-
1 грунт, не удаляемый перед сваркой
nshipb. (защитный) überschweißbares VorkonservierungsmittelУниверсальный русско-немецкий словарь > грунт, не удаляемый перед сваркой
-
2 предварительный подогрев
adj1) artil. Vorheizung2) electr. Anheizung (ртутного вентиля)3) food.ind. Vorkochen4) weld. Vorwärmen (перед сваркой), Vorwärmung5) aerodyn. Anwärmevorrichtung6) vent. VortemperierungУниверсальный русско-немецкий словарь > предварительный подогрев
-
3 температура предварительного подогрева
Универсальный русско-немецкий словарь > температура предварительного подогрева
-
4 контакт-деталь
контакт-деталь
Одна из токопроводящих частей 1), образующих контакт.
МЭК 60050(441-15-06).
[ ГОСТ Р 50030. 1-2000 ( МЭК 60947-1-99)]
1) Должно быть проводящих
[Интент]
контакт-деталь
Деталь, соприкасающаяся с другой при образовании электрического контакта
[ ГОСТ 14312-79]EN
contact (piece)
one of the conductive parts forming a contact
[IEV number 441-15-06 ]FR
(pièce de) contact
une des pièces conductrices formant un contact
[IEV number 441-15-06 ]1. Коммутирующая электрическая контакт-деталь
[IEV number 444-04-06]EN
- Contact set - контактная группа
-
Ouput circuit - выходная цепь
contact circuit - цепь контакта
contact - контакт - Contact member - контактный элемент (контактная пружина)
- рабочая поверхность контакт-детали
-
Contact (piece) - контакт деталь
FR
- Jeu de contacts - контактная группа
-
Circuit de sortie - выходная цепь
circuit de contact - цепь контакта
contact - контакт - Element de contact - контактный элемент (контактная пружина)
- рабочая поверхность контакт-детали
-
Piece de contact - контакт-деталь
[Перевод Интент]
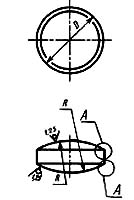
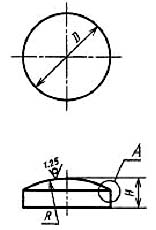
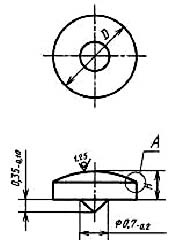
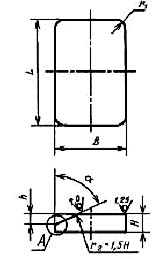
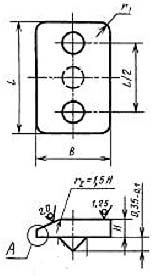
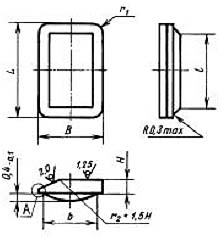
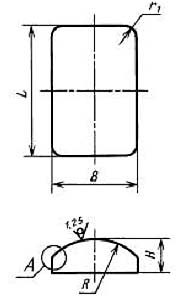
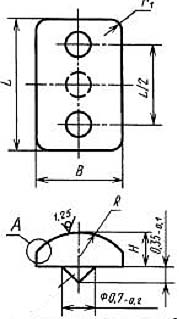
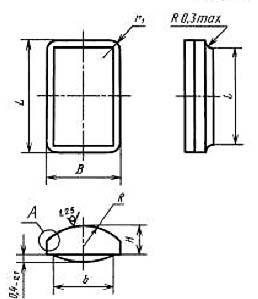
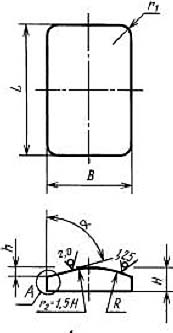
Типы коммутирующих электрических контакт-деталей (контактов) по ГОСТ 3884-77
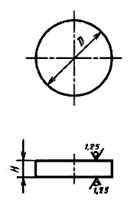
ПП - с плоской рабочей и нерабочей поверхностями
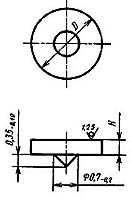
ПР - с плоской рабочей поверхностью и с рельефом для сварки (сферическим или цилиндрическим) со стороны нерабочей поверхности
ПШ - с плоской рабочей поверхностью и с коническим шипом на нерабочей поверхности
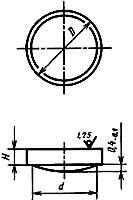
СС - со сферической рабочей и сферической нерабочей поверхностями
СП - со сферической рабочей поверхностью и плоской нерабочей поверхностью
СШ - со сферической рабочей поверхностью и коническим шипом на нерабочей поверхности
СР - со сферической рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ПуП - с усеченной плоской рабочей поверхностью и плоской нерабочей поверхностью
ПуШ - с усеченной плоской рабочей поверхностью и коническим шипом на нерабочей поверхности
ПуР - с усеченной плоской рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ЦП - с цилиндрической рабочей поверхностью и плоской нерабочей поверхностью
ЦШ - с цилиндрической рабочей поверхностью и коническим шипом на нерабочей поверхности
ЦР - с цилиндрической рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ЦуП - с усеченной цилиндрической рабочей поверхностью и плоской нерабочей поверхностью
ЦуШ - с усеченной цилиндрической рабочей поверхностью и коническим шипом на нерабочей поверхности
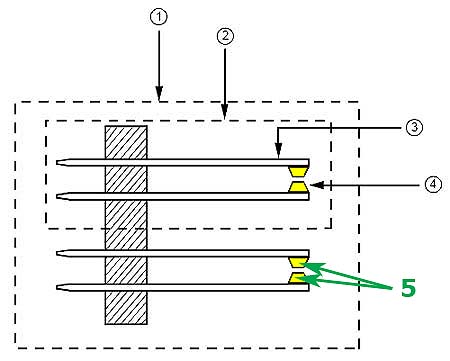
2. Контакт-деталь электрического соединителя

Рис. Tyco Electronics
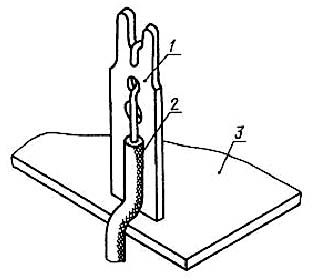
Извлекаемые штампованные контакты электрического соединителя:
1 - Гнездовая контакт-деталь (гнездовой контакт)
2 - Штыревая контакт-деталь (штыревой контакт)3. Контакт-деталь, как часть разборного или неразборного контактного электрического соединения
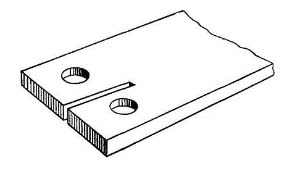
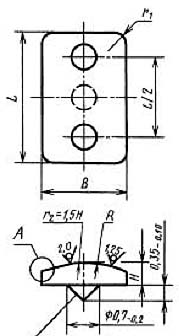
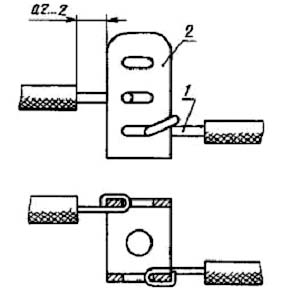
Требования к подготовке рабочих поверхностей контакт-деталей
1. Контакт-детали, имеющие два и более отверстий под болты в поперечном ряду, рекомендуется выполнять с продольными разрезами, как показано на чертеже.
2. Рабочие поверхности контакт-деталей разборных контактных соединений и неразборных контактных соединений с линейной арматурой непосредственно перед сборкой должны быть подготовлены:
- медные без покрытия и алюмомедные - зачищены.
При зачистке алюмомедных проводов не должна быть повреждена медная оболочка;
- алюминиевые и из алюминиевых сплавов - зачищены и смазаны нейтральной смазкой (вазелин КВЗ по ГОСТ 15975-70, ЦИАТИМ-221 по ГОСТ 9433-80 или другими смазками с аналогичными свойствами).
Рекомендуемое время между зачисткой и смазкой не более 1 ч;
- рабочие поверхности, имеющие защитные металлические покрытия, - промыты органическим растворителем.
3. Рабочие поверхности медных контакт-деталей, соединяемых способом опрессовки, должны быть зачищены, если иное не указано в стандартах или технических условиях на конкретные виды электротехнических устройств.
Рабочие поверхности алюминиевых контакт-деталей должны быть зачищены и смазаны кварцевазелиновой пастой или другими смазками, пастами и компаундами с аналогичными свойствами.
4. Поверхности контакт-деталей, соединяемых сваркой или пайкой, должны быть предварительно зачищены, обезжирены или протравлены.
[ ГОСТ 10434-82]4. Контакт-деталь, устанавливаемая на печатной плате для присоединения проводов
Тематики
EN
DE
FR
Русско-немецкий словарь нормативно-технической терминологии > контакт-деталь
См. также в других словарях:
инструмент для выравнивания труб перед сваркой — — [http://slovarionline.ru/anglo russkiy slovar neftegazovoy promyishlennosti/] Тематики нефтегазовая промышленность EN grasshopper … Справочник технического переводчика
ГОСТ Р ИСО 3183-1-2007: Трубы стальные для трубопроводов. Технические условия. Часть 1. Требования к трубам класса А — Терминология ГОСТ Р ИСО 3183 1 2007: Трубы стальные для трубопроводов. Технические условия. Часть 1. Требования к трубам класса А оригинал документа: 3.2.2.1 бесшовная труба (seamless pipe): Трубное изделие без сварного шва, изготовленное… … Словарь-справочник терминов нормативно-технической документации
Пантера Pz.Kpfw V — Немецкий тяжелый танк PzKpfw V «ПАНТЕРА» сегодня является, пожалуй, одним из наиболее обсуждаемых. Количество выпущенных изданий и отдельных публикации, посвященных ему, может сравниться только с таковыми о его родном брате танке «Тигр».… … Энциклопедия техники
Бесстыковой путь — (или Бархатный) условное наименование железнодорожного пути, расстояние между рельсовыми стыками которого знач … Википедия
сварка давлением — [pressure welding] сварка в твердом состоянии, осушествляется совместными локальным деформированиями соединенных материалов под действием приложенного к ним давления (статического, импульсного или взрывом) часто в сочетании с ультрозвуковыми… … Энциклопедический словарь по металлургии
СВАРКА ДАВЛЕНИЕМ — [pressure welding] сварка в твердом состоянии, осушествляемая совместным локальным деформированием соединяемых материалов под действием приложенного к ним давления (статического, импульсного или взрывом) часто в сочетании с ультразвуковыми… … Металлургический словарь
СТО Газпром 2-2.2-136-2007: Инструкция по технологиям сварки при строительстве и ремонте промысловых и магистральных газопроводов. Часть I — Терминология СТО Газпром 2 2.2 136 2007: Инструкция по технологиям сварки при строительстве и ремонте промысловых и магистральных газопроводов. Часть I: 3.1.1 автоматическая сварка: Дуговая сварка, при которой возбуждение дуги, подача сварочной… … Словарь-справочник терминов нормативно-технической документации
температура — 3.1 температура: Средняя кинетическая энергия частиц среды, обусловленная их разнонаправленным движением в среде, находящейся в состоянии термодинамического равновесия. Источник: ГОСТ Р ЕН 306 2011: Теплообменники. Измерения и точность измерений… … Словарь-справочник терминов нормативно-технической документации
Подогрев — Preheating Подогрев. (1) Нагрев перед термической или механической обработкой. Для инструментальной стали, нагрев до промежуточной температуры непосредственно перед заключительной аустенитизацией. Для некоторых цветных сплавов нагрев до высокой… … Словарь металлургических терминов
подогрев — 1. Нагрев перед термической или механической обработкой. Для инструментальной стали, нагрев до промежуточной температуры непосредственно перед заключительной аустенитизацией. Для некоторых цветных сплавов нагрев до высокой температуры в течение… … Справочник технического переводчика
Сварка — Сварщик за работой Сварка это технологический процесс получения неразъёмного соединения посредством установления межатомных и межмолекулярных связей между свариваемыми частями изделия при их нагреве (местном или общем), и/или … Википедия