными элементами которых являются автономные чувствительные мембраны. Преобладание одного давления над другим приводит к линейному перемещению передающего штока 3, которое через коромысло 6 передается соответственно на сектор 4, трибку 5 и систему стрелочной индикации измеряемого параметра.
Дифманометры с двухкамерной системой измерения используются для измерения малых дифференциальных давлений при высоких статических нагрузках, вязких сред и сред с твердыми вкраплениями.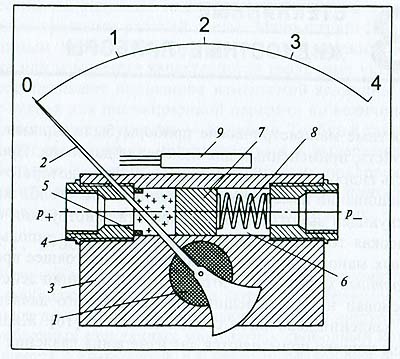
Рис. 2.28.Дифманометр с магнитным преобразователем:
1 – поворотный магнит;
2 – стрелка;
3 – корпус;
4 – магнитный поршень;
5 – фторопластовый сальник;
6 – рабочий канал;
7 – пробка;
8 – диапазонная пружина;
9 – блок электроконтактовПринципиально иной показывающий дифманометр изображен на рис. 2.28. Поворотный магнит 1, на торце которого установлена стрелка 2, размещен в корпусе 3, выполненном из немагнитного металла. Магнитный поршень, уплотненный фторопластовым сальником 5, может передвигаться в рабочем канале 6. Магнитный поршень 4 со стороны «минусового» давления подпирает пробка 7, в свою очередь поджимаемая диапазонной пружиной 8.
Среда «плюсового» давления через соответствующий подводящий штуцер воздействует на магнитный поршень и сдвигает его вместе с пробкой 7 по каналу 6 до уравновешивания такого смещения противодействующими силами – «минусовым» давлением и диапазонной пружиной. Движение магнитного поршня приводит к осевому вращению поворотного магнита и соответственно указательной стрелки. Такой сдвиг пропорционален перемещению стрелки. Полное согласование достигается подбором упругих характеристик диапазонной пружины.
В дифманометре с магнитным преобразователем предусмотрен блок 9, замыкающий и размыкающий соответствующие контакты при прохождении вблизи его магнитного поршня.
Приборы с магнитным преобразователем устойчивы к воздействию статического давления (до 10 МПа). Они обеспечивают относительно невысокую погрешность (примерно 2 %) в диапазоне функционирования до 0,4 Мпа и используются для измерения давления воздуха, газов, различных жидкостей.[ http://jumas.ru/index.php?area=1&p=static&page=razdel_2_3_2]
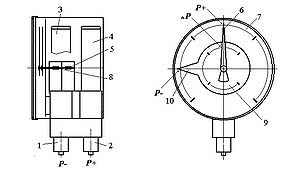
Показывающий дифференциальный манометр на основе трубчатой пружины1 и 2 – держатели;
3 и 4 – трубчатые пружины;
5 и 8 – трибки;
6 – стрелка «плюсового» давления;
7 и 9 – шкалы избыточного давления;
10 – стрелка «минусового» давленияВ приборах такого типа на автономных держателях 1 и 2, соединенных вместе, установлены трубчатые пружины. Каждый держатель вместе с трубчатым чувствительным элементом образовывают автономные измерительные каналы. Среда «плюсового» давления поступает через входной штуцер держателя 2 в трубку 4, деформирует ее овал, в результате чего перемещается наконечник трубки и это перемещение через соответствующий зубчатый сектор передается на трибку 5. Эта трибка соответственно приводит к отклонению указательной стрелки 6, которая показывает на шкале 7 значение «плюсового» избыточного давления.
«Минусовое» давление посредством держателя 1, трубчатой пружины 3, трибки 8 приводит к перемещению циферблата 9, объединенного со стрелкой 10, которая на шкале 7 отслеживает значение измеряемого параметра.Дифференциальные манометры (далее – дифманометры), как отмечалось в п.1.3, являются названием отнесенным в нашей стране к показывающим приборам. (Устройства, обеспечивающие электрический выходной сигнал, пропорциональный измеряемому дифференциальному давлению имеют название измерительных преобразователей разности давлений). Хотя отдельные производители, а также некоторые специалисты-эксплуатанционщики измерительные преобразователи разности давлений также называют дифманометрами.
Дифманометры нашли основное применение в технологических процессах для измерения, контроля, регистрации и регулирования следующих параметров:
· расхода различных жидких, газообразных и парообразных сред по перепаду давления на разного рода сужающих устройствах (стандартных диафрагмах, соплах, включая сопла Вентури) и дополнительно вводимых в поток гидро- и аэродинамических сопротивлениях, например на преобразователях типа Annubar или на нестандартных гидро- и аэродинамических препятствиях;
· перепада - разности давления, вакуумметрических, избыточных, в двух точках технологического цикла, включая потери на фильтрах систем вентиляции и кондиционирования воздуха;
· уровня жидких сред по величине гидростатического столба.
Согласно ГОСТ 18140–84/23/, предельные номинальные перепады давления дифманометров-расходомеров, верхние пределы или сумма абсолютных значений верхних пределов измерений дифманометров-перепадомеров должны приниматься из следующего ряда:
10; 16; 25; 40; 63; 100; 160; 250; 400; 630 Па;
1; 1,6; 2,5; 4; 6,3; 10; 16; 25; 40; 63; 100; 160; 250; 400; 630 кПа;
1; 1,6; 2,5; 4; 6,3 МПа.
У дифманометров-расходомеров верхние пределы измерений выбираются из ряда, определяемого выражением:
А = а × 10n, (2.7)
где а – одно из чисел следующего ряда: 1; 1,25; 1,6; 2,0; 2,5; 3,2; 4; 5; 6,3; 8; n – целое (положительное или отрицательное) число или нуль.
Верхние пределы измерений или сумма абсолютных значений верхних пределов измерений дифманометров-уровнемеров следует выбирать и ряда:
0,25; 0,4; 0,63; 1,0; 1,6; 2,5; 4,0; 6,3; 10; 16; 25; 40; 63; 100 и 160 метров.
Одной из важных характеристик дифманометров является предельно допустимое рабочее избыточное давление, т. е. избыточное давление, которое могут выдержать рабочие каналы без необратимой деформации чувствительных элементов. Такое значение параметра принимается из следующего ряда:
25; 40; 63; 100; 160; 250; 400 и 630 кПа;
1; 1,6; 2,5; 4; 6,3; 10; 16; 25; 32; 40 и 63 МПа.
Нижние пределы измерений дифманометров-расходо-меров из-за неустойчивости работы стандартных сужающих устройств при малых Числах Рейнольдса измеряемого потока не должны превышать 30 % шкалы прибора. У преобразователей Annubar этот предел не превышает 10 % при сохранении объявленного класса точности (1,0).
Классы точности дифманометров принимаются из ряда: 0,25; 0,5; 1,0; 1,5.
Дифманометры должны иметь линейную шкалу при измерении уровня или перепада, линейную или квадратичную – при измерении расхода.
Дифманометры могут иметь условные обозначения, предложенные в методике п.1.4. Указываются модель прибора, причем на первом месте в обозначении фиксируется измеряемый параметр – тип измерителя (дифманометр), затем – принцип измерения и функция, предельный номинальный перепад, избыточное рабочее давление, класс точности. Например, дифманометр сильфонный показывающий в корпусе диаметром 160 мм, на предельный номинальный перепад давления 630 кПа, с рабочим избыточным давлением 32 МПа, класса точности 1,5 обозначается как
ДСП 160 (0…630 кПа)-32 МПа-1,5.
После этого допускается указывать дополнительные обозначения, например исполнение по «IP», измеряемой среде, присоединительным линиям и т. д.
Специфика измерения дифференциального давления обусловливает наличие в дифманометрах устройств продувки импульсных линий без необходимости демонтажа прибора или его узлов.
При испытаниях, а также в нормальных условиях отечественные дифманометры, согласно требований производителя, должны обеспечивать заданные метрологические характеристики после выдержки не менее 6-ти часов при температуре окружающей среды:
20 ± 2 или 23 ± 2 оС – для приборов классов точности 0,5; 0,6 и 1;
20 ± 5 или 23 ± 5 оС – для приборов класса точности 1,5.
Современные конструкции из-за снижения металлоемкости и совершенствования преобразователей позволяют сокращать время температурной адаптации у некоторых моделей до нескольких десятков минут.
Конкретная температура приведена в ТУ на измеритель и должна регистрироваться в техническом описании или паспорте на прибор.
Дифманометры, не защищенные от одностороннего воздействия, должны выдерживать перегрузку со стороны среды «плюсового» давления, превышающую предельные номинальные перепады на 10…50 %. «Плюсовым», в противовес «минусовому», называют большее из двух давлений среды, поступающей на вход дифференциального манометра.
Конструкции, у которых предусмотрены односторонние перегрузки, должны выдерживать десятикратные, стократные или двухсот пятидесятикратные односторонние перегрузки/23/.
Показывающие дифференциальные манометры на основе трубчатой пружины находят широкое применение для визуализации расхода различных сред, гидродинамических потерь в системах теплового отопления.
Дифференциальное давление, т. е. разность давлений р отсчитывается стрелкой на шкале циферблата.
Дифманометры такого типа, исходя из особенностей трубчатых пружин, обеспечивают работоспособность в промышленных условиях в диапазоне от 0 до 100 МПа.[ http://jumas.ru/index.php?area=1&p=static&page=razdel2_2_4]
Тематики
Синонимы
EN
- differential gauge pressure
- differential manometer
- differential pressure gage
- differential pressure indicator
- differential-pressure gage
DE
FR
Русско-немецкий словарь нормативно-технической терминологии > дифференциальный манометр
-
31 дифференциальный манометр
- differential-pressure gage
- differential pressure indicator
- differential pressure gage
- differential manometer
- differential gauge pressure
дифференциальный манометр
дифманометр
Манометр для измерения разности двух давлений.
Примечание
Дифманометр с верхним пределом измерения не более 40000 Па (4000 кгс/м2) называется микроманометром.
[ГОСТ 8.271-77]
дифференциальный манометр
-
[Лугинский Я. Н. и др. Англо-русский словарь по электротехнике и электроэнергетике. 2-е издание - М.: РУССО, 1995 - 616 с.]EN
differential-pressure gage
(engineering) Apparatus to measure pressure differences between two points in a system; it can be a pressured liquid column balanced by a pressured liquid reservoir, a formed metallic pressure element with opposing force, or an electrical-electronic gage (such as strain, thermal-conductivity, or ionization).
[ http://www.answers.com/topic/differential-pressure-gage#ixzz1gzzibWaQ]Малые значения дифференциального давления могут измеряться приборами на основе мембран и сильфонов.
Манометры дифференциальные сильфонные показывающие типа ДСП-160 нашли широкое применение на территории СНГ. Принцип их действия основан на деформации двух автономных сильфонных блоков, находящихся под воздействием «плюсового» и «минусового» давления. Эти деформации преобразовываются в перемещение указательной стрелки прибора. Перемещение стрелки осуществляется до установления равновесия между «плюсовым» сильфоном, с одной стороны, и «минусовым» и цилиндрической пружиной - с другой.
Рис. 2.23Дифференциальный сильфонный манометр:
а – схема привода стрелки;
б – блок первичного преобразования;
1 – «плюсовый» сильфон;
2 – «минусовый» сильфон;
3 – шток;
4 – рычаг;
5 – торсионный вывод;
6 – цилиндрическая пружина;
7 – компенсатор;
8 – плоскостный клапан;
9 – основание;
10 и 11 – крышки;
12 – подводящий штуцер;
13 – манжета;
14 – дросселирующий канал;
15 – клапан;
16 – рычажная система;
17 – трибко-секторный механизм;
18 – стрелка;
19 – регулировочный винт;
20 – натяжная пружина;
21 – пробка;
22 – уплотнительное резиновое кольцо«Плюсовый» 1 и «минусовый» 2 сильфоны (рис. Рис. 2.23, б) соединены между собой штоком 3, функционально связанным с рычагом 4, который, в свою очередь, неподвижно закреплен на оси торсионного вывода 5. К концу штока на выходе «минусового» сильфона присоединена цилиндрическая пружина 6, закрепленная нижним основанием на компенсаторе 7 и работающая на растяжение. Каждому номинальному перепаду давления соответствует определенная пружина.
«Плюсовый» сильфон состоит из двух частей. Его первая часть (компенсатор 7, состоящий из трех дополнительных гофр и плоскостных клапанов 8) предназначена для уменьшения температурной погрешности прибора из-за изменения объема жидкости-наполнителя, обусловленного варьированием температуры окружающего воздуха. При изменении температуры окружающей среды и соответственно рабочей жидкости ее увеличивающийся объем перетекает через плоскостный клапан во внутреннюю полость сильфонов. Вторая часть «плюсового» сильфона рабочая и идентична по конструкции «минусовому» сильфону.
«Плюсовый» и «минусовый» сильфоны присоединены к основанию 9, на котором установлены крышки 10 и 11, образующие вместе с сильфонами «плюсовую» и «минусовую» камеры с соответствующими подводящими штуцерами 12 давления р + и рВнутренние объемы сильфонов, так же как и внутренняя полость основания 9, заполняются: жидкостью ПМС-5 для обычного и коррозионно-стойкого исполнений; составом ПЭФ-703110 – в кислородном варианте; дистиллированной водой – в варианте для пищевой промышленности и жидкостью ПМС-20 – для газового исполнения.
В конструкциях дифманометров, предназначенных для измерения давления газа, на шток одета манжета 13, движение среды организовано через дросселирующий канал 14. Регулированием размера проходного канала с помощью клапана 15 обеспечивается степень демпфирования измеряемого параметра.
Дифманометр работает следующим образом. Среды «плюсового» и «минусового» давления поступают через подводящие штуцеры в «плюсовую» и «минусовую» камеры соответственно. «Плюсовое» давление в большей степени воздействует на сильфон 1, сжимая его. Это приводит к перетоку находящейся внутри жидкости в «минусовый» сильфон, который растягивается и разжимает цилиндрическую пружину. Такая динамика происходит до уравновешивания сил взаимодействия между «плюсовым» сильфоном и парой – «минусовый» сильфон – цилиндрическая пружина. Мерой деформации сильфонов и их упругого взаимодействия служит перемещение штока, которое передается на рычаг и соответственно на ось торсионного вывода. На этой оси (рис. 2.23,а) закреплена рычажная система 16, обеспечивающая передачу вращения оси торсионного вывода к трибко-секторному механизму 17 и стрелке 18. Таким образом, воздействие на один из сильфонов приводит к угловому перемещению оси торсионного вывода и затем к повороту указательной стрелки прибора.
Регулировочным винтом 19 с помощью натяжной пружины 20 производится корректировка нулевой точки прибора.
Пробки 21 предназначены для продувки импульсных линий, промывки измерительных полостей сильфонного блока, слива рабочей среды, заполнения измерительных полостей разделительной жидкостью при вводе прибора в работу.
При односторонней перегрузке одной из камер происходит сжатие сильфона и перемещение штока. Клапан в виде уплотнительного резинового кольца 22 садится в гнездо основания, перекрывает переток жидкости из внутренней полости сильфона, и таким образом предотвращается его необратимая деформация. При непродолжительных перегрузках разность «плюсового» и «минусового» давления на сильфонный блок может достигать 25 МПа, а в отдельных типах приборов не превышать 32 МПа.
прибор может выпускаться как в общетеническом, так и в аммиачном (А), кислородном (К), коррозионно-стойком-пищевом (Пп) исполнениях.
Рис. 2.24Показывающий дифференциальный манометр на основе мембранной коробки:
1 – мембранная коробка;
2 – держатель «плюсового» давления;
3 – держатель «минусового» давления;
4 – корпус;
5 – передаточный механизм;
6 – стрелка;
7 – циферблаДостаточно широкое распространение получили приборы на основе мембран и мембранных коробок. В одном из вариантов (рис. 2.24) мембранная коробка 1, внутрь которой через подводящий штуцер держателя 2 поступает «плюсовое» давление, является чувствительным элементом дифманометра. Под воздействием этого давления смещается подвижный центр мембранной коробки.
«Минусовое» давление через подводящий штуцер держателя 3 подается внутрь герметичного корпуса 4 прибора и воздействует на мембранную коробку снаружи, создавая противодействие перемещению ее подвижного центра. Таким образом «плюсовое» и «минусовое» давления уравновешивают друг друга, а перемещение подвижного центра мембранной коробки свидетельствует о величине разностного – дифференциального давления. Этот сдвиг через передаточный механизм передается на указательную стрелку 6, которая на шкале циферблата 7 показывает измеряемое дифференциальное давление.
Диапазон измеряемого давления определяется свойствами мембран и ограничивается, как правило, в пределах от 0 до 0,4…40 кПа. При этом класс точности может составлять 1,5; 1,0; 0,6; 0,4, а в некоторых приборах 0,25.
Обязательная конструктивная герметичность корпуса определяет высокую защищенность от внешних воздействий и определяется в основном уровнем IP66.
В качестве материала для чувствительных элементов приборов используется бериллиевая и другие бронзы, а также нержавеющая сталь, для штуцеров, передаточных механизмов – медные сплавы, коррозионно-стойкие сплавы, включая нержавеющую сталь.
Приборы могут изготавливаться в корпусах малых (63 мм), средних (100 мм), и больших (160 мм) диаметров.
Мембранные показывающие дифференциальные манометры, как и приборы с мембранными коробками, используются для измерения малых значений дифференциального давления. Отличительная особенность – устойчивая работа при высоком статическом давлении.
Рис. 2.25Мембранные показывающие дифференциальные манометры с вертикальной мембраной:
1 – «плюсовая» камера;
2 – «минусовая» камера;
3 – чувствительная гофрированная мембрана;
4 – передающий шток;
5 – передаточный механизм;
6 – предохранительный клапанДифманометр с вертикальной мембраной (Рис. 2.25) состоит из «плюсовой» 1 и «минусовой» 2 рабочих камер, разделенных чувствительной гофрированной мембраной 3. Под воздействием давления мембрана деформируется, в результате чего перемещается ее центр вместе с закрепленным на нем передающим штоком 4. Линейное смещение штока в передаточном механизме 5 преобразуется в осевое вращение трибки, и соответственно указательной стрелки, отсчитывающей на шкале прибора измеряемое давление.
Для сохранения работоспособности чувствительной гофрированной мембраны при превышении максимального допустимого статического давления предусмотрен открывающийся предохранительный клапан 6. Причем конструкции этих клапанов могут быть различны. Соответственно такие приборы не могут использоваться, когда не допускается контакт сред из «плюсовой» и «минусовой» камер.
Рис. 2.26Мембранный показывающий дифференциальный манометр с горизонтальной мембраной:
1 – «плюсовая» камера;
2 – «минусовая» камера;
3 – входной блок;
4 - чувствительная гофрированная мембрана;
5 – толкатель;
6 – сектор;
7 – трибка;
8 – стрелка;
9 – циферблат;
10 – разделительный сильфонДифманометр с горизонтальной чувствительной мембраной показан на рис. 2.26. Входной блок 3 состоит из двух частей, между которыми устанавливается гофрированная мембрана 4. В ее центре закреплен толкатель 5, передающий перемещение от мембраны, через сектор 6, трибку 7 к стрелке 8. В этом передаточном звене линейное перемещение толкателя преобразуется в осевое вращение стрелки 8, отслеживающей на шкале циферблата 9 измеряемое давление. В этой конструкции применена сильфонная система вывода толкателя из зоны рабочего давления. Разделительный сильфон 10 своим основанием герметично закрепляется на центре чувствительной мембраны, а верхней частью также герметично прикрепляется к входному блоку. Такая конструкция исключает контакт измеряемой и окружающей сред.
Конструкция входного блока предусматривает возможность промывки или продувки «плюсовой» и «минусовой» камер и обеспечивает применение таких приборов для работы даже в условиях загрязненных рабочих сред.
Рис. 2.27Мембранный двухкамерный показывающий дифманометр:
1 – «плюсовая» камера;
2 – «минусовая» камера;
3 – передающий шток;
4 – сектор;
5 – трибка;
6 – коромыслоДвухкамерная система измерения дифференциального давления применена в конструкции прибора, показанного на рис. 2.27. Измеряемые потоки среды направляются в «плюсовую» 1 и «минусовую» 2 рабочие камеры, основными функциональными элементами которых являются автономные чувствительные мембраны. Преобладание одного давления над другим приводит к линейному перемещению передающего штока 3, которое через коромысло 6 передается соответственно на сектор 4, трибку 5 и систему стрелочной индикации измеряемого параметра.
Дифманометры с двухкамерной системой измерения используются для измерения малых дифференциальных давлений при высоких статических нагрузках, вязких сред и сред с твердыми вкраплениями.
Рис. 2.28.Дифманометр с магнитным преобразователем:
1 – поворотный магнит;
2 – стрелка;
3 – корпус;
4 – магнитный поршень;
5 – фторопластовый сальник;
6 – рабочий канал;
7 – пробка;
8 – диапазонная пружина;
9 – блок электроконтактовПринципиально иной показывающий дифманометр изображен на рис. 2.28. Поворотный магнит 1, на торце которого установлена стрелка 2, размещен в корпусе 3, выполненном из немагнитного металла. Магнитный поршень, уплотненный фторопластовым сальником 5, может передвигаться в рабочем канале 6. Магнитный поршень 4 со стороны «минусового» давления подпирает пробка 7, в свою очередь поджимаемая диапазонной пружиной 8.
Среда «плюсового» давления через соответствующий подводящий штуцер воздействует на магнитный поршень и сдвигает его вместе с пробкой 7 по каналу 6 до уравновешивания такого смещения противодействующими силами – «минусовым» давлением и диапазонной пружиной. Движение магнитного поршня приводит к осевому вращению поворотного магнита и соответственно указательной стрелки. Такой сдвиг пропорционален перемещению стрелки. Полное согласование достигается подбором упругих характеристик диапазонной пружины.
В дифманометре с магнитным преобразователем предусмотрен блок 9, замыкающий и размыкающий соответствующие контакты при прохождении вблизи его магнитного поршня.
Приборы с магнитным преобразователем устойчивы к воздействию статического давления (до 10 МПа). Они обеспечивают относительно невысокую погрешность (примерно 2 %) в диапазоне функционирования до 0,4 Мпа и используются для измерения давления воздуха, газов, различных жидкостей.[ http://jumas.ru/index.php?area=1&p=static&page=razdel_2_3_2]
Показывающий дифференциальный манометр на основе трубчатой пружины1 и 2 – держатели;
3 и 4 – трубчатые пружины;
5 и 8 – трибки;
6 – стрелка «плюсового» давления;
7 и 9 – шкалы избыточного давления;
10 – стрелка «минусового» давленияВ приборах такого типа на автономных держателях 1 и 2, соединенных вместе, установлены трубчатые пружины. Каждый держатель вместе с трубчатым чувствительным элементом образовывают автономные измерительные каналы. Среда «плюсового» давления поступает через входной штуцер держателя 2 в трубку 4, деформирует ее овал, в результате чего перемещается наконечник трубки и это перемещение через соответствующий зубчатый сектор передается на трибку 5. Эта трибка соответственно приводит к отклонению указательной стрелки 6, которая показывает на шкале 7 значение «плюсового» избыточного давления.
«Минусовое» давление посредством держателя 1, трубчатой пружины 3, трибки 8 приводит к перемещению циферблата 9, объединенного со стрелкой 10, которая на шкале 7 отслеживает значение измеряемого параметра.Дифференциальные манометры (далее – дифманометры), как отмечалось в п.1.3, являются названием отнесенным в нашей стране к показывающим приборам. (Устройства, обеспечивающие электрический выходной сигнал, пропорциональный измеряемому дифференциальному давлению имеют название измерительных преобразователей разности давлений). Хотя отдельные производители, а также некоторые специалисты-эксплуатанционщики измерительные преобразователи разности давлений также называют дифманометрами.
Дифманометры нашли основное применение в технологических процессах для измерения, контроля, регистрации и регулирования следующих параметров:
· расхода различных жидких, газообразных и парообразных сред по перепаду давления на разного рода сужающих устройствах (стандартных диафрагмах, соплах, включая сопла Вентури) и дополнительно вводимых в поток гидро- и аэродинамических сопротивлениях, например на преобразователях типа Annubar или на нестандартных гидро- и аэродинамических препятствиях;
· перепада - разности давления, вакуумметрических, избыточных, в двух точках технологического цикла, включая потери на фильтрах систем вентиляции и кондиционирования воздуха;
· уровня жидких сред по величине гидростатического столба.
Согласно ГОСТ 18140–84/23/, предельные номинальные перепады давления дифманометров-расходомеров, верхние пределы или сумма абсолютных значений верхних пределов измерений дифманометров-перепадомеров должны приниматься из следующего ряда:
10; 16; 25; 40; 63; 100; 160; 250; 400; 630 Па;
1; 1,6; 2,5; 4; 6,3; 10; 16; 25; 40; 63; 100; 160; 250; 400; 630 кПа;
1; 1,6; 2,5; 4; 6,3 МПа.
У дифманометров-расходомеров верхние пределы измерений выбираются из ряда, определяемого выражением:
А = а × 10n, (2.7)
где а – одно из чисел следующего ряда: 1; 1,25; 1,6; 2,0; 2,5; 3,2; 4; 5; 6,3; 8; n – целое (положительное или отрицательное) число или нуль.
Верхние пределы измерений или сумма абсолютных значений верхних пределов измерений дифманометров-уровнемеров следует выбирать и ряда:
0,25; 0,4; 0,63; 1,0; 1,6; 2,5; 4,0; 6,3; 10; 16; 25; 40; 63; 100 и 160 метров.
Одной из важных характеристик дифманометров является предельно допустимое рабочее избыточное давление, т. е. избыточное давление, которое могут выдержать рабочие каналы без необратимой деформации чувствительных элементов. Такое значение параметра принимается из следующего ряда:
25; 40; 63; 100; 160; 250; 400 и 630 кПа;
1; 1,6; 2,5; 4; 6,3; 10; 16; 25; 32; 40 и 63 МПа.
Нижние пределы измерений дифманометров-расходо-меров из-за неустойчивости работы стандартных сужающих устройств при малых Числах Рейнольдса измеряемого потока не должны превышать 30 % шкалы прибора. У преобразователей Annubar этот предел не превышает 10 % при сохранении объявленного класса точности (1,0).
Классы точности дифманометров принимаются из ряда: 0,25; 0,5; 1,0; 1,5.
Дифманометры должны иметь линейную шкалу при измерении уровня или перепада, линейную или квадратичную – при измерении расхода.
Дифманометры могут иметь условные обозначения, предложенные в методике п.1.4. Указываются модель прибора, причем на первом месте в обозначении фиксируется измеряемый параметр – тип измерителя (дифманометр), затем – принцип измерения и функция, предельный номинальный перепад, избыточное рабочее давление, класс точности. Например, дифманометр сильфонный показывающий в корпусе диаметром 160 мм, на предельный номинальный перепад давления 630 кПа, с рабочим избыточным давлением 32 МПа, класса точности 1,5 обозначается как
ДСП 160 (0…630 кПа)-32 МПа-1,5.
После этого допускается указывать дополнительные обозначения, например исполнение по «IP», измеряемой среде, присоединительным линиям и т. д.
Специфика измерения дифференциального давления обусловливает наличие в дифманометрах устройств продувки импульсных линий без необходимости демонтажа прибора или его узлов.
При испытаниях, а также в нормальных условиях отечественные дифманометры, согласно требований производителя, должны обеспечивать заданные метрологические характеристики после выдержки не менее 6-ти часов при температуре окружающей среды:
20 ± 2 или 23 ± 2 оС – для приборов классов точности 0,5; 0,6 и 1;
20 ± 5 или 23 ± 5 оС – для приборов класса точности 1,5.
Современные конструкции из-за снижения металлоемкости и совершенствования преобразователей позволяют сокращать время температурной адаптации у некоторых моделей до нескольких десятков минут.
Конкретная температура приведена в ТУ на измеритель и должна регистрироваться в техническом описании или паспорте на прибор.
Дифманометры, не защищенные от одностороннего воздействия, должны выдерживать перегрузку со стороны среды «плюсового» давления, превышающую предельные номинальные перепады на 10…50 %. «Плюсовым», в противовес «минусовому», называют большее из двух давлений среды, поступающей на вход дифференциального манометра.
Конструкции, у которых предусмотрены односторонние перегрузки, должны выдерживать десятикратные, стократные или двухсот пятидесятикратные односторонние перегрузки/23/.
Показывающие дифференциальные манометры на основе трубчатой пружины находят широкое применение для визуализации расхода различных сред, гидродинамических потерь в системах теплового отопления.
Дифференциальное давление, т. е. разность давлений р отсчитывается стрелкой на шкале циферблата.
Дифманометры такого типа, исходя из особенностей трубчатых пружин, обеспечивают работоспособность в промышленных условиях в диапазоне от 0 до 100 МПа.[ http://jumas.ru/index.php?area=1&p=static&page=razdel2_2_4]
Тематики
Синонимы
EN
- differential gauge pressure
- differential manometer
- differential pressure gage
- differential pressure indicator
- differential-pressure gage
DE
FR
Русско-английский словарь нормативно-технической терминологии > дифференциальный манометр
-
32 дифференциальный манометр
дифференциальный манометр
дифманометр
Манометр для измерения разности двух давлений.
Примечание
Дифманометр с верхним пределом измерения не более 40000 Па (4000 кгс/м2) называется микроманометром.
[ГОСТ 8.271-77]
дифференциальный манометр
-
[Лугинский Я. Н. и др. Англо-русский словарь по электротехнике и электроэнергетике. 2-е издание - М.: РУССО, 1995 - 616 с.]EN
differential-pressure gage
(engineering) Apparatus to measure pressure differences between two points in a system; it can be a pressured liquid column balanced by a pressured liquid reservoir, a formed metallic pressure element with opposing force, or an electrical-electronic gage (such as strain, thermal-conductivity, or ionization).
[ http://www.answers.com/topic/differential-pressure-gage#ixzz1gzzibWaQ]Малые значения дифференциального давления могут измеряться приборами на основе мембран и сильфонов.
Манометры дифференциальные сильфонные показывающие типа ДСП-160 нашли широкое применение на территории СНГ. Принцип их действия основан на деформации двух автономных сильфонных блоков, находящихся под воздействием «плюсового» и «минусового» давления. Эти деформации преобразовываются в перемещение указательной стрелки прибора. Перемещение стрелки осуществляется до установления равновесия между «плюсовым» сильфоном, с одной стороны, и «минусовым» и цилиндрической пружиной - с другой.
Рис. 2.23Дифференциальный сильфонный манометр:
а – схема привода стрелки;
б – блок первичного преобразования;
1 – «плюсовый» сильфон;
2 – «минусовый» сильфон;
3 – шток;
4 – рычаг;
5 – торсионный вывод;
6 – цилиндрическая пружина;
7 – компенсатор;
8 – плоскостный клапан;
9 – основание;
10 и 11 – крышки;
12 – подводящий штуцер;
13 – манжета;
14 – дросселирующий канал;
15 – клапан;
16 – рычажная система;
17 – трибко-секторный механизм;
18 – стрелка;
19 – регулировочный винт;
20 – натяжная пружина;
21 – пробка;
22 – уплотнительное резиновое кольцо«Плюсовый» 1 и «минусовый» 2 сильфоны (рис. Рис. 2.23, б) соединены между собой штоком 3, функционально связанным с рычагом 4, который, в свою очередь, неподвижно закреплен на оси торсионного вывода 5. К концу штока на выходе «минусового» сильфона присоединена цилиндрическая пружина 6, закрепленная нижним основанием на компенсаторе 7 и работающая на растяжение. Каждому номинальному перепаду давления соответствует определенная пружина.
«Плюсовый» сильфон состоит из двух частей. Его первая часть (компенсатор 7, состоящий из трех дополнительных гофр и плоскостных клапанов 8) предназначена для уменьшения температурной погрешности прибора из-за изменения объема жидкости-наполнителя, обусловленного варьированием температуры окружающего воздуха. При изменении температуры окружающей среды и соответственно рабочей жидкости ее увеличивающийся объем перетекает через плоскостный клапан во внутреннюю полость сильфонов. Вторая часть «плюсового» сильфона рабочая и идентична по конструкции «минусовому» сильфону.
«Плюсовый» и «минусовый» сильфоны присоединены к основанию 9, на котором установлены крышки 10 и 11, образующие вместе с сильфонами «плюсовую» и «минусовую» камеры с соответствующими подводящими штуцерами 12 давления р + и рВнутренние объемы сильфонов, так же как и внутренняя полость основания 9, заполняются: жидкостью ПМС-5 для обычного и коррозионно-стойкого исполнений; составом ПЭФ-703110 – в кислородном варианте; дистиллированной водой – в варианте для пищевой промышленности и жидкостью ПМС-20 – для газового исполнения.
В конструкциях дифманометров, предназначенных для измерения давления газа, на шток одета манжета 13, движение среды организовано через дросселирующий канал 14. Регулированием размера проходного канала с помощью клапана 15 обеспечивается степень демпфирования измеряемого параметра.
Дифманометр работает следующим образом. Среды «плюсового» и «минусового» давления поступают через подводящие штуцеры в «плюсовую» и «минусовую» камеры соответственно. «Плюсовое» давление в большей степени воздействует на сильфон 1, сжимая его. Это приводит к перетоку находящейся внутри жидкости в «минусовый» сильфон, который растягивается и разжимает цилиндрическую пружину. Такая динамика происходит до уравновешивания сил взаимодействия между «плюсовым» сильфоном и парой – «минусовый» сильфон – цилиндрическая пружина. Мерой деформации сильфонов и их упругого взаимодействия служит перемещение штока, которое передается на рычаг и соответственно на ось торсионного вывода. На этой оси (рис. 2.23,а) закреплена рычажная система 16, обеспечивающая передачу вращения оси торсионного вывода к трибко-секторному механизму 17 и стрелке 18. Таким образом, воздействие на один из сильфонов приводит к угловому перемещению оси торсионного вывода и затем к повороту указательной стрелки прибора.
Регулировочным винтом 19 с помощью натяжной пружины 20 производится корректировка нулевой точки прибора.
Пробки 21 предназначены для продувки импульсных линий, промывки измерительных полостей сильфонного блока, слива рабочей среды, заполнения измерительных полостей разделительной жидкостью при вводе прибора в работу.
При односторонней перегрузке одной из камер происходит сжатие сильфона и перемещение штока. Клапан в виде уплотнительного резинового кольца 22 садится в гнездо основания, перекрывает переток жидкости из внутренней полости сильфона, и таким образом предотвращается его необратимая деформация. При непродолжительных перегрузках разность «плюсового» и «минусового» давления на сильфонный блок может достигать 25 МПа, а в отдельных типах приборов не превышать 32 МПа.
прибор может выпускаться как в общетеническом, так и в аммиачном (А), кислородном (К), коррозионно-стойком-пищевом (Пп) исполнениях.
Рис. 2.24Показывающий дифференциальный манометр на основе мембранной коробки:
1 – мембранная коробка;
2 – держатель «плюсового» давления;
3 – держатель «минусового» давления;
4 – корпус;
5 – передаточный механизм;
6 – стрелка;
7 – циферблаДостаточно широкое распространение получили приборы на основе мембран и мембранных коробок. В одном из вариантов (рис. 2.24) мембранная коробка 1, внутрь которой через подводящий штуцер держателя 2 поступает «плюсовое» давление, является чувствительным элементом дифманометра. Под воздействием этого давления смещается подвижный центр мембранной коробки.
«Минусовое» давление через подводящий штуцер держателя 3 подается внутрь герметичного корпуса 4 прибора и воздействует на мембранную коробку снаружи, создавая противодействие перемещению ее подвижного центра. Таким образом «плюсовое» и «минусовое» давления уравновешивают друг друга, а перемещение подвижного центра мембранной коробки свидетельствует о величине разностного – дифференциального давления. Этот сдвиг через передаточный механизм передается на указательную стрелку 6, которая на шкале циферблата 7 показывает измеряемое дифференциальное давление.
Диапазон измеряемого давления определяется свойствами мембран и ограничивается, как правило, в пределах от 0 до 0,4…40 кПа. При этом класс точности может составлять 1,5; 1,0; 0,6; 0,4, а в некоторых приборах 0,25.
Обязательная конструктивная герметичность корпуса определяет высокую защищенность от внешних воздействий и определяется в основном уровнем IP66.
В качестве материала для чувствительных элементов приборов используется бериллиевая и другие бронзы, а также нержавеющая сталь, для штуцеров, передаточных механизмов – медные сплавы, коррозионно-стойкие сплавы, включая нержавеющую сталь.
Приборы могут изготавливаться в корпусах малых (63 мм), средних (100 мм), и больших (160 мм) диаметров.
Мембранные показывающие дифференциальные манометры, как и приборы с мембранными коробками, используются для измерения малых значений дифференциального давления. Отличительная особенность – устойчивая работа при высоком статическом давлении.
Рис. 2.25Мембранные показывающие дифференциальные манометры с вертикальной мембраной:
1 – «плюсовая» камера;
2 – «минусовая» камера;
3 – чувствительная гофрированная мембрана;
4 – передающий шток;
5 – передаточный механизм;
6 – предохранительный клапанДифманометр с вертикальной мембраной (Рис. 2.25) состоит из «плюсовой» 1 и «минусовой» 2 рабочих камер, разделенных чувствительной гофрированной мембраной 3. Под воздействием давления мембрана деформируется, в результате чего перемещается ее центр вместе с закрепленным на нем передающим штоком 4. Линейное смещение штока в передаточном механизме 5 преобразуется в осевое вращение трибки, и соответственно указательной стрелки, отсчитывающей на шкале прибора измеряемое давление.
Для сохранения работоспособности чувствительной гофрированной мембраны при превышении максимального допустимого статического давления предусмотрен открывающийся предохранительный клапан 6. Причем конструкции этих клапанов могут быть различны. Соответственно такие приборы не могут использоваться, когда не допускается контакт сред из «плюсовой» и «минусовой» камер.
Рис. 2.26Мембранный показывающий дифференциальный манометр с горизонтальной мембраной:
1 – «плюсовая» камера;
2 – «минусовая» камера;
3 – входной блок;
4 - чувствительная гофрированная мембрана;
5 – толкатель;
6 – сектор;
7 – трибка;
8 – стрелка;
9 – циферблат;
10 – разделительный сильфонДифманометр с горизонтальной чувствительной мембраной показан на рис. 2.26. Входной блок 3 состоит из двух частей, между которыми устанавливается гофрированная мембрана 4. В ее центре закреплен толкатель 5, передающий перемещение от мембраны, через сектор 6, трибку 7 к стрелке 8. В этом передаточном звене линейное перемещение толкателя преобразуется в осевое вращение стрелки 8, отслеживающей на шкале циферблата 9 измеряемое давление. В этой конструкции применена сильфонная система вывода толкателя из зоны рабочего давления. Разделительный сильфон 10 своим основанием герметично закрепляется на центре чувствительной мембраны, а верхней частью также герметично прикрепляется к входному блоку. Такая конструкция исключает контакт измеряемой и окружающей сред.
Конструкция входного блока предусматривает возможность промывки или продувки «плюсовой» и «минусовой» камер и обеспечивает применение таких приборов для работы даже в условиях загрязненных рабочих сред.
Рис. 2.27Мембранный двухкамерный показывающий дифманометр:
1 – «плюсовая» камера;
2 – «минусовая» камера;
3 – передающий шток;
4 – сектор;
5 – трибка;
6 – коромыслоДвухкамерная система измерения дифференциального давления применена в конструкции прибора, показанного на рис. 2.27. Измеряемые потоки среды направляются в «плюсовую» 1 и «минусовую» 2 рабочие камеры, основными функциональными элементами которых являются автономные чувствительные мембраны. Преобладание одного давления над другим приводит к линейному перемещению передающего штока 3, которое через коромысло 6 передается соответственно на сектор 4, трибку 5 и систему стрелочной индикации измеряемого параметра.
Дифманометры с двухкамерной системой измерения используются для измерения малых дифференциальных давлений при высоких статических нагрузках, вязких сред и сред с твердыми вкраплениями.
Рис. 2.28.Дифманометр с магнитным преобразователем:
1 – поворотный магнит;
2 – стрелка;
3 – корпус;
4 – магнитный поршень;
5 – фторопластовый сальник;
6 – рабочий канал;
7 – пробка;
8 – диапазонная пружина;
9 – блок электроконтактовПринципиально иной показывающий дифманометр изображен на рис. 2.28. Поворотный магнит 1, на торце которого установлена стрелка 2, размещен в корпусе 3, выполненном из немагнитного металла. Магнитный поршень, уплотненный фторопластовым сальником 5, может передвигаться в рабочем канале 6. Магнитный поршень 4 со стороны «минусового» давления подпирает пробка 7, в свою очередь поджимаемая диапазонной пружиной 8.
Среда «плюсового» давления через соответствующий подводящий штуцер воздействует на магнитный поршень и сдвигает его вместе с пробкой 7 по каналу 6 до уравновешивания такого смещения противодействующими силами – «минусовым» давлением и диапазонной пружиной. Движение магнитного поршня приводит к осевому вращению поворотного магнита и соответственно указательной стрелки. Такой сдвиг пропорционален перемещению стрелки. Полное согласование достигается подбором упругих характеристик диапазонной пружины.
В дифманометре с магнитным преобразователем предусмотрен блок 9, замыкающий и размыкающий соответствующие контакты при прохождении вблизи его магнитного поршня.
Приборы с магнитным преобразователем устойчивы к воздействию статического давления (до 10 МПа). Они обеспечивают относительно невысокую погрешность (примерно 2 %) в диапазоне функционирования до 0,4 Мпа и используются для измерения давления воздуха, газов, различных жидкостей.[ http://jumas.ru/index.php?area=1&p=static&page=razdel_2_3_2]
Показывающий дифференциальный манометр на основе трубчатой пружины1 и 2 – держатели;
3 и 4 – трубчатые пружины;
5 и 8 – трибки;
6 – стрелка «плюсового» давления;
7 и 9 – шкалы избыточного давления;
10 – стрелка «минусового» давленияВ приборах такого типа на автономных держателях 1 и 2, соединенных вместе, установлены трубчатые пружины. Каждый держатель вместе с трубчатым чувствительным элементом образовывают автономные измерительные каналы. Среда «плюсового» давления поступает через входной штуцер держателя 2 в трубку 4, деформирует ее овал, в результате чего перемещается наконечник трубки и это перемещение через соответствующий зубчатый сектор передается на трибку 5. Эта трибка соответственно приводит к отклонению указательной стрелки 6, которая показывает на шкале 7 значение «плюсового» избыточного давления.
«Минусовое» давление посредством держателя 1, трубчатой пружины 3, трибки 8 приводит к перемещению циферблата 9, объединенного со стрелкой 10, которая на шкале 7 отслеживает значение измеряемого параметра.Дифференциальные манометры (далее – дифманометры), как отмечалось в п.1.3, являются названием отнесенным в нашей стране к показывающим приборам. (Устройства, обеспечивающие электрический выходной сигнал, пропорциональный измеряемому дифференциальному давлению имеют название измерительных преобразователей разности давлений). Хотя отдельные производители, а также некоторые специалисты-эксплуатанционщики измерительные преобразователи разности давлений также называют дифманометрами.
Дифманометры нашли основное применение в технологических процессах для измерения, контроля, регистрации и регулирования следующих параметров:
· расхода различных жидких, газообразных и парообразных сред по перепаду давления на разного рода сужающих устройствах (стандартных диафрагмах, соплах, включая сопла Вентури) и дополнительно вводимых в поток гидро- и аэродинамических сопротивлениях, например на преобразователях типа Annubar или на нестандартных гидро- и аэродинамических препятствиях;
· перепада - разности давления, вакуумметрических, избыточных, в двух точках технологического цикла, включая потери на фильтрах систем вентиляции и кондиционирования воздуха;
· уровня жидких сред по величине гидростатического столба.
Согласно ГОСТ 18140–84/23/, предельные номинальные перепады давления дифманометров-расходомеров, верхние пределы или сумма абсолютных значений верхних пределов измерений дифманометров-перепадомеров должны приниматься из следующего ряда:
10; 16; 25; 40; 63; 100; 160; 250; 400; 630 Па;
1; 1,6; 2,5; 4; 6,3; 10; 16; 25; 40; 63; 100; 160; 250; 400; 630 кПа;
1; 1,6; 2,5; 4; 6,3 МПа.
У дифманометров-расходомеров верхние пределы измерений выбираются из ряда, определяемого выражением:
А = а × 10n, (2.7)
где а – одно из чисел следующего ряда: 1; 1,25; 1,6; 2,0; 2,5; 3,2; 4; 5; 6,3; 8; n – целое (положительное или отрицательное) число или нуль.
Верхние пределы измерений или сумма абсолютных значений верхних пределов измерений дифманометров-уровнемеров следует выбирать и ряда:
0,25; 0,4; 0,63; 1,0; 1,6; 2,5; 4,0; 6,3; 10; 16; 25; 40; 63; 100 и 160 метров.
Одной из важных характеристик дифманометров является предельно допустимое рабочее избыточное давление, т. е. избыточное давление, которое могут выдержать рабочие каналы без необратимой деформации чувствительных элементов. Такое значение параметра принимается из следующего ряда:
25; 40; 63; 100; 160; 250; 400 и 630 кПа;
1; 1,6; 2,5; 4; 6,3; 10; 16; 25; 32; 40 и 63 МПа.
Нижние пределы измерений дифманометров-расходо-меров из-за неустойчивости работы стандартных сужающих устройств при малых Числах Рейнольдса измеряемого потока не должны превышать 30 % шкалы прибора. У преобразователей Annubar этот предел не превышает 10 % при сохранении объявленного класса точности (1,0).
Классы точности дифманометров принимаются из ряда: 0,25; 0,5; 1,0; 1,5.
Дифманометры должны иметь линейную шкалу при измерении уровня или перепада, линейную или квадратичную – при измерении расхода.
Дифманометры могут иметь условные обозначения, предложенные в методике п.1.4. Указываются модель прибора, причем на первом месте в обозначении фиксируется измеряемый параметр – тип измерителя (дифманометр), затем – принцип измерения и функция, предельный номинальный перепад, избыточное рабочее давление, класс точности. Например, дифманометр сильфонный показывающий в корпусе диаметром 160 мм, на предельный номинальный перепад давления 630 кПа, с рабочим избыточным давлением 32 МПа, класса точности 1,5 обозначается как
ДСП 160 (0…630 кПа)-32 МПа-1,5.
После этого допускается указывать дополнительные обозначения, например исполнение по «IP», измеряемой среде, присоединительным линиям и т. д.
Специфика измерения дифференциального давления обусловливает наличие в дифманометрах устройств продувки импульсных линий без необходимости демонтажа прибора или его узлов.
При испытаниях, а также в нормальных условиях отечественные дифманометры, согласно требований производителя, должны обеспечивать заданные метрологические характеристики после выдержки не менее 6-ти часов при температуре окружающей среды:
20 ± 2 или 23 ± 2 оС – для приборов классов точности 0,5; 0,6 и 1;
20 ± 5 или 23 ± 5 оС – для приборов класса точности 1,5.
Современные конструкции из-за снижения металлоемкости и совершенствования преобразователей позволяют сокращать время температурной адаптации у некоторых моделей до нескольких десятков минут.
Конкретная температура приведена в ТУ на измеритель и должна регистрироваться в техническом описании или паспорте на прибор.
Дифманометры, не защищенные от одностороннего воздействия, должны выдерживать перегрузку со стороны среды «плюсового» давления, превышающую предельные номинальные перепады на 10…50 %. «Плюсовым», в противовес «минусовому», называют большее из двух давлений среды, поступающей на вход дифференциального манометра.
Конструкции, у которых предусмотрены односторонние перегрузки, должны выдерживать десятикратные, стократные или двухсот пятидесятикратные односторонние перегрузки/23/.
Показывающие дифференциальные манометры на основе трубчатой пружины находят широкое применение для визуализации расхода различных сред, гидродинамических потерь в системах теплового отопления.
Дифференциальное давление, т. е. разность давлений р отсчитывается стрелкой на шкале циферблата.
Дифманометры такого типа, исходя из особенностей трубчатых пружин, обеспечивают работоспособность в промышленных условиях в диапазоне от 0 до 100 МПа.[ http://jumas.ru/index.php?area=1&p=static&page=razdel2_2_4]
Тематики
Синонимы
EN
- differential gauge pressure
- differential manometer
- differential pressure gage
- differential pressure indicator
- differential-pressure gage
DE
FR
Русско-французский словарь нормативно-технической терминологии > дифференциальный манометр
-
33 композиция
- SDR 9
- SDR 7,4
- SDR 6
- SDR 41
- SDR 33
- SDR 26
- SDR 21
- SDR 17,6
- SDR 17
- SDR 13,6
- SDR 11
- PN 8
- PN 6,3
- PN 6
- PN 5
- PN 4
- PN 3,2
- PN 25
- PN 20
- PN 2,5
- PN 16
- PN 12,5
- PN 10
- composition
композиция
Осмысленное, сложное и/или оригинальное оформление всех движений в программе по фигурному катанию в соответствии с принципами пропорциональности, единства, объемности, рисунка, структуры и выразительности.
[Департамент лингвистических услуг Оргкомитета «Сочи 2014». Глоссарий терминов]EN
composition
Intentional, developed and/or original arrangement of all types of movements in figure skating program according to the principles of proportion, unity, space, pattern, structure and phrasing.
[Департамент лингвистических услуг Оргкомитета «Сочи 2014». Глоссарий терминов]Тематики
EN
3.20 композиция: Гомогенная гранулированная смесь базового полимера (ПЭ), включающая в себя добавки (антиоксиданты, пигменты, стабилизаторы и др.), вводимые на стадии производства композиции, в концентрациях, необходимых для обеспечения изготовления и использования труб, соответствующих требованиям настоящего стандарта».
Пункт 4.1. Первый абзац изложить в новой редакции:
«4.1 Размеры труб из композиций полиэтилена ПЭ 32 приведены в таблице 1, из композиций полиэтилена ПЭ 63, ПЭ 80, ПЭ 100 - в таблицах 2 и 3»;
таблица 1. Наименование. Заменить слова: «из полиэтилена 32» на «из композиций полиэтилена 32»;
головка. Заменить значения максимального рабочего давления воды при 20 °С: 0,25 на 2,5; 0,4 на 4; 0,6 на 6; 1 на 10;
таблицы 2 и 3 изложить в новой редакции:
Таблица 2 - Средний наружный диаметр и овальность труб из композиций полиэтилена ПЭ 63, ПЭ 80, ПЭ 100
В миллиметрах
Номинальный размер DN/OD
Средний наружный диаметр dem
Овальность после экструзии***, не более
dem, min
Предельное отклонение*
10
10,0
+0,3
1,2
12
12,0
+0,3
1,2
16
16,0
+0,3
1,2
20
20,0
+0,3
1,2
25
25,0
+0,3
1,2
32
32,0
+0,3
1,3
40
40,0
+0,4**
1,4
50
50,0
+0,4**
1,4
63
63,0
+0,4
1,5
(75)
75,0
+0,5
1,6
90
90,0
+0,6
1,8
110
110,0
+0,7
2,2
(125)
125,0
+0,8
2,5
(140)
140,0
+0,9
2,8
160
160,0
+1,0
3,2
(180)
180,0
+1,1
3,6
(200)
200,0
+1,2
4,0
225
225,0
+1,4
4,5
250
250,0
+1,5
5,0
280
280,0
+1,7
9,8
315
315,0
+1,9
11,1
355
355,0
+2,2
12,5
400
400,0
+2,4
14,0
450
450,0
+2,7
15,6
500
500,0
+3,0
17,5
(560)
560,0
+3,4
19,6
630
630,0
+3,8
22,1
710
710,0
+6,4
24,9
800
800,0
+7,2
28,0
900
900,0
+8,1
31,5
1000
1000,0
+9,0
35,0
1200
1200,0
+10,8
42,0
1400
1400,0
+12,6
49,0
1600
1600,0
+14,4
56,0
1800
1800,0
+16,2
63,0
2000
2000,0
+18,0
70,0
* Соответствует ГОСТ ИСО 11922-1, квалитет В - для размеров DN/OD ≤ 630, квалитет А - для размеров DN/OD ≥ 710.
** Предельное отклонение увеличено до 0,4 мм по сравнению с указанным в ГОСТ ИСО 11922-1.
*** Соответствует ГОСТ ИСО 11922-1, квалитет N, определяет изготовитель после экструзии.
Примечание - Размеры, взятые в скобки, - нерекомендуемые.
Таблица 3 - Толщины стенок и номинальные давления труб из композиций полиэтилена ПЭ 63, ПЭ 80, ПЭ 100
В миллиметрах
Наименование полиэтилена
SDR 41
SDR 33
SDR 26
SDR 21
Номинальное давление, 105 Па (бар)
ПЭ 63
PN 2,5
PN 3,2
PN 4
PN 5
ПЭ 80
PN 3,2
PN 4
PN 5
PN 6,3
ПЭ 100
PN 4
PN 5
PN 6,3
PN 8
Номинальный размер DN/OD
Толщина стенки е
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
10
-
-
-
-
-
-
-
-
12
-
-
-
-
-
-
-
-
16
-
-
-
-
-
-
-
-
20
-
-
-
-
-
-
-
-
25
-
-
-
-
-
-
-
-
32
-
-
-
-
-
-
-
-
40
-
-
-
-
-
-
2,0*
+0,3
50
-
-
-
-
2,0
+0,3
2,4
+0,4
63
-
-
2,0
+0,3
2,5
+0,4
3,0
+0,4
75
2,0*
+0,3
2,3
+0,4
2,9
+0,4
3,6
+0,5
90
2,2
+0,4
2,8
+0,4
3,5
+0,5
4,3
+0,6
110
2,7
+0,4
3,4
+0,5
4,2
+0,6
5,3
+0,7
125
3,1
+0,5
3,9
+0,5
4,8
+0,6
6,0
+0,7
140
3,5
+0,5
4,3
+0,6
5,4
+0,7
6,7
+0,8
160
4,0
+0,5
4,9
+0,6
6,2
+0,8
7,7
+0,9
180
4,4
+0,6
5,5
+0,7
6,9
+0,8
8,6
+1,0
200
4,9
+0,6
6,2
+0,8
7,7
+0,9
9,6
+1,1
225
5,5
+0,7
6,9
+0,8
8,6
+1,0
10,8
+1,2
250
6,2
+0,8
7,7
+0,9
9,6
+1,1
11,9
+1,3
280
6,9
+0,8
8,6
+1,0
10,7
+1,2
13,4
+1,5
315
7,7
+0,9
9,7
+1,1
12,1
+1,4
15,0
+1,6
355
8,7
+1,0
10,9
+1,2
13,6
+1,5
16,9
+1,8
400
9,8
+1,1
12,3
+1,4
15,3
+1,7
19,1
+2,1
450
11,0
+1,2
13,8
+1,5
17,2
+1,9
21,5
+2,3
500
12,3
+1,4
15,3
+1,7
19,1
+2,1
23,9
+2,5
560
13,7
+1,5
17,2
+1,9
21,4
+2,3
26,7
+2,8
630
15,4
+1,7
19,3
+2,1
24,1
+2,6
30,0
+3,1
710
17,4
+1,9
21,8
+2,3
27,2
+2,9
33,9
+3,5
800
19,6
+2,1
24,5
+2,6
30,6
+3,2
38,1
+4,0
900
22,0
+2,3
27,6
+2,9
34,4
+3,6
42,9
+4,4
1000
24,5
+2,6
30,6
+3,2
38,2
+4,0
47,7
+4,9
1200
29,4
+3,1
36,7
+3,8
45,9
+4,7
57,2
+5,9
1400
34,3
+3,6
42,9
+4,4
53,5
+5,5
66,7
+6,8
1600
39,2
+4,1
49,0
+5,0
61,2
+6,3
76,2
+7,8
1800
44,0
+4,5
55,1
+5,7
68,8
+7,0
85,8
+8,7
2000
48,9
+5,0
61,2
+6,3
76,4
+7,8
95,3
+9,7
Наименование полиэтилена
SDR 17,6
SDR 17
SDR 13,6
SDR 11
Номинальное давление, 105 Па (бар)
ПЭ 63
PN 6
-
PN 8
PN 10
ПЭ 80
(PN 7,5)
PN 8
PN 10
PN 12,5
ПЭ 100
(PN 9,5)
PN 10
PN 12,5
PN 16
Номинальный размер DN/OD
Толщина стенки е
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
10
-
-
-
-
-
-
-
-
12
-
-
-
-
-
-
-
-
16
-
-
-
-
-
-
-
-
20
-
-
-
-
-
-
2,0*
+0,3
25
-
-
-
-
2,0*
+0,3
2,3
+0,4
32
-
-
2,0*
+0,3
2,4
+0,4
3,0*
+0,4
40
2,3
+0,4
2,4
+0,4
3,0
+0,4
3,7
+0,5
50
2,9
+0,4
3,0
+0,4
3,7
+0,5
4,6
+0,6
63
3,6
+0,5
3,8
+0,5
4,7
+0,6
5,8
+0,7
75
4,3
+0,6
4,5
+0,6
5,6
+0,7
6,8
+0,8
90
5,1
+0,7
5,4
+0,7
6,7
+0,8
8,2
+1,0
110
6,3
+0,8
6,6
+0,8
8,1
+1,0
10,0
+1,1
125
7,1
+0,9
7,4
+0,9
9,2
+1,1
11,4
+1,3
140
8,0
+1,0
8,3
+1,0
10,3
+1,2
12,7
+1,4
160
9,1
+1,1
9,5
+1,1
11,8
+1,3
14,6
+1,6
180
10,2
+1,2
10,7
+1,2
13,3
+1,5
16,4
+1,8
200
11,4
+1,3
11,9
+1,3
14,7
+1,6
18,2
+2,0
225
12,8
+1,4
13,4
+1,5
16,6
+1,8
20,5
+2,2
250
14,2
+1,6
14,8
+1,6
18,4
+2,0
22,7
+2,4
280
15,9
+1,7
16,6
+1,8
20,6
+2,2
25,4
+2,7
315
17,9
+1,9
18,7
+2,0
23,2
+2,5
28,6
+3,0
355
20,1
+2,2
21,1
+2,3
26,1
+2,8
32,2
+3,4
400
22,7
+2,4
23,7
+2,5
29,4
+3,1
36,3
+3,8
450
25,5
+2,7
26,7
+2,8
33,1
+3,5
40,9
+4,2
500
28,3
+3,0
29,7
+3,1
36,8
+3,8
45,4
+4,7
560
31,7
+3,3
33,2
+3,5
41,2
+4,3
50,8
+5,2
630
35,7
+3,7
37,4
+3,9
46,3
+4,8
57,2
+5,9
710
40,2
+4,2
42,1
+4,4
52,2
+5,4
64,5
+6,6
800
45,3
+4,7
47,4
+4,9
58,8
+6,0
72,6
+7,4
900
51,0
+5,2
53,3
+5,5
66,1
+6,8
81,7
+8,3
1000
56,6
+5,8
59,3
+6,1
73,5
+7,5
90,8
+9,2
1200
68,0
+6,9
71,1
+7,3
88,2
+9,0
108,9
+11,0
1400
-
-
83,0
+8,4
102,9
+10,4
-
-
1600
-
-
94,8
+9,6
117,5
+11,9
-
-
1800
-
-
106,6
+10,8
-
-
-
-
2000
-
-
118,5
+12,0
-
-
-
-
Наименование полиэтилена
SDR 9
SDR 7,4
SDR 6
Номинальное давление, 105 Па (бар)
ПЭ 63
-
-
-
ПЭ 80
PN 16
PN 20
PN 25
ПЭ 100
PN 20
PN 25
-
Номинальный размер DN/OD
Толщина стенки е
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
10
-
-
-
-
2,0*
+0,3
12
-
-
-
-
2,0
+0,3
16
2,0*
+0,3
2,3*
+0,4
2,7
+0,4
20
2,3
+0,4
3,0*
+0,4
3,4
+0,5
25
2,8
+0,4
3,5
+0,5
4,2
+0,6
32
3,6
+0,5
4,4
+0,6
5,4
+0,7
40
4,5
+0,6
5,5
+0,7
6,7
+0,8
50
5,6
+0,7
6,9
+0,8
8,3
+1,0
63
7,1
+0,9
8,6
+1,0
10,5
+1,2
75
8,4
+1,0
10,3
+1,2
12,5
+1,4
90
10,1
+1,2
12,3
+1,4
15,0
+1,7
110
12,3
+1,4
15,1
+1,7
18,3
+2,0
125
14,0
+1,5
17,1
+1,9
20,8
+2,2
140
15,7
+1,7
19,2
+2,1
23,3
+2,5
160
17,9
+1,9
21,9
+2,3
26,6
+2,8
180
20,1
+2,2
24,6
+2,6
29,9
+3,1
200
22,4
+2,4
27,4
+2,9
33,2
+3,5
225
25,2
+2,7
30,8
+3,2
37,4
+3,9
250
27,9
+2,9
34,2
+3,6
41,5
+4,3
280
31,3
+3,3
38,3
+4,0
46,5
+4,8
315
35,2
+3,7
43,1
+4,5
52,3
+5,4
355
39,7
+4,1
48,5
+5,0
59,0
+6,0
400
44,7
+4,6
54,7
+5,6
66,4
+6,8
450
50,3
+5,2
61,5
+6,3
-
-
500
55,8
+5,7
68,3
+7,0
-
-
560
62,5
+6,4
76,5
+7,8
-
-
630
70,3
+7,2
86,1
+8,7
-
-
710
79,3
+8,1
97,0
+9,8
-
-
800
89,3
+9,1
109,3
+11,1
-
-
900
100,5
+10,2
-
-
-
-
1000
111,6
+11,3
-
-
-
-
* Номинальная толщина стенки труб увеличена в соответствии с условиями применения по сравнению с указанной в ГОСТ ИСО 4065 для данного SDR.
Примечания
1 Номинальные давления PN, указанные в скобках, выбраны из ряда R40 по ГОСТ 8032.
2 Полиэтилен ПЭ 63 не рекомендуется для изготовления труб диаметром более 250 мм.
Пункт 4.1. Исключить слова: «При этом допускается изготовлять трубы с предельными отклонениями, указанными в скобках».
Пункт 4.2. Первый абзац. Заменить значение: «плюс 1 %» на «±1 %»;
второй абзац. Заменить значения: «плюс 3 %» на «±3 %» и «плюс 1,5 %» на «±1,5 %».
Пункт 4.4 исключить.
Пункт 5.1 изложить в новой редакции:
«5.1 Трубы изготовляют из композиций полиэтилена (см. 3.20) минимальной длительной прочностью MRS 3,2 МПа (ПЭ 32), MRS 6,3 МПа (ПЭ 63), MRS 8,0 МПа (ПЭ 80), MRS 10,0 МПа (ПЭ 100) (приложение Г) по технологической документации, утвержденной в установленном порядке. Введение добавок на стадии экструзии труб не допускается. Допускается изготовлять трубы из композиций полиэтилена с использованием вторичного гранулированного полиэтилена ПЭ 32, ПЭ 63, ПЭ 80 или ПЭ 100, полученного из труб собственного производства.
Классификация композиции полиэтилена по уровню минимальной длительной прочности MRS по таблице 4а (кроме ПЭ 32) должна быть установлена изготовителем композиции в соответствии с ГОСТ ИСО 12162.
Таблица 4а - Классификация композиций полиэтилена
Обозначение композиции полиэтилена
Минимальная длительная прочность MRS, МПа
Расчетное напряжение σs,МПа
ПЭ 100
10,0
8,0
ПЭ 80
8,0
6,3
ПЭ 63
6,3
5,0
ПЭ 32
3,2
2,5
Значение MRS и классификацию композиции полиэтилена устанавливают, исходя из значения нижнего доверительного предела прогнозируемой гидростатической прочности σLPL, в соответствии с ГОСТ ИСО 12162. Значение σLPL должно быть определено на основе анализа данных длительных гидростатических испытаний образцов труб, выполненных по ГОСТ 24157. При определении длительной гидростатической прочности композиций полиэтилена ПЭ 100 прямая, описывающая временную зависимость прочности при 80 °С не должна иметь перегиба ранее 5000 ч».
Раздел 5 дополнить пунктом - 5.1а:
«5.1а Трубы должны соответствовать Единым санитарно-эпидемиологическим и гигиеническим требованиям к товарам, подлежащим санитарно-эпидемиологическому и гигиеническому контролю (надзору)».
Пункт 5.2. Таблица 5. Графа «Значение показателя для труб из». Для показателя 1 заменить слова: «с синими продольными полосами в количестве не менее четырех» на «с синими продольными маркировочными полосами в количестве не менее трех»;
после слов «не регламентируются» дополнить словами: «Цвет защитной оболочки - синий»;
показатели 2, 3 и 4 изложить в новой редакции, показатель 5 дополнить знаком сноски «*»; дополнить показателем 7 и сноской «**»:
Наименование показателя
Значение показателя для труб из
Метод испытания
ПЭ 32
ПЭ 63
ПЭ 80
ПЭ 100
2 Относительное удлинение при разрыве, %, не менее
250
350
350
350
По ГОСТ 11262 и 8.4 настоящего стандарта
3 Изменение длины после прогрева (для труб номинальной толщиной 16 мм и менее), %, не более
3
По ГОСТ 27078 и 8.5 настоящего стандарта
4 Стойкость при постоянном внутреннем давлении при 20 °С, ч, не менее
При начальном напряжении в стенке трубы 6,5 МПа 100
При начальном напряжении в стенке трубы 8,0 МПа 100
При начальном напряжении в стенке трубы 9,0 МПа 100
При начальном напряжении в стенке трубы 12,0 МПа 100
По ГОСТ 24157 и 8.6 настоящего стандарта
7 Термостабильность при 200 °С**, мин, не менее
20
По приложению Ж
* В случае пластического разрушения до истечения 165 ч - см. таблицу 5а.
** Допускается проводить испытание при 210 °С или при 220 °С. В случае разногласий испытание проводят при температуре 200 °С.
Пункт 5.3.1. Третий абзац исключить;
дополнить абзацами и примечанием:
«Маркировка не должна приводить к возникновению трещин и других повреждений, ухудшающих прочностные характеристики трубы.
При нанесении маркировки методом печати цвет маркировки должен отличаться от основного цвета трубы. Размер шрифта и качество нанесения маркировки должны обеспечивать ее разборчивость без применения увеличительных приборов.
Примечание - Изготовитель не несет ответственности за маркировку, ставшую неразборчивой в результате следующих действий при монтаже и эксплуатации: окрашивание, снятие верхнего слоя, использование покрытия или применение моющих средств, за исключением согласованных или установленных изготовителем.
Маркировка труб с соэкструзионными слоями и труб с защитной оболочкой - в соответствии с В.2.3 и В.3.4 (приложение В)».
Пункт 5.4.1. Первый абзац. Заменить значение: «до 1 т» на «до 3 т»; дополнить словами: «По согласованию с потребителем из пакетов допускается формировать блок-пакеты массой до 5 т»;
первый и четвертый абзацы. Заменить слова: «и труднодоступных районов» на «и приравненных к ним местностей» (2 раза);
третий абзац. Заменить значение: 20 на 16.
Пункт 6.1. Первый абзац. Заменить слова: «Трубы из полиэтилена» на «Полиэтилен, из которого изготовляют трубы,»; заменить ссылку: ГОСТ 12.1.005 на ГОСТ 12.1.007.
Пункт 6.2. Второй абзац после слов «соответствовать ГОСТ 12.3.030» изложить в новой редакции: «Предельно допустимые концентрации основных продуктов термоокислительной деструкции в воздухе рабочей зоны и класс опасности приведены в таблице 6»;
таблицу 6 изложить в новой редакции:
Таблица 6
Наименование продукта
Предельно допустимая концентрация (ПДК) в воздухе рабочей зоны по ГОСТ 12.1.005*, мг/м3
Класс опасности по ГОСТ 12.1.007
Действие на организм
Формальдегид
0,5
2
Выраженное раздражающее, сенсибилизирующее
Ацетальдегид
5
3
Общее токсическое
Углерода оксид
20
4
Общее токсическое
Органические кислоты (в пересчете на уксусную кислоту)
5
3
Общее токсическое
Аэрозоль полиэтилена
10
4
Общее токсическое
* В Российской Федерации действует ГОСТ 29325,
б) как расчетное значение из нескольких (в соответствии с таблицей 7а) измерений диаметра, равномерно расположенных в выбранном поперечном сечении.
Таблица 7а - Количество измерений диаметра для данного номинального размера
Номинальный размер трубы DN/OD
Количество измерений диаметра в данном поперечном сечении
≤40
4
>40 и ≤600
6
>600 и ≤1600
8
>1600
12
Измерения проводят с погрешностью в соответствии с таблицей 7б.
Таблица 7б - Погрешность измерения диаметра
В миллиметрах
Номинальный размер трубы DN/OD
Допускаемая погрешность единичного измерения
Среднеарифметическое значение округляют до*
≤600
0,1
0,1
600 < DN ≤ 1600
0,2
0,2
>1600
1
1
* Округление среднего значения проводят в большую сторону.
В случае перечисления б), рассчитывают среднеарифметическое значение полученных измерений, округляют в соответствии с таблицей 7б и записывают результат как средний наружный диаметр dеm».
Пункт 8.3.4. Второй абзац. Заменить слова: «в таблицах 1 - 4» на «в таблицах 1, 3».
Пункт 8.3.5. Заменить слова: «определяемыми по ГОСТ 29325» на «измеряемыми».
Пункт 8.3.6. Второй абзац дополнить словами: «в процессе производства».
Пункт 8.4 изложить в новой редакции:
«8.4 Относительное удлинение при разрыве определяют по ГОСТ 11262* на образцах-лопатках, при этом толщина образца должна быть равна толщине стенки трубы. Отрезок трубы, изготовленный из пробы, отобранной по 7.2, разделяют на равное количество секторов, вырезают полосы, располагаемые приблизительно равномерно по окружности трубы, в количестве, указанном в таблице 7в.
________
* В Российской Федерации действуют ГОСТ Р 53652.1-2009 и ГОСТ Р 53652.3-2009.
Таблица 7в - Количество образцов
Номинальный наружный диаметр, dn, мм
20 ≤ dn < 75
75 ≤ dn < 280
280 ≤ dn < 450
dn ≥ 450
Количество полос для изготовления образцов
3
5
5
8
Примечание - Для труб диаметром 40 мм и менее допускается вырезать полосы из двух или трех отрезков труб.
Тип образца, метод изготовления и скорость испытания выбирают в соответствии с таблицей 8.
Таблица 8
Номинальная толщина стенки трубы е, мм
Тип образца по ГОСТ 11262
Способ изготовления
Скорость испытания, мм/мин
е ≤ 5
1
Вырубка штампом-про- сечкой или механическая обработка по ГОСТ 26277
100 ± 10
5 < е ≤12
2
Вырубка штампом-про- сечкой или механическая обработка по ГОСТ 26277
50 ± 5
е > 12
2
Механическая обработка по ГОСТ 26277
25 ±2
или е > 12
3 по рисунку 1
Механическая обработка по ГОСТ 26277
10 ± 1

Рисунок 1 - Образец типа 3
Таблица 9 - Размеры образца типа 3
Параметр
Размеры, мм
Общая длина l1, не менее
250
Начальное расстояние между центрами несущих болтов l2
165 ± 5
Длина рабочей части (параллельная часть) l3
25 ± 1
Расчетная длина l0
20 ± 1
Ширина головки b1
100 ± 3
Ширина рабочей части (параллельная часть) b2,
25 ± 1
Толщина е
Соответствует толщине стенки трубы
Радиус закругления r
25 ± 1
Диаметр отверстия d
30 ± 5
При изготовлении ось образца должна быть параллельна оси трубы и располагаться по центру полосы, при этом штамп-просечку устанавливают на внутреннюю сторону полосы.
Перед испытанием образцы кондиционируют по ГОСТ 12423 при температуре испытания (23 ± 2) °С при номинальной толщине образца, мм:
еn < 3 ………………………………………………..… в течение 1 ч ± 5 мин
3 ≤ еп < 8 ……………………………………………………… » 3 ч ± 15 мин
8 ≤ еn < 16 …………………………………………………….. » 6 ч ± 30 мин
16 ≤ еn < 32 …………………………………………………… » (10 ± 1) ч
еn ≥ 32 …………………………………………………………. » (16 ± 1) ч.
Примечание - При достижении относительного удлинения 500 % испытание может быть прекращено до наступления разрыва образца.
За результат испытания принимают минимальное значение относительного удлинения при разрыве, вычисленное до третьей значащей цифры».
Пункт 8.5 дополнить словами: «на трубах номинальной толщиной стенки 16 мм и менее. При этом образцы перед испытанием кондиционируют в стандартной атмосфере 23 по ГОСТ 12423 при номинальной толщине испытуемой трубы, мм:
еn < 3 ………………………………………………….. в течение 1 ч
3 ≤ еп < 8 ……………………………………………………… » ≥3 ч
8 ≤ еn < 16 …………………………………………………….. » ≥6 ч».
Пункт 8.6. Заменить слова: «на трех пробах» на «на пробах»; исключить слова: «Расчет испытательного давления проводят с точностью 0,01 МПа»; дополнить словами: «Среда испытания - «вода в воде».
Пункт 9.1. Последний абзац. Заменить слова: «и труднодоступные районы» на «и приравненные к ним местности».
Пункт 9.2. Первый абзац изложить в новой редакции:
«Трубы хранят по ГОСТ 15150, раздел 10 в условиях 5 ( ОЖ4) или 8 (ОЖ3). При этом трубы, изготовленные из несажевых композиций полиэтилена, хранят в условиях 8 (ОЖ3) в течение не более 12 мес, по истечению указанного срока они должны быть испытаны по показателям 2, 5, 7 таблицы 5».
Пункт 10.2. Исключить слово: «хранения».
Приложение А. Пункт А. 1. Исключить слово: «нормативных».
Приложение Б. Таблицу Б.2 изложить в новой редакции:
Таблица Б.2 - Расчетная масса 1 м труб из композиций полиэтилена ПЭ 63, ПЭ 80, ПЭ 100
Номинальный размер DN/OD
Расчетная масса 1 м труб, кг
SDR 41
SDR 33
SDR 26
SDR 21
SDR 17,6
SDR 17
SDR 13,6
SDR 11
SDR 9
SDR 7,4
SDR 6
10
-
-
-
-
-
-
-
-
-
-
0,051
12
-
-
-
-
-
-
-
-
-
-
0,064
16
-
-
-
-
-
-
-
-
0,090
0,102
0,115
20
-
-
-
-
-
-
-
0,116
0,132
0,162
0,180
25
-
-
-
-
-
-
0,148
0,169
0,198
0,240
0,277
32
-
-
-
-
-
0,193
0,229
0,277
0,325
0,385
0,453
40
-
-
-
0,244
0,281
0,292
0,353
0,427
0,507
0,600
0,701
50
-
-
0,308
0,369
0,436
0,449
0,545
0,663
0,786
0,935
1,47
63
-
0,392
0,488
0,573
0,682
0,715
0,869
1,05
1,25
1,47
1,73
75
0,469
0,543
0,668
0,821
0,97
1,01
1,23
1,46
1,76
2,09
2,45
90
0,630
0,782
0,969
1,18
1,40
1,45
1,76
2,12
2,54
3,00
3,52
110
0,930
1,16
1,42
1,77
2,07
2,16
2,61
3,14
3,78
4,49
5,25
125
1,22
1,50
1,83
2,26
2,66
2,75
3,37
4,08
4,87
5,78
6,77
140
1,53
1,87
2,31
2,83
3,35
3,46
4,22
5,08
6,12
7,27
8,49
160
1,98
2,41
3,03
3,71
4,35
4,51
5,50
6,67
7,97
9,46
11,1
180
2,47
3,05
3,78
4,66
5,47
5,71
6,98
8,43
10,1
12,0
14,0
200
3,03
3,82
4,68
5,77
6,78
7,04
8,56
10,4
12,5
14,8
17,3
225
3,84
4,76
5,88
7,29
8,55
8,94
10,9
13,2
15,8
18,7
21,9
250
4,81
5,90
7,29
8,92
10,6
11,0
13,4
16,2
19,4
23,1
27,0
280
5,96
7,38
9,09
11,3
13,2
13,8
16,8
20,3
24,4
28,9
33,9
315
7,49
9,35
11,6
14,2
16,7
17,4
21,3
25,7
30,8
36,6
42,8
355
9,53
11,8
14,6
18,0
21,2
22,2
27,0
32,6
39,2
46,4
54,4
400
12,1
15,1
18,6
22,9
26,9
28,0
34,2
41,4
49,7
59,0
69,0
450
15,2
19,0
23,5
29,0
34,0
35,5
43,3
52,4
62,9
74,6
-
500
19,0
23,4
29,0
35,8
42,0
43,9
53,5
64,7
77,5
92,1
-
560
23,6
29,4
36,3
44,8
52,6
55,0
67,1
81,0
97,3
116
-
630
29,9
37,1
46,0
56,5
66,6
69,6
84,8
103
123
146
-
710
38,1
47,3
58,5
72,1
84,7
88,4
108
131
157
186
-
800
48,3
59,9
74,1
91,4
108
112
137
166
199
236
-
900
60,9
75,9
93,8
116
136
142
173
210
252
-
-
1000
75,4
93,5
116
143
168
175
214
259
311
-
-
1200
108
134
167
206
242
252
308
373
-
-
-
1400
148
183
227
280
-
343
419
-
-
-
-
1600
193
239
296
365
-
448
547
-
-
-
-
1800
243
303
375
462
-
567
-
-
-
-
-
2000
300
374
462
571
-
700
-
-
-
-
-
Примечание после таблицы Б.2. Заменить слова: «плотности полиэтилена» на «плотности композиции полиэтилена», «полиэтилена плотностью» на «композиции полиэтилена плотностью».
Приложение В изложить в новой редакции:
Источник: 2:
Русско-английский словарь нормативно-технической терминологии > композиция
-
34 естественная монополия
естественная монополия
1. Состояние товарного рынка, при котором удовлетворение спроса на этом рынке эффективно в условиях отсутствия конкуренции в силу технологических особенностей производства (в связи с существенным понижением издержек производства на единицу товара по мере увеличения объема производства), а товары, производимые субъектами естественной монополии, не могут быть заменены в потреблении другими товарами.
2. Экономический субъект (корпорация), пользующийся в своей деятельности возможностями и правами Е.м.
[ОАО РАО "ЕЭС России" СТО 17330282.27.010.001-2008]
естественная монополия
1. Ситуация, при которой отрасль, производящая (реализующая) товары и услуги, эффективно удовлетворяет спрос в условиях отсутствия конкуренции в силу технологических особенностей производства. Ее товары (услуги) имеют устойчивый спрос независимо от изменений цены, даже значительных, поскольку эти товары оказывается невозможным заменить другими (пример: система электроснабжения города). 2. Собственно, отрасль, фирма, находящиеся в такой ситуации. В условиях Е.м. производство продукции одной фирмой при любом выпуске выгодней, чем производство двумя или более фирмами. Иными словами, оптимальный размер фирмы настолько велик относительно рынка, на котором она действует, что для других фирм на этом рынке не остается места и она может удовлетворить спрос на данный продукт с затратами меньшими, чем если бы на рынке действовали две или более фирм. Новичкам просто нерентабельно вступать в рынок такого товара. (Но, конечно, научно-технический прогресс в некоторых условиях может и разрушить естественную монополию). В России Федеральный закон «О естественных монополиях» предусматривает ценовые ограничения ( установление цен и тарифов или их предельного уровня), определение потребностей, подлежащих обязательному удовлетворению и (или) установление минимального уровня их обеспечения в случае невозможности полного удовлетворения потребностей в товаре, производимом естественной монополией. Через органы регулирования, наделенные высокими полномочиями (федеральные комиссии), Законом регулируется деятельность субъектов Е.м. в следующих сферах: транспортировка нефти и нефтепродуктов,, а также газа по трубопроводам; услуги по передаче электрической и тепловой энергии; железнодорожные перевозки; услуги транспортных терминалов, портов, аэропортов; услуги почтовой связи.
[ http://slovar-lopatnikov.ru/]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > естественная монополия
-
35 программируемый логический контроллер
- speicherprogrammierbare Steuerung, f
программируемый логический контроллер
ПЛК
-
[Интент]
контроллер
Управляющее устройство, осуществляющее автоматическое управление посредством программной реализации алгоритмов управления.
[Сборник рекомендуемых терминов. Выпуск 107. Теория управления.
Академия наук СССР. Комитет научно-технической терминологии. 1984 г.]EN
storage-programmable logic controller
computer-aided control equipment or system whose logic sequence can be varied via a directly or remote-control connected programming device, for example a control panel, a host computer or a portable terminal
[IEV ref 351-32-34]FR
automate programmable à mémoire
См. также:
équipement ou système de commande assisté par ordinateur dont la séquence logique peut être modifiée directement ou par l'intermédiaire d'un dispositif de programmation relié à une télécommande, par exemple un panneau de commande, un ordinateur hôte ou un terminal de données portatif
[IEV ref 351-32-34]
- архитектура контроллера;
- производительность контроллера;
- время реакции контроллера;
КЛАССИФИКАЦИЯ
Основным показателем ПЛК является количество каналов ввода-вывода. По этому признаку ПЛК делятся на следующие группы:- нано- ПЛК (менее 16 каналов);
- микро-ПЛК (более 16, до 100 каналов);
- средние (более 100, до 500 каналов);
- большие (более 500 каналов).
- моноблочными - в которых устройство ввода-вывода не может быть удалено из контроллера или заменено на другое. Конструктивно контроллер представляет собой единое целое с устройствами ввода-вывода (например, одноплатный контроллер). Моноблочный контроллер может иметь, например, 16 каналов дискретного ввода и 8 каналов релейного вывода;
- модульные - состоящие из общей корзины (шасси), в которой располагаются модуль центрального процессора и сменные модули ввода-вывода. Состав модулей выбирается пользователем в зависимости от решаемой задачи. Типовое количество слотов для сменных модулей - от 8 до 32;
- распределенные (с удаленными модулями ввода-вывода) - в которых модули ввода-вывода выполнены в отдельных корпусах, соединяются с модулем контроллера по сети (обычно на основе интерфейса RS-485) и могут быть расположены на расстоянии до 1,2 км от процессорного модуля.
Многие контроллеры имеют набор сменных процессорных плат разной производительности. Это позволяет расширить круг потенциальных пользователей системы без изменения ее конструктива.
По конструктивному исполнению и способу крепления контроллеры делятся на:- панельные (для монтажа на панель или дверцу шкафа);
- для монтажа на DIN-рейку внутри шкафа;
- для крепления на стене;
- стоечные - для монтажа в стойке;
- бескорпусные (обычно одноплатные) для применения в специализированных конструктивах производителей оборудования (OEM - "Original Equipment Manufact urer").
По области применения контроллеры делятся на следующие типы:- универсальные общепромышленные;
- для управления роботами;
- для управления позиционированием и перемещением;
- коммуникационные;
- ПИД-контроллеры;
- специализированные.
По способу программирования контроллеры бывают:- программируемые с лицевой панели контроллера;
- программируемые переносным программатором;
- программируемые с помощью дисплея, мыши и клавиатуры;
- программируемые с помощью персонального компьютера.
Контроллеры могут программироваться на следующих языках:- на классических алгоритмических языках (C, С#, Visual Basic);
- на языках МЭК 61131-3.
Контроллеры могут содержать в своем составе модули ввода-вывода или не содержать их. Примерами контроллеров без модулей ввода-вывода являются коммуникационные контроллеры, которые выполняют функцию межсетевого шлюза, или контроллеры, получающие данные от контроллеров нижнего уровня иерархии АСУ ТП. Контроллеры для систем автоматизации
Слово "контроллер" произошло от английского "control" (управление), а не от русского "контроль" (учет, проверка). Контроллером в системах автоматизации называют устройство, выполняющее управление физическими процессами по записанному в него алгоритму, с использованием информации, получаемой от датчиков и выводимой в исполнительные устройства.
Первые контроллеры появились на рубеже 60-х и 70-х годов в автомобильной промышленности, где использовались для автоматизации сборочных линий. В то время компьютеры стоили чрезвычайно дорого, поэтому контроллеры строились на жесткой логике (программировались аппаратно), что было гораздо дешевле. Однако перенастройка с одной технологической линии на другую требовала фактически изготовления нового контроллера. Поэтому появились контроллеры, алгоритм работы которых мог быть изменен несколько проще - с помощью схемы соединений реле. Такие контроллеры получили название программируемых логических контроллеров (ПЛК), и этот термин сохранился до настоящего времени. Везде ниже термины "контроллер" и "ПЛК" мы будем употреблять как синонимы.
Немного позже появились ПЛК, которые можно было программировать на машинно-ориентированном языке, что было проще конструктивно, но требовало участия специально обученного программиста для внесения даже незначительных изменений в алгоритм управления. С этого момента началась борьба за упрощение процесса программирования ПЛК, которая привела сначала к созданию языков высокого уровня, затем - специализированных языков визуального программирования, похожих на язык релейной логики. В настоящее время этот процесс завершился созданием международного стандарта IEC (МЭК) 1131-3, который позже был переименован в МЭК 61131-3. Стандарт МЭК 61131-3 поддерживает пять языков технологического программирования, что исключает необходимость привлечения профессиональных программистов при построении систем с контроллерами, оставляя для них решение нестандартных задач.
В связи с тем, что способ программирования является наиболее существенным классифицирующим признаком контроллера, понятие "ПЛК" все реже используется для обозначения управляющих контроллеров, которые не поддерживают технологические языки программирования. Жесткие ограничения на стоимость и огромное разнообразие целей автоматизации привели к невозможности создания универсального ПЛК, как это случилось с офисными компьютерами. Область автоматизации выдвигает множество задач, в соответствии с которыми развивается и рынок, содержащий сотни непохожих друг на друга контроллеров, различающихся десятками параметров.
Выбор оптимального для конкретной задачи контроллера основывается обычно на соответствии функциональных характеристик контроллера решаемой задаче при условии минимальной его стоимости. Учитываются также другие важные характеристики (температурный диапазон, надежность, бренд изготовителя, наличие разрешений Ростехнадзора, сертификатов и т. п.).
Несмотря на огромное разнообразие контроллеров, в их развитии заметны следующие общие тенденции:- уменьшение габаритов;
- расширение функциональных возможностей;
- увеличение количества поддерживаемых интерфейсов и сетей;
- использование идеологии "открытых систем";
- использование языков программирования стандарта МЭК 61131-3;
- снижение цены.
[ http://bookasutp.ru/Chapter6_1.aspx]
Программируемый логический контроллер (ПЛК, PLC) – микропроцессорное устройство, предназначенное для управления технологическим процессом и другими сложными технологическими объектами.
Принцип работы контроллера состоит в выполнение следующего цикла операций:
1. Сбор сигналов с датчиков;
2. Обработка сигналов согласно прикладному алгоритму управления;
3. Выдача управляющих воздействий на исполнительные устройства.
В нормальном режиме работы контроллер непрерывно выполняет этот цикл с частотой от 50 раз в секунду. Время, затрачиваемое контроллером на выполнение полного цикла, часто называют временем (или периодом) сканирования; в большинстве современных ПЛК сканирование может настраиваться пользователем в диапазоне от 20 до 30000 миллисекунд. Для быстрых технологических процессов, где критична скорость реакции системы и требуется оперативное регулирование, время сканирования может составлять 20 мс, однако для большинства непрерывных процессов период 100 мс считается вполне приемлемым.
Аппаратно контроллеры имеют модульную архитектуру и могут состоять из следующих компонентов:
1. Базовая панель ( Baseplate). Она служит для размещения на ней других модулей системы, устанавливаемых в специально отведенные позиции (слоты). Внутри базовой панели проходят две шины: одна - для подачи питания на электронные модули, другая – для пересылки данных и информационного обмена между модулями.
2. Модуль центрального вычислительного устройства ( СPU). Это мозг системы. Собственно в нем и происходит математическая обработка данных. Для связи с другими устройствами CPU часто оснащается сетевым интерфейсом, поддерживающим тот или иной коммуникационный стандарт.
3. Дополнительные коммуникационные модули. Необходимы для добавления сетевых интерфейсов, неподдерживаемых напрямую самим CPU. Коммуникационные модули существенно расширяют возможности ПЛК по сетевому взаимодействию. C их помощью к контроллеру подключают узлы распределенного ввода/вывода, интеллектуальные полевые приборы и станции операторского уровня.
4. Блок питания. Нужен для запитки системы от 220 V. Однако многие ПЛК не имеют стандартного блока питания и запитываются от внешнего. Рис.1. Контроллер РСУ с коммуникациями Profibus и Ethernet.
Рис.1. Контроллер РСУ с коммуникациями Profibus и Ethernet.
Иногда на базовую панель, помимо указанных выше, допускается устанавливать модули ввода/вывода полевых сигналов, которые образуют так называемый локальный ввод/вывод. Однако для большинства РСУ (DCS) характерно использование именно распределенного (удаленного) ввода/вывода.
Отличительной особенностью контроллеров, применяемых в DCS, является возможность их резервирования. Резервирование нужно для повышения отказоустойчивости системы и заключается, как правило, в дублировании аппаратных модулей системы. Рис. 2. Резервированный контроллер с коммуникациями Profibus и Ethernet.
Рис. 2. Резервированный контроллер с коммуникациями Profibus и Ethernet.
Резервируемые модули работают параллельно и выполняют одни и те же функции. При этом один модуль находится в активном состоянии, а другой, являясь резервом, – в режиме “standby”. В случае отказа активного модуля, система автоматически переключается на резерв (это называется “горячий резерв”).
Обратите внимание, контроллеры связаны шиной синхронизации, по которой они мониторят состояние друг друга. Это решение позволяет разнести резервированные модули на значительное расстояние друг от друга (например, расположить их в разных шкафах или даже аппаратных).
Допустим, в данный момент активен левый контроллер, правый – находится в резерве. При этом, даже находясь в резерве, правый контроллер располагает всеми процессными данными и выполняет те же самые математические операции, что и левый. Контроллеры синхронизированы. Предположим, случается отказ левого контроллера, а именно модуля CPU. Управление автоматически передается резервному контроллеру, и теперь он становится главным. Здесь очень большое значение имеют время, которое система тратит на переключение на резерв (обычно меньше 0.5 с) и отсутствие возмущений (удара). Теперь система работает на резерве. Как только инженер заменит отказавший модуль CPU на исправный, система автоматически передаст ему управление и возвратится в исходное состояние.
На рис. 3 изображен резервированный контроллер S7-400H производства Siemens. Данный контроллер входит в состав РСУ Simatic PCS7. Рис. 3. Резервированный контроллер S7-400H. Несколько другое техническое решение показано на примере резервированного контроллера FCP270 производства Foxboro (рис. 4). Данный контроллер входит в состав системы управления Foxboro IA Series.
Рис. 3. Резервированный контроллер S7-400H. Несколько другое техническое решение показано на примере резервированного контроллера FCP270 производства Foxboro (рис. 4). Данный контроллер входит в состав системы управления Foxboro IA Series. Рис. 4. Резервированный контроллер FCP270.
Рис. 4. Резервированный контроллер FCP270.
На базовой панели инсталлировано два процессорных модуля, работающих как резервированная пара, и коммуникационный модуль для сопряжения с оптическими сетями стандарта Ethernet. Взаимодействие между модулями происходит по внутренней шине (тоже резервированной), спрятанной непосредственно в базовую панель (ее не видно на рисунке).
На рисунке ниже показан контроллер AC800M производства ABB (часть РСУ Extended Automation System 800xA). Рис. 5. Контроллер AC800M.
Рис. 5. Контроллер AC800M.
Это не резервированный вариант. Контроллер состоит из двух коммуникационных модулей, одного СPU и одного локального модуля ввода/вывода. Кроме этого, к контроллеру можно подключить до 64 внешних модулей ввода/вывода.
При построении РСУ важно выбрать контроллер, удовлетворяющий всем техническим условиям и требованиям конкретного производства. Подбирая оптимальную конфигурацию, инженеры оперируют определенными техническими характеристиками промышленных контроллеров. Наиболее значимые перечислены ниже:
1. Возможность полного резервирования. Для задач, где отказоустойчивость критична (химия, нефтехимия, металлургия и т.д.), применение резервированных конфигураций вполне оправдано, тогда как для других менее ответственных производств резервирование зачастую оказывается избыточным решением.
2. Количество и тип поддерживаемых коммуникационных интерфейсов. Это определяет гибкость и масштабируемость системы управления в целом. Современные контроллеры способны поддерживать до 10 стандартов передачи данных одновременно, что во многом определяет их универсальность.
3. Быстродействие. Измеряется, как правило, в количестве выполняемых в секунду элементарных операций (до 200 млн.). Иногда быстродействие измеряется количеством обрабатываемых за секунду функциональных блоков (что такое функциональный блок – будет рассказано в следующей статье). Быстродействие зависит от типа центрального процессора (популярные производители - Intel, AMD, Motorola, Texas Instruments и т.д.)
4. Объем оперативной памяти. Во время работы контроллера в его оперативную память загружены запрограммированные пользователем алгоритмы автоматизированного управления, операционная система, библиотечные модули и т.д. Очевидно, чем больше оперативной памяти, тем сложнее и объемнее алгоритмы контроллер может выполнять, тем больше простора для творчества у программиста. Варьируется от 256 килобайт до 32 мегабайт.
5. Надежность. Наработка на отказ до 10-12 лет.
6. Наличие специализированных средств разработки и поддержка различных языков программирования. Очевидно, что существование специализированный среды разработки прикладных программ – это стандарт для современного контроллера АСУ ТП. Для удобства программиста реализуется поддержка сразу нескольких языков как визуального, так и текстового (процедурного) программирования (FBD, SFC, IL, LAD, ST; об этом в следующей статье).
7. Возможность изменения алгоритмов управления на “лету” (online changes), т.е. без остановки работы контроллера. Для большинства контроллеров, применяемых в РСУ, поддержка online changes жизненно необходима, так как позволяет тонко настраивать систему или расширять ее функционал прямо на работающем производстве.
8. Возможность локального ввода/вывода. Как видно из рис. 4 контроллер Foxboro FCP270 рассчитан на работу только с удаленной подсистемой ввода/вывода, подключаемой к нему по оптическим каналам. Simatic S7-400 может спокойно работать как с локальными модулями ввода/вывода (свободные слоты на базовой панели есть), так и удаленными узлами.
9. Вес, габаритные размеры, вид монтажа (на DIN-рейку, на монтажную панель или в стойку 19”). Важно учитывать при проектировании и сборке системных шкафов.
10. Условия эксплуатации (температура, влажность, механические нагрузки). Большинство промышленных контроллеров могут работать в нечеловеческих условиях от 0 до 65 °С и при влажности до 95-98%.
[ http://kazanets.narod.ru/PLC_PART1.htm]Тематики
Синонимы
EN
DE
- speicherprogrammierbare Steuerung, f
FR
Русско-немецкий словарь нормативно-технической терминологии > программируемый логический контроллер
36 программируемый логический контроллер
программируемый логический контроллер
ПЛК
-
[Интент]
контроллер
Управляющее устройство, осуществляющее автоматическое управление посредством программной реализации алгоритмов управления.
[Сборник рекомендуемых терминов. Выпуск 107. Теория управления.
Академия наук СССР. Комитет научно-технической терминологии. 1984 г.]EN
storage-programmable logic controller
computer-aided control equipment or system whose logic sequence can be varied via a directly or remote-control connected programming device, for example a control panel, a host computer or a portable terminal
[IEV ref 351-32-34]FR
automate programmable à mémoire
См. также:
équipement ou système de commande assisté par ordinateur dont la séquence logique peut être modifiée directement ou par l'intermédiaire d'un dispositif de programmation relié à une télécommande, par exemple un panneau de commande, un ordinateur hôte ou un terminal de données portatif
[IEV ref 351-32-34]
- архитектура контроллера;
- производительность контроллера;
- время реакции контроллера;
КЛАССИФИКАЦИЯ
Основным показателем ПЛК является количество каналов ввода-вывода. По этому признаку ПЛК делятся на следующие группы:- нано- ПЛК (менее 16 каналов);
- микро-ПЛК (более 16, до 100 каналов);
- средние (более 100, до 500 каналов);
- большие (более 500 каналов).
- моноблочными - в которых устройство ввода-вывода не может быть удалено из контроллера или заменено на другое. Конструктивно контроллер представляет собой единое целое с устройствами ввода-вывода (например, одноплатный контроллер). Моноблочный контроллер может иметь, например, 16 каналов дискретного ввода и 8 каналов релейного вывода;
- модульные - состоящие из общей корзины (шасси), в которой располагаются модуль центрального процессора и сменные модули ввода-вывода. Состав модулей выбирается пользователем в зависимости от решаемой задачи. Типовое количество слотов для сменных модулей - от 8 до 32;
- распределенные (с удаленными модулями ввода-вывода) - в которых модули ввода-вывода выполнены в отдельных корпусах, соединяются с модулем контроллера по сети (обычно на основе интерфейса RS-485) и могут быть расположены на расстоянии до 1,2 км от процессорного модуля.
Многие контроллеры имеют набор сменных процессорных плат разной производительности. Это позволяет расширить круг потенциальных пользователей системы без изменения ее конструктива.
По конструктивному исполнению и способу крепления контроллеры делятся на:- панельные (для монтажа на панель или дверцу шкафа);
- для монтажа на DIN-рейку внутри шкафа;
- для крепления на стене;
- стоечные - для монтажа в стойке;
- бескорпусные (обычно одноплатные) для применения в специализированных конструктивах производителей оборудования (OEM - "Original Equipment Manufact urer").
По области применения контроллеры делятся на следующие типы:- универсальные общепромышленные;
- для управления роботами;
- для управления позиционированием и перемещением;
- коммуникационные;
- ПИД-контроллеры;
- специализированные.
По способу программирования контроллеры бывают:- программируемые с лицевой панели контроллера;
- программируемые переносным программатором;
- программируемые с помощью дисплея, мыши и клавиатуры;
- программируемые с помощью персонального компьютера.
Контроллеры могут программироваться на следующих языках:- на классических алгоритмических языках (C, С#, Visual Basic);
- на языках МЭК 61131-3.
Контроллеры могут содержать в своем составе модули ввода-вывода или не содержать их. Примерами контроллеров без модулей ввода-вывода являются коммуникационные контроллеры, которые выполняют функцию межсетевого шлюза, или контроллеры, получающие данные от контроллеров нижнего уровня иерархии АСУ ТП. Контроллеры для систем автоматизации
Слово "контроллер" произошло от английского "control" (управление), а не от русского "контроль" (учет, проверка). Контроллером в системах автоматизации называют устройство, выполняющее управление физическими процессами по записанному в него алгоритму, с использованием информации, получаемой от датчиков и выводимой в исполнительные устройства.
Первые контроллеры появились на рубеже 60-х и 70-х годов в автомобильной промышленности, где использовались для автоматизации сборочных линий. В то время компьютеры стоили чрезвычайно дорого, поэтому контроллеры строились на жесткой логике (программировались аппаратно), что было гораздо дешевле. Однако перенастройка с одной технологической линии на другую требовала фактически изготовления нового контроллера. Поэтому появились контроллеры, алгоритм работы которых мог быть изменен несколько проще - с помощью схемы соединений реле. Такие контроллеры получили название программируемых логических контроллеров (ПЛК), и этот термин сохранился до настоящего времени. Везде ниже термины "контроллер" и "ПЛК" мы будем употреблять как синонимы.
Немного позже появились ПЛК, которые можно было программировать на машинно-ориентированном языке, что было проще конструктивно, но требовало участия специально обученного программиста для внесения даже незначительных изменений в алгоритм управления. С этого момента началась борьба за упрощение процесса программирования ПЛК, которая привела сначала к созданию языков высокого уровня, затем - специализированных языков визуального программирования, похожих на язык релейной логики. В настоящее время этот процесс завершился созданием международного стандарта IEC (МЭК) 1131-3, который позже был переименован в МЭК 61131-3. Стандарт МЭК 61131-3 поддерживает пять языков технологического программирования, что исключает необходимость привлечения профессиональных программистов при построении систем с контроллерами, оставляя для них решение нестандартных задач.
В связи с тем, что способ программирования является наиболее существенным классифицирующим признаком контроллера, понятие "ПЛК" все реже используется для обозначения управляющих контроллеров, которые не поддерживают технологические языки программирования. Жесткие ограничения на стоимость и огромное разнообразие целей автоматизации привели к невозможности создания универсального ПЛК, как это случилось с офисными компьютерами. Область автоматизации выдвигает множество задач, в соответствии с которыми развивается и рынок, содержащий сотни непохожих друг на друга контроллеров, различающихся десятками параметров.
Выбор оптимального для конкретной задачи контроллера основывается обычно на соответствии функциональных характеристик контроллера решаемой задаче при условии минимальной его стоимости. Учитываются также другие важные характеристики (температурный диапазон, надежность, бренд изготовителя, наличие разрешений Ростехнадзора, сертификатов и т. п.).
Несмотря на огромное разнообразие контроллеров, в их развитии заметны следующие общие тенденции:- уменьшение габаритов;
- расширение функциональных возможностей;
- увеличение количества поддерживаемых интерфейсов и сетей;
- использование идеологии "открытых систем";
- использование языков программирования стандарта МЭК 61131-3;
- снижение цены.
[ http://bookasutp.ru/Chapter6_1.aspx]
Программируемый логический контроллер (ПЛК, PLC) – микропроцессорное устройство, предназначенное для управления технологическим процессом и другими сложными технологическими объектами.
Принцип работы контроллера состоит в выполнение следующего цикла операций:
1. Сбор сигналов с датчиков;
2. Обработка сигналов согласно прикладному алгоритму управления;
3. Выдача управляющих воздействий на исполнительные устройства.
В нормальном режиме работы контроллер непрерывно выполняет этот цикл с частотой от 50 раз в секунду. Время, затрачиваемое контроллером на выполнение полного цикла, часто называют временем (или периодом) сканирования; в большинстве современных ПЛК сканирование может настраиваться пользователем в диапазоне от 20 до 30000 миллисекунд. Для быстрых технологических процессов, где критична скорость реакции системы и требуется оперативное регулирование, время сканирования может составлять 20 мс, однако для большинства непрерывных процессов период 100 мс считается вполне приемлемым.
Аппаратно контроллеры имеют модульную архитектуру и могут состоять из следующих компонентов:
1. Базовая панель ( Baseplate). Она служит для размещения на ней других модулей системы, устанавливаемых в специально отведенные позиции (слоты). Внутри базовой панели проходят две шины: одна - для подачи питания на электронные модули, другая – для пересылки данных и информационного обмена между модулями.
2. Модуль центрального вычислительного устройства ( СPU). Это мозг системы. Собственно в нем и происходит математическая обработка данных. Для связи с другими устройствами CPU часто оснащается сетевым интерфейсом, поддерживающим тот или иной коммуникационный стандарт.
3. Дополнительные коммуникационные модули. Необходимы для добавления сетевых интерфейсов, неподдерживаемых напрямую самим CPU. Коммуникационные модули существенно расширяют возможности ПЛК по сетевому взаимодействию. C их помощью к контроллеру подключают узлы распределенного ввода/вывода, интеллектуальные полевые приборы и станции операторского уровня.
4. Блок питания. Нужен для запитки системы от 220 V. Однако многие ПЛК не имеют стандартного блока питания и запитываются от внешнего.
Рис.1. Контроллер РСУ с коммуникациями Profibus и Ethernet.
Иногда на базовую панель, помимо указанных выше, допускается устанавливать модули ввода/вывода полевых сигналов, которые образуют так называемый локальный ввод/вывод. Однако для большинства РСУ (DCS) характерно использование именно распределенного (удаленного) ввода/вывода.
Отличительной особенностью контроллеров, применяемых в DCS, является возможность их резервирования. Резервирование нужно для повышения отказоустойчивости системы и заключается, как правило, в дублировании аппаратных модулей системы.
Рис. 2. Резервированный контроллер с коммуникациями Profibus и Ethernet.
Резервируемые модули работают параллельно и выполняют одни и те же функции. При этом один модуль находится в активном состоянии, а другой, являясь резервом, – в режиме “standby”. В случае отказа активного модуля, система автоматически переключается на резерв (это называется “горячий резерв”).
Обратите внимание, контроллеры связаны шиной синхронизации, по которой они мониторят состояние друг друга. Это решение позволяет разнести резервированные модули на значительное расстояние друг от друга (например, расположить их в разных шкафах или даже аппаратных).
Допустим, в данный момент активен левый контроллер, правый – находится в резерве. При этом, даже находясь в резерве, правый контроллер располагает всеми процессными данными и выполняет те же самые математические операции, что и левый. Контроллеры синхронизированы. Предположим, случается отказ левого контроллера, а именно модуля CPU. Управление автоматически передается резервному контроллеру, и теперь он становится главным. Здесь очень большое значение имеют время, которое система тратит на переключение на резерв (обычно меньше 0.5 с) и отсутствие возмущений (удара). Теперь система работает на резерве. Как только инженер заменит отказавший модуль CPU на исправный, система автоматически передаст ему управление и возвратится в исходное состояние.
На рис. 3 изображен резервированный контроллер S7-400H производства Siemens. Данный контроллер входит в состав РСУ Simatic PCS7.
Рис. 3. Резервированный контроллер S7-400H. Несколько другое техническое решение показано на примере резервированного контроллера FCP270 производства Foxboro (рис. 4). Данный контроллер входит в состав системы управления Foxboro IA Series.
Рис. 4. Резервированный контроллер FCP270.
На базовой панели инсталлировано два процессорных модуля, работающих как резервированная пара, и коммуникационный модуль для сопряжения с оптическими сетями стандарта Ethernet. Взаимодействие между модулями происходит по внутренней шине (тоже резервированной), спрятанной непосредственно в базовую панель (ее не видно на рисунке).
На рисунке ниже показан контроллер AC800M производства ABB (часть РСУ Extended Automation System 800xA).
Рис. 5. Контроллер AC800M.
Это не резервированный вариант. Контроллер состоит из двух коммуникационных модулей, одного СPU и одного локального модуля ввода/вывода. Кроме этого, к контроллеру можно подключить до 64 внешних модулей ввода/вывода.
При построении РСУ важно выбрать контроллер, удовлетворяющий всем техническим условиям и требованиям конкретного производства. Подбирая оптимальную конфигурацию, инженеры оперируют определенными техническими характеристиками промышленных контроллеров. Наиболее значимые перечислены ниже:
1. Возможность полного резервирования. Для задач, где отказоустойчивость критична (химия, нефтехимия, металлургия и т.д.), применение резервированных конфигураций вполне оправдано, тогда как для других менее ответственных производств резервирование зачастую оказывается избыточным решением.
2. Количество и тип поддерживаемых коммуникационных интерфейсов. Это определяет гибкость и масштабируемость системы управления в целом. Современные контроллеры способны поддерживать до 10 стандартов передачи данных одновременно, что во многом определяет их универсальность.
3. Быстродействие. Измеряется, как правило, в количестве выполняемых в секунду элементарных операций (до 200 млн.). Иногда быстродействие измеряется количеством обрабатываемых за секунду функциональных блоков (что такое функциональный блок – будет рассказано в следующей статье). Быстродействие зависит от типа центрального процессора (популярные производители - Intel, AMD, Motorola, Texas Instruments и т.д.)
4. Объем оперативной памяти. Во время работы контроллера в его оперативную память загружены запрограммированные пользователем алгоритмы автоматизированного управления, операционная система, библиотечные модули и т.д. Очевидно, чем больше оперативной памяти, тем сложнее и объемнее алгоритмы контроллер может выполнять, тем больше простора для творчества у программиста. Варьируется от 256 килобайт до 32 мегабайт.
5. Надежность. Наработка на отказ до 10-12 лет.
6. Наличие специализированных средств разработки и поддержка различных языков программирования. Очевидно, что существование специализированный среды разработки прикладных программ – это стандарт для современного контроллера АСУ ТП. Для удобства программиста реализуется поддержка сразу нескольких языков как визуального, так и текстового (процедурного) программирования (FBD, SFC, IL, LAD, ST; об этом в следующей статье).
7. Возможность изменения алгоритмов управления на “лету” (online changes), т.е. без остановки работы контроллера. Для большинства контроллеров, применяемых в РСУ, поддержка online changes жизненно необходима, так как позволяет тонко настраивать систему или расширять ее функционал прямо на работающем производстве.
8. Возможность локального ввода/вывода. Как видно из рис. 4 контроллер Foxboro FCP270 рассчитан на работу только с удаленной подсистемой ввода/вывода, подключаемой к нему по оптическим каналам. Simatic S7-400 может спокойно работать как с локальными модулями ввода/вывода (свободные слоты на базовой панели есть), так и удаленными узлами.
9. Вес, габаритные размеры, вид монтажа (на DIN-рейку, на монтажную панель или в стойку 19”). Важно учитывать при проектировании и сборке системных шкафов.
10. Условия эксплуатации (температура, влажность, механические нагрузки). Большинство промышленных контроллеров могут работать в нечеловеческих условиях от 0 до 65 °С и при влажности до 95-98%.
[ http://kazanets.narod.ru/PLC_PART1.htm]Тематики
Синонимы
EN
DE
- speicherprogrammierbare Steuerung, f
FR
Русско-английский словарь нормативно-технической терминологии > программируемый логический контроллер
37 программируемый логический контроллер
программируемый логический контроллер
ПЛК
-
[Интент]
контроллер
Управляющее устройство, осуществляющее автоматическое управление посредством программной реализации алгоритмов управления.
[Сборник рекомендуемых терминов. Выпуск 107. Теория управления.
Академия наук СССР. Комитет научно-технической терминологии. 1984 г.]EN
storage-programmable logic controller
computer-aided control equipment or system whose logic sequence can be varied via a directly or remote-control connected programming device, for example a control panel, a host computer or a portable terminal
[IEV ref 351-32-34]FR
automate programmable à mémoire
См. также:
équipement ou système de commande assisté par ordinateur dont la séquence logique peut être modifiée directement ou par l'intermédiaire d'un dispositif de programmation relié à une télécommande, par exemple un panneau de commande, un ordinateur hôte ou un terminal de données portatif
[IEV ref 351-32-34]
- архитектура контроллера;
- производительность контроллера;
- время реакции контроллера;
КЛАССИФИКАЦИЯ
Основным показателем ПЛК является количество каналов ввода-вывода. По этому признаку ПЛК делятся на следующие группы:- нано- ПЛК (менее 16 каналов);
- микро-ПЛК (более 16, до 100 каналов);
- средние (более 100, до 500 каналов);
- большие (более 500 каналов).
- моноблочными - в которых устройство ввода-вывода не может быть удалено из контроллера или заменено на другое. Конструктивно контроллер представляет собой единое целое с устройствами ввода-вывода (например, одноплатный контроллер). Моноблочный контроллер может иметь, например, 16 каналов дискретного ввода и 8 каналов релейного вывода;
- модульные - состоящие из общей корзины (шасси), в которой располагаются модуль центрального процессора и сменные модули ввода-вывода. Состав модулей выбирается пользователем в зависимости от решаемой задачи. Типовое количество слотов для сменных модулей - от 8 до 32;
- распределенные (с удаленными модулями ввода-вывода) - в которых модули ввода-вывода выполнены в отдельных корпусах, соединяются с модулем контроллера по сети (обычно на основе интерфейса RS-485) и могут быть расположены на расстоянии до 1,2 км от процессорного модуля.
Многие контроллеры имеют набор сменных процессорных плат разной производительности. Это позволяет расширить круг потенциальных пользователей системы без изменения ее конструктива.
По конструктивному исполнению и способу крепления контроллеры делятся на:- панельные (для монтажа на панель или дверцу шкафа);
- для монтажа на DIN-рейку внутри шкафа;
- для крепления на стене;
- стоечные - для монтажа в стойке;
- бескорпусные (обычно одноплатные) для применения в специализированных конструктивах производителей оборудования (OEM - "Original Equipment Manufact urer").
По области применения контроллеры делятся на следующие типы:- универсальные общепромышленные;
- для управления роботами;
- для управления позиционированием и перемещением;
- коммуникационные;
- ПИД-контроллеры;
- специализированные.
По способу программирования контроллеры бывают:- программируемые с лицевой панели контроллера;
- программируемые переносным программатором;
- программируемые с помощью дисплея, мыши и клавиатуры;
- программируемые с помощью персонального компьютера.
Контроллеры могут программироваться на следующих языках:- на классических алгоритмических языках (C, С#, Visual Basic);
- на языках МЭК 61131-3.
Контроллеры могут содержать в своем составе модули ввода-вывода или не содержать их. Примерами контроллеров без модулей ввода-вывода являются коммуникационные контроллеры, которые выполняют функцию межсетевого шлюза, или контроллеры, получающие данные от контроллеров нижнего уровня иерархии АСУ ТП. Контроллеры для систем автоматизации
Слово "контроллер" произошло от английского "control" (управление), а не от русского "контроль" (учет, проверка). Контроллером в системах автоматизации называют устройство, выполняющее управление физическими процессами по записанному в него алгоритму, с использованием информации, получаемой от датчиков и выводимой в исполнительные устройства.
Первые контроллеры появились на рубеже 60-х и 70-х годов в автомобильной промышленности, где использовались для автоматизации сборочных линий. В то время компьютеры стоили чрезвычайно дорого, поэтому контроллеры строились на жесткой логике (программировались аппаратно), что было гораздо дешевле. Однако перенастройка с одной технологической линии на другую требовала фактически изготовления нового контроллера. Поэтому появились контроллеры, алгоритм работы которых мог быть изменен несколько проще - с помощью схемы соединений реле. Такие контроллеры получили название программируемых логических контроллеров (ПЛК), и этот термин сохранился до настоящего времени. Везде ниже термины "контроллер" и "ПЛК" мы будем употреблять как синонимы.
Немного позже появились ПЛК, которые можно было программировать на машинно-ориентированном языке, что было проще конструктивно, но требовало участия специально обученного программиста для внесения даже незначительных изменений в алгоритм управления. С этого момента началась борьба за упрощение процесса программирования ПЛК, которая привела сначала к созданию языков высокого уровня, затем - специализированных языков визуального программирования, похожих на язык релейной логики. В настоящее время этот процесс завершился созданием международного стандарта IEC (МЭК) 1131-3, который позже был переименован в МЭК 61131-3. Стандарт МЭК 61131-3 поддерживает пять языков технологического программирования, что исключает необходимость привлечения профессиональных программистов при построении систем с контроллерами, оставляя для них решение нестандартных задач.
В связи с тем, что способ программирования является наиболее существенным классифицирующим признаком контроллера, понятие "ПЛК" все реже используется для обозначения управляющих контроллеров, которые не поддерживают технологические языки программирования. Жесткие ограничения на стоимость и огромное разнообразие целей автоматизации привели к невозможности создания универсального ПЛК, как это случилось с офисными компьютерами. Область автоматизации выдвигает множество задач, в соответствии с которыми развивается и рынок, содержащий сотни непохожих друг на друга контроллеров, различающихся десятками параметров.
Выбор оптимального для конкретной задачи контроллера основывается обычно на соответствии функциональных характеристик контроллера решаемой задаче при условии минимальной его стоимости. Учитываются также другие важные характеристики (температурный диапазон, надежность, бренд изготовителя, наличие разрешений Ростехнадзора, сертификатов и т. п.).
Несмотря на огромное разнообразие контроллеров, в их развитии заметны следующие общие тенденции:- уменьшение габаритов;
- расширение функциональных возможностей;
- увеличение количества поддерживаемых интерфейсов и сетей;
- использование идеологии "открытых систем";
- использование языков программирования стандарта МЭК 61131-3;
- снижение цены.
[ http://bookasutp.ru/Chapter6_1.aspx]
Программируемый логический контроллер (ПЛК, PLC) – микропроцессорное устройство, предназначенное для управления технологическим процессом и другими сложными технологическими объектами.
Принцип работы контроллера состоит в выполнение следующего цикла операций:
1. Сбор сигналов с датчиков;
2. Обработка сигналов согласно прикладному алгоритму управления;
3. Выдача управляющих воздействий на исполнительные устройства.
В нормальном режиме работы контроллер непрерывно выполняет этот цикл с частотой от 50 раз в секунду. Время, затрачиваемое контроллером на выполнение полного цикла, часто называют временем (или периодом) сканирования; в большинстве современных ПЛК сканирование может настраиваться пользователем в диапазоне от 20 до 30000 миллисекунд. Для быстрых технологических процессов, где критична скорость реакции системы и требуется оперативное регулирование, время сканирования может составлять 20 мс, однако для большинства непрерывных процессов период 100 мс считается вполне приемлемым.
Аппаратно контроллеры имеют модульную архитектуру и могут состоять из следующих компонентов:
1. Базовая панель ( Baseplate). Она служит для размещения на ней других модулей системы, устанавливаемых в специально отведенные позиции (слоты). Внутри базовой панели проходят две шины: одна - для подачи питания на электронные модули, другая – для пересылки данных и информационного обмена между модулями.
2. Модуль центрального вычислительного устройства ( СPU). Это мозг системы. Собственно в нем и происходит математическая обработка данных. Для связи с другими устройствами CPU часто оснащается сетевым интерфейсом, поддерживающим тот или иной коммуникационный стандарт.
3. Дополнительные коммуникационные модули. Необходимы для добавления сетевых интерфейсов, неподдерживаемых напрямую самим CPU. Коммуникационные модули существенно расширяют возможности ПЛК по сетевому взаимодействию. C их помощью к контроллеру подключают узлы распределенного ввода/вывода, интеллектуальные полевые приборы и станции операторского уровня.
4. Блок питания. Нужен для запитки системы от 220 V. Однако многие ПЛК не имеют стандартного блока питания и запитываются от внешнего.
Рис.1. Контроллер РСУ с коммуникациями Profibus и Ethernet.
Иногда на базовую панель, помимо указанных выше, допускается устанавливать модули ввода/вывода полевых сигналов, которые образуют так называемый локальный ввод/вывод. Однако для большинства РСУ (DCS) характерно использование именно распределенного (удаленного) ввода/вывода.
Отличительной особенностью контроллеров, применяемых в DCS, является возможность их резервирования. Резервирование нужно для повышения отказоустойчивости системы и заключается, как правило, в дублировании аппаратных модулей системы.
Рис. 2. Резервированный контроллер с коммуникациями Profibus и Ethernet.
Резервируемые модули работают параллельно и выполняют одни и те же функции. При этом один модуль находится в активном состоянии, а другой, являясь резервом, – в режиме “standby”. В случае отказа активного модуля, система автоматически переключается на резерв (это называется “горячий резерв”).
Обратите внимание, контроллеры связаны шиной синхронизации, по которой они мониторят состояние друг друга. Это решение позволяет разнести резервированные модули на значительное расстояние друг от друга (например, расположить их в разных шкафах или даже аппаратных).
Допустим, в данный момент активен левый контроллер, правый – находится в резерве. При этом, даже находясь в резерве, правый контроллер располагает всеми процессными данными и выполняет те же самые математические операции, что и левый. Контроллеры синхронизированы. Предположим, случается отказ левого контроллера, а именно модуля CPU. Управление автоматически передается резервному контроллеру, и теперь он становится главным. Здесь очень большое значение имеют время, которое система тратит на переключение на резерв (обычно меньше 0.5 с) и отсутствие возмущений (удара). Теперь система работает на резерве. Как только инженер заменит отказавший модуль CPU на исправный, система автоматически передаст ему управление и возвратится в исходное состояние.
На рис. 3 изображен резервированный контроллер S7-400H производства Siemens. Данный контроллер входит в состав РСУ Simatic PCS7.
Рис. 3. Резервированный контроллер S7-400H. Несколько другое техническое решение показано на примере резервированного контроллера FCP270 производства Foxboro (рис. 4). Данный контроллер входит в состав системы управления Foxboro IA Series.
Рис. 4. Резервированный контроллер FCP270.
На базовой панели инсталлировано два процессорных модуля, работающих как резервированная пара, и коммуникационный модуль для сопряжения с оптическими сетями стандарта Ethernet. Взаимодействие между модулями происходит по внутренней шине (тоже резервированной), спрятанной непосредственно в базовую панель (ее не видно на рисунке).
На рисунке ниже показан контроллер AC800M производства ABB (часть РСУ Extended Automation System 800xA).
Рис. 5. Контроллер AC800M.
Это не резервированный вариант. Контроллер состоит из двух коммуникационных модулей, одного СPU и одного локального модуля ввода/вывода. Кроме этого, к контроллеру можно подключить до 64 внешних модулей ввода/вывода.
При построении РСУ важно выбрать контроллер, удовлетворяющий всем техническим условиям и требованиям конкретного производства. Подбирая оптимальную конфигурацию, инженеры оперируют определенными техническими характеристиками промышленных контроллеров. Наиболее значимые перечислены ниже:
1. Возможность полного резервирования. Для задач, где отказоустойчивость критична (химия, нефтехимия, металлургия и т.д.), применение резервированных конфигураций вполне оправдано, тогда как для других менее ответственных производств резервирование зачастую оказывается избыточным решением.
2. Количество и тип поддерживаемых коммуникационных интерфейсов. Это определяет гибкость и масштабируемость системы управления в целом. Современные контроллеры способны поддерживать до 10 стандартов передачи данных одновременно, что во многом определяет их универсальность.
3. Быстродействие. Измеряется, как правило, в количестве выполняемых в секунду элементарных операций (до 200 млн.). Иногда быстродействие измеряется количеством обрабатываемых за секунду функциональных блоков (что такое функциональный блок – будет рассказано в следующей статье). Быстродействие зависит от типа центрального процессора (популярные производители - Intel, AMD, Motorola, Texas Instruments и т.д.)
4. Объем оперативной памяти. Во время работы контроллера в его оперативную память загружены запрограммированные пользователем алгоритмы автоматизированного управления, операционная система, библиотечные модули и т.д. Очевидно, чем больше оперативной памяти, тем сложнее и объемнее алгоритмы контроллер может выполнять, тем больше простора для творчества у программиста. Варьируется от 256 килобайт до 32 мегабайт.
5. Надежность. Наработка на отказ до 10-12 лет.
6. Наличие специализированных средств разработки и поддержка различных языков программирования. Очевидно, что существование специализированный среды разработки прикладных программ – это стандарт для современного контроллера АСУ ТП. Для удобства программиста реализуется поддержка сразу нескольких языков как визуального, так и текстового (процедурного) программирования (FBD, SFC, IL, LAD, ST; об этом в следующей статье).
7. Возможность изменения алгоритмов управления на “лету” (online changes), т.е. без остановки работы контроллера. Для большинства контроллеров, применяемых в РСУ, поддержка online changes жизненно необходима, так как позволяет тонко настраивать систему или расширять ее функционал прямо на работающем производстве.
8. Возможность локального ввода/вывода. Как видно из рис. 4 контроллер Foxboro FCP270 рассчитан на работу только с удаленной подсистемой ввода/вывода, подключаемой к нему по оптическим каналам. Simatic S7-400 может спокойно работать как с локальными модулями ввода/вывода (свободные слоты на базовой панели есть), так и удаленными узлами.
9. Вес, габаритные размеры, вид монтажа (на DIN-рейку, на монтажную панель или в стойку 19”). Важно учитывать при проектировании и сборке системных шкафов.
10. Условия эксплуатации (температура, влажность, механические нагрузки). Большинство промышленных контроллеров могут работать в нечеловеческих условиях от 0 до 65 °С и при влажности до 95-98%.
[ http://kazanets.narod.ru/PLC_PART1.htm]Тематики
Синонимы
EN
DE
- speicherprogrammierbare Steuerung, f
FR
Русско-французский словарь нормативно-технической терминологии > программируемый логический контроллер
38 ИБП для централизованных систем питания
ИБП для централизованных систем питания
ИБП для централизованного питания нагрузок
-
[Интент]ИБП для централизованных систем питания
А. П. Майоров
Для многих предприятий всесторонняя защита данных имеет жизненно важное значение. Кроме того, есть виды деятельности, в которых прерывания подачи электроэнергии не допускаются даже на доли секунды. Так работают расчетные центры банков, больницы, аэропорты, центры обмена трафиком между различными сетями. В такой же степени критичны к электропитанию телекоммуникационное оборудование, крупные узлы Интернет, число ежедневных обращений к которым исчисляется десятками и сотнями тысяч. Третья часть обзора по ИБП посвящена оборудованию, предназначенному для обеспечения питания особо важных объектов.
Централизованные системы бесперебойного питания применяют в тех случаях, когда прерывание подачи электроэнергии недопустимо для работы большинства единиц оборудования, составляющих одну информационную или технологическую систему. Как правило, проблемы питания рассматривают в рамках единого проекта наряду со многими другими подсистемами здания, поскольку они требуют вложения значительных средств и увязки с силовой электропроводкой, коммутационным электрооборудованием и аппаратурой кондиционирования. Изначально системы бесперебойного питания рассчитаны на долгие годы эксплуатации, их срок службы можно сравнить со сроком службы кабельных подсистем здания и основного компьютерного оборудования. За 15—20 лет функционирования предприятия оснащение его рабочих станций обновляется три-четыре раза, несколько раз изменяется планировка помещений и производится их ремонт, но все эти годы система бесперебойного питания должна работать безотказно. Для ИБП такого класса долговечность превыше всего, поэтому в их технических спецификациях часто приводят значение важнейшего технического показателя надежности — среднего времени наработки на отказ (Mean Time Before Failure — MTBF). Во многих моделях с ИБП оно превышает 100 тыс. ч, в некоторых из них достигает 250 тыс. ч (т. е. 27 лет непрерывной работы). Правда, сравнивая различные системы, нужно учитывать условия, для которых этот показатель задан, и к предоставленным цифрам относиться осторожно, поскольку условия работы оборудования разных производителей неодинаковы.
Батареи аккумуляторов
К сожалению, наиболее дорогостоящий компонент ИБП — батарея аккумуляторов так долго работать не может. Существует несколько градаций качества батарей, которые различаются сроком службы и, естественно, ценой. В соответствии с принятой два года назад конвенцией EUROBAT по среднему сроку службы батареи разделены на четыре группы:
10+ — высоконадежные,
10 — высокоэффективные,
5—8 — общего назначения,
3—5 — стандартные коммерческие.Учитывая исключительно жесткую конкуренцию на рынке ИБП малой мощности, производители стремятся снизить до минимума начальную стоимость своих моделей, поэтому часто комплектуют их самыми простыми батареями. Применительно к этой группе продуктов такой подход оправдан, поскольку упрощенные ИБП изымают из обращения вместе с защищаемыми ими персональными компьютерами. Впервые вступающие на этот рынок производители, пытаясь оттеснить конкурентов, часто используют в своих интересах неосведомленность покупателей о проблеме качества батарей и предлагают им сравнимые по остальным показателям модели за более низкую цену. Имеются случаи, когда партнеры крупной фирмы комплектуют ее проверенные временем и признанные рынком модели ИБП батареями, произведенными в развивающихся странах, где контроль за технологическим процессом ослаблен, а, значит, срок службы батарей меньше по сравнению с "кондиционными" изделиями. Поэтому, подбирая для себя ИБП, обязательно поинтересуйтесь качеством батареи и ее производителем, избегайте продукции неизвестных фирм. Следование этим рекомендациям сэкономит вам значительные средства при эксплуатации ИБП.
Все сказанное еще в большей степени относится к ИБП высокой мощности. Как уже отмечалось, срок службы таких систем исчисляется многими годами. И все же за это время приходится несколько раз заменять батареи. Как это ни покажется странным, но расчеты, основанные на ценовых и качественных параметрах батарей, показывают, что в долгосрочной перспективе наиболее выгодны именно батареи высшего качества, несмотря на их первоначальную стоимость. Поэтому, имея возможность выбора, устанавливайте батареи только "высшей пробы". Гарантированный срок службы таких батарей приближается к 15 годам.
Не менее важный аспект долговечности мощных систем бесперебойного питания — условия эксплуатации аккумуляторных батарей. Чтобы исключить непредсказуемые, а следовательно, часто приводящие к аварии перерывы в подаче электропитания, абсолютно все включенные в приведенную в статье таблицу модели оснащены самыми совершенными схемами контроля за состоянием батарей. Не мешая выполнению основной функции ИБП, схемы мониторинга, как правило, контролируют следующие параметры батареи: зарядный и разрядный токи, возможность избыточного заряда, рабочую температуру, емкость.
Кроме того, с их помощью рассчитываются такие переменные, как реальное время автономной работы, конечное напряжение зарядки в зависимости от реальной температуры внутри батареи и др.
Подзарядка батареи происходит по мере необходимости и в наиболее оптимальном режиме для ее текущего состояния. Когда емкость батареи снижается ниже допустимого предела, система контроля автоматически посылает предупреждающий сигнал о необходимости ее скорой замены.
Топологические изыски
Долгое время специалисты по системам электропитания руководствовались аксиомой, что мощные системы бесперебойного питания должны иметь топологию on-line. Считается, что именно такая топология гарантирует защиту от всех нарушений на линиях силового питания, позволяет фильтровать помехи во всем частотном диапазоне, обеспечивает на выходе чистое синусоидальное напряжение с номинальными параметрами. Однако за качество электропитания приходится платить повышенным выделением тепловой энергии, сложностью электронных схем, а следовательно, потенциальным снижением надежности. Но, несмотря на это, за многолетнюю историю выпуска мощных ИБП были разработаны исключительно надежные аппараты, способные работать в самых невероятных условиях, когда возможен отказ одного или даже нескольких узлов одновременно. Наиболее важным и полезным элементом мощных ИБП является так называемый байпас. Это обходной путь подачи энергии на выход в случае ремонтных и профилактических работ, вызванных отказом некоторых компонентов систем или возникновением перегрузки на выходе. Байпасы бывают ручными и автоматическими. Они формируются несколькими переключателями, поэтому для их активизации требуется некоторое время, которое инженеры постарались снизить до минимума. И раз уж такой переключатель был создан, то почему бы не использовать его для снижения тепловыделения в то время, когда питающая сеть пребывает в нормальном рабочем состоянии. Так появились первые признаки отступления от "истинного" режима on-line.
Новая топология отдаленно напоминает линейно-интерактивную. Устанавливаемый пользователем системы порог срабатывания определяет момент перехода системы в так называемый экономный режим. При этом напряжение из первичной сети поступает на выход системы через байпас, однако электронная схема постоянно следит за состоянием первичной сети и в случае недопустимых отклонений мгновенно переключается на работу в основном режиме on-line.
Подобная схема применена в ИБП серии Synthesis фирмы Chloride (Сети и системы связи, 1996. № 10. С. 131), механизм переключения в этих устройствах назван "интеллектуальным" ключом. Если качество входной линии укладывается в пределы, определяемые самим пользователем системы, аппарат работает в линейно-интерактивном режиме. При достижении одним из контролируемых параметров граничного значения система начинает работать в нормальном режиме on-line. Конечно, в этом режиме система может работать и постоянно.
За время эксплуатации системы отход от исходной аксиомы позволяет экономить весьма значительные средства за счет сокращения тепловыделения. Сумма экономии оказывается сопоставимой со стоимостью оборудования.
Надо отметить, что от своих исходных принципов отошла еще одна фирма, ранее выпускавшая только линейно-интерактивные ИБП и ИБП типа off-line сравнительно небольшой мощности. Теперь она превысила прежний верхний предел мощности своих ИБП (5 кВА) и построила новую систему по топологии on-line. Я имею в виду фирму АРС и ее массив электропитания Simmetra (Сети и системы связи. 1997. № 4. С. 132). Создатели попытались заложить в систему питания те же принципы повышения надежности, которые применяют при построении особо надежной компьютерной техники. В модульную конструкцию введена избыточность по отношению к управляющим модулям и батареям. В любом из трех выпускаемых шасси из отдельных модулей можно сформировать нужную на текущий момент систему и в будущем наращивать ее по мере надобности. Суммарная мощность самого большого шасси достигает 16 кВА. Еще рано сравнивать эту только что появившуюся систему с другими включенными в таблицу. Однако факт появления нового продукта в этом исключительно устоявшемся секторе рынка сам по себе интересен.
Архитектура
Суммарная выходная мощность централизованных систем бесперебойного питания может составлять от 10—20 кВА до 200—300 МВА и более. Соответственно видоизменяется и структура систем. Как правило, она включают в себя несколько источников, соединенных параллельно тем или иным способом. Аппаратные шкафы устанавливают в специально оборудованных помещениях, где уже находятся распределительные шкафы выходного напряжения и куда подводят мощные входные силовые линии электропитания. В аппаратных помещениях поддерживается определенная температура, а за функционированием оборудования наблюдают специалисты.
Многие реализации системы питания для достижения необходимой надежности требуют совместной работы нескольких ИБП. Существует ряд конфигураций, где работают сразу несколько блоков. В одних случаях блоки можно добавлять постепенно, по мере необходимости, а в других — системы приходится комплектовать в самом начале проекта.
Для повышения суммарной выходной мощности используют два варианта объединения систем: распределенный и централизованный. Последний обеспечивает более высокую надежность, но первый более универсален. Блоки серии EDP-90 фирмы Chloride допускают объединение двумя способами: и просто параллельно (распределенный вариант), и с помощью общего распределительного блока (централизованный вариант). При выборе способа объединения отдельных ИБП необходим тщательный анализ структуры нагрузки, и в этом случае лучше всего обратиться за помощью к специалистам.
Применяют параллельное соединение блоков с централизованным байпасом, которое используют для повышения общей надежности или увеличения общей выходной мощности. Число объединяемых блоков не должно превышать шести. Существуют и более сложные схемы с избыточностью. Так, например, чтобы исключить прерывание подачи питания во время профилактических и ремонтных работ, соединяют параллельно несколько блоков с подключенными к отдельному ИБП входными линиями байпасов.
Особо следует отметить сверхмощные ИБП серии 3000 фирмы Exide. Суммарная мощность системы питания, построенная на модульных элементах этой серии, может достигать нескольких миллионов вольт-ампер, что сравнимо с номинальной мощностью генераторов некоторых электростанций. Все компоненты серии 3000 без исключения построены на модульном принципе. На их основе можно создать особо мощные системы питания, в точности соответствующие исходным требованиям. В процессе эксплуатации суммарную мощность систем можно наращивать по мере увеличения нагрузки. Однако следует признать, что систем бесперебойного питания такой мощности в мире не так уж много, их строят по специальным контрактам. Поэтому серия 3000 не включена в общую таблицу. Более подробные данные о ней можно получить на Web-узле фирмы Exide по адресу http://www.exide.com или в ее московском представительстве.
Важнейшие параметры
Для систем с высокой выходной мощностью очень важны показатели, которые для менее мощных систем не имеют первостепенного значения. Это, например, КПД — коэффициент полезного действия (выражается либо действительным числом меньше единицы, либо в процентах), показывающий, какая часть активной входной мощности поступает к нагрузке. Разница значений входной и выходной мощности рассеивается в виде тепла. Чем выше КПД, тем меньше тепловой энергии выделяется в аппаратной комнате и, значит, для поддержания нормальных рабочих условий требуется менее мощная система кондиционирования.
Чтобы представить себе, о каких величинах идет речь, рассчитаем мощность, "распыляемую" ИБП с номинальным значением на выходе 8 МВт и с КПД, равным 95%. Такая система будет потреблять от первичной силовой сети 8,421 МВт — следовательно, превращать в тепло 0,421 МВт или 421 кВт. При повышении КПД до 98% при той же выходной мощности рассеиванию подлежат "всего" 163 кВт. Напомним, что в данном случае нужно оперировать активными мощностями, измеряемыми в ваттах.
Задача поставщиков электроэнергии — подавать требуемую мощность ее потребителям наиболее экономным способом. Как правило, в цепях переменного тока максимальные значения напряжения и силы тока из-за особенностей нагрузки не совпадают. Из-за этого смещения по фазе снижается эффективность доставки электроэнергии, поскольку при передаче заданной мощности по линиям электропередач, через трансформаторы и прочие элементы систем протекают токи большей силы, чем в случае отсутствия такого смещения. Это приводит к огромным дополнительным потерям энергии, возникающим по пути ее следования. Степень сдвига по фазе измеряется не менее важным, чем КПД, параметром систем питания — коэффициентом мощности.
Во многих странах мира существуют нормы на допустимое значение коэффициента мощности систем питания и тарифы за электроэнергию нередко зависят от коэффициента мощности потребителя. Суммы штрафов за нарушение нормы оказываются настольно внушительными, что приходится заботиться о повышении коэффициента мощности. С этой целью в ИБП встраивают схемы, которые компенсируют сдвиг по фазе и приближают значение коэффициента мощности к единице.
На распределительную силовую сеть отрицательно влияют и нелинейные искажения, возникающие на входе блоков ИБП. Почти всегда их подавляют с помощью фильтров. Однако стандартные фильтры, как правило, уменьшают искажения только до уровня 20—30%. Для более значительного подавления искажений на входе систем ставят дополнительные фильтры, которые, помимо снижения величины искажений до нескольких процентов, повышают коэффициент мощности до 0,9—0,95. С 1998 г. встраивание средств компенсации сдвига по фазе во все источники электропитания компьютерной техники в Европе становится обязательным.
Еще один важный параметр мощных систем питания — уровень шума, создаваемый такими компонентами ИБП, как, например, трансформаторы и вентиляторы, поскольку их часто размещают вместе в одном помещении с другим оборудованием — там где работает и персонал.
Чтобы представить себе, о каких значениях интенсивности шума идет речь, приведем для сравнения такие примеры: уровень шума, производимый шелестом листвы и щебетанием птиц, равен 40 дБ, уровень шума на центральной улице большого города может достигать 80 дБ, а взлетающий реактивный самолет создает шум около 100 дБ.
Достижения в электронике
Мощные системы бесперебойного электропитания выпускаются уже более 30 лет. За это время бесполезное тепловыделение, объем и масса их сократились в несколько раз. Во всех подсистемах произошли и значительные технологические изменения. Если раньше в инверторах использовались ртутные выпрямители, а затем кремниевые тиристоры и биполярные транзисторы, то теперь в них применяются высокоскоростные мощные биполярные транзисторы с изолированным затвором (IGBT). В управляющих блоках аналоговые схемы на дискретных компонентах сначала были заменены на цифровые микросхемы малой степени интеграции, затем — микропроцессорами, а теперь в них установлены цифровые сигнальные процессоры (Digital Signal Processor — DSP).
В системах питания 60-х годов для индикации их состояния использовались многочисленные аналоговые измерительные приборы. Позднее их заменили более надежными и информативными цифровыми панелями из светоизлучающих диодов и жидкокристаллических индикаторов. В наше время повсеместно используют программное управление системами питания.
Еще большее сокращение тепловых потерь и общей массы ИБП дает замена массивных трансформаторов, работающих на частоте промышленной сети (50 или 60 Гц), высокочастотными трансформаторами, работающими на ультразвуковых частотах. Между прочим, высокочастотные трансформаторы давно применяются во внутренних источниках питания компьютеров, а вот в ИБП их стали устанавливать сравнительно недавно. Применение IGBT-приборов позволяет строить и бестрансформаторные инверторы, при этом внутреннее построение ИБП существенно меняется. Два последних усовершенствования применены в ИБП серии Synthesis фирмы Chloride, отличающихся уменьшенным объемом и массой.
Поскольку электронная начинка ИБП становится все сложнее, значительную долю их внутреннего объема теперь занимают процессорные платы. Для радикального уменьшения суммарной площади плат и изоляции их от вредных воздействий электромагнитных полей и теплового излучения используют электронные компоненты для так называемой технологии поверхностного монтажа (Surface Mounted Devices — SMD) — той самой, которую давно применяют в производстве компьютеров. Для защиты электронных и электротехнических компонентов имеются специальные внутренние экраны.
***
Со временем серьезный системный подход к проектированию материальной базы предприятия дает значительную экономию не только благодаря увеличению срока службы всех компонентов "интегрированного интеллектуального" здания, но и за счет сокращения расходов на электроэнергию и текущее обслуживание. Использование централизованных систем бесперебойного питания в пересчете на стоимость одного рабочего места дешевле, чем использование маломощных ИБП для рабочих станций и даже ИБП для серверных комнат. Однако, чтобы оценить это, нужно учесть все факторы установки таких систем.
Предположим, что предприятие свое помещение арендует. Тогда нет никакого смысла разворачивать дорогостоящую систему централизованного питания. Если через пять лет руководство предприятия не намерено заниматься тем же, чем занимается сегодня, то даже ИБП для серверных комнат обзаводиться нецелесообразно. Но если оно рассчитывает на то, что производство будет держаться на плаву долгие годы и решило оснастить принадлежащее им здание системой бесперебойного питания, то для выбора такой системы нужно воспользоваться услугами специализированных фирм. Сейчас их немало и в России. От этих же фирм можно получить информацию о так называемых системах гарантированного электропитания, в которые включены дизельные электрогенераторы и прочие, более экзотические источники энергии.
Нам же осталось рассмотреть лишь методы управления ИБП, что мы и сделаем в одном из следующих номеров нашего журнала
[ http://www.ccc.ru/magazine/depot/97_07/read.html?0502.htm]Тематики
Синонимы
EN
Русско-английский словарь нормативно-технической терминологии > ИБП для централизованных систем питания
39 только
(= лишь) only, solely, merely, just, alone, but, not until• (Он) только изредка упоминался в литературе. - It has been received only occasional attention in the literature.• В общем случае этого не произойдет, если только не... - This will not happen, in general, unless...• Движение точки С начинается как только точка А попадает в положение В. - As A arrives at В, С begins to move.• До сих пор в наших обсуждениях мы имели дело только с... - In our considerations so far we have dealt only with...• Здесь будет рассмотрен только последний (= второй) случай. - Only the latter case will be treated here.• Здесь мы можем только показать, что... - We can show here only that...• Мы только заметим, что... - We mention in passing that...• Мы только лишь поцарапали поверхность... - We have barely scratched the surface of...• Мы только слегка коснемся проблемы в последующей главе. - The problem is only touched on in the later chapter.• Мы только что доказали, что... - We have just proved that...• Мы требуем только, чтобы... - We require only that...• Она (задача) будет иметь решение тогда и только тогда, когда... - This will have a solution if and only if...• Очевидно, что выполнение соотношения (1) возможно только тогда, когда... - The fulfillment of (1), clearly, is possible only if...• Понятно, что один только этот процесс не мог бы привести к... - Clearly such a process alone could not lead to...• Решение может существовать только при выполнении следующих условий. - A solution can exist only under the following conditions.• Только в последние годы мы пришли к пониманию, что... - Only in recent years have we come to understand that...• Только недавно стало возможным... - Only recently has it become feasible to...• Только при очень специальных условиях... - Only in very special circumstances...• Только те элементы из пятой колонки таблицы могут использоваться для этой цели. - Only those elements in the fifth column of the table can be used for this purpose.• Только физик мог бы сделать подобное замечание. - Only a physicist would make such a remark.• Только через 10 лет... - It was not until 10 years later that...; It was another 10 years before...• Только что было доказано, что... - It has just been proved that...• Только что описанный метод известен как... - The procedure we have described is known as...• Только что приведенный пример является специальным случаем... - The example just given is a special case of...• Точное решение возможно только если... - An exact solution is only possible if...• Уравнения разделяются только в определенных специальных случаях. - The equations decouple only in certain special cases.• Ученая степень может быть присуждена только после успешного выполнения всех требований. - The degree can be rewarded only after successful completion of all requirements.• Электрическое поле зависит только лишь от β и φ. - The electric field depends solely on β and φ• Эти уравнения имеют нетривиальное решение, только если... - These equations have a nontrivial solution only if...• Это следует только через посредство... - This follows merely by virtue of...• Это решение строго приложимо только если... - This solution applies strictly only when...• Это уравнение имеет одно и только одно решение. - This equation has one and only one solution.• Это утверждение становится понятным только когда... - This point becomes clear only when...40 "дуговая" неисправность
"дуговая" неисправность
Неисправность, приводящая к возникновению дуги.
[Интент]Параллельные тексты EN-RU
An arc fault occurs when there is a reduction in the dielectric strength of the insulating means (air, in LV switchboards) interposed between two or more conducting elements at different potential.
The arc is generated at the moment when, due to the high ionization of the air, there is a breakdown of the dielectric of the medium and the consequent flow of the current through it.
In an arc fault the highest stresses are of thermal type and proportional to RaI2 owing to the high value taken by the arc resistance Ra; this because the fault current flows in a medium which is always insulating, even if extremely ionized.
Such stresses manifest themselves essentially in the form of:
• high thermal gradients caused by the quick and intense rise in the air temperature;
• high pressure gradients in the form of pressure wave;
• high ionization of the air with consequent reduction of its insulating strength.
Generally speaking, in a LV assembly designed and tested according to the Standard IEC 60439-1 an arc fault is not very likely to occur; however, should it occur, the consequences would be extremely harmful to both the equipment as well as the personnel (see Chapters 2.2 and 2.3).
The causes of an arc fault can be both technical as well as non technical; among the latter the most frequent are the following:
• personnel errors, above all during maintenance operations;
• installation operations not sufficiently accurate;
• inadequate maintenance, above all in the case of severe environmental conditions.
Among the technical causes of an arc fault in a LV assembly the following ones are to be remembered:
• breakdown of the insulation essentially in the proximity of the supports of the busbars and of the plug-in contacts of the withdrawable units (75% of cases);
• overvoltages generating disruptive discharges between the points at minimum clearances (15% of cases);
• constructional defects of the apparatus (10% of cases).
[ABB]К «дуговой» неисправности, относится неисправность, обусловленная уменьшением электрической прочности изолирующей среды (воздуха в НКУ) между двумя или более токоведущими частями, находящимися под разными электрическими потенциалами.
Дуга образуется в тот момент, когда вследствие высокой ионизации воздуха происходит пробой изолирующей среды, вследствие чего через нее начинает протекать электрический ток.
Проявлением дуговой неисправности, является тепловое воздействие, пропорциональное RaI2 и достигающее большого значения вследствие большого сопротивления дуги Ra.
Дело в том, что ток дуги протекает через среду, которая всегда является изолирующей, пусть даже и чрезвычайно ионизированной.
Указанные воздействия очевидны сами по себе особенно в форме:
• теплового градиента температуры, вызванного быстрым и интенсивным подъемом температуры воздуха;
• высоким градиентом давления в форме волны давления;
• высокой ионизацией воздуха с последующим уменьшением электрической прочности.
Вообще говоря, в НКУ, разработанных и испытанных в соответствии с требованиями стандарта МЭК 60439-1 «дуговая» неисправность маловероятна. Однако, если дуга все таки возникнет, ее последствия буду чрезвычайно тяжелыми как для оборудования, так и для персонала (см. п. 2.2 и 2.3).
Причина дуговой неисправности может носить как технический, так и нетехнический характер. Среди последних наиболее часто возникают следующие:
• ошибки персонала, совершаемые главным образом во время технического обслуживания;
• недостаточно аккуратное выполнение монтажа;
• ненадлежащее техническое обслуживание, главным образом при эксплуатации НКУ в тяжелых условиях окружающей среды.
Среди технических причин дуговой неисправности в НКУ необходимо помнить о следующих:
• пробой изоляции, особенно вблизи опор шин и втычных контактов выдвижных частей НКУ (75 % случаев);
• перенапряжения, вызываемые разрушительными электрическими разрядами между точками с минимальными зазорами (15 % случаев);
• конструктивные дефекты аппаратуры (10 % случаев).
[Перевод Интент]Тематики
- НКУ (шкафы, пульты,...)
EN
Русско-английский словарь нормативно-технической терминологии > "дуговая" неисправность
Страницы- 1
- 2
См. также в других словарях:
РАСТЕНИЯ, ОБРАЗУЮЩИЕ (ПРИ ОПРЕДЕЛЕННЫХ УСЛОВИЯХ) СИНИЛЬНУЮ КИСЛОТУ — 1. РАСТЕНИЯ, ОБРАЗУЮЩИЕ (ПРИ ОПРЕДЕЛЕННЫХ УСЛОВИЯХ) СИНИЛЬНУЮ КИСЛОТУ Общие сведения. В некоторых дикорастущих и культурных растениях при известных условиях может происходить образование синильной кислоты (HCN). Источником ее в растениях, главным … Токсикология ядовитых растений
Приёмы покера — Приёмы игры в покер действия игрока в процессе торговли с целью создать у противников неправильное мнение о силе руки игрока и/или для увеличения суммы и вероятности выигрыша. К таким приёмам в покере относятся: блеф, чек рейз, получение… … Википедия
Защита от короткого замыкания и прочность при коротком замыкании — 7.5. Защита от короткого замыкания и прочность при коротком замыкании Примечание. В настоящее время требования этого пункта применимы главным образом к устройствам переменного тока. Требования к устройствам постоянного тока находятся в стадии… … Словарь-справочник терминов нормативно-технической документации
Работоспособность при нулевой, нормальной нагрузке и перегрузке — 8.3.3. Работоспособность при нулевой, нормальной нагрузке и перегрузке 8.3.3.1. Срабатывание. Срабатывание по ГОСТ Р 50030.1, подпункт 8.3.3.1. 8.3.3.2. Пределы срабатывания контакторных реле. Пределы срабатывания контакторных реле должны… … Словарь-справочник терминов нормативно-технической документации
Сражение при Аппоматтоксе — Гражданская война в США … Википедия
Испытание типа 0 (обычное испытание эффективности при неразогретых тормозах) — 1.4 Испытание типа 0 (обычное испытание эффективности при неразогретых тормозах) 1.4.1 Общие положения 1.4.1.1 Средняя температура рабочих тормозов на самой разогреваемой оси транспортного средства, измеренная в тормозных накладках или на… … Словарь-справочник терминов нормативно-технической документации
РД 08.00-60.30.00-КТН-046-1-05: Неразрушающий контроль сварных соединений при строительстве и ремонте магистральных нефтепроводов — Терминология РД 08.00 60.30.00 КТН 046 1 05: Неразрушающий контроль сварных соединений при строительстве и ремонте магистральных нефтепроводов: 1.4.15 Бригада сварщиков группа аттестованных в установленном порядке сварщиков, назначенных… … Словарь-справочник терминов нормативно-технической документации
snip-id-9182: Технические спецификации на виды работ при строительстве, реконструкции и ремонте автомобильных дорог и искусственных сооружений на них — Терминология snip id 9182: Технические спецификации на виды работ при строительстве, реконструкции и ремонте автомобильных дорог и искусственных сооружений на них: 3. Автогудронатор. Используется при укреплении асфальтобетонного гранулята… … Словарь-справочник терминов нормативно-технической документации
Технические спецификации на виды работ при строительстве, реконструкции и ремонте автомобильных дорог и искусственных сооружений на них — Терминология Технические спецификации на виды работ при строительстве, реконструкции и ремонте автомобильных дорог и искусственных сооружений на них: 3. Автогудронатор. Используется при укреплении асфальтобетонного гранулята битумной эмульсией.… … Словарь-справочник терминов нормативно-технической документации
Битва при Брунете — Гражданская война в Испании Карта битвы при Брунете Дата 6 июля 25 июля, 1937 Место Брунете … Википедия
Методические рекомендации: Методологические основы проведения предварительных и периодических медицинских осмотров лиц, работающих во вредных и (или) опасных условиях труда — Терминология Методические рекомендации: Методологические основы проведения предварительных и периодических медицинских осмотров лиц, работающих во вредных и (или) опасных условиях труда: Армирование Усиление дорожных конструкций в результате… … Словарь-справочник терминов нормативно-технической документации
 18+© Академик, 2000-2024
18+© Академик, 2000-2024- Обратная связь: Техподдержка, Реклама на сайте
Экспорт словарей на сайты, сделанные на PHP, Joomla, Drupal, WordPress, MODx.
Перевод: с русского на все языки
со всех языков на русский- Со всех языков на:
- Русский
- С русского на:
- Все языки
- Английский
- Казахский
- Немецкий
- Французский